2GB 4 4 Standard Work v 1 ESPANOL (2)
33
V1.1 Green Belt / Black Belt Semana 2 Herramientas para crear flujo: Trabajo Estandar
-
Upload
alberto-estrella -
Category
Documents
-
view
12 -
download
2
description
standard work
Transcript of 2GB 4 4 Standard Work v 1 ESPANOL (2)

V1.1
Green Belt / Black Belt Semana 2
Herramientas para crear flujo:
Trabajo Estandar

Standard Work2
El trabajo estandarizado es la forma mas
eficiente de hacer el trabajo. Maximiza la
seguridad, calidad, costo, entrega y satisfaccion
del cliente.
Se enfoca en las acciones de una sola estacion
para producir una pieza de produccion
Es especialmente efectivo cuando el trabajo es
repetitivo
Trabajo Estandar

Standard Work3
Trabajo Estandarizado
• El Trabajo Estandarizado difiere de las indicaciones de trabajo ISO-9001 . Las indicaciones de trabajo de ISO se enfocan en el ensamblado de componentes no en la interacción de los trabajadores
• El Trabajo Estandarizado consta de:
– Tiempo Takt –el rango en que el cliente compra el producto
– Secuencia de Trabajo—el orden de las acciones que el trabajador debe realizar dentro de un ciclo dado de tiempo
– Trabajo en Proceso - TEP (WIP) –El inventario minimo requerido para completar la secuencia de trabajo¡Sin Estándares, el Kaizen
significativo no es posible!--Taiichi Ohno

Standard Work4
Herramientas del Trabajo Estandarizado
• Hoja de Trabajo de Relación de Valor Agregado
• Mapas del Proceso
• Tiempo Takt
• Grafica de Barras del Tiempo Takt / Tiempo de Ciclo
• Tabla de Capacidad del Proceso
• Hoja de Observación del tiempo
• Hoja de Combinación del Trabajo Estándar
• Esquema de Trabajo Estandarizado

Standard Work5
Secuencia de Trabajo Estandarizado
La secuencia del Trabajo es el segundo elemento de una Operación Estándar
Es la secuencia de actividades que cada trabajador realiza para completar un ciclo, incluyendo el caminar y la espera
La secuencia no necesariamente representa la ruta de la parte
1
2
3
6
5
4
RM FGFlujo del Material

Standard Work6
Los operadores están dentro de la célula, el material debe estar fuera de la célula al alcance
Gran Flexibilidad, 25 - 30% mas eficiente que las células de línea recta
F E
CBRM
GFG
Operator OperadorD
A
Operador
FIFO Material Staging
Organización del Materia en FIFO
Tools Within Reach
Célula de Trabajo en Forma-U
Secuencia de Trabajo Estandarizado

Standard Work7
Trabajo En Proceso Estándar
El trabajo-en-proceso Estándar es el ultimo elemento de una Operación Estándar
SWIP = 0
1
2
3
6
5
4
RM FG
1
2
3
6
5
4
RM FG
ManualDe Operaciones
La cantidad mínima de Inventario que se requiere al final del turno para que no haya perdida de ciclo al inicio del otro
SWIP = 2

Standard Work8
No se requiere de TEPE para las operaciones manuales con una sola operación
Las Operaciones Automáticas requieren del TEPE para permitir que el tiempo del operador sea separado del tiempo de la maquina automática
¿Cual es el TEPE mínimo requerido?
Operaciones Automáticas
FG RM
1 o
2o4 o
5 o
3o
Trabajo En Proceso Estándar

Standard Work9
Operaciones Automáticas
FG RM
1 o
2o4 o
5 o
3o
TEPE = 4
FG
2o4 o
5 o
3o
1 o
RM
Recuerde el mínimo TEPE es la cantidad mínima de inventario que se requiere que se deje al final del turno para que no haya un ciclo perdido en el inicio del otro.
Trabajo En Proceso Estándar (TEPE)

Standard Work10
Implementación del Trabajo Estandarizado
PASO-1: Desarrolle una Hoja del Esquema del Trabajo Estándar “COMO ESTA” para cada puesto de los trabajadores en la celula de trabajo
PASO-2: Establezca el Tiempo Takt
PASO-3: Desarrolle el Trabajo Estándar “COMO ESTA” para cada puesto de los trabajadores en la celula de trabajo
PASO-4: Identifique los Desperdicios de la Primera Pasada
PASO-5: Desarrolle el Hoja del Esquema del Trabajo Estándar “COMO ESTARÁ” para cada puesto de los trabajadores en la celula de trabajo
PASO-6: Desarrolle el Hoja de Combinación del Trabajo Estándar “COMO ESTARÁ” para cada puesto de los trabajadores en la celula de trabajo
PASO-7: Analice el balance de trabajo entre todas los puestos de los trabajadores en la célula de trabajo y determine el equipo de trabajo optimo
PASO-8: Después de que sea analizado el balance de trabajo, nivele la carga de trabajo entre todas los puestos de los trabajadores en la célula de trabajo

Standard Work11
Implementación del Trabajo Estandarizado
PASO-1: Desarrolle una Hoja del Esquema del Trabajo Estándar “COMO ESTA” para cada puesto de los trabajadores en la celula de trabajo
No. Pieces WIP:
Before Kaizen _____ After Kaizen _____
From: _____________________ To: _____________________
Standard Work Layout
FORM NO. CI - 001
Note: This is a working document to identify waste in the process. Always assurethe requirements of the Process Work Instructions are achieved.. .
Operation Sequence
Total Sq. Feet:Effective Date: ___/___/___
Product I.D. Operator Name:
Work Instruction No.
Rev.
Takt Time:
Operator Cycle Time:
Standard WIP Quality Check Safety Precaution OperatorOperator Moving With Part:Operator Moving without Part:
Scale
From: Stand UpFrom: Stand Up Sit Down Sit Down
33
8484XX
Flip Chart ExerciseFlip Chart Exercise
53”53”
44”44”
1 1 blkblk = 1 = 1 sqsq-ft-ft
1 4 5
6
ChairFlip
Chart
7 . 2 3
11 05 0211 05 02
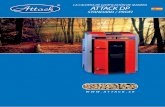
• Una HETE es un modelo a escala del diagrama de una área de trabajo que muestra las ubicaciones de todo el equipo relevante y los pasos del trabajo
8Pasos

Standard Work12
No. Pieces WIP:
Before Kaizen event After Kaizen event
From: _____________________ To: _____________________
Esquema de Trabajo Estandarizado
FORM NO. CI - 001
Note: Este es un documento de trabajo para identificar el desperdicio en el proceso. Siempre asegurese de que los Requerimientos del Proceso de Trabajo sean cumplidos
• Identifica los pasos del trabajo por secuencia de orden y el camino del recorrido de los empleados
• Sirve como asistencia en el entrenamiento• Es un elemento de la Administración Visual. • Debera exponerse en el sitio de trabajo
• Identifica los pasos del trabajo por secuencia de orden y el camino del recorrido de los empleados
• Sirve como asistencia en el entrenamiento• Es un elemento de la Administración Visual. • Debera exponerse en el sitio de trabajo
Operation Sequence
Total Sq. Feet:Effective Date: ___/___/___
Product I.D. Operator Name:
Work Instruction No.
Rev.
Takt Time:
Operator Cycle Time:
Standard WIP Quality Check Safety Precaution OperatorOperator Moving With Part:
Operator Moving without Part:
Scale
From: Stand Up Sit Down
3
84XFlip Chart Exercise
53”
44”
11 05 02
1 blk = 1 sq-ft
1 4 5
6
SillaRota folio
7 . 2 3

Standard Work13
Implementación del Trabajo EstandarizadoImplementación del Trabajo Estandarizado
PASO-2: Establezca el Tiempo Takt
• Tiempo de Ciclo es el promedio de tiempo requerido para que una unidad avance de la estación de trabajo 4 a la estación de trabajo 5
• Tiempo Takt es el tiempo necesario entre las estaciones 4 y 5 en un turno (o día) para que se pueda cumplir la demanda diaria
– Cualquier mantenimiento preventivo planeado, descansos o juntas planeadas deberán restarse del tiempo disponible antes de que sea calculado el Tiempo Takt.
Tiempo Takt = Tiempo de Operación
Demanda del Cliente
Inicio Final
1 2 3 4
12 1
9
6
32
87
45
1110
12
6
1
9 32
87
45
1110
12
5
8Pasos

Standard Work14
Implementación del Trabajo Estandarizado
PASO-3: Desarrolle el Trabajo Estándar “COMO ESTA” para cada puesto de los trabajadores en la celula de trabajo
• Establezca los tiempos reales de trabajo• Cada paso del trabajo es calculado en la secuencia
correcta• Otorga un estudio detallado de cada paso de trabajo
requerido para producir una unidad de salida por un solo operador.
• De lo que se trata es de comprender el trabajo e identificar desperdicios para que puedan ser eliminados
• Identifica todos los pasos incluyendo:– Reabastecer partes– Mover el producto final a otra área– Añadiendo separadores de empaquetado en una caja– Verificación de Calidad
8pasos

Standard Work15
Observer: Date: Before Kaizen event
Operator: Time: After Kaizen event
Step Work Element 1 2 3 4 5 6 7 8 9 10 Opportunities
1
2
3
4
5
6
7
8
9
10
11
12
Total time for 1 cycle: Circle lowest repeated time
Best repeated
Time
Operation Description:
Ciclo
Ciclo
Hoja de Trabajo de Observación del TiempoHoja de Trabajo de Observación del Tiempo
OportunidadDe mejora
OportunidadDe mejora
---- 10 6 9 8 8 7 14 7 7
11” 6 5 5 5 5 6 4 5 5
6 6 5 5 7 7 7 7 5 6
8 6 7 8 6 ---- 6 6 9 6
5 5 5 4 4 ---- 5 5 5 5
0 40 9 40 10 40 13 51 20 51
11” 46 14 45 15 45 19 55 25 56
17 52 19 50 22 52 25 4’02” 30 5’02”
25 58 26 58 28 M 32 8 39 8
30 1’03” 31 2’02” 32 3’06” 37 13 44 13
Observación FaltanteObservación Faltante
------- 33 28 31 30 34 31 36 31 29
7
5
5
6
427”
Pickup and placecomponentAttach bracket
Secure bolts withwasher and nuts
Place in finished goods
Insert bolts intobracket
Joe Employee
John Doe
03/20/02
11:00 a.m.Bracket Attachment

Standard Work16
Observación del tiempo • Tips
• Discuta con el operador los pasos requeridos para completar un ciclo
• Observe el proceso de 2-3 veces para asegurarse que entendió la secuencia
• Divida los pasos en elementos cronometrados y lístelos en secuencia en la Forma de Observación de Tiempo
• Complete toda la Información en la parte superior de la Forma
• Pida al operador que realice la misma secuencia de pasos por lo menos durante 10 ciclos
• Una vez que se haya iniciado el cronometro, manténgalo corriendo hasta que el ultimo ciclo haya concluido
• Determine los puntos “Break Points” para cada elemento que le recuerde al registro de tiempo

Standard Work17
• Todos los tiempos deberán ser registrados en el renglón superior (no sombreado) de cada elemento, empezando con la columna 1, 1er elemento y moviéndose en forma descendiente en la columna
• Cuando se ha registrado el tiempo para el ultimo elemento en la 1er columna, continué a la columna 2, 3, etc.
• Después de que se hayan completado todos los tiempos, calcule y registre todos los tiempos de los pasos del elemento en el área sombreada para cada elemento.
• Determine y registre el “Mejor Tiempo Repetible” para cada renglón (paso)
• Calcule y registre el total de tiempo para cada ciclo
• Circule el Ciclo de Tiempo Menos Repetitivo
• Reconcilie el “Mejor Tiempo Repetible” con el “Ciclo de Tiempo Menos Repetible”
Observación del tiempo • Tips

Standard Work18
Elementos de la Operacion1. Levantarse de la silla2. Caminar al Rotafolio3. Tomar el plumon4. Escribir “Mi nombre es Juan”
en el rotafolio5. Dejar el plumon6. Caminar de regreso a la silla7. Sentarse
Mantener el cronometro corriendo y hacer 5 ciclos
Hacer los calculos y completar el formato
Ejercicio
Determinar el tiempo de ciclo del operador para usar el rotafolio

Standard Work19
Hoja de Trabajo de Observación de Tiempo
Observer: Date: Before Kaizen event
Time: After Kaizen event
Step Work Element 1 2 3 4 5 6 7 8 9 10 Opportunities
1
2
3
4
5
6
7
8
9
10
11
12
Total time for 1 cycle: Circle lowest repeated time
Best repeated
Time
Operator:
Operation Description:
0 45 30 15 3’05” 46 34 21 9 54--- 7 8 7 9 6 7 7 8 810 56 40 26 15 58 45 32 19 7’05”10 11 10 11 10 12 11 11 10 1012 58 43 29 17 4’01” 47 35 21 8 2 2 3 3 2 3 2 3 2 3
22 1‘07” 53 40 26 M 57 45 30 1910 9 10 11 9 --- 10 10 9 1125 10 57 43 29 15 5’01” 48 33 23 3 3 4 3 3 --- 4 4 3 4
35 19 2’06” 53 38 24 11 58 44 3210 9 9 10 9 9 10 10 11 938 22 8 56 40 27 14 6’01” 46 34 3 3 2 3 2 3 3 3 2 2
---- 44 46 48 44 47 47 47 45 48
Levantarse
Caminar
Tomar Plumon
Escribir
Dejar plumon
Caminar de regreso
Sentarse
7
10
3
10
3
9
2
7
10
3
10
3
9
2
4444
Rotafoloio
No es poco común observar a los operadores realizando el mismo trabajo en diferentes secuencias de pasos, con totales de tiempos muy diferentes
No una hay forma estándar, así que no hay ninguna forma de comunicar la única mejor forma—utilize el mejor método que tenga mas sentido
No es poco común observar a los operadores realizando el mismo trabajo en diferentes secuencias de pasos, con totales de tiempos muy diferentes
No una hay forma estándar, así que no hay ninguna forma de comunicar la única mejor forma—utilize el mejor método que tenga mas sentido

Standard Work20
Implementación de Trabajo Estandarizado
PASO-4: Identifique los Desperdicios de la Primera Pasada
Tres preguntas para atacar el desperdicio:
P1: ¿Por qué el área esta diseñada para requerir caminar?
P2: ¿Por qué hay desperdicio de espera?
P3: Para cada paso en HCTE: Por que se toman X segundos de trabajo manual en este paso?
Las respuestas son obvias si el trabajo ha sido estudiado cuidadosamente, se construye un Estudio del Ciclo de Trabajo Estándar, y si se ha conversado con los operadores.
Los posibles desperdicios consisten en: Herramientas esparcidas por toda el área de
trabajo El diseño de la distribución del equipo necesita
mejorar
8Pasos

Standard Work21
Paso-5: Desarrolle el Hoja del Esquema del Trabajo Estándar “COMO ESTARÁ” para cada puesto de los trabajadores en la celula de trabajo
• Elimine todo el caminar (o la mayoria)
• Estructure el flujo de trabajo que sera generalmente contra reloj
8Pasos
No. Pieces WIP:
Before Kaizen _____ After Kaizen _____
From: _____________________ To: _____________________
Standard Work Layout
FORM NO. CI - 001
Note: This is a working document to identify waste in the process. Always assurethe requirements of the Process Work Instructions are achieved.. .
Operation Sequence
Total Sq. Feet:Effective Date: ___/___/___
Product I.D. Operator Name:
Work Instruction No.
Rev.
Takt Time:
Operator Cycle Time:
Standard WIP Quality Check Safety Precaution OperatorOperator Moving With Part:Operator Moving without Part:
Scale
From: Stand UpFrom: Stand Up Sit Down Sit Down
33
8484XX
Flip Chart ExerciseFlip Chart Exercise
53”53”
44”44”
1 1 blkblk = 1 = 1 sqsq-ft-ft
1 4 5
6
ChairFlip
Chart
7 . 2 3
11 05 0211 05 02
(Movimiento mínimo del Operador = Eficiencia
Implementación de Trabajo Estandarizado

Standard Work22
8Pasos
PASO-6: Desarrolle el Hoja de Combinación del Trabajo Estándar (HCTE) “COMO ESTARÁ” para cada puesto de los trabajadores en la celula de trabajo
Implementación de Trabajo Estandarizado

Standard Work23
La Hoja de Combinación de Trabajo Estándar muestra gráficamente la secuencia de trabajo del operador a detalle derivada de la “Hoja de Observación del Tiempo”
Standard Work Combination SheetEffective Date: ___/___/___
Product I.D. Operation Description:
Time
Man Auto Walk
Support ingDocuments
Qty per Shift: Takt Time:
Manual
Autom atic
WalkingWait Ti me
StepNo.
Page ___ of ___ + = (Cycle Time)(Totals)
Graph Time Increment __________
Note: Show Takt Time with a brokenred vertical line
Before Kaizen_____ After Kaizen_____
Approval:
Note: This is a working document to identify waste in the process. Always assurethe requirements of the Process Work Instructions are achieved.FORM NO. CI - 002
Work Instruction No. Rev.
• La Hoja de Combinación de Trabajo Estándar separa el trabajo manual de caminar del ciclo de tiempo de la maquina
• HCTE puede ser utilizada para entrenar a nuevos operadores o reemplazos, o puede ser utilizado para entrenar a los operadores en las revisiones a un proceso
• Muestra si los tiempos del operador/automáticos exceden al Tiempo
• El Takt es la el valor de referencia contra lo que se deben medir las mejoras
• Asegura la estandarización del proceso
• Es una herramienta visual para los empleados, gerencia y visitantes
Implementación de Trabajo Estandarizado

Standard Work24
• Complete toda la información- Se requiere de una firma de aprobación antes de ser expuesta además la Hoja de Combinación del Trabajo Estandarizado debe estar ligada a las instrucciones de trabajo para la tarea realizada
• Utilice los tiempo de la “Hoja de Obsrvacion del Tiempo” para llenar los pasos de secuencia de pasos de trabajo, secuencia de pasos, descripcion de secuencia de trabajo y tiempos manuales, automaticos y de recorrido (caminar)
• Determine el incremento en la grafica de tiempo e regístrelo en la hoja
• Numere cada punto de intervalo en cada grafica (break point)
• Dibuje una línea de tiempo roja fraccionada vertical para indicar El Tiempo Takt
• Utilice la leyenda e indique los tiempos manuales, automáticos y de recorridos
• Tiempo Total Manual y Tiempo de Caminar al final de la forma
• Calcule el Tiempo de Ciclo Totalizando el Tiempo Manual y el Tiempo de Caminar
• Indicar el numero de paginas
HCTE • Tips

Standard Work25
Actividad: Hoja de Combinación de Trabajo Estandarizado
Trabaje en equipos de dos y complete la Hoja de Combinación
de Trabajo Estandarizado utilizando la información de la Hoja de Observación del Tiempo completad en el Ejercicio de Estudio del Tiempo. Use un Tiempo Takt de 45”

Standard Work26
PASO-7: Analice el balance de trabajo entre todas los puestos de los trabajadores en la célula de trabajo y determine el equipo de trabajo optimo• Complete una grafica de Barras del Tiempo Takt
Time / Tiempo de Ciclo para la célula de trabajo
• Utilice una HCTE “COMO SERÁ” para obtener los tiempos de clico para cada puesto del trabajador (segundos por pieza)
El Tiempo de Ciclo es el tiempo promedio requerido para que el 4 se mueva al 5
Tiempo Takt es el tiempo necesario entre el 4 y el 5 en un turno (o día) para que se cumpla la demanda requerida Inicio Final
1 2 3 4
12 1
9
6
32
87
45
1110
12 1
9
6
32
87
45
1110
12
5
8Pasos
Implementación de Trabajo Estandarizado

Standard Work27
Tiempo de Ciclo
• Tiempo del Ciclo del Operador (TCO) es el tiempo requerido para que un operador complete el ciclo completo del proceso de trabajo. No incluye el tiempo de espera– El Tiempo de Ciclo y el Tiempo Takt son utilizados en
conjunto para determinar el equipo de trabajo optimo de una operación y para equilibrar la carga de trabajo
Equipo de trabajo observado = ______
____ = _____ Operadores
4
65”
19”
3.42Equipo de trabajo optimo =Suma de TCO
Tiempo Takt=
1 2 3 4 5 6 7 8 9 10 11 12
33
30
2724
21
1815
12
9 6
3
17
20
1612
T/T = 19”

Standard Work28
Actividad: Determine la Asignación de Personal
• El Ensamblado final cuenta con 4 estaciones de trabajo
• Tiempo Takt : 21 segundos
• Tiempo de Ciclo del Operador:– Ensamblador-1 6 segundos– Ensamblador-2 31 segundos– Ensamblador-3 16 segundos– Ensamblador-4 17 segundos
Determine el Equipo de Trabajo Optimo para la línea de ensamblado final de la Compañía Hot-Aire utilizando la Grafica de barras de Tiempo Takt /Tiempo de Ciclo
Compañía de Compresores HOT-AIRESubsidiaria de Professional Tools, Inc.
Nota: El numero de operadores actualmente utilizados puede no concordar con el equipo de trabajo optimo

Standard Work29
• Equipo de trabajo Observado (Antes del evento Kaizen) = ______
______ = ______ Operadores• Equipo de trabajo Optimo Suma de TCO
Tiempo Takt =
GRAFICA DE BARRAS DEL TIEMPO TAKT / TIEMPO DE CICLO
Fecha ____________
Proceso: __________________________________
1 2 3 4 5 6 7 8 9 10 11 12Después del Evento Kaizen
33
30
27
24
21
18
15
12
9
6
3
1 2 3 4 5 6 7 8 9 10 11 12Antes del Evento Kaizen
33
30
27
24
21
18
15
12
9
6
3
Ensamblado Final Compresor de Hot-Aire
03/17/03
6
31
10
17T/T = 21”
4
70”
21”
3.3
Actividad: Determine la Asignación de Personal

Standard Work30
PASO-8: Después de que sea analizado el balance de trabajo, nivele la carga de trabajo entre todas los puestos de los trabajadores en la célula de trabajo
• Nivelación: Modificar los proceso de trabajo con técnicas de administración del área de trabajo para que los tiempos de trabajo reales sean tan cercanos posibles (quizás por debajo) a los Tiempos Takt
La clave para un sistema sincronizado es reconciliar y ajustar los tiempos de trabajo reales con los
tiempos Takt.
8Pasos
Implementación de Trabajo Estandarizado

Standard Work31
¿ Que hacer con los nuevos documentos del trabajo Estándar?
• Para que sea efectivo, el Trabajo Estándar:
– Debe ser expuesto a la vista del operador mientras que realiza el trabajo Estándar
– Debe ser comprendido y seguido por ambos el operador y el supervisor
– Debe ser apoyado y monitoreado por la gerencia del área – el funcionamiento en el Trabajo Estandar mantiene la calidad
AL preparar y exponer el Trabajo Estándar piense: “Administracion Visual”
Documentación del Trabajo Estandarizado

Standard Work32
Revision HistoryRevision Date Description Author
V1.0 10-02-2006 Original Issue LSS Council
V1.1 2-19-2007 Pg. 4 – changed WIP t o SWIP. Removed Shadow from Font. Pg. 28 added axis lines to graph.
D. VanVoorhis
V1.2 2-25-2008 Español R. Cuan