2º. Taller Regional de Geotermia Operación y Optimización ... · PDF...
38
Empresa Productiva Subsidiaria CFE Generación VI Gerencia De Producción Sureste OPERACIÓN Y MANTENIMIENTO DE PLANTAS GEOTÉRMICAS 2º. Taller Regional de Geotermia Operación y Optimización de Campos Geotérmicos
-
Upload
nguyenhanh -
Category
Documents
-
view
219 -
download
0
Transcript of 2º. Taller Regional de Geotermia Operación y Optimización ... · PDF...

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
OPERACIÓN Y MANTENIMIENTO DE PLANTAS GEOTÉRMICAS
2º. Taller Regional de Geotermia
Operación y Optimización de
Campos Geotérmicos

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
CENTRALES GEOTERMOELECTRICAS EN MEXICOC. G. CERRO PRIETO, CAPACIDAD INSTALADA DE 720 MW
C. G. LOS AZUFRES, CAPACIDAD INSTALADA DE 225 MW
C. G. HUMEROS, CAPACIDAD INSTALADA DE 75 MW
C. G. TRES VIRGENES, CAPACIDAD INSTALADA DE 10 MW

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
CICLO DEL PROCESO DE GENERACIÓN DE ENERGÍA

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
Antecedentes:
C.F.E. tiene implementado para la evaluación de la Productividad de las
Centrales Generadoras de Energía, Índices de Gestión DEVO (Técnicos y
Económicos), como parte de la Metodología de Análisis de Resultados se
integraron las causas de eventos de Indisponibilidad ocurridos durante el
Periodo 2016, de las Centrales del Proceso de Generación
Geotermoeléctrico del ámbito de la Gerencia Regional de Generación
Termoeléctrica Sureste perteneciente a la EPS GENERACION VI.
Situación actual:
Se efectuó Análisis de Pareto a nivel de cada Central Generadora con la
finalidad de identificar las principales causas de afectación para cada concepto
de Indisponibilidad (Falla, Decremento, Causa Ajena y Mantenimiento) siendo la
fuente la información el SIMO de la central.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
HMS 9 HMS 8 HMS 9 HMS 9HMS 10
HMS 9HMS 10
HMS 10
HMS 9 HMS 3 Otras
MWh 2287 761 655 440 437 287 283 147 133 62 135
% de Participación 40.64 13.52 11.64 7.82 7.77 5.10 5.03 2.61 2.36 1.10 2.40
Acumulado 40.64 54.17 65.81 73.63 81.39 86.49 91.52 94.14 96.50 97.60 100.00
0
20
40
60
80
100
0
1,125
2,251
3,376
4,502
5,627
Fuga excesiva en Cabezal Distribuidor de agua en la torre de enfriamiento.
Actuador y Controlador de la Válvula de Control de Turbina.
Bomba Principal de lubricación y control por ruido anormal y
variaciones en la Presión de lubricación.
Falso contacto en terminales de conexión de las señales del supervisorio de turbina (bently nevada).
Tarjeta de comunicación de medición de variables de la ups, dejando sin potencial el bus de C.A regulada
Inversores del sistema de energía interrumpible (ups) quedando la unidad sin sistema de control.
INDISPONIBILIDAD POR FALLA
C.G. HUMEROS

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
UNIDAD CAUSA ACCIÓN CORRECTIVA
HMS-U9
FUGA EN CABEZAL DISTRIBUIDOR DE TORRE DE ENFRIAMIENTO
SE REALIZÓ EL MANTENIMIENTO QUE HABÍA SIDO DIFERIDO
DESDE EL AÑO 2015, DONDE SE REPARARON LOS CABEZALES DISTRIBUIDORES DE LA TORRE
HMS-U8
FALLA EN ACTUADOR DE VÁLVULA DE
CONTROL DE TURBINA DEBIDO A
DESAJUSTE DERIVADO DE UN SISMO EN LA ZONA.
SE REALIZÓ EL AJUSTE DEL ACTUADOR POR PARTE DEL
FABRICANTE REALIZÁNDOSE PRUEBAS EN SITIO QUEDANDO DISPONIBLES.
HMS-U9
SALIDA FORZADA DE LA UNIDAD POR FALLA
DEBIDO AL DESGASTE DE LA BOMBA
PRINCIPAL DE LUBRICACIÓN QUE SE
ENCUENTRA ACOPLADA A LA TURBINA DE VAPOR
SUSTITUCIÓN DE BOMBA POR LA BOMBA AUXILIAR DE
LUBRICACIÓN COMO MEDIDA CORRECTIVA, POSTERIORMENTE
SE ADQUIRIÓ UNA BOMBA ORIGINAL, SIN EMBARGO LA
SOLUCIÓN QUE SE DETERMINÓ COMO DEFINITIVA ES
ADQUIRIR UNA BOMBA DE DISEÑO MEJORADO PARA MINIMIZAR EL DESGASTE Y PROLONGAR SU PERIODO DE VIDA ÚTIL.
HMS-U9
DISPARO POR FALSO CONTACTO EN
TERMINALES DE CONEXIÓN DE LAS SEÑALES DEL SUPERVISORIO DE TURBINA.
INSTALAR UN SISTEMA DE PURIFICACIÓN DE AIRE PARA
ELIMINAR EL EFECTO DEL AMBIENTE CORROSIVO POR INDUCCIÓN DE VAPOR GEOTÉRMICO EN LA SALA DE CONTROL.
HMS-U10
TARJETA DE COMUNICACIÓN DE MEDICIÓN
DE VARIABLES DE LA UPS, DEJANDO SIN POTENCIAL EL BUS DE C.A REGULADA
INSTALAR UN SISTEMA DE PURIFICACIÓN DE AIRE PARA
ELIMINAR EL EFECTO DEL AMBIENTE CORROSIVO POR INDUCCIÓN DE VAPOR GEOTÉRMICO EN LA SALA DE CONTROL.
HMS-U9
INVERSORES DEL SISTEMA DE ENERGÍA
INTERRUMPIBLE (UPS) QUEDANDO LA UNIDAD SIN SISTEMA DE CONTROL.
INSTALAR UN SISTEMA DE PURIFICACIÓN DE AIRE PARA
ELIMINAR EL EFECTO DEL AMBIENTE CORROSIVO POR INDUCCIÓN DE VAPOR GEOTÉRMICO EN LA SALA DE CONTROL.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
INDISPONIBILIDAD POR FALLA
C.G. AZUFRES
AZF 14 AZF 6 AZF 16 AZF 10 AZF 7 AZF 15 AZF 17 AZF 7 AZF 7 AZF 17
MWh 10,904.84 1,916.33 1,477.27 1,424.33 1,204.28 1,018.20 769.473 711.396 696.35 636.57
% de Participación 43.27 7.60 5.86 5.65 4.78 4.04 3.05 2.82 2.76 2.53
Acumulado 43.27 50.88 56.74 62.39 67.17 71.21 74.27 77.09 79.85 82.38
0
20
40
60
80
100
0
5,040
10,080
15,119
20,159
25,199
sistema de control
electrónico de
turbina.
Rotor Turbina
Alta vibración
Fuga en
vaporducto a
la llegada de
turbina
Rotor de
Excitatriz
Pruebas del
Regulador
automático de
voltaje.
Válv. De purga
de torre secadora
de aire de
instrumentos.
Interruptor
principal.
Sistema de control
electrónico de turbina.
Disp.. Cont. Prot. Y
medición sist. Exc.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
UNIDAD CAUSA ACCION CORRECTIVA
AZF-14
DISPARO DE UNIDAD POR FALLA EN EL SISTEMA DE
CONTROL ELECTRÓNICO DE LA TURBINA POR
OBSOLESCENCIA Y TÉRMINO DE VIDA ÚTIL DE
COMPONENTES ELECTRÓNICOS.
CONTINUA EN GESTIÓN EL PROYECTO DE MODERNIZACIÓN
DE LOS SISTEMAS DE CONTROL DE PLANTA Y TURBINA DE LAS
UNIDADES 13 A 16 DEBIDO A SUS REITERATIVAS FALLAS.
AZF-06
UNIDAD FUERA DE SERVICIO POR ROZAMIENTO EN
SELLOS INTERETAPAS DE DIAFRAGMAS DEL ROTOR
TURBINA DURANTE PUESTA EN SERVICIO DE
UNIDAD POST. MANTENIMIENTO MAYOR,
DETERMINÁNDOSE FALTA DE TRATAMIENTO
TÉRMICO POST-SOLDADURA (RELEVADO DE
ESFUERZOS) EN ZONAS REPARADAS DE MUÑONES
DEL ROTOR, POR PARTE DE PROVEEDOR DEL
SERVICIO.
SE REHABILITARON ZONAS DEL MUÑÓN DEL ROTOR DE LA
TURBINA CON EL TRATAMIENTO TÉRMICO ADECUADO, SE
REPARARON SELLOS INTERETAPAS Y DIAFRAGMAS DEL
ROTOR POR PARTE DEL PRESTADOR DE SERVICIO.
AZF-16
3 SALIDAS DE UNIDAD PARA REPARACIÓN DE FUGA
DE VAPOR EN VAPORDUCTO EN ZONA DE LLEGADA
ANTES DE LA VÁLVULA MOTORIZADA DE CORTE.
DURANTE EL MANTENIMIENTO MAYOR PROGRAMADO, SE
CONSIDERA EL REMPLAZO DE LAS SECCIONES DE TUBERÍA
QUE PRESENTEN DETERIORO O DAÑO. SE HAN ADQUIRIDO
PIEZAS DEL VAPOR-DUCTO PRINCIPAL PARA REEMPLAZARLAS
DURANTE LOS MANTENIMIENTOS PROGRAMADOS.
-ADICIONALMENTE DE MANERA RUTINARIA, EN
COORDINACIÓN CON LAPEM SE REALIZA MEDICIÓN DE
ESPESORES DE LA TUBERÍA DE VAPOR PARA IDENTIFICAR
REDUCCIONES DE ESPESOR EN FORMA PREVENTIVA.
AZF-10
DESCONEXIÓN DE EMERGENCIA DE UNIDAD PARA
REVISIÓN DE REGULADOR AUTOMÁTICO DE VOLTAJE POR
OBSERVARSE QUE NO CONTROLA POTENCIA REACTIVA EN
MODO MANUAL NI EN MODO AUTOMÁTICO, TENIENDO UNA
TENDENCIA A AUMENTAR LOS REACTIVOS HACIA VALORES
NEGATIVOS.
.
SE CAMBIA REGULADOR AUTOMÁTICO DE VOLTAJE CON APOYO DEL
ÁREA DE TRANSMISIÓN Y RESISTENCIAS DE SU CIRCUITO PARA
GARANTIZAR SU FUNCIÓN, SE REALIZAN PRUEBAS DE RESISTENCIA
ÓHMICA Y AISLAMIENTO ASÍ COMO DE IMPULSO AL ROTOR DE LA
EXCITATRIZ Y DEVANADOS DEL CAMPO. EN LA PRUEBA DE IMPULSO
SE OBSERVAN ONDAS DESFASADAS INDICANDO UN POSIBLE DAÑO
EN EL ROTOR DE LA EXCITATRIZ Y EN LA INSPECCIÓN VISUAL SE
APRECIAN ZONAS DE DETERIORO DE AISLAMIENTO, SINCRONIZANDO
LA UNIDAD MANTENIÉNDOSE CONDICIONES ESTABLES DE
CORRIENTE DE EXCITACIÓN Y CONTROL DE REACTIVOS.
COMO ALTERNATIVAS DE SOLUCIÓN SE TIENEN: REMPLAZAR EL
ROTOR DE LA EXCITATRIZ POR UNO DE RESERVA.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
UNIDAD CAUSA ACCIÓN CORRECTIVA
AZF-07
-CONTINUACIÓN DE LA UNIDAD FUERA DE
SERVICIO TRAS EL MANTENIMIENTO MAYOR
PARA PRUEBAS DINÁMICAS (ASINTOMÁTICAS)
DE GOBERNADOR DE VELOCIDAD Y
REGULADOR AUTOMÁTICO DE VOLTAJE
REBASÁNDOSE EL PERIODO DE MANTTO
PROGRAMADO.
SE CONCLUYERON SATISFACTORIAMENTE LAS PRUEBAS EN EL
REGULADOR DE VELOCIDAD Y REGULADOR AUTOMÁTICO DE
VOLTAJE QUE ESTABA CONSIDERADO COMO PARTE DEL
MANTENIMIENTO.
SE ANALIZARA LA CAUSA DE RETARDO EN CONCLUSIÓN DEL
MANTENIMIENTO QUE PROPICIO QUE LAS PRUEBAS SE
HICIERAN MAS ALLÁ DEL PERIODO CONSIDERADO EN LA
LICENCIA.
AZF-15
DISPARO AUTOMÁTICO DE UNIDAD POR MUY
ALTO NIVEL EN CONDENSADOR DEBIDO A
VARIACIONES EN APERTURA Y CIERRE DE
VÁLVULA NEUMÁTICA DE ENFRIAMIENTO
PRINCIPAL DEL CONDENSADOR A CAUSA DE LA
DESPRESURIZACIÓN DEL SISTEMA DE AIRE DE
INSTRUMENTOS POR FALLA DE VÁLVULA DE
PURGAS AUTOMÁTICA DE TORRE SECADORA
SE INSTALA JUEGO DE PURGAS AUTOMÁTICAS VERIFICÁNDOSE
SU FUNCIONAMIENTO EN FORMA SATISFACTORIA.
SE REALIZÓ AJUSTE DEL INTERRUPTOR DE PRESIÓN DE
ARRANQUE DEL COMPRESOR DE RESPALDO PARA QUE ENTRE
EN SERVICIO EN AUTOMÁTICO CON UN PUNTO DE AJUSTE
MENOR AL QUE ESTÁ EN SERVICIO PARA EVITAR VARIACIONES
SÚBITAS Y MANTENER MAS ESTABLE LA PRESIÓN DE AIRE.
AZF-17
SALIDA FORZADA DE LA UNIDAD AL
DETECTARSE, DURANTE INSPECCIÓN DE
MEDIDORES DE ENERGÍA, HUMO EN CUARTO
DE MOTORES, IDENTIFICANDO QUE PROVIENE
DEL TABLERO DEL INTERRUPTOR DE MÁQUINA.
DURANTE LAS REVISIONES SE OBSERVA
CALENTAMIENTO EN FASE C LADO GENERADOR
PRODUCTO DE LA FALTA DE RIGIDEZ EN LA
CONEXIÓN MÓVIL DEL INTERRUPTOR DE
MÁQUINA CON EL BUS, Y TAMBIÉN QUE LA
CAUSA PROBABLE ES DEBIDO A LA PÉRDIDA DE
ELASTICIDAD DE LOS RESORTES QUE
ASEGURAN ESTA CONEXIÓN
SE REMPLAZA INTERRUPTOR DE MÁQUINA POR UNO DE
REFACCIÓN Y SE LE REALIZAN PRUEBAS DIELÉCTRICAS.
POSTERIORMENTE SE REALIZAN PRUEBAS DE CONEXIÓN
ENTRE INTERRUPTOR Y BUS CON RESULTADO SATISFACTORIO.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
AZF 15 AZF 16 AZF 16 AZF 16 AZF 15 AZF 13 AZF 2 AZF 14 OTROS
MWh 2,734.14 192.8 120.458 86.58 77.805 77.28 76.68 56.44 184.38
% de Participación 75.81 5.35 3.34 2.40 2.16 2.14 2.13 1.56 5.11
Acumulado 75.81 81.16 84.50 86.90 89.05 91.20 93.32 94.89 100.00
0
20
40
60
80
100
0
721
1,442
2,163
2,884
3,605
Bomba de pozo
caliente del
condensador
Cabes de
fuerza y
control de.
Mot's Torre de
Enfriamiento
Líneas de
descarga
bomba pozo
caliente
Líneas de
retorno pozo
caliente.
Línea y
Válvulas del
Condensador
Principal
Flechas
acoplamiento
de V.T.E.
Pruebas
de
comportam
iento
INDISPONIBILIDAD POR DECREMENTO
CG HUMEROS
ESTA CENTRAL NO SE REGISTRÓ NINGÚN EVENTO POR INDISPONIBILIDAD POR
DECREMENTO EN EL AÑO 2016
C.G. AZUFRES

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
UNIDAD CAUSA CORRECCIÓN
AZF-15
POSTERIOR A EVENTO DE SALIDA DE LA
UNIDAD, AL SINCRONIZAR PERMANECE
DECREMENTADA DEBIDO A LA FALLA EN
EL ACOPLAMIENTO MOTOR – BOMBA DELA BOMBA DE POZO CALIENTE “A”
SE SUSTITUYERON LOS COMPONENTES DE ACOPLAMIENTO DE LA BOMBA Y SE
LLEVARON A CABO LAS PRUEBAS OPERATIVAS DEL MOTOR Y BOMBA PARAGARANTIZAR SU OPERACIÓN LA CUAL FUE SATISFACTORIA.
DURANTE LAS PARADAS PROGRAMADAS REALIZAR MANTENIMINETO, LIMPIEZA DE LOS
EQUIPO Y VERIFICAR EL ESTADO OPERATIVO QUE GUARDAN LOS ACOPLAMIENTOS DELAS BOMBAS DE AGUA DE POZO CALIENTE PARA CORRECCIONES QUE SE REQUIERAN.
REFORZAR EL PROGRAMA DE MANTENIMIENTO PREVENTIVO DE ANALISIS DINAMICO DEMOTORES Y BOMBAS DE LOS EQUIPOS AUXILIARES Y PRINCIPALES DE LA UNIDAD.
CONTAR CON REFACCIONAMIENTO DE ESTOS EQUIPOS PARA GARANTIZAR LA
DISPONIBILIDAD DE LA UNIDAD YA QUE EL PERIODO DE DECREMENTO SE EXTENDIÓ ALNO CONTAR CON LAS REFACCIONES PARA LA REPARACIÓN DEL EQUIPO.
AZF-16
DEBIDO AL DISPARO DE VENTILADOR DE
TORRE DE ENFRIAMIENTO, OPERA
FALLA ELÉCTRICA EN CUADRO DE
CONTROL DEL DCS, EN EL
INTERRUPTOR DEL MOTOR OPERA
(FALLA A TIERRA FASE “B”) POR LO QUE
LA UNIDAD QUEDA CON CARGA DE 13
MW A CONSECUENCIA DE LA FALTA DE
ENFRIAMIENTO PRINCIPAL PARA LOS
SISTEMAS DE AGUA DE CIRCULACIÓN Y
DE ENFRIAMIENTO AUXILIAR POR LAINDISPONIBILIDAD DEL VENTILADOR.
EN LA REVISIÓN, SE REALIZARON PRUEBAS ELÉCTRICAS (RESISTENCIA DE
AISLAMIENTO) AL MOTOR Y CABLES DE ALIMENTACIÓN, SATISFACTORIAS PARA EL
MOTOR. EN LAS PRUEBAS A LOS CABLES DE ALIMENTACIÓN SE DETECTA FASE “B” A
TIERRA, SE INSPECCIONAN CHAROLAS Y REGISTROS HASTA UBICAR LA SECCIÓN DELCABLE FALLADO.
LA SECCIÓN DE CABLE FALLADA PRESENTA DAÑO CONSIDERABLE EN SU AISLAMIENTO,
CONSECUENCIA DE ALTA TEMPERATURA Y GASES (PROPIOS DEL VAPOR GEOTÉRMICO)
EN DUCTOS SUBTERRÁNEOS QUE CORREN DE CUARTO ELÉCTRICO AL EXTERIOR DE
CASA DE MÁQUINAS. SE SUSTITUYE LA SECCIÓN DAÑADA Y SE LE REALIZAN PRUEBASDE AISLAMIENTO CON RESULTADOS SATISFACTORIO
AZF-16
DISPARO DE LA BOMBA DE POZO
CALIENTE B POR BAJA PRESIÓN DE LA
DESCARGA DEBIDO A FALLA DEL
ACTUADOR NEUMÁTICO DE LA MISMA,
OCASIONANDO DECREMENTO DE LA
UNIDAD, ESTE EVENTO SE PRESENTÓ AL
RESTABLECER LA UNIDAD TRAS UN
EVENTO DE DISPARO POR FALLA EN LA
VÁVLUA DE DESCARGA DE LA BOMBA DEPOZO CALIENTE DE LA A.
SE CONTINUA GESTIONANDO EL REFACCIONAMIENTO DE POSICIONADORES DE LASVALVULAS NEUMATICAS PARA ASEGURAR LA CONFIABILIDAD DEL SISTEMA.
EL REEMPLAZO DE LA TUBERÍA DE ACERO AL CARBÓN POR ACERO INOXIDABLE
AYUDARÁ A MEJORAR LA CONFIABILIDAD DE LA LÍNEA DE AIRE COMPRIMIDO DE INSTRUMENTOS.
SE TIENE CONSIDERADO AISLAR TÉRMICAMENTE LA TUBERÍA DE AIRE HACIA LA VÁLVULA NEUMÁTICA PARA MINIMIZAR LA CONDENSACIÓN EN LA MISMA.
CONTINUAR CON EL DRENADO MANUAL DE TANQUES DE AIRE COMPRIMIDO PARAINSTRUMENTOS

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
MWh
HMS 3 HMS 6 HMS 3HMS 10
HMS 8 HMS 6 HMS 6HMS 10
HMS 10
HMS 9 Otras
MWh 16474 8449 3706 2343 2114 632 625 387 348 277 771
% de Participación 45.60 23.39 10.26 6.49 5.85 1.75 1.73 1.07 0.96 0.77 2.13
Acumulado 45.60 68.99 79.25 85.73 91.59 93.33 95.06 96.14 97.10 97.87 100.00
0
20
40
60
80
100
0
7,225
14,450
21,676
28,901
36,126
Inducción de
consdensado
en vapor geot
Sismo causa disparo
por vibración
Falta de
suministro de
Vapor
Falta de suministro
de Vapor
Condiciones
de vapor
geotermico
inadecuadas
Falta de
suministro de
Vapor
INDISPONIBILIDAD POR CAUSAS AJENAS
C.G. HUMEROS

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
INDISPONIBILIDAD POR CAUSAS AJENAS
UNIDAD CAUSA CORRECCIÓN
HMS-U3
DISPARO POR ALTA VIBRACIÓN DE LA
TURBINA A CONSECUENCIA DE
INDUCCIÓN DE CONDENSADO POR
ARRASTRE EN EL VAPOR GEOTÉRMICO
DE LA RED DE VAPORDUCTOS QUE
ADEMÁS CAUSÓ INCRUSTACIÓN SEVERA
EN TURBINA, DEBIDO A DEFICIENCIA EN
EL SISTEMA DE CONTROL DE DRENADODE LA RED DE VAPORDUCTOS.
SE REALIZÓ LA LIMPIEZA DEL ROTOR Y BALANCEO, ASÍ COMO
REHABILITACIÓN Y SUSTITUCIÓN DE LOS DIAFRAGMAS DE SELLADO
DE ETAPAS DE TURBINA, CAMBIO DE SELLOS DE VAPOR DE ALTA YBAJA PRESIÓN.
SE SOLICITÓ A LA RESIDENCIA DE PROYECTOS
GEOTERMOELÉCTRICOS LAS ACCIONES A IMPLEMENTAR PARAMINIMIZAR EL ARRASTRE DE CONDENSADO EN VAPORDUCTOS.
COMO MEDIDA PREVENTIVA SE ANALIZÓ LA FACTIBILIDAD DE
IMPLEMENTAR EL DISPARO DE LA UNIDAD MEDIANTE MEDICIONES
ANTICIPATORIAS EN LA LLEGADA DE VAPORDUCTO PARA MINIMIZAREL IMPACTO EN CASO DE OTROS EVENTOS.
HMS-U6
HMS-U3
HMS-U8
SALIDAS DE UNIDAD PARA SUMINISTRO
DE VAPOR PARA PRUEBAS DE PUESTA EN
SERVICIO DE LA UNIDAD 11
PRINCIPALMENTE LA ETAPA DE SOPLADODE LÍNEAS DE VAPOR HACIA ESA UNIDAD.
NO APLICA YA QUE SON ACTIVIDADES INHERENTES A LA PUESTA EN
SERVICIO DE LA UNIDAD 11 Y SE REQUIERE LA SALIDA DE LASUNIDADES DE 5 MW PARA SUFICIENCIA DE VAPOR.
HMS-U10
SALIDAS DE UNIDAD AL PRESENTARSE
TRANSITORIOS DE CONDICIONES DE
VAPOR GEOTÉRMICO DESFAVORABLES
SIENDO LOS PRINCIPALES EVENTOS 3
SALIDAS POR INCREMENTO DE PRESIÓN
EN EL ESCAPE DE TURBINA POR
INCREMENTO DE GASES
INCONDENSABLES Y 1 SALIDA POR
ARRASTRE DE CONDENSADO EN ELVAPOR GEOTÉRMICO.
SE SOLICITÓ A LA RESIDENCIA DE PROYECTOS
GEOTERMOELÉCTRICOS LAS ACCIONES A IMPLEMENTAR PARAMEJORAR LAS CONDICIONES DEL VAPOR EN EL CAMPO.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
AZF 7 AZF 13 AZF 17 AZF 17 AZF 13 AZF 7 AZF 16 AZF14 AZF 13 AZF 16 Otras
MWh 19,628.31 16,362.42 8,308.77 2,995.13 2,967.30 1,680.99 1,241.15 1,222.37 847.083 807.922 6,928
% de Participación 31.16 25.98 13.19 4.75 4.71 2.67 1.97 1.94 1.34 1.28 11.00
Acumulado 31.16 57.14 70.33 75.08 79.79 82.46 84.43 86.37 87.72 89.00 100.00
0
20
40
60
80
100
0
12,598
25,196
37,794
50,392
62,990
Falta de suministro de
Vapor (Dec)
Atención de
pendiente de
garantía de
puesta en
servicio
Condiciones
Climatológicas
Líneas de
Distribución
Falta de
suministro de
Vapor (Dec)
Falta de suministro
de Vapor (Dec)
Líneas de
Distribución
Falta de
suministro de
Vapor (Dec)
Condiciones
Climatológicas
Líneas de
Distribución
INDISPONIBILIDAD POR CAUSAS AJENAS
C.G. AZUFRES

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
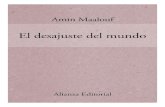
DESCARGA A LA
ATMOSFERA
TI
PI
TANQUE
SEPARADOR DE
HUMEDAD
PI
PI PI
SISTEMA DE
LAVADO
VALVULA DE COMPUERTA
NORMALMENTE CERRADA
VALVULA DE COMPUERTA ABIERTA
VALVULA CHECK
B BOMBA
TURBINA
B
EL SISTEMA DE LAVADO CON VAPOR HÚMEDO
DISEÑO ORIGINAL DESARROLLADO POR LA GPG 1990-1994
ANTI SILICE 300

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
LOS BENEFICIOS OBTENIDOS A PARTIR DE LA APLICACIÓN DEL SISTEMA HAN
SIDO LOS SIGUIENTES:
Evitar decrementos de generación originados por la perdida de
eficiencia debido a la incrustación de sílice.
Recuperación de la carga nominal de la unidad en un lapso de 2 a
30 días.
Con el sistema de limpieza se ha observado una mejora del
Régimen Térmico de hasta en 186 Kcal/Kwh.
Reducción de la presión de admisión de vapor a la turbina de 9.0
Kg/Cm2 en condición incrustada a 7.8 Kg/Cm2 (presión de vapor
nominal).
Disminución de 0.28 Ton/Mw por unidad en consumo especifico
de vapor, al año representa 98,112 Toneladas de vapor.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
LAVADO DE TURBINA VAPOR INICIAL
(1.5)

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
Lavado de Vapor y Turbina
Originalmente el Fabricante Alstom especificó
para el lavado de vapor y turbina un tiempo
de 20 min./día respectivamente sin la
dosificación de algún tipo de anti-incrustante.
Derivado de la experiencia adquirida en las
Unidades de 5 Mw. La caracterización del
comportamiento Fisicoquímico del vapor
condensado y comportamiento de las
variables principales de operación de la
turbina, Se determinó que para este proceso
es conveniente realizar el lavado de vapor de
forma continua y el lavado de turbina por 20
min. cada 24 hrs. Así como la dosificación de
0.6 lt/h Anti-incrustante DM-8402
El lavado de vapor y turbina actualmente
maneja los siguientes datos operativos.
presión de 14.8 Bar
flujo de 1.45 m3/hr
Temp. del fluido 45 °C

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
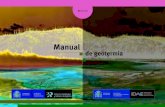
TURBINA INICIALMENTE
Daños que presentaban la placa de toberas del paso
No 1, erosión severa con perdida de material en
alabes, obstrucción del canal de flujo por la cantidad
excesiva de incrustación de silice.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
TURBINA FINAL
Actualmente con la implementación de la inyección del anti incrustante en el sistema de
lavado de vapor y de turbina, así como la aplicación por medio del sistema (HVOF) del
recubrimiento Diamalloy 3007 Carburo de Cromo, resistente a la corrosión y erosión, los
daños han disminuido notoriamente impactando favorablemente el alcance y los costos de
mantenimiento.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
TORRE DE ENFRIAMIENTO
Otra modificación relevante ha sido la caracterización del comportamiento
físicoquímico del condensado en la pileta de la torre de enfriamiento, modificando lo
especificado por el fabricante Alstom , ya que originaba fallas frecuentes en los
equipos auxiliares .

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
ESPECIFICACIÓN DE DISEÑO DEL TRATAMIENTO QUIMICO DEL FABRICANTE ALSTOM

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
ESPECIFICACIÓN DE DISEÑO DEL TRATAMIENTO QUIMICO DEL FABRICANTE ALSTOM

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
ACTUALMENTE SE ESTA APLICANDO LAS CANTIDADES SIGUIENTES EN BASE A LOS ESTUDIOS
REALIZADOS POR EL DEPARTAMENTO QUÍMICO.
BIOSIDA 200 LTS CADA 48 HRS
ANTI SEDIMENTO 20 KG CADA 24 HRS
ESTOS DATOS PUEDEN LLEGAR A VARIAR DE ACUERDO A LOS RESULTADOS QUÍMICOS
SE HAN OBTENIDO BUENOS RESULTADOS, AL REDUCIR EL NIVEL DE INCRUSTACIONES EN LOS
DISTINTOS EQUIPOS COMO SON EL CONDENSADOR, BOMBAS DE VACIO, BOMBAS DE POZO
CALIENTE, TUBERÍAS, FILTROS, VÁLVULAS, ETC.
RECONFIGURACIÓN DE LA ESPECIFICACIÓN DE DISEÑO DEL TRATAMIENTO QUIMICO DEL
FABRICANTE ALSTOM

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
Estado de limpieza en
Conos de Bomba de
Vacio posterior a la
reconfiguración de la
dosificación de
químicos.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
Enfriadores de aceite
Se observa un alto grado de sedimentos y
lodos en la tubería y erosión en cabezales
derivado del tratamiento químico
inadecuado implementado por el Fabricante

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
HISTORIA DE LOS TIPOS DE MANTENIMIENTO

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
Los programas de Mantenimiento, inicialmente fueron realizados en base a
recomendaciones de los fabricantes del equipo, donde de antemano se
aseguraban en muchas ocasiones, de no correr riesgo de falla durante la
garantía, a costa de incrementar la frecuencia de mantenimiento.
Con el tiempo se han mejorado ya en algunos casos con la experiencia del
personal dichos programas, así como también algunos métodos de trabajo.
Sin embargo, se continúan presentando fallas en los equipos entre
intervenciones programadas, por lo que se requiere identificar las causas que
están provocando estas fallas para controlarlas y/o eliminarlas, con lo cual
obtendremos mas confiabilidad en el desempeño del equipo y por lo tanto
podremos prolongar el periodo entre las intervenciones de las frecuencias de
Mantenimiento.
ANTECEDENTES

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
El objetivo de las actividades de Mantenimiento que se aplican a los equipos
de una instalación es mantener la funcionalidad de la misma.
Este trabajo propone la identificación de las causas que están provocando
las fallas entre intervenciones programadas, la identificación de las posibles
fallas que se pudieran presentar y la aplicación de las actividades de
Mantenimiento que se consideren convenientes para disminuir el impacto
cuando estas se presentan.
Dar prioridad a la aplicación del Mantenimiento Predictivo basado en análisis
de condición operativa, que contribuirá a la reducción de las fallas durante la
operación, frente a las actividades periódicas del Mantenimiento Preventivo.
INTRODUCCIÓN AL MANTENIMIENTO PREDICTIVO

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
OBJETIVOS
➢Actualizar las frecuencias del Mantenimiento Preventivo en base al desempeño
actual del equipo para incrementar la disponibilidad y confiabilidad
➢Reducir los costos al optimizar las intervenciones requeridas de Mantenimiento.
➢Detectar condiciones del equipo en operación, sin perdida de tiempo reduciendo
los paros del mantenimiento.
➢Monitorear y hacer seguimiento al comportamiento y tendencia delequipo
detectado con problemas, para que este siga trabajando sin riesgo para la
operación, el equipo y el personal y llevarlo a una reparación planeada.
➢Reducir los costos debido al uso máximo y/o extensión de vida útil de los
componentes, que son diseñados para el desgaste y no a un cambio en una fecha
determinada.
➢Mejorar la confiabilidad y disponibilidad del equipo.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
MANTENIMIENTO PREDICTIVO
Es la aplicación de la tecnología en el proceso de detección temprana para
verificar y detectar cambios de condiciones, lo que permitirá intervenciones
más oportunas y precisas.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
Para evaluar la efectividad del Mantenimiento Predictivo se debe
Determinar:
Tiempo Promedio entre fallas = Tiempo Operación / Numero de Fallas
Parámetro que nos servirá para determinar y comparar los resultados en la
confiabilidad que tiene el equipo con la frecuencia actual de Mantenimiento.
Técnicas de Mantenimiento Predictivo Implementadas en C.F.E.
Análisis Dinámico
Tribología
Termografía
Ultrasonido
Ensayos No Destructivos
Seguimiento de Parámetros
Medición de Espesores

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
Para la Administración del Mantenimiento se cuenta con :
Sistema My Sap/R3
Se tiene implantado El Sistema Integral de Gestión
El cual es un sistema de gestión de la organización que incluye aspectos
en materia de Calidad, Ambiental, Seguridad y Salud en el Trabajo.
Basado en un modelo de clase mundial (Normas Internacionales)
ISO 9001:2015
ISO:14001
NMX-SAST-001

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
COMO PARTE DEL MANTENIMIENTO PREDICTIVO SE HA IMPLEMENTADO LA VERIFICACIÓN DEL BALANCEO DE
ROTORES DE TURBINA Y GENERADOR ELÉCTRICO CON PERSONAL ESPECIALISTA DESARROLLADO DE C.F.E.
ROTOR TURBINA 26.8 MW.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
COMO RESULTADO DE LAS ACCIONES DE MBC SE MODIFICAN PROCEDIMIENTOS DE TRABAJO Y SE
SELECCIONAN PRODUCTOS DE NUEVAS TECNOLOGIAS COMO EL SELLADOR CERÁMICO QUE SE APLICA EN LA
ZONA DE ALTA PRESIÓN Y SE TORQUEO A 600 LB/FT LA TORNILLERÍA DE LA JUNTA DE ENSAMBLE.
CARCASA TURBINA 26.8 MW.

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
EN CUMPLIMIENTO CON LOS CRITERIOS Y
RECOMENDACIONES DE LA ACCIÓN 5, SE
IMPLEMENTARAN LAS TOMAS DE MUESTREO A
LA DESCARGA DE LAS CHUMACERAS DEL
TURBOGENERADOR
SISTEMA DE ACEITE DE LUBRICACIÓN

Empresa Productiva Subsidiaria
CFE Generación VI
Gerencia De Producción Sureste
¡GRACIAS POR SU
ATENCIÓN!
ING. JOSÉ ANTONIO GUERRERO TEJEDA
E’Mail [email protected]