03 Manejo de Codigos

of 41
-
Upload
alvaro-alexis-mendoza-prada -
Category
Documents
-
view
242 -
download
0
Transcript of 03 Manejo de Codigos
-
8/12/2019 03 Manejo de Codigos
1/41
MANEJO DE CODIGOS
-
8/12/2019 03 Manejo de Codigos
2/41
CALIDADEs el cumplimiento medible, de los cdigos
y especificaciones. Para establecer la calidad de un producto, los
clientes solicitan los cdigos por tanto estos
documentos se convierten en los requisitos conlos cuales el producto debe cumplir.El inspector de soldadura debe tener habilidad y
capacidad para entender y aplicar los requisitosy limitaciones contenidas en el documento quegobierna la fabricacin fijado por el contrato uorden de compra aplicable.
-
8/12/2019 03 Manejo de Codigos
3/41
Se recomienda leer directamente los cdigos yespecificaciones que se utiliza cada vez que seanecesario; el no referirse directamente al cdigopuede resultar en pasar por alto algunosrequisitos o recomendaciones vitales.
Para facilitar el trabajo con un cdigo oespecificacin, se recomienda resaltar lassecciones y partes ms usadas de las mismas.
Al consultar se recomienda revisar las notas depie de pgina para evitar pasar por alto unacalificacin o un requisito esencial.
RECOMENDACIONES
-
8/12/2019 03 Manejo de Codigos
4/41
Definir la pregunta o el asunto. Analizar la pregunta para identificar las
palabras claves que puedan serencontradas en el ndice.
Mirar las provisiones o requisitos en la
seccin aplicable del cdigo. Verificar que lo encontrado en el cdigoresponsa a la pregunta.
Chequear todas las citas encontradas.
METODO SUGERIDO PARAENCONTRAR RESPUESTAS EN EL
CODIGO.
-
8/12/2019 03 Manejo de Codigos
5/41
GENERALIDADES
DE
CODIGOS
-
8/12/2019 03 Manejo de Codigos
6/41
ESPECIFICACION: Descripcin detallada de las diferentes partes de un todo, laexposicin o enumeracin de sus caractersticas particulares tales como tamaorequerido, calidad, desempeo esperado, definiciones y trminos obligatorios de las
partes, Ejem: Especificaciones AWS A5.1 a A5.31 para materiales de aporte de soldadura.
CODIGO: Conjunto de leyes, nacionales, locales, de un grupo de industrias, etc.arreglados sistemticamente para facilitar su uso y referencia rpida. (ASME secc. VIII,Div. 1, API 1104, AWS D1.1).
ESTANDAR: Es un documento establecidos para ser usado como usado como una reglao base de comparacin al medir o juzgar la capacidad, cantidad, contenido, calidad etc.
GUIA: Como su nombre lo indica es un documentos que suministra lineamientos yguas de diversas clases . Ejem: AWS B1.11 Gua para inspeccin visual de soldaduras.
-
8/12/2019 03 Manejo de Codigos
7/41
Para el cdigo ASME existen otros componentes que son lossiguientes:
ADDENDAS: Son revisiones a cada edicin del cdigo aprobadas , publicadas anualmente en hojas de diferentes colores y enviadas a cada poseedor de la edicin vigente del cdigo. Las revisiones publicadas, sonobligatorias despus de seis (6) meses, excepto para trabajos contratados conanterioridad .
INTERPRETACIONES: Son respuestas escritas de ASME a las preguntasconcernientes a la interpretacin de aspectos tcnicos del cdigo.
CASOS CODIGO: Publicaciones del cdigo en las cuales se consideran lasadiciones y revisiones propuestas al cdigo.
-
8/12/2019 03 Manejo de Codigos
8/41
CALDERAS Diseo : ASME SECC. I-II-IVSoldadura y END:
ASME SECC. IX -V
RECIPIENTES A PRESION Diseo : ASME SECC. II, VIII DIV. 1 y 2Soldadura y END:
ASME SECC. IX -V
INTERCAMBIADORES DECALOR Diseo : T.E.M.A, ASME SECC. II, VIII
DIV. 1 Soldadura y END: ASME SECC. IX -V
BARCOS Diseo : A.B.S. , ASME SECC. VIIIDIV.1
ANSI/AWS D 3.5Soldadura y END:
ASME SECC. IX -V, ABS
TUBERIAS
ALMACENAMIENTO DEPETROLEO Y DERIVADOSDiseo : API 650 - 620 - 12D - 12FSoldadura y END:
ASME SECC. IX -V, API 650, 620
AGUA Diseo : AWWA D-100
Soldadura y END: ASME SECC. IX -V - AWWA
ESTRUCTURAS ESTATICAS Diseo : ANSI/AWS D 1.1 A.I.S.CSoldadura y END:
ANSI/AWS D 1.1
ESTRUCTURAS DE ALUMINIO Diseo : ANSI/AWS D 1.2Soldadura y END:
ANSI/AWS D 1.2
LAMINAS Y PLATINAS DE ACERO CONESFUERZO DE FLUENCIA NO MAYOR A80.000 PSI (galvanizadas o no)Diseo :
ANSI/AWS D 1.3, A.I.S.C. Soldadura y END:
ANSI/AWS D 1.3
ACEROS DE REFUERZO Diseo : ANSI/AWS D 1.4Soldadura y END:
ANSI/AWS D 1.4
ESTRUCTURAS DEPUENTES
Diseo : ANSI/AWS D 1.5, AASHTO, AISCSoldadura y END:
ANSI/AWS D 1.5
TIPO SOLDADURA END
DISEO
VAPOR ASMESECC IX y V
ASME B31.1 ASMESECC. II REFINERIAS Y
PLANTASQUIMICAS
ASMESECC IX y V
ASME B31.3
ASME B31.3 ASMESECC. II
API 5L
TRASPORTEDEHIDROCARBU
ROS YDERIVADOS
ASMESECC IX y V
API 1104
ASME B31.4 ASMESECC. II
API 5L
TRANSPORTE Y
DISTRIBUCIONDE GAS
ASMESECC IX y V
API 1104
ASME B31.8 ASMESECC. II
API 5L
SISTEMAS DEREFRIGERACI
ON
ASMESECC IX y V
ASME B31.5 ASMESECC. II
TRASPORTEDE AGUAPOTABLE
ASME SECCIX ANSI/AWSD1.1
AWWA D-200 AWWA D206
EQUIPOS SOMETIDOS APRESION
TANQUES DEALMACENAMIENTO
ESTRUCTURAS
ASEGURAMIENTO DE LA CALIDADEN CONSTRUCCIONES SOLDADAS
ESTRUCTURAS DE PUENTEGRUAS
Diseo : ANSI/AWS D 14.1Soldadura y END:
ANSI/AWS D 14.1
-
8/12/2019 03 Manejo de Codigos
9/41
CODIGOS Y
ESPECIFICACIONESSon la documentacin bsica que rige y gua laprctica de soldadura.
Se utilizan para:Fabricar productos soldados que cumplan con
la calidad requerida.
Suministrar una real y razonable proteccin a lavida, la propiedad y el medio ambiente.
-
8/12/2019 03 Manejo de Codigos
10/41
CODIGOS Y ESPECIFICACIONES
Son normas, usan las palabras ( sh all , w i l l )cuando su uso es obligatorio y las palabras(sho u ld , m ay ), cuando su uso es opcional.
Cdigos Aplicados a un procesoASMEAWSAPI
Especificaciones Relacionados con un producto(AWS / A5.1)ASTM A 106ASTM A 283ASTM A 515API 5LX60
-
8/12/2019 03 Manejo de Codigos
11/41
PROCESOS DE SOLDADURA
Soldadura por Arco con Electrodo Revestido(SMAW).
Soldadura por Arco Sumergido ( SAW).
Soldadura por Arco con Gas de Proteccin(GMAW).
Soldadura por Arco con Fundente en elNcleo ( FCAW).
-
8/12/2019 03 Manejo de Codigos
12/41
CODIGO API 1104Cubre la soldadura para tuberas de acero al
carbono y baja aleacin usadas en la compresin,bombeo y transmisin de petrleo crudo,
productos del petrleo y gases combustibles.Cubre los criterios de aceptacin para
soldaduras probadas por ensayos destructivos yno destructivos.
Incluye los procedimientos para inspeccin
visual e inspeccin radiogrfica.
-
8/12/2019 03 Manejo de Codigos
13/41
CODIGO AWS D1.1Cubre los requisitos de soldaduraaplicables a estructuras soldadas cargadas
estticamente. Puede ser usada como cdigo
complementario.
No es aplicable a tanques a presin o
tuberas a presin.Es uno de los cdigos que acepta la
utilizacin de juntas precalificadas.
-
8/12/2019 03 Manejo de Codigos
14/41
OTROS CODIGOS AWS. AWS D1.2 Cdigo de estructuras soldadas Aluminio.
AWS D1.3 Cdigo de estructuras soldadas Platina de
acero.
AWS D1.4 Cdigo de estructuras soldadas Acero de
refuerzo.
AWS D1.5 Cdigo de puentes soldados.
Dependiendo en tipo de estructura soldada que se vaya afabricar se selecciona el cdigo.
-
8/12/2019 03 Manejo de Codigos
15/41
CODIGO ASMEEstablece las reglas de seguridad quegobiernan el diseo, la fabricacin y lainspeccin durante la construccin de
calderas y recipientes a presin.
OBJETIVO :Suministrar una real y razonable proteccin ala vida y el medio ambiente.
-
8/12/2019 03 Manejo de Codigos
16/41
Contiene 11 secciones:
SECCION I: Reglas para la construccin decalderas de potencia.
SECCION II: Especificacin del materialA. Materiales Ferrosos.B. Materiales no Ferrosos.C. Materiales de aporte y no
consumibles.D. Propiedades de losmateriales .
SECCION III: Reglas para la construccin deplantas de potencia nuclear.
CODIGO ASME
-
8/12/2019 03 Manejo de Codigos
17/41
CODIGO ASMESECCION IV: Reglas para la construccinde calderas de calefaccin.
SECCION V: Ensayos no destructivos.
SECCION VI: Reglas recomendadas para elcuidado de operacin de calderas paracalefaccin.
SECCION VII: Reglas recomendadas para elcuidado de calderas de potencia.
SECCION VIII: Reglas para la construccinde recipientes a presin.
-
8/12/2019 03 Manejo de Codigos
18/41
CODIGO ASMESECCION IX: Normas para calificacin deprocedimientos de soldadura y soldadurafuerte ( brazing ), soldadores, soldadores desoldadura fuerte ( brazing ); operadores desoldadura y operadores para soldadurafuerte ( brazing ).
SECCION X: Fibra plstica de refuerzo para
recipientes a presin.SECCION XI: Reglas para la inspeccin enservicio de componentes de plantas con
agua blanda (liviana) enfriada.
-
8/12/2019 03 Manejo de Codigos
19/41
La Seccin IX del ASME es un cdigo dereferencia para la calificacin de los
procedimientos de soldadura y la calificacinde soldadores para construcciones tales como:
CALDERAS
RECIPIENTES A PRESIONTUBERIAS DE INTERCONEXION
PROPOSITO DEL CODIGO
ASME SECCION IX
-
8/12/2019 03 Manejo de Codigos
20/41
ESPECIFICACION DELPROCEDIMIENTO DE
SOLDADURAWEL DING PROCEDURE SPECIFICATION (WPS)
Un WPS es un documento preparado ycalificado por un Departamento Tcnicoo de Ingeniera, para dar instruccionesal personal que realiza e inspeccionalas soldaduras de produccin.
-
8/12/2019 03 Manejo de Codigos
21/41
CONTENIDO DE UN W.P.S.
Todas las variables esenciales.
Todas las variables esenciales
suplementarias.
Todas las variables no esenciales.
-
8/12/2019 03 Manejo de Codigos
22/41
VARIABLES ESENCIALES
Son aquellas en las que un cambio con
respecto a lo descrito especficamente en elcdigo, afecta las propiedades mecnicas de la
soldadura obtenida y por lo tanto requiere
recalificacin.
-
8/12/2019 03 Manejo de Codigos
23/41
VARIABLES ESENCIALESSUPLEMENTARIAS
Son las que al cambiarse afectan las
propiedades de tenacidad de los materiales a
bajas temperaturas.
Deben tenerse en cuenta cuando alguna otra
seccin del cdigo exija prueba de impacto delos materiales.
-
8/12/2019 03 Manejo de Codigos
24/41
VARIABLES NO ESENCIALESSe pueden cambiar revisando el W.P.S.,
sin necesidad de recalificar elprocedimiento de soldadura.
No causan efectos apreciables en lassoldaduras.
Tienen que ser includas en el W.P.S.
Se deben registrar.
-
8/12/2019 03 Manejo de Codigos
25/41
CONSIDERACIONES PARASELECCIONAR Y ELABORAR UNA
ESPECIFICACION DEPROCEDIMIENTO DE SOLDADURA
Compatibilidad entre el metal de soldadura ylos metales base seleccionados.
Propiedades metalrgicas de los metales a
soldar.Diseo de juntas y cargas.
Propiedades mecnicas deseadas.
-
8/12/2019 03 Manejo de Codigos
26/41
Requerimientos de servicio a que va asometerse el equipo o elemento.
Requerimientos de tratamiento trmico.
Habilidad y disponibilidad de los soldadores.Disponibilidad de los equipos.
Localizacin del trabajo.Economa (Costo - Tiempo).
CONSIDERACIONES PARA SELECCIONAR YELABORAR UNA ESPECIFICACION DE
PROCEDIMIENTO DE SOLDADURA
-
8/12/2019 03 Manejo de Codigos
27/41
FORMATOS
Los formatos para los registros de Especificacin
de Procedimiento, Calificacin de Procedimiento
y Calificacin de Soldador, estn estipulados en
cada cdigo, pero pueden ser modificados,
siempre y cuando contengan toda la informacin
que el cdigo requiere.
ESPECIFICACIONES DEL CONTRATO:
-
8/12/2019 03 Manejo de Codigos
28/41
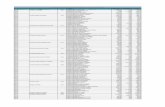
FORMATO
BASICOPARA UNWPS
UNIVERSIDADLIBRE
ESPECIFICACIONES DELPROCEDIMIENTO DESOLDADURA (W.P.S.)
CONTRATO:PREPARO:REVISO: HOJA 1 DE 1
PROYECTO:COMPAIA:W.P.S. No. REV: CODIGO ESPECIFICACION:APLICABLE A:PROCESO: TIPO:MATERIAL BASE:DISEO DE LA JUNTA:
RANGO DE DIAMETROS Y ESPESORES: No. MIN DE CORDONES :METAL DE APORTE: FUNDENTE :CARACTERISTICAS ELECTRICAS: GAS Y RATA DE FLUJO :POSICION: CARACTERISTICAS DE LLAMA :PROGRESION DE LA SOLDADURA:NUMERO DE SOLDADORES:TIEMPO ENTRE PASES:TIPO DE GRAPA DE ALINEACION (CLAMP):REMOCION DE LA GRAPA DE ALINEACION:LIMPIEZA INICIAL Y ENTRE PASES:PRECALENTAMIENTO:RANGO DE VELOCIDAD:
DETALLES DE LA JUNTATABLA DE LAS CARACTERISTICAS ELECTRICAS
No. PASE PROCESO METAL DE APORTECLASE DIAMETRO
CORRIENTEPOLARID. AMPERIOS
VOLTIOS OBSERVACIONES
ESPECIFICACION PREPARADA POR: FECHA:
ESPECIFICACION APROBADA POR: FECHA:
F-API.WPS
-
8/12/2019 03 Manejo de Codigos
29/41
REGISTRO DE CALIFICACIONDE PROCEDIMIENTO DE
SOLDADURAContiene las variables reales de soldadura
utilizadas en la prueba y los resultados del
ensayo realizado sobre la soldadura.
Este registro es resultado de soldar y
ensayar las probetas.
REGISTRO DE CALIFICACIN CONTRATO:UNIVERSIDAD LIBRE DEL PROCEDIMIENTO DE PREPAR:
-
8/12/2019 03 Manejo de Codigos
30/41
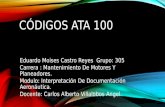
FORMATOBASICO
PARA UNPQR
UNIVERSIDAD LIBRE DEL PROCEDIMIENTO DE PREPAR:SOLDADURA REVIS:
HOJA 2 DE 2
ENSAYO DE TRA CCIN PROBETA ANCHO ESPESOR AREA CARGA MX. RESIST. MX TIPO DE FALLA
No. Pulgadas Pulgadas Pulgadas 2 Libras PSI Y LOCALIZACIN
ENSAYO DE DOBL ADO TIPO DE PROBETA ESTAMPE RESULTADO OBSERVACIONES
DOBLADO DE CARA
DOBLADO DE RAZ
DOBLADO DE LADO
ENSAYO DE ROTURA CON ENTALL ATIPO DE PROBETA ESTAMPE RESULTADO OBSERVACIONES
ROTURA CON ENTALLA
SOLDADOR:
ENSAYOS DIRIGIDOS POR: PRUEBA DE LABORATORIO No.
CERTIFICAMOS QUE LA INFORMACION CONSIGNADA EN ESTE REGISTRO ES CORRECTA Y QUE LAS PRUEBASDE SOLDADURA FUERON PREPARADAS, SOLDADAS Y PROBADAS DE ACUERDO A LOS REQUERIMIENTOSDEL CODIGO API 1104.
COMPAA INTERVENTORIA FABRICANTE
-
8/12/2019 03 Manejo de Codigos
31/41
CONTENIDO DEL REGISTRO DECALIFICACION DEL PROCEDIMIENTO
Variables esenciales de los procesos usados enel procedimiento.Variables esenciales suplementarias cuando se
requiera prueba de impacto.
Registro de los resultados de los ensayosrealizados.NOTA:
El registro de las variables no esenciales es aconsideracin del fabricante.Debe registrarse cualquier otra informacin que
se considere necesaria.
SECUENCIA BASICA PARA LA
-
8/12/2019 03 Manejo de Codigos
32/41
Preparar una especificacin de procedimientopreliminar.Preparar y soldar el conjunto de partes para laspruebas convenientes usando la especificacin delprocedimiento.
Ejecutar las pruebas destructivas y no destructivasrequeridas.Evaluar los resultados de preparacin, soldadura ypruebas.
Registrar los resultados en un formato.Editar la calificacin del procedimiento aprobado.
Editar el procedimiento aprobado.
SECUENCIA BASICA PARA LACALIFICACION DE UN PROCEDIMIENTO
DE SOLDADURA
REGISTRO DE CALIFICACION DE
-
8/12/2019 03 Manejo de Codigos
33/41
REGISTRO DE CALIFICACION DESOLDADORES
En este documento se deben registrar:Las variables esenciales para soldadores
correspondientes al procedimiento de soldadurautilizado.
Los rangos en los que el soldador queda calificado deacuerdo a cada cdigo.Nombre del fabricante.Fecha.Nombre del soldador y dems identificaciones.Funcionario del fabricante que certifica que la junta de
prueba fue preparada , soldada y probada de acuerdo
con el cdigo.
REQUISITOS GENERALES PARA LA
-
8/12/2019 03 Manejo de Codigos
34/41
La junta de prueba deber ser soldada de acuerdo conuna especificacin de procedimiento del fabricante.
Cuando la especificacin requiera de tratamientotrmico post-soldadura, este puede ser omitido para lacalificacin del soldador.
Cuando un soldador u operario de soldadura califiqueun procedimiento tambin califica como soldador.
El supervisor puede detener la prueba en el momentoque considere que no se cumplen los requisitos, para
obtener resultados satisfactorios.
REQUISITOS GENERALES PARA LACALIFICACION DE SOLDADORES Y
OPERADORES
-
8/12/2019 03 Manejo de Codigos
35/41
FORMATO
BASICOPARA UN
WPQ
CALIFICACION DE SOLDADOR
NOMBRE____________ _______C.C.________________________ESTAMPE_________ WPS No. _____________________________REVISION_________________________________ PROCESO (S) DE SOLDADURA TIPO
VARIABLE.
VALOR ACTUAL RANGO CALIFICADO
RESPALDO (metal, soldadura, soldadura por ambos lados ).QW 402 ______________ ___________________ ESPECIFICACION METAL BASE. P. No . QW 403 ______________ ___________________
( ) LAMINA. ( ) TUBO ______________ ( ) SOLDADURA EN RANURA ______________ ___________________
( ) SOLDADURA EN FILETE ______________ ___________________ ESPESOR QW 452.1; QW 452.2 ______________ ___________________ DIAMETRO QW 452. 3 ______________ ___________________ ESPECIFICACION METAL DE APORTE.(SFA) . QW 404 ______________ ___________________ CLASIFICACION .(AWS) ______________ ___________________ NUMERO F. ______________ ___________________ INSERTO CONSUMIBLE EN GTAW O PAW ______________ ___________________ ESPESOR DE DEPOSITO PARA CADA PROCESO ______________ ___________________ POSICIONES DE SOLDADURAQW 405 ______________ ___________________ PROGRESIN (SUBIENDO/BAJANDO) ______________ ___________________ GAS DE PROTECCION EN GTAW,FCAW,GMAW...QW408
______________ ___________________
CARACTERISTICAS ELECTRICAS QW 409 ______________ ___________________ CORRIENTE ______________ ___________________ POLARIDAD ______________ ___________________ MODO DE TRANSFERENCIA ______________ ___________________
RESULTADO ENSAYOS DE DOBLEZTIPO DE DOBLEZ: ( )QW463.2 LADO. ( )QW462.3 (a) TRANS. (cara / raz ) . ( )QW462.3 (b) LONG ( cara / raz)
Resultado inspeccin visual QW 302.4: ___________________________________________________ Resultado ensayo radiografico QW 304 o QW 305: _________________________________________
SOLDADURA DE FILETE QW 181.2:RESULTADO ENSAYO DE FRACTURA QW182: ________________________________________________ LONG O PORCENTAJE DE DEFECTOS:________ RESULTADO MACROATAQUEQW184: _________ PRUEBA DE SOLDADURA CONDUCIDA POR: _________________________________________ ENSAYOS MECANICOS CONDUCIDOS POR:_________________ENSAYO DE LAB No _____
DECLARAMOS QUE LOS DATOS REGISTRADOS EN ESTE REPORTE SON CORRECTOS Y QUE LOS CUPONES DE PRUEBAFUERON PREPARADOS, SOLDADOS, Y ENSAYADOS DE ACUERDO CON LOS REQUERIMIENTOS DE LA SECCION IX DELCODIGO ASME EDICION_____.
ORGANIZACION _______________________________________ FECHA_____________________ POR : __________________________________________________
CONTINUIDAD DE SOLDADORES Y
-
8/12/2019 03 Manejo de Codigos
36/41
CONTINUIDAD DE SOLDADORES YOPERARIOS DE SOLDADURA
Cuando el soldador u operario de soldadura nosuelde en cada proceso en que ha sido calificadodurante el periodo mayor a 6 meses, su calificacinexpira.
Para mantener su continuidad es necesario quesuelde en trabajos de acuerdo con el procedimientoespecificado.
Es necesario llevar un registro con la fecha,resultados de las pruebas y con el estampeasignado a cada soldador, control que debe estar
certificado por el fabricante.
-
8/12/2019 03 Manejo de Codigos
37/41
RECALIFICACION DESOLDADORES
Deber recalificarse a los soldadores uoperarios de soldadura cuando:
Expire la calificacin por haberse pasadodel tiempo lmite dado por cada cdigo.
Exista una razn para dudar de su habilidadpara realizar soldaduras que cumplan con lasespecificaciones.
-
8/12/2019 03 Manejo de Codigos
38/41
RECERTIFICACION DESOLDADORES
Cuando se debe renovar la calificacin porlmite de tiempo, la renovacin se puede hacercon una sola junta de prueba en lmina o tubo,de cualquier espesor, dimetro y soldando encualquier posicin.
Cuando la renovacin se deba a dudas sobrehabilidad, la recalificacin deber hacerse sobreun cupn de prueba apropiado.
-
8/12/2019 03 Manejo de Codigos
39/41
-
8/12/2019 03 Manejo de Codigos
40/41
7. Certificar la informacin contenida en el PQR.8. Asegurarse que todos las juntas de prueba lassuelden trabajadores bajo control directo.9. Implantar un sistema de control de calidad, quecontrole las calificaciones.10. Obtener la calidad exigida por los cdigos.11. Considerar la compatibilidad metalrgica entre elmetal de aporte y el metal base.12. Mantener disponible para el soldador y paraquienes supervisen la soldadura, el procedimientocorrespondiente.
RESPONSABILIDAD DEL FABRICANTE EN LA CALIFICACION DELOS PROCEDIMIENTOS DE SOLDADURA
-
8/12/2019 03 Manejo de Codigos
41/41
Presentado por Ing. Osmel Altamar Rua
Inspector UT, MT y PT Nivel II