6446449

of 12
Transcript of 6446449
-
5/25/2018 6446449
1/12
ciE M *.Qo , : .4go . - . . . . 1 - . . :u til se-^r; 1113/11Itiftia4
46 +
SISTEMA INTEGRADO DE GESTION Cocligo:GBA-GTLS-04006Version: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D EC ON S TR U C C ION D EL HOS PITA L D E 2 0 C A M A S S IGC HOS Fecha: 15-07-2013DEL EJERCITOGRUPO DE TRABAJOLATACUNGA SIGCHOS
INFORME DE NECESIDAD DEL GRUPO DE TRABAJO LATACUNGA -SIGCHOS, SOBRE LA NECESIDAD DEL SUMINISTRO, FABRICACION YMONTAJE DEL ACERO ESTRUCTURAL ASTM A-36 A SER UTILIZADO ENLA CONSTRUCCION DEL HOSPITAL DE SIGCHOS.
1. ANTECEDENTES.-
El Cuerpo de Ingenieros del Ejercito y el Grupo de Trabajo LATACUNGA - SIGCHOSestan ejecutando los trabajos en Ia construccion del HOSPITAL DE SIGCHOS.; que deacuerdo al plan de cumplimiento previsto por el Grupo de Trabajo Latacunga , esnecesario contratar el suministro, fabricacion e instalacion del acero estructurallaminado en caliente ASTM A-36 para cumplir el cronograma valorado.
2. DESARROLL0.-
DescripciOn del requerimiento:Dentro de las obras previstas a ejecutarse esta previsto la contrataci6n del Suministro,Fabricacion y Montaje de Ia Estructura Metalica acero estructura ASTM A-36 (219065.7Kg).2.1. ESPECIFICACIONES TECNICAS
CantidadDe acuerdo al contrato es necesario adquirir 219065.7 Kg de acero estructural ASTM A-36Plancha laminada en caliente, los cuales se encuentran detallados en los pianosestructurales.Suministro de Acero ASTM A-36Es un acero estructural al carbono, utilizado en la construccion de estructuras metalicas,tiene una densidad 7850 kg/m3 (0.28Ib/in3 ), el acero A36 en barras, planchas y perfilesestructurales con espesores menores a 8 pulg (203.2 mm) tiene un Ilmite de fluenciaminima de 250 MPA y un limite de ruptura minima de 410 MPA.
-
5/25/2018 6446449
2/12
aot. MG&t .4- I,4 . SISTEMA INTEGRADO DE GESTIONC6digo:
GBA-GTLS-04006Versi6n: 01
4 - 4 01..r."7...161:10111011 INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERODEL EJEliciio ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D EGRUPO DE TRABAJO CONSTRUCCION DEL HOSPITAL DE 20 CAMAS SIGCHOS Fecha: 15-07-2013LATACUNGA SIGCHOS
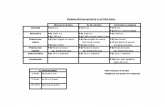
PLAZO.-El plazo para Ia entrega del presente proceso de contratacion sera de 70 dias calendarioscontados a partir de Ia firma del contrato.La fabricaci6n se debera realizar de acuerdo al siguiente cronograma:
ITEM DES CRIPCION MES 1(30dias)
MES 2(30dias)
MES 3(10dias)
1 BLOQUE A X2 BLOQUE B X3 BLOQUE C X X4 BLOQUE D X5 B L O Q U E E X6 BLOQUE F X X
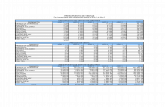
PRECIOEl precio de Ia oferta es de $701010.24 a 3.20 5/kg, cantidad 219065.7 KgFORMA DE PAGO
ANTICIPO: 30 % a la firma de contratoSALDO: 70 % planillas mensuales
Personal y Equipo minimo:Tecnico y mano de obra calificada. (Seem requerimiento)
Ing. Superintendente Ing. Mecanico/a - Civil con experienciaIng. Residente Ing. Mecanico/aIng. Control de Calidad Ing. Mecanico/a CWIMaestros Soldadores Calificacion AWSIng. Seguridad Industrial Ing. Seguridad Industrial Mecanico/a
-
5/25/2018 6446449
3/12
4oAA ING4 '4,4. toa k ' ;--' . - . ` ' ' 'v 1.61..:7 .11iMikeIiIiis ko"
SISTEMA INTEGRADO DE GESTION C6digo:GBA-GTLS-04006Versi6n: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D EC ON S TR U C C ION D EL HOS PITA L D E 2 0 C A M A S S IGC HOS Fecha: 15-07-2013DEL EJERCITOGRUPO DE TRABAJOLATACUNGA SIGCHOS
Equipos minimo requerido
Soldadoras SAWSoldadoras FCAWMoto soldadorasEquipo de corteBomba hidraulica de torqueTaladro MagneticosEquipo de UT para control de soldaduraEquipo de pintura tipo AIRLESSMontacargasCamion Gala 6 TonGrua Telescopica 25 ton
(para fabricaci6n)(para fabricaci6n y montaje)(Para Montaje si Ia energia no abastece(Para preparaciOn y corte de acero)(para ajuste de pernos de anclaje)(Para perforacion de precision)1(Para levantamiento de carga)(Para transporte a sitio)(Para montaje en sitio de Ia estructura)
C O N T R O L D E C A L I D A D
a) REQUERIMIENTOS PREVIOS
Se prepararan con la debida anticipacion a Ia fabricacion, pianos de taller. Con la informacion completa necesaria para el corte y Ia fabricacion de las partes
componentes de Ia estructura incluyendo ubicacion, tipo y tamaho de todas lassoldaduras, pernos, etc.
Estos pianos deberan distinguir claramente entre soldaduras, pernos, tanto detaller como de obra, adoptandose un sistema de codificacion de posiciones elmismo que se manejara durante todo el period() de fabricacion.
De requerirse compiementaciones o modificaciones, se presentara los anjlisisestructurales para su aprobacion.
Determinacion y organizacion del trabajo a ejecutarse en taller y en obra. Ubicacion de sistemas de andamios, entarimados y otros que se requieran para el
alzado y armado de Ia estructura. Verificacion y pruebas del personal tecnico que debera ser calificado para Ia
fabricacion y montaje de Ia estructura segun normas AWS. Verificacion de funcionamiento, calidad y cantidad de equipo; grua, elevadores y
similares que deben poseer las caracteristicas y capacidad adecuada para eltrabajo y manipulacion de Ia estructura.
-
5/25/2018 6446449
4/12
pi ING4.41 44 1
u01.5r-74 1tokikeinsiL..it0
SISTEMA INTEGRADO DE GESTION Co cligo:GBA-GTLS-04006Version: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D EC ON S TR U C C ION D EL HOS PITA L D E 2 0 C A M A S S IGC HOS Fecha: 15-07-2013DEL EJERCITOGRUPO DE TRABAJOLATACUNGA SIGCHOS
El Contratante exigira muestras previas, para Ia verificacion de consumibles, tipo,calidad de suelda, acabados y nnano de obra calificada.
Aprobara el inicio de Ia fabricacion y montaje de Ia estructura. Se aplicaran los procedimientos de soldadura WPS, y los PQR correspondientes,
debidamente legalizados, para luego proceder a la calificacion de soldadores, losresultados de los ensayos para la calificacion de soldadores, junto con lascaracteristicas de identificacion del soldador, metal de aporte, tipo de inspeccionesy resultados que se obtengan, se presentaran en el respectivo documento WPQ(Registro de Calificacion de Soldadores).
Implementacion de sistemas de seguridad en taller y obra, asi como equipos deproteccion personal: botas, guantes, gafas, cascos, cinturones, proteccicin auditiva,visual, etc.
El montaje o armado de Ia estructura estara dirigido por un profesional, ingenieroresidente (INGENIERO MECANICO), experimentado en el ramo.
b ) D U R A N T E L A E J E C U C I O N Unificacion de medidas y espesores para cortes en serie. Control del
procedimiento y longitud de cortes: no se aceptaran piezas que rebasen IaTolerancia de + 5 mm.
De existir Oxido, sera eliminado con desoxidante segun Ia norma SSPCSP1, y/ograteo segun la norma SSPC-SP3. Se controlara que los perfiles se encuentrenIibres de pintura, grasa y cualquier otro elemento que perjudique la calidad de lostrabajos en ejecucion.
Control de calidad de soldadura seg6n la norma AWS D1.1, incluyendo el controlde los parametros determinados en los WPS.
Para proceder con la suelda, los elementos estaran correctamente alineados,aplomados y nivelados segun lo determinen los pianos de taller.
Una vez que en taller se fabriquen y liberen las diferentes elementos queconstituyen Ia estructura, estas seran transportadas para el armado en sitio bajo Iacoordinacicin y costo del contratista el mismo que se responsabilizara delembarque y desembarque, empleando las galas con sus operadores calificadosprovistas por el Contratante para el desembarque.
En el armado en sitio, se realizara inicialmente la alineacion, nivelacion y punteo dela estructura, luego de su aprobacion por parte del contratante, se procedera aejecutar Ia soldadura de las juntas entre elementos.
-
5/25/2018 6446449
5/12
ei of Mg 4',00 p- ..'..10u till 5. -q til AWAS MAU
S IS T E M A I N T E G R A D O D E G E S T IO N Codigo:GBA-GTLS-04006Versi6n: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D ECONSTRUCCION DEL HOSPITAL DE 20 CAMAS SIGCHOS Fecha: 15-07-2013
DEL EJ it okiii 0GRUPO DE TRABAJOLATAC U NGA SIGC HO S
El personal involucrado en los trabajos utilizara todas las medidas de seguridadpertinentes asi como equipos y ropa de trabajo.
Corte Termico El corte de flejes para armado de vigas se los realiza con equipo de oxicorte que
aseguren trazos completamente rectos y paralelos entre pianos de corte. Movimiento de Ia pieza de trabajo debido a la expansion y contraccion termica. Losniveles de aceptaciOn de la superficie y geometria de los elementos estructurales,
estaran de acuerdo a los pianos de taller y estipulados en la norma AWS D1.1Perforacion
Las perforaciones tanto de vigas como de placas deben realizarse con procesosautomatizados que garanticen la ubicacion exacta de los agujeros y presenten en Iasuperficie del agujero un acabado uniforme, Ia tolerancia de la distancias entreperforaciones debe ser de +/- 1.00 mm para asegurar el armado de los elementosen obra. Para garantizar la alineacion de las perforaciones en el alma y patin de lasvigas se debe utilizar equipos con disposici6n de cabezales perforadores en los ejesvertical y horizontal.
Requisitos MMimos de Ejecucion de Ia Soldadura
Armado y Soldadura
En el caso de vigas armadas los elementos con peralte mayor a 300 mm deben serarmados con un proceso automatic de soldadura por arco sumergido, durante lafabricaci6n de estos elementos se debe controlar las deformaciones y desviacionesde los elementos.
Las vigas con peralte menor a 300 mm deben armarse con un procesosemiautomatic de soldadura de arco con electrodo continuo, de igual maneradebe controlar las deformaciones y desviaciones de los elementos durante elproceso productivo.
En Ia fabricacion de los elementos estructurales tanto el armado como soldadurase utilizaran equipos semiautomaticos y estos deben ser manipulados por personalcalificado bajo la Norma AWS D1.1., durante Ia fabricacion se aplicaran losrespectivos procedimientos WPS y PQR debidamente aprobados y acordes a los
-
5/25/2018 6446449
6/12
06 Mat4,4.44, 1J5;. .:',1 0iklAilaill S1SISTEMA INTEGRADO DE GESTION C6digo:GBA-GTLS-04006Version: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D ECONSTRUCCION DEL HOSPITAL DE 20 CAMAS SIGCHOS Fecha: 15-07-2013DEL EJ It liCliC >GRUPO DE T RABAJOLATACUNGA SIGCHOS
trabajos que estn ejecutando. Previos a la liberacion para remate de soldadura lossupervisores calificados deben verificar que los elementos estn de acuerdo a lainformacion suministrada en pianos de taller. Luego del proceso de soldadura elinspector calificado verifica que Los tamanos y las longitudes de las soldaduras nodeben ser menores a lo especificado en los pianos.
La soldadura no debera realizarse: Cuando la temperatura del medio ambiente sea menor de 18C. Cuando la superficie est ht.Imeda o expuesta a la Lluvia, nieve o altas velocidades
de viento. Cuando el personal que la ejecuta este expuesto a condiciones inclementes. Los tamarios y las longitudes de las soldaduras no deben ser menores a lo
especificado en los pianos. La ubicaci6n de las soldaduras no debera ser cambiada.Condiciones especiales de montaje
Por el concepto de disefio de Ia estructura, Ia construction puede depender del use deandamios, gatas, etc., las cuales deben ser ajustadas conforme el montaje progresa.Manipulacion y Almacenamiento
El Contratista tomara un cuidado razonable, en la manipulacion y almacenamiento de los elementos estructurales durante las operaciones de montaje.
c ) POSTERIOR A LA EJECUCION
La estructura y sus piezas componentes terminadas torceduras, dobladuras ouniones abiertas. Se verificaran alineamientos y niveles.
Inspeccion de la suelda efectuada, verificando dimensiones, ausencia de roturas,penetracion, control de soldadura utilizando ensayos no destructivos como tintaspenetrantes, radiografia, ultra sonido etc., (segun el caso).
Reparaciones de fallas de pintura, producidas durante el transporte y montaje, acosto del contratista.
Limpieza de todo desperdicio en el area utilizada.d ) C O N T R O L D E C A L I D A D
-
5/25/2018 6446449
7/12
oof ING4.4- 41 .41.0t`, `u tlikr::) iti_ _ 1 11u
0v i
SISTEMA INTEGRADO DE GESTION Ccicligo:GBA-GTLS-04006VersiOn: 01I N F O R M E D E N E C E SI D A D P A R A L A C O N T R A T A C I O N D E L A C E R O
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D EC ON S TR U C C ION D EL HOS PITA L D E 2 0 C A M A S S IGC HOS Fecha: 15-07-2013DEL EJtRCITOGRUPO DE TRABAJOLATACUNGA SIGCHOS
El Contratista proporcionar6 los procedimientos de control de calidad hasta unnivel en que considere necesario para asegurar que todo el trabajo se realice deacuerdo con esta especificacion.
Adem6s de los procedimientos de control de calidad del Contratista, los elementosestructurales y Ia mano de obra pueden ser sujetos a inspeccion en cualquiermomento por inspectores calificados que representen al Contratante. Cooperacion
El Contratista nnantendra un supervisor tecnico (Ingeniero Mecanico) permanenteen el lugar de fabricaci6n, a fin de verificar la produccion y agilitar Ia liberacion delos elementos estructurales.
El Contratista cooperara, permitiendole el acceso a todos los lugares donde seesta haciendo el trabajo.
Rechazos: los elementos estructurales y/o mano de obra que no cumplanrazonablemente con las disposiciones de este documento, puede ser rechazado encualquier momento durante el avance del trabajo.
Correccion de Errores: Las operaciones normales de montaje incluyen Ia correccionde defectos menores con moderadas operaciones de recorte, soldadura y elreposicionado de elementos.
Los errores que no puedan ser corregidos con las operaciones mencionadas o loscuales requieran cambios mayores en Ia configuracion de los elementos, deber6nreportarse inmediatamente al supervisor de obra, a fin de que tome las medidasde correccion del error o para aprobar el metodo m6s adecuado de correccion aser empleado.
El Cuerpo de Ingenieros del Ejercito, no se responsabiliza por actividades erroneasen la ejecucion de los trabajos que provoquen el clan() de Ia materia prima(planchas y perfiles), de producirse esto, el contratista repondra a su costo Iacantidad de material daliado o mal fabricado.
Los elementos de acero A36 que resulten en calidad de desperdicio son deexclusiva propiedad del contratista, los mismos que se retiraran al termino de lostrabajos.
Inspector de soldadura. Los inspectores responsables de Ia certificacion de procedimientos y Ia mano de
obra empleada, deberan ser debidamente avalados por el AWS en el grado deCertified Welding Inspector (CWI).
-
5/25/2018 6446449
8/12
of MOkji,V W I ..T-79--- ipliftliziliii
4(SCocligo:S IS T E M A IN T E G R A D O D E G E S T I O N G B A - G T L S - 0 4 0 0 6Ve rsion: 01
I N F O R M E D E N E C E SI D A D P A R A L A C O N T R A T A C I O N D E L A C E R OES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D E
C ON S TR U C C ION D EL HOS PITA L D E 2 0 C A M A S S IGC HOS Fecha: 15-07-2013EL EJEFICITOGRUPO DE TRABAJOLATACUNGA SIGCHOS
Requerimiento de Electrodos y Consumibles de Soldadura Certificaciones para Electrodos o Combinaciones de Electrodo - Fundentes. El contratista o el fabricante debera suministrar una certificacion de que el
electrodo o Ia combinaci6n electrodofundente cumpla los requerimientos de laclasificacion.
Almacenamiento. Los electrodos de soldadura que hayan sido removidos de suenvase original deberan ser protegidos y almacenados de manera que no seafecten las propiedades de soldadura.
Condicion. Los electrodos deberan estar secos y en condiciones adecuadas para suuso.
El electrodo compatible con el Acero ASTM A-36 a utilizar para Ia soldadura entaller y campo de la estructura de este proyecto sera el E6011, E7018 C3 deacuerdo a la AWS D1.1.Inspeccion de Ia Soldadura.
En fabrica y en el punto de armado final de la estructura, se realizaran ensayos decontrol de calidad, cuya extension estara de acuerdo a lo estipulado en Ia normaAWS D1.1.
Inspeccion del Trabajo y los Registros
Se debe asegurar que el tamano, Ia longitud y ubicaci6n de todas las soldadurascumplan los requisitos establecidos en los pianos y que no se haya aliadidosoldaduras no especificadas sin aprobacion.
El inspector debe asegurarse que los electrodos se usen solo en la posicion con eltipo de corriente y polaridad para los cuales estan calificados.
A intervalos adecuados se debe observar la preparacion de juntas, las practicas deensamblaje, las tecnicas de soldadura y rendimiento de cada soldador.
Se mantendra un registro de calificaciones de todos los soldadores, asi como detodas las calificaciones de los procedimientos de soldadura (WPS) u otros ensayosrealizados.
Otros criterios de aceptacion, diferentes de aquellos especificados en la Norma,pueden ser usados cuando sean aprobados por el ingeniero proyectista.
A peticion del Contratante se facilitaran informes del control de calidad desoldadura y material (dosier de calidad), los mismos que garantizaran Ia liberacionde Ia cantidad de obra efectuada.
-
5/25/2018 6446449
9/12
ot Mtg.4-4 t^ 4a ; -7 1 7 : , -1 oU111Sr-7-16 4Wift11411)1J
SISTEMA INTEGRADO DE GESTION Codigo:GBA-GTLS-04006Version: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D EC ON S TR U C C ION D EL HOS PITA L D E 2 0 C A M A S S IGC HOS Fecha: 15-07-2013DEL EJERviToGRUPO DE TRABAJOLATACUNGA SIGCHOS
Alcance de Ia Inspeccion
La inspeccion y ensayos durante Ia fabricacion seran realizados antes delensamblaje, durante el ensamblaje, durante Ia soldadura y despues de Ia soldadurapara asegurar que los elementos estructurales y la mano de obra cumplan losrequisitos de los pianos y especificaciones tecnicas.
La inspeccion y ensayos de control de calidad seran realizados y los resultadosseran informados (documentadamente) al Contratante de una manera oportunapara evitar retrasos en el trabajo.
La inspeccion y ensayos de soldadura (tintas penetrantes, ultrasonido) durante Iafabricacion y montaje, son responsabilidad del contratista.
Criterios de Aceptacion
La extension del control y los criterios de aceptacion estaran de acuerdo con AWS D1.1.B.- PINTURA
Limpieza y Pintura
Antes del proceso de pintura mediante una limpieza mecanica se deben eliminara losexcesos de escoria, impurezas y residuos de la soldadura. La aplicacion de pintura serealizara con equipos de pintura airless que permitan altos caudales de pintura y cubreareas importantes de estructura.
Se dotara a Ia estructura de un sistema de recubrimiento anticorrosivo, el mismoque consta de una capa inicial de fondo aplicada en taller y dos capas de pinturatipo aluminio aplicadas luego del armado de la estructura en sitio. Cada capa depintura tendra un espesor minim en seco de 25 micras.
Se realizara el control de espesores tanto de fondo como del recubrimiento finaldurante el proceso y despues del mismo de acuerdo a INEN 1006, adernas serealizara pruebas de adherencia conforme con INEN 1012.
El tipo de limpieza que se utilizara en taller para las vigas sera SS PC SP1, SSPC SP 2, SSPC SP 3.
a) Requerimientos previos
-
5/25/2018 6446449
10/12
of /111oz.4. il,,.to44r ll0 4T-- - - * ' 0unit.S79 Hitalket4IJ
DEL EJERCITOGRUPO DE TRABAJOLATACUNGA SIGCHOS
SISTEMA INTEGRADO DE GESTION Codigo:GBA-GTLS-04006Version: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D ECONSTRUCCION DEL HOSPITAL DE 20 CAMAS SIGCHOS Fecha: 15-07-2013
VerificaciOn del material, este no debe presentar grumos o contaminantes y Iafecha de producci6n del material no debera exceder a un ano.
Se verificara si el thinner a usarse es de especificaciones thinner para pinturaanticorrosiva .
Se controlara que toda superficie a pintar este libre de polvo, grasa, oxido ocualquier otro contaminante, para lo cual se seguira el siguiente procedimiento:
Aplicacion de desoxidante y posterior grateado de toda superficie que presenterasgos de oxido.
Limpieza de polvo: pasar Ia brocha y aire a presion del soplete por toda lasuperficie.
Limpieza de grasa: limpiar la superficie con thinner, pasando posteriormente untrapo seco y limpio.
Se comprobara que el compresor, tanque de presion y soplete, retina lascaracteristicas necesarias de presion, para los trabajos de pintura, y se encuentreen buenas condiciones.
Medidas de seguridad con los productos, ya que son altamente inflamables. Uso demascarillas y gafas para obreros.
El Cuerpo de Ingenieros del Ejercito acordara y aprobara estos requerimientosprevios y los indicados por las especificaciones, antes de iniciar las actividades.
De requerirlo, el Contratista a su costo, debera realizar muestras de la pintura abrocha o soplete, sobre elementos existentes en obra o en metales similares,segun indicaciones del Contratante, para verificar Ia calidad de Ia mano de obra,materiales y Ia ejecucion total del trabajo.
b) Durante Ia ejecucion
Se verificara que la dilucion de pintura sea la recomendada segun lasespecificaciones tecnicas del producto y se lo realice con thinner para pinturaanticorrosiva. No se admitira como diluyente aguarras, gasolina u otros similares.
Se controlara Ia ejecucion de Ia pintura sobre toda Ia superficie metalica y hasta loslimites fijados previamente.
Control del tiempo de aplicacion entre cada mano, segun especificaciones delfabricante.
Se verificara el estado del area ejecutada despues de cada mano, seiialando lasimperfecciones que seran reparadas.
c) Posterior a Ia ejecucion
-
5/25/2018 6446449
11/12
401* y e w4 k.iiir,i.J Lig -I llMa3014..00
IA
SISTEMA INTEGRADO DE GESTION Coigo:lGBA-GTLS-04006Version: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ES TR U C TU R A L A S TM A - 36 EN EL PR OY EC TO D EC ON S TR U C C ION D EL HOS PITA L D E 2 0 C A M A S S IGC HOS Fecha: 15-07-2013EL EJERCITOGRUPO DE TRABAJOLATACUNGA SIGCHOS
Se controlara el acabado de Ia pintura sobre toda Ia superficie metalica. La superficie pintada sera entregada sin rayones, burbujas caracteristicas que
demuestren mal aspecto del acabado. Verificacion de la limpieza total de los trabajos ejecutados y los sitios afectados.
3.- MEDICION Y PAGO
Medicion Las cantidades a pagarse por Ia fabricacion de las: vigas, columnas y pintura seran
la efectiva fabricada, armada y montada en obra, debidamente pintada al pie de Iaobra. Su pago sera por kilogramo kg .
Pago Las cantidades determinadas en la forma indicada en el numeral anterior se
pagaran a los precios contractuales. Estos precios y pago constituiran la compensacion total por Ia fabricacion de la
estructura, transporte de las mismas, armado y pintado de vigas y columnas,entregadas y montadas en la obra.
d.- Presupuesto Referencial:
El costo referencia , es de $701010.24 USD (SETECIENTOS UN MIL DIES CON 24 /100DOLARES). SIN IVA.
RESPONSABILIDADES DEL CONTRATISTA.-
Debera entregar el material acorde a las especificaciones tecnicas descritas. El material debera ser entregado en as bodegas del grupo del trabajo ubicadas en
la ciudad de Sigchos, frente a Ia construction del Hospital de Sigchos.RESPONSABILIDADES DEL CONTRATANTE.-
Realizar el pago de acuerdo al material entregado y verificado que ha ingresado enlas bodegas del GT LATACUNGA SIGCHOS.
-
5/25/2018 6446449
12/12
ooE NIG4 4 ?liv o 0a c'; . '7 - ,,Ati vi
1/11;11 4 14_
SISTEMA INTEGRADO DE GESTION Cocligo:GBA-GTLS-04006Version: 01INFORME DE NECESIDAD PARA LA CONTRATACION DEL ACERO
ESTRUCTURAL ASTM A-36 EN EL PROYECTO DECONSTRUCCION DEL HOSPITAL DE 20 CAMAS SIGCHOS Fecha: 15-07-2013DEL EJEIRCITOGRUPO DE TRABAJO
LATACUNGA SIGCHOS
Proporcionar un area fisica en optimas condiciones para la ubicacion del bienadquirido.
CONCLUS1ONES.-
Es necesario contratar la provision, fabricacion e instalacion del acero estructuralASTM A-36. Para la Construed& del Hospital de 20 camas para el cantonSigchos.
Para la ejecuciem normal de los trabajos que se estan realizando en el Hospitales necesaria la contratacion de un/a proveedor/a natural o juriclica para laprovision e instalacion del acero ASTM A-36.El presupuesto referencial correspondiente al acero estructural ASTM A-36cantidad 219065.7 Kg con un costo de 701010.24 a 3.20 5/kg (SETECIENTOS UNMIL DIES CON 24 /100 DOLARES) SIN IVA
RECOMENDACIONES.-
Me permito recomendar se ordene a quien corresponda inicie los tramites necesariospara realizar el proceso de contratacion con la modalidad de Cotizaci6n como seencuentra estipulado en la LOSNCP, para poder cumplir con el cronograma valorado y lasobligaciones contractuales.
Distribution:
Ejemplar 1:LogisticaEjemplar 2:Jefatura de Grupo GTLS
Elaborado Por:
Fecha: 10 - julio - 2013
-
Aprobado Por:
Fecha: 10 - jUl - 20 3/
2-X ng. Patri io Cerda
Residente de obra mecanica.T. L.S
Edison FernandO ill AuzCapitan E.Jefe G. S