3021 SOLDADURA Y CARPINTERÍA METÁLICA · PDF fileotros deberán realizarse...
15
FPB – FABRICACIÓN Y MONTAJE WEBernabe 1 3021 SOLDADURA Y CARPINTERÍA METÁLICA Capítulo 1 PREPARACIÓN DE MATERIALES DE CARPINTERÍA METÁLICA FÉRRICA Capítulo 2 PREPARACIÓN DE MÁQUINAS Y HERRAMIENTAS DE CONSTRUCCIONES METÁLICAS Capítulo 3 PREPARACIÓN DE LOS EQUIPOS DE SOLDADURA POR ARCO ELÉCTRICO Y OXIACETILÉNICA Capítulo 4 OPERACIONES BÁSICAS DE MECANIZADO POR CONFORMADO Y SOLDEO Capítulo 5 OPERACIONES BÁSICAS DE MONTAJE DE PRODUCTOS FÉRRICOS Capítulo 6 TRANSPORTE DE PRODUCTOS DE CARPINTERÍA METÁLICA FÉRRICA
Transcript of 3021 SOLDADURA Y CARPINTERÍA METÁLICA · PDF fileotros deberán realizarse...
FPB – FABRICACIÓN Y MONTAJE
WEBernabe
1
3021
SOLDADURA Y CARPINTERÍA METÁLICA
Capítulo 1
PREPARACIÓN DE MATERIALES DE CARPINTERÍA
METÁLICA FÉRRICA
Capítulo 2
PREPARACIÓN DE MÁQUINAS Y HERRAMIENTAS DE
CONSTRUCCIONES METÁLICAS
Capítulo 3
PREPARACIÓN DE LOS EQUIPOS DE SOLDADURA POR ARCO
ELÉCTRICO Y OXIACETILÉNICA
Capítulo 4
OPERACIONES BÁSICAS DE MECANIZADO POR
CONFORMADO Y SOLDEO
Capítulo 5
OPERACIONES BÁSICAS DE MONTAJE DE PRODUCTOS
FÉRRICOS
Capítulo 6
TRANSPORTE DE PRODUCTOS DE CARPINTERÍA
METÁLICA FÉRRICA
3021 – Soldadura y carpintería metálica
WEBernabe
2
CAPÍTULO 2
PREPARACIÓN DE MÁQUINAS Y HERRAMIENTAS DE
CONSTRUCCIONES METÁLICAS
INTRODUCCIÓN
A la hora de realizar un trabajo de mecanizado, mecánica o montaje, el conocimiento de las
herramientas, útiles y máquinas necesarias es esencial para el desarrollo de las operaciones.
A los dispositivos de seguridad propia que se disponen en las máquinas se suman las
protecciones personales que los operarios en el trabajo deben utilizar para conseguir que la salud
no se pierda.
El orden y la limpieza en los lugares de trabajo proporciona un extra en la seguridad total
del trabajador en su puesto, así como de las herramientas, máquinas e instalaciones que el
empresario debe proporcionar en las empresas industriales.
2.1. PREPARACIÓN Y MANTENIMIENTO OPERATIVO DE LAS MÁQUINAS
El mantenimiento en las empresas, es una actividad que se realiza para asegurar que los
equipos y la maquinaria estén, en todo momento, en disposición máxima de ser utilizados,
empleando para ello un coste óptimo.
Los bienes de equipo industrial son los destinados a servir de apoyo para el desarrollo de la
producción de una empresa, y aunque su coste inicial suele ser muy elevado, sin ellos no se podría
realizar la fabricación. La maquinaria (fresadora, torno, soldadora…), instalaciones de electricidad,

FPB – FABRICACIÓN Y MONTAJE
WEBernabe
3
neumática, hidráulica, estructuras de apoyo, son considerados bienes de equipo, mientras que las
herramientas y utillajes son los instrumentos que facilitan la fabricación de los productos.
Necesidad de políticas de mantenimiento
El mantenimiento en las empresas se considera en la actualidad esencial, ya que el nivel
competitivo actual requiere una maximización en las horas de producción consiguiéndose así
menor coste de producción y una reducción del precio final en el mercado. La parada de la línea de
producción por fallos en los equipos y maquinaria debe estar programada para realizar funciones
de mantenimiento, que son necesarias en todas las instalaciones, reduciendo al mínimo el tiempo
de actuación.
El proceso productivo requiere la combinación de 5 elementos:
- Personal empleado (mano de obra)
- Materiales
- Equipos e instalaciones
- Métodos de producción
- Entorno y medio ambiente
Las repercusiones de un mantenimiento defectuoso se pueden ver claramente en la empresa, y
afectan a diferentes campos:
1. PRODUCCIÓN: En la mano de obra por los tiempos perdidos o desaprovechados, en la
maquinaria por bajos rendimientos y largos periodos de amortización, en los almacenajes
temporales de bienes de producción o terminados, en los plazos de entrega a clientes, y
en general a los costes de fabricación finales.
2. CALIDAD: En su disminución, por el aumento de las partidas defectuosas.
3. SEGURIDAD EN EL TRABAJO: En los daños físicos y morales que pueden sufrir las
personas y las responsabilidades penales por las sanciones, con la consiguiente parada en
la producción.
4. IMAGEN DE LA EMPRESA: En los retrasos en la entrega de los productos a los
clientes, reclamaciones y al final, mala imagen en general frente a terceras personas.
Planes de mantenimiento
Normalmente en cualquier empresa que tenga actividad industrial se poseen equipos,
maquinaria e instalaciones para desarrollar los trabajos de producción, y por tanto tiene un
departamento, más o menos grande, que se dedica a las labores de mantenimiento.

3021 – Soldadura y carpintería metálica
WEBernabe
4
Este departamento será el encargado de instalar, controlar, supervisar y reparar los activos
que tiene la empresa, para conseguir que la producción no se detenga y se realice en las
condiciones de calidad que ella misma exige.
Los planes de mantenimiento se decidirán desde este departamento, y si se cuenta con un
volumen mediano/alto, pueden estar divididos en áreas que se responsabilizan de cada campo:
1. SECCIÓN MECÁNICA. Encargada de las máquinas y mecanismos
2. SECCIÓN ELÉCTRICA. Encargada de instalaciones, tomas de corriente en los equipos y
protecciones
3. SECCIÓN ELECTRÓNICA. Encargada de los componentes de control de los equipos
4. SECCIÓN NEUMÁTICA E HIDRÁULICA. Encargada de las instalaciones de aire y
equipos oleohidráulicos
5. SECCIÓN CIVIL. Encargada de las edificaciones y construcciones donde se sitúan los
equipos
6. SECCIÓN INFORMÁTICA. Encargada del funcionamiento del software de control del
mantenimiento
Recuerde
La inversión económica necesaria es elevada, además de tener que contar
con personal cualificado para tomar las decisiones adecuadas
El programa o Plan de operaciones decidirá las características en cuanto al volumen de
personal e inversión que se realiza, programando e informando a todos de forma metódica, en
cuanto a fechas, lugares de las reparaciones, vigilancia, y actuaciones a realizar en cada zona y por
cada departamento.
Este Plan deberá contar al menos con los siguientes puntos:
- Volumen de personal que se dedicará a cada departamento
- Elección del tipo de mantenimiento que se pondrá en práctica
- Localización geográfica y temporal, dentro de la empresa, donde se realizarán los trabajos
FPB – FABRICACIÓN Y MONTAJE
WEBernabe
5
- Señalización de áreas de trabajo y mantenimiento
- Normas de seguridad que se deben adoptar
- Tiempos de parada en la producción para mantenimiento en los equipos. Comienzo y
finalización de trabajos
- Utillajes y herramientas que serán necesarios
- Planos y manuales de descripción de actividades y equipos que serán sometidos a
mantenimiento
- Stock de piezas de repuesto disponibles
Posteriormente, se deberán documentar las actuaciones realizadas en el mantenimiento. Entre
otros deberán realizarse un informe sobre:
- Los activos (equipos, máquinas, instalaciones) que se han sometido a mantenimiento
- Tiempos utilizados en las intervenciones
- Personal que se dedicó a las labores
- Resultado de las operaciones que se realizaron a los activos, respuesta al unirse
nuevamente al proceso productivo
- Conclusiones en general de los trabajos realizados
2.2. MONTAJE Y DESMONTAJE DE HERRAMIENTAS, ÚTILES Y PIEZAS
En mecánica, el montaje de herramientas de máquinas es una actividad importante. De unas
buenas prácticas se obtienen resultados adecuados para conseguir el perfecto funcionamiento.
Para el mecánico de profesión, tanto en el desmontaje como en el montaje, conocer todos y
cada uno de los elementos que intervienen en la máquina se considera del todo fundamental.
Queda aparte el operario de la cadena de montaje que realiza trabajos de ensamblado de elementos
sin la necesidad de conocer ni el elemento ni el funcionamiento de éstos.
Aunque parezca intuitivo, se deben seguir unos pasos sencillos y ordenados en el desarrollo
de los trabajos, para conseguir lo que se pretende; el desmontaje, la preparación y el montaje de
herramientas y útiles de una máquina o un subconjunto de ella.
1. IDENTIFICAR CADA ELEMENTO: Una máquina está compuesta por mecanismos que
ensamblados realizan una función de conjunto. Por ello con la identificación inicial de
cada elemento se tendrán muchos datos para saber a qué zona o subconjunto pertenece
2. CONOCER EL FUNCIONAMIENTO GENERAL: Cada elemento cumple una función
en la máquina, de manera que conociendo lo que cada uno aporta al movimiento en
general, se obtienen muchos datos para realizar los trabajos
3. FUNCIONAMIENTO DE LOS MECANISMOS: Del conocimiento de los elementos que
intervienen en la máquina se pueden obtener muchos datos sobre cómo van montados
4. ORDEN DE MONTAJE: Es del todo fundamental el conocer qué elemento va montado
antes que otro, de manera que se evite el tener que desmontar de nuevo por el olvido de
alguna parte
5. HERRAMIENTAS A UTILIZAR: Es muy importante conocer claramente la función de
cada herramienta y útil de montaje, y saber para qué elemento se emplea. También habrá
3021 – Soldadura y carpintería metálica
WEBernabe
6
que tener en cuenta las limitaciones que tienen, no debiéndose utilizar para otra función
distinta de la que se ha diseñado
6. PREVENCIÓN Y EPI´s: En los trabajos de mecánica, mecanizado o montaje, se deben
utilizar equipos de protección individual cuando se realicen trabajos que los requieran,
para de esta manera preservar la salud del trabajador y evitar que los accidentes tengan
consecuencias personales
7. INSTRUCCIONES: Para el montaje o el desmontaje de un elemento de una máquina,
existen unas instrucciones del fabricante en las que se indican la forma adecuada y las
características a tener en cuenta. Son de gran ayuda cuando se trata de elementos
novedosos o complicados. Además cada fabricante está obligado a aportar instrucciones
de montaje de cada elemento o mecanismo.
Sabía que…
En las cadenas de montaje, existen unos documentos llamados “hojas de
proceso” en los que se indican el orden, forma, dimensiones y
características de cada una de las piezas pertenecientes al subconjunto
que el operario debe montar
8. ORDEN EN LOS LUGARES DE TRABAJO: Es esencial cuando se realiza un montaje
tener espacio suficiente para ir realizando los trabajos. El orden, por tanto, debe ser
especialmente riguroso cuando se realizan trabajos de desmontaje, ya que la pérdida o
deterioro de cualquier elemento es del todo inaceptable
9. COMPROBACIONES: En el montaje, realizar los ajustes necesarios para tener la
máquina o mecanismo a punto, y que realice las funciones adecuadamente. En el
desmontaje, se observará si los elementos pueden ser de nuevo montados o por el
contrario se encuentran en condiciones inadecuadas. Se realizará entonces una sustitución
por otros nuevos o adecuados
10. VERIFICACIÓN FINAL: Observar que la máquina o mecanismo marcha según lo
previsto en el montaje, o que todo está perfectamente identificado y ordenado en el
desmontaje
2.3. MÁQUINAS DE CONFORMADO: FUNCIONAMIENTO
En las actividades de conformado de piezas de tipo estructural, en las que se deben realizar
conjuntos atornillados, soldados, remachados o pegados, se utilizan determinadas herramientas de
corte, preparación y limpieza de bordes, taladrado y eventual roscado, que se deben encontrar en
cualquier taller de metalurgia. Las máquinas más comúnmente utilizadas son:
Sierra mecánica
En cantidades grandes de trabajo, las sierras mecánicas realizan aserrados a velocidades
elevadas, consiguiendo gran seguridad en el operario debido a su diseño.
Dependiendo de la clase de sierra, se pueden tener:

FPB – FABRICACIÓN Y MONTAJE
WEBernabe
7
1. SIERRA DE TIPO ALTERNATIVO. Formada por una bancada de apoyo donde se
coloca, mediante una mordaza, la pieza a cortar, y constituida por una hoja que
realiza movimientos alternativos de vaivén (similar al corte a brazo manual), por
medio del mecanismo de biela-manivela-cigüeñal.
Utilizan lubricantes (taladrina) para refrigerar la sierra debido al gran rozamiento
que se produce. Sus mecanismos se encargan de elevar el arco en la carrera de
retroceso, realizando trabajos de elevada calidad cuando se eligen la hoja, tensión y
calidad adecuadas.
2. SIERRA DE TIPO CONTINUO. Dispone igualmente de una bancada donde situar y
asegurar la pieza, sirviéndose de una cinta sinfín (engranada) formada por la hoja de
sierra continua que realiza el corte. Esta disposición aumenta la velocidad de trabajo
al no tener carrera de retroceso.
3. SIERRA DE HOJA CIRCULAR. Se trata de un disco dentado que con el giro
continuo efectúa el avance de corte en la pieza. El soporte de la sierra desciende de
manera automática o manual, atacando la pieza desde arriba hacia abajo,
consiguiéndose gran seguridad en el trabajo al disponer de varios mecanismos de
seguridad.
4. SIERRA DE RUEDA ABRASIVA. De la misma forma, el delgado disco de material
abrasivo realiza el corte en la pieza, bajando desde arriba mediante una palanca
manual o automática.
Limadora mecánica
La limadora es una máquina que dispone de una bancada, un carnero (parte superior) y una
mesa donde se fijan las piezas mediante unas mordazas.
La herramienta de la limadora efectúa el movimiento de vaivén de corte en la dirección
longitudinal de la mesa, y la pieza realiza el movimiento de avance en la dirección perpendicular al
anterior.
3021 – Soldadura y carpintería metálica
WEBernabe
8
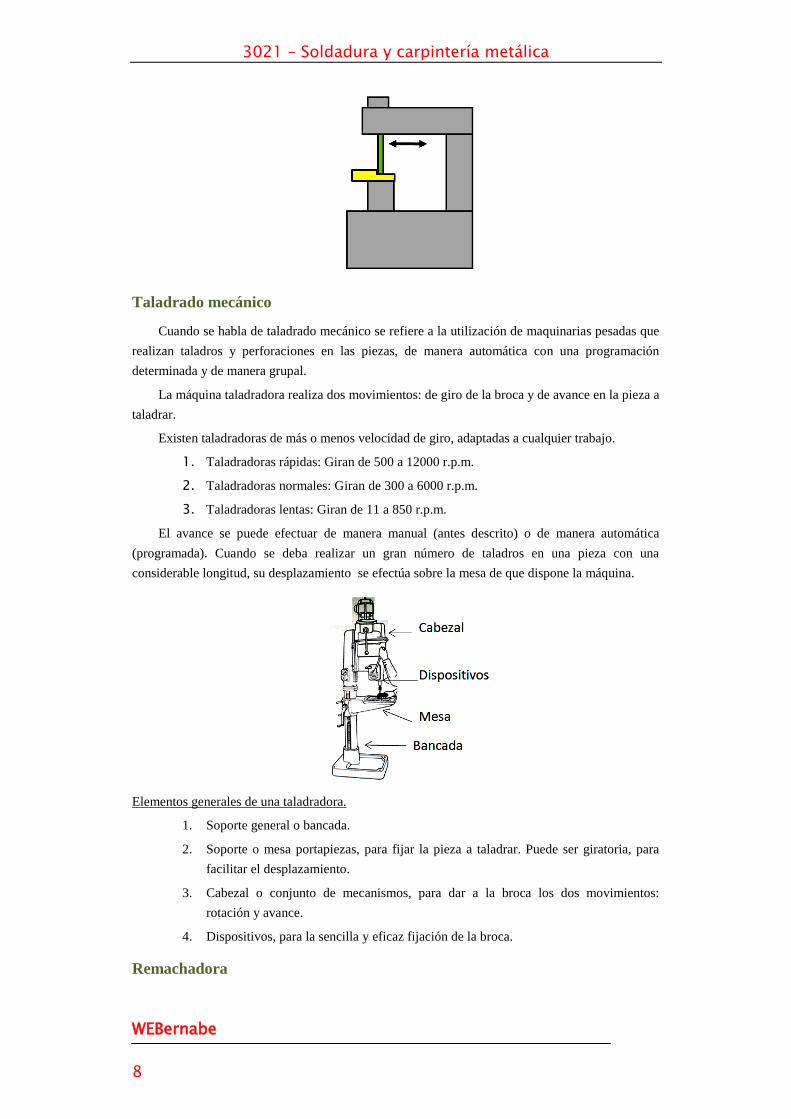
Taladrado mecánico
Cuando se habla de taladrado mecánico se refiere a la utilización de maquinarias pesadas que
realizan taladros y perforaciones en las piezas, de manera automática con una programación
determinada y de manera grupal.
La máquina taladradora realiza dos movimientos: de giro de la broca y de avance en la pieza a
taladrar.
Existen taladradoras de más o menos velocidad de giro, adaptadas a cualquier trabajo.
1. Taladradoras rápidas: Giran de 500 a 12000 r.p.m.
2. Taladradoras normales: Giran de 300 a 6000 r.p.m.
3. Taladradoras lentas: Giran de 11 a 850 r.p.m.
El avance se puede efectuar de manera manual (antes descrito) o de manera automática
(programada). Cuando se deba realizar un gran número de taladros en una pieza con una
considerable longitud, su desplazamiento se efectúa sobre la mesa de que dispone la máquina.
Elementos generales de una taladradora.
1. Soporte general o bancada.
2. Soporte o mesa portapiezas, para fijar la pieza a taladrar. Puede ser giratoria, para
facilitar el desplazamiento.
3. Cabezal o conjunto de mecanismos, para dar a la broca los dos movimientos:
rotación y avance.
4. Dispositivos, para la sencilla y eficaz fijación de la broca.
Remachadora

FPB – FABRICACIÓN Y MONTAJE
WEBernabe
9
Existen máquinas remachadoras que realizan el trabajo de manera mecánica o de manera
hidráulica. Permiten la rapidez, seguridad y exactitud de las operaciones. Se necesita de la mano
experta del operario.
La remachadora dispone de una bancada que soporta el mecanismo y donde se sitúan los
puntos de remachado (parte superior e inferior), en forma de pinza. Mediante un pedal se efectúan
la orden a la máquina que realiza el taladrado, colocación del tipo de remache y deformación de la
cabeza del vástago, en varias fases.
Roscado mecánico
El roscado mecánico se emplea industrialmente para la construcción de tornillos, pernos
roscados, varillas roscadas y tuercas, que son elementos normalizados y muy utilizados en todo
tipo de construcciones para la ingeniería mecánica.
Los procedimientos de roscado se efectúan en máquinas-herramienta preparadas para este
trabajo, pero también en el torno (máquina-herramienta clásica) se pueden realizar tallados de
roscas por medio de útiles y cuchillas de corte.
Además hay otros procedimientos de roscado mecánico, que se realizan para la fabricación en
serie.
- Por terrajas de peines: Radial y tangencial.
- Terrajas con rodillos de laminación.
- Sistema de roscado por torbellino.
- Tallado de roscas por laminado de roscas con peines y fresa de disco.
HERRAMIENTAS PORTÁTILES
3021 – Soldadura y carpintería metálica
WEBernabe
10
Además de las herramientas mecánicas que necesitan la mano experta del operario, existe una
amplia gama de portátiles de accionamiento eléctrico o neumático, que ayudan en el trabajo,
proporcionando gran potencia mecánica y comodidad en su utilización.
2.4. MANUAL DE USO Y MANTENIMIENTO. PREVENTIVO Y OPERATIVO
El Manual de mantenimiento es un documento escrito que acompaña a cada máquina que se
ha adquirido, y en el que se incluyen los datos necesarios para su mantenimiento:
- Características propias de la máquina: capacidad, consumo, potencia nominal, etc.
- Lista de accesorios
- Nomenclatura de las piezas incluidas y referencias de pedido
- Instrucciones de instalación: manutención, suspensión, desembalaje, cimentación, anclaje,
rodaje, reglaje, limpieza, lubricación inicial, verificaciones
- Instrucciones de funcionamiento: puesta en marcha, reglas de manejo, normas de
seguridad
- Instrucciones de mantenimiento:
- Lubricación y engrase (puntos de engrase, tipos de lubricantes,
frecuencias)
- Organigramas de reparación
- Diagnóstico de fallos probables
- Instrucciones de reparación que más se repiten
- Frecuencia de visitas preventivas
- Lista de herramientas y utillajes que se deben utilizar
- Listado y códigos de las piezas de recambio. Stock recomendado. Es un documento difícil
de informatizar debido a las fotografías, planos y esquemas
Los manuales de las máquinas deben estar siempre en lugar fácilmente accesible para el
personal de mantenimiento y producción. Se clasifican por el número de código de la máquina.
Mantenimiento preventivo
FPB – FABRICACIÓN Y MONTAJE
WEBernabe
11
Está basado en la continua revisión de las condiciones del activo (equipo, maquinaria,
instalaciones), efectuando visitas y cambios periódicos en los elementos que sufren desgaste, antes
de que estos provoquen un fallo.
Ayudados de la pericia y la experiencia del personal de mantenimiento, y con los manuales de
cada equipo, en los que se realiza una estimación de la vida útil de cada elemento, se puede
programar la secuencia de actividades que habrá que realizar para adelantarse al fallo, con el
objetivo, casi improbable, de conseguir los “0 fallos”.
Actividades básicas del mantenimiento preventivo
Teniendo en cuenta la definición, las actividades serán:
1. Revisión periódica. Se realiza por medio de la observación del funcionamiento del activo,
de tres maneras distintas: con el equipo actuando, con el equipo parado o con el equipo
desmontado. Dependiendo de la complejidad, se realizará uno de ellos, intentando que
afecte lo mínimo al desarrollo continuo de la fabricación.
2. Sustitución periódica de los elementos que están sometidos a desgaste. Existen piezas y
mecanismos que realizan en su trabajo desplazamientos, que producen fricciones y
aumentos de temperatura, que hacen que el desgaste sea elevado en comparación con los
desgastes que se producen en el conjunto. Con la sustitución se puede adelantar al fallo, y
el equipo estará mejor conservado.
Objetivos del mantenimiento preventivo
- Aumentar la vida útil del equipo o instalación
- Aumentar la disponibilidad del equipo, al reducir la probabilidad de que se produzca un
fallo
- Programar las paradas, mejorando el ritmo de producción
- Equilibrar la carga de trabajo, sin paradas repentinas
- Controlar el almacenaje de piezas de recambio
- Mejorar la seguridad e higiene del personal, equipos e instalaciones, al poder tomar las
medidas adecuadas para cada intervención
Requerimientos del mantenimiento preventivo
Estos son la demostración de que existe un coste directo importante en la aplicación del
mantenimiento preventivo, ya que se necesita una organización adecuada, realizada en el trabajo
de oficina.
- Planificación del trabajo mediante esquemas, diagramas y fichas
- Formación del personal que se encargará de realizar el mantenimiento
- Actividades de control y documentación de los mantenimientos realizados
- Coordinación y colaboración entre los empleados

3021 – Soldadura y carpintería metálica
WEBernabe
12
Sabía que…
La coordinación de trabajos junto con el departamento de producción,
mediante paradas programadas, asegurará que el mantenimiento afecte
lo mínimo
Tipos de mantenimiento preventivo
A. Mantenimiento preventivo inicial
Es el que se aplica en la primera fase y se basa en las visitas periódicas para la toma de datos
de cada equipo y el registro individual de las informaciones que servirán para realizar la
programación.
La inspección se realiza para detectar las piezas que son más sensibles al desgaste y por tanto
a producir fallos, con los objetivos de:
- Identificar los elementos que podrán seguir funcionando hasta la siguiente revisión
- Identificar los elementos que deberán sustituirse para evitar que ocurra el fallo
B. Mantenimiento preventivo de ronda
Realizado por el personal de producción en el llamado automantenimiento, asegura la
vigilancia diaria de los activos, evitando que los pequeños fallos detectados se puedan convertir en
fallos generales.
Entre las actividades que se realizan están la lubricación, tanto en el control como en el
vaciado y llenado; exámenes de tipo sensorial como fugas, olores, ruidos; control de las
vibraciones y de los aprietes realizados en los elementos roscados; y la realización de trabajos
menores como cambios de piezas estándar y reglajes.
C. Mantenimiento preventivo sistemático Los costes fijos en este tipo de mantenimiento no
son cero, como sucedía en el correctivo, sino que hay que destinar recursos al personal que se
encarga de realizar las programaciones, inspecciones y sustitución de elementos en los activos.
Las condiciones de puesta en marcha del mantenimiento preventivo sistemático se basan en
conocer la degradación de los materiales de los activos, ayudándose de los datos proporcionados
por el fabricante durante la primera fase de implantación, y de los resultados de las observaciones
realizadas en las visitas y en las operaciones realizadas durante la segunda fase.
El mantenimiento preventivo sistemático absoluto tiene como característica que se realiza sin
inspección, y solo tiene en cuenta el cumplimiento estricto de la programación; y el mantenimiento
sistemático vigilado incluye además inspecciones periódicas de comprobación, para detectar
posibles desviaciones en el programa, en la búsqueda de la mejora continua.
La aplicación de este mantenimiento preventivo sistemático va desde lo más pequeño a lo
más grande; se realiza en elementos sensibles al desgaste como rodamientos y filtros, sistemas o
subconjuntos de máquinas, equipos completos, y en general en unidades de producción, mediante
paros generales programados en una línea completa de producción.
Estas actuaciones, siempre dependiendo del tipo de industria de que se trate, afectan a:
- Equipos con alto coste en el fallo, como pueden ser las bombas

FPB – FABRICACIÓN Y MONTAJE
WEBernabe
13
- Equipos con fallo de carácter grave como pueden ser las correas de transmisión, bujías,
hidráulica de frenos
- Equipos que afectan a la seguridad general o particular de las personas y de las propias
instalaciones
- Equipos con largos tiempos de paradas y complicado arreglo
- Equipos cuya parada e inspección están obligados por la legislación, como pueden ser
calderas, y materiales sometidos a alta temperatura y/o a alta presión de trabajo
Se puede tomar la decisión de contratar un equipo externo que se encargue de realizar los
trabajos de mantenimiento, que además tenga en cuenta la opinión del equipo técnico de la
empresa, de manera que los costes fijos serán los mismos sin tener en cuenta la cantidad de
actuaciones que se realicen.
El inconveniente es que se suele contratar mediante un seguro con cuota fija anual, pero
revisable anualmente dependiendo del número de actuaciones que se hayan realizado.
Diario de la máquina e histórico de averías
- Datos de partida
Este documento debe contener inicialmente una serie de datos fundamentales:
- Condiciones generales del equipo o máquina en el momento de su adquisición: nueva, 2ª
mano, revisada, etc.
- Proveedor, fecha de adquisición, precio, forma de pago, etc.
- Tiempos, tipos e instrucciones para la ejecución de algunas operaciones generales:
limpieza, engrase, inspecciones, reparaciones más frecuentes, etc.
Estos datos se pueden obtener en principio del manual de mantenimiento, pero se deben
modificar con la experiencia tomada tras las intervenciones (partes de avería y
mantenimientos realizados)
- Código y frecuencia de intervenciones repetitivas de mantenimiento preventivo
- Calibraciones y regulación

3021 – Soldadura y carpintería metálica
WEBernabe
14
- Histórico de averías
Los datos de los partes de avería y mantenimiento se deben trasladar a este documento
para crear así el histórico de intervenciones:
- Fecha y hora de la intervención
- Horas que la máquina ha permanecido parada por la avería
- Horas que la máquina ha estado parada por el mantenimiento preventivo
- Coste de la mano de obra
- Piezas que han sido sustituidas
- Importe de las piezas sustituidas
- Descripción detallada de los trabajos realizados
A partir de este documento, se pueden recopilar los datos necesarios para obtener los
indicadores de calidad del mantenimiento aplicado (MTBF, MTTR, Disponibilidad,
rendimiento, etc.)
También se pueden obtener, con este documento, los datos necesarios para determinar el
coste del mantenimiento aplicado.
Se debe colocar cerca de la máquina una ficha resumen de este documento.
Se aplica en una segunda fase cuando ya se dispone de suficientes datos, que permiten
conocer las degradaciones de los materiales de que consta el equipo, máquina o instalación
determinada.
La aplicación genera menos costes y es más fácil de gestionar, realizándose los trabajos
siguiendo siempre las programaciones diseñadas con los datos tomados en la primera fase. Los
tiempos de actuación, personal, repuestos y materiales a utilizar ya están perfectamente definidos,
así como las actividades a realizar en cada caso.
FPB – FABRICACIÓN Y MONTAJE
WEBernabe
15
Ventajas del mantenimiento preventivo
- Se reduce la probabilidad de paradas imprevistas en la producción por fallos en los activos
- Se efectúan cambios programados sin el peligro de que se realicen paradas imprevistas que
conducirían a pérdidas de tiempo irrecuperables en la producción
- Control en los costes de conservación de cada equipo y control en las piezas de recambio
- Reducción de costes en las intervenciones de reparación y en las piezas fabricadas que se
rechazan
Aplicación práctica
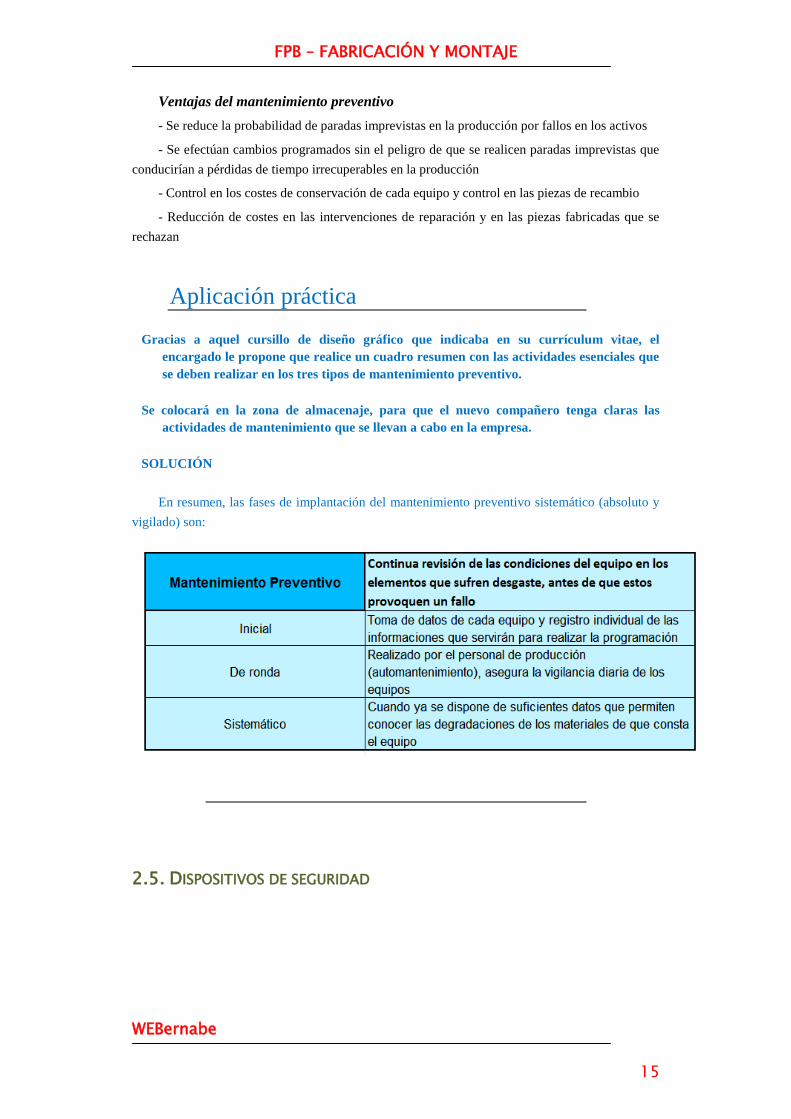
Gracias a aquel cursillo de diseño gráfico que indicaba en su currículum vitae, el
encargado le propone que realice un cuadro resumen con las actividades esenciales que
se deben realizar en los tres tipos de mantenimiento preventivo.
Se colocará en la zona de almacenaje, para que el nuevo compañero tenga claras las
actividades de mantenimiento que se llevan a cabo en la empresa.
SOLUCIÓN
En resumen, las fases de implantación del mantenimiento preventivo sistemático (absoluto y
vigilado) son:
2.5. DISPOSITIVOS DE SEGURIDAD