1. INTRODUCCIÓN. - RUA: Principal · 2016-04-25 · fuerzas externas ponen de manifiesto que...
20
1. INTRODUCCIÓN. La mayoría de los polímeros son suministrados por los procesadores en forma de partículas sólidas. Esta es la forma más conveniente de manejar, transportar, mezclar, almacenar y procesar polímeros. La forma más común es en forma de pellets entre 3-6 mm con gran variedad de formas como cubos, cilindros, esferas, lentejas, elipsoides e incluso como polvo. Por lo general son obtenidos a continuación del reactor de polimerización, donde la elección del sistema de peletización o granceado depende de la naturaleza del polímero así como de su aplicación. La granza es el método preferido por los procesadores para alimentar máquinas de inyección, extrusión o soplado, aunque para determinados procesos, como moldeo rotacional, es necesario el empleo de polvos, fácilmente obtenidos en los reactores de polimerización. Al mismo tiempo, en la mayoría de procesos tienen lugar una serie de mermas que pueden ser reutilizadas en el proceso, previa molienda. Por tanto, queda patente que en cualquier planta dedicado al procesado de polímeros no se lleve a cabo la manipulación de sólidos, lo cual justifica para algunos autores (Tadmor y Gogos) la definición de una operación unitaria o elemental conocida como “manejo de sólidos”. 1.1. Algunos aspectos únicos de los sistemas de partículas sólidas. Los sistemas de partículas sólidas están formadas por partículas sueltas, aisladas con un tamaño más o menos uniforme. Puede distinguirse polvos, que consisten en partículas de hasta 0.1 mm, sólidos granulares, con partículas entre 0.1 y 3 mm, y sólidos rotos, con partículas de tamaño superior a 3 mm. Los polvos a su vez pueden ser subdivididos en ultrafinos (0.1-1 micras) y superfinos (1-10 micras) y clasificados como “free flowing” o cohesivos. 1.1.1. Esfuerzos sobre sólidos.
-
Upload
truongphuc -
Category
Documents
-
view
213 -
download
0
Transcript of 1. INTRODUCCIÓN. - RUA: Principal · 2016-04-25 · fuerzas externas ponen de manifiesto que...

1. INTRODUCCIÓN.
La mayoría de los polímeros son suministrados por los procesadores en forma de
partículas sólidas. Esta es la forma más conveniente de manejar, transportar, mezclar,
almacenar y procesar polímeros. La forma más común es en forma de pellets entre 3-6 mm
con gran variedad de formas como cubos, cilindros, esferas, lentejas, elipsoides e incluso
como polvo. Por lo general son obtenidos a continuación del reactor de polimerización, donde
la elección del sistema de peletización o granceado depende de la naturaleza del polímero así
como de su aplicación. La granza es el método preferido por los procesadores para alimentar
máquinas de inyección, extrusión o soplado, aunque para determinados procesos, como
moldeo rotacional, es necesario el empleo de polvos, fácilmente obtenidos en los reactores de
polimerización.
Al mismo tiempo, en la mayoría de procesos tienen lugar una serie de mermas que
pueden ser reutilizadas en el proceso, previa molienda.
Por tanto, queda patente que en cualquier planta dedicado al procesado de polímeros
no se lleve a cabo la manipulación de sólidos, lo cual justifica para algunos autores (Tadmor y
Gogos) la definición de una operación unitaria o elemental conocida como “manejo de
sólidos”.
1.1. Algunos aspectos únicos de los sistemas de partículas sólidas.
Los sistemas de partículas sólidas están formadas por partículas sueltas, aisladas con
un tamaño más o menos uniforme. Puede distinguirse polvos, que consisten en partículas de
hasta 0.1 mm, sólidos granulares, con partículas entre 0.1 y 3 mm, y sólidos rotos, con
partículas de tamaño superior a 3 mm. Los polvos a su vez pueden ser subdivididos en
ultrafinos (0.1-1 micras) y superfinos (1-10 micras) y clasificados como “free flowing” o
cohesivos.
1.1.1. Esfuerzos sobre sólidos.

1
Un estudio de las propiedades de los sistemas de partículas sólidas y su respuesta a
fuerzas externas ponen de manifiesto que éstas son una mezcla de propiedades de sólidos y
líquidos. Como los líquidos, los sólidos tienden a tomar la forma del recipiente que los
contiene, ejercer presión sobre él y fluir por orificios abiertos en él. Sin embargo, al igual que
los sólidos, son capaces de soportar esfuerzos cortantes (pueden apilarse), pueden poseer
resistencia de cohesión y una distribución no isotrópica de distribución de esfuerzos bajo una
carga direccional aplicada.
Figura 1. Esfuerzos que actúan sobre un sólido.
En la figura 1 se muestra un elemento de sólido en un recipiente. La fuerza sv actúa en
dirección vertical, mientras que sh en la dirección horizontal como resultado de aplicar la
fuerza vertical. La relación entre ambos esfuerzos en el parámetro lambda:
v
h
σσ
=λ
Para el caso de un líquido, ambos esfuerzos son idénticos a la presión hidrostática, y
dicho parámetro es la unidad. Sin embargo para el caso de sólidos, éste alcanza valores
comprendidos entre 0.3 y 0.6.
Para un elemento de sólido del de la Figura 1, es posible considerar un elemento
triangular de forma que su cara inferior forma un ángulo alfa con la horizontal. En este caso,
es posible calcular el esfuerzo cortante y el esfuerzo normal que actúan sobre dicha cara con
ayuda de un círculo de Mohr como el que se muestra en la Figura 2.

2
Figura 2. Esquema del funcionamiento y sentido físico del círculo de Mohr.
El círculo de Mohr de los esfuerzos representa los esfuerzos en distintos planos
inclinados para todos los ángulos alfa posibles. Cada círculo de Mohr tiene dos puntos de
intersección con el eje de los esfuerzos normales, que corresponden a dos planos en los que
los esfuerzos cortantes son nulos. Los esfuerzos normales en ambos planos son conocidos
como esfuerzos principales. El mayor de ellos suele representarse mediante s1 (esfuerzo
principal mayor) y el más pequeño mediante s2 (esfuerzo principal menor). De este modo es
posible dibujar el círculo de Mohr con ayuda de los dos esfuerzos principales.
En el ejemplo considerado en la Figura 1, no hay esfuerzo de cizalla en el plano
horizontal ni en el vertical, por lo que dichos planos son principales. El esfuerzo vertical
sigmav será sigma1, mientras que el horizontal sigmah (sigmav>sigmah).
1.1.2. Yield Locus.
En la mayoría de aplicaciones técnicas, una masa de inicialmente en reposo es hecho
fluir (por ejemplo desde un silo), para lo cual es imprescindible superar el “yield point” de la
masa sólida. Así, a diferencia de los líquidos, los esfuerzos de cizalla son proporcionales a las
cargas normales más que a la velocidad de deformación y a diferencia de los sólidos, la
magnitud del esfuerzo de cizalla es generalmente indeterminado, aunque cumple la siguiente
desigualdad:
σ≤τ 'f

3
Donde f’ es el coeficiente de fricción entre partículas y σ representa el intervalo de
fuerzas normales (presiones) que puede aplicarse sobre la muestra antes de alcanzar un
esfuerzo de cizalla τ , lo suficientemente alto como para que el sistema de partículas
comience a fluir. De este modo, para hacer que el sistema comience a fluir es necesario
superar un cierto valor umbral que convierta la desigualdad anterior en igualdad.
Figura 3. Rotura de un sólido tras su compactación.
En la Figura 3 se muestra un cilindro hueco lleno de un sólido constituido por finas
partículas. Al sólido se le aplica una fuerza vertical sigma1, de forma que el sólido es
consolidado y comprimido. El esfuerzo y el cilindro son entonces retirados, manteniendo la
forma cilíndrica. La carga vertical necesaria para que dicho sistema se rompa, se define como
el “unconfined yield stress” (sigmac ó fc).
Figura 4. Representación de círculos de Mohr correspondientes a distintos procesos de comrpesión.

4
Si se representa esta serie de experimentos en un diagrama de sigma vs tau podríamos
obtener la Figura 4. Inicialmente se podría dibujar un círculo de Mohr con esfuerzos normales
sigma1 y sigma2; en la segunda parte del experimento, en el experimento de compresión
(donde no se aplican esfuerzos horizontales) se aplican progresivamente esfuerzos mayores
originándose los círculos B1, B2 y B3, de forma que éste último círculo es tangente a la recta
que define el “yield locus”, por lo que se ha conseguido que la estructura se rompa. Si el
sólido hubiera sido sometido además a un esfuerzo horizontal, se hubiera obtenido un círculo
como el C.
La tendencia del yield locus depende de la densidad de consolidación de la masa del
sólido; cuanto más consolidado esté, mayor será su densidad de masa y mayor su “unconfined
yield strenght”. En la Figura 5 se muestra los comportamientos generalizados de la densidad
de la masa y del “unconfined yield strenght” con la tensión de consolidación.
Figura 5. Densidad de sólidos y “unconfined yield stress” en función de la tensión normal aplicada.
Algunos sólidos consolidan con el tiempo de almacenamiento en reposo, como
consecuencia de los esfuerzos presentes en silos, lo cual supondría una modificación de las
curvas de “yield locus” con el tiempo. Para caracterizar la facilidad de flujo de este tipo de

5
sistemas se emplea el parámetro ffc, el cociente entre una presión de consolidación y el
“unconfined yield stress”:
C
ffcσσ
= 1
Cada sistema sólido tiene su propia función de flujo (representación de ( )1σ=σ fC )y
tiempo de flujo. Los sólidos sin cohesión, que fluyen libremente no suelen causar problemas:
De acuerdo con el modelo del ensayo de compresión uniaxial, la muestra cilíndrica se caerá
por acción de la fuerza de su propio peso una vez que el cilindro exterior haya sido retirado.
Sin embargo, muchos sólidos muestran un aumento de sigmac con el tiempo de
almacenamiento, con la consiguiente disminución de ffc y un empeoramiento del flujo.
1.1.3. Determinación experimental de las propiedades de sólidos.
En todas la discusión previa se ha estudiado el flujo de materiales sólidos de una
forma más o menos simplificada con ayuda del ensayo de compresión. En la práctica la
compresión uniaxial no puede ser realizado de forma sencilla para sistemas de tamaño de
partícula muy pequeño, ya que tienen un valor de “yield” muy pequeño en relación a su
presión de consolidación.
Para medir las propiedades de flujo de sólidos de pequeño tamaño de partícula se suele
emplear el dispositivo conocido como célda de Jenike (Jenike shear tester). Dicha celda
consiste en un anillo inferior cerrado y un anillo del mismo diámetro superior con una tapa.
La masa de sólido es vertida en la célula a continuación de lo cual sobre la tapa actúa una
carga al mismo tiempo que es fijada mediante un freno. La parte superior de la celda es
desplazada horizontalmente mediante un motor, lo cual origina una deformación de cizalla en
el sólido; el esfuerzo normal y el esfuerzo cortante son calculados dividiendo ambas fuerzas
por la sección transversal A.
La celda mostrada en la Figura 6 puede ser usada tanto para medir yield loci como su
dependencia con el tiempo. En principio el ensayo es hecho de forma similar que en el caso
de la compresión uniaxial: en una primera etapa el sólido es consolidado y después se
determina el “yield loci”.

6
Figura 6. Esquema de una celda de Jenike.
1.1.4. Fricción de la pared.
La fricción de la pared entre el sólido y el recipiente que lo contiene es de gran
importancia a la hora de diseñar por ejemplo los silos de almacenamiento. La medida de dicha
fricción se lleva a cabo también con la celda de Jenike, pero reemplazando el material inferior
de la misma por una plancha del material a considerar y en este caso aplicando la fuerza sobre
el anillo inferior.
Figura 7. Disposición de una celda de Jenike para medir la adhesión de los sólidos a una pared.
En este caso, la célula de Jenike puede ser empleada para medir la adhesión de sólidos
a una pared que los contiene. Esto es conocido como “wall yield locus” (WYL), y por lo
general es menor que el YL y sigue una tendencia del tipo:
wwwwwww fctanc ' σ+=βσ+=τ

7
donde wτ es el esfuerzo cortante en la pared, wσ es el esfuerzo normal, wc es una
medida de la adhesión de los sólidos a la pared, wβ es el ángulo de fricción en la pared y wf '
es el coeficiente de fricción en el muro.
1.2. Distribución de presiones sobre tolvas y alimentadores.
La presión estática bajo una columna de líquido es isotrópica y viene determinada por
la altura de la columna que hay por encima del punto de medida, h y la densidad del líquido:
ghP ρ=
En una columna de partículas sólidas contenidas en una tolva vertical, la presión en la
base no será proporcional a la altura de la columna debido a la fricción entre los sólidos y el
muro. Un tratamiento riguroso del problema sería difícil de llevar a cabo; sin embargo, hoy en
día se sigue usando la ecuación desarrollada por Janssen en 1895 para el cálculo de la presión
en la base de una tolva como la que se muestra en la Figura 8. Las suposiciones realizadas son
las siguientes:
Figura 8. Presiones que actúan en un silo cilíndrico.
- En cualquier plano horizontal el esfuerzo de compresión es constate.
- La relación entre los esfuerzos horizontales y verticales es constante e independiente
de la profundidad.
- La densidad de la masa es constante.
(- El polvo en las paredes está en un estado de deslizamiento incipiente.)
Un balance de fuerzas en un elemento diferencial de tolva daría lugar a una expresión
como la siguiente:

8
( ) ( )
' abajo) hacia(Presión elemento) al aguanta que(fricción abajo) hacia(Presión elemento) del ( peso
PACdhKPfcAdPPghdhA wwb ++=++ρ
donde bρ es la densidad de la masa, A la sección transversal, C la superficie mojada
por el sólido, K la relación entre la fuerza de compresión horizontal y la vertical.
La integración de la ecuación anterior da lugar a la siguiente expresión:
e-1f
gA
e PP )(f
'w
b)(f
1
1'w1
'w
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧−⎟
⎠⎞⎜
⎝⎛ ρ
+= ⎥⎥⎦
⎤
⎢⎢⎣
⎡ −
⎥⎥⎦
⎤
⎢⎢⎣
⎡ −A
hhCKw
AhhCK
K
cC
donde P1 es la presión a una altura h1. Para el caso de una tolva cilíndrica con h1=H,
donde P1=0 y cw=0 (no hay adhesión entre lo sólidos y la pared), la ecuación anterior se
reduce a la de Janssen:
e-1f 4
gDP
)(4f
'w
b
'w
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧ρ
= ⎥⎥⎦
⎤
⎢⎢⎣
⎡ −D
HhCK
K
Claramente la presión en la base se aproxima a un valor límite conforme H tiende a
infinito, tal y como se muestra en la Figura 9:
f 4
gDP '
w
bmax K
ρ=
Figura 9. Evolución de la presión con la altura de un recipiente si éste contiene sólidos o líquidos.
Siguiendo un procedimiento similar al ya expuesto Walker dedujo la distribución de
tensiones en tolvas convergentes, como la que se muestra en la Figura 10.

9
Figura 10. Representación de una tolva cónica.
La distribución vertical de tensiones o presiones viene dada por la expresión:
1 hhln ghP
hhP
1 hh-1
1gh
PhhP
ObO
O
1
O
bO
O
=⎥⎦
⎤⎢⎣
⎡ρ+⎟⎟
⎠
⎞⎜⎜⎝
⎛=
≠⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛ρ+⎟⎟
⎠
⎞⎜⎜⎝
⎛=
p
p-p
-pp
donde Oh es la altura donde la presión es OP (esto puede ser la presión en la base de la
tolva) y el coeficiente p es un factor de forma que puede ser calculado respectivamente para
tolvas cónicas o tolvas con forma de cuña mediante las siguientes expresiones:
α=
α=
*'2
*'2
tanDB
tanDB
p
p
donde 2α es el ángulo de la tolva, D* es una función de distribución, que como una
primera aproximación puede tomarse como la unidad y B’:
( )( )
2arcsen
sen sen
arcsen
2 cos sen -12sen sen
B'
0
0
0
π<⎟
⎠⎞
⎜⎝⎛
δβ
+β=κ
κ+αδκ+αδ
=
ww
10
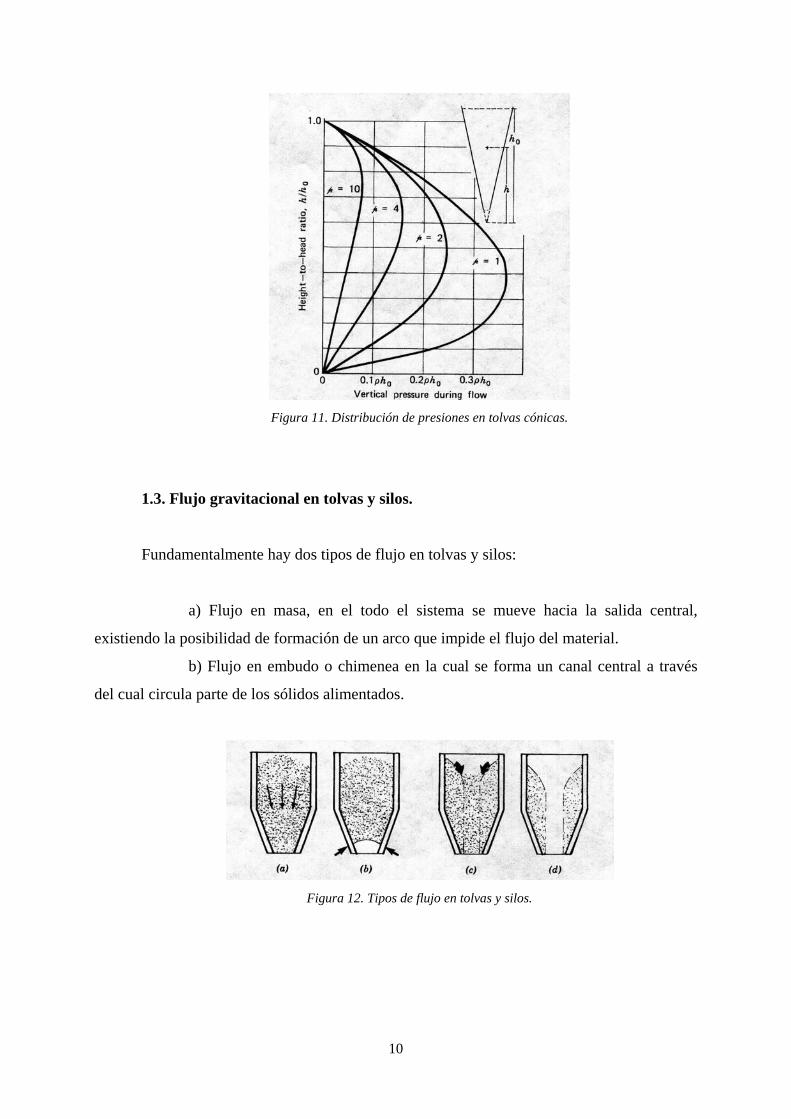
Figura 11. Distribución de presiones en tolvas cónicas.
1.3. Flujo gravitacional en tolvas y silos.
Fundamentalmente hay dos tipos de flujo en tolvas y silos:
a) Flujo en masa, en el todo el sistema se mueve hacia la salida central,
existiendo la posibilidad de formación de un arco que impide el flujo del material.
b) Flujo en embudo o chimenea en la cual se forma un canal central a través
del cual circula parte de los sólidos alimentados.
Figura 12. Tipos de flujo en tolvas y silos.

11
En ambos casos los sólidos deben haber desarrollado la suficiente consistencia como
para que retengan las partículas sólidas, lo cual suele ocurrir en sistemas cuyos sólidos
tienden a desarrollar fuertes fuerzas de cohesión.
Jenike desarrolló criterios y métodos de diseño para la construcción de tolvas y silos
libres de obstrucciones. Uno de los parámetros empleados fue la fluidez o “factor de flujo2,
definido por la expresión:
1
1
σσ
=ff
Donde 1σ es la presión de consolidación y 1σ es el esfuerzo que actúa sobre el arco
estable. Ambos esfuerzos son funciones lineales de la anchura del silo y su relación varía de
un silo a otro. El factor de flujo depende pues de la geometría del depósito y del material
empleado (se han tabulado un gran número de ff para distintos silos y materiales). La
condición para que no se produzca el arco es que:
1σ<σC
Figura 13. Criterio para seleccionar el diámetro óptimo de una tolva.

12
El flujo del material en el interior del silo ha sido estudiado para silos rectangulares
con una rendija en la parte inferior por Brown y Hawksley; ellos observaron al menos 5
regiones de flujo, como se ilustra en la Figura 14. La zona A va deslizándose más o menos
como una única masa hacia la zona B, que se desliza más lentamente hacia la zona estancada
E. Las regiones A y B alimentan a la región C, donde las partículas caen para alcanzar
finalmente la región D.
Figura 14. Zonas de flujo durante la descarga de un silo.
1.4. Flujo de desplazamiento mecánico.
En esta sección se analizará el flujo por desplazamiento mecánico en canales rectos de
sección transversal constante, como se muestra en la Figura 15.
Figura 15. Compresión de sólidos entre dos paredes.
Una columna de sólidos de longitud L es comprimida entre dos superficies, una a la
izquierda que ejerce una fuerza FO a los sólidos en dirección opuesta a la fuerza más pequeña

13
FL a la derecha. Así, la fricción en las paredes del canal también se opone a la fuerza
resultante neta.
La variación del esfuerzo axial con la distancia puede ser obtenida mediante un
balance de fuerzas de manera muy similar a la ecuación de Janssen. Es necesario tener en
cuenta las siguientes consideraciones: a) Los sólidos compactados están en un estado de
movimiento estacionario o en un estado de incipiente deslizamiento sobre las paredes, b) los
esfuerzos axiales y radiales varían solamente con la distancia x, c) la relación entre esfuerzos
normales y axiales es constante e independiente de la localización, d) el coeficiente de
fricción es constante e independiente del estado de compactación y e) se desprecia cualquier
efecto de la temperatura. El balance de fuerza puede ser entonces escrito de la forma:
( ) 0dFF-F XXXX =⎟
⎠⎞
⎜⎝⎛−+ dxKf
AFC i
donde fi es el coeficiente estático de rozamiento para el caso de un movimiento
incipiente o el coeficiente de fricción cinemática para el caso de un movimiento estacionario;
C es el perímetro “mojado” por el sólido y A la sección transversal. La integración de la
ecuación anterior da lugar a:
AKCxfi
e−= OX FF
Por tanto, al tratar el movimiento estacionario de partículas sólidas, es evidente que el
esfuerzo axial o la presión caen exponencialmente, mientras que en el caso de un líquido lo
haría linealmente con la distancia. Esta diferencia se debe a que las fuerzas de fricción en la
pared son proporcionales al valor local absoluto de la presión o del esfuerzo normal. Además,
la expresión anterior indica que la fuerza que empuja aumenta exponencialmente con el
coeficiente de fricción y con el grupo adimensional CL/A que para el caso de un tubo se
convierte en 4L/D.
Diversos autores han aportado resultados experimentales que confirman la validez de
la expresión anterior, que para el caso de una distribución isotrópica (K=1) se convierte en:
DLf Ow
e´4
OX FF −=

14
donde LO es la longitud inicial de la columna.
EJERCICIO: Una máquina de inyección de pistón consiste en una cavidad de 2” de
diámetro en que un pistón ajustado se mueve. Calcular la máxima longitud del pistón de
sólidos que la máquina puede facilitar si la presión al final de la zona de inyección es 10000
psi y el “barrel” puede soportar una tensión radial de 25000 psi. El coeficiente de fricción
estático es de 0.5 y la relación de tensiones radial-axial es 0.4.
1.5. Flujo de desplazamiento mecánico asistido por arrastre.
Este tipo de flujo en sistemas sólidos tiene lugar cuando al menos una de las paredes
que confinan el sólido se mueve en una dirección paralela al flujo. La fricción entre la pared
que se mueve y los sólidos motiva un arrastre de los sólidos. La Figura 16 muestra un canal
rectangular, cuya superficie superior se desplaza en la dirección x. Los sólidos son
comprimidos en una columna de longitud L entre dos paredes. Con esta configuración es
posible diferenciar 4 posibles estados de equilibrio:
a) Los sólidos se mueven en un estado estacionario con FO>FL.
b) El mismo estado anterior, solamente que FL>FO.
c) Los sólidos se mueven a una velocidad constante, inferior a la del plato superior, y
en la dirección positiva de x.
d) Los sólidos se mueven a una velocidad constante, inferior a la del plato superior,
pero en la dirección negativa de x.
Para cada una de estas configuraciones es posible escribir un balance de fuerzas. El
plato móvil ejerce una fuerza ( )AFKf w11C en todos los casos, donde C1 es la porción del
perímetro “mojado” por el sólido en el plato móvil y w1f el coeficiente de fricción
cinemático. Las paredes estacionarias de los canales, en los casos 1 y 2 ejercen una fuerza
( )AFKf' w2C donde wf' es el coeficiente de fricción estático y C2 es la porción del perímetro
“mojado” por el sólido en el plato estacionario.

15
Figura 16. Distintos casos de compresión y desplazamiento de un sólido entre dos paredes.
Los balances de fuerza, asumiendo que se trata de un canal plano, dan lugar a las
siguientes expresiones:
Caso a: FL<FO. Sólidos estacionarios.
( ) ⎥⎦⎤
⎢⎣⎡ −
= AKLfCfC ww
e'
O
L 211
FF
Caso b: FL>FO. Sólidos estacionarios.
( ) ⎥⎦⎤
⎢⎣⎡ +
= AKLfCfC ww
e'
O
L 211
FF
Caso c: Los sólidos se mueven en la dirección del plato superior.
( ) ⎥⎦⎤
⎢⎣⎡ −
= AKLfCfC ww
e2211
O
L
FF
Caso d: Los sólidos se mueven en dirección contraria a la del plato superior (FL>FO).
( ) ⎥⎦⎤
⎢⎣⎡ +
= AKLfCfC ww
e2211
O
L
FF
Figura 17.Efecto del arrastre en la fuerzas FO/FL para un lecho de sólidos estacionario

16
El análisis de las expresiones anteriores pone de manifiesto la gran importancia del
arrastre de sólidos en la distribución de tensiones. Por ejemplo, consideremos el primero de
los casos, y asumamos que w11f C es cero; en este caso la relación de las fuerzas es
( ) ⎥⎦⎤
⎢⎣⎡ −
= AKLfC w
e'
O
L 2
FF . Si pudiéramos modificar las propiedades de la superficie móvil, y así su
coeficiente de fricción, se podría observar un paulatino aumento de O
LF
F , como se muestra
en la Figura 17, hasta alcanzar un punto en que w22w11 f'f CC = , y donde la fuerza ejercida por
el plato superior compensa las fuerzas de fricción en la paredes estacionarias. En este punto es
necesario un ligero incremento en FL para vencer las fuerzas de fricción en el muro
estacionario, hasta alcanzar el punto donde ( ) ⎥⎦
⎤⎢⎣⎡
= AKLfC w
e112
O
L
FF .
Figura 18. Efecto del arrastre en la fuerzas FO/FL para un lecho de sólidos móvil.
De esta forma, la inclusión de una superficie móvil que produzca un arrastre permite la
reducción de la fuerza FO para mantener FL hasta un determinado nivel (Figura 18). Al mismo
tiempo es posible observar cómo es posible generar presiones por encima de los valores
aplicados, por tanto el arrastre puede ser considerado como un medio de COMPACTAR y
DESPLAZAR SÓLIDOS.
17
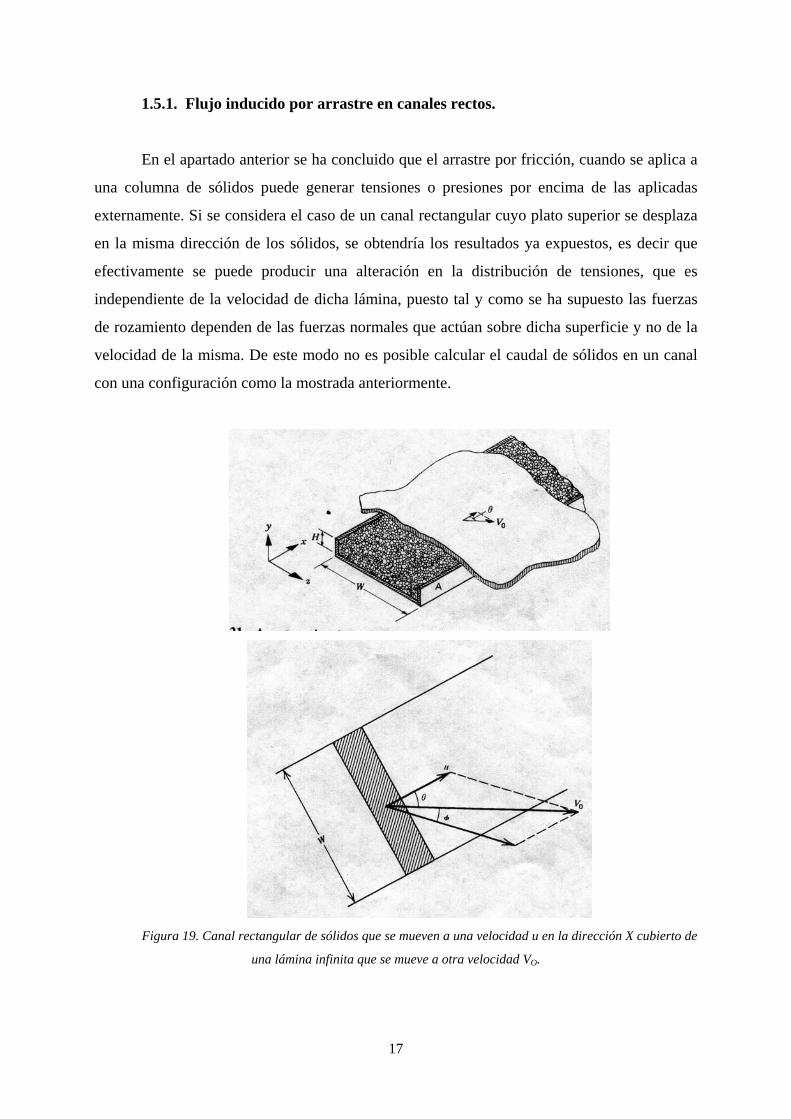
1.5.1. Flujo inducido por arrastre en canales rectos.
En el apartado anterior se ha concluido que el arrastre por fricción, cuando se aplica a
una columna de sólidos puede generar tensiones o presiones por encima de las aplicadas
externamente. Si se considera el caso de un canal rectangular cuyo plato superior se desplaza
en la misma dirección de los sólidos, se obtendría los resultados ya expuestos, es decir que
efectivamente se puede producir una alteración en la distribución de tensiones, que es
independiente de la velocidad de dicha lámina, puesto tal y como se ha supuesto las fuerzas
de rozamiento dependen de las fuerzas normales que actúan sobre dicha superficie y no de la
velocidad de la misma. De este modo no es posible calcular el caudal de sólidos en un canal
con una configuración como la mostrada anteriormente.
Figura 19. Canal rectangular de sólidos que se mueven a una velocidad u en la dirección X cubierto de
una lámina infinita que se mueve a otra velocidad VO.

18
Es posible crear una configuración como la de la Figura 19 en la que la tapa superior
del canal considerado anteriormente es cambiado por una superficie infinita que no se mueve
en la dirección del canal, sino que forma un ángulo θ con la misma. La fuerza de fricción
ejercida por la superficie móvil sigue siendo la misma, con la excepción que la dirección de la
fuerza vendrá dado por un vector diferencia entre la velocidad del plato y la de los sólidos. La
velocidad relativa de la superficie con respecto al lecho de sólidos sería pues:
ZZXr uv δ−φδ+φδ= cosVsenV OO
Por tanto:
( )u
tan−φφ
=θ+φsenV
senV
O
O
y :
φ−φ
=φcosV
senu O u
tan
Haciendo un balance de fuerzas en la dirección z:
( ) 0)cos(dFF-F X22
X11XXX =⎟
⎠⎞
⎜⎝⎛−⎟
⎠⎞
⎜⎝⎛θ+φ−+ dx
AFKfCdx
AFKfC ww
Y por integración:
( )⎭⎬⎫
⎩⎨⎧
⎟⎠⎞
⎜⎝⎛−θ+φ==
AKxfCfC ww 2211
O
X
O
X )cos(eFF
PP
Donde la relación de fuerzas pasa a ser una función de la velocidad a través del ángulo
f, que depende de las velocidades de los sólidos y de la superficie móvil como se ha visto
anteriormente.
Hay que tener en cuenta que en el balances de fuerzas se ha despreciado la
contribución de la fuerza ejercida sobre los sólidos en la dirección axial. En la realidad sí

19
existe una fuerza realizada sobre la superficie A, lo cual provoca una reducción de la presión
que es posible conseguir bajo una determinada velocidad.
![Autopilot [Modo de compatibilidad]...SecondSecond aircraft aircraft. . root locus (non-corrected) Control and guidance Slide 18 root locus (non. 1. Longitudinal auto1. Longitudinal](https://static.fdocuments.co/doc/165x107/5e5cd96ddab13665fb20c153/autopilot-modo-de-compatibilidad-secondsecond-aircraft-aircraft-root-locus.jpg)