02 Curso Patrones de Falla.pdf
26
PATRONES DE FALLAS DEFINICIÓN, CLASIFICACIÓN Ing. Giner Yuseth Huamán Montañez
-
Upload
ener-bernal-cabrera -
Category
Documents
-
view
105 -
download
6
Transcript of 02 Curso Patrones de Falla.pdf

PATRONES DE FALLAS
DEFINICIÓN, CLASIFICACIÓN
Ing. Giner Yuseth Huamán Montañez

Ing. Giner Yuseth Huamán Montañez
1. TRATAMIENTO DE LAS FALLAS
Desde 1940 se han desarrollado estudios sobre la teoría de laconfiabilidad basados en observaciones efectuadas en equipos ysistemas complejos instalados en industrias telefónicas , degeneración de energía eléctrica, petroquímicas, de aviacióncomercial, etc.

Ing. Giner Yuseth Huamán Montañez
• La cantidad de fallas que presentaba un equipo enparticular, no es uniforme a lo largo de su vida útil.
• Cada falla tiene una manera diferente de ocurrir através del tiempo.
• Cada falla debe ser controlado con la estrategia másapropiada, aplicable y justificable
• Las falla presentan diferentes patrones de acuerdo a suprobabilidad de ocurrencia, los cuales deben seranalizados.
1. CARACTERÍSTICAS DE LAS FALLAS
Ing. Giner Yuseth Huamán Montañez
De esta manera fue posible graficar en forma general elcomportamiento futuro de un equipo o conjunto de equiposapoyándose en la estadística y probabilidades, de tal formade obtener una descripción bastante confiable del patrón defallas probable; la curva representativa de esta gráfica se lellamó:
“CURVA DE LA BAÑERA” .
1. PATRONES DE FALLA DE LOS EQUIPOS

Ing. Giner Yuseth Huamán Montañez
2. CURVA DE LA BAÑERA
Periodo deFallasPrematuras
Periodo de Fallas casuales o
accidentales
Periodo deFallas porDesgaste
Con MP
TB TU
Tiempo
Tasa
de
Fal
la
VIDA UTILMORTALIDAD INFANTIL
DESGASTE
h(t) = PDF / R(t)h(t):Velocidad de FallaPDF: Función de densidad de probabilidadR(t): Función de Confiabilidad
h(t)
t

Ing. Giner Yuseth Huamán Montañez
DURANTE CIERTO NUMERO DE AÑOS LA
TASA DE FALLAS PERMANECE EN UN
PROMEDIO BAJO PARA LA MISMA CALIDAD Y CANTIDAD DE LABORES
DE OPERACIÓN Y CONSERVACION PARA ESTE EJEMPLO FLUCTUA ENTRE 4 Y 6 FALLAS AL
MES
REGISTRO DE FALLA DE MAQUINA
TASA DE FALLAS POR MES DURANTE SU TIEMPO DE USO
TASA DE FALLA DECRECIENTE (VIDA
TEMPRANA)
TASA DE FALLA CONSTANTE(VIDA UTIL)
TASA DE FALLA CRECIENTE
(REGION DE DESGASTE)
54
34
20
12
6
5
4
5
4
4
5
4
5
6
4
5
8
12
16
20
24
30
36
44

Ing. Giner Yuseth Huamán Montañez
En la Curva de la Bañera podemos distinguir tres tipos de fallas :
• FALLAS PREMATURAS.
• FALLAS CASUALES .
• FALLAS DE DESGASTE.
3. PATRONES DE FALLA DE LOS EQUIPOS

Ing. Giner Yuseth Huamán Montañez
3.1 CAUSAS DE FALLAS PREMATURAS
Suelen aparecer poco después de la puesta en funcionamiento. Sus causas másfrecuentes son:
� DEFECTOS DE FABRICACION.
� MATERIAL DEFECTUOSO.
� FALLAS DE MONTAJE
� ERRORES DE OPERACIÓN.

Ing. Giner Yuseth Huamán Montañez
3.2 CAUSAS DE FALLAS CASUALES
Después del periodo de prueba aparecen fallascasuales que se originan por destrozosrepentinos de un elemento a causa desobrecarga o por imperfecciones en el procesoproductivo que no siguieron fielmente lasexigencias operacionales.

Ing. Giner Yuseth Huamán Montañez
Las fallas casuales se dan en el periodo normal detrabajo, su aparición se reparte en formaestadísticamente constante en el tiempo.De esta fase de fallas casuales resulta que las piezas ocomponentes respectivos tienen una vida útil promedioaproximadamente igual a la mitad del periodo detrabajo promedio .
3.2 FALLAS CASUALES

Ing. Giner Yuseth Huamán Montañez
3.3 CAUSAS DE FALLAS POR DESGASTE
El periodo de desgaste, se caracteriza por fallasdebidas a la degradación irreversible de lascaracterísticas del componente, propio del diseñomismo, consecuencia del tiempo de funcionamiento .Estas fallas suelen tener manifestacionesfísico/químicas, como la corrosión, la alteración de laestructura del material, desgaste, fatiga o unacombinación de estas formas.

Ing. Giner Yuseth Huamán Montañez
Cuanto mas tiempo pasa,aumenta mas la tasa de fallasdel periodo de desgaste.
Si se quisiera evitar que estatasa de fallas crecierarápidamente, es decir , llevar latasa de fallas a valores bajosaumentando la confiabilidad, sedebería intervenir efectuandouna mantenimiento integral:Overhaul
3.3 FALLAS POR DESGASTE
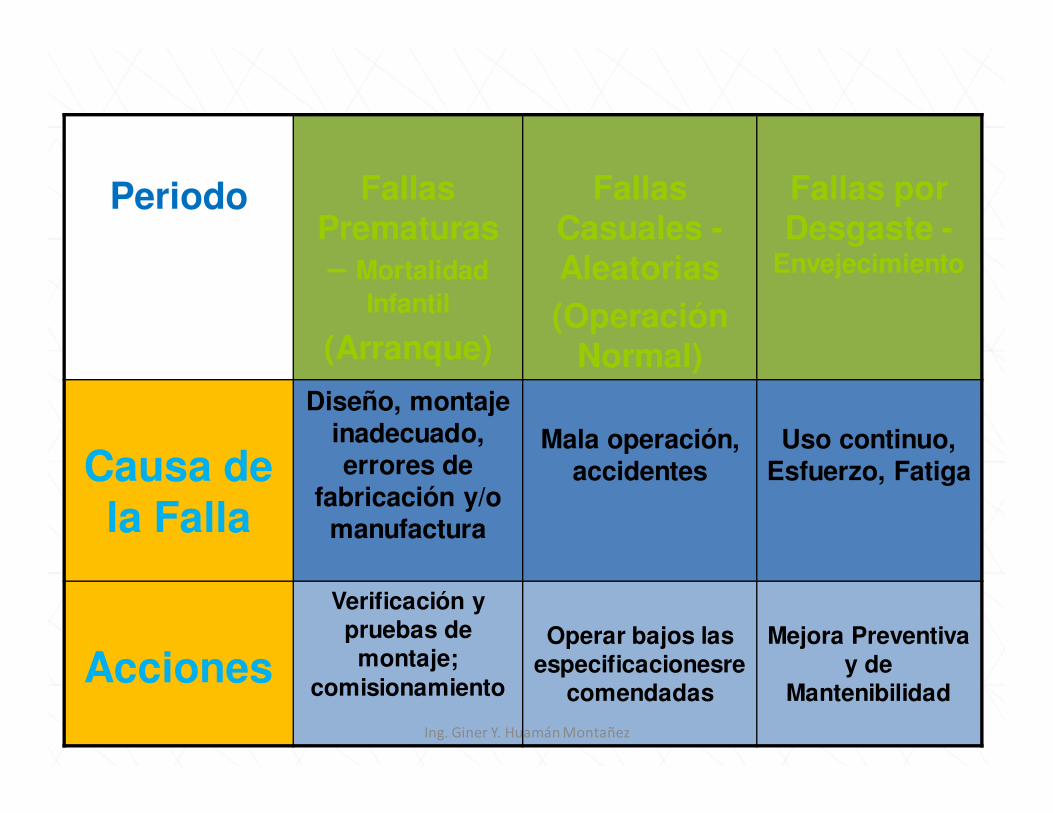
Periodo Fallas Prematuras – Mortalidad
Infantil
(Arranque)
Fallas Casuales -Aleatorias(Operación
Normal)
Fallas por Desgaste -
Envejecimiento
Causa de la Falla
Diseño, montaje inadecuado, errores de
fabricación y/o manufactura
Mala operación, accidentes
Uso continuo, Esfuerzo, Fatiga
Acciones
Verificación y pruebas de montaje;
comisionamiento
Operar bajos las especificacionesre
comendadas
Mejora Preventiva y de
Mantenibilidad
Ing. Giner Y. Huamán Montañez

4. Algunos Estudios Sobre Comportamientode las Fallas

Ing. Giner Yuseth Huamán Montañez
- Alta probabilidad de falla al comienzo y final de su vida.
- Al menos, son necesarias dos tácticas una para tratar los problemastempranos y otra en el final de la vida económica.
- Es una combinación de «peor nuevo» y «peor viejo».
- Un ejemplo son los sistemas electromecánicos simples.
• Estrategias Recomendadas:
- Monitoreo de Condiciones.
- Reemplazo o reparación basada en el tiempo
4.1 Patrón A. Curva de la bañera
4 %

Ing. Giner Yuseth Huamán Montañez
- Fallos relacionados con la edad, asociados a la fatiga, corrosión,abrasión, evaporación, etc.
- Rápido incremento de fallas en cierto punto del uso.
- Mecanismo de falla menos común de todos.- Es efectivo el mantenimiento de rutina basado en tiempo.
- Los ejemplos incluyen rotores, mandíbulas de machacadoras,camisas de cilindros y carriles.
• Estrategias Recomendadas:
- Análisis de Fallas si el desgaste ocurre antes de lo estimado.- Reemplazo o reparación basada en el tiempo
4.2 Patrón B. Peor viejo2 %

Ing. Giner Yuseth Huamán Montañez
Los Patrones de falla A y B (juntos), en laIndustria Manufacturera tienen una incidenciadel 30%. En la Industria aeronáutica solo el 6%
BA
4 % 2 %

Ing. Giner Yuseth Huamán Montañez
- Probabilidad de falla que crece lenta y sostenidamente con laedad, no tiene edad de desgaste fácilmente identificable.
- Asociada con la corrosión o desgaste adhesivo.
- Usualmente cuando el equipo está en contacto con el producto.
- Uso de tácticas de reconstrucción o reemplazo de componentes.
- Por ejemplo, tubos, refractarios, neumáticos, embragues, dientesde engranajes, elementos estructurales, chasis, etc.
• Estrategias Recomendadas:
• Reemplazo o reparación basada en el tiempo en función del costoo riesgo.
4.3 Patrón C. Vejez lenta 5 %

Ing. Giner Yuseth Huamán Montañez
- No relacionado con la edad, excepto al comienzo de la vida.
- Mantenimiento de rutina basado en edad generalmenteinefectivo.
- Como en el caso de todos los mecanismos aleatorios, la mejortáctica es basarse en el mantenimiento predictivo o decondiciones.
- Ejemplos: hidráulica, neumática.
• Estrategias Recomendadas:
- Análisis de Fallas si la tasa es muy elevada.
- Monitoreo de Condiciones- Provisión de repuestos.
4.4 Patrón D. Mejor nuevo 7 %

Ing. Giner Yuseth Huamán Montañez
- Fallas aleatorias, no relacionados con la edad.
- Sistemas de equipos complejos: electrónicos, eléctricos,
mecánicos.
- El mantenimiento de rutina relacionado con la edad, no es eficaz.
- Los cojinetes de bolas son un ejemplo clásico.
• Estrategias Recomendadas:
- Análisis de Fallas si la tasa es muy elevada.
- Monitoreo de Condiciones
- Provisión de repuestos.
- Operar hasta fallar.
4.5 Patrón E. Constante 14 %

Ing. Giner Yuseth Huamán Montañez
- El mecanismo de falla más común en equipos complejos.
- La probabilidad declina con la edad, quizá como consecuencia de larobustez del diseño, o las modificaciones o mejoras que se hacencomo consecuencia de las fallas «infantiles».
- Una vez resuelto el problema de mortalidad infantil, el mantenimientode rutina juega un papel menor (relativamente).
- Ejemplos: electrónica, aviación, equipos altamente integrados/complejos.
• Estrategias Recomendadas:
- Análisis de Fallas para determinar las causas de las fallas infantiles.
- No se recomienda implementar estrategias de mantenimiento basadasen el tiempo.
- Provisión de repuestos.
4.6 Patrón F. Peor nuevo 68 %

Ing. Giner Yuseth Huamán Montañez
Los Patrones de falla C, D, E y F (juntos) en laIndustria Manufacturera tienen una incidenciadel 70%. En la Industria aeronáutica el 94 %
C
D
E
F
5 %
7 %
14 %
68 %

Ing. Giner Yuseth Huamán Montañez
IMPACTO DEL CONTEXTO OPERATIVO EN EL CICLO DE VIDA DEL ACTIVO

Ing. Giner Yuseth Huamán Montañez
2%
4 %
7 %
5 %
14 %
68 %
RESUMEN DE LOS PATRONES DE FALLAS
70 %70 %
11 %11 %
89 %89 %

Ing. Giner Yuseth Huamán Montañez
5. Conclusiones acerca de los Patrones de Falla
•Las nuevas investigaciones a través del tiempo demuestran que cada vez hay menos relación entre la edad del equipo y las fallas.1
•Durante la primera generación el patrón de falla “B” (peor viejo) es el que modelaba mejor las fallas de los equipos.2
•Durante la segunda generación el patrón de falla “A” : Curva de Bañera, modelaba mejor las fallas de los equipos.3
•Durante la tercera generación aparecen los 6 patrones de falla conocidos, donde el patrón de fallas “F” es el mas recurrente4
• Muchas de las tareas de mantenimiento realizadas en un equipo pueden ser hasta perjudiciales si no se conoce el patrón de falla del componente.5

PATRONES DE FALLAS
DEFINICIÓN, CLASIFICACIÓNFIN
Ing. Giner Yuseth Huamán Montañez