
5 DISCUSIÓN DE RESULTADOS · 2011-02-09 · 5 DISCUSIÓN DE RESULTADOS 5.1 Caracterización del...
10
ϰϰ 5 DISCUSIÓN DE RESULTADOS 5.1 Caracterización del sustrato La superficie del acero inoxidable martensítico ASTM743 grado CA6NM muestra una energía libre de superficie de 35.2 dinas/cm, de acuerdo a las medidas realizadas en el laboratorio de coloides de la Universidad de Antioquia según el procedimiento mencionado en el capítulo anterior. Esta es una energía superficial bastante reducida, de manera que la humectación esperada de las resinas líquidas sobre este sustrato es pobre y por consiguiente también su adhesión. El sustrato de acero inoxidable 13-4 fue tratado con pulido por impacto de partículas abrasivas (sandblasting o arenado) en las que se empleó alúmina y sílice y también como alternativa se empleó piedra abrasiva, como se describe en la sección 4.2. En las imágenes de la figura 5.1.1 puede observarse el aspecto de las superficies obtenidas y en la figura 5.1.2 se presentan los parámetros de rugosidad medidos. Las superficies tratadas presentan incrustaciones de las partículas abrasivas empleadas para hacer el arenado, como también lo mostró un estudio previo [Santa, 2008] en el cual fue realizado el mismo tratamiento sobre la superficie del acero 13-4 para aplicar recubrimientos cerámicos aplicados por medio de aspersión térmica. Además de las partículas incrustadas, se presenta desprendimiento de virutas de acero que quedan sobre la superficie y posteriormente al ser aplicadas las resinas mediante brocha este material queda disperso en la capa cercana a la superficie, en especial cuando los residuos son considerablemente pequeños, fenómeno que puede ser apreciado en la figura 5.1.1e); sin embargo, si los residuos son grandes quedan cerca de la superficie generando una barrera para que el sustrato se pueda encontrar con la resina generando así problemas en la adhesión y cohesión del recubrimiento, siendo esto inconveniente para las prestaciones que se le solicitan al material.
Transcript of 5 DISCUSIÓN DE RESULTADOS · 2011-02-09 · 5 DISCUSIÓN DE RESULTADOS 5.1 Caracterización del...
���
�
5 DISCUSIÓN DE RESULTADOS
5.1 Caracterización del sustrato
La superficie del acero inoxidable martensítico ASTM743 grado CA6NM muestra una energía libre de superficie de 35.2 dinas/cm, de acuerdo a las medidas realizadas en el laboratorio de coloides de la Universidad de Antioquia según el procedimiento mencionado en el capítulo anterior. Esta es una energía superficial bastante reducida, de manera que la humectación esperada de las resinas líquidas sobre este sustrato es pobre y por consiguiente también su adhesión.
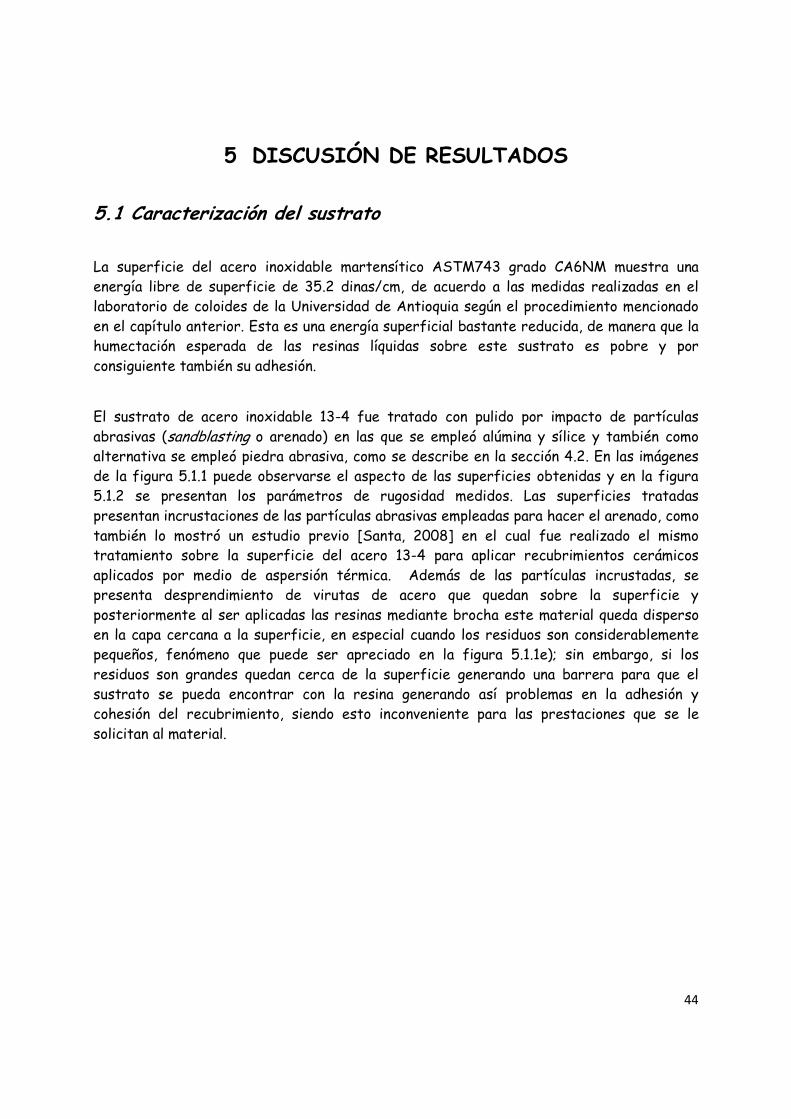
El sustrato de acero inoxidable 13-4 fue tratado con pulido por impacto de partículas abrasivas (sandblasting o arenado) en las que se empleó alúmina y sílice y también como alternativa se empleó piedra abrasiva, como se describe en la sección 4.2. En las imágenes de la figura 5.1.1 puede observarse el aspecto de las superficies obtenidas y en la figura 5.1.2 se presentan los parámetros de rugosidad medidos. Las superficies tratadas presentan incrustaciones de las partículas abrasivas empleadas para hacer el arenado, como también lo mostró un estudio previo [Santa, 2008] en el cual fue realizado el mismo tratamiento sobre la superficie del acero 13-4 para aplicar recubrimientos cerámicos aplicados por medio de aspersión térmica. Además de las partículas incrustadas, se presenta desprendimiento de virutas de acero que quedan sobre la superficie y posteriormente al ser aplicadas las resinas mediante brocha este material queda disperso en la capa cercana a la superficie, en especial cuando los residuos son considerablemente pequeños, fenómeno que puede ser apreciado en la figura 5.1.1e); sin embargo, si los residuos son grandes quedan cerca de la superficie generando una barrera para que el sustrato se pueda encontrar con la resina generando así problemas en la adhesión y cohesión del recubrimiento, siendo esto inconveniente para las prestaciones que se le solicitan al material.
���
�
Figura 5.1.1. Problemas causados por el tratamiento superficial. a) Preparación con alúmina, se observa incrustación de alúmina y levantamiento de material base incrustado en la resina, b) Preparación con alúmina, se ve levantamiento de material base incrustado en la resina, c) Pulido con pulidora, se ve levantamiento de material base incrustado en la resina, d) Preparación con sílice, se ve incrustación de partículas y levantamiento de material base incrustado en la resina, e) Preparación con sílice, se observan partículas incrustadas en la resina, f) Preparación con sílice, se ve incrustación de sílice y levantamiento de material base incrustado en la resina.
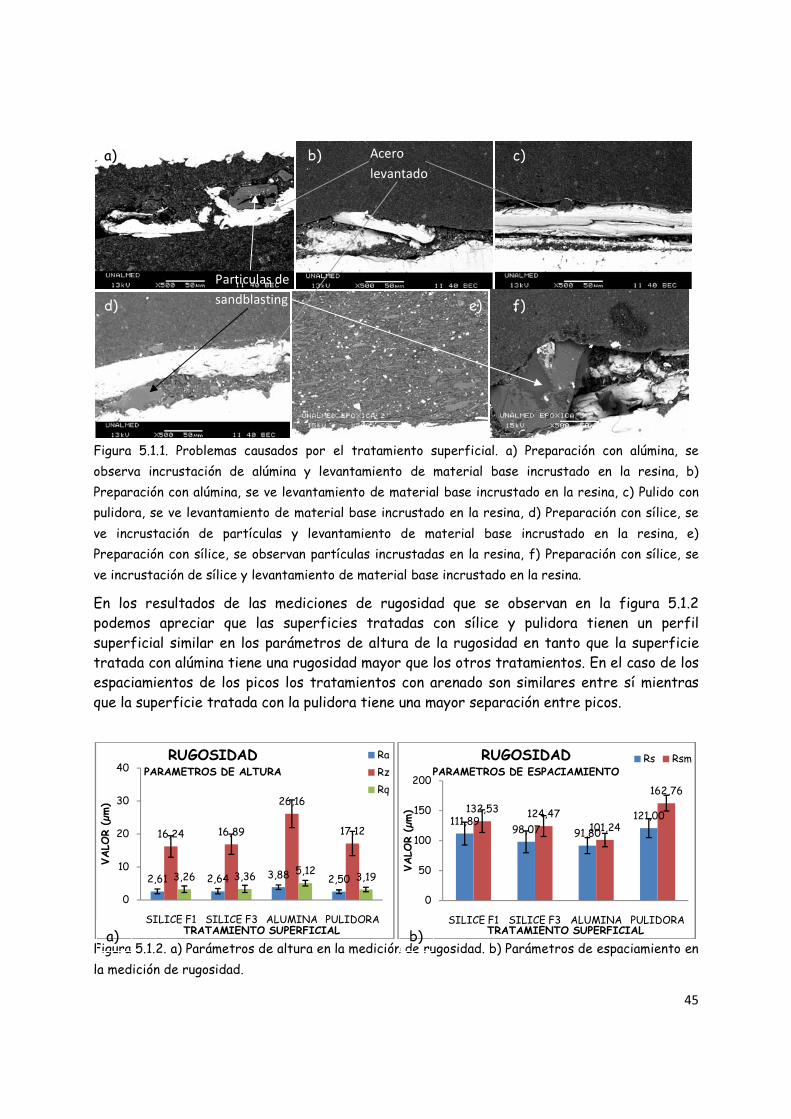
En los resultados de las mediciones de rugosidad que se observan en la figura 5.1.2 podemos apreciar que las superficies tratadas con sílice y pulidora tienen un perfil superficial similar en los parámetros de altura de la rugosidad en tanto que la superficie tratada con alúmina tiene una rugosidad mayor que los otros tratamientos. En el caso de los espaciamientos de los picos los tratamientos con arenado son similares entre sí mientras que la superficie tratada con la pulidora tiene una mayor separación entre picos.
Figura 5.1.2. a) Parámetros de altura en la medición de rugosidad. b) Parámetros de espaciamiento en la medición de rugosidad.
2,61 2,64 3,88 2,50
16,24 16,89
26,16
17,12
3,26 3,36 5,12 3,19
0
10
20
30
40
SILICE F1 SILICE F3 ALUMINA PULIDORA
VALO
R (µ
m)
TRATAMIENTO SUPERFICIAL
RUGOSIDAD PARAMETROS DE ALTURA
RaRzRq
111,8998,07 91,80
121,00132,53 124,47101,24
162,76
0
50
100
150
200
SILICE F1 SILICE F3 ALUMINA PULIDORA
VALO
R (µ
m)
TRATAMIENTO SUPERFICIAL
RUGOSIDAD PARAMETROS DE ESPACIAMIENTO
Rs Rsm
� ������ �����
� ���� ������
a) b)
b) a) c)
f) e) d)
������
��� �� ���
���
�
5.2 Microestructura y caracterización química de los recubrimientos aplicados
5.2.1 Resina Epóxica (RE)
Las resinas epóxicas empleadas en esta investigación son resinas provistas por la empresa PINTUCO S.A. con referencia ED109 que es la referencia en la cual se incluyen los refuerzos y ED109S que es la que únicamente cuenta con el dióxido de titanio como fase adicional.
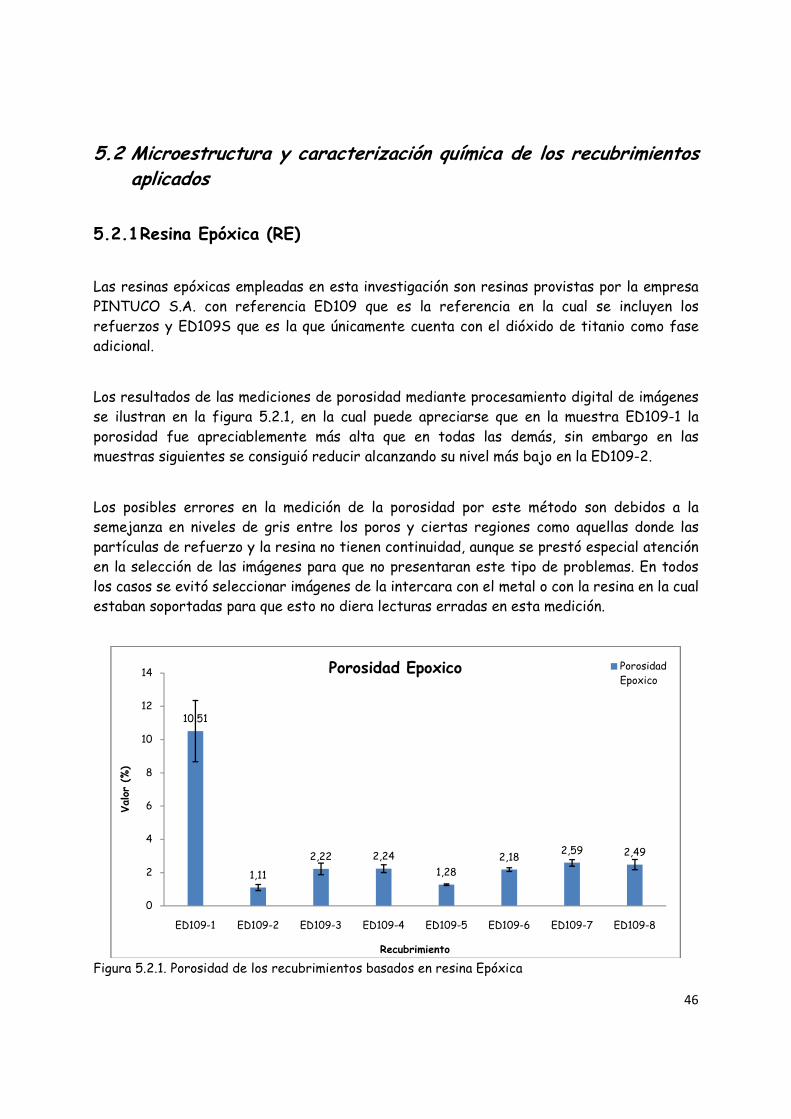
Los resultados de las mediciones de porosidad mediante procesamiento digital de imágenes se ilustran en la figura 5.2.1, en la cual puede apreciarse que en la muestra ED109-1 la porosidad fue apreciablemente más alta que en todas las demás, sin embargo en las muestras siguientes se consiguió reducir alcanzando su nivel más bajo en la ED109-2.
Los posibles errores en la medición de la porosidad por este método son debidos a la semejanza en niveles de gris entre los poros y ciertas regiones como aquellas donde las partículas de refuerzo y la resina no tienen continuidad, aunque se prestó especial atención en la selección de las imágenes para que no presentaran este tipo de problemas. En todos los casos se evitó seleccionar imágenes de la intercara con el metal o con la resina en la cual estaban soportadas para que esto no diera lecturas erradas en esta medición.
Figura 5.2.1. Porosidad de los recubrimientos basados en resina Epóxica
10,51
1,11
2,22 2,241,28
2,18 2,59 2,49
0
2
4
6
8
10
12
14
ED109-1 ED109-2 ED109-3 ED109-4 ED109-5 ED109-6 ED109-7 ED109-8
Valor
(%)
Recubrimiento
Porosidad Epoxico Porosidad Epoxico
���
�
5.2.1.1 Microestructura
Inicialmente la empresa PINTUCO S.A. proporcionó la muestra ED109-1 a partir de la cual se estableció un punto de partida para el desarrollo de los recubrimientos de acuerdo a como se presentan en este estudio.
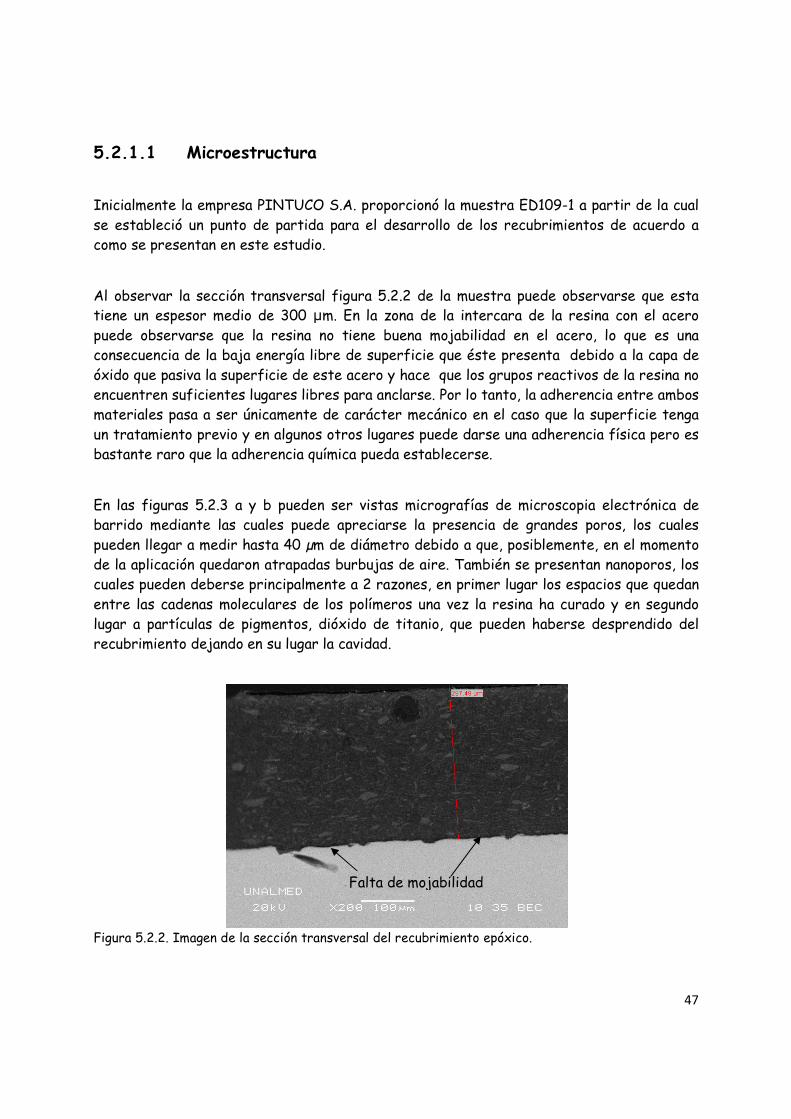
Al observar la sección transversal figura 5.2.2 de la muestra puede observarse que esta tiene un espesor medio de 300 µm. En la zona de la intercara de la resina con el acero puede observarse que la resina no tiene buena mojabilidad en el acero, lo que es una consecuencia de la baja energía libre de superficie que éste presenta debido a la capa de óxido que pasiva la superficie de este acero y hace que los grupos reactivos de la resina no encuentren suficientes lugares libres para anclarse. Por lo tanto, la adherencia entre ambos materiales pasa a ser únicamente de carácter mecánico en el caso que la superficie tenga un tratamiento previo y en algunos otros lugares puede darse una adherencia física pero es bastante raro que la adherencia química pueda establecerse.
En las figuras 5.2.3 a y b pueden ser vistas micrografías de microscopia electrónica de barrido mediante las cuales puede apreciarse la presencia de grandes poros, los cuales pueden llegar a medir hasta 40 µm de diámetro debido a que, posiblemente, en el momento de la aplicación quedaron atrapadas burbujas de aire. También se presentan nanoporos, los cuales pueden deberse principalmente a 2 razones, en primer lugar los espacios que quedan entre las cadenas moleculares de los polímeros una vez la resina ha curado y en segundo lugar a partículas de pigmentos, dióxido de titanio, que pueden haberse desprendido del recubrimiento dejando en su lugar la cavidad.
Figura 5.2.2. Imagen de la sección transversal del recubrimiento epóxico.
Falta de mojabilidad
��
�
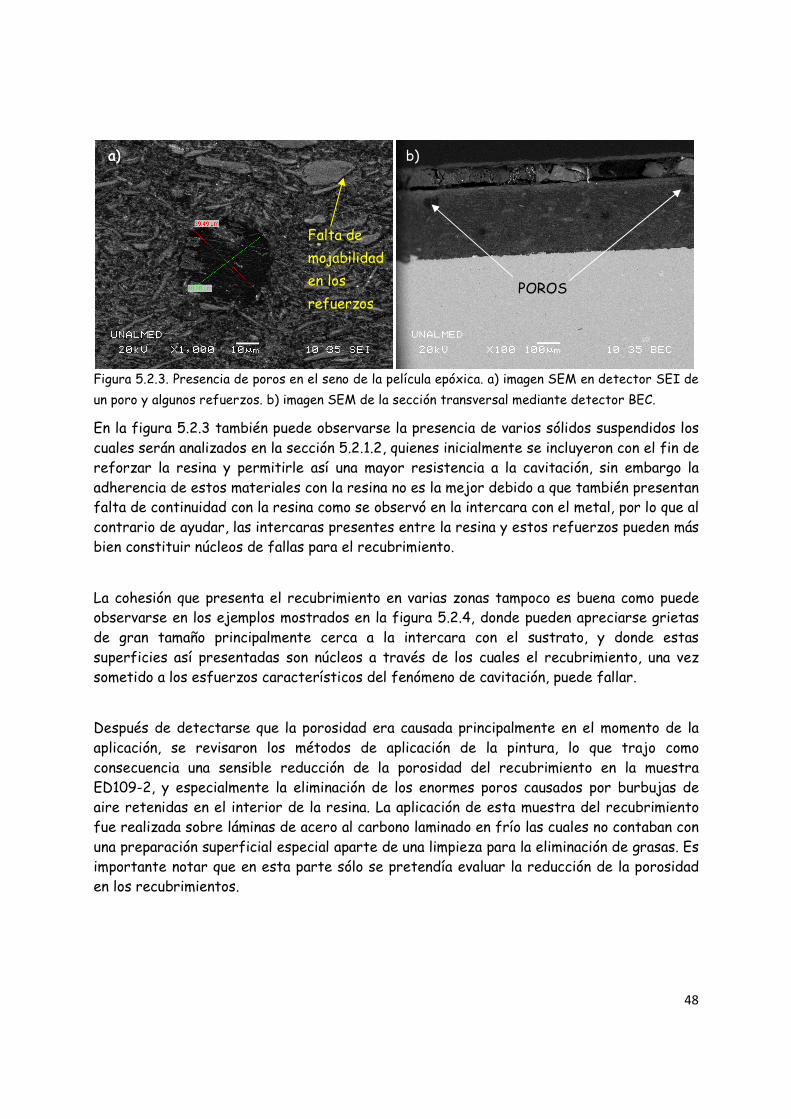
Figura 5.2.3. Presencia de poros en el seno de la película epóxica. a) imagen SEM en detector SEI de un poro y algunos refuerzos. b) imagen SEM de la sección transversal mediante detector BEC.
En la figura 5.2.3 también puede observarse la presencia de varios sólidos suspendidos los cuales serán analizados en la sección 5.2.1.2, quienes inicialmente se incluyeron con el fin de reforzar la resina y permitirle así una mayor resistencia a la cavitación, sin embargo la adherencia de estos materiales con la resina no es la mejor debido a que también presentan falta de continuidad con la resina como se observó en la intercara con el metal, por lo que al contrario de ayudar, las intercaras presentes entre la resina y estos refuerzos pueden más bien constituir núcleos de fallas para el recubrimiento.
La cohesión que presenta el recubrimiento en varias zonas tampoco es buena como puede observarse en los ejemplos mostrados en la figura 5.2.4, donde pueden apreciarse grietas de gran tamaño principalmente cerca a la intercara con el sustrato, y donde estas superficies así presentadas son núcleos a través de los cuales el recubrimiento, una vez sometido a los esfuerzos característicos del fenómeno de cavitación, puede fallar.
Después de detectarse que la porosidad era causada principalmente en el momento de la aplicación, se revisaron los métodos de aplicación de la pintura, lo que trajo como consecuencia una sensible reducción de la porosidad del recubrimiento en la muestra ED109-2, y especialmente la eliminación de los enormes poros causados por burbujas de aire retenidas en el interior de la resina. La aplicación de esta muestra del recubrimiento fue realizada sobre láminas de acero al carbono laminado en frío las cuales no contaban con una preparación superficial especial aparte de una limpieza para la eliminación de grasas. Es importante notar que en esta parte sólo se pretendía evaluar la reducción de la porosidad en los recubrimientos.
a) b) a)
POROS
Falta de mojabilidad en los refuerzos
���
�
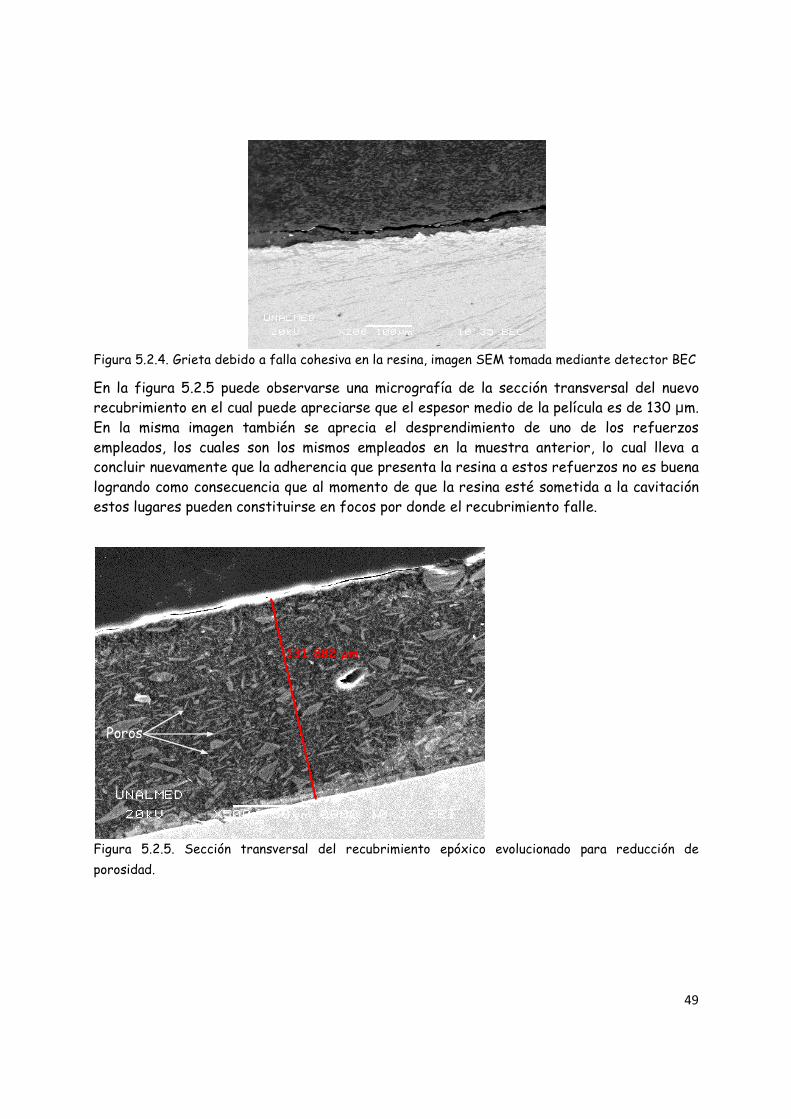
Figura 5.2.4. Grieta debido a falla cohesiva en la resina, imagen SEM tomada mediante detector BEC
En la figura 5.2.5 puede observarse una micrografía de la sección transversal del nuevo recubrimiento en el cual puede apreciarse que el espesor medio de la película es de 130 µm. En la misma imagen también se aprecia el desprendimiento de uno de los refuerzos empleados, los cuales son los mismos empleados en la muestra anterior, lo cual lleva a concluir nuevamente que la adherencia que presenta la resina a estos refuerzos no es buena logrando como consecuencia que al momento de que la resina esté sometida a la cavitación estos lugares pueden constituirse en focos por donde el recubrimiento falle.
Figura 5.2.5. Sección transversal del recubrimiento epóxico evolucionado para reducción de porosidad.
Poros
��
�
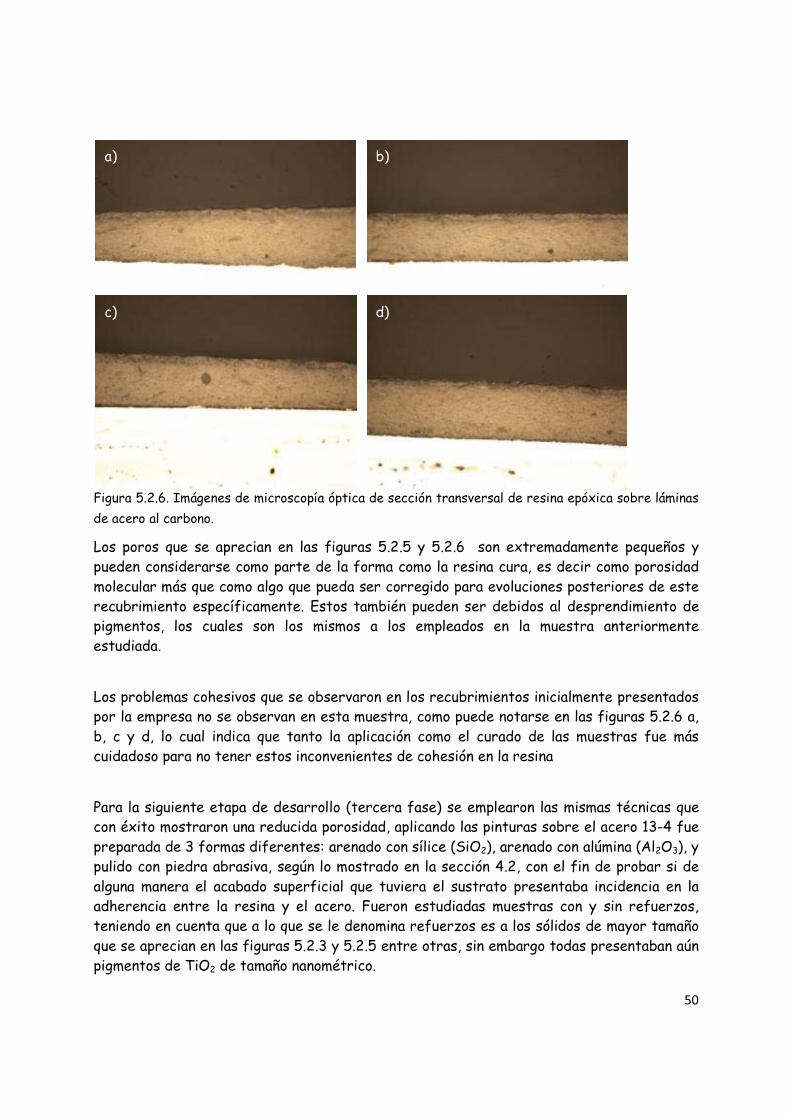
Figura 5.2.6. Imágenes de microscopía óptica de sección transversal de resina epóxica sobre láminas de acero al carbono.
Los poros que se aprecian en las figuras 5.2.5 y 5.2.6 son extremadamente pequeños y pueden considerarse como parte de la forma como la resina cura, es decir como porosidad molecular más que como algo que pueda ser corregido para evoluciones posteriores de este recubrimiento específicamente. Estos también pueden ser debidos al desprendimiento de pigmentos, los cuales son los mismos a los empleados en la muestra anteriormente estudiada.
Los problemas cohesivos que se observaron en los recubrimientos inicialmente presentados por la empresa no se observan en esta muestra, como puede notarse en las figuras 5.2.6 a, b, c y d, lo cual indica que tanto la aplicación como el curado de las muestras fue más cuidadoso para no tener estos inconvenientes de cohesión en la resina
Para la siguiente etapa de desarrollo (tercera fase) se emplearon las mismas técnicas que con éxito mostraron una reducida porosidad, aplicando las pinturas sobre el acero 13-4 fue preparada de 3 formas diferentes: arenado con sílice (SiO2), arenado con alúmina (Al2O3), y pulido con piedra abrasiva, según lo mostrado en la sección 4.2, con el fin de probar si de alguna manera el acabado superficial que tuviera el sustrato presentaba incidencia en la adherencia entre la resina y el acero. Fueron estudiadas muestras con y sin refuerzos, teniendo en cuenta que a lo que se le denomina refuerzos es a los sólidos de mayor tamaño que se aprecian en las figuras 5.2.3 y 5.2.5 entre otras, sin embargo todas presentaban aún pigmentos de TiO2 de tamaño nanométrico.
a) b)
d) c)
���
�
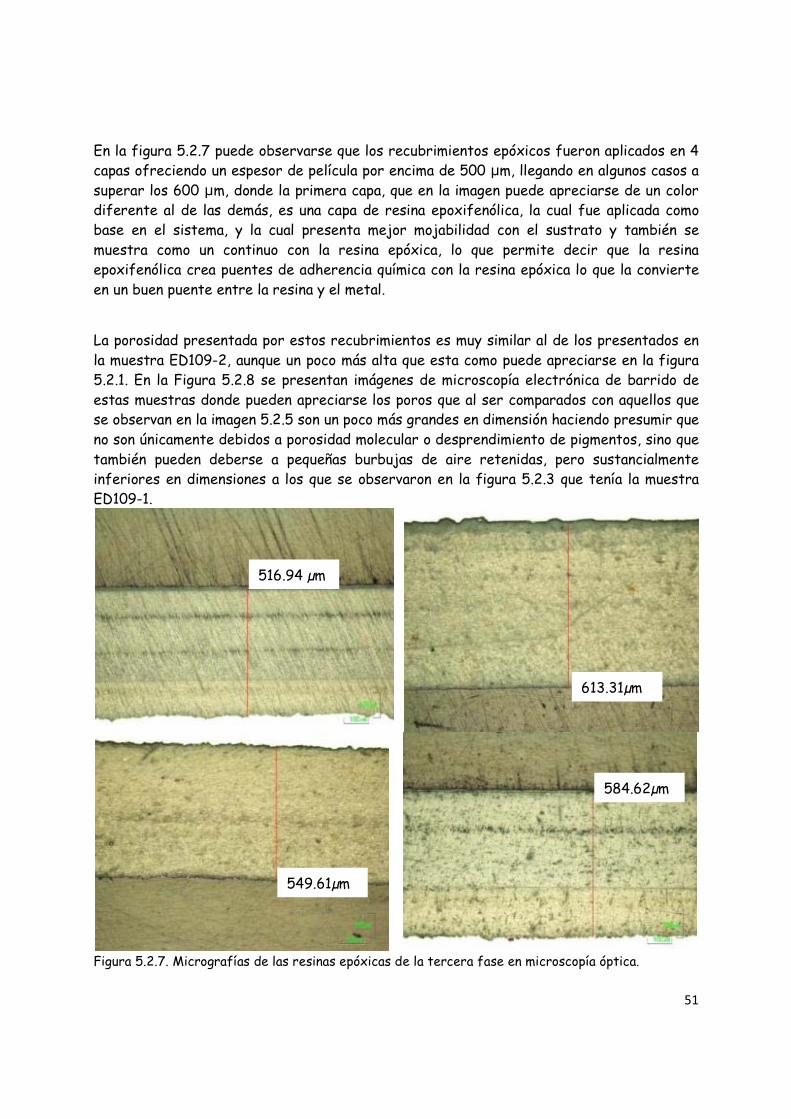
En la figura 5.2.7 puede observarse que los recubrimientos epóxicos fueron aplicados en 4 capas ofreciendo un espesor de película por encima de 500 µm, llegando en algunos casos a superar los 600 µm, donde la primera capa, que en la imagen puede apreciarse de un color diferente al de las demás, es una capa de resina epoxifenólica, la cual fue aplicada como base en el sistema, y la cual presenta mejor mojabilidad con el sustrato y también se muestra como un continuo con la resina epóxica, lo que permite decir que la resina epoxifenólica crea puentes de adherencia química con la resina epóxica lo que la convierte en un buen puente entre la resina y el metal.
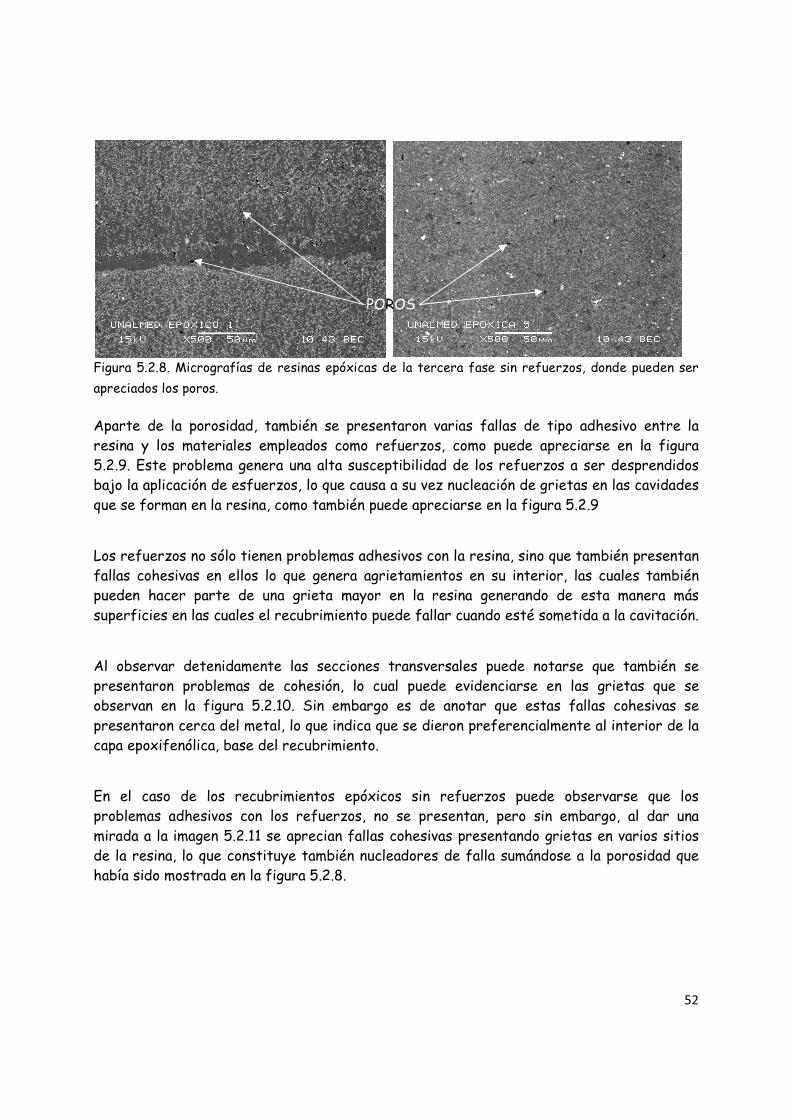
La porosidad presentada por estos recubrimientos es muy similar al de los presentados en la muestra ED109-2, aunque un poco más alta que esta como puede apreciarse en la figura 5.2.1. En la Figura 5.2.8 se presentan imágenes de microscopía electrónica de barrido de estas muestras donde pueden apreciarse los poros que al ser comparados con aquellos que se observan en la imagen 5.2.5 son un poco más grandes en dimensión haciendo presumir que no son únicamente debidos a porosidad molecular o desprendimiento de pigmentos, sino que también pueden deberse a pequeñas burbujas de aire retenidas, pero sustancialmente inferiores en dimensiones a los que se observaron en la figura 5.2.3 que tenía la muestra ED109-1.
Figura 5.2.7. Micrografías de las resinas epóxicas de la tercera fase en microscopía óptica.
516.94 µm
613.31µm
549.61µm
584.62µm
���
�
Figura 5.2.8. Micrografías de resinas epóxicas de la tercera fase sin refuerzos, donde pueden ser apreciados los poros.
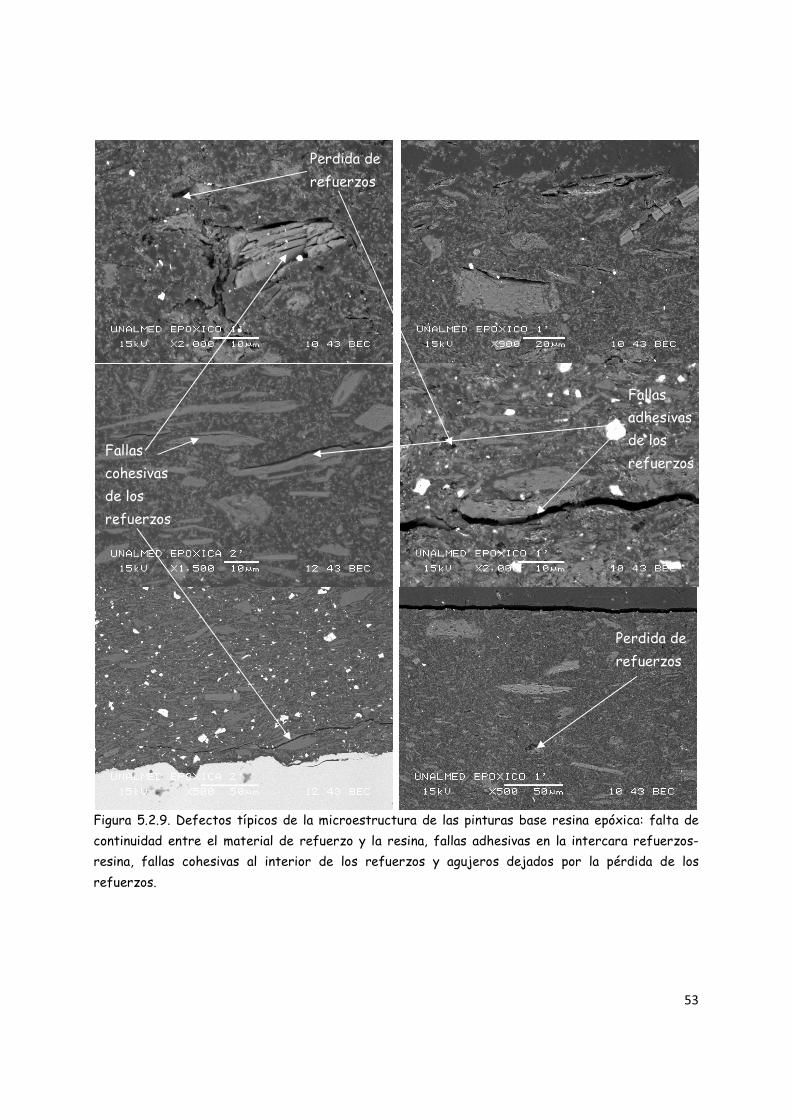
Aparte de la porosidad, también se presentaron varias fallas de tipo adhesivo entre la resina y los materiales empleados como refuerzos, como puede apreciarse en la figura 5.2.9. Este problema genera una alta susceptibilidad de los refuerzos a ser desprendidos bajo la aplicación de esfuerzos, lo que causa a su vez nucleación de grietas en las cavidades que se forman en la resina, como también puede apreciarse en la figura 5.2.9
Los refuerzos no sólo tienen problemas adhesivos con la resina, sino que también presentan fallas cohesivas en ellos lo que genera agrietamientos en su interior, las cuales también pueden hacer parte de una grieta mayor en la resina generando de esta manera más superficies en las cuales el recubrimiento puede fallar cuando esté sometida a la cavitación.
Al observar detenidamente las secciones transversales puede notarse que también se presentaron problemas de cohesión, lo cual puede evidenciarse en las grietas que se observan en la figura 5.2.10. Sin embargo es de anotar que estas fallas cohesivas se presentaron cerca del metal, lo que indica que se dieron preferencialmente al interior de la capa epoxifenólica, base del recubrimiento.
En el caso de los recubrimientos epóxicos sin refuerzos puede observarse que los problemas adhesivos con los refuerzos, no se presentan, pero sin embargo, al dar una mirada a la imagen 5.2.11 se aprecian fallas cohesivas presentando grietas en varios sitios de la resina, lo que constituye también nucleadores de falla sumándose a la porosidad que había sido mostrada en la figura 5.2.8.
POROS
���
�
Figura 5.2.9. Defectos típicos de la microestructura de las pinturas base resina epóxica: falta de continuidad entre el material de refuerzo y la resina, fallas adhesivas en la intercara refuerzos-resina, fallas cohesivas al interior de los refuerzos y agujeros dejados por la pérdida de los refuerzos.
Fallas cohesivas de los refuerzos
Perdida de refuerzos
Perdida de refuerzos
Fallas adhesivas de los refuerzos


















