1. Concepto de variación · Web viewAl finalizar el curso, el participante será capaz de utilizar...
240
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008 CORE TOOLS DE LA AIAG Participante: ___________________________________________________ Página 1 de 240
Transcript of 1. Concepto de variación · Web viewAl finalizar el curso, el participante será capaz de utilizar...

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CORE TOOLS DE LA AIAG
Participante: ___________________________________________________
DR. PRIMITIVO REYES AGUILAR
mayo 2008
Mail. [email protected] / Cel. 044 55 52 17 49 12
Página 1 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
OBJETIVOS: Al finalizar el curso, el participante será capaz de utilizar
las siguientes herramientas (Core Tools) recomendadas por la AIAG
y cumplir el punto ISO/TS 8.1.2 Conocimiento de conceptos
estadísticos básicos sobre la comprensión y utilización de conceptos
estadísticos básicos, tales como la variación, control (estabilidad),
capacidad de proceso y sobre –ajuste (en todos los niveles de la
organización).
Conocimiento de la variación de acuerdo a la norma ISO TS 16949
Control Estadístico del Proceso (SPC)
Análisis de sistemas de medición (MSA)
Planeación avanzada de la calidad (PPAP) y Plan de control
Revisión del Análisis del modo y efecto de falla FMEA (revisión de
DFMEA, PFMEA, MFMEA, CFMEA)
Introducción a la norma ISO/IEC 17025 de laboratorios de pruebas
Métodos de solución de problemas: 8Ds, 5 Pasos, DMAIC
Página 2 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CONTENIDO TEMÁTICO
1. Concepto de variación 5
Introducción 5
Componentes de la variación 5
Hoja de verificación 6
Estratificación 7
Diagrama de dispersión 7
Histogramas 9
Las cartas de control 11
Causas comunes y causas especiales 12
Características de un proceso normal 15
Área o probabilidad bajo la curva normal 18
Prueba de normalidad 23
2. Control Estadístico del proceso 25
Teorema del límite central 25
Control estadístico del proceso 29
Cartas de control por variables 36
Cartas X-R 37
Cartas I-MR 41
Cartas de control para atributos (p, np, c, u) 46
3. Capacidad de procesos 64
Definiciones 64
Capacidad de procesos 64
Índices de capacidad de procesos Cp, Cpk, Cpm, Cpkm 69
Capacidad de procesos no normales 74
Página 3 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
4. Análisis de sistemas de medición 77
Definiciones y terminología 77
Fuentes de variación del proceso y errores en la medición 81
Estudio de R&R método del rango 85
Estudio de R&R método largo (X-R y ANOVA) 87
Estudios de R&R por atributos 103
Evaluación de la linealidad 109
5. Análisis del modo y efecto de falla (FMEA) 111
FMEA de diseño 111
FMEA de proceso 117
FMEA de máquina 124
6. Planeación avanzada de la calidad (APQP) y Control Plan 125
Planeación y definición del problema 127
Diseño y desarrollo del producto 130
Diseño y desarrollo del proceso 132
Validación del producto y proceso 137
Retroalimentación, evaluación y acción correctiva 139
7. Introducción a la norma ISO 17025 140
Requisitos generales para competencia de laboratorios 140
8. Métodos de solución de problemas 146
El proceso de 8Ds 146
Método de los 5 pasos 160
Método de las 5Y para profundizar en el problema 168
Página 4 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
1. Concepto de variación
Introducción
La variación representa la diferencia entre las cosas, no hay en la naturaleza dos cosas
EXACTAMENTE IGUALES, lo cual origina el estudio de la estadística.
La variación es inherente en todos los procesos, por ejemplo:
Bisteck de 10 onzas Tiempo de tostado
Tiempo de vuelo de México a Acapulco Tiempo que toma ir al
trabajo
Componentes de la variación
La variación a largo plazo se denomina variabilidad del producto o proceso. Hay
diferencia entre el promedio del proceso y la variación de lote a lote. Puede ser
necesario analizar cada línea de productos por separado. También se presenta la
variación de tiempo a tiempo, la variación de pieza a pieza, la variación posicional
dentro de la misma pieza, el error de medición cuando es significativo, y al final solo
queda la variabilidad inherente del proceso, que es la reproducibilidad instantánea de
la máquina bajo condiciones ideales.
Página 5 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Hoja de verificación - Se utiliza para reunir datos basados de la observación del
comportamiento de un proceso con el fin de detectar tendencias, por medio de la captura,
análisis y control de información relativa al proceso
Página 6 de 185
DEFECTO 1 2 3 4 TOTALTamaño erróneo IIIII I IIIII IIIII III IIIII II 26Forma errónea I III III II 9Depto. EquivocadoIIIII I I I 8Peso erróneo IIIII IIIII I IIIII III IIIII III IIIII IIIII 37Mal Acabado II III I I 7TOTAL 25 20 21 21 87
DIADEFECTO 1 2 3 4 TOTALTamaño erróneo IIIII I IIIII IIIII III IIIII II 26Forma errónea I III III II 9Depto. EquivocadoIIIII I I I 8Peso erróneo IIIII IIIII I IIIII III IIIII III IIIII IIIII 37Mal Acabado II III I I 7TOTAL 25 20 21 21 87
DIA

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Hoja de verificación – para anotar frecuencia de ocurrencias de los eventos (con signos |, X, *,
etc.)
Estratificación
Se utiliza para separar el problema general en los estratos que lo componen, por ejemplo, por
áreas, departamentos, productos, proveedores, turnos, etc. Clasificación de los datos o
factores sujetos a estudio en una serie de grupos con características similares.
Estratificación de los datos de máquinas
Problema de rechazos
Rechazos por línea de productos
Rechazos por línea y máquina
Diagrama de Dispersión
Se utiliza para analizar la correlación entre dos variables, se puede encontrar: Correlación
positiva o negativa, fuerte o débil o sin correlación.
Hoja de verificación – para anotar frecuencia de ocurrencias de los eventos (con signos |, X, *,
etc.)
Página 7 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Es una herramienta que nos permite estudiar la relación de dependencia entre dos o más
variables. El Coeficiente de correlación r tiene valores entre -1 y 1 y el coeficiente de
determinación r2 toma valores entre 0 y 1.
Y = a + b X
Correlación entre las variables Y y XCorrelación Positiva
Evidente
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Correlación NegativaEvidente
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónPositiva
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
CorrelaciónNegativa
0
5
10
15
20
25
0 5 10 15 20 25
X
Y
Sin Correlación
10
15
20
25
5 10 15 20 25
X
Y
0
5
0
Diagrama de dispersión y su correlación entre X,Y
Ejercicio: Hacer un diagrama de dispersión con los datos siguientes:
Espesor (escala 5 por división)
Tiempo (esc. 1/div.)
Página 8 de 185
Tiempo Espesor4 202 128 366 28
10 445 257 321 5
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Gráfica de la Línea de AjusteRecta de regresión
Y=-.600.858+5738.89XR2 = .895
Altura del muelle
Ret
ención
0.18 0.19 0.20
400
500
600
Regresión
95% Intervalode confianza
95% Intervalode predicción
Diagrama de Regresión lineal
Histogramas
Se utilizan para ver la distribución de frecuencia de los datos
Distribución de frecuencias o histograma
Pasos para hacer un histograma:
1. Contar el número de datos, identificar el valor máximo, el mínimo y el rango.
2. Determinar el ancho de clase = Rango / 5 a 8.
3. Contar cuantos datos entran dentro de cada celda.
4. Graficar las frecuencias de cada celda.
Página 9 de 185
02468
1012141618
15-24 25-34 35-44 45-54 55-64 65-75
Frec.

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Ejercicio: Realizar un histograma con los datos siguientes:
2.41 17.87 33.51 38.65 45.70 49.36 55.08 62.53 70.37 81.213.34 18.03 33.76 39.02 45.91 49.95 55.23 62.78 71.05 82.374.04 18.69 34.58 39.64 46.50 50.02 55.56 62.98 71.14 82.794.46 19.94 35.58 40.41 47.09 50.10 55.87 63.03 72.46 83.318.46 20.20 35.93 40.58 47.21 50.10 56.04 64.12 72.77 85.839.15 20.31 36.08 40.64 47.56 50.72 56.29 64.29 74.03 88.67
11.59 24.19 36.14 43.61 47.93 51.40 58.18 65.44 74.10 89.2812.73 28.75 36.80 44.06 48.02 51.41 59.03 66.18 76.26 89.5813.18 30.36 36.92 44.52 48.31 51.77 59.37 66.56 76.69 94.0715.47 30.63 37.23 45.01 48.55 52.43 59.61 67.45 77.91 94.47
Paso 1. Número de datos = Valor mayor = Valor menor = Rango =
Paso 2. Ancho de clase = Rango / 6 = redondear a:
Paso 3. Contar elementos para cada clase:
Columna Intervalo Registro de frecuencias Frecuencia1 0 -17
2 18-353 36-534 54-715 72-896 90 en
adelante
Paso 4. Hacer la gráfica del histograma:
Conclusiones:
Página 10 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Las cartas de control
Sirven para monitorear el proceso, prevenir defectivos y facilitar la mejora. Hay dos tipos de
cartas de control: por atributos (juzga productos como buenos o malos) y por variables
(variables como, temperaturas).
Cartas de control
7.5
8.5
9.5
10.5
11.5
12.5
0 10 20 30
Límite Superior de
Control
Límite Inferior de
Control
LíneaCentral
Carta de control con sus límites de control y línea central
“Escuche la Voz del Proceso” Región de control, captura la variaciónnatural del proceso
original
Causa Especialidentificada
El proceso ha cambiado
TIEMPO
Tendencia del proceso
LSC
LIC
Carta de controlMEDIDAS
CALIDAD
Patrones de anormalidad en cartas de control
Las cartas de control detectan la variación anormal en un proceso, denominadas
“causas especiales o causas asignables de variación.”
El patrón normal de un proceso se llama causas de variación comunes.
El patrón anormal debido a eventos especiales se llama causa especial de variación.
Página 11 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Causas comunes y causas especiales o asignables (E. W. Deming):
Causas comunes
La variabilidad natural siempre existe en cualquier proceso de producción, no importa que tan
bien diseñado esté. Esta variabilidad natural es denominada causas comunes o aleatorias de
variabilidad, un proceso que opera en estas condiciones se dice que está en control
estadístico.
Proceso en control, solo causas comunes presentes
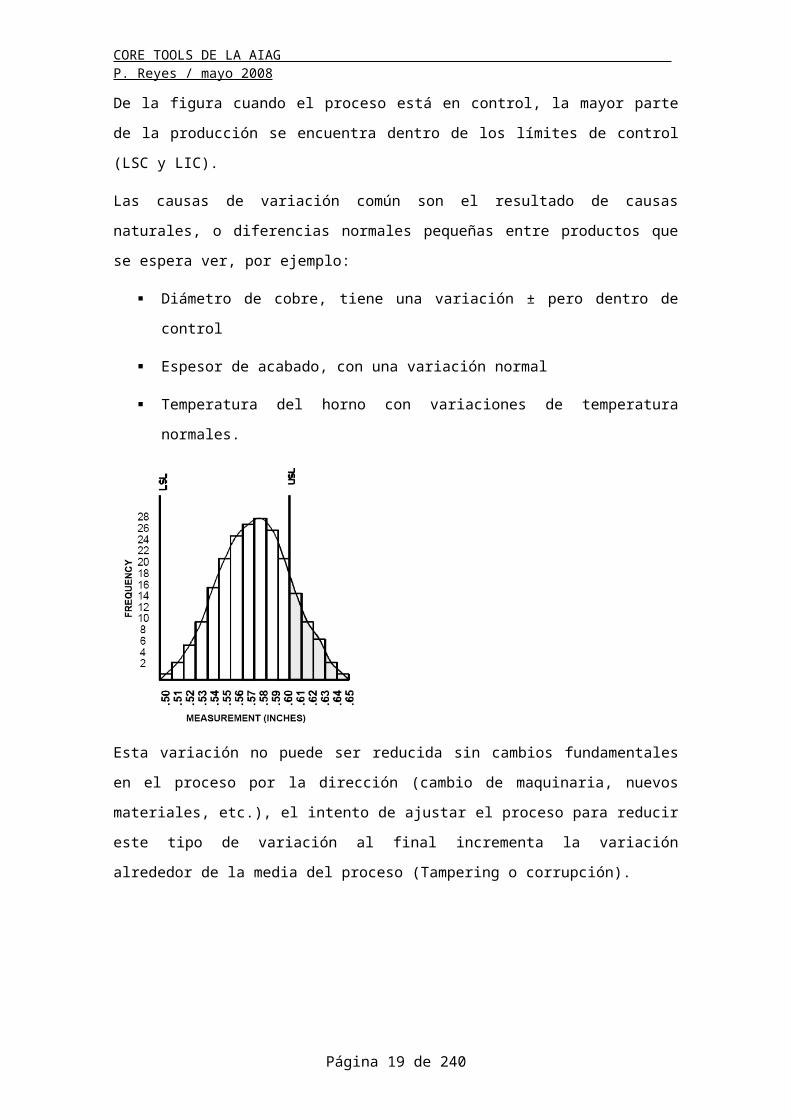
De la figura cuando el proceso está en control, la mayor parte de la producción se encuentra
dentro de los límites de control (LSC y LIC).
Las causas de variación común son el resultado de causas naturales, o diferencias normales
pequeñas entre productos que se espera ver, por ejemplo:
Diámetro de cobre, tiene una variación ± pero dentro de control
Espesor de acabado, con una variación normal
Temperatura del horno con variaciones de temperatura normales.
Página 12 de 185
SI LAS VARIACIONES PRESENTES SON IGUALES, SE DICE QUE SE TIENE UN PROCESO “ESTABLE”.LA DISTRIBUCION SERA “PREDECIBLE” EN EL TIEMPO
Predicción
Tiempo
SI LAS VARIACIONES PRESENTES SON IGUALES, SE DICE QUE SE TIENE UN PROCESO “ESTABLE”.LA DISTRIBUCION SERA “PREDECIBLE” EN EL TIEMPO
Predicción
Tiempo

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
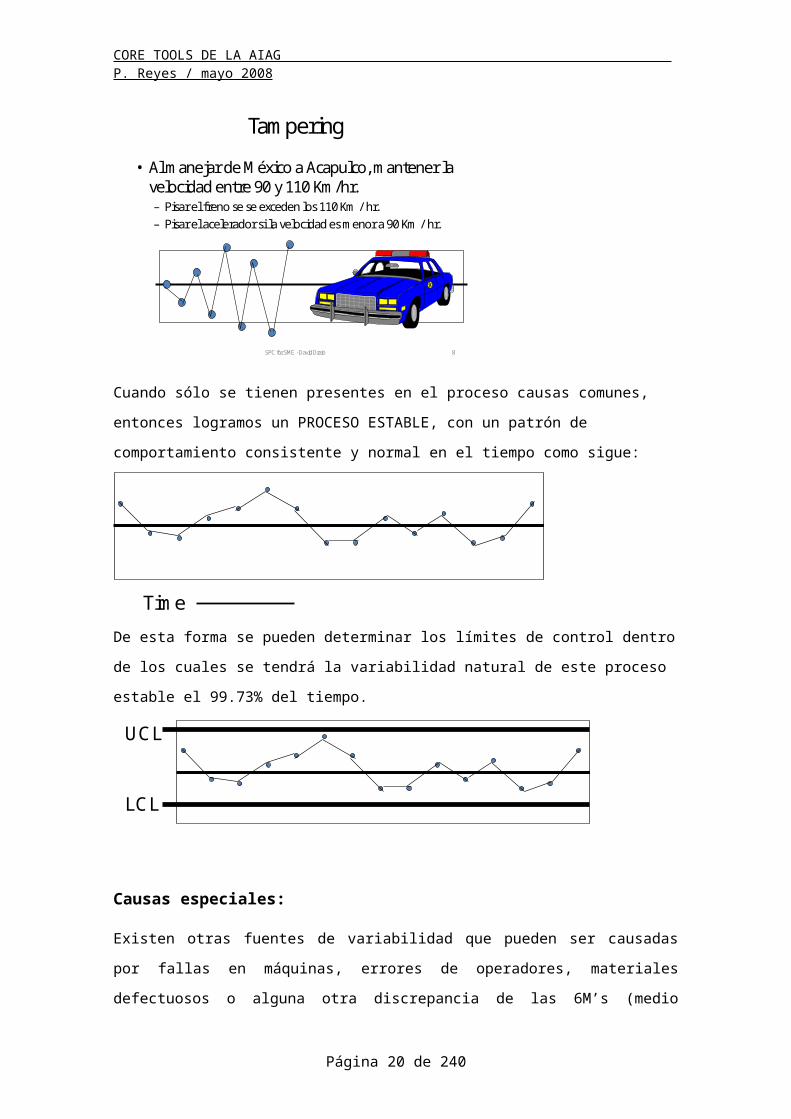
Esta variación no puede ser reducida sin cambios fundamentales en el proceso por la dirección
(cambio de maquinaria, nuevos materiales, etc.), el intento de ajustar el proceso para reducir
este tipo de variación al final incrementa la variación alrededor de la media del proceso
(Tampering o corrupción).
Tampering
• Al manejar de México a Acapulco, mantener la velocidad entre 90 y 110 Km/hr. – Pisar el freno se se exceden los 110 Km / hr.– Pisar el acelerador si la velocidad es menor a 90 Km / hr.
SPC for SME - David Drain 8
Cuando sólo se tienen presentes en el proceso causas comunes, entonces logramos un
PROCESO ESTABLE, con un patrón de comportamiento consistente y normal en el tiempo
como sigue:
Time
Página 13 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
De esta forma se pueden determinar los límites de control dentro de los cuales se tendrá la
variabilidad natural de este proceso estable el 99.73% del tiempo.
UCL
LCL
Causas especiales:
Existen otras fuentes de variabilidad que pueden ser causadas por fallas en máquinas, errores
de operadores, materiales defectuosos o alguna otra discrepancia de las 6M’s (medio
ambiente, métodos, mediciones). Esta variabilidad es muy grande en relación con la
variabilidad natural y es originada por causas especiales o asignables haciendo que el proceso
opere fuera de control estadístico.
LIC LSC
LSC
Proceso fuera de control, con causas especiales presentes, el proceso no es predecible
Las causas especiales normalmente provocan que los procesos sean INESTABLES y salgan de
control estadístico.
Esta variabilidad se puede corregir en el área de trabajo por el personal involucrado, y no es
necesaria la intervención de la dirección para su corrección.
Página 14 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
En una carta de control los patrones de anormalidad más comunes son: las causas especiales,
las tendencias crecientes o decrecientes y las corridas de nivel
Ejemplo de variación anormal en el tiempo:
Características de un Proceso normal
Un proceso opera en condiciones normales, si tiene los materiales dentro de especificaciones y
del mismo lote, un método consistente, un medio ambiente adecuado, el operador
capacitado, y el equipo ajustado correctamente, si se toman mediciones en alguna
característica del producto, mostrará el siguiente comportamiento:
Página 15 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
LAS PIEZAS VARÍAN DE UNA A OTRA:
Pero ellas forman un patrón, tal que si es estable, se denomina distr. Normal
LAS DISTRIBUCIONES PUEDEN DIFERIR EN:SIZE TAMAÑO TAMAÑO
TAMAÑO TAMAÑO TAMAÑO TAMAÑO
TAMAÑO TAMAÑO TAMAÑO
UBICACIÓN DISPERSIÓN FORMA
. . . O TODA COMBINACIÓN DE ÉSTAS
Distribución gráfica de la variación – La Curva normal
Construcción de la distribución normal
La distribución normal es una de las distribuciones más usadas e importantes. Se ha
desenvuelto como una herramienta indispensable en cualquier rama de la ciencia, la industria
y el comercio.
Muchos eventos reales y naturales tienen una distribución de frecuencias cuya forma es muy
parecida a la distribución normal. La distribución normal es llamada también campana de
Gauss por su forma acampanada.
Cuando se incluyen todos los datos de un proceso o población, sus parámetros se indican con
letras griegas, tales como: promedio o media = (mu), y desviación estándar (indicador de la
dispersión de los datos) = (sigma).
Para el caso de estadísticos de una muestra se tiene media = X y desv. est.= s.
Propiedades de la distribución normal estándar
La distribución normal estándar tiene media μ = 0 y desviación estándar =1. La media,
Mediana y Moda coinciden, son iguales y se localizan en el pico.
Página 16 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Propiedades de la distribución normal
El área bajo la curva o probabilidad de menos infinito a más infinito vale 1.
La distribución normal es simétrica, la mitad de curva tiene un área de 0.5.
La escala horizontal de la curva se mide en desviaciones estándar.
La forma y la posición de una distribución normal dependen de los parámetros μ , σ , por
lo que hay un número infinito de distribuciones normales.
Curvas Normales con Medias iguales pero Desviaciones estándar diferentes
Curvas Normales con Medias iguales pero Desviaciones estándar diferentes
3.9 = 5.0
3.9 = 5.0
Límite inferior de especs. Límite superior de especificaciones
Distribuciones normales con varias desv. estándar
Página 17 de 185
z0 1 2 3-1-2-3
z0 1 2 3-1-2-3 0 1 2 3-1-2-3
x x+ x+2 x+3x-x-2x-3 x x+ x+2 x+3x-x-2x-3XX
La desviación estándarsigma representa la distancia de la media alpunto de inflexión de la curva normal

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Normales con Medias y Desviaciones estándar diferentes
Normales con Medias y Desviaciones estándar diferentes
= 5, = 3 = 9, = 6 = 14, = 10
= 5, = 3 = 9, = 6 = 14, = 10
LIE LSE
Distribuciones normales con varias medias y desviaciones estándar
Área o probabilidad bajo la curva normal estándar
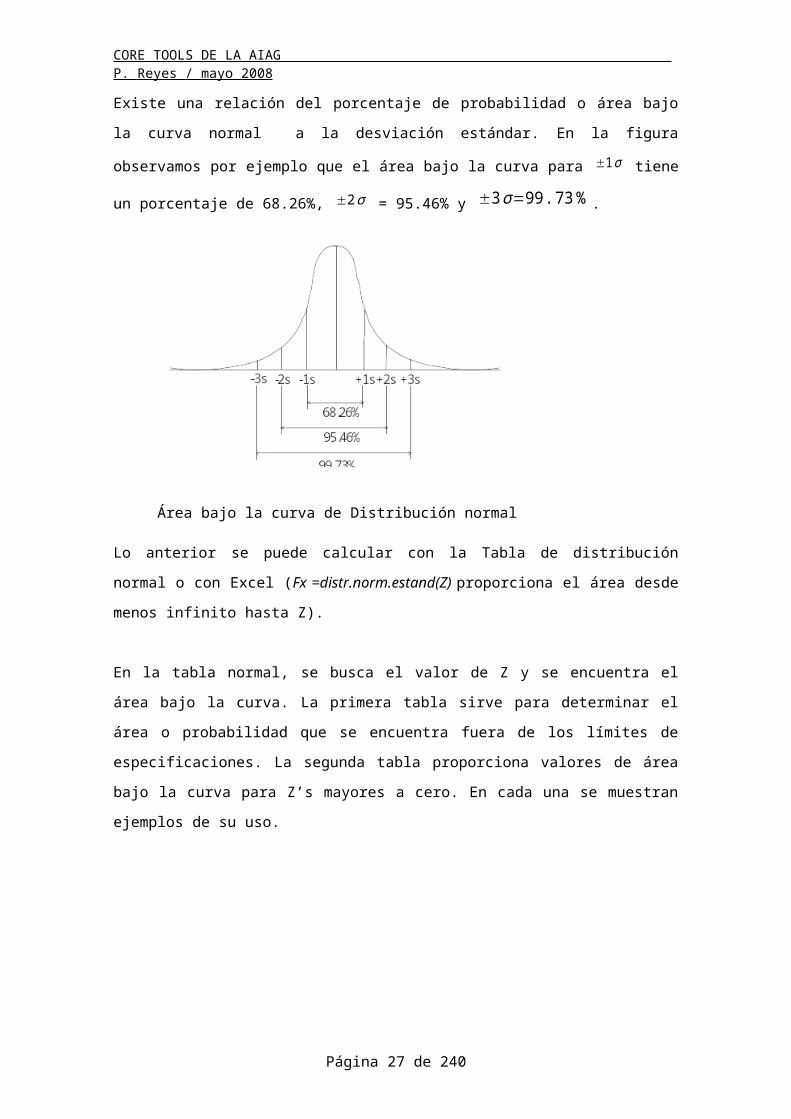
Existe una relación del porcentaje de probabilidad o área bajo la curva normal a la desviación
estándar. En la figura observamos por ejemplo que el área bajo la curva para ±1σ tiene un
porcentaje de 68.26%, ±2 σ = 95.46% y ±3 σ=99 .73 % .
Área bajo la curva de Distribución normal
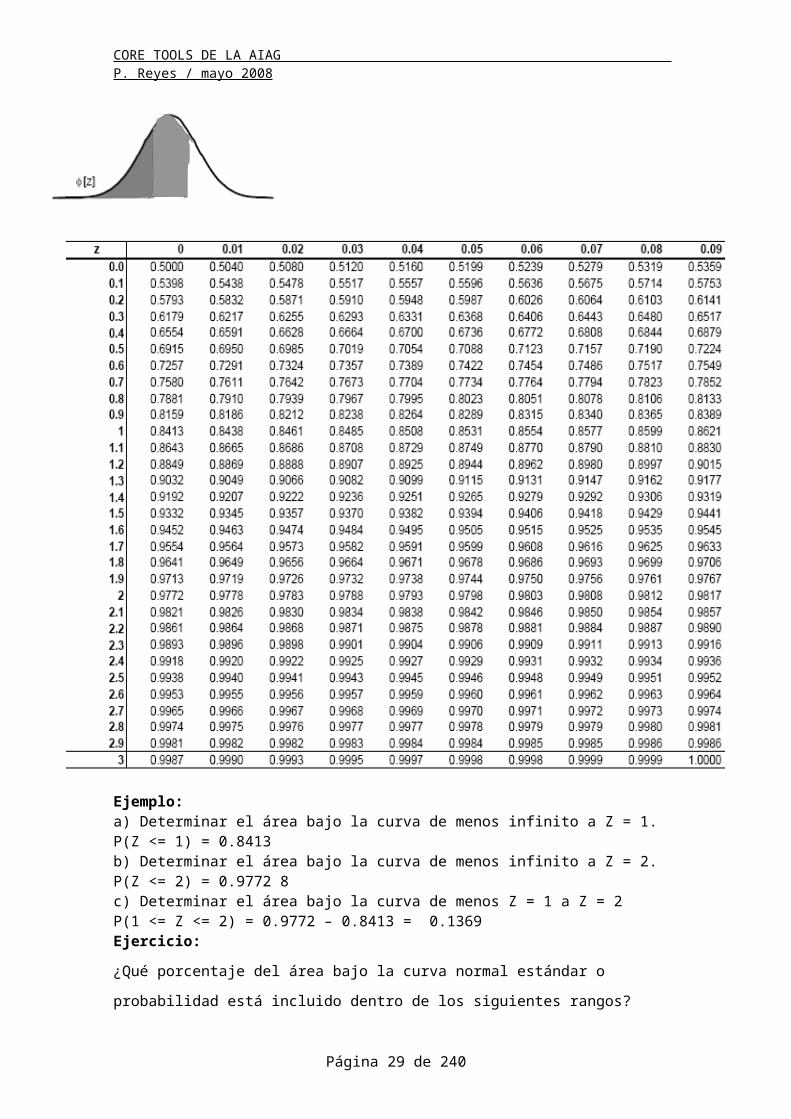
Lo anterior se puede calcular con la Tabla de distribución normal o con Excel (Fx
=distr.norm.estand(Z) proporciona el área desde menos infinito hasta Z).
En la tabla normal, se busca el valor de Z y se encuentra el área bajo la curva. La primera tabla
sirve para determinar el área o probabilidad que se encuentra fuera de los límites de
Página 18 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
especificaciones. La segunda tabla proporciona valores de área bajo la curva para Z’s mayores
a cero. En cada una se muestran ejemplos de su uso.
Ejemplo a) Determinar el área bajo la curva de menos infinito a Z = - 1.P(Z<= -1) = 0.1587
b) Determinar el área bajo la curva de menos infinito a Z = - 2.P(Z<= - 2) = 0.0228c) Determinar el área bajo la curva entre Z >= -2. hasta Z <= -1P(- 2 <= Z<= -1) = 0.1259
Página 19 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Ejemplo:a) Determinar el área bajo la curva de menos infinito a Z = 1.P(Z <= 1) = 0.8413b) Determinar el área bajo la curva de menos infinito a Z = 2.P(Z <= 2) = 0.9772 8c) Determinar el área bajo la curva de menos Z = 1 a Z = 2P(1 <= Z <= 2) = 0.9772 – 0.8413 = 0.1369Ejercicio:
¿Qué porcentaje del área bajo la curva normal estándar o probabilidad está incluido dentro de
los siguientes rangos?
Página 20 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
a) P(1.2 <= Z <= 2.2) = P(Z <= 2.2) – P(Z <= 1.2) =
EJERCICIO:
¿Qué porcentaje del área bajo la curva normal estándar o probabilidad está incluido
dentro de los siguientes rangos?
a) P(1.2 <= Z <= 2.2) = P(Z <= 2.2) – P(Z <= 1.2) =
b) P(-2.1 <= Z <= -0.4) = P(Z <= - 0.4) – P(Z <= -2.1) =
c) P( -1.3 <= Z <= 2.7) = P(Z <= 2.7) – P(Z <= -1.3) =
d) P( Z >= 2.4) = P(Z <= -2.4) =
e) P( Z<=-2.9) + P(Z>= 3.1) = P(Z <= -2.9) + P(Z <= -3.1) =
f) P(Z>= 1.9) = P(Z <= -1.9) =
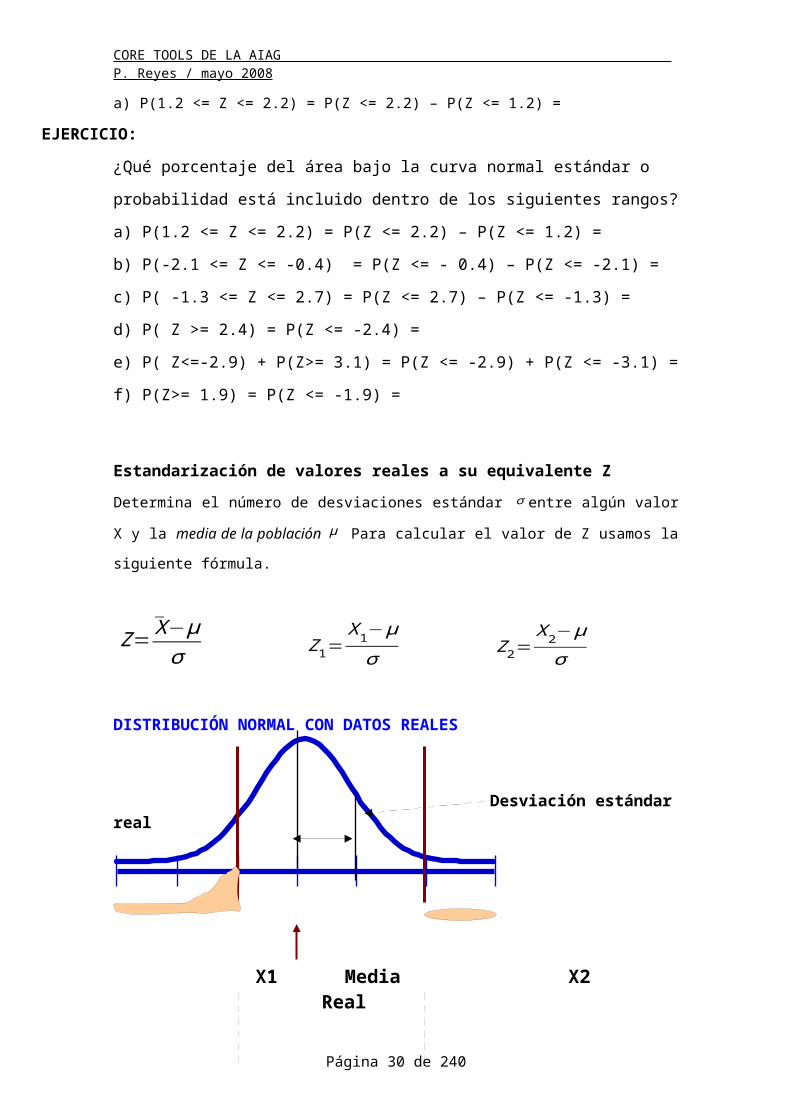
Estandarización de valores reales a su equivalente ZDetermina el número de desviaciones estándar σ entre algún valor X y la media de la
población μ Para calcular el valor de Z usamos la siguiente fórmula.
Z= X̄−μσ Z1=
X1−μσ
Z2=X2−μ
σ
DISTRIBUCIÓN NORMAL CON DATOS REALES
Desviación estándar real
X1 Media X2 Real
DISTRIBUCIÓN NORMAL ESTANDARIZADA
Desviación estándar = 1
Página 21 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Z1 Media=0 Z2Estandarización de datos reales para cálculo de área
Ejemplo: El departamento de personal de una empresa requiere que los solicitantes a un
puesto en cierta prueba alcancen una calificación de 500. Si las calificaciones de la prueba se
distribuyen normalmente con media μ= 485 y desviación estándar σ= 30 ¿Qué porcentaje
de los solicitantes pasará la prueba?
Calculando el valor de Z obtenemos:
Z= X−μσ =
500−48530
=0 .5
Buscamos el valor correspondiente Z en las tablas de distribución normal estándar o por
medio de Excel =distr.norm.estand(0.5). Z0.5 = 0.69146 = 69.146%. donde la probabilidad de
que la calificación sea menor a 500 es P (X <= 500). Dado que el porcentaje pedido es
P(X≥500) la solución es 1-0.69146 =0.3085, por tanto sólo 30.85% de los participantes
pasarán la prueba.
Otra forma es tomando la Z como negativa con P(Z <= -0.5) = 0.3085.
Área bajo la curva de Distribución normal
Ejemplo: Suponga que un proceso tiene una distribución normal dada tiene una media de 20 y
una desviación estándar de 4. Calcule la probabilidad
P (X >=24) = 1 – P(X <= 24) =
Página 22 de 185
485
Z.05
30.85%

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
En la barra de herramientas seleccione el icono de funciones
fx>Estadísticas>Distr.Norm.Estand. OK. El sistema muestra la siguiente ventana, en la cual
llenamos los siguientes datos:
Cálculo del área bajo la curva normal sin Z
El resultado de la fórmula = 0.8413. , dado que esta es la probabilidad P(X¿ 24), la probabilidad
buscada es: P(X > 24) = 1 - 0.8413= 0.1587
EJERCICIO:
Un producto tiene un peso promedio de 75 Kgs. con una desviación estándar de 10Kgs.
a) ¿Cuál es la probabilidad de que un producto pese más de 85Kgs.?
b) ¿Cuál es la probabilidad de que un producto pese menos de 55Kgs.?
c) ¿Cuál es la probabilidad de que el producto pese entre 60 y 80 Kgs.?.
d) ¿Cuál es la probabilidad de que el producto pese entre 55 y 70 Kgs.?
e) ¿Cuál es la probabilidad de que el producto pese entre 85 y 100Kgs.?
Prueba de normalidad
Para probar normalidad de datos, se pueden utilizar los métodos de Anderson Darling o Ryan,
en el caso de tener más de 15 datos y la de Kolmogorov Smirnov si se tienen 15 o menos
datos, y la gráfica de probabilidad normal.
a) Método de Anderson Darling o Ryan Joiner.
1. Stat > Basic statistics > Normality Test
2. Variable C1 Seleccionar Ryan Joiner test OK
El P value debe ser mayor a 0.05 para que los datos sean normales
Página 23 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Datos
Perc
ent
350300250200150
99.9
99
959080706050403020105
1
0.1
Mean
>0.100
269.3StDev 30.72N 100RJ 0.994P-Value
Probability Plot of DatosNormal
Gráfica de probabilidad de un proceso normal
b) Otra opción por medio de una gráfica de probabilidad normal, se tiene:
3. Graph > Probability plot > Normal 4. Graph Variable C1 OK
Los puntos deben quedar dentro del intervalo de confianza.
Datos
Perc
ent
400350300250200150
99.9
99
959080706050403020105
1
0.1
Mean
0.533
269.3StDev 30.72N 100AD 0.317P-Value
Probability Plot of DatosNormal - 95% CI
Gráfica de probabilidad normal con Intervalo de confianza
Página 24 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
2. Control estadístico del proceso
Teorema del límite central
W. A. Shewhart demostró que cuando se extraen muestras de tamaño 4 – 6 de distribuciones
casi normales, triangulares, uniformes, etc., y se calculan las medias de esas muestras, al
graficar las medias en un histograma siguen una distribución normal.1
* * * *
* * * *
*** * * *** * *
Distribución de promediosUniverso de las muestras
Experimentos de Shewhart para las cartas de control
Encontró que las medias de las muestras correspondían a las medias de la población y que la
desviación estándar de las medias de las muestras están relacionadas con la desviación
estándar de la población, como sigue:
σX__=
σ√n
Donde n es el tamaño de la muestra y es la desviación estándar de la población.
Seleccionando muestras de tamaño n y calculando la X-media o promedio en cada una se
tiene:
1 Shewhart, W.A., Economic Control of Quality of Manufactured Product, Van Nostrand Reinhold Co., 1931, p. 182
Página 25 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Población con media y desviación estándar y cualquier distribución.
X1 X2 X3
X-media 1 X-media 2 X-media 3 Distribución de las medias muestrales - Normal
Comportamiento de las medias muestrales extraídas de otras distribuciones:
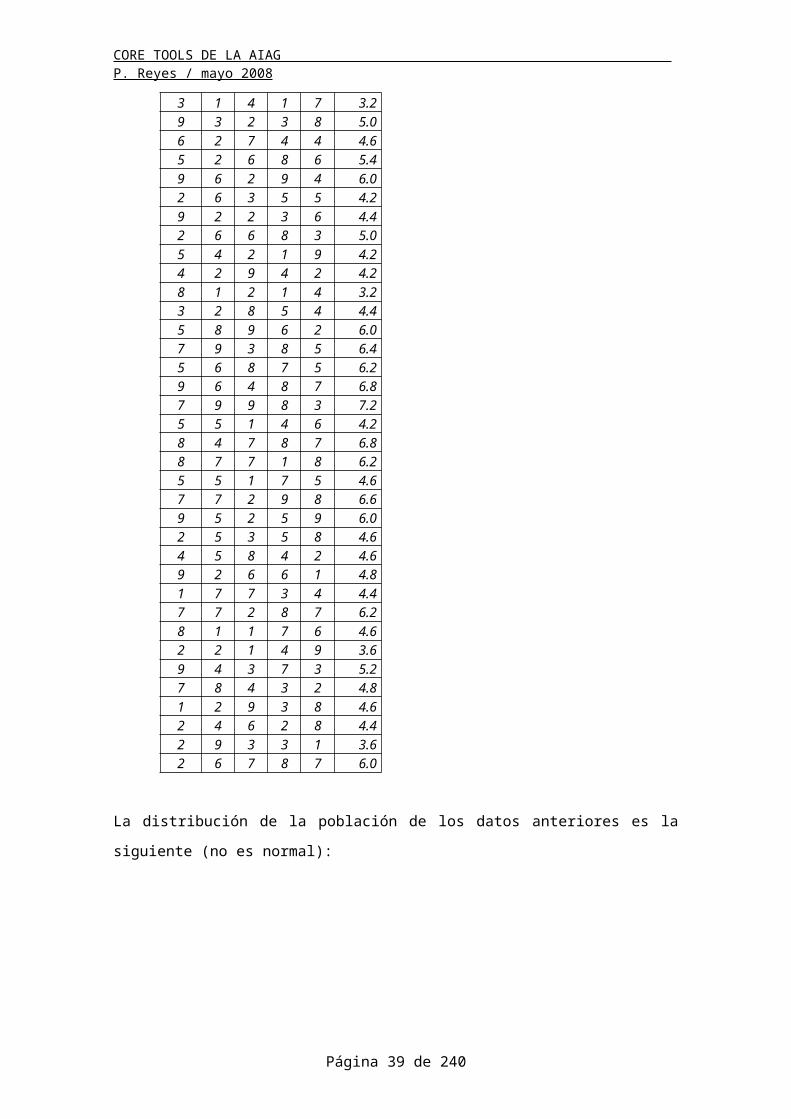
DATOS DE LA POBLACION PARA MOSTRAR TEOREMA DEL LÍMITE CENTRAL
Página 26 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Media2 7 5 5 2 4.21 7 7 9 4 5.65 8 1 1 5 4.07 1 4 1 4 3.47 6 9 8 5 7.01 6 4 7 9 5.47 3 1 7 3 4.26 7 9 4 3 5.89 7 7 6 1 6.08 3 4 4 7 5.25 3 3 4 2 3.45 9 9 1 9 6.65 5 3 9 5 5.43 1 9 1 5 3.84 3 9 5 5 5.29 1 7 7 8 6.42 1 7 8 6 4.87 7 9 8 3 6.83 4 5 6 8 5.24 8 3 4 5 4.85 3 2 2 6 3.68 1 5 5 9 5.67 5 9 6 8 7.02 2 7 2 1 2.83 1 4 1 7 3.29 3 2 3 8 5.06 2 7 4 4 4.65 2 6 8 6 5.49 6 2 9 4 6.02 6 3 5 5 4.29 2 2 3 6 4.42 6 6 8 3 5.05 4 2 1 9 4.24 2 9 4 2 4.28 1 2 1 4 3.23 2 8 5 4 4.45 8 9 6 2 6.07 9 3 8 5 6.45 6 8 7 5 6.29 6 4 8 7 6.87 9 9 8 3 7.25 5 1 4 6 4.28 4 7 8 7 6.88 7 7 1 8 6.25 5 1 7 5 4.67 7 2 9 8 6.69 5 2 5 9 6.02 5 3 5 8 4.64 5 8 4 2 4.6
Página 27 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
9 2 6 6 1 4.81 7 7 3 4 4.47 7 2 8 7 6.28 1 1 7 6 4.62 2 1 4 9 3.69 4 3 7 3 5.27 8 4 3 2 4.81 2 9 3 8 4.62 4 6 2 8 4.42 9 3 3 1 3.62 6 7 8 7 6.0
La distribución de la población de los datos anteriores es la siguiente (no es normal):
8642
40
30
20
10
0
Datos
Freq
uenc
y
Histogram of Datos
En general si las xi están distribuidas en forma idéntica y su distribución se asemeja a la
normal, el teorema del límite central trabaja bien para n>=3 o 4, donde las medias de las
muestras se distribuyen normalmente, condiciones propicias para el control estadístico de los
procesos.
Página 28 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
7.26.66.05.44.84.23.63.0
12
10
8
6
4
2
0
Media
Freq
uenc
yHistogram of Media
Distribución de las medias muestrales - Normal
Conforme el tamaño de muestra se incrementa las muestras se distribuyen normalmente con
media de medias y desviación estándar de las medias de las muestras / Ön. También se
denomina Error estándar de la media.
Control estadístico del proceso
El CEP es una técnica que permite aplicar el análisis estadístico para medir, monitorear y
controlar procesos por medio de cartas de control. Su propósito es la detección oportuna de la
ocurrencia de causas especiales, para tomar acciones correctivas antes de que se produzcan
unidades defectivas o no conformes, para lo cual se utilizan las cartas de control en línea,
permitiendo también la estimación de la capacidad o habilidad del proceso y la reducción
continua de la variabilidad hasta donde sea posible.
Beneficios que proporciona el CEP:
Son herramientas para mejorar la productividad
Son herramientas de prevención de defectos
Evitan ajustes innecesarios
Proporcionan información de diagnóstico
Proporcionan información de la capacidad del proceso
Página 29 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
¿Qué es una carta de control?
Una Carta de Control es como un historial del proceso.... En donde ha estado....En
donde se encuentra....Hacia donde se puede dirigir
Una Carta de control es simplemente un registro de datos en el tiempo con límites de
control superior e inferior, diferentes a los límites de especificación y determinados
con la variación natural del proceso.
Cartas de control
7.5
8.5
9.5
10.5
11.5
12.5
0 10 20 30
Límite Superior de
Control
Límite Inferior de
Control
LíneaCentral
Carta de control con sus límites de control
Las cartas de control pueden reconocer cambios favorables y desfavorables. ¿Qué
tanto se ha mejorado? …¿Se ha hecho algo inadecuado?
Las cartas de control detectan la variación anormal en un proceso, denominadas
“causas especiales o causas asignables de variación.”
El patrón normal de un proceso se llama causas de variación comunes.
El patrón anormal debido a eventos especiales se llama causa especial de variación.
DEFINICIONEs una ayuda gráfica para el control de las variaciones
de los procesos administrativos y de manufactura.
CausaespecialCausas
normales ocomunes
Cartas de Control
Analogía del manejo en carretera con el CEP
Página 30 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
“Escuche la Voz del Proceso” Región de control, captura la variaciónnatural del proceso
original
Causa Especialidentifcada
Corrida del Proceso (7P)
TIEMPO
Tendencia del proceso (7P)
LSC
LIC
Patrones de anormalidad en la carta de control
MEDIDAS
CALIDAD
Patrones de anormalidad más frecuentes
Patrones principales de anormalidad en Cartas de Control
Puntos fuera de control: Una carta de control indicará una condición fuera de control cuando
uno o más puntos se encuentren más allá de los límites de control.
Página 31 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
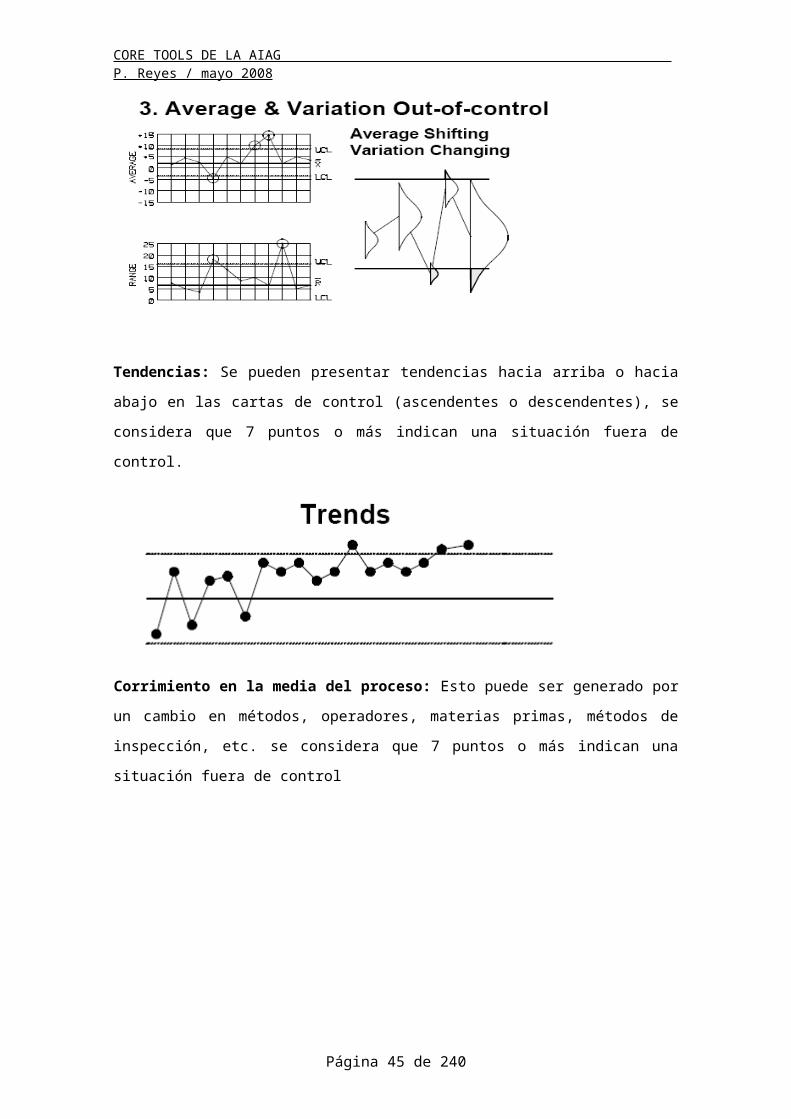
Tendencias: Se pueden presentar tendencias hacia arriba o hacia abajo en las cartas de control
(ascendentes o descendentes), se considera que 7 puntos o más indican una situación fuera de
control.
Corrimiento en la media del proceso: Esto puede ser generado por un cambio en métodos,
operadores, materias primas, métodos de inspección, etc. se considera que 7 puntos o más
indican una situación fuera de control
Página 32 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Otros patrones de anormalidad del proceso
Página 33 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Para reconocer un patrón de comportamiento no sólo se requiere conocer las técnicas
estadísticas, sino también es necesario tener un conocimiento profundo del proceso. Debe
tenerse cuidado de no exagerar en la aplicación de las reglas ya que se pueden tener muchas
falsas alarmas quitándole efectividad al programa del CEP.
Proceso en Control estadístico: Sucede cuando no se tienen situaciones anormales y
aproximadamente el 68% (dos tercios) de los puntos de la carta se encuentran dentro del ±1
de las medias en la carta de control. Es decir, se tiene aprox. el 68% de los puntos dentro del
tercio medio de la carta de control. Si se trata de ajustar el proceso cuando solo la variación
común está presente, podemos incurrir en “Sobre ajustes” o “Tampering”.
Página 34 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
El término “sobre ajuste” se refiere a los ajustes que se hacen al proceso de
producción que no son estadísticamente apropiados, por ejemplo “Tampering”
Proceso de mejora en el CEP
El proceso de mejora usando la carta de control requiere la acción de la supervisión, operador
e ingeniería, la carta de control sólo detecta causas especiales o asignables.
Para identificar y eliminar las causas asignables, es importante encontrar las causas raíz del
problema y atacarlas para lo cual se puede utilizar el Plan de acción para situaciones fuera de
control (PASFC), activado con la ocurrencia de cada evento. Es una lista de verificación, que
indica las causas potenciales asignables y acciones que resuelven la situación fuera de control.
Este es un documento vivo que debe ser actualizado constantemente.
Página 35 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
ENTRADA PROCESO SALIDA
SISTEMA DE
EVALUACIÓN
Verificación Detección de causay seguimiento asignable
Implantar Identificar causa
Acción raíz del problema
Correctiva PASFC
Proceso de mejora utilizando la carta de control
Cartas de control por variables
Una característica que se mide en una escala numérica se denomina una variable. Por ejemplo
temperaturas, dimensiones, volumen, tiempo, etc.
Para control de las características del producto se pueden utilizar las cartas de control
de medias rangos (X−R ) para monitorear la media y la variabilidad, con objeto de
evitar o minimizar que se tengan productos fuera de especificaciones y estabilizar los
procesos.
Para un control estadístico del proceso por variables, se utiliza la carta por lecturas
individuales y rango móvil (I-MR), para parámetros del proceso donde sólo se toma
una lectura a la vez.
Página 36 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CARTAS DE CONTROL DE MEDIAS-RANGOS (X-R)
Para elaborar la carta, inicialmente se toman al menos 25 subgrupos con muestras de cinco
partes cada cierto periodo (por ejemplo cada hora).
Para elaborar la carta, inicialmente se toman al menos 25 subgrupos con muestras de cinco
partes cada cierto periodo (por ejemplo cada hora), se determinan los límites de control
preliminares, se identifican situaciones fuera de control, se investigan las causas y se toman
acciones preventivas para prevenir la reincidencia y se recalculan los límites de control futuros.
Ejemplo: Se toman varios datos de hilos y se construye una carta de medias – rangos con m = subgrupos, donde el rango se calcula tomando el valor mayor menos el valor menor del subgrupo, con n = 5.
Por ejemplo:
VariablesSubgrupo
1Subgrupo
2Subgrupo
mX1 2 5 3X2 4 3 4X3 3 6 1X4 5 7 5X5 1 4 2 09:00 a.m. 10:00 a.m. 11:00 a.m.
Media 3 5 3Rango 4 4 4
Se obtiene una media de medias X y un rango promedio R, para proceder a determinar los
límites de control como sigue:
LSC = X + 0.577xR
LIC = X - 0.577xR
Para el caso de los rangos, la línea central es R . los límites de control para el rango son:
LSC = 2.114xR
LIC = 0
Se identifican situaciones fuera de control, se investigan las causas y se toman acciones
preventivas para prevenir la reincidencia y se recalculan los límites de control futuros.
Página 37 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Sample
Sam
ple
Mea
n
2018161412108642
602
600
598
__X=600.23
UCL=602.474
LCL=597.986
Sample
Sam
ple
Rang
e
2018161412108642
8
6
4
2
0
_R=3.890
UCL=8.225
LCL=0
11
Xbar-R Chart of Supp2
Carta de control X-R fuera de control
Después de identificar las causas de las situaciones fuera de control en los subgrupos 2 y 14 y
tomando acciones preventivas para evitar la reincidencia, se eliminan los subgrupos fuera de
control y se recalculan los límites de control.
Sample
Sam
ple
Mea
n
18161412108642
602
601
600
599
598
__X=599.938
UCL=602.247
LCL=597.629
Sample
Sam
ple
Rang
e
18161412108642
8
6
4
2
0
_R=4.003
UCL=8.465
LCL=0
Xbar-R Chart of Supp2
Carta de control de medias rangos X-R estable
.
Ejercicio Hacer una carta X-R utilizando las fichas de ejemplo por equipos.
Página 38 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Ejercicio: Obtener una carta de Medias – Rangos X-R, Se monitorean cada hora subgrupos de 5 pesos de un producto blanqueador con los siguientes resultados:
Datos de cada uno de los subgrupos Xmedia -+A2*Rmx1 x2 x3 x4 x5 Media Media LIC LSC Rango Rmedi LICr LSCr
Página 39 de 185
F
ECHA
DE
TERM
INO
Cp. :
CPK:
MUE
STRA
FREC
UENC
IATI
PO D
E EV
ALUA
CIÓN
% Z
Sup
.:
%
Z In
f.:
% N
C:
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
FECHA
HORA
1n
A2D4
D3d2
B4B3
22
1.88
3.27
01.
133.
270
33
1.02
2.57
01.
702.
570
44
0.73
2.28
02.
062.
270
55
0.58
2.11
02.
332.
090
X
RSU
MA
CAU
SAS
DE
NO
R
EGIS
TRO
R RANGOS
CO
NSTA
NTES
LECTURAS
INIC
IALE
S
PROMEDIOSx
L.S.
C. R
L.I.C
. RX
L.S.
C.x
L.I.C
.xR
UNID
ADES
NOM
INAL
L.S.
E.L.
I.E.
G
RAFI
CA D
E CO
NTRO
L DE
PRO
MED
IOS
Y RA
NGO
SNo
. DE
GRA
FICA
FECH
A DE
INIC
IO
NOM
BRE
DE P
ARTE
No. D
E PA
RTE
ÁREA
OPE
RACI
ÓN
MAQ
UINA
CARA
CTER
ÍSTI
CACA
LIBR
ADO
R
I
NST
RU
CC
ION
ES
1.- E
ncie
rre e
n un
círc
ulo
los
patro
nes
anor
mal
es d
e co
mpo
rtam
ient
o ( p
unto
s fu
era
de lo
s lím
ites
de c
ontro
l, te
nden
cias
, adh
esio
nes,
etc
).
2.- I
nves
tigue
y c
orrij
a la
ca
usa
del c
ompo
rtam
ient
o. S
i no
es
posi
ble
llam
e a
su
supe
rvis
or o
Ing.
de
Man
ufac
tura
.
3.- R
egis
tre la
(s) c
ausa
(s)
del c
ompo
rtam
ient
o en
la
bitá
cora
(al r
ever
so d
e la
gr
áfic
a), a
sí c
omo
las
acci
ones
real
izad
as o
pr
opue
stas
par
a co
rreg
ir la
fa
lla.
4.- I
ndiq
ue e
n el
últi
mo
reng
lón,
just
o ab
ajo
del
subg
rupo
cor
resp
ondi
ente
, las
ca
usas
por
las
cual
es s
e de
ja
de g
rafic
ar d
e ac
uerd
o a
la
frecu
enci
a in
dica
da, s
i es
que
se p
rese
ntan
el c
aso.
Util
ice
las
sigu
ient
es c
lave
s:
A) F
in d
e co
rrida
de
prod
ucci
ónB)
Fal
ta d
e m
ater
ial
C) A
just
e de
líne
a / m
áqui
naD
) Cam
bio
de m
odel
oE)
Fin
de
turn
oF)
Otro
(ind
icar
)

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
i i o
15.8 16.3 16.2 16.1 16.6 16.2016.29
216.02
1 16.563 0.80 0.47 0 0.994
16.3 15.9 15.9 16.2 16.4 16.1416.29
216.02
1 16.563 0.50 0.47 0 0.994
16.1 16.2 16.5 16.4 16.3 16.3016.29
216.02
1 16.563 0.40 0.47 0 0.994
16.3 16.2 15.9 16.4 16.2 16.2016.29
216.02
1 16.563 0.50 0.47 0 0.994
16.8 16.9 16.7 16.5 16.6 16.7016.29
216.02
1 16.563 0.40 0.47 0 0.994
16.1 15.8 16.7 16.6 16.4 16.3216.29
216.02
1 16.563 0.90 0.47 0 0.994
16.1 16.3 16.5 16.1 16.5 16.3016.29
216.02
1 16.563 0.40 0.47 0 0.994
16.2 16.1 16.2 16.1 16.3 16.1816.29
216.02
1 16.563 0.20 0.47 0 0.994
16.3 16.2 16.4 16.3 16.5 16.3416.29
216.02
1 16.563 0.30 0.47 0 0.994
16.6 16.3 16.4 16.1 16.5 16.3816.29
216.02
1 16.563 0.50 0.47 0 0.994
16.2 16.4 15.9 16.3 16.4 16.2416.29
216.02
1 16.563 0.50 0.47 0 0.994
15.9 16.6 16.7 16.2 16.5 16.3816.29
216.02
1 16.563 0.80 0.47 0 0.994
16.4 16.1 16.6 16.4 16.1 16.3216.29
216.02
1 16.563 0.50 0.47 0 0.994
16.5 16.3 16.2 16.3 16.4 16.3416.29
216.02
1 16.563 0.30 0.47 0 0.994
16.4 16.1 16.3 16.2 16.2 16.2416.29
216.02
1 16.563 0.30 0.47 0 0.994
16 16.2 16.3 16.3 16.2 16.2016.29
216.02
1 16.563 0.30 0.47 0 0.994
16.4 16.2 16.4 16.3 16.2 16.3016.29
216.02
1 16.563 0.20 0.47 0 0.994
16 16.2 16.4 16.5 16.1 16.2416.29
216.02
1 16.563 0.50 0.47 0 0.994
16.4 16 16.3 16.4 16.4 16.3016.29
216.02
1 16.563 0.40 0.47 0 0.994
16.4 16.4 16.5 16 15.8 16.2216.29
216.02
1 16.563 0.70 0.47 0 0.994
Media de medias 16.292 A2=0.577Rmedio 0.47
a) Obtener una carta de control X-R de medias rangos. ¿Está el proceso en control
estadístico?
i) En Excel (seleccionar la información de la carta X – verde y después la del rango R – amarillo,
usar el asistente de gráficas, gráfica de líneas, ajustar escalas y colores)
Página 40 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
En Minitab, copiar los datos de las columnas X1 a X5 e C1 a C5.
Stat > Control Charts > Xbar – R
Seleccionar Subgroups across rows off X1 X2 X3 X4 X5
OK
b) Si no está en control, asumir que se pueden identificar las causas asignables, y que se
toman acciones para prevenir su recurrencia, eliminar el subgrupo 4 (seleccionar el renglón 4 y
borrarlo en Minitab) recalcular los límites de control con otra corrida.
Página 41 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CARTAS PARA LECTURAS INDIVIDUALES / RANGO MÓVIL (I-MR)
Se aplican para un tamaño de muestra n =1, por ejemplo:
1. Cuando hay inspección automática de parámetros o piezas individuales.
2. La tasa de producción es muy baja y conviene tomar muestras de una pieza.
3. Las mediciones entre unidades muestra difieren muy poco (sólo por errores de medición
de laboratorio) como en procesos químicos.
Los rangos móviles se empiezan a calcular a partir de la segunda muestra, tomando la
diferencia entre cada dos valores consecutivos como sigue: MR i = |X i−X i−1|.
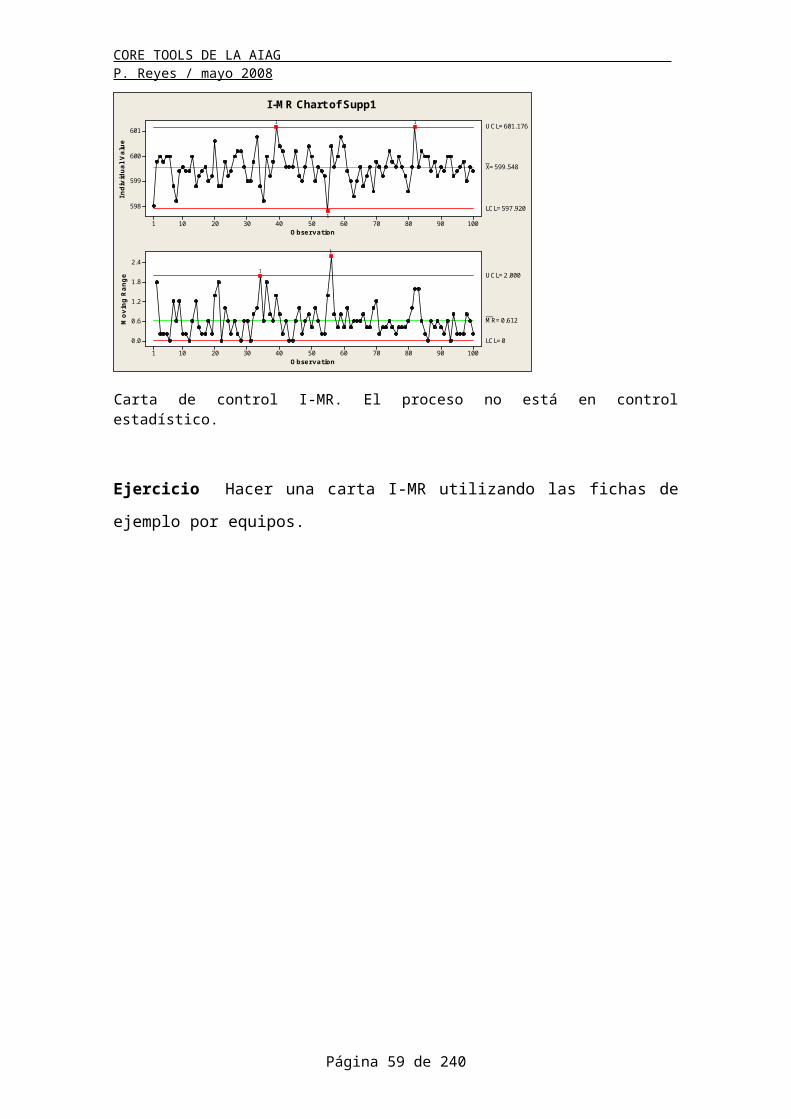
Ejemplo: Se toman varios datos de viscosidades y se construye una carta de lecturas individuales, donde el rango se calcula tomando cada dos valores consecutivos, por tanto el valor de n = 2 y habrá (m – 1) rangos en total. Con m = número de valores individuales. Por ejemplo:
Valores individualesRang
o12 -15 311 414 38 69 1
Al final se hace un promedio de los valores individuales X y un promedio de rangos móviles R y los límites de control para la carta I-MR se calculan con las fórmulas siguientes:
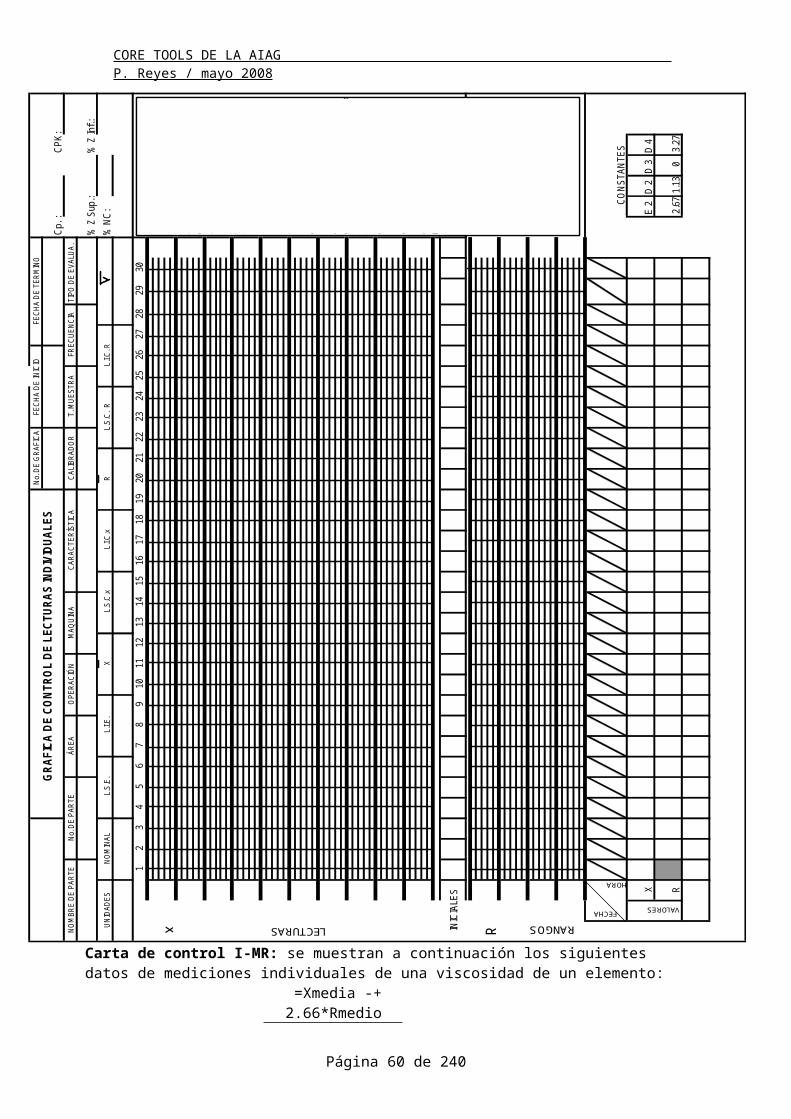
Para la carta I: LSCx=X̄+(2 . 66∗R̄ ) LICx=X̄−(2 .66∗R̄ )
y para la carta R: LICr=0 LSCr=3 .27∗R̄
Observation
Indi
vidu
al V
alue
1009080706050403020101
601
600
599
598
_X=599.548
UCL=601.176
LCL=597.920
Observation
Mov
ing
Rang
e
1009080706050403020101
2.4
1.8
1.2
0.6
0.0
__MR=0.612
UCL=2.000
LCL=0
1
1
1
1
1
I-MR Chart of Supp1
Página 42 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Carta de control I-MR. El proceso no está en control estadístico.
Ejercicio Hacer una carta I-MR utilizando las fichas de ejemplo por equipos.
Página 43 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
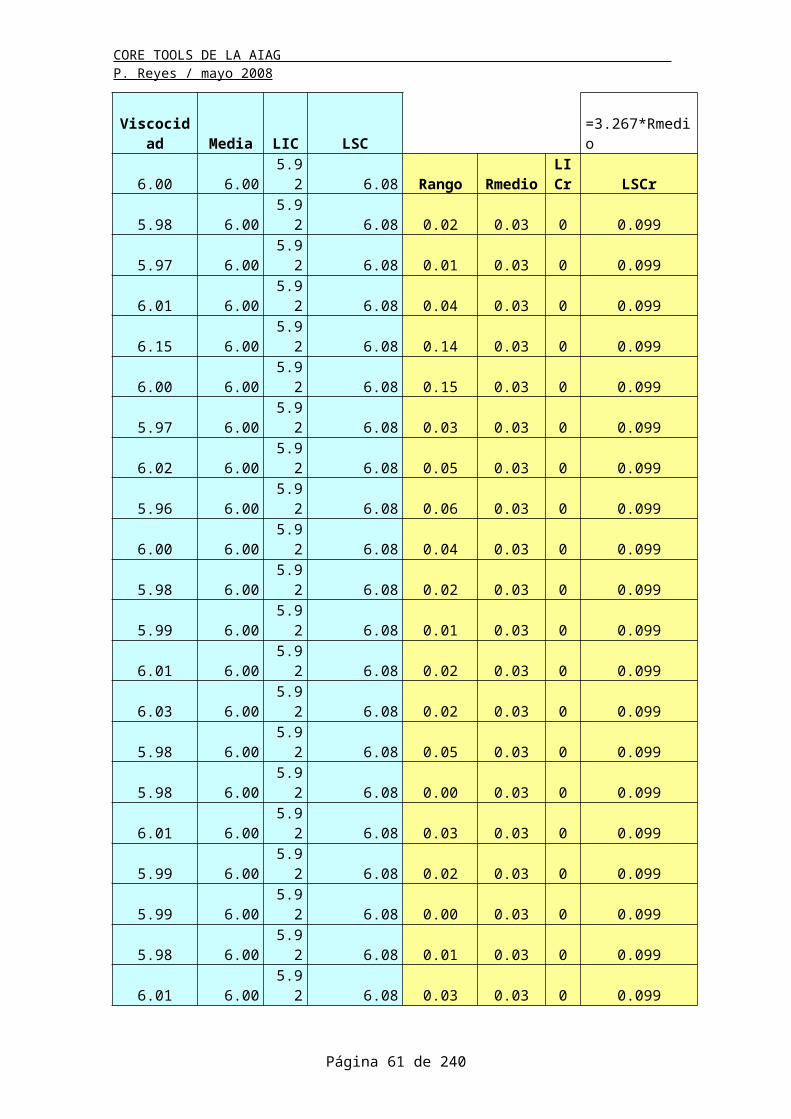
Carta de control I-MR: se muestran a continuación los siguientes datos de mediciones individuales de una viscosidad de un elemento:
=Xmedia -+ 2.66*Rmedio
Página 44 de 185
F
ECHA
DE
INIC
IOFE
CHA
DE T
ERM
INO
Cp. :
CPK:
FREC
UENC
IATI
PO D
E EV
ALUA
.
% Z
Sup
.:%
Z In
f.:%
NC:
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
FECHA
HORA
XE
2D
2D
3 D
4
R2.
671.
130
3.27
RANGOS
CONS
TANT
ES
VALORES
INIC
IALE
S
Rx LECTURASL.
I.C. R
T. M
UEST
RA
UNID
ADES
NOM
INAL
L.S.
E.L.
I.E.
XL.
S.C.
xL.
I.C.x
RL.
S.C.
R
GRAF
ICA
DE C
ONTR
OL D
E LE
CTUR
AS IN
DIVI
DUAL
ESNo
. DE
GRA
FICA
NOM
BRE
DE P
ARTE
No. D
E PA
RTE
ÁREA
OPE
RACI
ÓN
MAQ
UINA
CARA
CTER
ÍSTI
CACA
LIBR
ADO
R
IN
STRU
CCIO
NES
1.- E
ncier
re e
n un
círc
ulo
los p
atro
nes
anor
male
s de
com
porta
mien
to (
punt
os fu
era
de lo
s lím
ites
de c
ontro
l, te
nden
cias,
ad
hesio
nes,
etc
).
2.- I
nves
tigue
y co
rrija
la ca
usa
del
com
porta
mien
to. S
i no
es p
osib
le lla
me
a su
su
perv
isor o
Ing.
de
Man
ufac
tura
.
3.- R
egist
re la
(s) c
ausa
(s) d
el co
mpo
rtam
iento
en
la bi
táco
ra (a
l rev
erso
de
la gr
áfica
), as
í com
o las
acc
iones
reali
zada
s o
prop
uest
as p
ara
corre
gir l
a fa
lla.
4.- I
ndiq
ue e
n el
últim
o re
nglón
, just
o ab
ajo
del s
ubgr
upo
corre
spon
dien
te, l
as c
ausa
s po
r las
cua
les s
e de
ja de
gra
ficar
de
acue
rdo
a la
frecu
encia
indi
cada
, si e
s qu
e se
pre
sent
an
el ca
so. U
tilice
las
sigui
ente
s cla
ves:
A) F
in d
e co
rrida
de
prod
ucció
nB)
Falt
a de
mat
erial
C) A
just
e de
línea
/ m
áqui
naD)
Cam
bio
de m
odelo
E) F
in d
e tu
rno
F) O
tro (i
ndica
r)
IN
STRU
CCIO
NES
1.- E
ncier
re e
n un
círc
ulo
los p
atro
nes
anor
male
s de
com
porta
mien
to (
punt
os fu
era
de lo
s lím
ites
de c
ontro
l, te
nden
cias,
ad
hesio
nes,
etc
).
2.- I
nves
tigue
y co
rrija
la ca
usa
del
com
porta
mien
to. S
i no
es p
osib
le lla
me
a su
su
perv
isor o
Ing.
de
Man
ufac
tura
.
3.- R
egist
re la
(s) c
ausa
(s) d
el co
mpo
rtam
iento
en
la bi
táco
ra (a
l rev
erso
de
la gr
áfica
), as
í com
o las
acc
iones
reali
zada
s o
prop
uest
as p
ara
corre
gir l
a fa
lla.
4.- I
ndiq
ue e
n el
últim
o re
nglón
, just
o ab
ajo
del s
ubgr
upo
corre
spon
dien
te, l
as c
ausa
s po
r las
cua
les s
e de
ja de
gra
ficar
de
acue
rdo
a la
frecu
encia
indi
cada
, si e
s qu
e se
pre
sent
an
el ca
so. U
tilice
las
sigui
ente
s cla
ves:
A) F
in d
e co
rrida
de
prod
ucció
nB)
Falt
a de
mat
erial
C) A
just
e de
línea
/ m
áqui
naD)
Cam
bio
de m
odelo
E) F
in d
e tu
rno
F) O
tro (i
ndica
r)
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Viscocidad Media LIC LSC =3.267*Rmedio6.00 6.00 5.92 6.08 Rango Rmedio LICr LSCr5.98 6.00 5.92 6.08 0.02 0.03 0 0.0995.97 6.00 5.92 6.08 0.01 0.03 0 0.0996.01 6.00 5.92 6.08 0.04 0.03 0 0.0996.15 6.00 5.92 6.08 0.14 0.03 0 0.0996.00 6.00 5.92 6.08 0.15 0.03 0 0.0995.97 6.00 5.92 6.08 0.03 0.03 0 0.0996.02 6.00 5.92 6.08 0.05 0.03 0 0.0995.96 6.00 5.92 6.08 0.06 0.03 0 0.0996.00 6.00 5.92 6.08 0.04 0.03 0 0.0995.98 6.00 5.92 6.08 0.02 0.03 0 0.0995.99 6.00 5.92 6.08 0.01 0.03 0 0.0996.01 6.00 5.92 6.08 0.02 0.03 0 0.0996.03 6.00 5.92 6.08 0.02 0.03 0 0.0995.98 6.00 5.92 6.08 0.05 0.03 0 0.0995.98 6.00 5.92 6.08 0.00 0.03 0 0.0996.01 6.00 5.92 6.08 0.03 0.03 0 0.0995.99 6.00 5.92 6.08 0.02 0.03 0 0.0995.99 6.00 5.92 6.08 0.00 0.03 0 0.0995.98 6.00 5.92 6.08 0.01 0.03 0 0.0996.01 6.00 5.92 6.08 0.03 0.03 0 0.0995.99 6.00 5.92 6.08 0.02 0.03 0 0.0995.98 6.00 5.92 6.08 0.01 0.03 0 0.0995.99 6.00 5.92 6.08 0.01 0.03 0 0.0996.00 6.00 5.92 6.08 0.01 0.03 0 0.0995.98 6.00 5.92 6.08 0.02 0.03 0 0.0996.02 6.00 5.92 6.08 0.04 0.03 0 0.0995.99 6.00 5.92 6.08 0.03 0.03 0 0.0996.01 6.00 5.92 6.08 0.02 0.03 0 0.0995.98 6.00 5.92 6.08 0.03 0.03 0 0.0995.99 6.00 5.92 6.08 0.01 0.03 0 0.0995.97 6.00 5.92 6.08 0.02 0.03 0 0.0995.99 6.00 5.92 6.08 0.02 0.03 0 0.0996.01 6.00 5.92 6.08 0.02 0.03 0 0.0995.97 6.00 5.92 6.08 0.04 0.03 0 0.0996.02 6.00 5.92 6.08 0.05 0.03 0 0.0995.99 6.00 5.92 6.08 0.03 0.03 0 0.0996.02 6.00 5.92 6.08 0.03 0.03 0 0.0996.00 6.00 5.92 6.08 0.02 0.03 0 0.0996.02 6.00 5.92 6.08 0.02 0.03 0 0.0996.01 6.00 5.92 6.08 0.01 0.03 0 0.099
Promedio Rango Promedio
6.00 =PROMEDIO(B6:B46) =ABS(B44-B45) 0.03
a) Construir una carta I-MR:
Página 45 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
i) En Excel (seleccionar la información de la carta X – verde y después la del rango R – amarillo,
usar el asistente de gráficas, gráfica de líneas, ajustar escalas y colores)
ii) En Minitab, copiar los datos de la viscosidad a una columna C1 u otra.
Stat > Control Charts > I – MR
Variable Viscocidad
OK
Límites de control
b) Para carta de valores individuales LIC= Media= LSC=
c) Para carta de rangos LIC = Rango promedio = LSC =
d) ¿Está el proceso en control estadístico? ___ Si ___ No
e) En caso de que no se encuentre en control estadístico eliminar el punto que sale de control
(se asume que se identifica la causa y se toman acciones para prevenir su recurrencia
seleccionar el punto 5 y borrarlo con DEL) para que quede en control y recalcular los límites,
repitiendo la corrida en Minitab.
Página 46 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CARTAS DE CONTROL PARA ATRIBUTOS
Muchas características de calidad no pueden ser representadas con números, solo por
cualidades (pasa no pasa) denominados atributos. En tales casos cada artículo o servicio
completo se clasifica como conforme o no conforme a especificaciones y/o estándares, es decir
como defectivo o no defectivo, no defectuoso o defectuoso, bueno o malo, discrepante o no
discrepante.
Cuando el producto no es funcional es no conforme, defectivo o defectuoso. Puede ser reparado o desperdicio.
Para controlar productos defectivos o no conformes, se utiliza la carta de control p de
fracción defectiva o la np para el número de defectivos o de no conformes. Se aplica a
productos simples (tornillos, lápices, botellas, etc.)
Cuando más bien se controla el número de defectos o no conformidades que se observan en
un producto, se utiliza la carta de control para no conformidades o defectos c cuando la
muestra es constante o la u cuando es variable o constante. Se aplica a productos
complejos (coches, TV, cámaras de video, escritorios, refrigeradores, etc.) Un defecto o no
conformidad es una discrepancia respecto a los estándares establecidos o a las
especificaciones.
El producto puede ser funcional pero puede tener defectos o no conformidades, que pueden ser corregidas con retrabajo o no se pueden corregir y ser desperdicio.
Página 47 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CARTA DE CONTROL PARA FRACCIÓN NO CONFORME - p
La fracción no conforme es la relación entre el número de artículos discrepantes entre el total
de artículos, se expresa como fracción decimal, aunque también se puede expresar en
porcentaje. El artículo o servicio puede tener varias características de calidad que son
examinadas por un inspector, si el artículo no está de acuerdo a los estándares, se le considera
como defectuoso o no conforme.
La fracción defectiva o no conforme en la muestra se define como la relación entre el número
de unidades no conformes D al tamaño de muestra n, o sea:
pi=Di
ni
La distribución de este estadístico sigue la distribución binomial por tanto los límites de control
de la carta p son:
LSCp = p__+3√ p
__
(1− p__
)n
LCp = p__
LICp = p__−3√ p
__(1− p
__)
n
Cuando la fracción defectiva del proceso es desconocida, se estima de los datos observados en
m muestras iniciales, cada una de tamaño n, por lo general se toman 20 a 25 de estas. Así si D i
son unidades no conformes en la muestra i , la fracción defectiva de la muestra i - ésima estará
dada como:
pi = Di / n i = 1, 2, 3,....., m
y el promedio de las fracciones individuales no conformes cuando p es desconocida es:
p=∑i=1
m
Di
mn=∑i=1
m
pi
m
Una vez hecha la gráfica trazando los límites anteriores, cualquier punto que se encuentre
fuera de control debe ser investigado, si se encuentra una causa asignable o especial, deben
Página 48 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
tomarse medidas correctivas para prevenir su recurrencia, los puntos correspondientes a la
situación fuera de control se eliminan y se calculan de nuevo los límites de control
preliminares.
Ejemnplo: Para un servicio de mantenimiento se tomaron datos de 30 muestras de 50 servicios contabilizando las quejas en cada uno como sigue:
ServicioNo
conformes ServicioNo
conformes ServicioNo
conformes1 12 11 5 21 202 15 12 6 22 183 8 13 17 23 244 10 14 12 24 155 4 15 22 25 96 7 16 8 26 127 16 17 10 27 78 9 18 5 28 139 14 19 13 29 9
10 10 20 11 30 6
Como en total se encontraron 347 quejas o servicios no conformes, se estima p como sigue:
p=∑i=1
m
Di
mn=∑i=1
m
pi
m =
347(30 )(50 ) = 0.2313
Corrida en Minitab
1. Stat > Control Charts > P 2. Variable No conformes Subgroup size 503. OK
Los límites de control usando Minitab son:
LSCp = 0.4102
LCp = 0.2313
LICp = 0.0524
¿Esta en control estadístico?
Si no identificar la causa que ocasiona la anormalidad, tomar acciones para prevenir su
recurrencia, eliminar puntos fuera de control y recalcular límites de control
Página 49 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
3020100
0.5
0.4
0.3
0.2
0.1
0.0
Sample Number
Pro
porti
on
P Chart for No confo
11
P=0.2313
UCL=0.4102
LCL=0.05243
Carta de control P para la fracción de servicios no conformes.
De la carta de control se observa que las muestras 15 y 23 están fuera de los límites de control,
de tal forma que el proceso está fuera de control. Eliminando estos puntos y además el punto
21 se tiene el proceso dentro de control con una fracción defectiva promedio del 20.8%.
3020100
0.4
0.3
0.2
0.1
0.0
Sample Number
Pro
porti
on
P Chart for No confo
P=0.2081
UCL=0.3804
LCL=0.03590
Página 50 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
TAMAÑO DE MUESTRA VARIABLE
En algunas aplicaciones para la fracción defectiva, la muestra es la inspección 100% de los
servicios proporcionados en un periodo de tiempo, por tanto la muestra será variable. En este
caso los límites de control son variables:
Los límites de control para cada muestra con base en la fracción defectiva promedio p y su
tamaño de muestra son LC = p±3 √ p(1− p )/ni . La amplitud de los límites es inversamente
proporcional a la raíz cuadrada del tamaño de muestra.
Ejemplo: Se tomaron datos del resultado de la inspección diaria, registrando los defectivos del
día y la producción total.
Defectuosos
Producción Pi Pprom LIC LSC
20 98 0.20 0.17 0.055 0.28218 104 0.17 0.17 0.058 0.27914 97 0.14 0.17 0.055 0.28316 99 0.16 0.17 0.056 0.28113 97 0.13 0.17 0.055 0.28329 102 0.28 0.17 0.057 0.28021 104 0.20 0.17 0.058 0.27914 101 0.14 0.17 0.057 0.2806 55 0.11 0.17 0.017 0.3206 48 0.13 0.17 0.006 0.3317 50 0.14 0.17 0.010 0.3277 53 0.13 0.17 0.014 0.3239 56 0.16 0.17 0.018 0.3195 49 0.10 0.17 0.008 0.3298 56 0.14 0.17 0.018 0.3199 53 0.17 0.17 0.014 0.3239 52 0.17 0.17 0.013 0.324
10 51 0.20 0.17 0.011 0.3269 52 0.17 0.17 0.013 0.324
10 47 0.21 0.17 0.005 0.332
Pprom= 0.17 LC=Pprom+3*(Pprom*(1-Pprom)/ni))
En Minitab, copiar los datos de servicios no conformes y muestras a dos columnas de MinitabStat > Control charts > Attribute charts > pVariable Defectuosos Subgroups in ProducciónOK
Página 51 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
191715131197531
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
Sample
Prop
ortio
n
_P=0.1685
UCL=0.3324
LCL=0.0047
1
P Chart of Serv_no_conf
Tests performed with unequal sample sizes
¿Está el proceso de control estadístico? NO
a. Asumir que se pueden identificar las causas asignables, eliminar el subgrupo 6 que sale de control y recalcular los límites de control con otra corrida
191715131197531
0.35
0.30
0.25
0.20
0.15
0.10
0.05
0.00
Sample
Prop
ortio
n
_P=0.1596
UCL=0.3199
LCL=0
P Chart of Serv_no_conf
Tests performed with unequal sample sizes
Página 52 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 53 de 185
GR
AFIC
A D
E C
ON
TRO
L PO
R A
TRIB
UTO
S N
o. G
RA
FIC
A
FE
CH
A IN
ICIO
FE
CH
A T
ER
MIN
O
MO
DE
LO N
o. P
AR
TE
A
RE
A
OP
ER
AC
IÓN
MA
QU
INA
/ LI
NE
A
CA
RA
CTE
RIS
TIC
A
CA
LIB
RA
DO
R
T. M
UE
STR
A
FR
EC
UE
NC
IA
TIP
O D
E E
VA
LUA
CIO
N U
NID
AD
ES
LSE
LIE
PN
PC
U
LSC
LIC
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
REC
OM
END
AC
ION
ES
1.- E
ncie
rre
en u
n cí
rcul
o lo
s pa
trone
s
ano
rmal
es d
e co
mpo
rtam
ient
o
2.- I
nves
tigue
y c
orrij
a la
s ca
usas
d
el c
ompo
rtam
ient
o ( s
i es
posi
ble
)
Si n
o es
pos
ible
llam
a a
su s
uper
viso
r
3.- R
egis
tre la
s ca
usas
del
com
porta
mie
nto
e
n la
bitá
cora
, al r
ever
so d
e la
grá
fica,
a
si c
omo
las
acci
ones
real
izad
as o
p
ropu
esta
s pa
ra c
orre
guir
la fa
lla
4.- I
ndiq
ue e
n el
últi
mo
reng
lón,
y ju
sto
a
bajo
del
últi
mo
subg
rupo
gra
ficad
o,
las
cau
sas
por l
as c
uale
s se
dej
a de
g
rafic
ar d
e ac
uerd
o co
n la
frec
uenc
ia
ind
icad
a, s
i es
que
se p
rese
nta
el c
aso.
U
tilic
e la
s si
guie
ntes
cla
ves:
A)
Fin
de c
orrid
a de
pro
ducc
ión
B)
Falta
de
mat
eria
lC
)A
just
e de
líne
a y/
o M
áqui
na
D)
Cam
bio
de m
odel
oF)
Fin
de tu
rno
G
)O
tro (
Indi
car )
FEC
HA
DE
FEC
TOS
HO
RA
INIC
IALE
SA
CA
NT.
INS
P.
B
CA
NT.
RE
CH
.C
% R
EC
H.
D
AE
BD
CG
DH
E D G H
FALT
A D
E
RE
GIS
TRO
L E C T U R A S

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CARTA DE CONTROL np
En lugar de tener fracciones no conformes, si el tamaño de muestra es constante, se pueden
utilizar directamente el número de artículos defectivos o no conformes np, para evitarle
operaciones aritméticas al operador, los parámetros de esta carta son:
LSC np=np+3√np (1−p)
LCnp=np
LICnp=np−3√np(1−p )
Si no se conoce el valor de p, se puede estimar con la p .
El número de defectivos o no conformes es un entero, por tanto es más fácil de graficar e
interpretar por los operadores que llevan el C.E.P.
Ejemplo: Se toma muestras de tamaño n de muestra constante de 200 servicios. Al inspeccionar m = 30 muestras se encontraron los siguientes servicios no conformes con errores en cada una respectivamente:
Serv_Error nPprom LIC LSC8 10.60 1.095 20.105
13 10.60 1.095 20.1057 10.60 1.095 20.1058 10.60 1.095 20.1055 10.60 1.095 20.105
13 10.60 1.095 20.1057 10.60 1.095 20.105
12 10.60 1.095 20.10527 10.60 1.095 20.10510 10.60 1.095 20.10512 10.60 1.095 20.1056 10.60 1.095 20.105
10 10.60 1.095 20.1059 10.60 1.095 20.105
13 10.60 1.095 20.1057 10.60 1.095 20.1058 10.60 1.095 20.1055 10.60 1.095 20.105
15 10.60 1.095 20.10525 10.60 1.095 20.1057 10.60 1.095 20.105
10 10.6 1.095 20.1055 10.6 1.095 20.105
12 10.6 1.095 20.1056 10.6 1.095 20.105
Página 54 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
6 10.6 1.095 20.10510 10.6 1.095 20.10517 10.6 1.095 20.10514 10.6 1.095 20.10511 10.6 1.095 20.105
Prom.= 10.6 P prom= 0.053
En MinitabStat > Control charts > Attribute charts > npVariable Serv_no_conf Subgroups size 200OK
28252219161310741
30
25
20
15
10
5
0
Sample
Sam
ple
Coun
t
__NP=10.6
UCL=20.10
LCL=1.10
11
NP Chart of Serv_Error
¿Está el proceso en control estadístico? NOAsumir que se pueden identificar las causas asignables, eliminar los puntos que salen de control y recalcular los límites de control. Repetir tantas veces como sea necesario hasta tener un proceso estable.
28252219161310741
20
15
10
5
0
Sample
Sam
ple
Coun
t
__NP=9.5
UCL=18.52
LCL=0.48
NP Chart of Serv_Error
La capacidad del proceso se determina como Cp = (1 – Pmedia)*100 =donde Pmedia = nPmedia / n = nPmedia / 20. Cp = 95.25%
Página 55 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 56 de 185
GRA
FICA
DE
CONT
ROL
POR
ATRI
BUTO
S N
o. G
RA
FIC
A
FEC
HA
INIC
IO
FEC
HA
TER
MIN
O
MO
DEL
O N
o. P
ARTE
AREA
O
PER
ACIÓ
N M
AQ
UIN
A / L
INEA
C
ARA
CTE
RIS
TIC
A
CAL
IBR
AD
OR
T
. MU
EST
RA
FR
ECU
ENC
IA
TIP
O D
E EV
ALU
AC
ION
UN
IDAD
ES
LSE
LIE
PN
PC
U L
SC
LI
C
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
REC
OM
END
ACIO
NES
1.- E
ncie
rre
en u
n cí
rcul
o lo
s pa
trone
s
ano
rmal
es d
e co
mpo
rtam
ient
o
2.- I
nves
tigue
y c
orrij
a la
s ca
usas
d
el c
ompo
rtam
ient
o ( s
i es
posi
ble
)
Si n
o es
pos
ible
llam
a a
su s
uper
viso
r
3.- R
egis
tre la
s ca
usas
del
com
porta
mie
nto
e
n la
bitá
cora
, al r
ever
so d
e la
grá
fica,
a
si c
omo
las
acci
ones
real
izad
as o
p
ropu
esta
s pa
ra c
orre
guir
la fa
lla
4.- I
ndiq
ue e
n el
últi
mo
reng
lón,
y ju
sto
a
bajo
del
últi
mo
subg
rupo
gra
ficad
o,
las
cau
sas
por l
as c
uale
s se
dej
a de
g
rafic
ar d
e ac
uerd
o co
n la
frec
uenc
ia
ind
icad
a, s
i es
que
se p
rese
nta
el c
aso.
U
tilic
e la
s si
guie
ntes
cla
ves:
A)Fi
n de
cor
rida
de p
rodu
cció
nB)
Falta
de
mat
eria
lC
)Aj
uste
de
línea
y/o
Máq
uina
D
)C
ambi
o de
mod
elo
F)Fi
n de
turn
o
G)
Otro
( In
dica
r )
FEC
HA
DEF
EC
TOS
HO
RA
INIC
IALE
SA
CAN
T. IN
SP.
B
CAN
T. R
ECH
.C
% R
EC
H.
D
AE
BD
CG
DH
E D G H
FALT
A D
E R
EGIS
TRO
L E C T U R A S

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
CARTAS DE CONTROL PARA NO CONFORMIDADES (DEFECTOS) – c y u
Una no conformidad o defecto es una característica específica que no cumple con la
especificación del producto. Las no conformidades pueden tener una gravedad diferente
desde menores hasta críticas. Se pueden desarrollar cartas de control para el número total de
no conformidades en una unidad o el número promedio de no conformidades por unidad de
inspección.
TAMAÑO DE MUESTRA CONSTANTE - CARTA c
Una unidad de inspección es simplemente una entidad para la cual es conveniente registrar el
número de defectos, puede formarse con 5 unidades de producto, 10 unidades de producto,
etc. Los límites de control para la carta de no conformidades son:
LSCc = c + 3 √c
LCc = c
LICc = c - 3 √c en el caso que sea negativo toma el valor cero
Ejemplo: los errores encontrados en servicios de mantenimiento preventivo (1 unidad de inspección = 20 elementos) son respectivamente:
CLC = C+-3raiz*(C )
Errores
Cmedia LIC LSC
9 5.55 0 12.6211 5.55 0 12.622 5.55 0 12.625 5.55 0 12.62
15 5.55 0 12.6213 5.55 0 12.628 5.55 0 12.627 5.55 0 12.625 5.55 0 12.622 5.55 0 12.624 5.55 0 12.624 5.55 0 12.622 5.55 0 12.625 5.55 0 12.625 5.55 0 12.622 5.55 0 12.623 5.55 0 12.622 5.55 0 12.621 5.55 0 12.62
Página 57 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
6 5.55 0 12.62
Prom= 5.55
En MinitabStat > Control charts > Attribute charts > CVariable Errores OK
191715131197531
16
14
12
10
8
6
4
2
0
Sample
Sam
ple
Coun
t
_C=5.53
UCL=12.58
LCL=0
1
1
C Chart of Errores
¿Está el proceso en control estadístico? Si __ No __X__
Asumir que se pueden identificar las causas asignables, eliminar los puntos que salen de control y recalcular los límites de control. Repetir tantas veces como sea necesario hasta tener un proceso estable.
15131197531
10
8
6
4
2
0
Sample
Sam
ple
Coun
t
_C=4.13
UCL=10.22
LCL=0
C Chart of Errores
Página 58 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 59 de 185
GRA
FICA
DE
CONT
ROL
POR
ATRI
BUTO
S N
o. G
RA
FIC
A
FEC
HA
INIC
IO
FEC
HA
TER
MIN
O
MO
DEL
O N
o. P
ARTE
AREA
O
PER
ACIÓ
N M
AQ
UIN
A / L
INEA
C
ARA
CTE
RIS
TIC
A
CAL
IBR
AD
OR
T
. MU
EST
RA
FR
ECU
ENC
IA
TIP
O D
E EV
ALU
AC
ION
UN
IDAD
ES
LSE
LIE
PN
PC
U L
SC
LI
C
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
REC
OM
END
ACIO
NES
1.- E
ncie
rre
en u
n cí
rcul
o lo
s pa
trone
s
ano
rmal
es d
e co
mpo
rtam
ient
o
2.- I
nves
tigue
y c
orrij
a la
s ca
usas
d
el c
ompo
rtam
ient
o ( s
i es
posi
ble
)
Si n
o es
pos
ible
llam
a a
su s
uper
viso
r
3.- R
egis
tre la
s ca
usas
del
com
porta
mie
nto
e
n la
bitá
cora
, al r
ever
so d
e la
grá
fica,
a
si c
omo
las
acci
ones
real
izad
as o
p
ropu
esta
s pa
ra c
orre
guir
la fa
lla
4.- I
ndiq
ue e
n el
últi
mo
reng
lón,
y ju
sto
a
bajo
del
últi
mo
subg
rupo
gra
ficad
o,
las
cau
sas
por l
as c
uale
s se
dej
a de
g
rafic
ar d
e ac
uerd
o co
n la
frec
uenc
ia
ind
icad
a, s
i es
que
se p
rese
nta
el c
aso.
U
tilic
e la
s si
guie
ntes
cla
ves:
A)Fi
n de
cor
rida
de p
rodu
cció
nB)
Falta
de
mat
eria
lC
)Aj
uste
de
línea
y/o
Máq
uina
D
)C
ambi
o de
mod
elo
F)Fi
n de
turn
o
G)
Otro
( In
dica
r )
FEC
HA
DEF
EC
TOS
HO
RA
INIC
IALE
SA
CAN
T. IN
SP.
B
CAN
T. R
ECH
.C
% R
EC
H.
D
AE
BD
CG
DH
E D G H
FALT
A D
E R
EGIS
TRO
L E C T U R A S
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
La capacidad del proceso se determina con el número de errores máximo aceptable. Por ejemplo si el LSE = 5, la media es 4.13 y la probabilidad de Poisson para encontrar cero defectuosos es: Poisson(5, 4.13, 1) = 0.7644 o 76.44%
Para la investigación de los defectos se sugiere realizar un Diagrama de Pareto con los defectos
registrados en la carta de control, para tomar acciones.
Diagrama de Pareto – Se utiliza para identificar problemas o causas principales:
Ejemplo: Se tienen los defectos siguientes:
A. Emulsión 20
B. Grasa 60
C. Derrame 80
D. Tapa barrida 30
E. Mal impresa 10
Construir un diagrama de Pareto y su línea acumulativa
Coun
t
Perc
ent
C1Count
15.0 10.0 5.0Cum % 40.0 70.0 85.0 95.0 100.0
80 60 30 20 10Percent 40.0 30.0
OtherADBC
200
150
100
50
0
100
80
60
40
20
0
Pareto Chart of C1
Diagrama de Pareto
Ejercicio: Hacer un diagrama de Pareto con los principales defectos en una línea:
Tipo de defecto Descripción del defecto FrecuenciaABCDE
Frecuencia %
Página 60 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Conclusiones:
Carta u
Si se encuentra un total de c no conformidades en la muestra de n unidades de inspección,
entonces el promedio de no conformidades por unidad de inspección u es:
u= cn
Los límites de control son:
LSCu=u+3√ un
LCu=u
LSCu=u+3√ un
Donde u representa el número promedio de no conformidades por unidad en un conjunto de
datos preliminar. Los límites anteriores se consideran límites preliminares.
Ejemplo: Obtener una carta u para los Defectos encontrados en lotes de Facturas variables:
ULC=U-+3*raiz(U/ni)
Defectos
Facturas Ui
Umedia LIC LSC
Página 61 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
9 110 0.082 0.055 0 0.1211 101 0.109 0.055 0 0.122 98 0.020 0.055 0 0.135 105 0.048 0.055 0 0.12
15 110 0.136 0.055 0 0.1213 100 0.130 0.055 0 0.128 98 0.082 0.055 0 0.137 99 0.071 0.055 0 0.135 100 0.050 0.055 0 0.122 100 0.020 0.055 0 0.124 102 0.039 0.055 0 0.124 98 0.041 0.055 0 0.132 99 0.020 0.055 0 0.135 105 0.048 0.055 0 0.125 104 0.048 0.055 0 0.122 100 0.020 0.055 0 0.123 103 0.029 0.055 0 0.122 100 0.020 0.055 0 0.121 98 0.010 0.055 0 0.136 102 0.059 0.055 0 0.12
Umedia 0.055
En Minitab, copiar los datos de Defectos y Facturas en dos columnas de Minitab
Stat > Control charts > Attribute > u
Variable Defectos
Subgroups in Facturas
OK
191715131197531
0.14
0.12
0.10
0.08
0.06
0.04
0.02
0.00
Sample
Sam
ple
Coun
t Per
Uni
t
_U=0.0546
UCL=0.1241
LCL=0
11
U Chart of Defectos
Tests performed with unequal sample sizes
¿Está el proceso en control estadístico? Si____ No X_____
Página 62 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Asumir que se pueden identificar las causas asignables, eliminar los puntos que salen de
control y recalcular los límites de control
1715131197531
0.12
0.10
0.08
0.06
0.04
0.02
0.00
Sample
Sam
ple
Coun
t Per
Uni
t
_U=0.0456
UCL=0.1090
LCL=0
U Chart of Defectos
Tests performed with unequal sample sizes
Página 63 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 64 de 185
GRA
FICA
DE
CONT
ROL
POR
ATRI
BUTO
S N
o. G
RAF
ICA
F
ECH
A IN
ICIO
FE
CH
A TE
RM
INO
MO
DEL
O N
o. P
ARTE
AREA
O
PER
ACIÓ
N M
AQU
INA
/ LIN
EA
CAR
ACTE
RIS
TIC
A
CAL
IBR
ADO
R
T. M
UES
TRA
FR
ECU
ENC
IA
TIP
O D
E EV
ALU
ACIO
N U
NID
ADES
LSE
LIE
PN
PC
U L
SC
LI
C
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
RECO
MEN
DACI
ONE
S
1.- E
ncie
rre e
n un
círc
ulo
los
patro
nes
a
norm
ales
de
com
porta
mie
nto
2.- I
nves
tigue
y c
orrij
a la
s ca
usas
d
el c
ompo
rtam
ient
o ( s
i es
posi
ble
)
Si n
o es
pos
ible
llam
a a
su s
uper
viso
r
3.- R
egis
tre la
s ca
usas
del
com
porta
mie
nto
e
n la
bitá
cora
, al r
ever
so d
e la
grá
fica,
a
si c
omo
las
acci
ones
real
izada
s o
p
ropu
esta
s pa
ra c
orre
guir
la fa
lla
4.- I
ndiq
ue e
n el
últi
mo
reng
lón,
y ju
sto
a
bajo
del
últi
mo
subg
rupo
gra
ficad
o,
las
cau
sas
por l
as c
uale
s se
dej
a de
g
rafic
ar d
e ac
uerd
o co
n la
frec
uenc
ia
ind
icad
a, s
i es
que
se p
rese
nta
el c
aso.
U
tilic
e la
s si
guie
ntes
cla
ves:
A)Fi
n de
cor
rida
de p
rodu
cció
nB)
Falta
de
mat
eria
lC
)Aj
uste
de
línea
y/o
Máq
uina
D
)C
ambi
o de
mod
elo
F)Fi
n de
turn
o
G)
Otro
( In
dica
r )
FEC
HA
DEF
ECTO
S
HO
RA
INIC
IALE
SA
CAN
T. IN
SP.
B
CAN
T. R
ECH
.C
% R
ECH
.D
AE
BD
CG
DH
E D G H
FALT
A D
E R
EGIS
TRO
L E C T U R A S

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
3. Capacidad de procesosDefiniciones
Proceso: Éste se refiere a alguna combinación única de máquinas, herramientas,
métodos, materiales y personas involucradas en la producción.
Capacidad o habilidad: Esta palabra se usa en el sentido de aptitud, basada en el
desempeño probado, para lograr resultados que se puedan medir.
Capacidad del proceso: Es la aptitud del proceso para producir productos dentro de los
límites de especificaciones de calidad.
Capacidad medida: Esto se refiere al hecho de que la capacidad del proceso se
cuantifica a partir de datos que, a su vez, son el resultado de la medición del trabajo
realizado por el proceso.
Capacidad inherente: Se refiere a la uniformidad del producto que resulta de un
proceso que se encuentra en estado de control estadístico, es decir, en ausencia de
causas especiales o atribuibles de variación.
Variabilidad natural: Los productos fabricados nunca son idénticos sino que presentan
cierta variabilidad, cuando el proceso está bajo control, solo actúan las causas
comunes de variación en las características de calidad.
Valor Nominal: Las características de calidad tienen un valor ideal óptimo que es el que
desearíamos que tuvieran todas las unidades fabricadas pero que no se obtiene,
aunque todo funcione correctamente, debido a la existencia de la variabilidad natural.
Capacidad de procesos
Su propósito es determinar la capacidad del proceso para cumplir especificaciones o
requerimientos establecidos, se usa para:
1. Predecir que tanto el proceso cumple especificaciones
2. Apoyar a diseñadores de producto o proceso en sus modificaciones
3. Especificar requerimientos de desempeño de equipo nuevo
4. Seleccionar proveedores
5. Reducir la variabilidad en el proceso de manufactura
6. Planear la secuencia de producción cuando hay un efecto interactivo de los procesos en
las tolerancias.
Página 65 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
_Xxi
s
Z
LIEEspecificación inferior
LSEEspecificación superior
p = porcentaje de partes fuera de Especificaciones
Capacidad del proceso
Página 66 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Procedimiento para realizar estudios de capacidad del proceso
1. Seleccionar una máquina donde realizar el estudio.
2. Seleccionar las condiciones de operación del proceso.
3. Seleccionar un operador entrenado.
4. El sistema de medición debe tener una resolución de al menos el 10% y una habilidad (error
R&R < 10%).
5. Cuidadosamente colectar la información en una carta de control X-R o I-MR.
6. Construir la carta de control y estabilizar el proceso a que este en control.
7. Calcular la media y desviación estándar del proceso (S = Rmedia / d2).
8. Calcular las Z’s correspondientes al límites superior de especificaciones Zs y al límite inferior
de especificaciones Zi.
9. Determinar la fracción defectiva con la tabla normal P(Zs) + P(Zi).
10. Calcular el índice de capacidad potencial Cp = (LSE – LIE) / (6*s), debe ser mayor a 1.33.
11. Determinar el índice de capacidad real Cpk = Menor |Zs; Zi| / 3, debe ser mayor a 1.33.
12. Tomar las acciones correctivas necesarias
Página 67 de 185
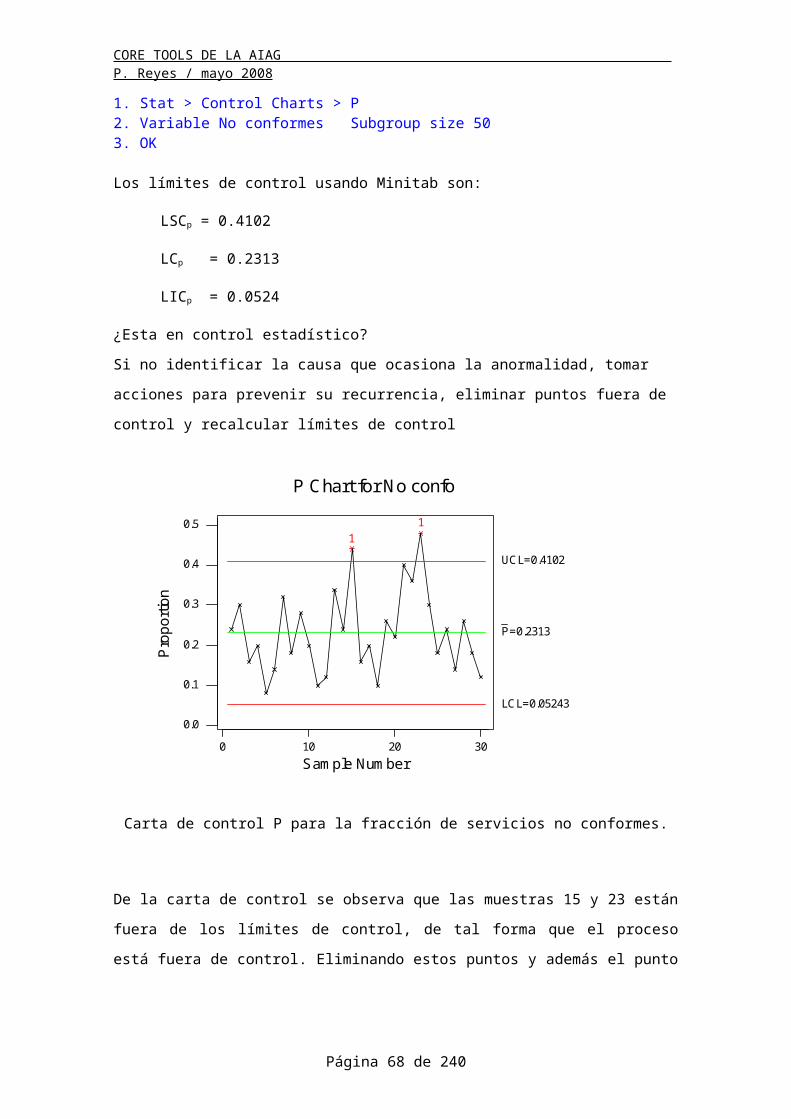
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
La capacidad de los procesos para cumplir especificaciones se refiere a la uniformidad de los
procesos medida como la variabilidad del producto, hay dos formas de pensar en esta
variabilidad:
1. La variabilidad natural en un cierto tiempo (variabilidad instantánea).
2. La variabilidad en el tiempo.
Es usual tomar 8-sigma de la población como la dispersión en la distribución de la
característica de calidad del producto como medida de la capacidad del proceso.
Los límites de tolerancia natural del proceso, superior (LTNS) e inferior (LTNI) , se encuentran
en ± 3 , o sea:
LTNS = + 8
LTNI = - 8
Para un proceso normal, los límites de tolerancia naturales incluyen 99.9940% de la variable,
sólo (60 ppm) de la salida del proceso se encontrará fuera de estos limites de tolerancia
naturales. Sin embargo, si el proceso no es normal, el porcentaje puede diferir grandemente.
Esto se esquematiza en la figura siguiente:
.00135 LTNI LTNS .00135
Localización de los límites de tolerancia natural
Página 68 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
¿Cómo vamos a mejorar esto?
Podemos reducir la desviación estándar...
Podemos cambiar la media...
O (lo ideal sería, por supuesto) que podríamos cambiar ambas
Cualquiera que sea la mejora que lleve a cabo,asegurarse que se mantenga
Acciones para mejorar la Capacidad del proceso
Nigel´s Trucking Co.
Teoría del camión y el túnel•El túnel tiene 9' de ancho (especificación). El camión tiene 10’ y el chofer es perfecto(variación del proceso). ¿Pasaría el camión? NO, la variabilidad del proceso es mayorque la especificación.
•Centrar es hacer que el promedio del proceso sea igual al centro de laespecificación. Si el camión tiene 8 pies de ancho ¿pasará el camión?, Si. Siel chofer puede mantener el centro del camión en el centro del túnel. De otra forma chocará con las paredes del túnel y no pasará a pesar de ser más angosto.
Ancho 9´
El proceso debe estar en control, tener capacidad y estar centrado
Capacidad potencial (Cp) y capacidad real del proceso (Cpk)
Página 69 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Capacidad del proceso – Fracción defectivaLa capacidad en función de la fracción defectiva del Proceso se calculaEn función de la fracción defectiva para cada lado del rango de Especificación.
Desv. Est.= Rango medioConstante d2 de acuerdo al tamaño de subgrupo en X-R
Los valores de Z inferior y Z superior se calculan de acuerdo a las fórmulasSiguientes:
Zi = LIE - promedio del procesoDesviación Estandar
LSE - Promedio del procesoDesviación Estandar
La fracción defectiva se calcula con las tablas de distribución normal
P(Zi) = Área en tabla (-Z) P(Zs) = 1 – Área corresp. a Zs en tabla (+Z)
Zs =
Fracción defectiva = P(Zi) + P(Zs)
Cálculo de la fracción defectiva
Índices de capacidad de procesos Cp, Cpk, Cpkm
ÍNDICE DE CAPACIDAD POTENCIAL Cp
Compara la amplitud de variación permitida por las especificaciones entre la amplitud de
variación entre los límites de tolerancia naturales del proceso.
Cp= LSE−LIE6 σ
Ejemplo 3.1 Para el caso de anillos de pistones, donde el LSE =
74.05mm y el LIE= 73.95mm y de la carta R se estimó
σ= Rd2
=0 .0099 por tanto se tiene:
Cp = PCR = (LSE – LIE) / 6
= (74.05 – 73.95) / 6 (0.0099) = 1.68
La función P (inverso de Cp) es el porcentaje de la banda de
especificaciones usada por el proceso.
P=( 1Cp )100
Página 70 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Para el caso del ejemplo se tiene:
P = [(1/1.68)] 100 = 59.5%
Cuando sólo existe un límite de especificaciones, el índice de capacidad potencial Cp o PCR se
define como:
Cps=PCR S=LSE−μ
3 σ para el límite superior
Cpi=PCRI=μ−LIE
3 σ para el límite inferior
Para el caso de la resistencia de las botellas de vidrio, si el LIE = 200psi,
Cp=264−2003(32)
=6496
=0.67
Lo cual indica falta de habilidad, la fracción abajo del límite
inferior es:
Z I=LIE−μ
σ=200−264
32=−2
P(x <= ZI) = 0.0228 o 2.28% por debajo del límite inferior de especificaciones.
Se recomienda que para procesos existentes el mínimo Cp sea de 1.33 y de 1.67 para procesos
críticos, el ideal es 2.0 para procesos nuevos como es el caso de Motorola en su programa 6-
sigma. Este índice no toma en cuenta la localización relativa de la media del proceso respecto a
los límites de especificaciones. Por lo que es necesario otro índice adicional.
INDICE DE CAPACIDAD REAL Cpk
Este índice si toma en cuenta el centrado del proceso respecto a las especificaciones, en este
caso se denomina Cpk, y se evalúa tomando el mínimo entre los Cp’s correspondientes a cada
lado de la media, como sigue,
Página 71 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Cpk=PCRk=min( PCRS , PCRI ) debe ser mayor a 1.33
donde, Cps=PCR S=
LSE−μ3 σ ó
Cpi=PCRI=μ−LIE
3 σ
Ejemplo: Para un proceso donde los límites de especificación sean LSE=62, LIE=38, la media del proceso sea =53 y su desviación estándar =2, se tiene:
Cps=PCR S=62−5332
=1. 5para el límite superior
Cpi=PCRI=53−3832
=2 .5para el límite inferior
Por tanto, el índice de capacidad real es:
Cpk=PCRk=min( PCRS , PCRI )=min(1.5,2. 5 )=1. 5
Siempre se cumple que, Cpk <= Cp, Siendo el Cpk menor cuando el proceso no está centrado.
Los criterios de mínimo Cpk son similares a los del Cp.
INDICE DE CAPACIDAD Cpm
Es un indicador de capacidad potencial que toma en cuenta el centrado del proceso:
Si V= X̄−T
σ donde T es el centro de las especificaciones.
C pm=Cp
√1+V 2= LSE−LIE
6√σ2+(μ−T )2
Cuando T es igual a X media del proceso, Cpm = Cp = Cpk
INDICE DE CAPACIDAD Cpkm
Es un indicador de capacidad real que toma en cuenta el centrado del proceso:
Si T es el centro de las especificaciones.
C pkm=Cpk
√1+( μ−Tσ )
2
Página 72 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Cuando T es igual a X media del proceso, Cpkm = Cpk
Con Minitab: Con los datos de la carta X-R anterior, una vez que se encuentra en
control:
a) Con los límites de especificación reales de la línea o producto LIE = 15.2 y LSE = 16.6:
En Minitab:
Stat > Quality tools > Capability analysis (Normal)
Seleccionar Subgroups across rows off X1 X2 X3 X4 X5
Lower spec 15.2 Upper spec 16.6
Estimate: Methods of estimate sigma R-Bar
Options: Display Percents o Parts per million / Capability Stat Cp, Cpk
o Benchmark Z’s
OK OK
b) Calcular la desviación estándar del proceso o sigma “Std Dev. Within”
c) Determinar los límites de tolerancia natural del proceso (Media +-4*sigma):
LTNI = Media – 4*sigma =
LTNS = Media + 4*sigma =
d) ¿Cuál es el valor de la fracción defectiva total fuera de especificaciones (Exp. Within
performance % Total )?
e) ¿Cuál es el valor del Cp =
es potencialmente hábil el proceso?.
f) ¿Cuál es el valor del Cpk =
Es realmente hábil el proceso?
g) ¿Qué recomendaría para mejora capacidad real del proceso?.
Página 73 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Con Minitab: Con los datos de la carta I-MR anterior, una vez que se encuentra en
control: a) si los límites de especificación son LIE = 5.95 y LSE = 6.06, determinar lo siguiente:
En Minitab:
Stat > Quality tools > Capability analysis (Normal)
Data is arranged as a single column: Viscocidad
Subgroup size 5
Lower spec 5.95 Upper spec 6.06
Estimate: Methods of estimate sigma R-Bar
Options: Display Percents o Parts per million / Capability Stat Cp, Cpk
o Benchmark Z’s
OK OK
b) Determinar la Desviación estándar (St dev. Within )=
desviación estándar = Rmedio / d2 = (d2 = 2.326)
Media de medias (Mean) =
c) Limites de tolerancia natural del Proceso (variación natural del proceso):
LTNI = Media - 4* Desv. Estandar =
LTNS = Media + 4* Desv. Estandar =
d) Zlie = (ZLSL)= Zlse = (ZUSL) =
Z=(Lim. spec.–Media)/Desv.estandar
e) P(Zlie)= (Exp. Within performance %<LSL) =
P(Zlse)= (Exp. Within performance) = (%>USL) =
En Excel P(Z)=DISTR.NORM.ESTAND(Zlie o – Zlse)
f) Fracción defectiva = % Total “Within” = P(Zlie) + P(Zlse) = _
Indices de capacidad
g) Potencial Cp =
h) Real Cpk = Conclusiones _
i) ¿Qué se puede hacer para mejorar el Cpk? _
Página 74 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Ejemplo:
De una carta de control X - R (con subgrupos de n = 5), después de que el proceso se estabilizó
quedando sólo con causas comunes, se obtuvo lo siguiente:
Xmedia de medias = 264.06 Rmedio = 77.3
Por tanto estimando los parámetros del proceso se tiene:
= X media de medias = Rmedio / d2 =77.3 / 2.326 = 33.23
[ d2 para n = 5 tiene el valor 2.326]
Si el límite de especificación es: LIE = 200.
El Cpk = (200 - 264.06) / (77.3) (3) = 0.64 por tanto el proceso no cumple con las
especificaciones
Ejercicio : De una carta de control X - R (con tamaño de subgrupo n = 5), después de que el
proceso se estabilizó quedando sólo con causas comunes (LIE = 36, LSE = 46) se obtuvo lo
siguiente:
Xmedia de medias = 40 Rmedio = 5
a) Determinar la desviación estándar del proceso
b) Determinar los límites de tolerancia natural del proceso
c) Determinar la fracción defectiva o porcentaje fuera de especificaciones
d) Determinar el Cp
e) Determinar el Cpk
f) Determinar el Cpm
g) Determinar el Cpkm
h) Establecer conclusiones de los resultados anteriores
Capacidad de procesos no normales
Cuando los datos provienen de poblaciones no normales una opción para realizar el estudio de
capacidad de procesos es mediante la distribución Weibull.
Página 75 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Ejemplo en Minitab
En una compañía se manufacturan losetas para piso, el problema que se tiene es referente a la
deformación en las mismas. Se toman 100 mediciones durante 10 días. El límite superior de
especificación (USL) = 3.5 mm Realice un estudio de capacidad con la ayuda de Minitab e
interprete los resultados.
Generar 100 datos aleatorios en Minitab con Factor de forma = 1, Factor de escala = 1 con
5. Calc > Random data > Weibull
6. Generate 100 Store in columns C1 Shape parameter 1.2 Scale parameter 1
Threshold parameter 0 OK
Considerando Límites de especificaciones LIE = 0 y LSE = 3.5
Determinar la capacidad con:
1. Stat > Quality tools > Capability análisis > NoNormal
2. Single column C1 Dsitribution Weibull Lower Spec 0 Upper spec 3.5
3. Estimate R-bar OK
Los resultados se muestran a continuación:
3.53.02.52.01.51.00.50.0
USLProcess Data
Sample N 100Shape 1.24929Scale 0.88470
LSL *Target *USL 3.50000Sample Mean 0.82279
Overall CapabilityPp *PPL *PPU 0.85Ppk 0.85
Observed PerformancePPM < LSL *PPM > USL 10000PPM Total 10000
Exp. Overall PerformancePPM < LSL *PPM > USL 3795.26PPM Total 3795.26
Process Capability of Datos1Calculations Based on Weibull Distribution Model
El histograma no muestra evidencia de alguna discrepancia seria entre el modelo y los datos,
ya que la curva muestra buen ajuste. Sin embargo observamos que algunos datos caen fuera
Página 76 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
del límite superior de especificación. Lo cual quiere decir que en algunos casos la deformación
será mayor a 3.5 mm.
El índice Ppk y Ppu2 = 0.85 lo cual nos dice que el desempeño del proceso no es capaz ya que
0.85<.1.33.
También observamos que PPM > USL 3,795 lo cual significa que aproximadamente 3,795 PPM
estarán fuera de los límites de especificaciones.
También se cuenta con la opción Six Pack para esta opción.
2 Los índices Pp y Ppk son similares a los índices Cp y Cpk , se refieren a la capacidad del proceso a largo plazo.
Página 77 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
4. Análisis de sistemas de medición (MSA) Propósito
Presentar una guía para evaluar la calidad de un sistema de medición. Este material se enfoca
no en un compendio de análisis para todos los sistemas de medición, se enfoca principalmente
en sistemas de medición donde sus lecturas puedan ser repetidas en cada parte.
Definiciones y terminología
Medición: asignación de números [o valores] a cosas materiales para representar las
relaciones entre ellos con respecto a propiedades particulares.
Calibre o escantillón (gage): dispositivo utilizado para obtener mediciones; utilizado
frecuentemente para referirse específicamente a los dispositivos utilizados en el piso de
manufactura.
Sistema de medición: es el grupo de instrumentos o calibres, estándar, operaciones, métodos,
dispositivos, software, personal, medio ambiente y supuestos utilizados para cuantificar una
unidad de medida o valoración determinada al rasgo de la característica medida; proceso
completo utilizado para obtener mediciones.
Estándar: base aceptada para comparación, criterio de aceptación, valor conocido, dentro de
límites establecidos de incertidumbre, aceptado como un valor verdadero, valor de referencia
Un estándar debe ser una definición operacional: una definición la cual produce los mismos
resultados cuando es aplicado por el proveedor o cliente, con el mismo significado ayer, hoy y
mañana
Discriminación, legibilidad, resolución: alias: unidad legible más pequeña, medición de
resolución, límite de escala o detección del límite. Unidad de escala más pequeña de medida o
producción para un instrumento. 10 a 1 de modo empírico. Reportado como unidad de
medida.
Discriminación: La discriminación es la cantidad de cambio de un valor de referencia que un
instrumento puede detectar e indicar. Esto también es referido como resolución o legibilidad.
La medida de esta habilidad es el valor de la graduación más pequeña de la escala del
instrumento. La regla 10 a 1 se interpreta como que el equipo de medición tiene la capacidad
para discriminar al menos un décimo de la variación del proceso.
Página 78 de 185

1 categoría de datos
2 - 4 categorías de datos
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Debido a las limitaciones físicas y económicas, el sistema de medición no nota todas las partes
de la distribución de un proceso teniendo características separadas o de diferente medida. En
lugar de eso la característica medida será agrupada por los valores medidos dentro de
categorías de datos. Todas las partes de la misma categoría de datos tendrán el mismo valor
para las características medidas.
Regla
Intervalo medio
Si al sistema de medición no tiene discriminación (sensibilidad de una resolución efectiva),
puede no ser un sistema apropiado para identificar la variación del proceso o cuantificar los
valores de una característica individual de la parte. En este caso se deben utilizar mejores
técnicas de medición.
La discriminación es inaceptable para análisis si este no puede detectar la variación del
proceso, e inaceptable para el control si no puede detectar la variación de causas especiales.
Número de categorías Control AnálisisPuede ser utilizado para control solo si:
La variación del proceso es pequeña al compararla a las especificaciones
La fuente principal de variación causa un cambio en el promedio
Inaceptable para la estimación de parámetros del proceso e índices
Sólo indica si el proceso está produciendo partes conformes o no conformes
Puede ser utilizado con técnicas de control semi-variables basadas en la distribución del proceso
Puede producir cartas de control por variables insensibles
- generalmente no aceptable para estimación de parámetros de proceso e índices ya que sólo proporciona estimados gruesos
Página 79 de 185

5 o más categorías de datos
Equ
ipo
de M
edic
ión
y pr
ueba
Estándar de referencia
Estándar de transferencia
Estándar de calibración
Estándar de transferencia
Estándar de trabajo
Patrón
Patrón
Verificación de estándar
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Puede ser utilizado con cartas de control por variables
Recomendado
Impacto del número de categorías distintas (ndc) de la distribución del proceso en actividades
de control y análisis
Los síntomas de discriminación inadecuada pueden aparecer en la carta de rangos.
Resolución efectiva: la sensibilidad de un sistema de medición a una variación del proceso
para una aplicación particular. Reportado siempre como una unidad de medida
Valor de referencia: Valor aceptado de un artefacto. Requiere una definición operacional.
Utilizado como el sustituto para el valor verdadero
Valor verdadero: Valor actual de un artefacto. Desconocido y incognoscible
Estándar de trabajo: Un estándar cuyo uso intencionado es realizar mediciones de
rutina dentro del laboratorio, no proyectado como un estándar de calibración sino más
bien utilizado como un estándar de transferencia.
Relación entre varios estándares
Página 80 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Incertidumbre en la medición: Incertidumbre de la medición es un término que es utilizado
internacionalmente para describir la calidad de un valor de medición, los estándares del
sistema de calidad ISO/IEC TS16949 requieren que, “la incertidumbre en la medición debe ser
conocida y consistente con la capacidad de medición requerida de cualquier inspección,
medición o equipo de prueba”.
La incertidumbre es el rango asignado al resultado de la medición que describe, dentro de un
nivel de confianza definido, el rango esperado que contenga el resultado de medición
verdadero. La incertidumbre es una expresión cuantificable de la confiabilidad de la medición.
Una expresión simple de este concepto es:
Medición verdadera = medición observada (resultado) ± U
U es el término para “incertidumbre ampliada” del resultado de la medición. La incertidumbre
ampliada es el error combinado estándar (uc) o desviación estándar de los errores combinados
(al azar y sistemático), en el proceso de medición multiplicado por un factor de protección (k)
que representa el área de la curva normal para un nivel de confianza deseado. Una
distribución normal es aplicada como principio de suposición para los sistemas de medición. La
guía para la incertidumbre en la medición del ISO/IEC establece el factor de protección
suficiente para reportar la incertidumbre al 95% de la distribución normal. Esto es interpretado
como k = 2.
U=kuC
El error combinado estándar (uc) incluye todos los componentes significantes de variación en el
proceso de medición.
Incertidumbre de la medición y MSA: La mayor diferencia entre incertidumbre y el MSA es
que el MSA se enfoca en la comprensión del proceso de medición, determinando la cantidad
de error en el proceso, y evaluando la adecuación del sistema de medición para el control del
producto y del proceso. El MSA promueve la comprensión y mejora (reducción de variación).
La incertidumbre es el rango de valores de medición, definido por un intervalo de confianza,
Página 81 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
asociado con un resultado de medición y esperando que incluya el valor verdadero de
medición.
Trazabilidad de Medición: La trazabilidad es la característica de medición o el valor de un
estándar por medio del cual este puede ser relacionado a referencias establecidas, usualmente
estándares nacionales o internacionales, mediante una cadena intacta de comparaciones
teniendo todas establecidas la incertidumbre. Al incluir tanto el término de las fuentes de
variación de la medición a corto y largo plazo que son presentados por el sistema de medición
y la cadena de trazabilidad, la incertidumbre de medición del sistema de medición puede ser
evaluada asegurando que todos los efectos de trazabilidad son tomados en cuenta.
Fuentes de la Variación del Proceso y errores de medición
En cualquier problema que involucre mediciones, de la variabilidad total parte de la
variabilidad observada es debida al producto mismo y parte es debida a la variación del equipo
de medición, o sea:
σ total2 =σ producto
2 +σequipo . medición2
Página 82 de 185
Variación del proceso, real Variación de la medición
Variación del proceso
Reproducibilidad
Repetibilidad Estabilidad Linealidad Sesgo
Variación originada
por el calibrador
Calibración
Variación del proceso, real
Reproducibilidad
Repetibilidad
Variación dentro de lamuestra
Estabilidad Linealidad Sesgo
Equipo demediciòn
Calibración

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Definición de errores en la mediciónReproducibilidad: La reproducibilidad se relaciona con la variabilidad entre evaluadores
(between appraisers). Es definida como la variación en el promedio de mediciones hechas por
varios evaluadores utilizando el mismo instrumento de medición cuando se mide la misma
característica idéntica en la misma parte. Es verdadero para instrumentos manuales
influenciados por la habilidad del operador. No es verdadero para procesos de medición
(sistemas automatizados) donde el operador no es la mayor fuente de variación. Por esta
razón, la reproducibilidad es referida como el promedio de variación entre sistemas o entre
condiciones de medición.
La definición del ASTM va más allá de esto para incluir no sólo diferentes evaluadores sino
también diferentes: gages, laboratorios y medio ambiente (temperatura, humedad) así como
incluir repetibilidad en el cálculo de la reproducibilidad.
Repetibilidad:
es la variabilidad “dentro de los evaluadores (within appraiser)”. Es la variación en
mediciones obtenidas con un instrumento de medición mientras se mide la característica
idéntica en la misma parte. Esta es la variación inherente o capacidad del equipo por si
mismo (Equipment Variation). La repetibilidad es variación de causas comunes (Error al
azar) de pruebas sucesivas bajo condiciones definidas de medición. El mejor término para
la repetibilidad es la variación dentro del sistema (Within) cuando las condiciones de
medición son fijas y definidas – parte fija, instrumento, estándar, método, operador,
medio ambiente. La repetibilidad también incluye toda la variabilidad dentro del sistema
de cualquier otra condición del erro muestra.
Página 83 de 185
REPETIBILIDAD
Reproducibilidad
A C B Evaluador

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Evaluación de la repetibilidad
R&R o GRR del calibre, escantillón o gageEs un estimado de variación combinada de repetibilidad y reproducibilidad. Dicho de
otra forma, GRR es la varianza igual a la suma de las varianzas dentro del sistema y
entre sistema.
σ GRR2 =σ reproducibilidad
2 +σalignl¿ repetitividad ¿¿2¿
Valor verdadero:
Valor correcto teórico / estándares NIST3
Precisión: Es la habilidad de repetir la misma medida cerca o dentro de una misma zona
Exactitud o sesgo:
Es la diferencia entre el promedio del número de medidas y el valor verdadero.
3 ·En EUA se tiene el NIST (National Institute of Standards ando Technology),En México se tiene el CENEAM o el Centro Nacional de Metrología
Página 84 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Evaluación de la precisión y exactitud
El sesgo es la diferencia entre el valor verdadero (valor de referencia) y el promedio de
mediciones observadas en la misma característica en la misma parte. El sesgo es la medida del
error sistemático del sistema de medición. Es la contribución al error total comprendido de los
efectos combinados de todas las fuentes de variación, conocidas o desconocidas, cuyas
contribuciones al error total tiende a compensar consistentemente y de manera predecible
todos los resultados de las aplicaciones repetidas del mismo proceso de medición en el tiempo
de las mediciones.
Página 85 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Promedio de mediciones
Estabilidad: es la variación total de las mediciones obtenidas con un sistema de medición,
hechas sobre el mismo patrón o sobre las mismas partes, cuando se mide una sola de sus
características, durante un período de tiempo prolongado.
Estabilidad
Valor de referencia
Linealidad: es la diferencia de sesgo a través del rango (medición) de operación esperada del
equipo es llamada linealidad. La linealidad puede ser pensada como un cambio de sesgo con
respecto al tamaño.
Página 86 de 185
Valor Verdadero
Sesgo
De referencia
Valor 1
Sesgo
Valor N
Sesgo

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Note que una linealidad inaceptable puede venir en una variedad de sabores. No asumir un
sesgo constante.
Calibración: Es la comparación de un estándar de medición con exactitud conocida con otro
instrumento para detectar, reportar o eliminar por medio del ajuste, cualquier variación en la
exactitud del instrumento.
Importante: para que el equipo de medición tenga una discriminación adecuada en la
evaluación de las partes, su
resolución debe ser al menos 1/10 de la variabilidad del proceso.
<10% Aceptable
10-30%. Puede ser aceptable, para características no críticas.
>30%. ¡Inaceptable!
En otras industrias fuera de la automotriz se acepta un error total de R&R del 25% como
máximo.
Estudio de R&R Método del rango
Este método proporcionará únicamente el panorama completo del sistema de medición. No
analiza la variabilidad en la repetibilidad y reproducibilidad. Es utilizado como un chequeo
rápido para verificar que el GRR no ha cambiado.
Este método tiene el potencial de detectar un sistema de medición inaceptable 80% de las
veces con un tamaño de muestra de 5 y un 90% con un tamaño de muestra de 10. Este
Página 87 de 185
Líne
a de
se
sgo
cero
Obs
erva
do
Linealidad – sesgo no constante
Valores de referencia

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
método normalmente emplea dos evaluadores y cinco partes para el estudio. Ambos
evaluadores miden las mismas partes. El rango para cada parte es la diferencia absoluta entre
la medición obtenida por el evaluador A y la medición obtenida por el evaluador B. La suma de
las distancias es encontrada y la distancia promedio (R ) es calculada.
La variabilidad total de medición se encuentra al multiplicar la distancia promedio por
1d2
¿
donde d2¿
se encuentra en el apéndice C, con m = 2 y g = número de partes.
Partes Tasador A Tasador B Distancia (A,B)1 0.85 0.80 0.052 0.75 0.70 0.053 1.00 0.95 0.054 0.45 0.55 0.105 0.50 0.60 0.10
Rango promedio (R ) =
∑ Ri
5=0 .35
5=0.07
GRR = ( R
d2¿ )=( R
1 .19 )=( 0 .071.19 )=0 .0588
(Desviación estándar del proceso = 0.0777 de estudio previo)
% GRR = 100 * ( GRR
Desviación estándar del proceso )=75. 7 %
Estudio de calibre o gage (método del rango)
Para determinar qué porcentaje de la desviación estándar del proceso de la variación consume
el sistema de medición, convierta el GRR en un porcentaje al multiplicarlo por 100 y dividirlo
entre la desviación estándar del proceso. En el ejemplo, la desviación estándar del proceso es
0.0777,
% GRR = 100 * ( GRR
Desviación estándar del proceso )=75. 7 %
Página 88 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Se concluye que el sistema de medición necesita mejora.
Estudio de R&R Método largo
• Generalmente intervienen de dos a tres operadores
• Generalmente se toman 10 unidades
• Cada unidad es medida por cada operador, 2 ó 3 veces.
La resolución del equipo de medición debe ser de al menos el 10% del rango de tolerancia
o del rango de variación del proceso.
Las partes deben seleccionarse al azar, cubriendo el rango total del proceso. Es importante
que dichas partes sean representativas del proceso total (80% de la variación)
10 partes NO son un tamaño de muestra significativo para una opinión sólida sobre el
equipo de medición a menos que se cumpla el punto anterior.
Procedimiento para realizar un estudio de R&R
1. Asegúrese de que el equipo de medición haya sido calibrado.
2. Marque cada pieza con un número de identificación que no pueda ver la persona que
realiza la medición.
3. Haga que el primer operador mida todas las muestras una sola vez, siguiendo un orden al
azar.
4. Haga que el segundo operador mida todas las muestras una sola vez, siguiendo un orden al
azar.
5. Continúe hasta que todos los operadores hayan medido las muestras una sola vez (este es
el intento 1).
6. Repita los pasos 3-4 hasta completar el número requerido de ensayos
Página 89 de 185
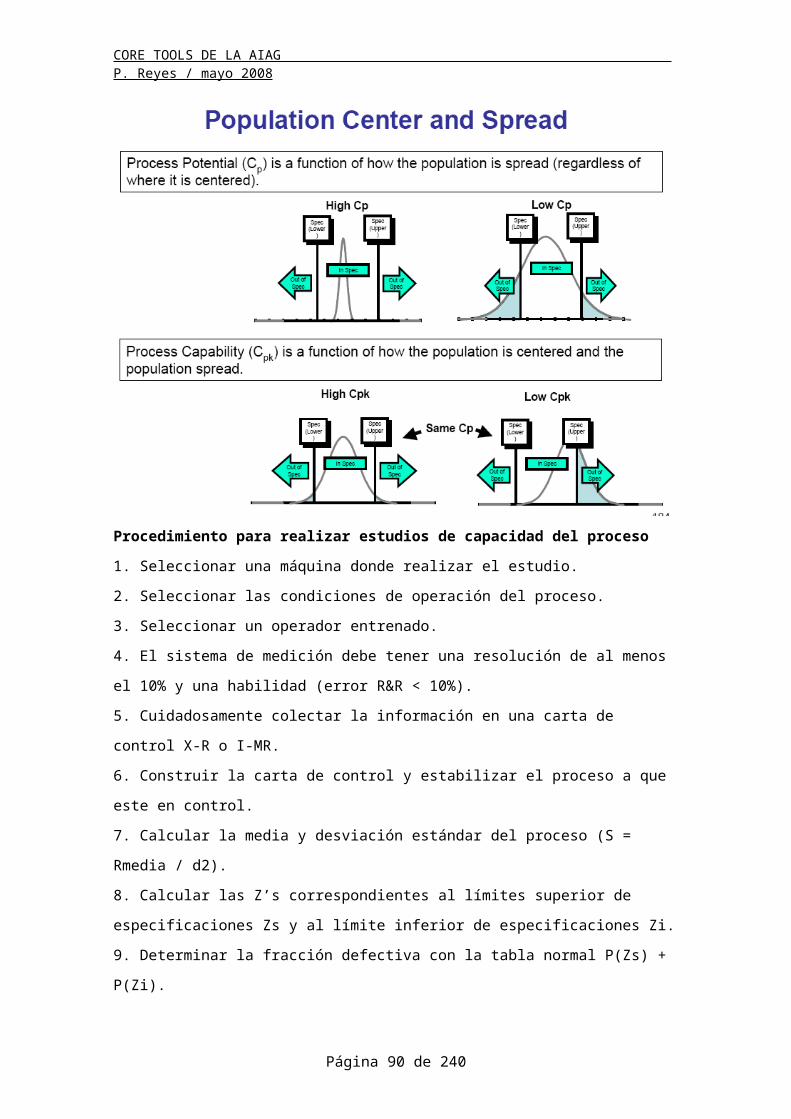
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
7. Determine las estadísticas del estudio R&R
Repetibilidad
Reproducibilidad
% R&R
Desviaciones estándar de cada uno de los conceptos mencionados
Análisis del porcentaje de tolerancia
8. Analice los resultados y determine las acciones a seguir si las hay.
Métodos de estudio del error R&R:
I.
Método de Promedios- Rango Permite separar en el sistema de medición lo referente a la Reproducibilidad y a la
Repetibilidad.
Los cálculos son más fáciles de realizar.
Cálculos numéricos
La repetibilidad de calibre o gage y cálculos de reproducibilidad son mostradas en las
siguientes dos figuras.
Página 90 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
PARTE1 2 3 4 5 6 7 8 9 10
1 A 1 0.29 -0.56 1.34 0.47 -0.80 0.02 0.59 -0.31 2.26 -1.36 0.12 2 0.41 -0.68 1.17 0.50 -0.92 -0.11 0.75 -0.20 1.99 -1.25 0.13 3 0.64 -0.58 1.27 0.64 -0.84 -0.21 0.66 -0.17 2.01 -1.31 0.24 Promedio 0.447 -0.607 1.260 0.537 -0.853 -0.100 0.667 -0.227 2.087 -1.307 0.195 Rango 0.35 0.12 0.17 0.17 0.12 0.23 0.16 0.14 0.27 0.11 0.16 B 1 0.08 -0.47 1.19 0.01 -0.56 -0.20 0.47 -0.63 1.80 -1.68 0.07 2 0.25 -1.22 0.94 1.03 -1.20 0.22 0.55 0.08 2.12 -1.62 0.18 3 0.07 -0.68 1.34 0.20 -1.28 0.06 0.83 -0.34 2.19 -1.50 0.09 Promedio 0.133 -0.790 1.157 0.413 -1.013 0.027 0.617 -0.297 2.037 -1.600 0.06
10 Rango 0.18 0.75 0.40 1.02 0.72 0.42 0.36 0.71 0.39 0.18 0.511 C 1 0.04 -1.38 0.88 0.14 -1.46 -0.29 0.02 -0.46 1.77 -1.49 -0.212 2 -0.11 -1.13 1.09 0.20 -1.07 -0.67 0.01 -0.56 1.45 -1.77 -0.213 3 -0.15 -0.96 0.67 0.11 -1.45 -0.49 0.21 -0.49 1.87 -2.16 -0.214 Promedio 0.073 -1.157 0.880 0.150 -1.327 -0.483 0.080 -0.503 1.697 -1.807 -0.2515 Rango 0.19 0.42 0.42 0.09 0.39 0.38 0.20 0.10 0.42 0.67 0.3
16Promedio de parte 0.169 -0.851 1.099 0.367 -1.064 -0.186 -0.454 -0.342 1.940 -1.571 0.00
17 = 3.518 0.3419 *UCL =
*D 4= 3.27 para 2 pruebas y 2.58 para 3 pruebas, representa el límite de R’s individuales. Circule aquellos que están más allá de este límite. Identifique la causa y corrijaRepita estas lecturas utilizando el mismo tasador y unidad como se utilizó originalmente o descarte valores y re-promedio y recompute y los valoreslimitantes de las observaciones restantes.
Notas:_______________________________________________________________________________________________________________________
PROMEDIOTasador / prueba
R 3det#/328.0513.0184.0 asadoresRRR cba 4446.02543.01903.0 XMinXMaxX DIFF 8816.058.23417.0 4 RUCLDxR
R
aXaR
bXbR
cX
X
pR
R
El procedimiento para hacer los cálculos después de que los datos han sido recolectados es el
siguiente:
1) Reste la lectura más pequeña de la más grande en las filas 1, 2 y 3; ingrese el resultado
en la fila 5. Haga lo mismo para las filas 6, 7 y 8; y 11, 12 y 13 e ingrese los resultados
en las filas 10 y 15 respectivamente.
2) Las entradas en las filas 5, 10 y 15 son campos y siempre serán valores positivos.
3) Total de la fila 5 y divida el total por el número de partes muestreadas para obtener el
promedio para las primeras pruebas del evaluadorRa . Haga lo mismo para las filas 10
y 15 para obtener Rb y R c
4) Transfiera los promedios de las filas 5, 10 y 15 (Ra ,Rb ,Rc ) a la fila 17. Júntelos y
divídalos por el número de evaluadores e ingrese el resultado R (promedio de todos
los campos)
Página 91 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
5) Ingrese R (valor promedio) en filas 19 y multiplique por D4 para obtener el límite de
control superior. D4 es 3.27 si son utilizadas dos pruebas. El valor del límite de control
superior (UCLR) de los campos individuales es ingresado a la fila 19.
6) Repita cualquier lectura que produzca un campo mayor que el UCLR calculado,
utilizando el mismo evaluador y parte como se utilizó originalmente, o descarte esos
valores y re- promedie el límite superior de control UCLR con base en el tamaño de
muestra revisada,
7) Sume las filas (fila 1, 2, 3, 6, 7, 8, 11, 12 y 13). Divida la suma en cada fila por el número
de partes muestreadas e ingrese esos valores en la columna de la derecha llamada
“promedio”
8) Agregue los promedios en las filas 1, 2 y 3 y divida el total por el número de pruebas e
ingrese el valor en la fila 4 en el bloque X a . Repita esta operación para las filas 6, 7 y
8; 11, 12 y 13 e ingrese los resultados en los bloque para X b y X c en las filas 9 y 14
respectivamente
9) Ingrese los promedios máximos y mínimos de las filas 4, 9 y 14 en el espacio apropiado
en la fila 18 y determine las diferencias. Ingrese la diferencia en el espacio etiquetado:
X DIFF en la fila 18
10) Sume las mediciones para cada prueba, para cada parte y divida el total por el número
de mediciones (número de pruebas número de veces de evaluadores). Ingrese los
resultados en la fila 16 en los espacios proporcionados para el promedio de parte.
11) Reste el promedio más pequeño de parte del promedio más alto de parte e ingrese el
resultado en el espacio etiquetado Rp en la fila 16. Rp es el campo de promedios de
parte
Lo siguiente se refiere a la figura 25
12) Transferir los valores calculados de R , X DIFF y Rp en los espacios vacíos
proporcionados en el lado del reporte.
13) Realice los cálculos bajo la columna titulada “Análisis de unidad de medición” del lado
izquierdo del formato
14) Realice los cálculos bajo la columna titulada “% variación total” del lado derecho del
formato
Página 92 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
15) Verifique los resultados para asegurarse de no haber cometido errores.
Hoja de recolección de datos de medida de repetibilidad y reproducibilidad con datos y
cálculos realizados.
No. de parte y nombre: Nombre de medida: Fecha:Características: Medida No.: Realizado por:Especificaciones: Tipo de medida:
De hoja de datos:
Repetitividad-Variación de equipo (EV ) %EV = 100[EV/TV ] = 100[0.20188/1.14610]
=0.3417 x 0.5908 Pruebas K 1 = 17.62% =0.20188 2 0.8862
3 0.5908Reproducibilidad - Variación del tasador (AV )
%AV = 100[AV/TV ]AV = = 100 [0.22963/1.14610]
= 20.04%
= 0.22963Tasador 2 3
n = partes r = pruebas 0.7071 0.5231Repetitividad y reproducibilidad (GRR )
% GRR= 100[GRR /TV ]GRR = = 100[0.30575/1.14610]
= 26.68% = Partes = 0.30575 2 0.7071
Variación de parte (PV ) 3 0.5231 % PV = 100[PV /TV ]PV = 4 0.4467 = 100[1.10456/1.14610]
= 1.10456 5 0.4030 = 96.38%Variación Total (TV ) 6 0.3742
TV= 7 0.3534 ndc =8 0.3375 = 1.41(1.10456/0.30575)
= 9 0.3249 = 5.094~5 = 1.14610 10 0.3146
Para información sobre la teoría y constantes utilizadas en el formato vea MSA manual de referencia, tercera edición
Repetitividad de medida y reporte de reproducibilidad
Análisis de unidad de medición % de variación total (TV )
3417.0R 4446.0DIFFX 511.3pR
1xKREV
nrEVxKX DIFF /22
2
310/20188.05231.04446.0 22 xx
2K
22 AVEV
22 22963.020188.0
3xKRp
22 PVGRR
22 10456.130575.0
3K
Reporte de repetibilidad de medida y reproducibilidad
Análisis de resultados numérico
Las figuras anteriormente mostradas proporcionarán un método para el análisis numérico de
los datos de estudio. El análisis estimará la variación y porcentaje de variación del proceso para
el sistema de medición total y sus componentes de repetibilidad, reproducibilidad y variación
de parte.
En el lado izquierdo de la figura 25, la desviación estándar es calculada para cada componente
de variación. La repetibilidad o variación de equipo (EV o σ E ) es determinada multiplicando
Página 93 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
el campo promedio ( R ) por una constante (k1). k1 dependiendo del número de pruebas
utilizadas en el estudio de calibre es igual a la inversa de d2¿
es dependiente del número de
evaluadores (m) y g = 1. Desde que la variación del evaluador está contaminada por la
variación en el equipo, debe ser ajustada mediante la sustracción de una fracción de la
variación del equipo. La variación del evaluador (AV) es calculada por:
AV=√ ( XDIFF xK2 )2−( EV )2
nr
donde n = número de partes y r = número de pruebas
La variación del sistema de medición para la repetibilidad y reproducibilidad (GRR o σ M ) es
calculada al añadir el cuadrado de la variación del equipo y el cuadrado de la variación del
evaluador, y tomando la raíz cuadrada de la siguiente manera:
GRR=√ ( EV )2+( AV )2
La variación de la parte (PV o σ p )se determina al multiplicar el rango de los promedios de
parte (Rp ) por una constante (K3 ) . (K3 ) depende del número de partes utilizadas en el
estudio de medida y es el inverso de d2¿
que se obtiene del apéndice C. d2¿
es dependiente del
número de partes (m) y (g). En esta situación g = 1 pues es sólo una medida de cálculo.
Si la variación del proceso es conocida y su valor está basado en 6 σ , puede ser utilizado en
lugar de la variación total del estudio (TV) calculada de los datos de estudio del calibre. Para lo
cual se realizan los siguientes dos cálculos:
1) TV=var iacióndelproceso
6. 00
2) PV=√ (TV )2−(GRR )2
Página 94 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Una vez que la variabilidad para cada factor en el estudio de calibre es determinado, puede ser
comparada a la variación total (TV). Este se cumple al realizar los cálculos al lado derecho del
reporte de medida de la figura 25 bajo “% Variación total”.
El porcentaje de consumo de la variación del equipo (%EV) de la variación total es calculado
por 100[EV/TV].
La suma de los porcentajes consumidos por cada factor no serán igual al 100%
El resultado de esta variación total de porcentaje necesita ser evaluado para determinar si el
sistema de medición es aceptable para esta aplicación.
Si el análisis está basado en la tolerancia en lugar de la variación del proceso, entonces el
reporte de repetibilidad y reproducibilidad de medida (fig. 25) puede ser modificado por lo que
el lado derecho represente el porcentaje de tolerancia en lugar del porcentaje de la variación
total. En tal caso, % EV, % AV, %GRR y % PV son calculados por sustitución del valor de
tolerancia dividido por seis en el denominador de los cálculos en lugar de la variación total.
En paso final en el análisis numérico es determinar el número de distintas categorías que
pueden ser distinguidas por el sistema de medición.
Análisis gráfico
Un método gráfico que es sugerido es el de diagrama de interacción. Confirma los resultados
de la prueba F donde la interacción es o no significativa. Aquí se grafica, el promedio de
medición de evaluador por parte contra número de parte (1, 2, 3...etc.). Los puntos para cada
promedio por evaluador son conectados para formar k líneas (número de evaluadores). La
manera para interpretar la gráfica es si las líneas K son paralelas no existe término de
Página 95 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
interacción. Donde las líneas no son paralelas, la interacción puede ser significativa.
Ejemplo: Método de X-R en Minitab:
0. File > Open worksheet > Gageaiag.mtw
1. STAT>QUALITY TOOLS>GAGE STUDY > Gage R&R (Crossed)
2. Seleccione C1 (parte), C2 (operador), C3 (Medición)
3. Método de Análisis Xbar and R
4. En Options Seleccionar: Study variation 5.15 Process tolerance 12 Alfa to remove
interaction 0.25
5. OK
Los resultados son los siguientes:
Gage R&R Study - XBar/R Method %ContributionSource VarComp (of VarComp)Total Gage R&R 0.09357 7.13 Repeatability 0.04073 3.10 Reproducibility 0.05284 4.03Part-To-Part 1.21909 92.87Total Variation 1.31266 100.00
Process tolerance = 12
Study Var %Study Var %ToleranceSource StdDev (SD) (5.15 * SD) (%SV) (SV/Toler)Total Gage R&R 0.30589 1.57535 26.70 13.13 Repeatability 0.20181 1.03933 17.61 8.66 Reproducibility 0.22988 1.18386 20.06 9.87Part-To-Part 1.10412 5.68623 96.37 47.39Total Variation 1.14571 5.90042 100.00 49.17
Number of Distinct Categories = 5
Gage R&R for Measurement
Página 96 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Part-to-PartReprodRepeatGage R&R
100
50
0
Perc
ent
% Contribution% Study Var% Tolerance
1.0
0.5
0.0
Sam
ple
Rang
e
_R=0.342
UCL=0.880
LCL=0
A B C
2
0
-2
Sam
ple
Mea
n
__X=0.001UCL=0.351LCL=-0.348
A B C
10987654321
2
0
-2
Part
CBA
2
0
-2
Operator
10 9 8 7 6 5 4 3 2 1
2
0
-2
Part
Aver
age A
BC
Operator
Gage name: Date of study:
Reported by: Tolerance: Misc:
Components of Variation
R Chart by Operator
Xbar Chart by Operator
Measurement by Part
Measurement by Operator
Operator * Part Interaction
Gage R&R (Xbar/ R) for Measurement
En este caso el sistema de medición no es adecuado para el control de proceso (%SV), ni para
el control del producto final (%Tolerance) que debe ser menor al 10%.
Carta de promedios
Los promedios de las lecturas múltiples de cada evaluador en cada parte son graficadas por el
evaluador con el número de parte como un índice. Esto puede ayudar a determinar
consistencia entre los evaluadores. La gráfica de promedio resultante proporciona un
indicador de “usabilidad” del sistema de medición.
El área dentro de los límites de control representa la sensibilidad (ruido) de la medición. Dado
que el grupo de partes utilizadas en el estudio representan la variación del proceso,
aproximadamente la mitad o más de la mitad de los promedios caerán fuera de los límites de
control. Si los datos muestran este patrón, entonces el sistema de medición puede
proporcionar información útil para el análisis y control del proceso.
La revisión de las gráficas indica que el sistema de medición aparenta tener suficiente
discriminación para procesos con variación descritas por la muestra de las partes.
Página 97 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Cartas de rango
La gráfica de control de rango es utilizada para determinar si el proceso está en control. La
razón de esto es que no importa que tan grande sea el error de medición, los límites de control
permitirán ese error. Es por eso que las causas especiales necesitan ser identificadas y
removidas antes de realizar un estudio de medición.
Los rangos de lecturas múltiples de cada evaluador sobre cada parte son graficados en una
carta de rango estándar incluyendo el rango promedio y los límites de control.
Si un evaluador está fuera de control, el método utilizado difiere de otros. Si todos los
evaluadores tienen algunos campos fuera de control, el sistema de medición es sensible a la
técnica del evaluador y es necesario mejorar para obtener datos confiables.
La carta de rango puede ayudar en la determinación de:
Control estadístico con respecto a la repetibilidad
Consistencia del proceso de medición entre evaluadores para cada parte.
Una revisión de las cartas de control indica que hay diferencia de variabilidad entre los
evaluadores, el evaluador B debe repetir las mediciones en la parte 4.
Carta de tendencia
Las lecturas individuales son graficadas por parte para todos los evaluadores para tener idea
de:
el efecto de las partes individuales en la consistencia de variación
indicación de lecturas anormales.
Página 98 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
La revisión de la carta no indica puntos aberrantes (outliers) o partes no consistentes.
II. Método ANOVA
En el análisis de varianza, la variación puede ser descompuesta en cuatro categorías: partes,
evaluadores, interacción entre partes y evaluadores, y error de replica debido al calibre.
Permite separar en el sistema de medición lo referente a la Reproducibilidad y a la
Repetibilidad.
También proporciona información acerca de las interacciones de un operador y otro en
cuanto a la parte.
Calcula las varianzas en forma más precisa.
Los cálculos numéricos requieren de una computadora.
Las ventajas de las técnicas ANOVA en comparación con los métodos de promedio y ranggo
son:
Tienen la capacidad de manejar cualquier ajuste experimental
Pueden estimar las variaciones de manera más precisa
Extraen más información (tal como la interacción entre partes y efecto por el
evaluador) de los datos experimentales.
El Método ANOVA es más preciso
Ejemplo: Método de ANOVA en Minitab:
0. File > Open worksheet > Gageaiag.mtw
1. STAT>QUALITY TOOLS>GAGE STUDY > Gage R&R (Crossed)
2. Seleccione C1 (parte), C2 (operador), C3 (Medición)
3. Método de Análisis ANOVA
4. En Options Seleccionar: Study variation 5.15 Process tolerance 12 Alfa to remove
interaction 0.25
Página 99 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
5. OK
Two-Way ANOVA Table With Interaction
Source DF SS MS F PPart 9 88.3619 9.81799 492.291 0.000Operator 2 3.1673 1.58363 79.406 0.000Part * Operator 18 0.3590 0.01994 0.434 0.974Repeatability 60 2.7589 0.04598Total 89 94.6471
Alpha to remove interaction term = 0.25
Two-Way ANOVA Table Without Interaction Source DF SS MS F PPart 9 88.3619 9.81799 245.614 0.000Operator 2 3.1673 1.58363 39.617 0.000Repeatability 78 3.1179 0.03997Total 89 94.6471
Gage R&R %ContributionSource VarComp (of VarComp)Total Gage R&R 0.09143 7.76 Repeatability 0.03997 3.39 Reproducibility 0.05146 4.37 Operator 0.05146 4.37Part-To-Part 1.08645 92.24Total Variation 1.17788 100.00
Process tolerance = 12
Study Var %Study Var %ToleranceSource StdDev (SD) (5.15 * SD) (%SV) (SV/Toler)Total Gage R&R 0.30237 1.55721 27.86 12.98 Repeatability 0.19993 1.02966 18.42 8.58 Reproducibility 0.22684 1.16821 20.90 9.74 Operator 0.22684 1.16821 20.90 9.74Part-To-Part 1.04233 5.36799 96.04 44.73Total Variation 1.08530 5.58929 100.00 46.58
Number of Distinct Categories = 4
La interacción no es significativa, y los errores de R&R indican que equipo de medición no es
adecuado, ni el número de categorías (debe ser al menos 4).
Página 100 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Gage R&R for Measurement
Evaluación de la capacidad de sistemas de medición
Part-to-PartReprodRepeatGage R&R
100
50
0
Perc
ent
% Contribution% Study Var% Tolerance
1.0
0.5
0.0
Sam
ple
Rang
e
_R=0.342
UCL=0.880
LCL=0
A B C
2
0
-2
Sam
ple
Mea
n
__X=0.001UCL=0.351LCL=-0.348
A B C
10987654321
2
0
-2
Part
CBA
2
0
-2
Operator
10 9 8 7 6 5 4 3 2 1
2
0
-2
Part
Aver
age A
BC
Operator
Gage name: Date of study:
Reported by: Tolerance: Misc:
Components of Variation
R Chart by Operator
Xbar Chart by Operator
Measurement by Part
Measurement by Operator
Operator * Part Interaction
Gage R&R (ANOVA) for Measurement
Las conclusiones son similares que con el método de X barra – R.
Existen ciertas propiedades fundamentales que definen un “buen” sistema de medición. Esto
incluye:
1) Discriminación y sensibilidad adecuada. Los incrementos de medida deberían ser
pequeños en relación a la variación del proceso o límites de especificación para el
propósito de medición. La regla de 10 a 1, establece que la discriminación del
instrumento deberá dividir la tolerancia (variación del proceso) en diez partes o más.
2) El sistema de medición debería estar en control estadístico, la variación en el sistema
de medición se deba a causas comunes y no debido a causas especiales. Esto puede
conocerse como estabilidad estadística y se evalúa mejor por métodos gráficos.
3) Para control de producto, la variabilidad del sistema de medición debe ser pequeño
comparado a los límites de las especificaciones.
4) Para el control del proceso, la variabilidad del sistema de medición trata en algo de
demostrar una resolución efectiva y de ser pequeña comparada a la variación del
proceso de manufactura.
Página 101 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
GAGE REPEATABILITY AND REPRODUCIBILITY DATA SHEET GAGE REPEATABILITY AND REPRODUCIBILITY DATA SHEETVARIABLE DATA RESULTS VARIABLE DATA RESULTS
Part Number Gage Name Appraiser ANUMBERPart Name Gage Number Appraiser BNAMECharacteristic Specification Gage Type Appraiser C
Lower UpperCharacteristic Classification Trials Parts Appraisers Date Performed
APPRAISER/ PART AVERAGETRIAL # 1 2 3 4 5 6 7 8 9 101. A 1
2. 2
3. 34. AVE xa=
5. R ra=
6. B 1
7. 2
8. 39. AVE xb=
10. R rb=
11. C 1
12. 2
13. 314. AVE xc=
15. R rc=
16. PART X= AVERAGE Rp=
17. (ra + rb + rc) / (# OF APPRAISERS) = R=
18. xDIFF = (Max x - Min x) = xDIFF=
19. * UCLR = R x D4 = UCLR=
* D4 =3.27 for 2 trials and 2.58 for 3 trials. UCLR represents the limit of individual R's. Circle those that arebeyond this limit. Identify the cause and correct. Repeat these readings using the same appraiser and unit as originally used ordiscard values and re-average and recompute R and the limiting value from the remaining observations.
Notes:
Página 102 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
GAGE REPEATABILITY AND REPRODUCIBILITY DATA SHEETVARIABLE DATA RESULTS
Part Number Gage Name Appraiser ANUMBERPart Name Gage Number Appraiser BNAMECharacteristic Gage Type Appraiser C
Characteristic Classification Trials Parts Appraisers Date Performed
Measurement Unit Analysis % Total Variation (TV) Repeatability - Equipment Variation (EV)
EV = R x K1 Trials K1 % EV = 100 (EV/TV)
= 2 0.8865 =
= 3 0.5907 = Reproducibility - Appraiser Variation (AV)
AV = {(xDIFF x K2)2 - (EV2/nr)}1/2
% AV = 100 (AV/TV)
= =
= =
Appraisers 2 3 n = parts r = trials K2 0.7087 0.5236
Repeatability & Reproducibility (GRR) % GRR = 100 (GRR/TV)
GRR = {(EV2 + AV2)}1/2 Parts K3 =
= 2 0.7087 =
= 3 0.5236 Part Variation (PV) 4 0.4464
PV = RP x K3 5 0.4032 % PV = 100 (PV/TV)
= 6 0.3745 == 7 0.3534 =
Total Variation (TV) 8 0.3378
TV = {(GRR2 + PV2)}1/29 0.3247 ndc = 1.41(PV/GRR)
= 10 0.3145 =
= =
For information on the theory and constants used in the form see MSA Reference Manual , Third edition.
Página 103 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
GAGE REPEATABILITY AND REPRODUCIBILITY DATA SHEETVARIABLE DATA RESULTS
Part Number Gage Name Appraiser ANUMBERPart Name Gage Number Appraiser BNAMECharacteristic Gage Type Appraiser C
Characteristic Classification Trials Parts Appraisers Date Performed
Measurement Unit Analysis % Tolerance (Tol) Repeatability - Equipment Variation (EV)
EV = R x K1 Trials K1 % EV = 100 (EV/Tol)
= 2 0.8865 =
= 3 0.5907 = Reproducibility - Appraiser Variation (AV)
AV = {(xDIFF x K2)2 - (EV2/nr)}1/2
% AV = 100 (AV/Tol)
= =
= =
Appraisers 2 3 n = parts r = trials K2 0.7087 0.5236
Repeatability & Reproducibility (GRR) % GRR = 100 (GRR/Tol)
GRR = {(EV2 + AV2)}1/2 Parts K3 =
= 2 0.7087 =
= 3 0.5236 Part Variation (PV) 4 0.4464
PV = RP x K3 5 0.4032 % PV = 100 (PV/Tol)
= 6 0.3745 == 7 0.3534 =
Tolerance (Tol) 8 0.3378
Tol = Upper - Lower / 6 9 0.3247 ndc = 1.41(PV/GRR)
= ( Upper - Lower ) / 6 10 0.3145 =
= =
For information on the theory and constants used in the form see MSA Reference Manual , Third edition.
Página 104 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Estudios de R&R por atributos
Una empresa está entrenando a cinco evaluadores para la porción escrita de un examen
estándar de doceavo grado. Se requiere determinar la habilidad de los evaluadores para
calificar el examen de forma que sea consistente con los estándares. Cada uno de los
evaluadores califica 15 exámenes en una escala de cinco puntos (-2, -1, 0, 1, 2):
1 Abrir el archive ESSAY.MTW.
2 Seleccionar Stat > Quality Tools > Attribute Agreement Analysis.
3 En Attribute column, poner Rating.
4 En Samples, poner Sample.
5 En Appraisers, poner Appraiser.
6 En Known standard/attribute, poner Attribute.
7 Checar Categories of the attribute data are ordered y poner OK
El contenido del archivo es como sigue:
Appraiser Sample RatingAttribut
eSimpson 1 2 2
Montgomery 1 2 2
Holmes 1 2 2Duncan 1 1 2Hayes 1 2 2
Simpson 2 -1 -1Montgomer
y 2 -1 -1Holmes 2 -1 -1Duncan 2 -2 -1Hayes 2 -1 -1
Simpson 3 1 0Montgomer
y 3 0 0Holmes 3 0 0Duncan 3 0 0Hayes 3 0 0
Simpson 4 -2 -2Montgomer
y 4 -2 -2Holmes 4 -2 -2Duncan 4 -2 -2Hayes 4 -2 -2
Página 105 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Simpson 5 0 0Montgomer
y 5 0 0Holmes 5 0 0Duncan 5 -1 0Hayes 5 0 0
Simpson 6 1 1Montgomer
y 6 1 1Holmes 6 1 1Duncan 6 1 1Hayes 6 1 1
Simpson 7 2 2Montgomer
y 7 2 2Holmes 7 2 2Duncan 7 1 2Hayes 7 2 2
Simpson 8 0 0Montgomer
y 8 0 0Holmes 8 0 0Duncan 8 0 0Hayes 8 0 0
Simpson 9 -1 -1Montgomer
y 9 -1 -1Holmes 9 -1 -1Duncan 9 -2 -1Hayes 9 -1 -1
Simpson 10 1 1Montgomer
y 10 1 1Holmes 10 1 1Duncan 10 0 1Hayes 10 2 1
Simpson 11 -2 -2Montgomer
y 11 -2 -2Holmes 11 -2 -2Duncan 11 -2 -2Hayes 11 -1 -2
Simpson 12 0 0Montgomer
y 12 0 0Holmes 12 0 0Duncan 12 -1 0Hayes 12 0 0
Simpson 13 2 2Montgomer 13 2 2
Página 106 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
yHolmes 13 2 2Duncan 13 2 2Hayes 13 2 2
Simpson 14 -1 -1Montgomer
y 14 -1 -1Holmes 14 -1 -1Duncan 14 -1 -1Hayes 14 -1 -1
Simpson 15 1 1Montgomer
y 15 1 1Holmes 15 1 1Duncan 15 1 1Hayes 15 1 1
Gage R&R for Datos / Results for: Essay.MTW Attribute Agreement Analysis for Rating Each Appraiser vs Standard Assessment AgreementAppraiser # Inspected # Matched Percent 95 % CIDuncan 15 8 53.33 (26.59, 78.73)Hayes 15 13 86.67 (59.54, 98.34)Holmes 15 15 100.00 (81.90, 100.00)Montgomery 15 15 100.00 (81.90, 100.00)Simpson 15 14 93.33 (68.05, 99.83)
# Matched: Appraiser's assessment across trials agrees with the known standard.Fleiss' Kappa StatisticsAppraiser Response Kappa SE Kappa Z P(vs > 0)Duncan -2 0.58333 0.258199 2.25924 0.0119 -1 0.16667 0.258199 0.64550 0.2593 0 0.44099 0.258199 1.70796 0.0438 1 0.44099 0.258199 1.70796 0.0438 2 0.42308 0.258199 1.63857 0.0507 Overall 0.41176 0.130924 3.14508 0.0008Hayes -2 0.62963 0.258199 2.43855 0.0074 -1 0.81366 0.258199 3.15131 0.0008 0 1.00000 0.258199 3.87298 0.0001 1 0.76000 0.258199 2.94347 0.0016 2 0.81366 0.258199 3.15131 0.0008 Overall 0.82955 0.134164 6.18307 0.0000Holmes -2 1.00000 0.258199 3.87298 0.0001 -1 1.00000 0.258199 3.87298 0.0001 0 1.00000 0.258199 3.87298 0.0001 1 1.00000 0.258199 3.87298 0.0001 2 1.00000 0.258199 3.87298 0.0001 Overall 1.00000 0.131305 7.61584 0.0000Montgomery -2 1.00000 0.258199 3.87298 0.0001 -1 1.00000 0.258199 3.87298 0.0001 0 1.00000 0.258199 3.87298 0.0001 1 1.00000 0.258199 3.87298 0.0001
Página 107 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
2 1.00000 0.258199 3.87298 0.0001 Overall 1.00000 0.131305 7.61584 0.0000Simpson -2 1.00000 0.258199 3.87298 0.0001 -1 1.00000 0.258199 3.87298 0.0001 0 0.81366 0.258199 3.15131 0.0008 1 0.81366 0.258199 3.15131 0.0008 2 1.00000 0.258199 3.87298 0.0001 Overall 0.91597 0.130924 6.99619 0.0000
Kendall's Correlation CoefficientAppraiser Coef SE Coef Z PDuncan 0.89779 0.192450 4.61554 0.0000Hayes 0.96014 0.192450 4.93955 0.0000Holmes 1.00000 0.192450 5.14667 0.0000Montgomery 1.00000 0.192450 5.14667 0.0000Simpson 0.93258 0.192450 4.79636 0.0000
Between Appraisers Assessment Agreement# Inspected # Matched Percent 95 % CI 15 6 40.00 (16.34, 67.71)
# Matched: All appraisers' assessments agree with each other.Fleiss' Kappa StatisticsResponse Kappa SE Kappa Z P(vs > 0)-2 0.680398 0.0816497 8.3331 0.0000-1 0.602754 0.0816497 7.3822 0.00000 0.707602 0.0816497 8.6663 0.00001 0.642479 0.0816497 7.8687 0.00002 0.736534 0.0816497 9.0207 0.0000Overall 0.672965 0.0412331 16.3210 0.0000
Kendall's Coefficient of Concordance Coef Chi - Sq DF P0.966317 67.6422 14 0.0000
All Appraisers vs Standard Assessment Agreement# Inspected # Matched Percent 95 % CI 15 6 40.00 (16.34, 67.71)
# Matched: All appraisers' assessments agree with the known standard.Fleiss' Kappa StatisticsResponse Kappa SE Kappa Z P(vs > 0)-2 0.842593 0.115470 7.2971 0.0000-1 0.796066 0.115470 6.8941 0.00000 0.850932 0.115470 7.3693 0.00001 0.802932 0.115470 6.9536 0.00002 0.847348 0.115470 7.3383 0.0000Overall 0.831455 0.058911 14.1136 0.0000
Kendall's Correlation Coefficient Coef SE Coef Z P0.958102 0.0860663 11.1100 0.0000
Página 108 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
* NOTE * Single trial within each appraiser. No percentage of assessment agreement within appraiser is plotted.
Página 109 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Interpretación de resultados
Minitab muestra tres tablas de acuerdo: Cada evaluador vs el estándar, Entre evaluadores y
Todos los evaluadores vs estándar. Los estadísticos de Kappa y Kendall también se incluyen en
cada una de las tablas. En general estos estadísticos sugieren buen acuerdo.
El coeficiente de Kendall entre evaluadores es 0.966317 (p = 0.0); para todos los evaluadores
vs estándar es 0.958192 (p = 0.0). Sin embargo la observación del desempeño de Duncan y
Haues indica que no se apegan al estándar.
La gráfica de Evaluadores vs. Estándar proporciona una vista gráfica de cada uno de los
evaluadores vs el estándar, pudiendo comparar fácilmente la determinación de acuerdos para
los cinco evaluadores.
Se puede concluir que Duncan, Hayes y Simpson requieren entrenamiento adicional.
Página 110 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Part Number Gage Name Date Performed Appraiser A
Part Name Gage Number Gage Type Appraiser B
Characteristic Upper Specification Lower Specification Appraiser C
PART A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 ReferenceReference
Value Code123456789
10111213141516171819202122232425262728293031323334353637383940
GAGE REPEATABILITY AND REPRODUCIBILITY REPORTATTRIBUTE HYPOTHESIS TEST METHOD
DATA TABLE
NUMBER
NAME
Página 111 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Evaluación de la Linealidad
Un supervisor de planta fue entrenado a un nuevo sistema de medición para el proceso. Como
parte del PPAP la linealidad del sistema de medición requería ser evaluada. Cinco partes
fueron escogidas a través del rango de operación del sistema de medición con base en la
variación documentada del proceso. Cada parte fue medida por inspección de layout para
determinar su valor de referencia. Cada parte fue medida doce veces por el operador. Las
partes fueron seleccionadas al azar durante el estudio.
1 2 3 4 5
2.00 4.00 6.00 8.00 10.001 2.70 5.10 5.80 7.60 9.102 2.50 3.90 5.70 7.70 9.303 2.40 4.20 5.90 7.80 9.504 2.50 5.00 5.90 7.70 9.305 2.70 3.80 6.00 7.80 9.406 2.30 3.90 6.10 7.80 9.507 2.50 3.90 6.00 7.80 9.508 2.50 3.90 6.10 7.70 9.509 2.40 3.90 6.40 7.80 9.60
10 2.40 4.00 6.30 7.50 9.2011 2.60 4.10 6.00 7.60 9.3012 2.40 3.80 6.10 7.70 9.40
PR
UE
BA
S
Valor de referencia de parte
Tabla. Estudio de datos de linealidad
Utilizando una hoja de Excel y software estadístico, el supervisor generó la gráfica de
linealidad.
1 2 3 4 5
2.00 4.00 6.00 8.00 10.001 0.7 1.1 -0.2 -0.4 -0.92 0.5 -0.1 -0.3 -0.3 -0.73 0.4 0.2 -0.1 -0.2 -0.54 0.5 1.0 -0.1 -0.3 -0.75 0.7 -0.2 0.0 -0.2 -0.66 0.3 -0.1 0.1 -0.2 -0.57 0.5 -0.1 0.0 -0.2 -0.58 0.5 -0.1 0.1 -0.3 -0.59 0.4 -0.1 0.4 -0.2 -0.4
10 0.4 0.0 0.3 -0.5 -0.811 0.6 0.1 0.0 -0.4 -0.712 0.4 -0.2 0.1 -0.3 -0.6
Promedio de tendencias 0.491667 0.125 0.025 -0.29167 -0.61667
Tend
enci
a
Valor de referencia de parte
Página 112 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Tabla: estudio de linealidad – Resultados intermedios
Reference Value
Bias
108642
1.0
0.5
0.0
-0.5
-1.0
0
Regression95% CI
DataAvg Bias
Perc
ent
BiasLinearity
10
5
0
Gage Linearity
Slope -0.13167 0.01093 0.000
Predictor Coef SE Coef PConstant 0.73667 0.07252 0.000
S 0.23954 R-Sq 71.4%Linearity 1.86889 %Linearity 13.2
Gage Bias
2 0.491667 3.5 0.0004 0.125000 0.9 0.2936 0.025000
Reference
0.2 0.6888 -0.291667 2.1 0.000
10 -0.616667 4.3 0.000
Bias %Bias PAverage -0.053333 0.4 0.040
Gage name:Date of study:
Reported by:Tolerance:Misc:
Percent of Process Variation
Gage Linearity and Bias Study for Response
El valor R2 indica que la regresión lineal puede no ser un modelo apropiado para este tipo de
datos.
Página 113 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
5. Análisis del modo y efecto de falla (FMEA) El Análisis Efecto Modo Falla es una metodología para evaluar un sistema, diseño, proceso o
servicio, las posibles maneras en las que pueda fallar, los problemas, errores, fallas, riesgos
que puedan ocurrir.
Es una técnica de ingeniería usada para definir, identificar y eliminar las fallas potenciales,
problemas, errores que se pueden presentar en los sistemas, diseño, proceso y/o servicio
antes de que estos lleguen al cliente.
El AMEF deberá identificar decisiones correctivas requeridas para prevenir fallas antes de que
los sistemas, diseños, procesos o servicios hayan finalizado.
El AMEF provee de un método sistemático para examinar para examinar todas las formas en
las que una falla pueda ocurrir.
La esencia del AMEF es identificar y prevenir problemas conocidos y potenciales que pueden
llegar al cliente. Para esto se tienen que priorizar las posibles fallas o los problemas.
Existen tres componentes que ayudas a priorizar las fallas o problemas:
Ocurrencia (O): Frecuencia de la falla.
Severidad (S): Los efectos de la falla.
Detención (D: Es la habilidad para detectar la falla antes de que llegue al cliente.
AMEF de Diseño (DFMEA)
Se usa para analizar un producto con base en sus componentes y funciones. Un AMEF de
diseño se enfoca a los modos de falla causados por diseños deficientes. El resultado de un
AMEF es:
Una lista potencial de modos de falla calificado por un RPN.
Una lista potencial de características críticas y/o significativas.
Una lista potencial de acciones recomendadas dirigidas a las características críticas o
significativas.
Una lista potencial de eliminación de causas de modo de falla, reducción de la
ocurrencia, mejora de la detección de defectos.
Los beneficios del AMEF de diseño son:
Página 114 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
La identificación de las deficiencias del diseño del producto y ofrecer un plan acciones
correctivas.
Identificar características críticas y/o significativas y ayuda a desarrollar planes de
control.
Establecer una prioridad en las acciones correctivas.
Asistencia en el análisis de revisión de diseño.
Documentación relacionada con los cambios.
El enfoque del AMEF de diseño es minimizar los efectos de las deficiencias del diseño.
Proceso
Desarrollar lista de Entradas, Salidas y Características/Artículos - diagrama de bloque
de referencia, Matriz de Causa Efecto.
Evaluar entradas y características de la función requerida para producir la salida.
Evaluar Interfaz entre las funciones para verificar que todos los Posibles Efectos sean
analizados.
Asumir que las partes se manufacturan de acuerdo con la intención del diseño.
Evaluar 3 (tres) niveles de Efectos del Modo de Falla
• Efectos Locales: Efectos en el área local; impactos Inmediatos
• Efectos Mayores Subsecuentes: entre efectos locales y usuario final
• Efectos Finales: efecto en el Usuario Final del producto
Causas relacionadas con el diseño: características de la Parte, selección de Material,
Tolerancias/Valores objetivo, configuración, Modos de Falla a nivel de Componente
Causas que no pueden ser Entradas de Diseño, tales como: ambiente, Vibración, Aspecto
Térmico
Mecanismos de Falla: rendimiento, Fatiga, Corrosión, Desgaste
Página 115 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 116 de 185
Syste
m
POT
ENTIA
LFA
ILURE
MOD
E AN
D EF
FECT
S AN
ALYS
ISSu
bsys
tem
(DES
IGN
FMEA
)FM
EA N
umbe
r:
Com
pone
ntDe
sign
Resp
onsib
ility:
Prep
ared
by:
Mod
el Ye
ar(s)
/Veh
icle(
s)
Key D
ate
Date
(Orig
.)
Core
Tea
m:
Date
(Rev
.)
CO
Curre
ntD
Sl
cDe
sign
eR.
ea
cCo
ntrols
tP.
SO
DR.
vs
u
-Pr
even
tion
eN.
ec
eP.
sr
-D
etecti
onc
vc
tN.
Item
/ Fu
nctio
nRe
comm
ende
d Ac
tion(
s)
Resp
onsib
ility
& Ta
rget
Comp
letion
Da
te
Actio
n Res
ults
Actio
ns
Take
n
Poten
tial
Failu
re
Mode
Poten
tial
Effe
ct(s)
of
Failu
re
Poten
tial
Caus
es(s
)/ Me
chan
ism(s
) of
Failu
re
FILE
.XLS
APPL
ICAT
ION
ORGA
NIZA
TION

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
SEVERIDADEfecto Rango Criterio
No 1 Sin efecto
Muy poco 2 Cliente no molesto. Poco efecto en el desempeño del artículo o sistema.
Poco 3 Cliente algo molesto. Poco efecto en el desempeño del artículo o sistema.
Menor 4 El cliente se siente un poco fastidiado. Efecto menor en el desempeño del artículo o sistema.
Moderado 5 El cliente se siente algo insatisfecho. Efecto moderado en el desempeño del artículo o sistema.
Significativo 6 El cliente se siente algo inconforme. El desempeño del artículo se ve afectado, pero es operable y está a salvo. Falla parcial, pero operable.
Mayor 7 El cliente está insatisfecho. El desempeño del artículo se ve seriamente afectado, pero es funcional y está a salvo. Sistema afectado.
Extremo 8 El cliente muy insatisfecho. Artículo inoperable, pero a salvo. Sistema inoperable.
Serio 9 Efecto de peligro potencial. Capaz de descontinuar el uso sin perder tiempo, dependiendo de la falla. Se cumple con el reglamento del gobierno en materia de riesgo.
Peligro 10 Efecto peligroso. Seguridad relacionada - falla repentina. Incumplimiento con reglamento del gobierno.
45
Ocurrencia CriteriosRemota Falla improbable. No existen fallas
asociadas con este producto o con un producto casi idéntico
Muy Poca Sólo fallas aisladas asociadas con este producto o con un producto casi idéntico
Poca Fallas aisladas asociadas con productos similares
Moderada Este producto o uno similar ha tenido fallas ocasionales
Alta Este producto o uno similar han fallado a menudo
Muy alta La falla es casi inevitable
Probabilidad de FallaRango1 <1 en 1,500,000 Zlt > 5
2 1 en 150,000 Zlt > 4.5
3 1 en 30,000 Zlt > 4
4 1 en 4,500 Zlt > 3.5 5 1 en 800 Zlt > 3 6 1 en 150 Zlt > 2.5
7 1 en 50 Zlt > 2 8 1 en 15 Zlt > 1.5
9 1 en 6 Zlt > 1 10 >1 en 3 Zlt < 1
Nota:
El criterio se basa en la probabilidad de que la causa/mecanismo ocurrirá. Se puede basar en el desempeño de un diseño similar en una aplicación similar.
Página 117 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
RANGO DE DETECCIÓN
Rango de Probabilidad de Detección basado en la efectividad del Sistema de Control Actual; basado en el cumplimiento oportuno con el Plazo Fijado
1 Detectado antes de la ingeniería prototipo
2 - 3 Detectado antes de entregar el diseño
4 - 5 Detectado antes de producción masiva
6 - 7 Detectado antes del embarque
8 Detectado después del embarque pero antes de que el
cliente lo reciba
9 Detectado en campo, pero antes de que ocurra la falla
10 No detectable hasta que ocurra la falla en campo
RPN - Nivel de prioridad de riesgoProducto de Severidad, Ocurrencia, y Detección
RPN / Gravedad usada para identificar CTQs
Severidad mayor o igual a 8RPN mayor a 50
Planear acciones requeridas para reducir el riesgo general de diseño atendiendo todos los
CTQs
Listar todas las acciones sugeridas, qué persona es la responsable y fecha de
terminación.
Describir la acción adoptada y sus resultados.
Recalcular número de prioridad de riesgo .
Página 118 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 119 de 185
Componente ______________________Responsable del Diseño ____________ AMEF Número _________________Ensamble ________________ Preparó _______________ Pagina _______de _______Equipo de Trabajo ___________ FECHA (orig.) de FMEA ______(rev.) ______
Artículo /Función
Modo Potencial de Falla
Efecto (s)Potencial
(es)de falla
Sev.
Clase
Causa(s)Potencial(es) /Mecanismos
de la falla
Occur
Controles de Diseño Actuales
Prevención
Controles de Diseño
Actuales Detección
Detec
RPN
Acción (es)Recomenda
da (s)
Responsabley fecha objetivode Terminación
AccionesTomadas
Sev
Occ
Det
RPN
Abertura de La aberturaLOCAL:engrane no es Daño a sensorproporcionasuficiente de velocidad yclaro de engraneaire entredientes MAXIMO PROXIMO
Falla en eje
CON CLIENTEEquipo 7 3 5 105parado
Resultados de Acción
ANALISIS DEL MODO Y EFECTO DE FALLA AMEF de Diseño
Usar RPN para identificar acciones futuras. Una vez que se lleva a cabo la acción, recalcular el RPN.

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
AMEF de Proceso (PFMEA)
Se usa para analizar un proceso de ensamble o manufactura. Un AMEF de proceso se enfoca
en modos de falla causados por procesos o ensambles deficientes.
El resultado de un AMEF es:
Una lista potencial de modos de falla calificado por un RPN.
Una lista potencial de características críticas y/o significativas.
Una lista potencial de acciones recomendadas dirigidas a las características críticas o
significativas.
Una lista potencial de eliminación de causas de modo de falla, reducción de la
ocurrencia, mejora de la detección de defectos del CPk no puede mejorar.
Los beneficios del AMEF de proceso son:
La identificación de las deficiencias del proceso y ofrecer un plan acciones correctivas.
Identificar características críticas y/o significativas y ayuda a desarrollar planes de
control.
Establecer una prioridad en las acciones correctivas.
Asistencia en el análisis de procesos de manufacturas o ensambles.
Documentación relacionada con los cambios.
El enfoque del AMEF de proceso es minimizar lo efectos de las fallas en el proceso.
La producción envuelve 6 componentes: trabajo, manufactura, método, material, medición y
ambiente. La meta de estos componentes es la producción de un bien.
PASOS:
1. Identificación del proceso: Identificar el nombre del proceso o ensamble o número de
referencia o código del proceso.
2. Función del proceso: El ingeniero escribe el proceso, propósito, meta o objetivo del
proceso. La función del proceso se debe derivar de la especificación del diseño y el “qué es” el
proceso ahora y no lo que debe ser.
3. Modo Potencial de Falla: Es el problema/ la preocupación, la oportunidad de mejora/ la
falla/ el rechazo/ el defecto. Cuando se piensa en la falla potencial, se debe pensar en la
Página 120 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
pérdida de función del proceso (en una falla específica). Para mayor claridad, es la mejor
oportunidad para la identificación de los efectos y causas de la falla. Las fallas en procesos
ocurren cuando un producto no esta adecuadamente protegido contra riesgos.
4. Efectos potenciales de falla: Un efecto potencial de falla es la consecuencia de la falla del
siguiente proceso, operación, producto, cliente y/o regulación gubernamental. Las preguntas
usualmente hecho son: ¿Qué pasó o cuáles son las ramificaciones que tuvo problema o falla?.
No importa como el efecto potencial es identificado y las ramificaciones de las pérdidas de la
función del proceso deben ser determinados.
Las consideraciones deben darse en el proceso mismo, en otros procesos, el producto,
seguridad, regulaciones gubernamentales, maquinas y equipamiento y el cliente. Si las
consideraciones de seguridad deben ser un tema, esta columna debe llenarse con mayor
cuidado.
5. Características críticas: Usualmente están asociadas con el AMEF de Diseño, las
características críticas son importantes porque definen los requerimientos de procesos,
servicios, herramientas y cualquier cosa que pueda afectar al cliente o a regulaciones
gubernamentales.
La columna de las características críticas aplica solo cuando afecta a regulaciones
gubernamentales, seguridad, especificaciones de ingeniería del producto y/o del proceso.
La identificación de lo crítico o significativo en un AMEF de un proceso, es solo designar
controles específicos para el proceso, ensamble y/o AMEF de servicio, esto se transfiere al plan
de control.
La entrada en ésta columna “Y” para Si o “N” para No u otro símbolo de notación. El propósito
es marcar una característica potencial crítica cuando podría o no existir. Una buena indicación
de criticidad es cuando la severidad está calificada entre 9 o 10 con una ocurrencia o detección
mayor que 3.
6. Severidad. La severidad es un indicador de la gravedad del efecto del modo potencial de
falla del proceso. Hay una correlación directa entre el efecto y la severidad. Por ejemplo, si el
Página 121 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
efecto es crítico, la severidad es alta. Por otra parte, si el efecto no es crítico, la severidad es
muy baja.
La pregunta básica es ¿en qué sentido la falla puede afectar el funcionamiento del sistema?
Otro método es preguntar 5 por qué´s, en un renglón. La forma debe ser progresiva ¿qué
circunstancias pueden causar la falla?, ¿cómo o porqué puede fallar una parte que cumple con
las especificaciones de ingeniería?.
22
Esta calificación resulta cuando un modo de falla potencial resulta en un defecto con un cliente final y/o una planta de manufactura / ensamble. El cliente final debe ser siempre considerado primero. Si ocurren ambos, use la mayor de las dos severidades
Efecto Efecto en el cliente Efecto en Manufactura /Ensamble Calif.Peligroso sin aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, sin aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 10
Peligroso con aviso
Calificación de severidad muy alta cuando un modo potencial de falla afecta la operación segura del producto y/o involucra un no cumplimiento con alguna regulación gubernamental, con aviso
Puede exponer al peligro al operador (máquina o ensamble) sin aviso 9
Muy alto El producto / item es inoperable ( pérdida de la función primaria)
El 100% del producto puede tener que ser desechado op reparado con un tiempo o costo infinitamente mayor 8
Alto El producto / item es operable pero con un reducido nivel de desempeño. Cliente muy insatisfecho
El producto tiene que ser seleccionado y un parte desechada o reparada en un tiempo y costo muy alto 7
Moderado
Producto / item operable, pero un item de confort/conveniencia es inoperable. Cliente insatisfecho
Una parte del producto puede tener que ser desechado sin selección o reparado con un tiempo y costo alto 6
Bajo Producto / item operable, pero un item de confort/conveniencia son operables a niveles de desempeño bajos
El 100% del producto puede tener que ser retrabajado o reparado fuera de línea pero no necesariamente va al àrea de retrabajo .
5Muy bajo No se cumple con el ajuste, acabado o presenta ruidos y
rechinidos. Defecto notado por el 75% de los clientesEl producto puede tener que ser seleccionado, sin desecho, y una parte retrabajada 4
Menor No se cumple con el ajuste, acabado o presenta ruidos y rechinidos. Defecto notado por el 50% de los clientes
El producto puede tener que ser retrabajada, sin desecho, en línea, pero fuera de la estación 3
Muy menor
No se cumple con el ajuste, acabado o presenta ruidos, y rechinidos. Defecto notado por clientes muy críticos (menos del 25%)
El producto puede tener que ser retrabajado, sin desecho en la línea, en la estación 2
Ninguno Sin efecto perceptible Ligero inconveniente para la operación u operador, o sin efecto 1
CRITERIO DE EVALUACIÓN DE SEVERIDAD SUGERIDO PARA AMEFP
Página 122 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
7. Ocurrencia: Es el valor dado correspondiente al número estimado de la frecuencia y/o
acumulado del número de fallas que pueden ocurrir debido a una causa dada, cantidad de
partes producidas con los controles existentes.
25
CRITERIO DE EVALUACIÓN DE OCURRENCIA SUGERIDO PARA AMEFP
100 por mil piezas
Probabilidad Índices Posibles de falla
Ppk Calif.
Muy alta: Fallas persistentes
< 0.55 10
50 por mil piezas > 0.55 9
Alta: Fallas frecuentes 20 por mil piezas > 0.78 8
10 por mil piezas > 0.86 7
Moderada: Fallas ocasionales
5 por mil piezas > 0.94 6
2 por mil piezas > 1.00 5
1 por mil piezas > 1.10 4
Baja : Relativamente pocas fallas
0.5 por mil piezas > 1.20 3
0.1 por mil piezas > 1.30 2
Remota: La falla es improbable
< 0.01 por mil piezas > 1.67 1
Verificación/ Validación de actividades de Diseño o control de proceso usadas para evitar la
causa, detectar falla anticipadamente, y/o reducir impacto: cálculos, Análisis, Prototipo de
Prueba, Pruebas piloto. Poka Yokes, planes de control, listas de verificación
• Primera Línea de Defensa - Evitar o eliminar causas de falla o error
• Segunda Línea de Defensa - Identificar o detectar fallas o errores Anticipadamente
• Tercera Línea de Defensa - Reducir impactos/consecuencias de falla o errores
8. Método de detección: el objetivo es detectar una deficiencia en el proceso lo más temprano
posible. La ineficiencia se debe ver como una debilidad del sistema que se debe detectar y
eliminar del proceso. La idea de una detección temprana en el AMEF del proceso es proveer
una manufactura eficiente y/o controles eficientes de producción.
Página 123 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
La detección es una valoración correspondiente a la probabilidad de que los controles actuales
del proceso, detecten la causa raíz de un modo de falla antes de que las piezas dejen el área de
manufactura.
29
CRITERIO DE EVALUACIÓN DE DETECCION SUGERIDO PARA AMEFPDetección Criterio Tipos de
InspecciónMétodos de seguridad de Rangos de
DetecciónCalif
A B C
Casi imposible
Certeza absoluta de no detección X No se puede detectar o no es verificada 10Muy remota
Los controles probablemente no detectarán
X El control es logrado solamente con verificaciones indirectas o al azar
9Remota Los controles tienen poca
oportunidad de detecciónX El control es logrado solamente con
inspección visual8
Muy baja Los controles tienen poca oportunidad de detección
X El control es logrado solamente con doble inspección visual
7Baja Los controles pueden detectar X X El control es logrado con métodos gráficos con
el CEP 6Moderada Los controles pueden detectar X El control se basa en mediciones por variables después de que las
partes dejan la estación, o en dispositivos Pasa NO pasa realizado en el 100% de las partes después de que las partes han dejado la estación
5
Moderadamente Alta
Los controles tienen una buena oportunidad para detectar
X X Detección de error en operaciones subsiguientes, o medición realizada en el ajuste y verificación de primera pieza ( solo para causas de ajuste)
4Alta Los controles tienen una buena
oportunidad para detectarX X Detección del error en la estación o detección del error en
operaciones subsiguientes por filtros multiples de aceptación: suministro, instalación, verificación. No puede aceptar parte discrepante
3
Muy Alta Controles casi seguros para detectar
X X Detección del error en la estación (medición automática con dispositivo de paro automático). No puede pasar la parte discrepante
2Muy Alta Controles seguros para detectar X No se pueden hacer partes discrepantes porque el item ha
pasado a prueba de errores dado el diseño del proceso/producto
1Tipos de inspección: A) A prueba de error B) Medición automatizada C) Inspección visual/manual
9. Risk Priority Number (RPN). Este número es el producto de severidad, ocurrencia y
detección. El RPN se define la prioridad de la falla. Por si mismos los RPN no tienen valor o
significado, pero son de gran utilidad al definir las deficiencias potenciales del proceso.
La severidad puede ser reducida solo a través del cambio en el diseño. Esto alcanzable, cuando
la falla es eliminada. La ocurrencia puede ser reducida por el mejoramiento de especificaciones
de ingeniería y/o requerimientos en el proceso con la intención de prevenir causas o reducir su
Página 124 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
frecuencia. La detección puede ser reducida por adición o mejoramiento de las técnicas de
evaluación o incrementando el tamaño de muestra y/o adicionando equipo de detección. El
resultado será un mejoramiento en la habilidad de detectar la falla antes de que alcance al
cliente.
10. Acción Recomendada. El AMEF de debe hacerse recomendando una acción. La acción
recomendada comúnmente es acciones o estudios a futuro. La idea de la acción de
recomendación el AMEF es reducir la severidad, ocurrencia, detección o todas.
Para facilitar esta meta el equipo de AMEF debe priorizar esos modos de falla con el
más alto RPN, la más alta severidad, la más alta ocurrencia. Las recomendaciones
típicas pueden ser:
Ninguna acción en este periodo.
Incorporar equipos de detección.
Proveer alternativas de diseño.
Adicionar subsistemas redundantes.
11. Área o persona responsable y fecha determinación: Identificar área/ persona responsable
y la fecha planeada de terminación de la acción recomendada.
12. Acción tomada: Esto es lo que se tiene que llevar a cabo. Solo por que algo fue
recomendado, no significa que fue hecho. Es imperativo que alguien (usualmente el ingeniero
de proceso) llevará a cabo las recomendaciones vistas si ellas han sido direccionadas
adecuadamente, propiamente, y/o si ellas tienen necesidad de actualizar.
Hay que notar que todos los AMEF son documentos vivos y como tales alguien debe ser
responsable de actualizar. En muchas ocasiones la persona responsable es el ingeniero de
proceso. Esta persona tiene la responsabilidad de hacer del AMEF de proceso un documento
vivo y debe reflejar en su documento la información más relevante y al igual que las acciones
más relevantes.
13. RPN Revisado: Después de las acciones que son incorporadas en los procesos, el AMEF
debe ser reevaluado en la severidad, ocurrencia y detección. Los resultados deben ser
revisados por el equipo del AMEF y un nuevo RPN calculado y valoradas las fallas.
Página 125 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 126 de 185
P
OTEN
TIAL
FAIL
URE
MOD
E AN
D EF
FECT
S AN
ALYS
ISPr
int #
NUM
BER
Rev.
(P
ROCE
SS F
MEA
)FM
EA N
umbe
r:
Item
: Pr
oces
s Re
spon
sibilit
yPr
epar
ed b
y:
Mod
el Y
ear(s
)/Veh
icle(
s)
Key D
ate
Date
(Orig
.)
Core
Tea
m:
Date
(Rev
.)
CO
DS
lc
eR.
ea
ct
P.S
OD
R.v
su
eN.
ec
eP.
sr
cv
ct
N.
Proc
ess
Func
tion/
Re
quire
- m
ents
Pote
ntia
l Fa
ilure
M
ode
Pote
ntia
l Ef
fect
(s)
of F
ailu
re
Pote
ntia
l Ca
uses
(s)/
Mec
hani
sm(s
) of
Fai
lure
Reco
mm
ende
d Ac
tion(
s)
Resp
onsib
ility
& Ta
rget
Co
mpl
etio
n Da
te
Actio
n Re
sults
Actio
ns
Take
n
Curre
ntPr
oces
sCo
ntro
lsPr
even
tion
Curre
ntPr
oces
sCo
ntro
lsDe
tect
ion
ECL
NAM
E APPL
ICAT
ION
ORG
ANIZ
ATIO
N
FILE
.XLS

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 127 de 185
Syst
em
PO
TENT
IAL
FAIL
URE
MO
DE A
ND E
FFEC
TS A
NALY
SIS
Subs
yste
m(M
ACHI
NERY
FM
EA)
FMEA
Num
ber:
Com
pone
ntSu
pplie
r Nam
ePr
epar
ed b
y:
Prog
ram
(s) /
Pla
nt(s
)Ke
y D
ate
Dat
e (O
rig.)
Cor
e Te
am:
Dat
e (R
ev.)
CO
DS
lc
eR
.e
ac
tP.
SO
DR
.v
su
eN
.e
ce
P.s
rc
vc
tN
.
Rec
omm
ende
d Ac
tion(
s)
Res
pons
ibilit
y &
Targ
et
Com
plet
ion
Dat
e
Actio
n R
esul
ts
Actio
ns
Take
n
Mac
hine
ryFu
nctio
n /
Req
uire
men
ts
OR
GAN
IZAT
ION
Cur
rent
Proc
ess
Con
trols
Det
ectio
n
Pote
ntia
l Fa
ilure
M
ode
Pote
ntia
l Ef
fect
(s)
of F
ailu
re
Pote
ntia
l C
ause
s(s)
/ M
echa
nism
(s)
of F
ailu
re
Cur
rent
Proc
ess
Con
trols
Prev
entio
n
FILE
.XLS
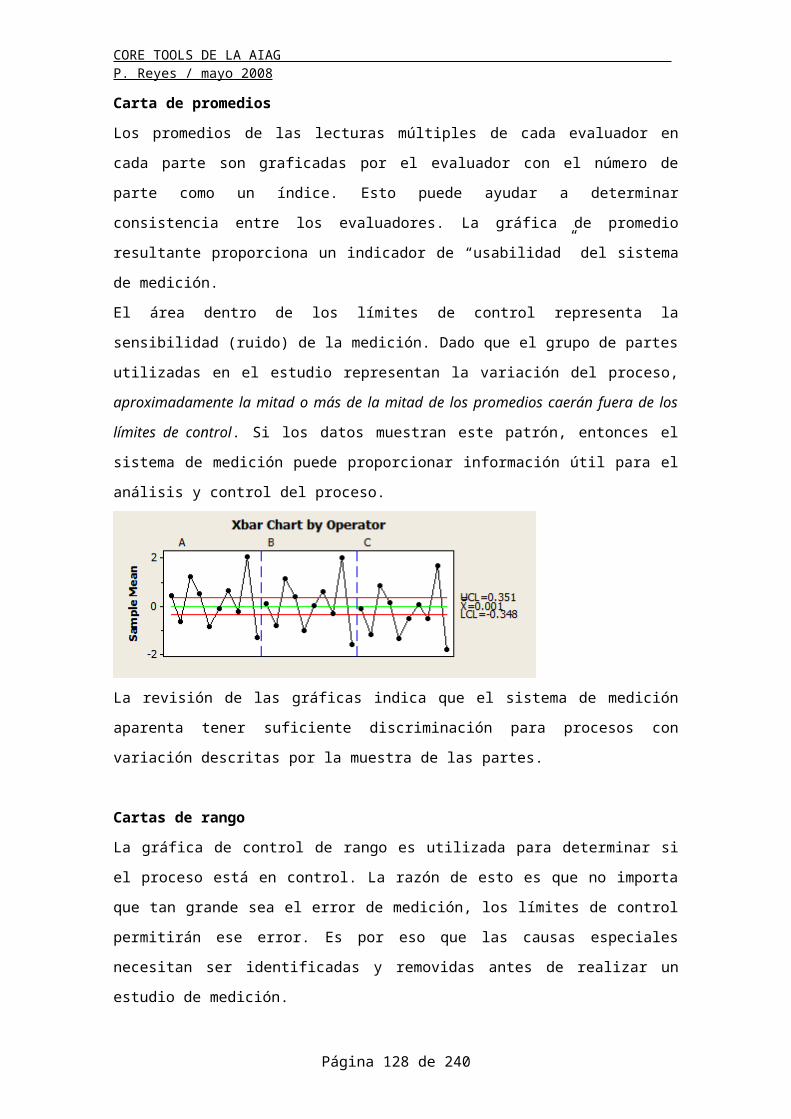
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
6. Planeación avanzada de la calidad (APQP) y Control PlanDefiniciones y terminología
Método estructurado que define y establece los pasos necesarios para asegurar que un
producto satisfaga los requerimientos del cliente.
Su meta es facilitar la comunicación con todos los involucrados para asegurar que todos los
pasos requeridos se completen a tiempo.
3
PLANEA-CION
DISEÑO Y DESARRO-LLO DEL PRODUCTO
DISEÑO Y DESARROLLO DEL PROCESO
VALIDACION DE PRODUCTO Y DEL PROCESO
PRODUCCION
RETROALIMENTACION DE EVALUACION Y ACCION CORRECTIVA
INICIACION \ APROBACIONDEL CONCEPTO
APROBACION DELPROGRAMA
PROTOTIPO PILOTO LANZAMIENTO
PLANEACION
PROGRAMA DE PLANEACIÓN DE LA CALIDAD
Beneficios esperados:
• Reducciones en la complejidad de la planeación de calidad del producto para los
clientes y proveedores.
• Un medio para facilitar a las empresas la comunicación de sus requerimentos de
planeación de calidad a los proveedores.
Página 128 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
El equipo debe identificar las necesidades expectativas y requerimientos del cliente, como
mínimo debe realizar lo siguiente:
• Seleccionar un líder de proyecto responsable de vigilar el proceso de planeación -
puede rotarse al líder durante el ciclo de planeación.
• Definir las funciones y responsabilidades de cada área representada.
• Identificar los clientes - internos y externos.
• Definir los requerimientos de los clientes.(si aplica) usar QFD.
• Seleccionar las disciplinas, individuos y \ o proveedores que deben sumarse al grupo y
los no requeridos.
• Entender las expectativas del cliente. p. ej. diseño, número de pruebas.
• Evaluar la factibilidad del diseño propuesto, requerimientos de desempeño y proceso
de manufactura.
• Identificar costos, tiempo y restricciones a considerar.
• Determinar asistencia requerida del cliente.
• Identificar documentación de proceso o método.
PLANES DE CONTROL
Descripciones escritas de los sistemas para controlar partes y procesos.
Planes separados que describan las tres distintas fases:
• PROTOTIPO - Una descripción de las mediciones dimensionales, pruebas a materiales y
de desempeño que ocurriran durante la construcción del prototipo.
• PRE - PRODUCCION - Una descripción de las mediciones dimensionales, pruebas a
materiales y de desempeño que ocurriran después de la construcción del prototipo y
antes de la producción.
• PRODUCCION - Una documentación completa de las características de producto\
proceso controles de proceso, pruebas y sistemas de medición que ocurriran durante
la producción masiva.
SOLUCIÓN DE PREOCUPACIONES
• Durante el proceso de planeación, el grupo encontrará preocupaciones sobre el diseño
de producto y\o proceso.• Estas preocupaciones serán documentadas en una matriz
con responsabilidades asignadas y tiempo de ejecución. Se recomienda el uso de
métodos disciplinados para solución de problemas ante situaciones difíciles.
CALENDARIZACIÓN DEL PLAN
• Listar tareas, asignaciones, otros eventos y fechas (inicial y final) de ejecución.
Página 129 de 185
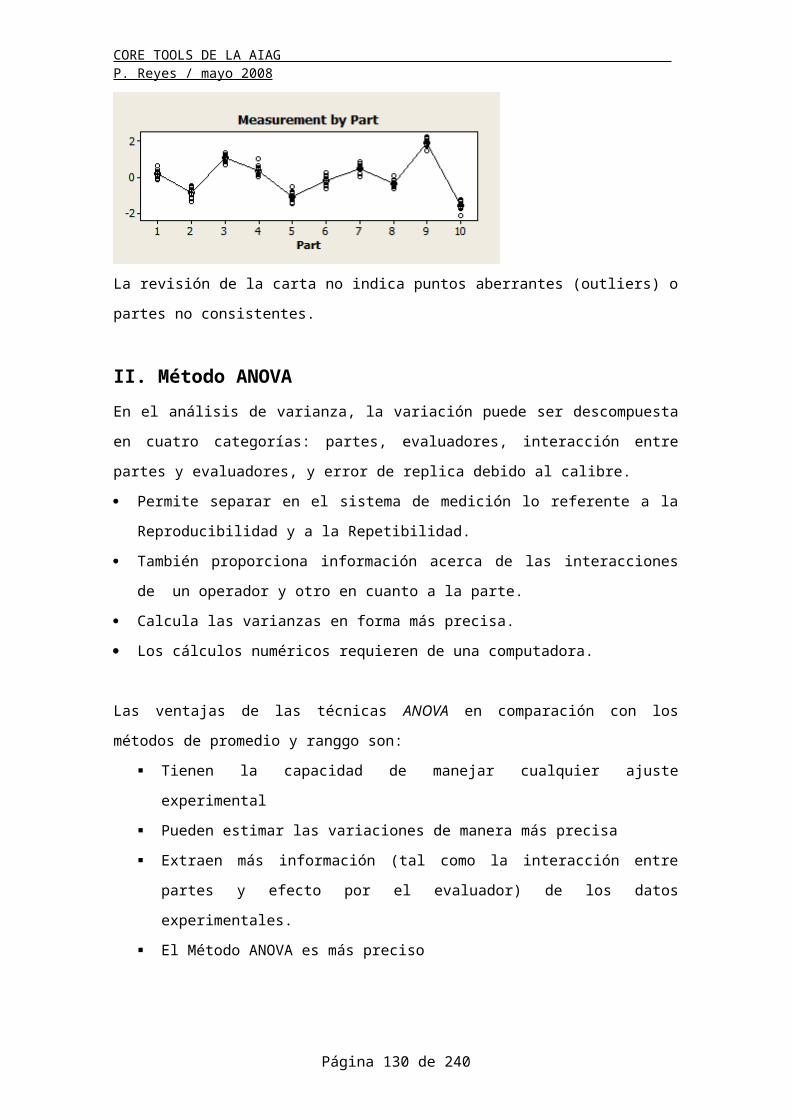
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
12
1.0 PLANEACION Y DEFINICION DEL PROGRAMA
Etapa de traducción de lasnecesidades y expectativas del cliente en especificaciones y objetivos de calidad del producto. Aseguraque lasnecesidades y expectativas del cliente estén biendefinidas
1.1 Voz del cliente
1.2 Plan de Negocios y Estrategias de Mercado
1.3 Comparación competitivadel producto/proceso
1.4 Supuestos del producto/proceso1.5 Estudios de Confiabilidad del producto
1.6 Información del cliente interno
1.7 Metas de diseño
1.8 Metas de Confiabilidad y Calidad
1.9 Lista preliminar de Materiales
1.10 Diagrama de flujopreliminar del Proceso
1.11 Características especiales de Producto y Proceso
1.12 Plan de Aseguramientodel Producto
1.13 Soporte de la Dirección
ENTRADAS SALIDAS
ENTRADAS
1.1 VOZ DEL CLIENTE: reclamos, recomendaciones, datos e información obtenida de clientes
internos y\o externos.
1.1.1 INVESTIGACIÓN DE MERCADO: entrevistas con clientes, cuestionarios y encuestas con
clientes, pruebas de mercado y reportes de posicionamiento, estudios de calidad y fiabilidad a
nuevos productos, estudios competitivos de calidad de producto, reportes de cosas que van
bien ( things going right TGR).
1.1.2 INFORMACIÓN HISTÓRICA DE GARANTÍA Y CALIDAD: reportes de cosas que van mal,
reportes de garantía, indicadores de habilidad, reportes internos de calidad en planta ,reportes
de solución de problemas ,reclamos y rechazos de clientes a planta, análisis de productos
retornados de campo.
Página 130 de 185
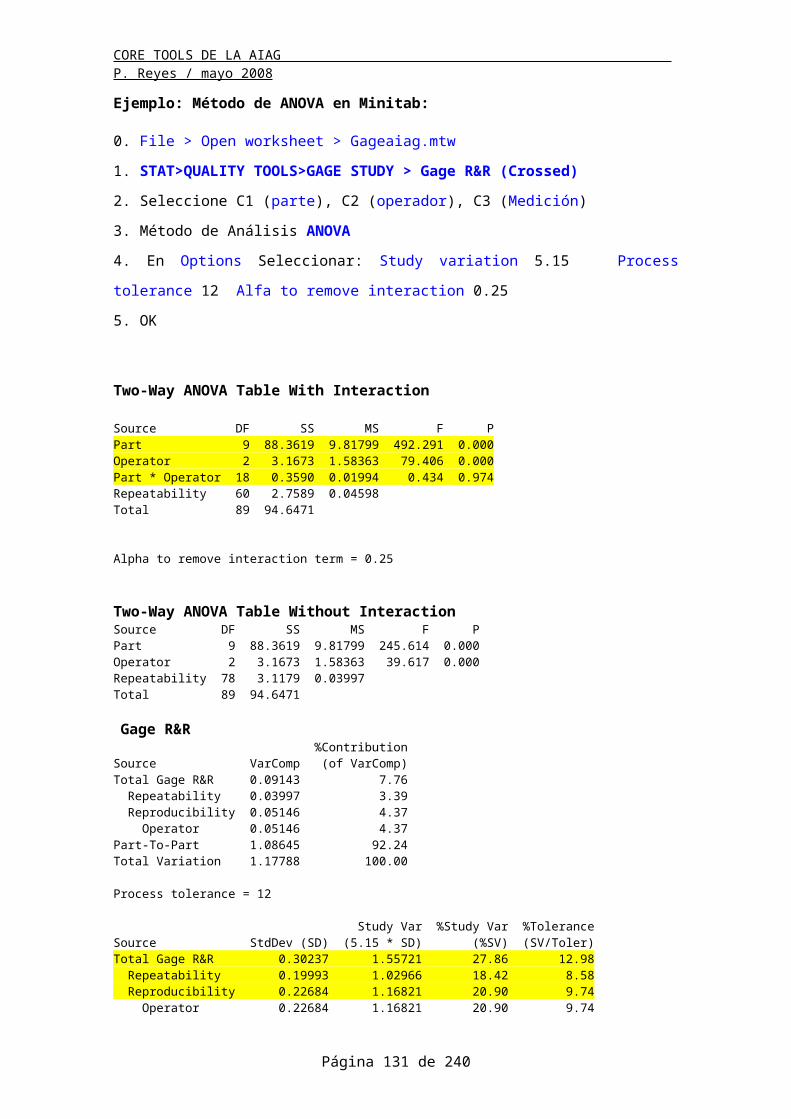
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
1.1.3 EXPERIENCIA DEL GRUPO: análisis y comentarios de medios: reportes de revistas y
periódicos, etc. cartas y sugerencias de clientes, reportes de cosas que van mal y cosas que
van bien (TGR, TGW), comentarios de distribuidores, comentarios de transportistas, reportes
de servicios de campo, evaluaciones internas usando clientes sustitutos, pruebas de viajes en
caminos, comentarios de la administración o dirección, asuntos y problemas reportados de
clientes internos, requerimientos y regulaciones gubernamentales, revisión de contrato.
1.2 PLAN DE NEGOCIO / ESTRATEGIA DE MERCADO
PLAN DE NEGOCIO – LIMITACIONES EN: tiempo, costo, iInversión, posicionamiento del
producto, recursos para investigación y desarrollo
ESTRATEGIA DE MERCADO: consumidor objetivo, puntos clave de venta, competidores clave.
1.3 COMPARACIÓN COMPETITIVA DEL PRODUCTO / PROCESO: identificar quien el mejor en
relación al aspecto de interés, entender la razón de la diferencia del estado actual contra el
comparado, desarrollar el plan para eliminar, igualar o superar la diferencia.
1.4 SUPUESTOS SOBRE EL PRODUCTO / PROCESO
SE ASUME QUE EL PRODUCTO TIENE CIERTO CONCEPTO DE APARIENCIA, DISEÑO O PROCESO
Innovaciones técnicas, materiales avanzados, evaluaciones de confiabilidad, nuevas
tecnologías.
1.5 ESTUDIOS DE CONFIABILIDAD DEL PRODUCTO: es la probabilidad de que un componente
o sistema desempeñe satisfactoriamente la función para la que fue creado durante un periodo
establecido y bajo condiciones de operación establecidos, es calidad en el tiempo.
1.6 ENTRADAS DEL CLIENTE: requerimientos específicos del usuario que mutuamente
acordados proporcionan indicadores de satisfacción a clientes.
Despliegue de la función de calidad (QFD)
El despliegue de la función de la calidad: Quality Function Deployment (QFD), es relacionado
comúnmente con “la voz de los clientes”, o con “la casa de la calidad”.
Página 131 de 185
Características de diseño del producto
Nec
esid
ades
del c
lient
e Relacionesentre las necesidades
del cliente y las caract. de diseño del producto
Características de diseño del producto
Nec
esid
ades
del c
lient
e Relacionesentre las necesidades
del cliente y las caract. de diseño del producto
CorrelacionesTécnicas
Números de Prioridad Impo
rtan
cia
para
el c
lient
e
Des
empe
ño a
ctua
l
Des
empe
ño d
e la
com
pete
ncia
.
Met
a
Peso
Pon
dera
do
Peso
nor
mal
izad
o
Rel
ació
n de
mej
oram
ient
o
Difi
culta
d pa
ra lo
grar
la m
eta
punt
o de
ven
ta
Impo
rtan
cia
para
el c
lient
e
Des
empe
ño a
ctua
l
Des
empe
ño d
e la
com
pete
ncia
.
Met
a
Peso
Pon
dera
do
Peso
nor
mal
izad
o
Rel
ació
n de
mej
oram
ient
o
Difi
culta
d pa
ra lo
grar
la m
eta
punt
o de
ven
ta
Esto da como resultado la identificación de las especificacionescríticas de diseño del producto de acuerdo a la prioridad
% Relativo Nums. De PrioridadEspecs. de la empresa
Especs. de la competenciaMeta de la empresa

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
1.7 METAS DE DISEÑO: traducción de la voz del cliente en objetivos de diseño medibles,
asegura que la voz del cliente no se pierda en las actividades subsecuentes del diseño.
1.8 METAS DE CALIDAD Y CONFIABILIDAD: se establecen en función de las expectativas del
cliente y benchmarks, probabilidad de sobrevivencia y limites de confianza, MTBF, MTTF, etc.
nivel de defectos, ppm, reducción de desperdicio, etc.
1.9 LISTA PRELIMINAR DE MATERIALES: establecer materiales a emplear, lista preliminar de
proveedores, características especiales preliminares del producto \ proceso.
1.10 DIAGRAMA DE FLUJO DEL PROCESO PRELIMINAR: anticipar el proceso de manufactura
en base a los supuestos de producto \ proceso y lista preliminar de materiales
1.11 LISTADO PRELIMINAR DE CARACTERISTICAS ESPECIALES
DE PRODUCTO Y PROCESO: resultado del análisis de las entradas relacionadas con
expectativas y necesidades del cliente.
Desarrollada en base a: supuestos del producto, identificación de requerimientos \ metas de
fiabilidad, procesos de manufactura anticipados, AMEF’S de partes similares,
1.12 PLAN DE ASEGURAMIENTO DEL PRODUCTO
Parte importante del plan de calidad del producto.
Sumario sistemático de requerimientos del programa: identificación de requerimientos de
confiabilidad, evaluación de nueva tecnología, complejidad, materiales, aplicación, medio
ambiente, empaque, servicio, requisitos de manufactura, etc. desarrollo de AMEF, desarrollo
de requerimientos de estándares de ingeniería preliminares.
SOPORTE GERENCIAL: actualizar la información para la gerencia al concluir cada fase de la
planeación demostrando que todos los requerimientos se han cumplido. documentar y
programar las fechas de solución de preocupaciones surgidas durante el desarrollo de la
planeación. Participación de la gerencia en las juntas de planeación de Calidad de Producto.
Página 132 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
21
2.0 DISEÑO Y DESARROLLO DEL PRODUCTOEtapa de revisióncritica de losrequisitos de diseño y de la informacióntécnica.
Desarrollo y verificación del diseño evaluandolos problemaspotenciales del diseño en la manufactura.
Definición de loscontrolesespeciales del producto/proceso
2.1 AMEF de diseño2.2 Diseño para manufactura y ensamble2.3 Verificación del Diseño
2.7 Especs. de Materiales2.8 Cambios a dibujos y especificaciones
2.13 Compromiso de factibilidad del grupo y Soporte de la Dirección
1.7 Metas de diseño1.8 Metas de Fiabilidad y Calidad
1.9 Lista preliminar de Materiales
1.10 Diagrama de flujopreliminar del Proceso1.11 Característicasespeciales de Producto y Proceso
1.12 Plan de Aseguramientodel Producto
1.13 Soporte de la Dirección
2.4 Construcción de Prototipo2.5 Dibujos de Ingeniería2.6 Especs. de Ingeniería
2.9 Reqs. de equipo, herramentale instalaciones2.10 Características esp.de Producto/Proceso2.11 Plan de control de Prototipo2.12 Req. de Equipo de Pruebay gages
ENTRADAS SALIDAS
SALIDAS
2.1 AMEF DE DISEÑO (AMEFD): técnica analítica disciplinada que evalúa la probabilidad de
falla así como su efecto. documento vivo actualizado continuamente conforme lo requieran las
expectativas y necesidades de los clientes.
2.2 DISEÑO PARA MANUFACTURABILIDAD Y ENSAMBLE
Proceso de ingeniería simultánea
Diseñado para optimizar la relación entre la función de diseño, manufacturabilidad
y facilidad de ensamble. .
2.3 VERIFICACION DEL DISEÑO: verificar que el diseño de producto cumple con los
requerimientos del cliente. Derivados de las actividades descritas en sección 1.0
2.4 REVISIONES AL DISEÑO: método para prevenir problemas y malos entendidos.
Página 133 de 185
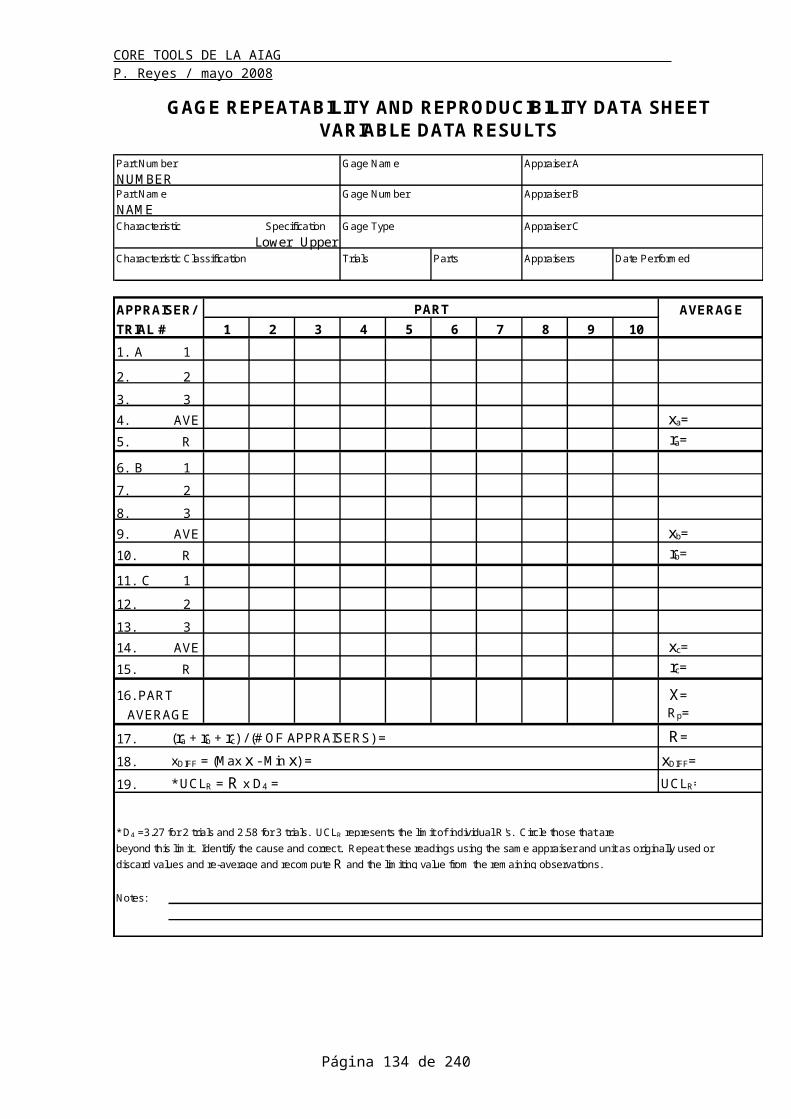
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
2.5 CONSTRUCCION DE PROTOTIPO - PLAN DE CONTROL: asegurar la existencia de un plan de
control para prototipos.
Los prototipos deben revisarse para: asegurar que el producto o servicios cumple con
especificaciones, reportando los datos; asegurar que se ha dado particular interés a las
características especiales de producto y proceso; usar los datos y experiencia para establecer
los parámetros preliminares de proceso y requerimientos de empaque; comunicar al cliente
cualquier preocupación, desviación y \ o impacto en costo.
2.6 DIBUJOS DE INGENIERIA: pueden incluir características especiales ( regulaciones
gubernamentales o de seguridad), mostradas en el plan de control. Determinar cuales
características afectan al uso, función, durabilidad y \ o requerimientos de seguridad regulados
por el gobierno. Deben de tener suficiente información para Layout dimensional. Los
localizadores\datums deben identificarse claramente para diseño de equipo y escantillones
para control. Las dimensiones deben evaluarse para asegurar factibilidad y compatibilidad con
los estándares de manufactura y medición de la industria.
2.7 ESPECIFICACIONES DE INGENIERIA: Identificar los requerimientos de funcionalidad,
durabilidad y apariencia de los componentes o ensamble. Establecer para pruebas en proceso
el tamaño de la muestra, frecuencia y criterio de aceptación de los parámetros.
2.8 ESPECIFICACIONES DE MATERIALES: Deben revisarse los requerimientos de las
características críticas o especiales sobre propiedades fisicas, desempeño, ambientales,
manejo y almacenamiento. También deben incluirse en el plan de control.
2.9 CAMBIOS A DIBUJOS Y ESPECIFICACIONES: cuando exista un cambio, debe asegurarse su
rápida comunicación y adecuada documentación a todas las áreas afectadas.
2.10 REQUERIMENTOS PARA EL EQUIPO, HERRAMIENTAS E INSTALACIONES NUEVAS:. Los
requerimientos deben agregarse al programa del proyecto asegurando que el equipo y
herramientas tengan la capacidad requerida y se entreguen en forma oportuna. Se debe dar
seguimiento al avance en las instalaciones con objeto de asegurar su terminación para lograr
las metas de producción piloto.
2.11 CARACTERISTICAS ESPECIALES DE PRODUCTO Y PROCESO: El equipo debe tener
consenso en relación con las características críticas identificadas en la sección de Voz del
Cliente. Debe llenarse el Plan de control indicando estas características con los símbolos
correspondientes a cada cliente.
2.12 REQUERIMENTOS DE INSTRUMENTOS DE PRUEBA: El equipo debe identificar estos
requerimientos y agregarlos al programa, monitoreando para asegurar se cumpla con el
tiempo programado.
Página 134 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
2.13 COMPROMISO DE FACTIBILIDAD DEL GRUPO Y SOPORTE GERENCIAL: Evaluar la
factibilidad del diseño propuesto. El grupo debe estar convencido que el producto o servicio
diseñado podrá ser manufacturado, ensamblado, probado, empacado y entregado en cantidad
suficiente a un costo aceptable y en el tiempo programado.
30
3.0 DISEÑO Y DESARROLLO DEL PROCESO
En esta etapase asegura queel proceso seráefectivo paracumplir con lasnecesidades y expectativasdel cliente
3.12 Soporte de la Dirección
2.1 AMEF de diseño2.2 Diseño paramanufactura y ensamble
2.3 Verificación del Diseño
2.7 Especs. de Materiales2.8 Cambios a dibujos y especs.
2.4 Construcción de Prototipo2.5 Dibujos de Ingeniería2.6 Especs. de Ingeniería
2.9 Reqs. de equipo, herr. e instalaciones2.10 Característicasesp.de Producto/Proceso2.11 Plan de control de Prototipo2.12 Req. de Equipoe instr. de Prueba2.13 Compromisode factibilidad
ENTRADASSALIDAS
3.1 Estandares de empaque3.2 Revisión del Sistema de Calidad3.3 Diagrama de Flujo del Proceso
3.4 Distribución del Planta3.5 Matriz de carácterísticas3.6 AMEF de Proceso3.7 Plan de Control de Pre-producción3.8 Instruccionesde Proceso3.9 Plan de analisis de lossistemas de medición3.10 Estudio preliminar de habilidad del proceso3.11 Especificacionesde empaque
3.1 ESTANDARES DE EMPAQUE
• Aplicar estándares actuales o modificarlos para preservar integridad del producto
desde su liberación hasta el punto de uso.
3.2 REVISION DEL SISTEMA DE CALIDAD DE PRODUCTO \ PROCESO
• Revisión del Manual del Sistema de Calidad actualizándolo de acuerdo a las
necesidades de nuevo producto \ proceso.
3.3 DIAGRAMA DE FLUJO DEL PROCESO
Página 135 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Representación esquemática del flujo del proceso actual o propuesto
Enfatiza el impacto de fuentes de variación en proceso (maquinas, materiales,
métodos y mano de obra) de inicio a fin. Asiste al grupo para enfocarse sobre el
proceso durante la elaboración del AMEF de proceso y Plan de Control.
PROCESS FLOW DIAGRAMPART NUMBER: NUMBER DATE:PART DESCRIPTION: ECL: ECL
NAME PREPARED BY:
STEP FAB
RIC
ATI
ON
MO
VE
STO
RE
INS
PE
CT
OPERATION DESCRIPTION IT
EM
# PRODUCT AND PROCESS
CHARACTERISTICS ITE
M #
CONTROL METHODS
Página 136 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
3.4 DISTRIBUCIÓN DEL PLANTA: Desarrollado y revisado para determinar la aceptabilidad de
los puntos de inspección, localización de cartas de control, aplicabilidad de ayudas visuales,
estaciones de reparación y áreas para contener material defectivo.
3.5 MATRIZ DE CARACTERÍSTICAS
Muestra las relaciones de los parámetros de proceso y las estaciones de
manufactura. Se numeran las dimensiones y \ o características del dibujo de
la parte y cada operación de manufactura, indicando las relaciones existentes.
46
MATRIZ DE CARACTERISTICASNO’s DE OPERACION
DIMNo.
123456
DESCRIPCION TOLERANCIA 05 10 20 30
I D
CARA
O D
X X
X
X
X
X
X
C
C C
C = CARACTERISTICA EN UNA OPERACION USADA PARA SUJECIONL = CARACTERISTICA EN UNA OPERACION USADA PARA LOCALIZARX = CARACTERISTICA CREADA O CAMBIADA POR ESTA OPERACION.
(DEBE ESTAR DIRECTAMENTE RELACIONADA A LA DIMENSION DE LACOLUMNA EXCEDENTE EN LA FORMA DEL DIAGRAMA DE FLUJO DEL PROCESO).
L L
3.6 AMEF DE PROCESO (AMEFP): debe elaborarse antes de iniciar la producción. Es una
revisión y análisis disciplinado para un proceso nuevo \ revisado realizado para anticipar,
resolver o monitorear problemas potenciales del proceso. Documento vivo que necesita ser
revisado y actualizado conforme se descubren nuevos modos de falla.
Página 137 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Syst
em
Subs
yste
m
Com
pone
ntSu
pplie
r Nam
ePr
epar
ed b
y:
Prog
ram
(s) /
Plan
t(s)
Key D
ate
Date
(Orig
.)
Core
Tea
m:
Date
(Rev
.)
Mac
hiner
yFu
nctio
n /
Requ
irem
ents
Página 138 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
3.7 PLAN DE CONTROL DE PRE – LANZAMIENTO: Descripción de mediciones dimensionales,
pruebas funcionales y de materiales que se harán después de los prototipos y antes de
producción normal. Debe incluir controles adicionales al producto \ proceso a ser implantadas
hasta que el proceso de producción sea validado. Pretende contener no conformidades
potenciales previo o durante las corridas de producción inicial.
Página 139 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
3.8 INSTRUCCIONES DE PROCESO: proporcionan detalles suficientes para la operación del
proceso, accesibles a los operadores incluyendo parámetros de ajuste como: velocidad de
máquina, tiempos del ciclo etc.
Se desarrollan partiendo de: AMEF’S, Planes de control, Dibujos de ingeniería, especificaciones
de desempeño y de materiales, estándares visuales y estándares industriales. Diagrama de
flujo del proceso. Distribución de planta. Matriz de características. Estándares de empaque.
Parámetros de proceso. Experiencia y conocimiento de los procesos y productos.
Requerimientos de manejo de materiales. Operadores del proceso.
Página 140 de 185
CONT
ROL P
LAN
Proto
type
Pre-l
aunc
hPr
oduc
tion
Key C
ontac
/Phon
eDa
te (O
rig.)
Date
(Rev
.)
Contr
ol Pla
n Num
ber
Part N
umbe
r/Late
st Ch
ange
Leve
lCo
re Te
amCu
stome
r Eng
ineeri
ng Ap
prova
l/Date
(if R
eq'd.
)
Part N
ame/D
escri
ption
Supp
lier/P
lant A
pprov
al/Da
teCu
stome
r Qua
lity Ap
prova
l/Date
(if R
eq'd.
)
Supp
lier/P
lant
Supp
lier C
ode
Othe
r App
roval/
Date
(if Re
q'd.)
Othe
r App
roval/
Date
(if Re
q'd.)
Part /
Proc
ess N
ame /
Ma
chine
, Dev
ice,
Chara
cteris
tics
Spec
ialMe
thods
Proc
ess
Opera
tion
Jig, T
ools
Char.
Numb
erDe
scrip
tion
For M
fg.No
.Pr
oduc
tPr
oces
sCla
ss.
Prod
uct/P
roces
sEv
aluati
on/
Samp
leCo
ntrol
Metho
dRe
actio
n Plan
Spec
ificati
on/
Meas
ureme
ntSiz
eFre
q.
Toler
ance
Tech
nique
AC-21
1
R
ev.
21/01
/99
ofPa
ge

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
37
4.0 VALIDACION DEL PRODUCTO Y PROCESO
Etapa donde el proceso de manufactura esvalidado por mediode la evaluación de una corrida pilotode prueba.
El grupo de APQP debe verificar queel Plan de Control y el Diagrama de Flujo del procesose aplican en piso y aseguran el cumplimiento de los requisitos del cliente.
4.8 Cierre de la Planeación de Calidad y Soporte de la Dirección
ENTRADAS SALIDAS (PPAP)3.1 Estandares de empaque
3.2 Revisión del Sistema de Calidad3.3 Diagrama de flujo del Proceso3.4 Distribución de planta3.5 Matriz de caracter.3.6 AMEF de Proceso3.7 Plan de Control de Pre-producción3.8 Instruccionesde Proceso3.9 Plan de analisis de lossistemas de medición3.10 Estudio preliminarde habilidad del proceso
3.11 Especificaciones de empaque3.12 Soporte Gerencial
4.1 Corrida de Pruebade Producción4.2 Evaluación del Sistema de Medición4.3 Estudio Preliminar de Capacidad del Proceso4.4 Aprobación de Partes de Producción4.5 Pruebas de Validación de Producción
4.6 Evaluación de Empaque
4.7 Plan de Control paraProducción
Página 141 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
SALIDAS
4.1 CORRIDA DE PRUEBA DE PRODUCCION: debe conducirse empleando herramental,
equipo, ambiente (incluyendo operadores de producción), instalaciones y tiempo de ciclo
normales de producción. La cantidad mínima es determinada por el cliente.
Se usa para: estudios preliminares de habilidad de procesos, evaluación de sistemas de
medición, factibilidad final, revisión de proceso, pruebas de validación de producción,
aprobación de partes de producción, evaluación de empaque, habilidad de primera vez (FTC),
cierre de la planeación de calidad.
4.2 EVALUACION DEL SISTEMA DE MEDICION: deberán de emplearse los dispositivos y
métodos especificados para verificar las características identificadas en el plan de control.
Evaluar el sistema de medición previo o durante la corrida de producción de prueba, a través
de un estudio R&R, ANOVA o con Cartas de Control (MSA)
4.3 ESTUDIO PRELIMINAR DE CAPACIDAD DE PROCESO: evalúa la capacidad o habilidad del
proceso para la producción. Se desarrolla sobre las características identificadas en el plan de
control.
4.4 APROBACION DE PARTES DE PRODUCCION: valida que el producto hecho con
herramentales y procesos de producción normal cumple con los requerimientos de ingeniería.
Se aplica lo descrito en el Manual “Production Part Approval Process”
4.5 PRUEBAS DE VALIDACION DE PRODUCCION: pruebas de ingeniería para validar que los
productos hechos con herramientas y procesos de producción normal cumplen los estándares
de ingeniería. Se aplica lo descrito en “Quality System Requirements” de Ford, Chrysler y GM
4.6 EVALUACION DE EMPAQUE: todas las pruebas de embarque y los métodos de prueba
deben evaluar la protección del producto contra daños de transportación normal y factores
ambientales adversos.
4.7 PLAN DE CONTROL PARA PRODUCCION: extensión del plan preparado en la fase anterior.
Puede ser requerido por cliente para su aprobación.
4.8 CIERRE DE LA PLANEACION DE CALIDAD Y SOPORTE GERENCIAL: Reportar a la gerencia el
estado del programa. Efectuar revisión de piso y coordinar el cierre formal.
Previo al embarque de la primera producción se requiere revisar: planes de control existentes
y disponibles en todos los casos para las operaciones afectadas. Instrucciones de proceso
conteniendo todas las características especiales especificadas en el plan de control y todas las
recomendaciones derivadas del AMEF de proceso. Uso adecuado y estudios R & R de
dispositivos especiales de medición requeridos por el plan de control.
Página 142 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
TEAM FEASIBILITY COMMITMENTCustomer: Date:
Part Number: Part Name:
Feasibility ConsiderationsOur product quality planning team has considered the following questions, not intended to be all-inclusive inperforming a feasibility evaluation. The drawings and/or specifications provided have been used as a basis for analyzing the ability to meet all specified requirements. All "no" answers are supported with attached commentsidentifying our concerns and/or proposed changes to enable us to meet the specified requirements.
YES NO CONSIDERATIONIs product adequately defined (application requirements, etc. to enablefeasibility evaluation?Can Engineering Performance Specifications be met as written?Can product be manufactured to tolerances specified on drawing?Can product be manufactured with Cpk's that meet requirements?Is there adequate capacity to produce product?Does the design allow the use of efficient material handling techniques?Can the product be manufactured without incurring any unusual:
- Costs for capital equipment?- Costs for tooling?- Alternative manufacturing methods?
Is statistical process control required on the product?Is statistical process control presently used on similar products?Where statistical process control is used on similar products:
- Are the processes in control and stable?- Are Cpk's greater than 1.33?
Conclusion
Feasible Product can be produced as specified with no revisions.Feasible Changes recommended (see attached).Not Feasible Design revision required to produce product within the specified requirements.
Sign-Off
Team Member/Title/Date Team Member/Title/Date
Team Member/Title/Date Team Member/Title/Date
Team Member/Title/Date Team Member/Title/Date
DaimlerChrysler
NUMBER NAME
5.0 RETROALIMENTACION,EVALUACION Y ACCIÓN CORRECTIVAENTRADAS: las salidas de la fase anterior.
SALIDAS: variación reducida, satisfacción de cliente, entrega y servicio.
5.1 VARIACION REDUCIDA: emplear cartas de control u otra técnica estadística para identificar
variación de proceso. (ver “Statistical Process Control Reference Manual”). Analizar y tomar
acciones correctivas para reducir variación. Establecer mejora continua entendiendo las causas
comunes y reducir sus fuentes de variación.
5.2 SATISFACCION DEL CLIENTE: asociarse con el cliente para hacer los cambios necesarios
para corregir deficiencias.
5.3 ENTREGA Y SERVICIO: asociarse con el cliente para solución de problemas y mejora
continua. Junto con el cliente escuchar la Voz del Cliente y del Consumidor.
Página 143 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
7. Introducción a la norma ISO 17025
Requisitos generales para la competencia de los laboratorios de ensayo y de calibración
0 Introducción Esta norma mexicana contiene todos los requisitos que los laboratorios de ensayo y de calibración, tienen que cumplir si desean demostrar que operan un sistema de calidad, que son técnicamente competentes y que son capaces de generar resultados técnicamente válidos.
1 Alcance1.1 Esta norma mexicana especifica los requisitos generales sobre la competencia para llevar a cabo ensayos y/o calibraciones, incluyendo el muestreo. Cubre los ensayos y calibraciones realizados aplicando métodos normalizados, métodos no normalizados y métodos desarrollados por el laboratorio.
3 Términos y definiciones
NOTA: La norma NMX-CC-001-1995-IMNC establece las definiciones generales relacionadas con la calidad, mientras que la ISO/IEC Guide 2: 1996 establece las definiciones específicamente relacionadas con la normalización, la certificación y la acreditación de laboratorios.
4 Requisitos administrativos4.1 Organización
4.1.2 Es responsabilidad el laboratorio llevar a cabo sus actividades de ensayo y de calibración de tal manera que se cumplan los requisitos de esta norma mexicana y se satisfagan las necesidades del cliente, de las autoridades reguladoras u organizaciones que proporcionan el reconocimiento.
4.1.5 El laboratorio debe:a) tener personal administrativo y técnico con la autoridad y recursos necesarios para
llevar a cabo sus deberes y para identificar la ocurrencia de desviaciones al sistema de calidad o de los procedimientos para efectuar ensayo o calibraciones e iniciar acciones para prevenir o minimizar tales desviaciones (véase también 5.2).
b) tener disposiciones para asegurar que su dirección y personal estén libres de cualquier presión e influencia interna o externa indebida, comercial, financiera o de otro tipo, que pudieran influenciar adversamente la calidad de su trabajo.
c) tener políticas y procedimientos para asegurar la protección de la información confidencial y los derechos de propiedad de sus clientes, incluyendo procedimientos para proteger el almacenamiento y transmisión electrónica de resultados;
d) tener políticas y procedimientos para evitar involucrarse en cualquier actividad que pudiera disminuir la confianza en su competencia, imparcialidad, juicio o integridad operacional;
e) definir la organización y estructura administrativa del laboratorio, su lugar en cualquier organización final y las relaciones entre la dirección de calidad, operaciones técnicas y servicios de apoyo;
Página 144 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
f) especificar la responsabilidad, autoridad e interrelaciones de todo el personal que administra, efectúa o verifica el trabajo que afecta la calidad de los ensayos y/o calibraciones;
g) proporcionar supervisión adecuada del personal de ensayo y de calibración, incluso los de capacitación, por persona familiarizadas con los métodos y procedimientos, propósito de cada ensayo y/o calibración y con la evaluación de los resultados de los ensayos o calibraciones;
h) tener una dirección técnica que tenga responsabilidad total de las operaciones técnicas y la provisión de los recursos necesarios para asegurar la calidad requerida de las operaciones del laboratorio.
i) designar un miembro del personal como gerente de calidad (o como quiera llamarle), quien independientemente de otros deberes y responsabilidades, deberá tener definidas su responsabilidad y autoridad para asegurar que el sistema de calidad esté implantado y seguido en todo momento. El gerente de calidad deberá tener acceso directo al nivel más alto de la dirección en el cual se tomen las decisiones sobre las políticas y recursos del laboratorio.
j) designar personal sustituto del personal directivo clave (véase la nota).
4.2 Sistema de calidad4.2.1 El laboratorio debe establecer, implantar y mantener un sistema de calidad apropiado al alcance de sus actividades. El laboratorio debe documentar sus políticas, sistemas, programas, procedimientos e instrucciones en la extensión necesaria para asegurar la calidad de los resultados de los ensayos y/o calibraciones. La documentación del sistema debe ser comunicada, entendida, estar disponible y ser implantada por el personal apropiado.
4.3 Control de documentos
4.3.1 Generalidades
El laboratorio debe establecer y mantener procedimientos para controlar todos los documentos que forman parte de su sistema de calidad (generado internamente o de fuentes externas), tales como regulaciones, normas, otros documentos normativos, métodos de ensayo y/o de calibración así como también dibujos, software, especificaciones, instrucciones y manuales.
4.3.2 Aprobación y emisión de documentos.
4.3.3 Cambios en los documentos
4.4 Revisión de solicitudes, ofertas y contratos4.4.1 El laboratorio debe establecer y mantener procedimientos para la revisión de solicitudes, ofertas y contratos. Las políticas y procedimientos para esas revisiones que dan lugar a un contrato sobre ensayo y/o calibración, debe asegurar que:
a) los documentos incluyendo los métodos que van a ser usados, estén adecuadamente definidos, documentados y entendidos (véase 5.4.2);
b) el laboratorio tiene la capacidad y recursos para cumplir los requisitos.c) se selecciona el método de ensayo y/o calibración apropiado y capaz de cumplir los
requisitos del cliente (véase 5.4.2).Cualquier diferencia entre la solicitud o la oferta y el contrato debe ser resuelta antes de que se inicie el trabajo. Cada contrato debe estar aceptado tanto por el laboratorio como por el cliente.
Página 145 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
4.4 Subcontratación de ensayos y calibraciones4.5.1 Cuando un laboratorio subcontrata trabajo ya sea debido a razones imprevistas (por ej. Sobrecarga de trabajo, necesidad de mayor experiencia o incapacidad temporal) o sobre una base de continuidad (p. ej. mediante una subcontratación permanente, arreglos de agencia o franquicia), este trabajo debe ser asignado a un subcontratista competente. Un subcontratista competente es aquel que por ejemplo cumple con esta norma mexicana para el trabajo en cuestión.
4.5 Compras de servicios y suministros4.6.1 El laboratorio debe tener una política y procedimiento(s) para la selección y adquisición de servicios y suministros que utiliza y afectan la calidad de los ensayos y/o calibraciones. Deben existir procedimientos para la compra, recepción y almacenamiento de reactivos y materiales consumibles de laboratorio, relevantes para los ensayos y/o calibraciones.
4.6 Servicio al clienteEl laboratorio debe cooperar con los clientes o sus representantes, para aclarar sus solicitudes y dar seguimiento al desempeño del laboratorio con relación al trabajo efectuado en el entendimiento de que el laboratorio asegura la confidencialidad hacia otros clientes.
4.7 QuejasEl laboratorio debe tener una política y procedimiento para la resolución de quejas recibidas de los clientes o de otras partes. Se deben mantener registros de todas las quejas y de las investigaciones y acciones correctivas tomadas por el laboratorio (véase también 4.10).
4.8 Control del trabajo de ensayo y/o calibración no conforme4.9.1 El laboratorio debe tener una política y procedimientos que deben ser implementados cuando algún aspecto de su trabajo de ensayo y/o calibración, o los resultados de este trabajo, no está conforme con sus propios procedimientos o con los requisitos acordados con el cliente.
4.9 Acción correctiva4.10.1 GeneralidadesEl laboratorio debe establecer una política y un procedimiento y debe designar autoridades apropiadas para implantar la acción correctiva cuando haya sido identificado trabajo no conforme o desviaciones a las políticas y procedimientos e le sistema de calidad o en las operaciones técnicas.
4.11 Acción preventiva4.11.1Deben identificarse las mejoras necesarias, y las fuentes potenciales de no conformidades ya sean técnicas o concernientes al sistema de calidad. Si se requiere acción preventiva, se deben desarrollar, implantar y monitorear planes de acción para reducir la probabilidad de ocurrencia de dichas no conformidades y tomar ventaja de las oportunidades de mejora.
4.12 Control de registros4.12.1 El laboratorio debe establecer y mantener procedimientos para identificación, colección, indexado, acceso, archivo, almacenamiento, mantenimiento y disposición de
Página 146 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
registros técnicos y de calidad. Los registros de calidad deben incluir informe de auditorias internas, revisiones de la dirección así como también registros de las acciones correctivas y preventivas.
4.12 Auditorías internas4.13.1 El laboratorio debe conducir auditorías, periódicamente y de acuerdo a un calendario y a un procedimiento predeterminados, para verificar que sus operaciones continúan cumpliendo con los requisitos del sistema de calidad y de esta norma mexicana. El programa de auditorías internas debe dirigirse a todos los elementos del sistema de calidad, incluyendo las actividades de ensayo y/o calibración.
4.13 Revisiones de la dirección4.14.1 De acuerdo con un calendario y un procedimiento predeterminado, la dirección ejecutiva del laboratorio debe conducir periódicamente una revisión del sistema de calidad del laboratorio y de las actividades de ensayo y/o calibración, para asegurar su adecuación y efectividad continua y para introducir los cambios o mejoras necesarios.
5 Requisitos técnicos5.1 Generalidades5.1.1 Muchos factores determinan el desarrollo correcto y confiable de los ensayos y/o calibraciones efectuada por un laboratorio.
5.1.2 La extensión en la que los factores contribuyen a la incertidumbre total de la medición difiere considerablemente entre (tipos de) ensayos y entre (tipos de) calibraciones. El laboratorio debe tomar en cuenta estos factores en el desarrollo de los métodos y procedimientos de ensayo y calibración, en la capacitación y calificación del personal y en la selección y calibración del equipo que utiliza.
5.2 Personal5.2.1 La dirección del laboratorio debe asegurar la competencia de todos aquellos que operen equipo específico, efectúan ensayos y/o calibraciones, evalúan resultados y firmen informes de ensayos y certificados de calibración.
5.2.2 La dirección del laboratorio debe formular las metas con respecto a la educación, capacitación y habilidades del laboratorio.
5.2.4 El laboratorio debe mantener descripciones de puestos actualizados para el personal directivo, técnico y de soporte clave, involucrado en los ensayos y/o calibraciones.
5.3 Instalaciones y condiciones ambientales5.3.1 Las instalaciones del laboratorio para ensayo y/o calibración, incluyendo pero no limitadas a las fuentes de energía, iluminación y condiciones ambientales, deben ser tales que faciliten la correcta ejecución de los ensayos y/o calibraciones.
5.4 Métodos de ensayo y calibración y validación del método5.4.1 GeneralidadesEl laboratorio debe usar métodos y procedimientos apropiados para todos los ensayos y/o calibraciones dentro de su alcance. Éstos incluyen muestreo, manejo, transporte,
Página 147 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
almacenamiento, y preparación de los elementos que serán ensayados y/o calibrados, y cuando sea apropiado, una estimación de la incertidumbre de la medición, así como también las técnicas estadísticas para el análisis de los datos de ensayo y/o calibración.
5.4.3 Estimación de la incertidumbre de medición.5.4.6.1 Un laboratorio de calibración o de ensayos, que realiza sus propias calibraciones debe tener y aplicar un procedimiento para estimar la incertidumbre de medición para todas las calibraciones y tipos de calibración.
5.4.4 Control de datos5.4.4.1 Los cálculos y la transferencia de datos deben estar sujetos a verificaciones adecuadas en una forma sistemática.
5.5 Equipo 5.5.1 El laboratorio debe contar con todos los elementos para muestreo, medición y equipo de ensayo, requeridos para la correcta ejecución de los ensayos y/o calibraciones (incluyendo muestreo, preparación de los elementos de ensayo y/o calibración, procesamiento y análisis de datos de ensayo y/o calibración.) En aquellos casos donde el laboratorio necesita usar equipo fuera de su control permanente, éste debe asegurar que se cumplan los requisitos de esta norma mexicana.
5.6 Trazabilidad de la medición5.6.1 GeneralidadesTodo el equipo usado para ensayos y/o calibraciones, incluyendo equipo para mediciones auxiliares (p. Ej. para condiciones ambientales), que tenga un efecto significativo sobre la exactitud o validez del resultado del ensayo, calibración o muestreo, deben tener establecido un procedimiento y un programa para la calibración de su equipo.
5.6.2 Patrones de referencia y materiales de referencia5.6.3.1 Patrones de referencia5.6.3.2 Materiales de referenciaLos materiales de referencia deben ser, cuando sea posible, trazables a las unidades de medición del SI, o a los materiales de referencia certificados. Los materiales de referencia internos deben ser verificados tanto como sea técnica y económicamente posible.
5.7 Muestreo5.7.1 El laboratorio debe tener un plan de muestreo y procedimientos para efectuarlo, cuando lleve a cabo muestreo de sustancias, materiales o productos para ensayo y/o calibración subsecuente. El plan de muestreo así como también los procedimientos de muestreo deben estar disponibles en la localidad donde se realice el muestreo. Siempre que sea razonable, los planes de muestreo deben estar basados en métodos estadísticos apropiados. Los procesos de muestreo deben considerar los factores a ser controlados, para asegurar la validez de los resultados de ensayo y calibración.
5.8 Manejo de los elementos de ensayo y calibración
5.8.1 El laboratorio debe tener procedimientos para la transportación, recepción, manejo, protección, almacenaje, retención y/o disposición final de los elementos de ensayo y/o calibración, incluyendo todas las provisiones necesarias para proteger la integridad del elemento de ensayo y/o calibración, para proteger los intereses del laboratorio y del cliente.
Página 148 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
5.8 Aseguramiento de la calidad de los resultados de ensayos y calibración.El laboratorio debe tener procedimientos de control de calidad para supervisar la validez de los ensayos y/o calibraciones comprometidas. Los datos resultantes deben ser registrados en tal forma que las tendencias sean detectadas y cuando sea práctico, deben aplicarse técnicas estadísticas para realizar los resultados
5.10 Informe de resultados
5.10.1 GeneralidadesLos resultados de cada ensayo, calibración o de series de ensayos o calibraciones llevadas a cabo por el laboratorio, deben ser informados exactamente, claramente, sin ambigüedad, objetivamente y de acuerdo con cualquier instrucción específica en los métodos de ensayo o calibración.
Página 149 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
8. Métodos de solución de problemas
EL PROCESO 8D
Establecer un sistema de acciones correctivas y preventivas para eliminar las causas de no
conformidades actuales y futuras, a través de la metodología 8 Disciplinas.Los cambios
siempre deben documentarse, con capacitación previa. Las 8Ds son las siguientes:
D0. PREPARAR EL PROCESO DE 8 DISCIPLINAS (8D)
D1. ESTABLECER EL EQUIPO DE TRABAJO
D2. DESCRIBIR EL PROBLEMA
D3. DESARROLLAR ACCIONES INTERINAS DE CONTENCIÓN (ICA)
D4. DEFINIR Y VERIFICAR LA CAUSA RAÍZ Y PUNTO DE ESCAPE
D5. SELECCIONAR Y VERIFICAR ACCIONES CORRECTIVAS PERMANENTES (PCA`s) PARA LA
CAUSA RAÍZ Y PUNTO DE ESCAPE
D6. IMPLANTAR Y VALIDAR ACCIONES CORRECTIVAS PERMANENTES (PCA`s)
D7. PREVENIR LA RECURRENCIA
D8. RECONOCER AL EQUIPO Y LAS CONTRIBUCIONES INDIVIDUALES
Página 150 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
ENTERESE DELPROBLEMA
USE ENFOQUE DEEQUIPO
DESCRIBA ELPROBLEMA
IMPLEMENTE YVERIFIQUE ACCIONES
INTERINAS
IDENTIFIQUE CAUSASPOTENCIALES
SELECCIONE CAUSASPROBABLES
IDENTIFIQUESOLUCIONES
ALTERNATIVAS
VERIFIQUEACCIONES
CORRECTIVAS
IMPLEMENTEACCIONES
CORRECTIVASPERMANENTES
PREVENGARECURRENCIAS
¡FELICITE A SUEQUIPO!
¿ES LA CAUSAPOTENCIAL UNA
CAUSA RAÍZ ?
Sí
No
Página 151 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
D0. PREPARAR EL PROCESO
En respuesta a un síntoma evaluar la necesidad del proceso 8D. Si es necesario, proporcionar
una acción de respuesta de emergencia para proteger al cliente.
¿Se ha evaluado la necesidad de acciones de emergencia?.
¿Se han hecho mediciones para cuantificar los síntomas (severidad, urgencia y tendencia).
¿Se conoce la causa del problema?
¿La complejidad de los síntomas excede la habilidad de una persona para resolver el
problema?
HERRAMIENTAS: Carta de tendencias, Hoja de registro (Tipo de fallas vs. tiempo y vs. etapas de
lanzamiento del producto), Diagrama de Pareto
D1. ESTABLECER EL EQUIPO DE TRABAJO
Formar un pequeño grupo de personas que conozcan el proceso/producto, con tiempo
asignado, autoridad y habilidad en las disciplinas técnicas requeridas para resolver el problema
e implementar acciones correctivas. el grupo debe tener un “champion “ asignado.
ESTRUCTURA: 4-10 miembros, con un líder y un Champion, el equipo representa a la
organización / problema, tener buen ambiente de solución de problemas y Metas claras para
el equipo
D2. DESCRIBIR EL PROBLEMA
DEFINICIÓN DEL PROBLEMA
1. ¿Se ha contestado la pregunta que está mal con qué?
2. ¿Se ha hecho varias veces la pregunta ¿sabemos con certeza porqué está ocurriendo esto?
3. ¿Se ha definido el problema en términos de OBJETO y DEFECTO?
4. ¿Se ha hecho el análisis ES / NO ES (qué, dónde, cuándo y cuánto)?
5. ¿Se ha definido el flujo del proceso y si ha habido cambios?
6. ¿Se ha identificado en que paso del proceso aparece el problema?
7. ¿Se ha revisado si los componetes similares tienen el mismo problema?
8. ¿Se han colectao y analizado todos los datos?
9. ¿Se ha obtenido evidencia física del problema?
Página 152 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
DEFINICIÓN DEL PROBLEMA
PREGUNTAS: ¿Qué está saliendo mal?. ¿Sabemos porque está sucediendo? Si la respuesta es SI
volver a preguntar.
ES NO ES
QUÉ: QUÉ:
Nombrar el objeto que tiene la falla Nombrar objetos similares que pudieran tener la falla pero no la tienen
Nombrar la falla o problema que está teniendo
Nombrar otras fallas o problemas que el objeto pudiera tener pero no tiene
DÓNDE: DÓNDE:
Lugar donde se encuentra el objeto con falla Otros lugares donde el objeto puede ser encontrado sin falla
Lugar donde primero se muestra la falla Otros lugares donde el objeto pudiera mostrar falla pero no tiene
Otros lugares donde el problema ocurre o ha ocurrido
Lugares similares donde el problema nunca ha ocurrido
Donde en el objeto ocurre el problema(dentro, fuera, parte sup., inf., etc.)
Donde en el objeto pudiera haber ocurrido el problema, pero no ocurre
CUÁNDO: CUÁNDO:En qué momento ocurrió el problema (día, mes, año, hora, etc.)
Cuando pudo haber ocurrido el problema, pero no ocurrió
Cuándo ocurrió el problema en el problema Cuándo en el proceso el problema pudo haber ocurrido pero no ocurrió
Cuándo ocurrió el problema dentro del ciclo de vida del producto
Cuándo dentro del ciclo de vida del ciclo de vida del producto pudo haber ocurrido el problema pero no ocurrió
CUÁNTO: CUÁNTO:Describir la magnitud del problema falla o defecto
Describir los límites del problema, falla o defecto
Cuántos objetos tienen o han tenido el problema, falla o defecto
Cuántos objetos podrían haber tenido el problema, pero no lo tienen
Determinar la magnitud del problema en términos de %, rendimiento, etc.
Describir qué pudo haber sido pero no es.
Describir el número de defectos por objeto y sus dimensiones físicas
Describir qué pudo haber sido pero no lo es incluyendo las dimensiones físicas
Página 153 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
D.3 IMPLEMENTAR Y VERIFICAR ACCIONES INTERINAS DE CONTENCIÓN
Definir e implantar acciones de contención para aislar el efecto del problema de cualquier
cliente interno / externo hasta que se implemente la acción correctiva. verificar la efectividad
de la acción de contención.
minimizar los efectos del problema en el cliente implementando acciones de contención.
Arreglos rápidos / prácticos o 100% de inspección. Verificar la efectividad de esas acciones
evaluando en términos cuantificables.
ACCIONES DE CONTENCIÓN
1.¿cuáles acciones de contención se han identificado?
2.¿se ha asegurado que la implementación de la acción de contención no va a crear otros
problemas?
3.¿podrán aguantar todas las acciones interinas mientras se implementan las acciones
correctivas permanentes?
4.¿ha coordinado el plan de acción con el cliente?
ACCIONES DE VERIFICACIÓN
1.¿se han tenido pruebas para evaluar la efectividad de las acciones?
2.¿puede efectuar experimentos controlados para predecir el resultado de las acciones?
3.¿puede probar las acciones en una escala menor para probar si son efectivas?
4.¿se está recopilando información actualizada para asegurarse que las acciones
permanecerán efectivas?
D4. DEFINIR Y VERIFICAR CAUSA RAÍZ Y PUNTO DE ESCAPE
identifique todas las causas potenciales que podrían explicar por qué ocurrió el problema
aísle y verifique la causa raíz probando cada causa potencial ante la descripción del problema y
la información de prueba. identifique las posibles acciones correctivas para eliminar la causa
raiz.
IDENTIFIQUE CAUSAS POTENCIALES
Identifique todas las causas potenciales; analice “por qué” todas las veces que sea necesario
para llevar el proceso hasta la causa raíz; tenga una lluvia de ideas utilizando un diagrama de
causa – efecto; incluya aportaciones de todos los miembros del equipo, si el problema es
nuevo; establezca una línea cronológica.
Página 154 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Establecer la necesidad de un sistema de control nuevo o mejorado
SALIDA: Necesidad establecida para un sistema mejorado de control
ALGO CAMBIO
Gradualmente Abruptamente Se requiere nuevo nivel de desempeño
ANÁLISIS COMPARATIVO
DIFERENCIA: Son hechos únicos al ES; para los hechos que no han sido establecidos en la
columna del ES, preguntar: ¿Qué es diferente, único, peculiar, especial o verdadero sólo en el
ES cuándo se compara al NO ES?
GUÍAS: Listar todos los hechos sin prejuicio, que sean causa o causa potencial, considerar las
5M´s, gente, métodos, materiales, máquinas, mediciones y medio ambiente.
CAMBIOS: Son hechos relacionados con las diferencias, preguntar: ¿Qué ha cambiado dentro,
fuera, alrededor o en relación con la diferencia y cuándo ocurrió el cambio?
GUIAS: Listar todos los cambios ocurridos en relación con las diferencias sin importar la fecha o
su potencialidad como causa, considerar las 5 M’s.
TEORIAS SOBRE LA CAUSA RAIZ: Son una forma limitada de tormenta de ideas; son
afirmaciones de las formas en que los cambios pudieron haber creado las fallas; son
afirmaciones de las formas para lograr un nivel de desempeño mejorado, preguntar: ¿Cómo o
de qué forma pudo este cambio haber causado el efecto en el objeto? ¿Cómo podría mejorar el
nivel de desempeño, esta diferencia identificada o cambio sugerido al producto, proceso o
sistema?
GUIAS: Listar cada teoría en forma individual, sin rechazarla por su probabilidad o no práctica;
Iniciar con las de cambios simples para variabilidad simple primero, después seguir con la de
variabilidad compleja; motivar al grupo a que siga generando teorías; dejar la crítica de las
teorías para el siguiente paso de PRUEBA DE TEORÍAS Y CAUSA RAÍZ.
Página 155 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
PRUEBA O CRÍTICA DE LAS TEORIAS SOBRE LA CAUSA RAIZ: hacer una evaluación crítica de las
teorías contra las tablas de ES / NO ES; probar la plausibilidad no posibilidad de cada teoría;
hacer una prueba de la probabilidad de la teoría; hacer un proceso de eliminación ¿La teoría
de la causa raiz explica ambos el ES y NO ES?
GUIAS: probar la teoría contra TODOS los grupos individuales de ES / NO ES; si la teoría pasa en
ambos el ES y NO ES, marcarla con un signo (+), en caso contrario marcarla con un signo (-). Si
hay incertidumbre marcarla con ? Probar las teorías simples primero y después las complejas
VERIFICACIÓN DE LA CAUSA RAIZ: describir el método óptimo para que primero en forma
pasiva y después en forma activa se verifique la causa raíz.
D5. SELECCIONAR Y VERIFICAR ACCIONES CORRECTIVAS PERMANENTES (PCA`s) PARA LA
CAUSA RAÍZ Y PUNTO DE ESCAPE
A través de programas de prueba o pre-producción confirmar cuantitativamente que las
acciones correctivas seleccionadas resolverán el problema del cliente, y no tendrán
consecuencias indeseables. Definir las acciones de contingencia si es necesario, basado en
estimaciones de riesgo. Verificar acciones correctivas antes de que estas se implanten.
Verificar los mejores enfoques: Pruebas de laboratorio, manufactura -indicadores de la
planta, gráficas de control para cambios en la manufactura, auditorias a reportes de
desperdicio, preparar un plan de acción que identifique quién va a hacer qué acciones y
cuándo. verificar la solución con el cliente. Hacer un análisis de decisión como parte de la
consideración de costo y tiempo, para resolver el problema.
D6. IMPLANTAR Y VALIDAR ACCIONES CORRECTIVAS PCAs
Defina e implemente las acciones correctivas permanentes; escoja controles continuos para
asegurarse que la causa raíz se elimine; una vez en producción, monitoreé los efectos a largo
plazo e implemente acciones de contingencia, si es que son necesarias; establezca un plan de
acción para todas las acciones permanentes; establezca controles continuos en el proceso;
inicie un plan estadístico para medir la efectividad de las acciones correctivas; implemente
cambios de entrenamiento apropiados; corrija las partes defectuosos ya producidas;
identifique las acciones de contingencia.
Página 156 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
D7. EVITAR RECURRENCIA.
Modificar los sistemas de administración, sistemas de operación, prácticas y procedimientos
para evitar recurrencias de éste y otros problemas similares. Describir las razones por las que
ocurrió este problema.
Diagrama de causa - efecto ; Diagrama de flujo de proceso; Análisis estadístico; ayude a los
gerentes a comprender por qué su sistema permitió que se desarrollara un problema; revise
los sistemas de administración, las prácticas y los procedimientos, si es necesario; documente
nuevos procedimientos obsoletos y revise normas anteriores; dar capacitación adicional si se
requiere.
8. FELICITAR AL EQUIPO DE TRABAJO
Dar un reconocimiento a los esfuerzos colectivos del equipo: reconocer el significado y valor
que tiene el solucionar un problema; documentar lo que se aprendió al resolver el problema;
escribir reportes de casos de estudio; dar un reconocimiento a los esfuerzos colectivos del
equipo.
Página 157 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
FORMATO DE 8 DISCIPLINAS
1. Identificar el equipo 2. Definir el problemaIntegrado por personas de diferentes areas Descripción: o departamentos. Se necesita alguien de:
Fecha descubierta: Producción? Mantenimiento? Dónde ocurre: Calidad? Compras? A qué afecta: Ingeniería? Sistemas de Cal? Almacén ?
ejem: Partes por millón ejem: 100 ppm de defectivos.(a) Cuál es la unidad? (b) Cuál es la meta?
DepartamentoNombre
2. Definir el problemaHerramientas: Mapas de proceso, análisis “es/no es” N° Parte :
Dibujo
Definir unidad de medición y Gráfica de tendencia
Tiempo
Gráfica de Tendencia: Usar gráfica para mostrar datos históricos, unidades y meta para el futuro
Página 158 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
3. Contener los síntomas
Contener los síntomas para prevenir que el problema se escape al consumidor. Realizar Plan de Acción Inmediato
4. Análisis de Causa Raiz A. AMEF’s de referencia ( Utilizar herramientas de Calidad adicionales). B. Lluvia de ideas
C. Causas probables Tres puntos del Diagrama de Pescado que la mayoría concuerda en que son las causas más probables en orden de importancia. Técnica del Grupo Nominal se recomienda para enlistar y priorizar las causas.
123
D. Análisis de 5 por qué’s ¿Cuál es la causa raíz del problema. Preguntarse 5 veces ¿por qué?
Resp. Acciones
Causa más probable
Escape Causa Proveedor
Escape CausaPor qué?
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
MaquinariaMateriales
Mano de Obra Método
Efecto/Síntoma
Ver anexo de anàlisis de PORQUE?
Página 159 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
E. Test de causa raiz ¿El enunciado de la causa raiz identifica algún elemento del proceso? SI!
¿Es controlable la causa raiz? SI!
¿Se puede preguntar “por qué” otra vez y obtener otra causa raiz controlable? NO!
¿La causa raiz identificada es la falla fundamental del proceso? SI!
Si corregimos o mejoramos la causa raiz identificada, ¿Asegurará que el problema identificado SI!no vuelva a ocurrir?¿Hemos identificado la causa raiz del problema? SI!
¿Ya checamos que nuestra causa raiz identificada sea aplicable para más de una parte o proceso? SI!
5. Seleccionar acciones correctivas
Tipo de Acción C
o PFecha
Compromiso? EstatusCausas (Contribuyentes Principales) Quién es Responsable?Acciones
Página 160 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
6. Implantar acciones correctivas Claves de los Tipos de Acción: T – Temporal P – Permanente
Tiempo
7. Estandarizar acciones preventivas
Calendario de seguimientosFecha: Hora: Lugar:Fecha: Hora: Lugar:Fecha: Hora: Lugar:Fecha: Hora: Lugar:Fecha: Hora: Lugar:Fecha: Hora: Lugar:Fecha: Hora: Lugar:Fecha: Hora: Lugar:
8. Reconocimiento al equipoA. Reconocer contribuciones individuales - ¿qué hizo cada miembro del equipo para apoyar el proceso de 8D’s?
B. Celebrar los logros del equipo – Identificar meta y enlistar formas de celebración para cada meta.
Causa / Punto
Página 161 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
C. Causas probables Tres puntos del Diagrama de Pescado que la mayoría concuerda en que son las causas más probables en orden de importancia. Técnica del Grupo Nominal se recomienda para enlistar y priorizar las causas.
1 Lote de lámina decorada por proveedor nacional le aplico pintura café con baja elasticidad
2
3
D. Análisis de 5 por qué’s ¿Cuál es la causa raíz del problema. Preguntarse 5 veces ¿por qué?
Disciplina N° 4 Análisis de causa raíz
Máquina AR3 operada
Escape Causa Proveedor
Escape CausaPor qué?
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
Por qué?
Por qué?
No sé o es obvio.
Por qué?
Ver desglose de análisis
Página 162 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
7 STEP CORRECTIVE ACTION FORM7 Step Initiator / Team Leader: Status: OPEN
Phone: Fax: CLOSED
e-mail: Issue Date:
Customer Lead Responsibility:
Phone: Fax: Revision Date:
e-mail:
Supplier Name: Supplier code: Location:
Part No: Description:
Date of Occurrence: Vehicle Family Affected: Source of Complaint:
NC Ticket Number: Other Reference Number (specify):
Containment Date / Time (see Step 2 note):
Date of Root Cause Identified: Date PCA Identified:
Date PCA Verified: Date PCA Implemented: Date Closed:
1. Problem Identification / Description:
2. Interim Action / Containment (response to the issuing location is due within 24 hr of NCT issuance)
3. Root Cause Analysis
Was this a Recurring Problem? No Yes (explain failure of prior corrective action plan below)
4. Permanent Corrective Action
5. Verification of Corrective Action Plan
6. Controls & Prevention
7. Verify Corrective Action Resolves Issue & Lessons Learned
Página 163 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Método de los 5 pasos
Objetivo: Establecer el proceso para la elaboración y seguimiento del 5 pasos y planes de
acción, para asegurar la identificación correcta de la causa –raíz o mejora potencial , el
establecimiento de acciones adecuadas y su seguimiento hasta la implementación, para
asegurar la estandarización de los procesos y prevenir la no recurrencia en el caso de las
acciones correctivas.
Que es un 5 Pasos y para que nos sirve?...
R= Es una metodología para resolver una falla critica ocurrida en el cual se identifica la causa
raíz se establecen las acciones necesarias para eliminarla y prevenir su recurrencia.
1. Reconocer el problema
1.1 Reconocer el problema: Para identificar el problema se compara el estado actual contra el
que debe ser,
1.2 Descripción del Problema: entre + clara sea la redacción de un problema + fácil es
orientarse a su solución. Se utilizan la técnica de las 7 preguntas: ¿Qué paso? ¿Dónde paso?
¿Cuánto afecto? ¿Cuándo paso? ¿Porqué paso? ¿Quién estuvo involucrado? ¿Cómo paso?
2 . Acción de contención
Los responsables directos del área (Equipo Básico) deben de establecer una acción de
contención temporal para minimizar los efectos del problema mientras se determinan las
acciones en el 5 pasos.
ACCION CONTENEDORA: “Acción que minimiza los efectos del problema y en donde se
establece: Qué se va a hacer? / Quien lo va a realizar? / Fecha de inicio – Fecha de termino/
Control de avance de realización ( si aplica) “
Página 164 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
3. Formación del Equipo
3.1 Equipo Básico: El equipo se conforma por el Jefe de turno o nivel-puesto equivalente, el
supervisor y el personal involucrado directamente en la desviación. El equipo básico realiza un
analisis preeliminar para determinar quién es el equipo completo que va a participar para el
desarrollo del 5 pasos. Se debe de convocar el equipo tan pronto como sea posible para
posterior presentar el 5 pasos ante el Staff.
3.2 Equipo completo: Equipo Básico + Equipo de soporte; el equipo de soporte está
conformado por las áreas adicionales pero necesarias para el análisis del problema.
Ejemplo: Paro de linea
Equipo de soporte: Calidad / Planeación
4. Recopilar información – Información que aplica
Se recaba y analiza toda la información relacionada al problema. Se deben de identificar todas
las fuentes de información. Tipos de Información:
*Procedimientos / IT’s/ HTE’s; Mapeo de procesos; Plan de contingencia; Plan de Sustitución;
Expediente del trabajador; 5 pasos anteriores de eventos similares; Matriz de Habilidades;
Boletin de Seguridad / Informe de Accidentes/ Incidentes
5. Analizar el Problema
Se utiliza la técnica de los 5 Porque’s para llegar a la causa raíz. Esta técnica se utiliza siempre
que se ha definido el problema satisfactoriamente.
APLICACIÓN DE TORMENTA DE IDEAS – Excepción: Cuando no se conoce que paso con
exactitud o cuando no se puede definir el problema se emplea la “tormenta de ideas” para
identificar primero cual es el problema antes de determinar su(s) causa(s).
Se realiza el análisis y se determina la(s) causas(s) raíz.
Ejemplo: Problema aparecido en fin de semana
ANALISIS MEDIANTE 5 PORQUES’s :
El tractorista “x” surtió material “x” tomado de otro punto de uso. ( 1er. Porque del paro de
linea)
Porque? Porque no tenía equipo para desplazarse a recoger el material
Página 165 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Porque? Porque el tractor No. X hacia dos horas que presentaba una falla de frenos lo que
hacía peligroso su uso.
Porque? Porque al tractor le tocaba mantenimiento preventivo desde hace dos semanas y ya
presentaba problemas pero no fue llevado al Mantenimiento como estaba planeado.
Porque? (Causa raíz) Porque no se aplica ni se toma en consideración el Plan de
Mantenimiento Preventivo/ Correctivo a los equipos como está establecido.
6. Evaluar y decidir soluciones / Establecimiento de acciones correctivas/
Preventivas
Se define una o varias soluciones, se evalúa si las alternativas son viables, se considera que:
Son efectivas: eliminan por completo el problema o solo lo reducen; no causan efectos
secundarios.
Son factibles: existen los medios; hay conocimientos / Capacitación; el tiempo en el que se
realizan.
Económicamente aceptables: su costo es aceptable; el costo - beneficio es aceptable.
7. Implementación de las acciones
Se considera el responsable así como los tiempo de inicio y terminación de la actividad.
El control de la realización de una solución (actividad) se da de acuerdo a la siguiente tabla:
Se da seguimiento a las acciones, sin embargo se puede considerar durante la implementación
de las acciones que:
• Se pueden tener ACTIVIDADES ADICIONALES
Se registran las acciones adicionales para lo cual se debe de reunir el equipo de forma
periódica hasta su terminación. La junta es convocada por el líder del equipo.
8. Efectividad de las acciones
Se llevan a cabo las acciones al 100% por parte de los responsables. Cuando las acciones se
cierran, se monitorean en un plazo de 25 días laborables (por el líder del equipo), quien mide
la efectividad de las acciones sobre la eliminación de la causa raíz, si esta se elimina y se
cumplen las acciones de forma efectiva se informa a la Gerencia y se da por cerrado el 5 pasos.
Página 166 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Cuando se cierran las acciones y se da por terminado el cinco pasos se revisa si el problema
puede afectar a otra área, proceso o material y se determina si las acciones se pueden aplicar
de forma preventiva para eliminar la posible falla antes de que aparezca.
Por último se da por concluido y se felicita al equipo. En el caso de que las acciones se puedan
aplicar a otras areas para prevenir la misma falla se emite un plan de acción
Semáforo 5 Pasos
• Efectividad comprobada
• Acciones al 100% con evidencia entregada y validación pendiente
• Se cuenta con 5 pasos, pero faltan evidencias.
• 5 pasos con plazos vencidos
• No se tienen los 5 pasos
TIPS PARA UN BUEN SEGUIMIENTO EN LA SOLUCIÓN DE PROBLEMAS
Para el análisis y solución de un problema existen recomendaciones que nos ayudan a trabajar
de mejor forma y lograr el objetivo propuesto:
TRABAJO EN EQUIPO y PRIORIZACIÓN DE ACTIVIDADES
El trabajo en equipo nos ayuda a reunir conocimientos, experiencias, o habilidades
para solucionar el problema
Características del Equipo: ausencia de Conflictos; planeación; apoyo mutuo; dialogo; Manejo
de diferencias; confianza mutua; retroalimentación; consenso; organización; tareas claras y
definidas; toma de decisiones; evaluación y Seguimiento.
Roles en un equipo:
Lider: Administra al equipo; maneja la logística; dirige al grupo; asegura que las acciones y
el problema se resuelva.
Página 167 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Facilitador ( Puede ser también el Líder): promueve la participación en equipo; ayuda a
eliminar los conflictos grupales; documentador; toma la minuta y acuerdos y los difunde; otros
participantes.
PRIORIZACIÓN DE ACTIVIDADES: debemos de seleccionar las actividades a realizar en base a su
importancia, debemos de empezar por aquellas actividades que contribuyen en un mayor
porcentaje a la solución del problema, ya que aunque podemos tener varias actividades por
realizar pueden existir una dos a las cuales debemos de darles seguimiento de forma
inmediata.
Página 168 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
(CA) PDCA FLOW IN 5P PROCESS Problem#: RR# 33914, 33913 Rank:
CAPDCA P/D C5P BOX PS 1A 1B 2A 2B 2C 3 4 3 4 5 Resp.:
Task:PROBLEM STATEMENT (OBJECT/DEFECT) Name:
Plt./Dept.
1-A PROBLEM DEFINITION USE THE 5W2H TO DESCRIBE THE EFFECTS AND HOW THEY WERE DETECTED 1-B PROBLEM DEFINITION SUMMARY OF ANALYSIS USED TO FIND AND CONFIRM TRUE CAUSE(S)
WhoWhat
WhereWhen
WhyHow
How Many
2-C IDENTIFY ROOT CAUSE (ROOT CAUSE (WHY,WHY) ANALYSIS OF BOTH PROBLEM OCCURRENCE AND NONDETECTION) (CIRCLE CAUSES TO BE COUNTERMEASURED) IDENTIFY ROOT CAUSE (CAUSES [FROM 2C] TO BE C/M & WHY SELECTED)
(PROBLEM)WHY MADE
WHY SHIPPED
3 CORRECTIVE COUNTERMEASURE (S) CONFIRM COUNTERMEASURE(S) 5 FEEDBACK/FEEDFORWARDHOW RESULTS RESPONSIBILITY WHO HOW
C A A
IDENTIFY TEMPORARY AND PERMANENT RESPONSIBILITY DATE
ISSUING DEPT.
Checked By Approved By Reported To3 Month Check-
up
ISSUER
Checked By
SUPPLIER
2-D
4DATE
Approved ByIssued By Prepared By
DATE
5 PRINCIPLES FORPROBLEM SOLVING
SHEET for SUPPLIERS
4 5
1
Página 169 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
2-A IDENTIFY ROOT CAUSE (BRAINSTORMING) 2B IDENTIFY ROOT CAUSE(Fishbone, Orginaz. Cht., Mind-Map, etc… Why, Why, Why Analysis)
4M
(4P) Possible Causes Clarification
HARD SIDE - MECHANICAL FACTORS
Machine Material
manmethod
SOFT SIDE - HUMAN FACTORS
Method
(Procedure)
Etc./O
ther
Machine
(Policy)
Material
(Plant)
Man
(People)
Página 170 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Página 171 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
5Y PROFUNDIZAR EN EL PROBLEMA
Notas:Se muestran las cartas del flujo de proceso para las ramas del documento de GM 3 x 5 para Predecir, Prevenir y Proteger
Ir en pasos de bebé, resitir la tentación de avanzar rápido y poner más de 1 caja Por Qué. Usar más de 5 cajas para cada rama como sea necesario
La causa raíz técnica (X Roja) en el proceso debe ser conocidad antes de iniciar el análisis profundo en las hojas de trabajo
Específicamente, se están utilizando palabras "por qué…." o "debido a…" en cujalquier caja, hay tendencia a moverse a la siguiente caja Por qué
Las preguntas y árboles lógicos son representativas de muchas fallas; las listas no incluyen a todas. Asegurar el análisis adecuado de la falla, no tratar de adecuarse a las categorías aquí mostradas.
Tratar con "Qué es/ Fue´" al momento de la falla, no con "Qu pudo ser...", a pesar de usar diagramas de Ishikawa, ya que sus ramas se enfocan a las causas potenciales principales y no inlcuyen todas.
Prevenir: ¿Por qué el proceso de manufactura generó este defecto?Enfocarse en los hechos del proceso al momento de la falla.
Iniciar aquí >>>> ¿Fue un error de la máquina?
SI
Por qué 1
¿Qué falló en la máquina / equipo que generó el defecto? M1: Nuestra Máquina / equipo (especificar que parte) creó el defecto.
Respuestas / razones comunes
Por qué 2
A La máquina se ajustó para producir el producto de esta formaB Los ajustes de la máquina cambiaron y generaron este defectoC La variación en la máquina creo partes defectivasD El herramental de la máquina se rompío causando este defecto
E El herramental de la máquina se desgastó o deterioró causando este defecto
F La máquina no completó su ciclo normal
Por qué 3
A
Las instrucciones de ajuste de la máquina fueron incorrectos / no clarosEl ajustador no siguió las instrucciones de ajusteEl equipo de ajuste y medición no fue utilizado / no estaba disponibleLa máquina fue ajustada para producir el producto defectuosoLa máquina fue ajustada por personal no calificado
Página 172 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
B
Se le permitió a personal no calificado cambiar los ajustes de la máquinaLos ajustes de la máquina no fueron controlados y cambiaron por si mismosLos ajustes de la máq. se cambiaron para corregir un problema y crearon otro
CEsta maquinaria no puede ser controlada muy bine para prevenir el defecto El proceso es demasiado complejo para controlar bien todas las variablesLas condiciones ambientales tienen un efecto excesivo en la máquinaLa variablidad de la máquina se incrementó y el proceso se salió de control
D
La parte se colocó fuera de posición, haciendo que la herramienta se rompaLa máquina se trabajó en un ciclo equivocado rompiendo el herramentalLa herramienta no fue reemplazada antes de su roturaSe utilizó herramental defectuoso y se rompío antes de su vida útil
E El hrramental no fue reemplazado en el intervalo correctoOcurrió un desgaste excesivo en la herramienta
F La máquina se paró a mitad del ciclo
Ocurrió una falla en la máquina y se detuvo a mitad del ciclo Los controles de la máquina detectaron un final de ciclo en falso
Por qué 4 ++++
¿Cuál es la causa raíz de las fallas antes descritas? ¿Puede haber más de un Por qué faltante? Siempre peguntar "¿Pudo este error evitarse con Poka
Yokes de modo que nunca PUDO OCURRIR?
NO ¿Fue un error del operador?
SI
Por qué 1
¿Qué hizo el operador incorrectamente? M1: El operador tuvo un error y creó el defecto
Especificar la estación / operación donde ocurrió el error
Respuestas / razones comunes
Por qué 2
A La Parte / componente fue fixtured / localizada / instalada incorrectamente
B Una operación o componente fue omitido por el operadorC El operador sólo completó una porción del ciclo normalD El operador realizó la operación en una secuencia incorrectaE El operador seleccionó las partes equivocadas para la operación
Página 173 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Por qué 3
A B C D E
El operador no siguió las instrucciones del trabajo estandarizadoNo había instrucciones de trabajo estandarizado para la operaciónLas instrucciones de trabajo estandarizado eran no claras / inadecuadas / incorrectas No se capacitó al nuevo operador No se capacitó de forma adecuada al operador nuevo Se capacitó al operador nuevo, pero no entendió los requerimientos de la operación La operación cambió, pero el operador no estaba enterado no conciente El desorden en el lugar de trabajo creo una oportunidad para error Un operador hizo un cambio de producto y esto causó el defectoEl operador desactivó o puenteó una parte del equipoEl operador no utilizó las herramientas / ayudas adecuadasEl operador no utilizó el equipo adecuado para la operación
Por qué 4 ++++
¿Cuál es la causa raíz de las fallas antes descritas? ¿Puede haber más de un Por qué faltante? Siempre peguntar "¿Pudo este error evitarse
con Poka Yokes de modo que nunca PUDO OCURRIR?
NO ¿Fue un problema de Materiales?
SI
Por qué 1
¿Qué estuvo mal con los materiales? M1: Un problema de material causó el defecto
(Especificar que tipo de problema de material ocurrió)
Respuestas / razones comunes
Página 174 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Por qué 2
A Se utilizó un material equivocado en el procesoB El material estaba defectuosoC Los materiales estaban contaminados / mezcladosD EL material estaba deteriorado / cambiadoE El material no fue adecuadamente contenido
Por qué 3
A
Se surtió un material equivocado a la línea / máquinaSe surtieron varios materiales a la estación y se seleccionó uno erróneoSe utilizó material no identificadoSe utilizó material mal identificado o etiquetado
B
Los materiales comprados no cumplen especificaciones (ver sección de Tier 2)Nuestro proceso creo o reveló defectos en las materias primasMaterial defectuoso surtido internamente se pasó a procesos posteriores
CEl almacenamiento interno contaminó el materialSe introdujo contaminación a la estaciónSe recibieron Materiales contaminados del proveedor (ver Tier 2)
DLos materiales se almacenaron inadecuadamenteLos materiales se deterioraron con el tiempoEl proveedor de materiales hizo un cambio, y no estábamos enterados
ENo se consideraron todas las localizaciones de los materialesEl material no es surtido siempre en FIFOsLa localización del material no es específica
Por qué 4 ++++
¿Cuál es la causa raíz de las fallas antes descritas? ¿Puede haber más de un Por qué faltante? Siempre peguntar "¿Pudo este error evitarse
con Poka Yokes de modo que nunca PUDO OCURRIR?
NO ¿La parte cambió de Buena a Mala después de completar el proceso de manufactura?
SI
Página 175 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Por qué 1
¿Cómo cambió la parte de OK a defectuosa después de completar el proceso de manufactura?
M1: Las partes eran OK antes del proceso, pero cambiaron subsecuentemente (especificar como cambiaron)
Respuestas / razones comunes
Por qué 2
A Las Partes se dañaron en empaque o embarque
B Las partes fueron deformadas / distorsionadas después de la manufactura
C Ocurrió un exceso de compresión / expansión en las partes terminadasD Las partes se almacenaron de manera inadecuada demasiado tiempoE Las partes de dañaron durante el manejo de materiales
Por qué 3
ALas partes se empacaron en contenedores equivocadosLas partes se empacaron incorrectamente en contenedores adecuadosLas ayudas de empaque no se usaron / usaron incorrectamenteLa protección de mutilación del empaque no se utilizó / utilizó inadecuadamenteParts move during transit causing damage
B
Las partes se empacaron muy calientesLas partes empacaron incorrectamenteLas partes se almacenaron de manera incorrectaLos métodos aceptados de empaque crearon esfuerzos excesivos partes
C Las Partes no se estabilizaron adecuadamenteLas Partes se expusieron a condiciones ambientales anormales
DControles de FIFO inadecuadosSobreproducción de productos terminados resp. a programas del cliente
ELas partes fueron tiradas / apiladas incorrectamente y les causó dañoLas partes fueron embarcadas en el camión inadecuadamenteLas partesno fueron almacenadas en área protegida
Por qué 4 ++++
¿Cuál es la causa raíz de las fallas antes descritas? ¿Puede haber más de un Por qué faltante? Siempre peguntar "¿Pudo este error evitarse
con Poka Yokes de modo que nunca PUDO OCURRIR?
Página 176 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
NO
¿Pasó los defectos al proceso por el Tier 2 / tier 3 ? Importante: El título del problema debe decir "Construimos y
embarcamos el producto con un defecto del Tier 2", Y se completa como se falló al Predecir, Prevenir y Proteger a GM de esto. Anexar el
Tier 2 5Y al nuestro.
SI
Por qué 1
¿Cómo se pudo construir el producto con un defecto de Tier 2 / 3 y se emabarcó a GM? M1: El producto se construyó con un defecto
de Tier 2 / 3 y se embarcó a GM.
Respuestas / razones comunes
Por qué 2
A Nuestro operador cometió un error (ver columna de error del operador)
B Nuestra máquina tuvo un error (ver columna de la máquina)C Es un defecto no predecible en la empresa
Por qué 3
A
B
C
D
No ¿Falló el Poka Yoke para este defecto?
SI
Página 177 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Por qué 1
¿De que forma falló el Poka Yoke para este defecto? M1: Falló el Poka Yoke o A Prueba de Error
Respuestas / razones comunes
Por qué 2
A Los dispositivos A Prueba de Error o Poka Yoke se desconectaron B Los dispositivos A Prueba de Error o Poka Yoke se puentearonC Los dispositivos A Prueba de Error o Poka Yoke eran inadecuadosD Los dispositivos A Prueba de Error o Poka Yoke se ajustaron mal
Por qué 3
ALos operadores desconectaron los dispositivos A Prueba de ErrorLos operadores de ajuste fallaron en verificarlosMantenimiento los desconectó inadvertidamente
B
Los operadores los puentearonEl líder del equipo los puenteoLos ajustadores los puentearonMantenimiento los puenteo
C
Los dispositivos A Prueba de Error fueron mal diseñadosLos dispositivos A Prueba de Error se han deteriorado y no funcionan bien
DLos operadores de ajuste no siguieron las instruccionesLas guías fueron incorrectas
Proteger: ¿Por qué no se protegió al cliente GM de este defecto?
¿Cómo salieron las partes defectivas de la planta? Enfocarse en las fallas que sucedieron despúes que se embarcaron las partes defectuosas.
Iniciar aquí >>>> ¿Había un proceso instalado para detector este defecto?
NO
Por qué 1
¿Por qué no se buscó el defecto? Q1: No había un proceso para detector del defecto.
Common Answers / Reasons
Página 178 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Por qué 2
A El proceso de detección no estaba en el plan de control o instrucciones de trabajo
B El defecto no se pudo detector en la planta CD
Por qué 3
A
Error de dedo al pasar los defectos del FMEA al PCP No se identificó en el PFMEA como un modo de falla (ver segment de Predicción
B
Este es un defecto de Tier 2 que no se verificó (ver segmento de prevención)El defecto visul está Escondido en las partes cuando se embarcaron Sólo pruebas destructivas revelan este defecto.El defecto solo ocurre durante el proceso de embarque
C
D
Por qué 4 +++ ¿Cuál es la causa raíz de las fallas que se describieron arriba? ¿Puede
haber más de una, por qué?
Yes ¿Se detectó el defecto?
NO
Por qué 1
¿Por que no se detectó el defecto? Q1: ¿El método de detección usado no pudo detector el defecto
Common Answers / Reasons
Why 2
A The sample size / frequency was inadequate to detect the occurrenceB Our inspection method was inadequate to detect this defectC The detection process was not performed / did not workD
Página 179 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Why 3
AThe RPN was incorrect (See Predict segment)High RPN was not used to generate more frequent inspections
B
Error detection equipment had deterioratedGauging was not calibratedInspection equipment was not capableInspection environment was not adequate (ie too dark, dirty, etc.)Operators were not given adequate time to perform inspection correctly
CProcess step was missedOperator failed to perform inspection as per work instructionsError detection equipment was bypassed / failed to work
Why 4 +++ What is the root cause of the failures you have described above? May
be more than one remaining Why?
Yes Did you contain all the defective product?
NO
Why 1Why did your containment procedure fail?
Q1: The containment procedure failed to protect the customer from all the defect parts.
Common Answers / Reasons
Why 2
A BCD
Why 3
A
B
Página 180 de 185
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
C
Why 4 +++ What is the root cause of the failures you have described above? May
be more than one remaining Why?
Predict: Why did you fail to PREDICT that this Defect would occur? (or Did you predict it???) Focus on the PFD, PFMEA, and PCP as of the date the defect was built at your facility.
Start Here >>>> Was this Failure Mode listed on the PFMEA for this part when the defect occurred?
NO
Why 1 Why was this failure mode not listed on the FMEA at all? P1 PFMEA did not include this failure mode
Common Answers / Reasons
Why 2
A Our APQP Team overlooked this failure mode B We believed this failure mode had Zero potential for occurrenceC New failure mode that had never been seen beforeD FMEA was done by others and not reviewed
Why 3
A
APQP team was not cross functional APQP team was not trained APQP team did not follow proper procedures APQP team did not use lessons learned from other partsClerical error on PFMEA not detected
B
APQP team did not understand the failure mode
APQP team believed we were error proofed against thisBelieved process capability was higher than it truly wasAPQP team did not understand a new process
CNew process that was not properly evaluated Special event that had never occurred before Not anticipated on DFMEA
Página 181 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
DTakeover business that did not get thorough APQPNo review program for older PFMEA's
PFMEA's not updated frequently enough
Why 4 +++ What is the root cause of the failures you have described above? May
be more than one remaining Why?
Yes Was the specific failure mode shown at the correct step on the Process Flow Diagram?
NO
Why 1 Why was the failure mode not shown at the right step in PFD? P1: PFMEA listed failure mode at wrong process step.
Common Answers / Reasons
Why 2
A APQP team did not realize failure could happen where it didB PFD did not reflect actual process on the shop floor
C PFMEA's do not recognize "downstream" failure modes, only original ones
D Clerical error on PFMEA not detected
Why 3
A
APQP team failed to consider all sources of defective partsAPQP team was not familiar with the full processAPQP team was not cross functionalAPQP team was not trainedAPQP team did not use lessons learned from other parts
BPFD's not updated when processes changedPFD's not validated during APQPPFD's not reviewed as part of PFMEA RPN Reduction StrategyPFD developed by other suppliers, not updated to our processes
CPFMEA's are generic and not specific to processesAPQP process not robust and thoroughAPQP process not validated by management
D PFMEA not reviewed by the correct peopleInadequate controls on PFMEA development processes
Página 182 de 185
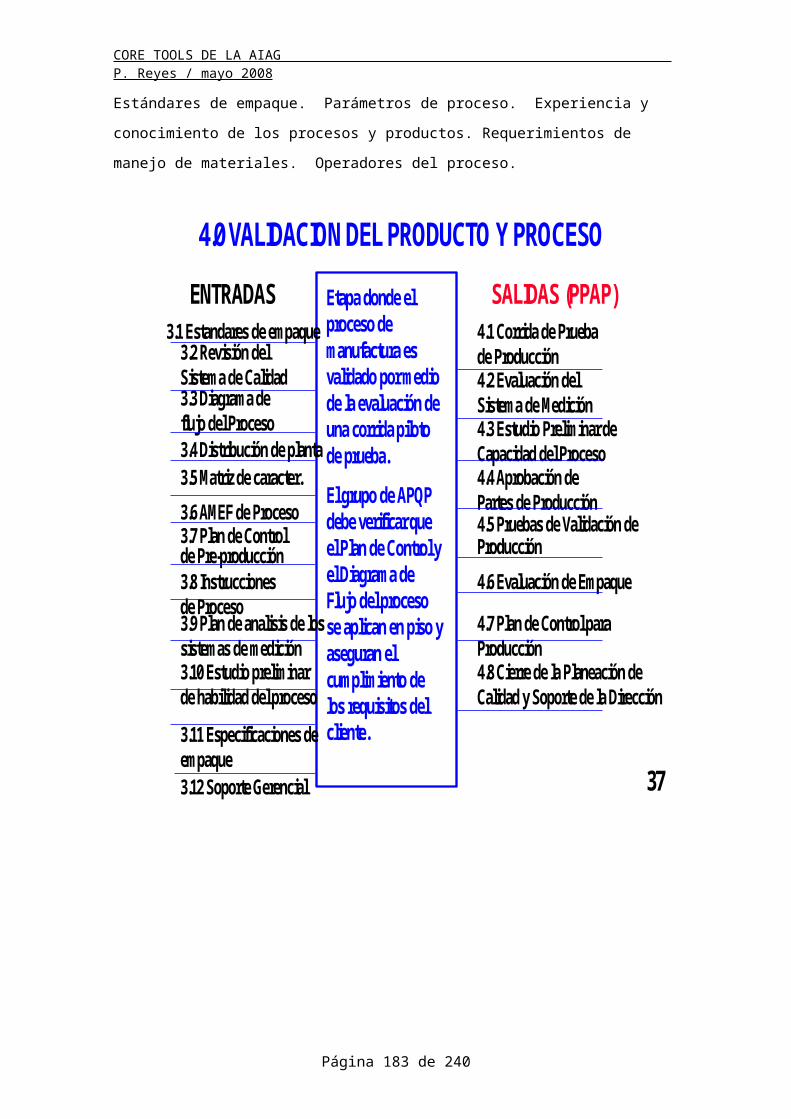
CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Why 4 +++ What is the root cause of the failures you have described above? May
be more than one remaining Why?
Yes Was the correct Cause mechanism for this failure mode identified on the PFMEA?
NO
Why 1Why did you fail to identify the correct cause of the known failure mode
on your PFMEA? P1 PFMEA did not list the correct cause mechanism for this failure.
Common Answers / Reasons
Why 2
A APQP team was not aware that this defect could be caused this wayB APQP team omitted this cause when they developed PFMEAC Clerical error on PFMEA not detected
Why 3
A
APQP team failed to consider all potential causes of defective partsAPQP team was not well trainedThe process had changed creating a new failure causeAPQP team did not include the correct subject matter expertsAPQP team was not cross functional
BInadequate review of PFMEA's after initial PPAP authorizationAPQP team was not well trainedPFMEA's are generic and not specific to processes
CPFMEA not reviewed by the correct peopleInadequate controls on PFMEA development processes
Why 4 +++ What is the root cause of the failures you have described above? May
be more than one remaining Why?
Página 183 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
Yes Was the RPN assigned to the failure mode correct?
NO
Why 1Why was the RPN incorrect?
P1 RPN assigned to this failure mode was incorrect (Specify old RPN and correct RPN)
Common Answers / Reasons
Why 2
A Severity ranking was too low (Specify old and new Severity ranking)
B Occurrence ranking was too low (Specify old and new occurrence ranking)
C Detection ranking was too low (Specify old and new detection ranking)D Multiplication error in RPN calculation was made
Why 3
APFMEA was not updated to AIAG Rev 3 standards for severitySeverity of defect was not understood by APQP teamGM engineering change caused an increase in severity that was missed
PFMEA was not updated to AIAG Rev 3 standards for occurrence
B
Tier 2 failure rates were wrong / inadequately validatedSudden change in occurrence rate caused ranking to be incorrectProcess change caused occurrence rate of defect to increaseOccurrence ranking was based on external failures only, not actual defect rateOccurrence ranking was determined on a different but similar processOccurrence ranking was determined based on faulty defect data
C
PFMEA was not updated to AIAG Rev 3 standards for detectionAPQP team assumed detection method was more reliable than it really wasChange occurred that caused detection method to become less effective
D RPN calculation formula was incorrect
Why 4 +++ What is the root cause of the failures you have described above? May
be more than one remaining Why?
Yes Was the PCP correct (showed an appropriate reaction / control method for this failure mode?)
Página 184 de 185

CORE TOOLS DE LA AIAG P. Reyes / mayo 2008
NO
Why 1 Why was the PCP incorrect? P1: The Process Control Plan did not correspond to the PFMEA
Why 2
A Failure modes from PFMEA were not carried through to the PCPB PCP was changed without reference back to PFMEAC Control methods / frequencies were not shown or incorrect on PCPD Clerical error that was not detected
Why 3
A
APQP team was not trained in APQP processAPQP team did not work with PCP development teamProcess change was captured on PFMEA but not on PCP
BInadequate control on revisions to PCPLack of communication between PCP and PFMEA document owners
C
PCP references other documents for details of controls & reactionsPCPs are generic and not process / product specificPCP check frequencies were low for a high RPN
D PFMEA not reviewed by the correct peopleInadequate controls on PFMEA development processes
Why 4 +++ What is the root cause of the failures you have described above? May
be more than one remaining Why?
Yes P1: Planning Process was effective, and predicted the defect and proper controls. Failure was in execution of controls.
STOP
Página 185 de 185