
8065. Manual de ejemplos (modelo ·M·). · Manual de ejemplos (modelo ·M·) CNC 8065 1. CONCEPTOS...
48
(Ref: 1103) 8065 CNC Manual de ejemplos (modelo ·M·)
Transcript of 8065. Manual de ejemplos (modelo ·M·). · Manual de ejemplos (modelo ·M·) CNC 8065 1. CONCEPTOS...
(Ref: 1103)
8065CNCManual de ejemplos (modelo ·M·)

Todos los derechos reservados. No puede reproducirse ninguna parte de estadocumentación, transmitirse, transcribirse, almacenarse en un sistema derecuperación de datos o traducirse a ningún idioma sin permiso expreso deFagor Automation. Se prohíbe cualquier duplicación o uso no autorizado delsoftware, ya sea en su conjunto o parte del mismo.
La información descrita en este manual puede estar sujeta a variacionesmotivadas por modificaciones técnicas. Fagor Automation se reserva el derechode modificar el contenido del manual, no estando obligado a notificar lasvariaciones.
Todas las marcas registradas o comerciales que aparecen en el manualpertenecen a sus respectivos propietarios. El uso de estas marcas por terceraspersonas para sus fines puede vulnerar los derechos de los propietarios.
Es posible que el CNC pueda ejecutar más funciones que las recogidas en ladocumentación asociada; sin embargo, Fagor Automation no garantiza la validezde dichas aplicaciones. Por lo tanto, salvo permiso expreso de Fagor Automation,cualquier aplicación del CNC que no se encuentre recogida en la documentaciónse debe considerar como "imposible". En cualquier caso, Fagor Automation nose responsabiliza de lesiones, daños físicos o materiales que pudiera sufrir oprovocar el CNC si éste se utiliza de manera diferente a la explicada en ladocumentación relacionada.
Se ha contrastado el contenido de este manual y su validez para el productodescrito. Aún así, es posible que se haya cometido algún error involuntario y espor ello que no se garantiza una coincidencia absoluta. De todas formas, secomprueba regularmente la información contenida en el documento y seprocede a realizar las correcciones necesarias que quedarán incluidas en unaposterior edición. Agradecemos sus sugerencias de mejora.
Los ejemplos descritos en este manual están orientados al aprendizaje. Antesde utilizarlos en aplicaciones industriales deben ser convenientementeadaptados y además se debe asegurar el cumplimiento de las normas deseguridad.
SEGURIDADES DE LA MÁQUINA
Es responsabilidad del fabricante de la máquina que las seguridades de lamáquina estén habilitadas, con objeto de evitar lesiones a personas y prevenirdaños al CNC o a los productos conectados a él. Durante el arranque y lavalidación de parámetros del CNC, se comprueba el estado de las siguientesseguridades. Si alguna de ellas está deshabilitada el CNC muestra un mensajede advertencia.
• Alarma de captación para ejes analógicos.
• Límites de software para ejes lineales analógicos y sercos.
• Monitorización del error de seguimiento para ejes analógicos y sercos(excepto el cabezal), tanto en el CNC como en los reguladores.
• Test de tendencia en los ejes analógicos.
FAGOR AUTOMATION no se responsabiliza de lesiones a personas, dañosfísicos o materiales que pueda sufrir o provocar el CNC, y que sean imputablesa la anulación de alguna de las seguridades.
AMPLIACIONES DE HARDWARE
FAGOR AUTOMATION no se responsabiliza de lesiones a personas, dañosfísicos o materiales que pudiera sufrir o provocar el CNC, y que sean imputablesa una modificación del hardware por personal no autorizado por FagorAutomation.
La modificación del hardware del CNC por personal no autorizado por FagorAutomation implica la pérdida de la garantía.
VIRUS INFORMÁTICOS
FAGOR AUTOMATION garantiza que el software instalado no contiene ningúnvirus informático. Es responsabilidad del usuario mantener el equipo limpio devirus para garantizar su correcto funcionamiento.
La presencia de virus informáticos en el CNC puede provocar su malfuncionamiento. Si el CNC se conecta directamente a otro PC, está configuradodentro de una red informática o se utilizan disquetes u otro soporte informáticopara transmitir información, se recomienda instalar un software antivirus.
FAGOR AUTOMATION no se responsabiliza de lesiones a personas, dañosfísicos o materiales que pudiera sufrir o provocar el CNC, y que sean imputablesa la presencia de un virus informático en el sistema.
La presencia de virus informáticos en el sistema implica la pérdida de la garantía.
Manual de ejemplos (modelo ·M·)
CNC 8065
(REF: 1103)
·3·
I N D I C E
CAPÍTULO 1 CONCEPTOS BÁSICOS.
1.1 Conceptos básicos de manejo del CNC .......................................................................... 61.2 Definir el cero pieza. ........................................................................................................ 81.3 Programación de las condiciones de mecanizado......................................................... 101.4 Programación de coordenadas...................................................................................... 101.5 Programación de trayectorias ........................................................................................ 11
CAPÍTULO 2 PROGRAMACIÓN EN ISO
2.1 Ejemplo. Programación de trayectorias 1. ..................................................................... 132.2 Ejemplo. Programación de trayectorias 2. ..................................................................... 152.3 Ejemplo. Programación de trayectorias 3. .................................................................... 172.4 Ejemplo. Programación de trayectorias 4. ..................................................................... 182.5 Ejemplo. Programación de trayectorias 5. ..................................................................... 192.6 Ejemplo. Programación de trayectorias 6. ..................................................................... 212.7 Ejemplo. Programación de trayectorias 7. ..................................................................... 222.8 Ejemplo. Interpolación circular....................................................................................... 232.8.1 Interpolación circular. G2/3 XY R............................................................................... 242.8.2 Interpolación circular. G2/3 XY IJ............................................................................... 252.8.3 Interpolación circular. G6 G2/3 XY IJ......................................................................... 262.8.4 Interpolación circular. G2/3 Q IJ................................................................................. 272.8.5 Interpolación circular. G6 G2/3 Q IJ ........................................................................... 282.8.6 Interpolación circular. G2/3 Q .................................................................................... 292.8.7 Interpolación circular. G8 XY ..................................................................................... 302.8.8 Interpolación circular. G9 XY IJ.................................................................................. 312.8.9 Interpolación circular. G9 RQ IJ ................................................................................. 322.9 Ejemplo. Función espejo................................................................................................ 332.10 Ejemplo. Giro de coordenadas. ..................................................................................... 342.11 Ejemplo. Giro de coordenadas en polares..................................................................... 352.12 Ejemplo. Ciclos fijos....................................................................................................... 362.13 Ejemplo. Ciclo fijo (G81) y posicionamiento múltiple (G162)......................................... 372.14 Ejemplo. Ciclo fijo (G81) y posicionamiento múltiple (G163)......................................... 382.15 Ejemplo. Repetición angular. ......................................................................................... 39
CAPÍTULO 3 PROGRAMACIÓN EN PARAMÉTRICAS.
3.1 Ejercicio. Cuña............................................................................................................... 413.2 Ejercicio. Semiesfera. .................................................................................................... 423.3 Ejercicio. Toroide. .......................................................................................................... 433.4 Ejercicio. Cenicero. ........................................................................................................ 443.5 Ejercicio. Cajera de 4 lados y 4 radios distintos. ........................................................... 45


CNC 8065
(REF: 1103)
1
·5·
CONCEPTOS BÁSICOS.
Objetivo de los ejercicios.
El objetivo de los siguientes ejemplos de programación es familiarizarse con la edición,simulación y ejecución de programas. Para el mecanizado se parte en un material en bruto,sobre el que se realizan diferentes operaciones y ciclos para alcanzar la pieza final,programando también las condiciones de mecanizado correspondientes, así como lasherramientas a utilizar.
Los valores de avance y velocidad indicados son orientativos, y dependen principalmentedel material de la pieza y de la herramienta utilizada. En caso de utilizar los ejemplos deeste manual para realizar mecanizados reales (en máquina), los valores del avance yvelocidad deben ser adaptados adecuadamente.

·6·
Manual de ejemplos (modelo ·M·)
CNC 8065
1.
CO
NC
EP
TO
S B
ÁS
ICO
S.
(REF: 1103)
Con
cept
os b
ásic
os d
e m
anej
o de
l CN
C
1.1 Conceptos básicos de manejo del CNC
Algunas teclas útiles.
Algunos modos de operación.
Teclas de ejecución.
Edición de un programa.
Para seleccionar un programa de la lista:
1 Seleccionar la carpeta donde se encuentra el programa. Si es un programa nuevo, seguardará en esta carpeta.
2 Seleccionar de la lista el programa a editar, o escribir su nombre en la ventana inferior.Para editar un programa nuevo, escribir el nombre del programa en la ventana inferiory el CNC abrirá un programa vacío o una plantilla predefinida, según esté configuradoel editor.
3 Pulsar la tecla [ENTER] para aceptar la selección y abrir el programa, o la tecla [ESC]para cancelar la selección y cerrar la lista de programas.
Análisis sintáctico.
El CNC analiza cada bloque de programa mientras se van editando. Si el CNC detecta algúnerror de sintaxis en el bloque, lo muestra en la ventana de errores, en la parte inferior dela pantalla.
Tecla. Función.
Modo automático.Ejecutar un programa pieza, en modo "bloque a bloque" o "automático".
Modo EDISIMU.Editar y simular la ejecución del programa pieza, visualizando una representación gráficadel programa que se está simulando.
Tablas de usuario (orígenes, garras y parámetros aritméticos).
Tabla de herramientas y del almacén.
Tecla. Función.
Tecla de marcha (START).Ejecutar el programa seleccionado en el modo automático, un bloque en modoMDI/MDA, etc.
Tecla de parada (STOP).Interrumpir la ejecución del CNC.
Tecla de reset.Inicializa el sistema poniendo las condiciones iniciales, definidas en los parámetrosmáquina.
Ejecución bloque a bloque.
AUTO
EDIT
TABLES
TOOLS
RESET
SINGLE
Los programas se editan desde el modo EDISIMU. Una vez en este modo, la softkey "Abrirprograma" permite seleccionar el programa a editar, que puede ser un programa nuevo ouno ya existente. Cuando se selecciona esta opción, el CNC muestra una lista con losprogramas disponibles.
EDIT
También existe la posibilidad de realizar una comprobación sintáctica de todo el programa.Para ello pulsar la softkey vertical de análisis sintáctico. Los errores encontrados seránindicados de forma análoga a la anterior.

Manual de ejemplos (modelo ·M·)
CNC 8065
CO
NC
EP
TO
S B
ÁS
ICO
S.
1.
(REF: 1103)
·7·
Con
cept
os b
ásic
os d
e m
anej
o de
l CN
C
Simulación de un programa.
El proceso para simular el programa seleccionado es el siguiente:
1 Elegir el tipo de representación gráfica, sus dimensiones y el punto vista. Estos datostambién se podrán modificar durante la simulación del programa.
La simulación del programa comienza en el primer bloque del programa y finaliza trasejecutarse una de las funciones especificas de fin de programa "M02" ó "M30".Opcionalmente se podrá definir el bloque de inicio y final de la simulación.
2 Activar, en el menú de softkeys, las opciones de simulación deseadas.
3 La simulación del programa en edición comienza tras pulsar la softkey [START]. Lasimulación se podrá interrumpir mediante la softkey [STOP] o cancelar mediante lasoftkey [RESET].
START STOP RESET
·8·
Manual de ejemplos (modelo ·M·)
CNC 8065
1.
CO
NC
EP
TO
S B
ÁS
ICO
S.
(REF: 1103)
Def
inir
el c
ero
piez
a.
1.2 Definir el cero pieza.
El CNC permite programar los desplazamientos en el sistema de referencia de la máquina,o bien realizar decalajes con objeto de utilizar sistemas de referencia relativos a los amarreso a la pieza, sin tener así necesidad de modificar las coordenadas de los diferentes puntosde la pieza a la hora de programar.
El origen del sistema de referencia pieza debe situarse de tal forma que simplifique laprogramación. Si no se define un sistema de referencia pieza, las coordenadas estaránreferidas al sistema de referencia máquina.
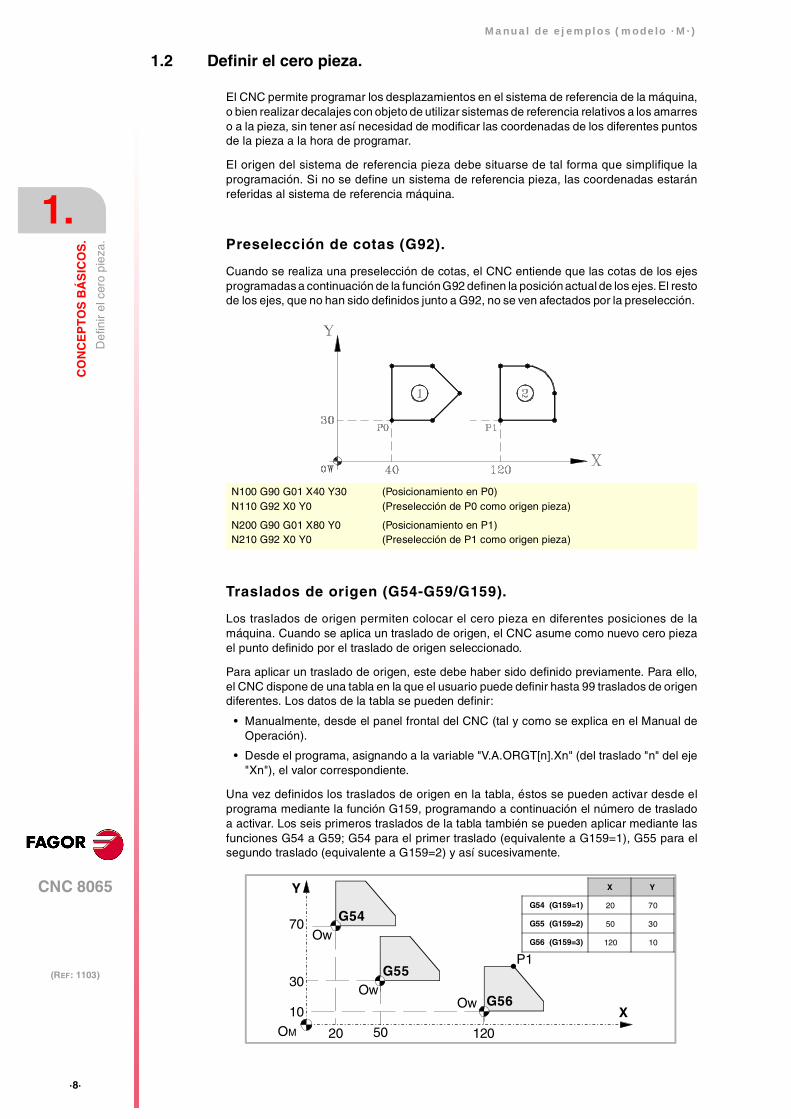
Preselección de cotas (G92).
Cuando se realiza una preselección de cotas, el CNC entiende que las cotas de los ejesprogramadas a continuación de la función G92 definen la posición actual de los ejes. El restode los ejes, que no han sido definidos junto a G92, no se ven afectados por la preselección.
Traslados de origen (G54-G59/G159).
Los traslados de origen permiten colocar el cero pieza en diferentes posiciones de lamáquina. Cuando se aplica un traslado de origen, el CNC asume como nuevo cero piezael punto definido por el traslado de origen seleccionado.
Para aplicar un traslado de origen, este debe haber sido definido previamente. Para ello,el CNC dispone de una tabla en la que el usuario puede definir hasta 99 traslados de origendiferentes. Los datos de la tabla se pueden definir:
• Manualmente, desde el panel frontal del CNC (tal y como se explica en el Manual deOperación).
• Desde el programa, asignando a la variable "V.A.ORGT[n].Xn" (del traslado "n" del eje"Xn"), el valor correspondiente.
Una vez definidos los traslados de origen en la tabla, éstos se pueden activar desde elprograma mediante la función G159, programando a continuación el número de trasladoa activar. Los seis primeros traslados de la tabla también se pueden aplicar mediante lasfunciones G54 a G59; G54 para el primer traslado (equivalente a G159=1), G55 para elsegundo traslado (equivalente a G159=2) y así sucesivamente.
N100 G90 G01 X40 Y30N110 G92 X0 Y0
(Posicionamiento en P0)(Preselección de P0 como origen pieza)
N200 G90 G01 X80 Y0N210 G92 X0 Y0
(Posicionamiento en P1)(Preselección de P1 como origen pieza)
Y
X
70
10
30
20 50 120
OwOw
OwG54
G55
G56
P1
OM
X Y
G54 (G159=1) 20 70
G55 (G159=2) 50 30
G56 (G159=3) 120 10
Manual de ejemplos (modelo ·M·)
CNC 8065
CO
NC
EP
TO
S B
ÁS
ICO
S.
1.
(REF: 1103)
·9·
Def
inir
el c
ero
piez
a.
Cancelación del cero pieza (G53).
El origen pieza permanece activo hasta que se anule con una preselección, un traslado deorigen o mediante la función "G53".
N100 V.A.ORGT[1].X=20 V.A.ORGT[1].Y=70N110 V.A.ORGT[2].X=50 V.A.ORGT[2].Y=30N100 V.A.ORGT[3].X=120 V.A.ORGT[3].Y=10
...
N100 G54(Se aplica el primer traslado de origen)
N200 G159=2(Se aplica el segundo traslado de origen)
N300 G56 X20 Y30(Se aplica el tercer traslado de origen.)(Los ejes se desplazan al punto X20 Y30 (punto P1) respecto del tercer origen)
·10·
Manual de ejemplos (modelo ·M·)
CNC 8065
1.
CO
NC
EP
TO
S B
ÁS
ICO
S.
(REF: 1103)
Pro
gram
ació
n de
las
cond
icio
nes
de m
ecan
izad
o.
1.3 Programación de las condiciones de mecanizado.
Unidades de programación del avance (G94/G95).
G94 Avance en milímetros/minuto (pulgadas/minuto).
El avance es independiente de la velocidad del cabezal.
G95 Avance en milímetros/revolución (pulgadas/revolución).
El avance varía con la velocidad del cabezal (funcionamiento habitual en torno).
El tipo de avance por defecto viene definido en el parámetro IFEED.
1.4 Programación de coordenadas.
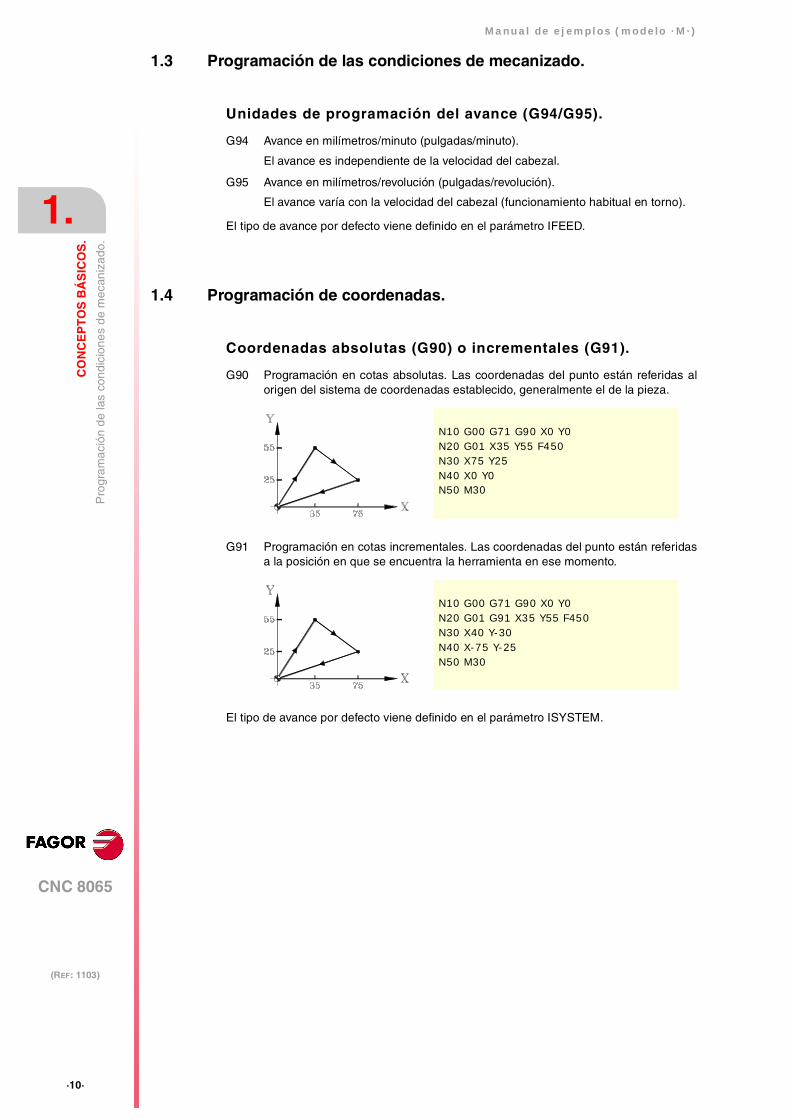
Coordenadas absolutas (G90) o incrementales (G91).
G90 Programación en cotas absolutas. Las coordenadas del punto están referidas alorigen del sistema de coordenadas establecido, generalmente el de la pieza.
G91 Programación en cotas incrementales. Las coordenadas del punto están referidasa la posición en que se encuentra la herramienta en ese momento.
El tipo de avance por defecto viene definido en el parámetro ISYSTEM.
N10 G00 G71 G90 X0 Y0N20 G01 X35 Y55 F450N30 X75 Y25N40 X0 Y0N50 M30
N10 G00 G71 G90 X0 Y0N20 G01 G91 X35 Y55 F450N30 X40 Y-30N40 X-75 Y-25N50 M30
Manual de ejemplos (modelo ·M·)
CNC 8065
CO
NC
EP
TO
S B
ÁS
ICO
S.
1.
(REF: 1103)
·11·
Pro
gram
ació
n de
tray
ecto
rias
1.5 Programación de trayectorias
G00 Posicionamiento rápido.
G01 Interpolación lineal.
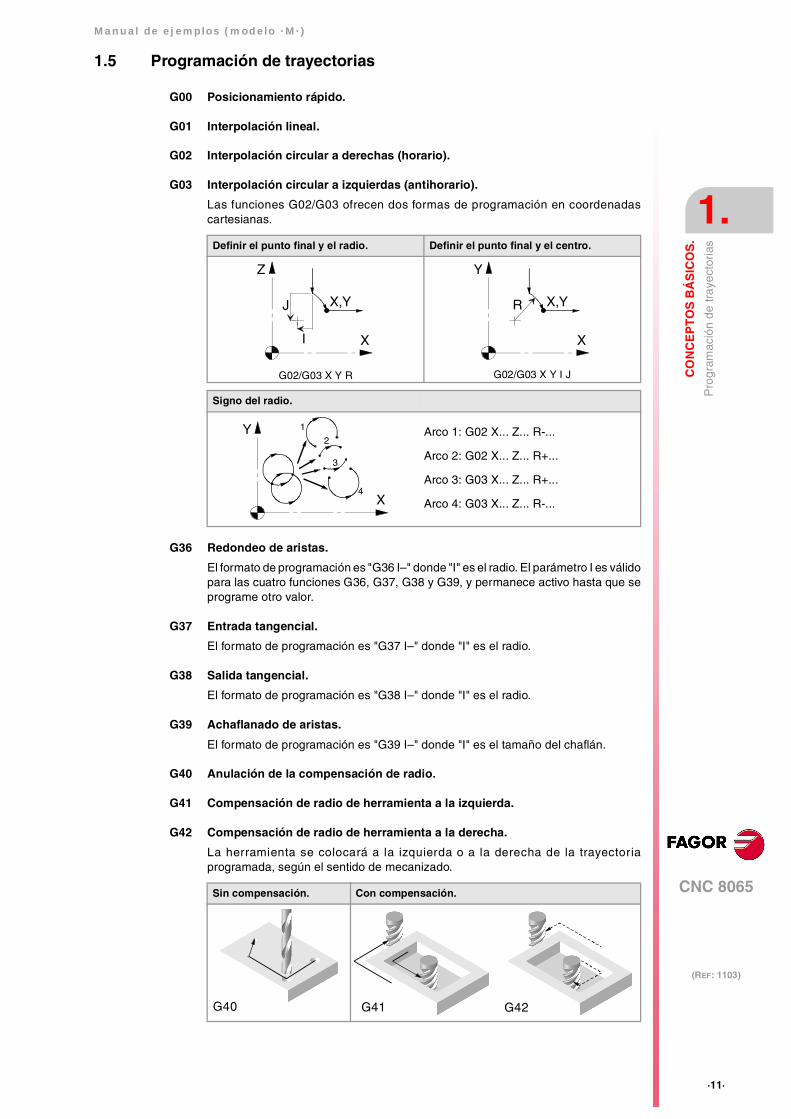
G02 Interpolación circular a derechas (horario).
G03 Interpolación circular a izquierdas (antihorario).
Las funciones G02/G03 ofrecen dos formas de programación en coordenadascartesianas.
G36 Redondeo de aristas.
El formato de programación es "G36 I–" donde "I" es el radio. El parámetro I es válidopara las cuatro funciones G36, G37, G38 y G39, y permanece activo hasta que seprograme otro valor.
G37 Entrada tangencial.
El formato de programación es "G37 I–" donde "I" es el radio.
G38 Salida tangencial.
El formato de programación es "G38 I–" donde "I" es el radio.
G39 Achaflanado de aristas.
El formato de programación es "G39 I–" donde "I" es el tamaño del chaflán.
G40 Anulación de la compensación de radio.
G41 Compensación de radio de herramienta a la izquierda.
G42 Compensación de radio de herramienta a la derecha.
La herramienta se colocará a la izquierda o a la derecha de la trayectoriaprogramada, según el sentido de mecanizado.
Definir el punto final y el radio. Definir el punto final y el centro.
G02/G03 X Y R G02/G03 X Y I J
Signo del radio.
Arco 1: G02 X... Z... R-...
Arco 2: G02 X... Z... R+...
Arco 3: G03 X... Z... R+...
Arco 4: G03 X... Z... R-...
Sin compensación. Con compensación.
X
Z
J
I
X,Y
X
Y
R X,Y
X
Y 1
2
3
4
G40 G42G41

·12·
Manual de ejemplos (modelo ·M·)
CNC 8065
1.
CO
NC
EP
TO
S B
ÁS
ICO
S.
(REF: 1103)
Pro
gram
ació
n de
tray
ecto
rias

CNC 8065
(REF: 1103)
2
·13·
PROGRAMACIÓN EN ISO
En líneas generales la programación en código ISO se basa en introducir una serie debloques, que debidamente ordenados crean un programa de mecanizado. Básicamente losprogramas se dividen en tres puntos:
1 Encabezamiento.
2 Geometría.
3 Final.
2.1 Ejemplo. Programación de trayectorias 1.
Contorneo exterior en contraposición (a derechas) con entrada tangencial y unaprofundidad total de 20 mm con pasadas de 5 mm.
Operación. Herramienta.
Contorneo Fresa Ø15 T10 D1
·14·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 1.
Encabezamiento.
G0 Z100; Posicionamiento de seguridad.
T10 D1 ; Llamada a herramienta y corrector de herramienta.
M6 ; Ejecución de cambio de herramienta.
S1000 M3X30 Y30Z0N1:
; Posicionamiento de etiqueta Nº 1.G91 G1 Z-5 F100
; Pasada inicial en Z.G90 G42 X60 Y60 F1000
; Entrada tangencial con compensación de radio.G37 I10
Geometría.
X260Y100X220Y180X180Y140X200Y100X120Y140X140Y180X100Y100X60Y60G38 I10G40 X30 Y30
Final.
N2:; Posicionamiento de etiqueta Nº2.
#RPT[N1,N2,3]; Repeticiones.
G0 Z100M30
; Retorno a la posición de seguridad y fin de programa.
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·15·
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 2.
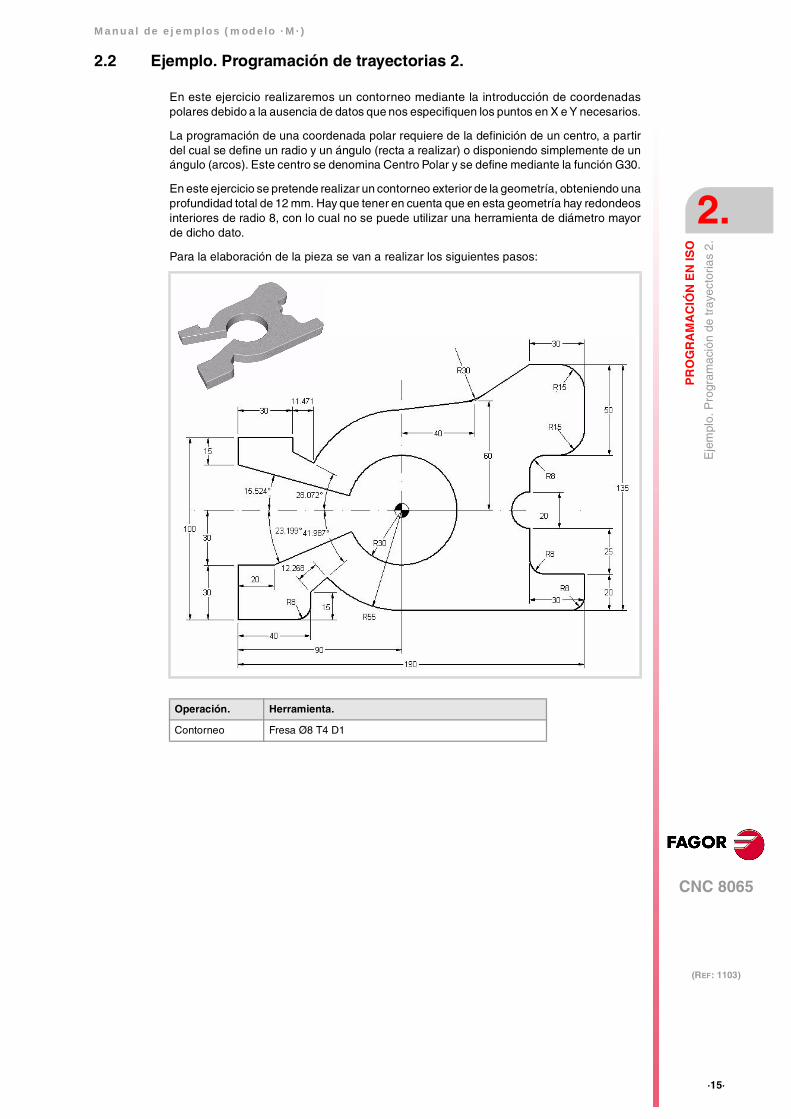
2.2 Ejemplo. Programación de trayectorias 2.
En este ejercicio realizaremos un contorneo mediante la introducción de coordenadaspolares debido a la ausencia de datos que nos especifiquen los puntos en X e Y necesarios.
La programación de una coordenada polar requiere de la definición de un centro, a partirdel cual se define un radio y un ángulo (recta a realizar) o disponiendo simplemente de unángulo (arcos). Este centro se denomina Centro Polar y se define mediante la función G30.
En este ejercicio se pretende realizar un contorneo exterior de la geometría, obteniendo unaprofundidad total de 12 mm. Hay que tener en cuenta que en esta geometría hay redondeosinteriores de radio 8, con lo cual no se puede utilizar una herramienta de diámetro mayorde dicho dato.
Para la elaboración de la pieza se van a realizar los siguientes pasos:
Operación. Herramienta.
Contorneo Fresa Ø8 T4 D1
·16·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 2.
Desarrollo del ejercicio
G0 Z100; Posicionamiento de seguridad.
T4 D1 S1000 M3X-30 Y-30Z0N1:
; Posicionamiento de etiqueta Nº 1.G91 G1 Z-2 F100G90 G42 X0 Y0 F1000G37 I10X40G36 I8G1 Y15G30 I90 J60G1 R55 Q221.987 F1000G3 Q270G1 X190G36 I8G91 Y20X-30G36 I8Y25G2 X0 Y20 R10G90 G1 Y90G36 I8 X190G36 I15Y140G36 I15G91 X-30G90 G1 X130 Y120G36 I30X90 Y115G3 Q151.958G1 R67.268 Q151.928 Y100X0Y85G1 R30 Q164.476G2 Q203.199G1 X20 Y30X0Y0G38 I10X-30 Y-30N2:
; Posicionamiento de etiqueta Nº 2.#RPT [N1,N2,5]
; Repeticiones.M30
Observaciones
Ejercicio realizado en código ISO, utilizando coordenadas polares para realizar tanto losmovimientos lineales (G30 I J, G1 R Q) como los movimientos de los arcos (G30 I J, G2/3 Q).
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·17·
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 3.
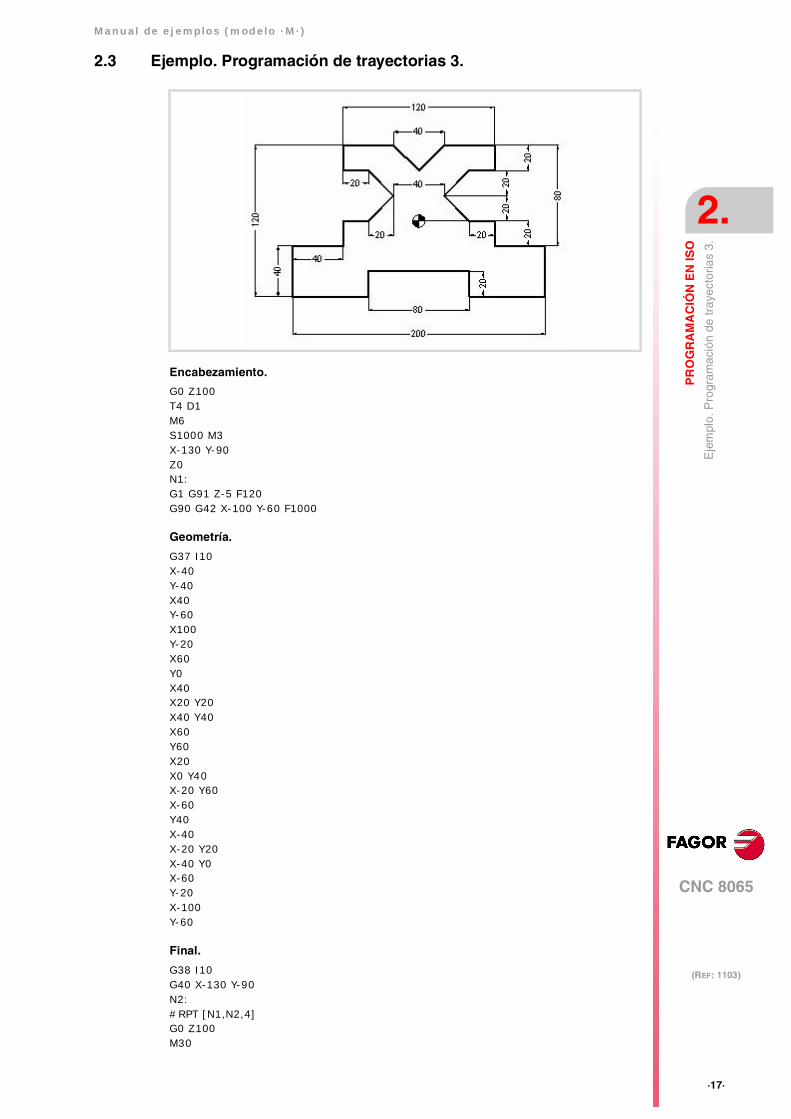
2.3 Ejemplo. Programación de trayectorias 3.
Encabezamiento.
G0 Z100T4 D1 M6S1000 M3X-130 Y-90Z0N1:G1 G91 Z-5 F120G90 G42 X-100 Y-60 F1000
Geometría.
G37 I10X-40Y-40X40Y-60X100Y-20X60Y0X40X20 Y20X40 Y40X60Y60X20X0 Y40X-20 Y60X-60Y40X-40X-20 Y20X-40 Y0X-60Y-20X-100Y-60
Final.
G38 I10G40 X-130 Y-90N2:#RPT [N1,N2,4]G0 Z100M30
·18·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 4.
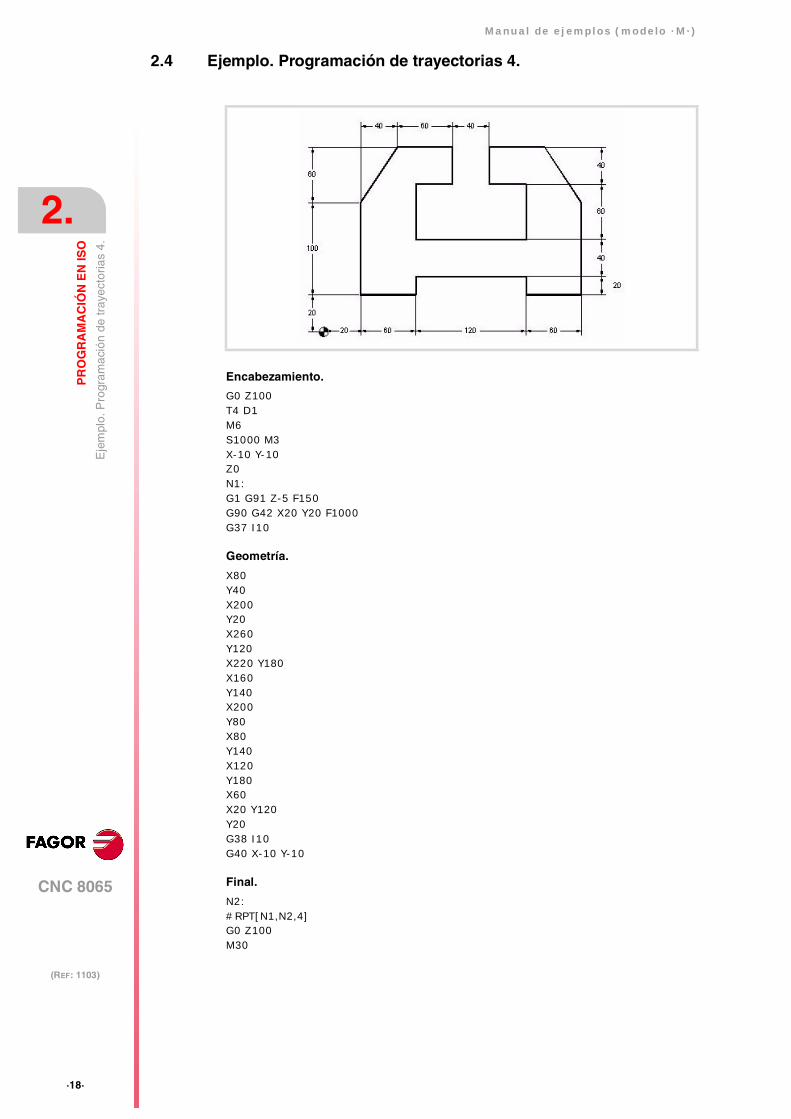
2.4 Ejemplo. Programación de trayectorias 4.
Encabezamiento.
G0 Z100T4 D1M6S1000 M3X-10 Y-10Z0N1:G1 G91 Z-5 F150G90 G42 X20 Y20 F1000G37 I10
Geometría.
X80Y40X200Y20X260Y120X220 Y180X160Y140X200Y80X80Y140X120Y180X60X20 Y120Y20G38 I10G40 X-10 Y-10
Final.
N2:#RPT[N1,N2,4]G0 Z100M30

Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·19·
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 5.
2.5 Ejemplo. Programación de trayectorias 5.
Encabezamiento.
G0 Z100T4 D1M6S1000 M3X-90 Y-40Z0N1:G1 G91 Z-5 F160G90 G42 Y-10G37 I10
Geometría.
X-50G36 I3Y-30G36 I3X-40G36 I3Y-20X-30X-25 Y-10X-20 Y-20X-10Y-30G36 I3X0G36 I3Y-10G3 X0 Y10 R10G1 X-130G36 I10Y20G3 X-170 Y20 R20G1 Y-20G3 X-130 Y-20 R20G1 Y-10G36 I10X-90G38 R10G40 Y-40
·20·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 5.
Final.
N2:#RPT [N1,N2,3]G0 Z100T2 D1
; Cambiar la herramienta actual por otra de Ø20 para la realizar la ranura.M6X-150 Y20Z2G1 Z0 F100G91 Z-5 Y-40Z-5Y40G0 G90 Z100M30
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·21·
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 6.
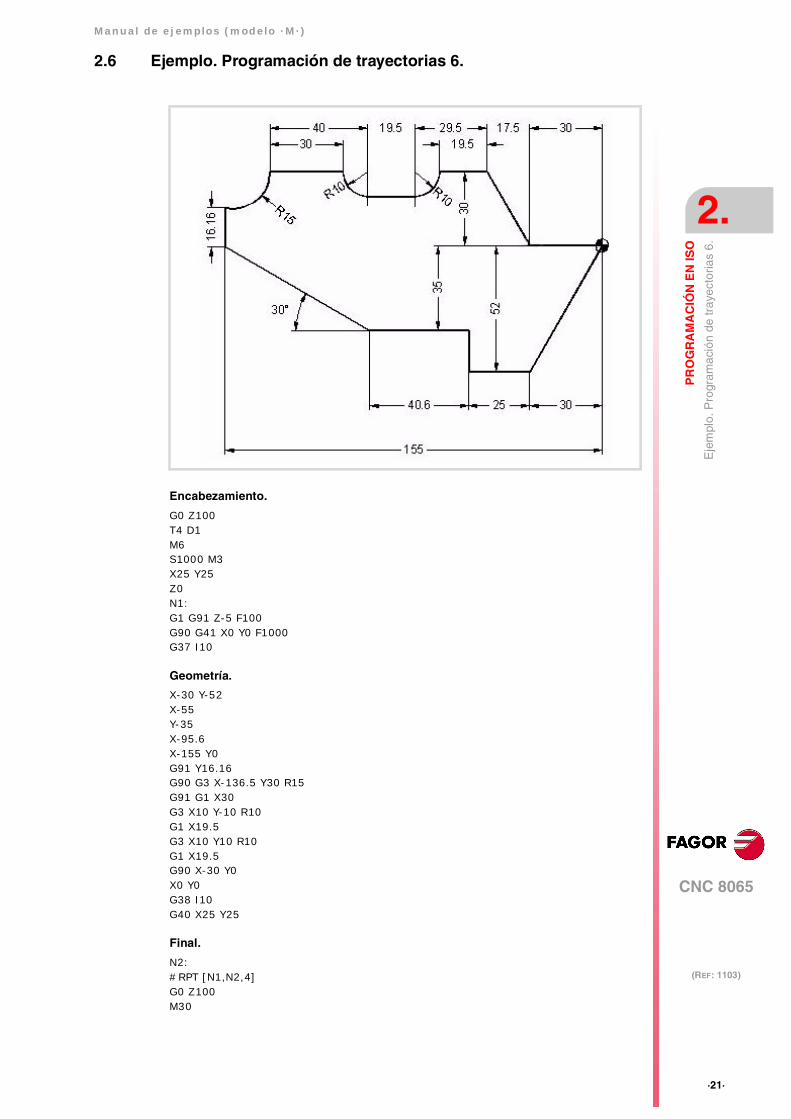
2.6 Ejemplo. Programación de trayectorias 6.
Encabezamiento.
G0 Z100T4 D1M6S1000 M3X25 Y25Z0N1:G1 G91 Z-5 F100G90 G41 X0 Y0 F1000G37 I10
Geometría.
X-30 Y-52X-55Y-35X-95.6X-155 Y0G91 Y16.16G90 G3 X-136.5 Y30 R15G91 G1 X30G3 X10 Y-10 R10G1 X19.5G3 X10 Y10 R10G1 X19.5G90 X-30 Y0X0 Y0G38 I10G40 X25 Y25
Final.
N2:#RPT [N1,N2,4]G0 Z100M30
·22·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. P
rogr
amac
ión
de tr
ayec
toria
s 7.
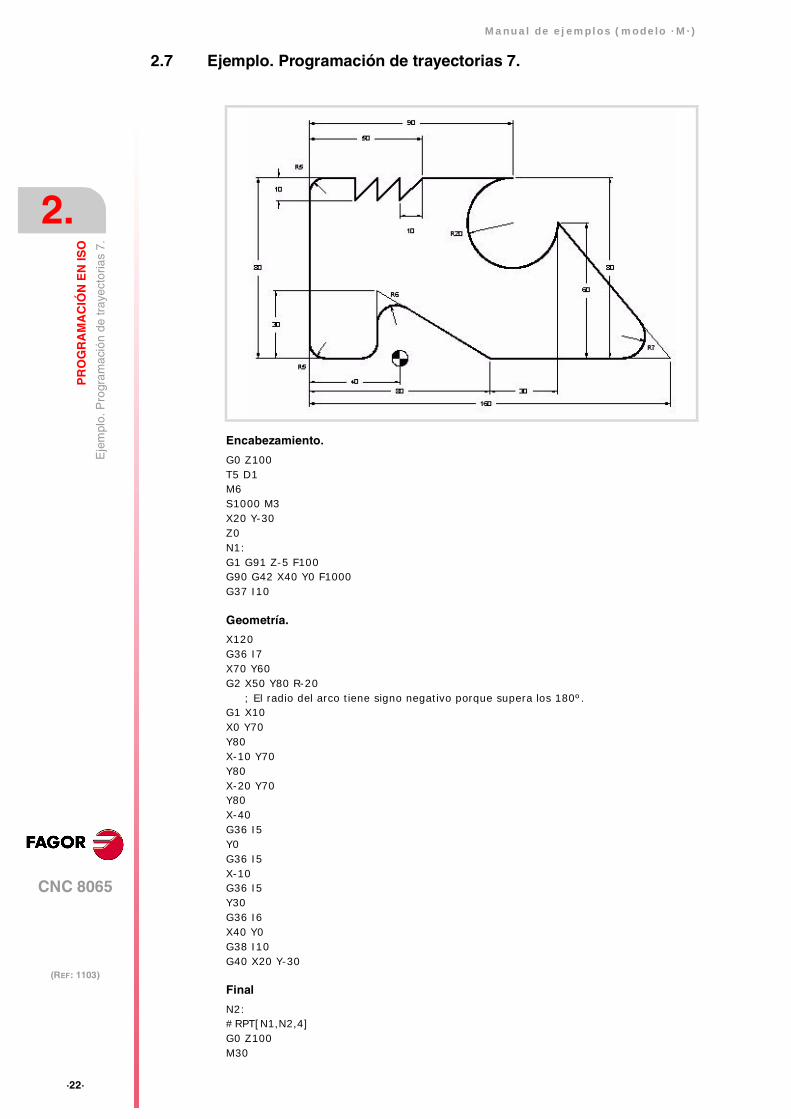
2.7 Ejemplo. Programación de trayectorias 7.
Encabezamiento.
G0 Z100T5 D1M6S1000 M3X20 Y-30Z0N1:G1 G91 Z-5 F100G90 G42 X40 Y0 F1000G37 I10
Geometría.
X120G36 I7X70 Y60G2 X50 Y80 R-20
; El radio del arco tiene signo negativo porque supera los 180º.G1 X10X0 Y70Y80X-10 Y70Y80X-20 Y70Y80X-40G36 I5Y0G36 I5X-10G36 I5Y30G36 I6X40 Y0G38 I10G40 X20 Y-30
Final
N2:#RPT[N1,N2,4]G0 Z100M30
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·23·
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
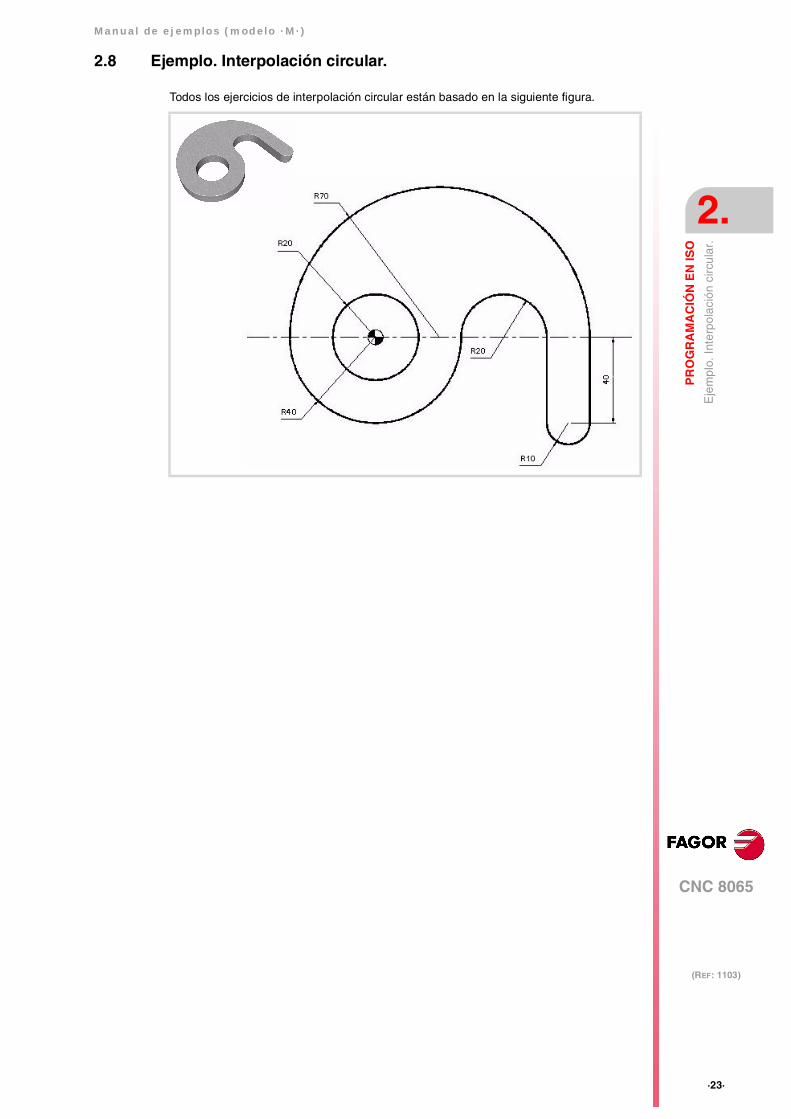
2.8 Ejemplo. Interpolación circular.
Todos los ejercicios de interpolación circular están basado en la siguiente figura.
·24·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
2.8.1 Interpolación circular. G2/3 XY R
Ejercicio realizado utilizando el formato:
G2/3 X_ Y_ R_
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G3 X40 Y0 R40G2 X80 Y0 R20G1 Y-40G3 X100 Y-40 R10G1 Y0G3 X-40 Y0 R70G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
XY Punto final.
R Radio del arco.
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·25·
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
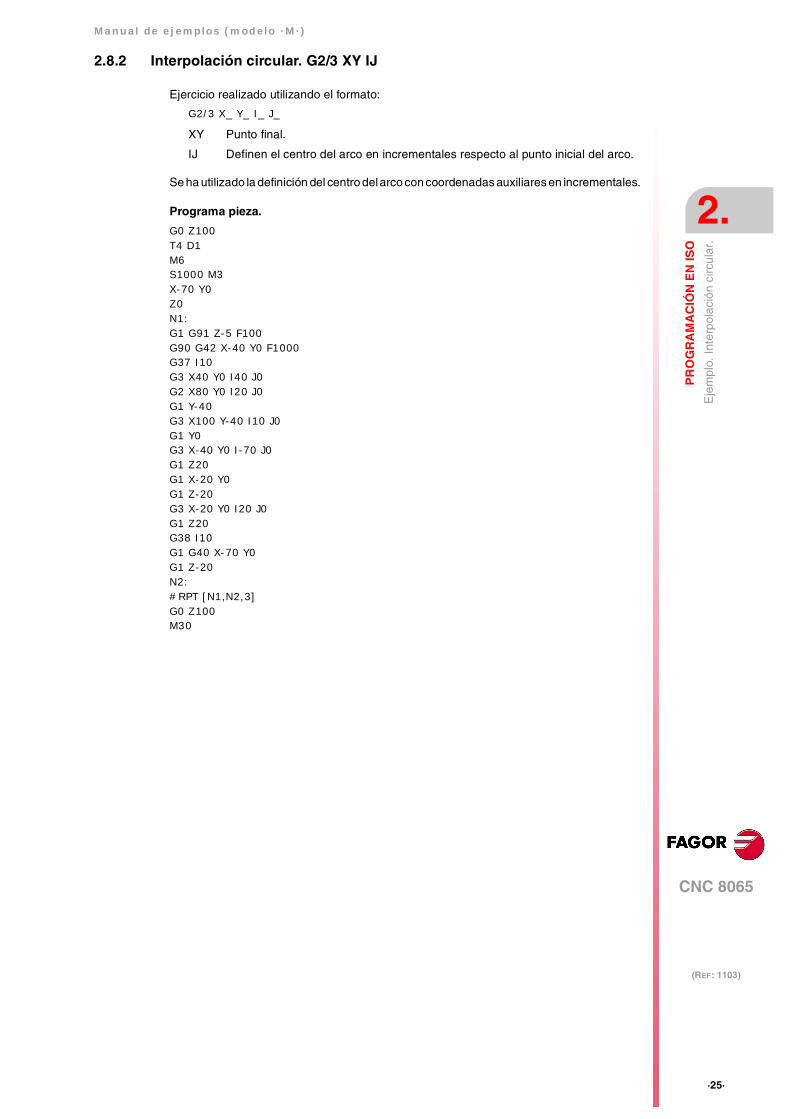
2.8.2 Interpolación circular. G2/3 XY IJ
Ejercicio realizado utilizando el formato:
G2/3 X_ Y_ I_ J_
Se ha utilizado la definición del centro del arco con coordenadas auxiliares en incrementales.
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G3 X40 Y0 I40 J0G2 X80 Y0 I20 J0G1 Y-40G3 X100 Y-40 I10 J0G1 Y0G3 X-40 Y0 I-70 J0G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
XY Punto final.
IJ Definen el centro del arco en incrementales respecto al punto inicial del arco.
·26·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
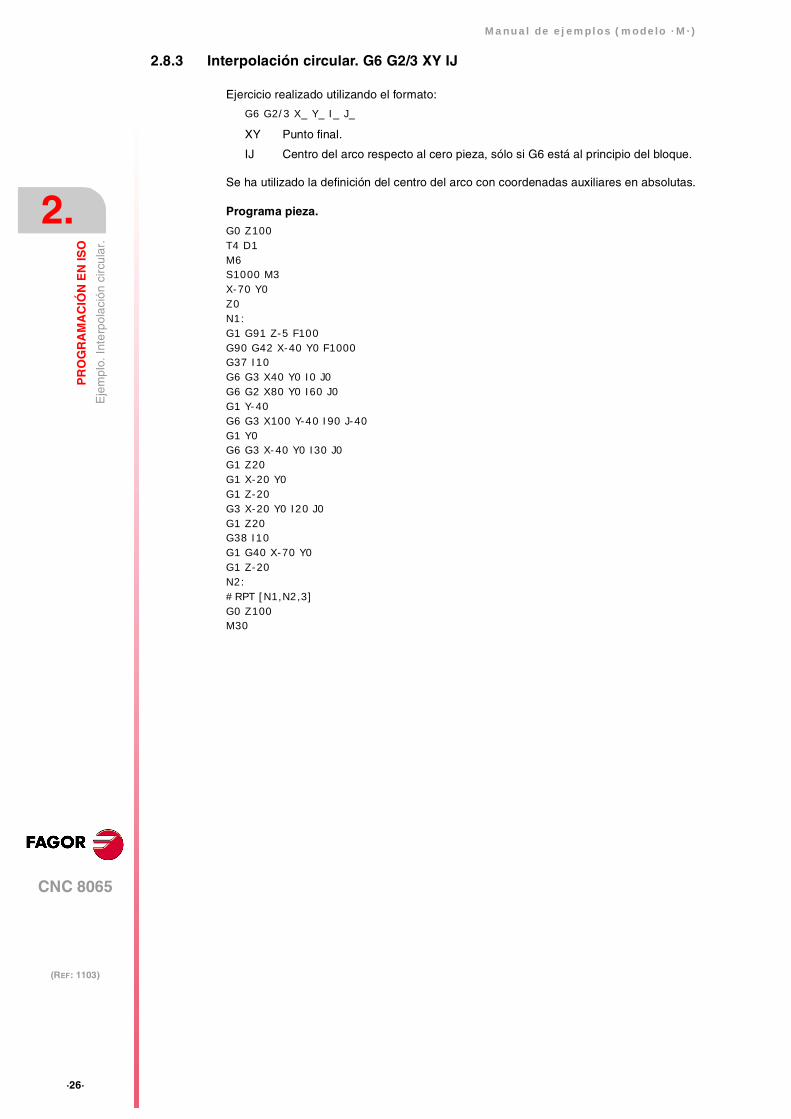
2.8.3 Interpolación circular. G6 G2/3 XY IJ
Ejercicio realizado utilizando el formato:
G6 G2/3 X_ Y_ I_ J_
Se ha utilizado la definición del centro del arco con coordenadas auxiliares en absolutas.
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G6 G3 X40 Y0 I0 J0G6 G2 X80 Y0 I60 J0G1 Y-40G6 G3 X100 Y-40 I90 J-40G1 Y0G6 G3 X-40 Y0 I30 J0G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
XY Punto final.
IJ Centro del arco respecto al cero pieza, sólo si G6 está al principio del bloque.
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·27·
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
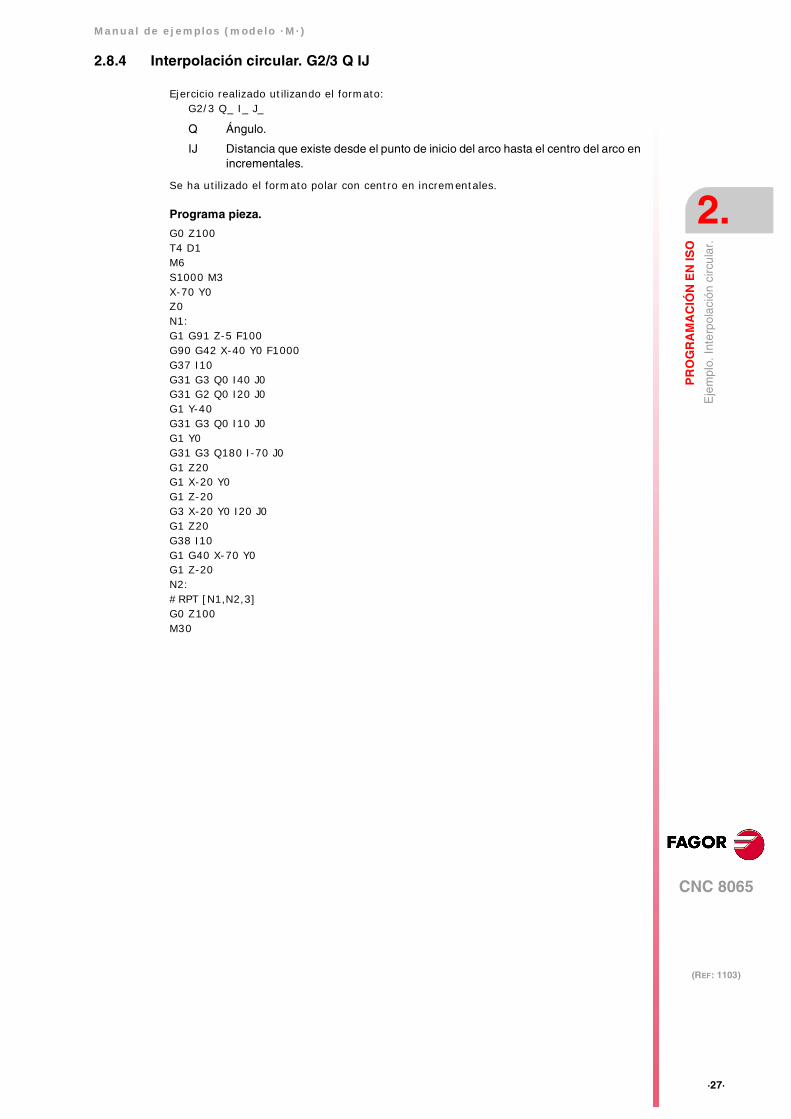
2.8.4 Interpolación circular. G2/3 Q IJ
Ejercicio realizado utilizando el formato:G2/3 Q_ I_ J_
Se ha utilizado el formato polar con centro en incrementales.
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G31 G3 Q0 I40 J0G31 G2 Q0 I20 J0G1 Y-40G31 G3 Q0 I10 J0G1 Y0G31 G3 Q180 I-70 J0G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
Q Ángulo.
IJ Distancia que existe desde el punto de inicio del arco hasta el centro del arco enincrementales.
·28·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
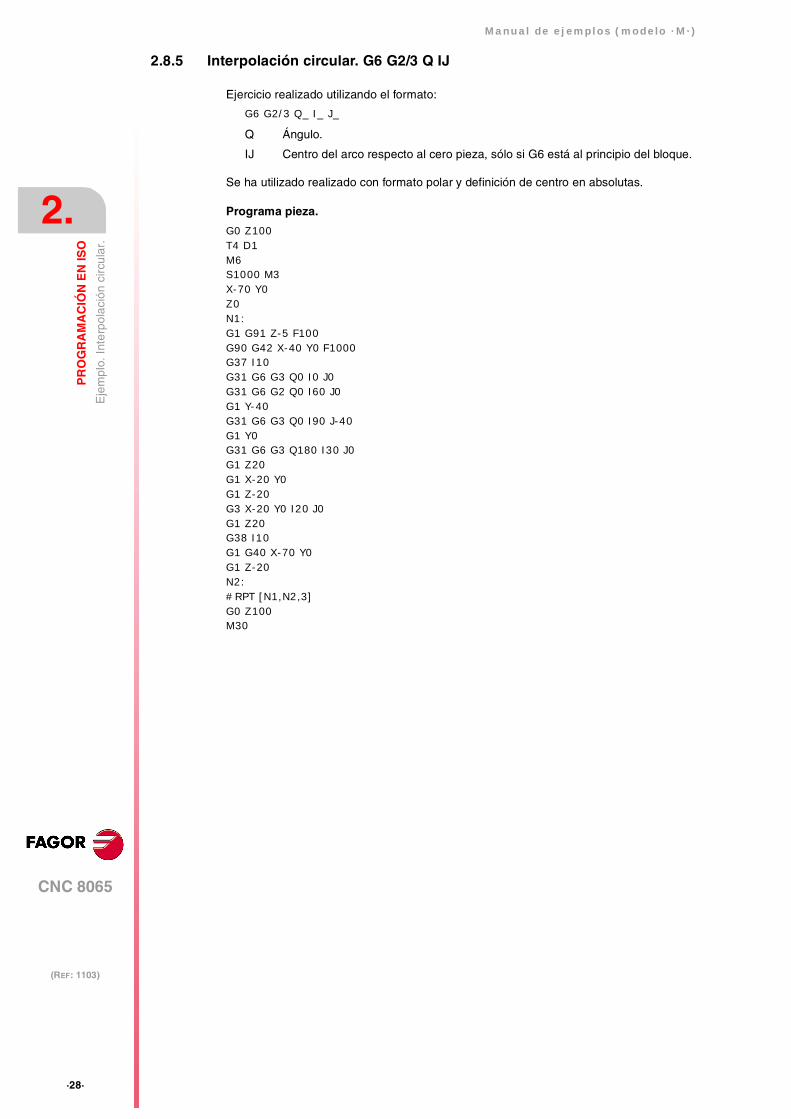
2.8.5 Interpolación circular. G6 G2/3 Q IJ
Ejercicio realizado utilizando el formato:
G6 G2/3 Q_ I_ J_
Se ha utilizado realizado con formato polar y definición de centro en absolutas.
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G31 G6 G3 Q0 I0 J0G31 G6 G2 Q0 I60 J0G1 Y-40G31 G6 G3 Q0 I90 J-40G1 Y0G31 G6 G3 Q180 I30 J0G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
Q Ángulo.
IJ Centro del arco respecto al cero pieza, sólo si G6 está al principio del bloque.
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·29·
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
2.8.6 Interpolación circular. G2/3 Q
Ejercicio realizado con definición del centro polar (G30) y a continuación el movimiento arealizar.
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G30 I0 J0G6 G3 Q0 G30 I60 J0G6 G2 Q0 G1 Y-40G30 I90 J-40G6 G3 Q0 G1 Y0G30 I30 J0G6 G3 Q180G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
G30 I J Definición de centro polar.
G2/3 Q Interpolación con ángulo.
IJ Coordenadas del centro del arco siempre en absolutas y respecto el cero pieza.A la definición de centro polar no le afectan las coordenadas incrementales yaque el formato en si ya es absoluto.
·30·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
2.8.7 Interpolación circular. G8 XY
Ejercicio realizado utilizando el formato:
G8 X_ Y_
Función de arco tangente respecto al arco anterior.
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G3 X40 Y0 R40G8 X80 Y0 G1 Y-40G8 X100 Y-40 G1 Y0G8 X-40 Y0G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20 G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
XY Punto final.
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·31·
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
2.8.8 Interpolación circular. G9 XY IJ
Ejercicio realizado utilizando el formato:G8 X_ Y_ I_ J_
Se ha utilizado la función de arco definido por tres puntos.
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G37 I10G9 X40 Y0 I0 J-40G9 X80 Y0 I60 J20G1 Y-40G9 X100 Y-40 I90 J-50 G1 Y0G9 X-40 Y0 I30 J70G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
XY Punto final.
IJ Define cualquier punto del arco.
·32·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. In
terp
olac
ión
circ
ular
.
2.8.9 Interpolación circular. G9 RQ IJ
Se ha utilizado la función de arco definido por tres puntos, en polares.
G9 R_ Q_ I_ J_
Programa pieza.
G0 Z100T4 D1M6S1000 M3X-70 Y0Z0N1:G1 G91 Z-5 F100G90 G42 X-40 Y0 F1000G30 I0 J0G37 I10G9 R40 Q0 I0 J-40G30 I60 J0G9 R20 Q0 I60 J20G1 Y-40G30 I90 J-40G9 R10 Q0 I90 J-50 G1 Y0G30 I30 J0G9 R70 Q180 I30 J70G1 Z20G1 X-20 Y0G1 Z-20G3 X-20 Y0 I20 J0G1 Z20G38 I10G1 G40 X-70 Y0G1 Z-20N2:#RPT [N1,N2,3]G0 Z100M30
G30 I J Definición de centro polar. Empleando coordenadas auxiliares y siempreen absolutas.
RQ Radio y ángulo del arco respecto al centro polar.
IJ Define cualquier punto del arco.
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·33·
Eje
mpl
o. F
unci
ón e
spej
o.
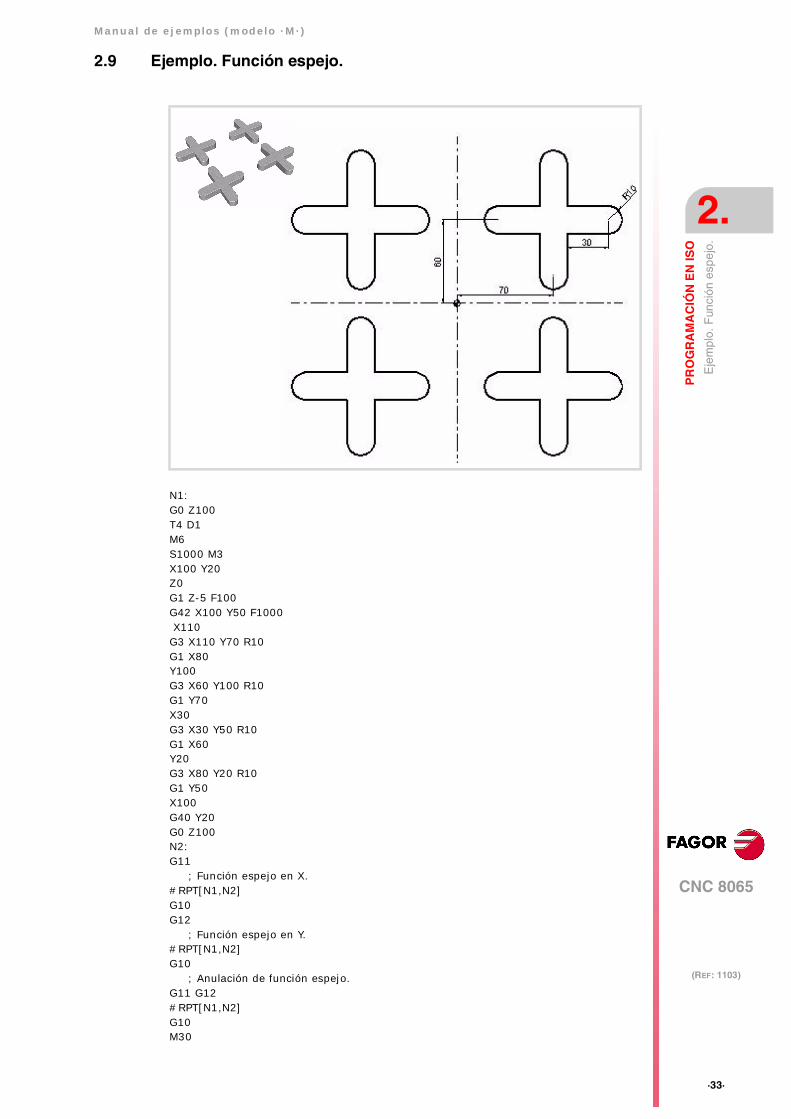
2.9 Ejemplo. Función espejo.
N1:G0 Z100T4 D1M6S1000 M3X100 Y20Z0G1 Z-5 F100G42 X100 Y50 F1000 X110 G3 X110 Y70 R10G1 X80Y100G3 X60 Y100 R10G1 Y70X30G3 X30 Y50 R10G1 X60Y20G3 X80 Y20 R10G1 Y50X100G40 Y20G0 Z100N2:G11
; Función espejo en X.#RPT[N1,N2]G10G12
; Función espejo en Y.#RPT[N1,N2]G10
; Anulación de función espejo.G11 G12#RPT[N1,N2]G10M30

·34·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. G
iro d
e co
orde
nada
s.
2.10 Ejemplo. Giro de coordenadas.
G0 Z100T4 D1M6S1000 M3X120 Y0Z0N3:G1 G91 Z-5 F100G90 G42 X98 Y20 F1000G37 I10N1:Y40G2 X40 Y98 R58G1 X20Y40G2 X-20 Y40 R20G1 Y98G73 Q90
; Giro de coordenadasN2:#RPT[N1,N2,3]G73
; Anula giro de coordenadasG38 I10 G40 X120 Y0N4:#RPT [N3,N4,5]G0 Z100M30
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·35·
Eje
mpl
o. G
iro d
e co
orde
nada
s en
pol
ares
.
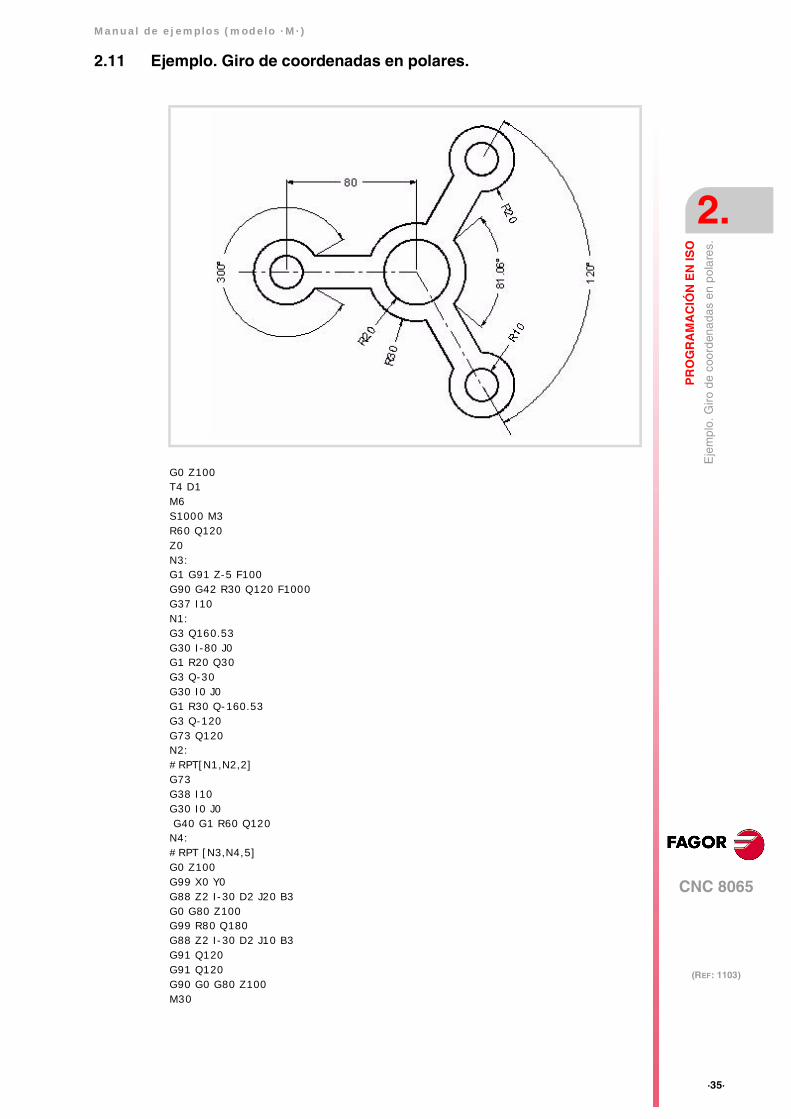
2.11 Ejemplo. Giro de coordenadas en polares.
G0 Z100T4 D1M6S1000 M3R60 Q120Z0N3:G1 G91 Z-5 F100G90 G42 R30 Q120 F1000G37 I10N1:G3 Q160.53G30 I-80 J0G1 R20 Q30G3 Q-30G30 I0 J0G1 R30 Q-160.53G3 Q-120G73 Q120N2:#RPT[N1,N2,2]G73G38 I10G30 I0 J0 G40 G1 R60 Q120N4:#RPT [N3,N4,5]G0 Z100G99 X0 Y0G88 Z2 I-30 D2 J20 B3G0 G80 Z100G99 R80 Q180G88 Z2 I-30 D2 J10 B3G91 Q120G91 Q120G90 G0 G80 Z100M30
·36·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. C
iclo
s fij
os.
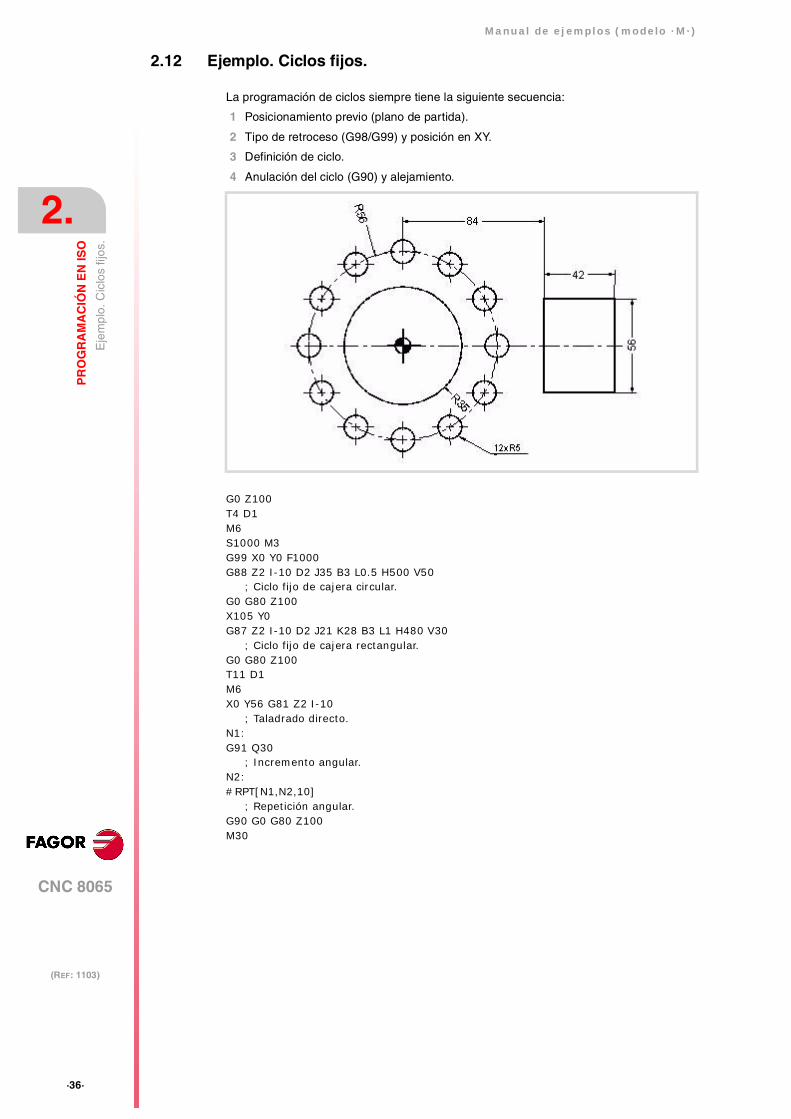
2.12 Ejemplo. Ciclos fijos.
La programación de ciclos siempre tiene la siguiente secuencia:
1 Posicionamiento previo (plano de partida).
2 Tipo de retroceso (G98/G99) y posición en XY.
3 Definición de ciclo.
4 Anulación del ciclo (G90) y alejamiento.
G0 Z100T4 D1M6S1000 M3G99 X0 Y0 F1000G88 Z2 I-10 D2 J35 B3 L0.5 H500 V50
; Ciclo fijo de cajera circular.G0 G80 Z100X105 Y0G87 Z2 I-10 D2 J21 K28 B3 L1 H480 V30
; Ciclo fijo de cajera rectangular.G0 G80 Z100T11 D1M6X0 Y56 G81 Z2 I-10
; Taladrado directo.N1:G91 Q30
; Incremento angular.N2:#RPT[N1,N2,10]
; Repetición angular.G90 G0 G80 Z100M30
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·37·
Eje
mpl
o. C
iclo
fijo
(G
81)
y po
sici
onam
ient
o m
últip
le (
G16
2).
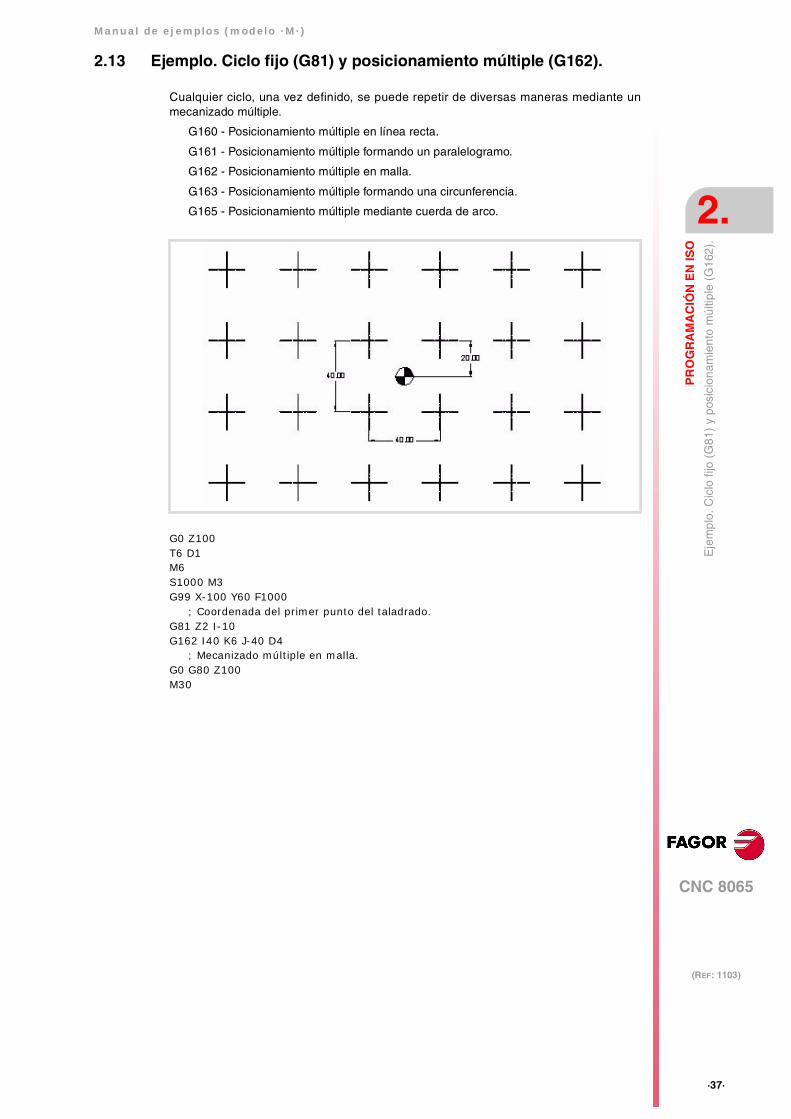
2.13 Ejemplo. Ciclo fijo (G81) y posicionamiento múltiple (G162).
Cualquier ciclo, una vez definido, se puede repetir de diversas maneras mediante unmecanizado múltiple.
G160 - Posicionamiento múltiple en línea recta.
G161 - Posicionamiento múltiple formando un paralelogramo.
G162 - Posicionamiento múltiple en malla.
G163 - Posicionamiento múltiple formando una circunferencia.
G165 - Posicionamiento múltiple mediante cuerda de arco.
G0 Z100T6 D1 M6S1000 M3G99 X-100 Y60 F1000
; Coordenada del primer punto del taladrado.G81 Z2 I-10 G162 I40 K6 J-40 D4
; Mecanizado múltiple en malla.G0 G80 Z100M30

·38·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. C
iclo
fijo
(G
81)
y po
sici
onam
ient
o m
últip
le (
G16
3).
2.14 Ejemplo. Ciclo fijo (G81) y posicionamiento múltiple (G163).
G0 Z100T6 D1 M6S1000 M3G99 X-42.4264 Y-42.4264 F1000
; Coordenada del primer punto del taladrado.G81 Z2 I-10 G163 X42.4264 Y42.4264 I45G0 G80 Z100M30
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N IS
O
2.
(REF: 1103)
·39·
Eje
mpl
o. R
epet
ició
n an
gula
r.
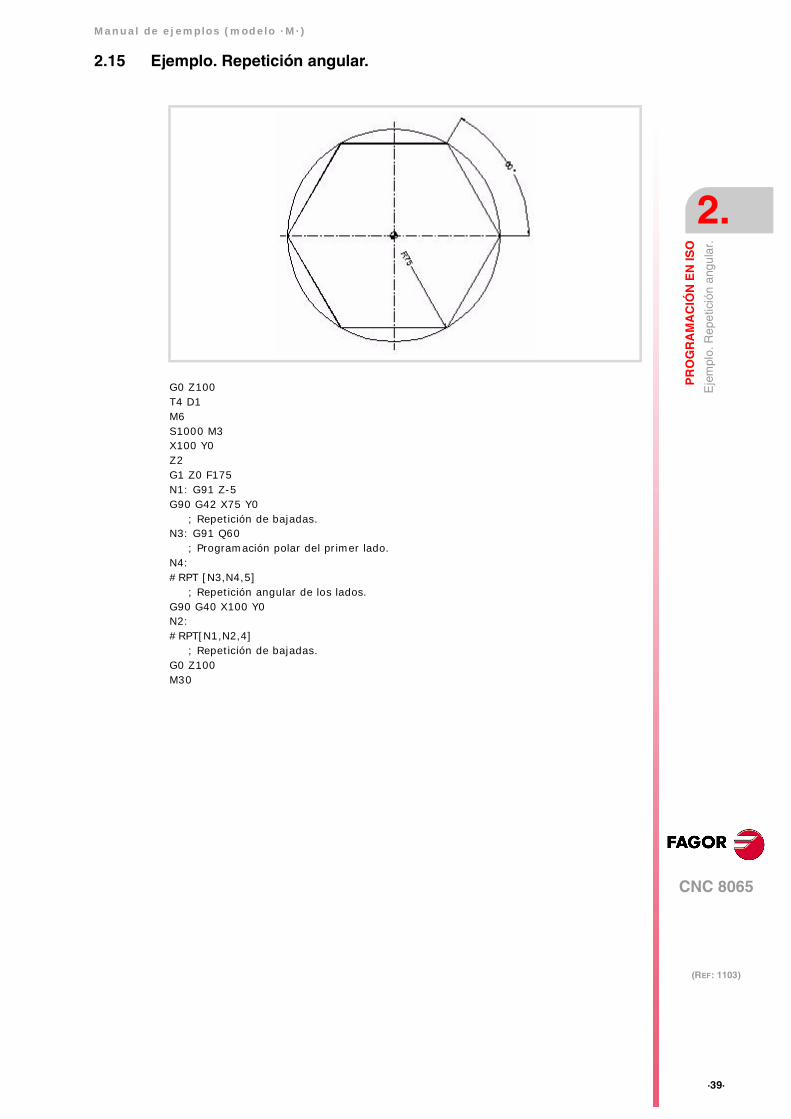
2.15 Ejemplo. Repetición angular.
G0 Z100T4 D1M6S1000 M3X100 Y0Z2G1 Z0 F175N1: G91 Z-5G90 G42 X75 Y0
; Repetición de bajadas.N3: G91 Q60
; Programación polar del primer lado.N4:#RPT [N3,N4,5]
; Repetición angular de los lados.G90 G40 X100 Y0N2:#RPT[N1,N2,4]
; Repetición de bajadas.G0 Z100M30
·40·
Manual de ejemplos (modelo ·M·)
CNC 8065
2.
PR
OG
RA
MA
CIÓ
N E
N IS
O
(REF: 1103)
Eje
mpl
o. R
epet
ició
n an
gula
r.

CNC 8065
(REF: 1103)
3
·41·
PROGRAMACIÓN EN PARAMÉTRICAS.
3.1 Ejercicio. Cuña.
Programar una cuña util izando una asignación de parámetros. Luego, medianteposicionamientos e incrementos, hacer una comparación entre el punto inicial y el punto finala alcanzar. Programar en paramétricas es conveniente cuando se pretende, con un mismoprograma, modificar la asignación de parámetros para obtener las dimensiones deseadas.
Desarrollo del ejercicio.
P100 = 100 ; Longitud en X.P101 = 100 ; Longitud en Y.P102 = 75 ; Desplazamiento en X.P103 = 50 ; Profundidad.P106 = 2G0 Z100 ; Posición en ZT4 D1M6 ; Llamada a la herramientaS1000 M3Y0N1: ; Etiqueta número 1X0Z0G1 XP100 F1000 ; Posición en X inicialG1 G91 XP102 Z-P103G90 YP106G1 Z10N2:P106 = P106+2$IF P106<P101 $GOTO N1 ; Comparación.
; Si P106 es menor que P101 la herramienta vuelve a la etiqueta 1.#RPT[N1,N2] ; Repetición. Ultima pasadaG0 Z100M30
·42·
Manual de ejemplos (modelo ·M·)
CNC 8065
3.
PR
OG
RA
MA
CIÓ
N E
N P
AR
AM
ÉT
RIC
AS
.
(REF: 1103)
Eje
rcic
io. S
emie
sfer
a.
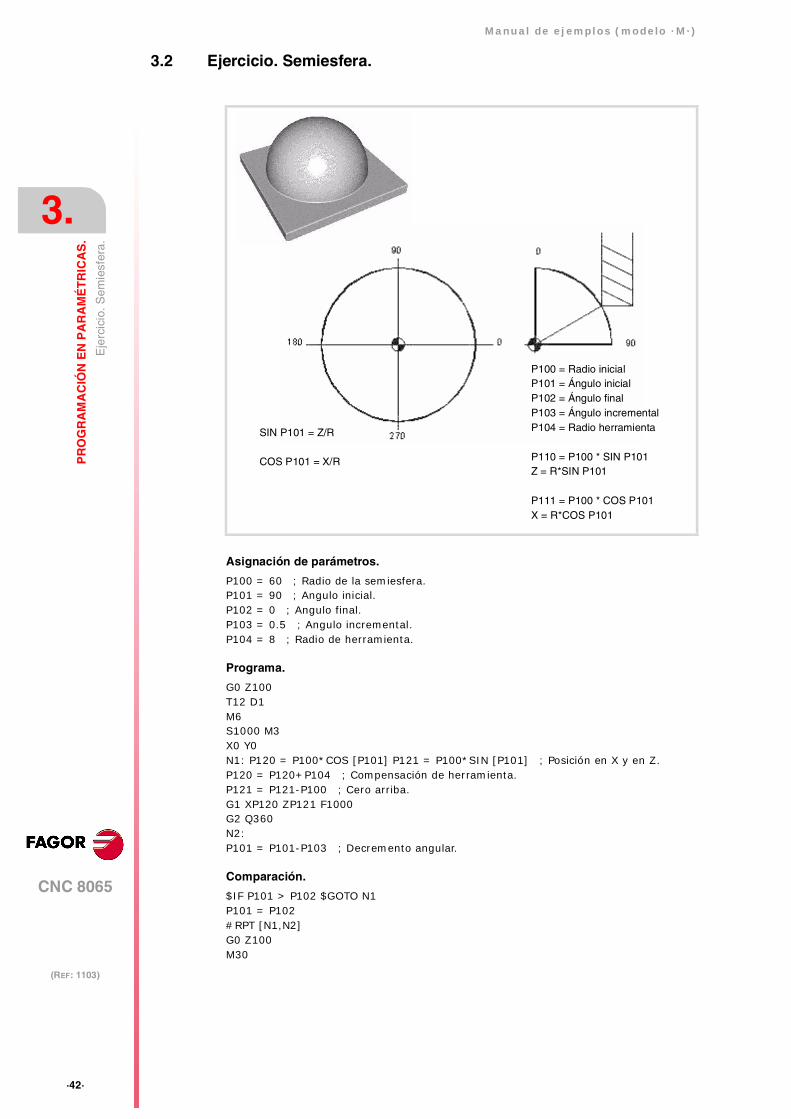
3.2 Ejercicio. Semiesfera.
Asignación de parámetros.
P100 = 60 ; Radio de la semiesfera.P101 = 90 ; Angulo inicial.P102 = 0 ; Angulo final.P103 = 0.5 ; Angulo incremental.P104 = 8 ; Radio de herramienta.
Programa.
G0 Z100T12 D1M6S1000 M3X0 Y0N1: P120 = P100*COS [P101] P121 = P100*SIN [P101] ; Posición en X y en Z.P120 = P120+P104 ; Compensación de herramienta.P121 = P121-P100 ; Cero arriba.G1 XP120 ZP121 F1000G2 Q360N2:P101 = P101-P103 ; Decremento angular.
Comparación.
$IF P101 > P102 $GOTO N1P101 = P102#RPT [N1,N2]G0 Z100M30
P100 = Radio inicialP101 = Ángulo inicialP102 = Ángulo finalP103 = Ángulo incrementalP104 = Radio herramienta
P110 = P100 * SIN P101Z = R*SIN P101
P111 = P100 * COS P101X = R*COS P101
SIN P101 = Z/R
COS P101 = X/R
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N P
AR
AM
ÉT
RIC
AS
.
3.
(REF: 1103)
·43·
Eje
rcic
io. T
oroi
de.
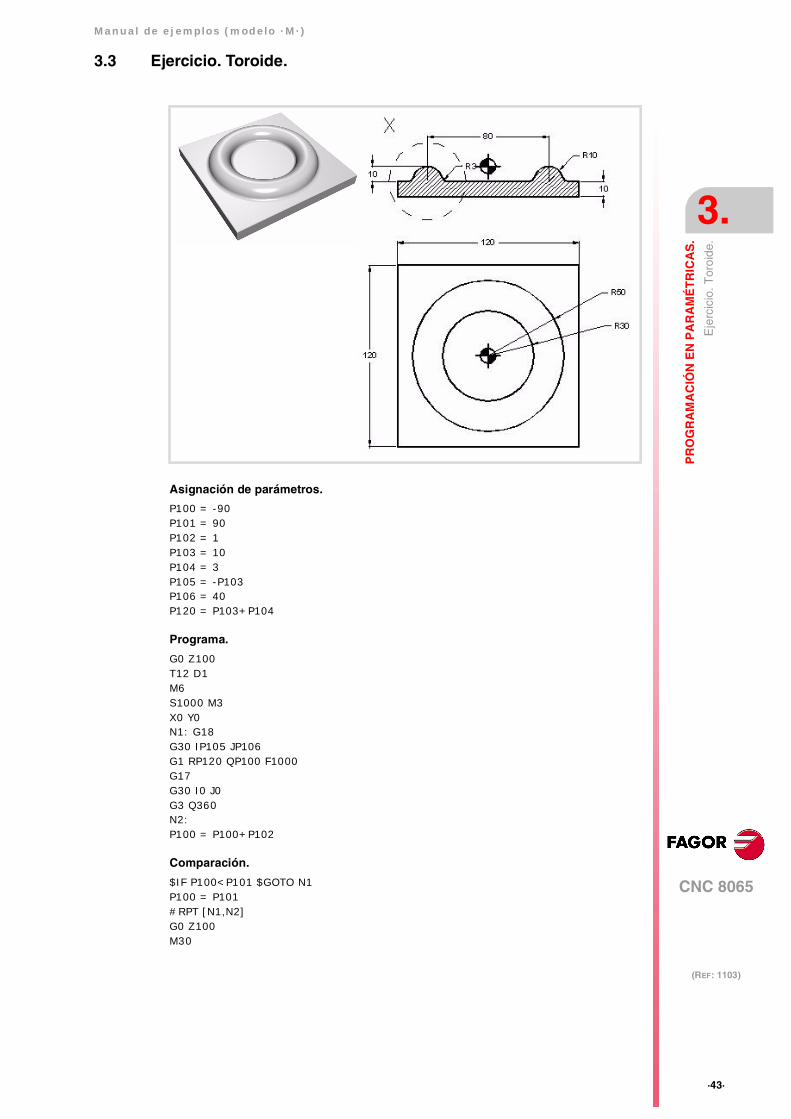
3.3 Ejercicio. Toroide.
Asignación de parámetros.
P100 = -90P101 = 90P102 = 1P103 = 10P104 = 3P105 = -P103P106 = 40P120 = P103+P104
Programa.
G0 Z100T12 D1M6S1000 M3X0 Y0N1: G18G30 IP105 JP106G1 RP120 QP100 F1000G17G30 I0 J0G3 Q360N2:P100 = P100+P102
Comparación.
$IF P100<P101 $GOTO N1P100 = P101#RPT [N1,N2]G0 Z100M30

·44·
Manual de ejemplos (modelo ·M·)
CNC 8065
3.
PR
OG
RA
MA
CIÓ
N E
N P
AR
AM
ÉT
RIC
AS
.
(REF: 1103)
Eje
rcic
io. C
enic
ero.
3.4 Ejercicio. Cenicero.
Asignación de parámetros.
P100 = -90P101 = 90P102 = 1P103 = 10P104 = 3P105 = -P103P106 = 40P120 = P103+P104
Programa.
G0 Z100T12 D1M6S1000 M3X0 Y0N1: G18G30 IP105 JP106G1 RP120 QP100 F1000G17G1 Y20G31 G6 G3 Q90 I20 J20G1 X-20G31 G6 G3 Q180 I-20 J20G1 Y-20G31 G6 G3 Q-90 I-20 J-20G1 X20G31 G6 G3 Q0 I20 J-20G1 Y0N2:P100 = P100+P102
Comparación.
$IF P100<P101 $GOTO N1P100 = P101#RPT [N1,N2]G0 Z100M30
Manual de ejemplos (modelo ·M·)
CNC 8065
PR
OG
RA
MA
CIÓ
N E
N P
AR
AM
ÉT
RIC
AS
.
3.
(REF: 1103)
·45·
Eje
rcic
io. C
ajer
a de
4 la
dos
y 4
radi
os d
istin
tos.
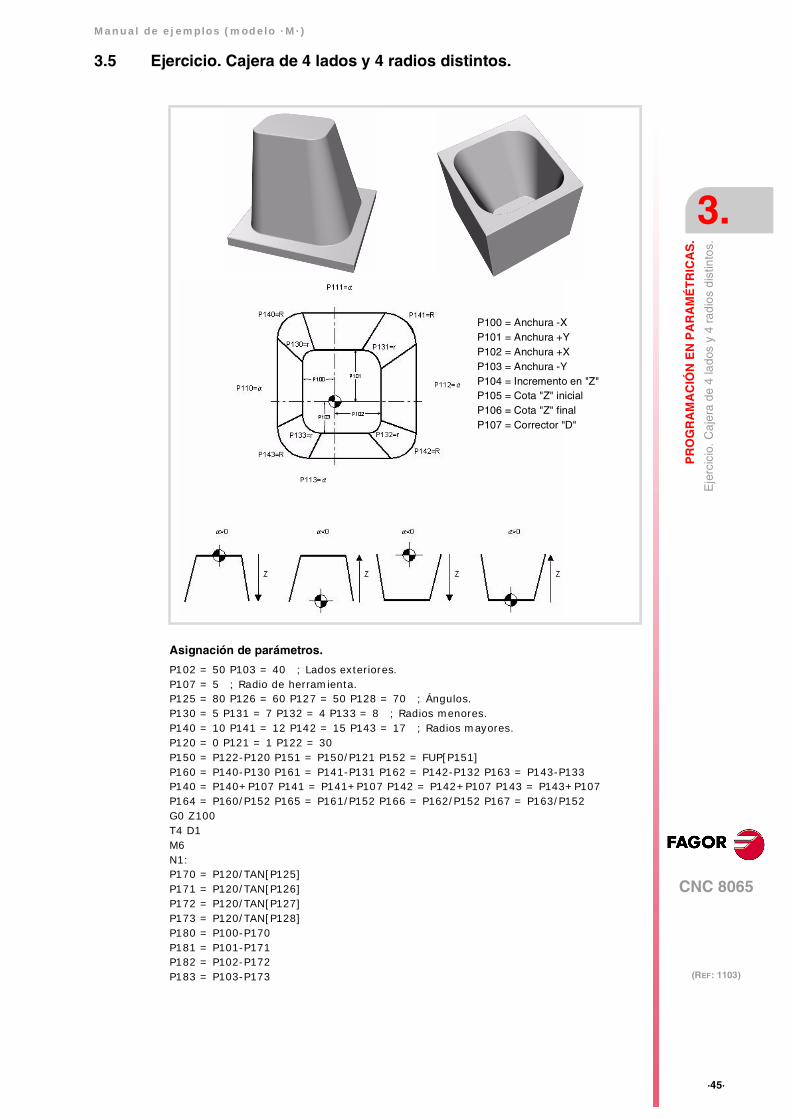
3.5 Ejercicio. Cajera de 4 lados y 4 radios distintos.
Asignación de parámetros.
P102 = 50 P103 = 40 ; Lados exteriores.P107 = 5 ; Radio de herramienta.P125 = 80 P126 = 60 P127 = 50 P128 = 70 ; Ángulos.P130 = 5 P131 = 7 P132 = 4 P133 = 8 ; Radios menores.P140 = 10 P141 = 12 P142 = 15 P143 = 17 ; Radios mayores.P120 = 0 P121 = 1 P122 = 30P150 = P122-P120 P151 = P150/P121 P152 = FUP[P151]P160 = P140-P130 P161 = P141-P131 P162 = P142-P132 P163 = P143-P133P140 = P140+P107 P141 = P141+P107 P142 = P142+P107 P143 = P143+P107P164 = P160/P152 P165 = P161/P152 P166 = P162/P152 P167 = P163/P152G0 Z100T4 D1M6N1: P170 = P120/TAN[P125]P171 = P120/TAN[P126]P172 = P120/TAN[P127]P173 = P120/TAN[P128]P180 = P100-P170P181 = P101-P171P182 = P102-P172P183 = P103-P173
P100 = Anchura -XP101 = Anchura +YP102 = Anchura +XP103 = Anchura -YP104 = Incremento en "Z"P105 = Cota "Z" inicialP106 = Cota "Z" finalP107 = Corrector "D"

·46·
Manual de ejemplos (modelo ·M·)
CNC 8065
3.
PR
OG
RA
MA
CIÓ
N E
N P
AR
AM
ÉT
RIC
AS
.
(REF: 1103)
Eje
rcic
io. C
ajer
a de
4 la
dos
y 4
radi
os d
istin
tos.
Programa.
G01 X-P180 Y0 Z-P120 F2000YP181 G36 IP140XP182 G36 IP141Y-P183 G36 IP142X-P180 G36 IP143 Y0 N2: P120 = P120+P121 P140 = P140-P164 P141 = P141-P165 P142 = P142-P166 P143 = P143-P167
Comparación.
$IF P120<P122 $GOTO N1P120 = P122 P140 = P130+P107 P141 = P131+P107 P142 = P132+P107 P143 = P133+P107#RPT[N1,N2]G00 Z50 M30
Manual de ejemplos (modelo ·M·)
CNC 8065
(REF: 1103)
·47·

·48·
Manual de ejemplos (modelo ·M·)
CNC 8065
(REF: 1103)


















