9- Tratamiento térmico de soldadura en la construcción de centrales hidroeléctricas empleando...
40
TRATAMIENTO TERMICO A SOLDADURAS EN LA TRATAMIENTO TERMICO A SOLDADURAS EN LA TRATAMIENTO TERMICO A SOLDADURAS EN LA TRATAMIENTO TERMICO A SOLDADURAS EN LA CONSTRUCCION DE CENTRALES HIDROELECTRICAS CONSTRUCCION DE CENTRALES HIDROELECTRICAS CONSTRUCCION DE CENTRALES HIDROELECTRICAS CONSTRUCCION DE CENTRALES HIDROELECTRICAS EMPLEANDO CALENTAMIENTO POR INDUCCION EMPLEANDO CALENTAMIENTO POR INDUCCION EMPLEANDO CALENTAMIENTO POR INDUCCION EMPLEANDO CALENTAMIENTO POR INDUCCION
Transcript of 9- Tratamiento térmico de soldadura en la construcción de centrales hidroeléctricas empleando...

TRATAMIENTO TERMICO A SOLDADURAS EN LA TRATAMIENTO TERMICO A SOLDADURAS EN LA TRATAMIENTO TERMICO A SOLDADURAS EN LA TRATAMIENTO TERMICO A SOLDADURAS EN LA CONSTRUCCION DE CENTRALES HIDROELECTRICAS CONSTRUCCION DE CENTRALES HIDROELECTRICAS CONSTRUCCION DE CENTRALES HIDROELECTRICAS CONSTRUCCION DE CENTRALES HIDROELECTRICAS
EMPLEANDO CALENTAMIENTO POR INDUCCIONEMPLEANDO CALENTAMIENTO POR INDUCCIONEMPLEANDO CALENTAMIENTO POR INDUCCIONEMPLEANDO CALENTAMIENTO POR INDUCCION

Precalentamiento
Los códigos, estándares y especificaciones dependiendo de los espesores y materiales, solicitan realizar precalentamientos a los materiales base antes de realizar un armado o soldadura definitiva.
Este procedimiento consiste en aplicar calor de forma controlada, con flama, resistencias o por INDUCCIONINDUCCIONINDUCCIONINDUCCION

1.- El precalentamiento es la principal defensa contra la Fisuración Inducida por Hidrogeno (FIH) permitiendo a este difundir fuera del metal de soldadura.
2.- Disminuye la velocidad de enfriamiento del metal de soldadura y de la ZAC, el resultado es una microestructura más dúctil y resistente a la fisuración.
3.- Disminuye algo las Tensiones Residuales al reducir la diferencia de temperatura entre el Metal de Soldadura y el material base minimizando la contracción
4.- Compensa las perdidas de calor en secciones gruesas de acero evitando fallas por falta de fusión del Material Base.
5.- Reduce la porosidad debida a la presencia de humedad

Tratamiento Térmico Post Soldadura
Este también esta dado por los Códigos,Estándares o Especificaciones. El tratamientotérmico consiste en calentar la junta soldada auna temperatura determinada, mantener estatemperatura durante un tiempo mínimo y luegoenfriarlo a la velocidad conveniente. Con esto seconsigue una estructura de mejor dureza ymaquinabilidad eliminar tensiones internas yevitar deformaciones después del mecanizado....

1) Disminuye la dureza de la ZAC, metal de soldadura y material base. El resultado es una microestructura mas dúctil y resistente a la
Fisuración.
2) Aumenta la resistencia a la corrosión y a la fisuración por Corrosión bajo Tensión.
3) Se utiliza para relevar las tensiones residuales que pudieran haber quedado como consecuencia de un proceso de soldadura.
1) La velocidad de Calentamiento a partir de cierta Temperatura Especifica.
2) La Temperatura de TTPS o Temperatura de Mantenimiento.
3) El Tiempo a la Temperatura de Mantenimiento....
4) La Velocidad de Enfriamiento hasta cierta Temperatura Específica.

� Que es El calentamiento y/o TT, por inducción electromagnética es un método para suministrar calor en forma rápida, consistente, limpia, controlable y eficiente.
Una corriente eléctrica que circula por un conductor en forma de bobina (inductor) genera un campo magnético en sus alrededores como se indica en la figura 1. La mayor intensidad del campo se da en el núcleo de la bobina, y depende de la fuerza de la corriente de excitación y del número de espiras de la bobina.


Las ventajas principales del calentamiento y TT por inducción se resumen en:
• Ausencia de contacto físico
• Generación del calentamiento en el lugar requerido
• Ausencia de pérdidas en transferencias calóricas
• Rapidez y precisión
• Fácil automatización y control del ciclo de trabajo
Las aplicaciones más difundidas del calentamiento y TT por inducción son las siguientes:
• Precalentamiento
• Control de temperatura entre pases
• Liberación de Hidrogeno en las soldaduras.
• Relevo de esfuerzos en soldaduras

� En talleres de prefabricación

� En líneas de Tubería (Gasoductos, oleoductos, poliductos, etc).

� En plantas de Generación de Energía y Refinerías

� Construcciones Navales

� Estructuras Metálicas

Este sistema se utiliza para realizar precalentamiento hasta temperaturas < < < < 400 ooooF (204 204 204 204 oCoCoCoC ))))
Fuente de Fuente de Fuente de Fuente de Poder Poder Poder Poder ProHeatProHeatProHeatProHeat35353535
Mantas de Inducción Mantas de Inducción Mantas de Inducción Mantas de Inducción con Mangascon Mangascon Mangascon Mangas
Cable de extensión TC Cable de extensión TC Cable de extensión TC Cable de extensión TC
Cable de Cable de Cable de Cable de extensión de extensión de extensión de extensión de Energía Energía Energía Energía

Fuente de Fuente de Fuente de Fuente de Poder Poder Poder Poder ProHeatProHeatProHeatProHeat 35353535
RegistradorRegistradorRegistradorRegistrador
Cable de extensión TC Cable de extensión TC Cable de extensión TC Cable de extensión TC
Cable de Fuerza con Cable de Fuerza con Cable de Fuerza con Cable de Fuerza con refrigeración Liquidarefrigeración Liquidarefrigeración Liquidarefrigeración Liquida
Cable de Calefacción con Cable de Calefacción con Cable de Calefacción con Cable de Calefacción con refrigeración Liquidarefrigeración Liquidarefrigeración Liquidarefrigeración Liquida
Manta de AislamientoManta de AislamientoManta de AislamientoManta de Aislamiento


� Bajo costos en los consumibles
� Facilidad en el armado de las mantas y cables
� Alta seguridad
� Calentamiento uniforme
� Disminución de Tiempo para la realización del tratamiento térmico.
� Alta velocidad para alcanzar la temperatura de precalentamiento requerida

� Solo requiere de las mantas y los cables de calefacción
INDUCCIONINDUCCIONINDUCCIONINDUCCION
RRRREEEESSSSIIIISSSSTTTTEEEENNNNCCCCIIIIAAAASSSS

RRRREEEESSSSIIIISSSSTTTTEEEENNNNCCCCIIIIAAAASSSS
INDUCCIONINDUCCIONINDUCCIONINDUCCION

INDUCCION RESISTENCIAS

Equipo Proheat 35 Equipo Resistencias
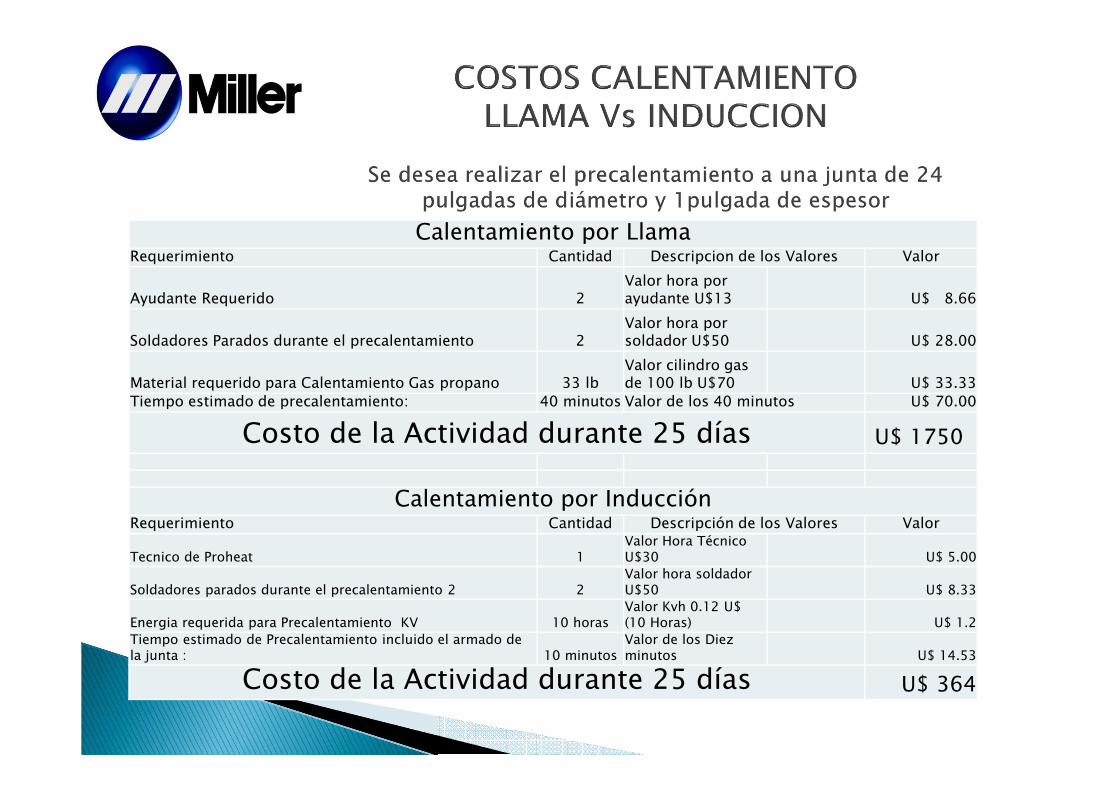
Calentamiento por LlamaRequerimiento Cantidad Descripcion de los Valores Valor
Ayudante Requerido 2Valor hora por ayudante U$13 U$ 8.66
Soldadores Parados durante el precalentamiento 2Valor hora por soldador U$50 U$ 28.00
Material requerido para Calentamiento Gas propano 33 lbValor cilindro gas de 100 lb U$70 U$ 33.33
Tiempo estimado de precalentamiento: 40 minutos Valor de los 40 minutos U$ 70.00
Costo de la Actividad durante 25 días U$ 1750
Calentamiento por InducciónRequerimiento Cantidad Descripción de los Valores Valor
Tecnico de Proheat 1Valor Hora Técnico U$30 U$ 5.00
Soldadores parados durante el precalentamiento 2 2Valor hora soldador U$50 U$ 8.33
Energia requerida para Precalentamiento KV 10 horasValor Kvh 0.12 U$ (10 Horas) U$ 1.2
Tiempo estimado de Precalentamiento incluido el armado de la junta : 10 minutos
Valor de los Diez minutos U$ 14.53
Costo de la Actividad durante 25 días U$ 364
MATERIAL BASE: ACERO EN 10028-3-P460NH
DIAMETRO DE LA TUBERIA: 1.25 MTS Y 2.10 MTS
LONGUITUD DEL BLINDAJE: 150 MTS
ESPESOR DE LA TUBERIA: 30 MM
PROCESO DE SOLDADURA UTILIZADO: SAW Y FCAW
EQUIPO UTILZADO PARA TTPS: PROHEAT 35
CODIGO UTILIZADO: ASME SECCION I

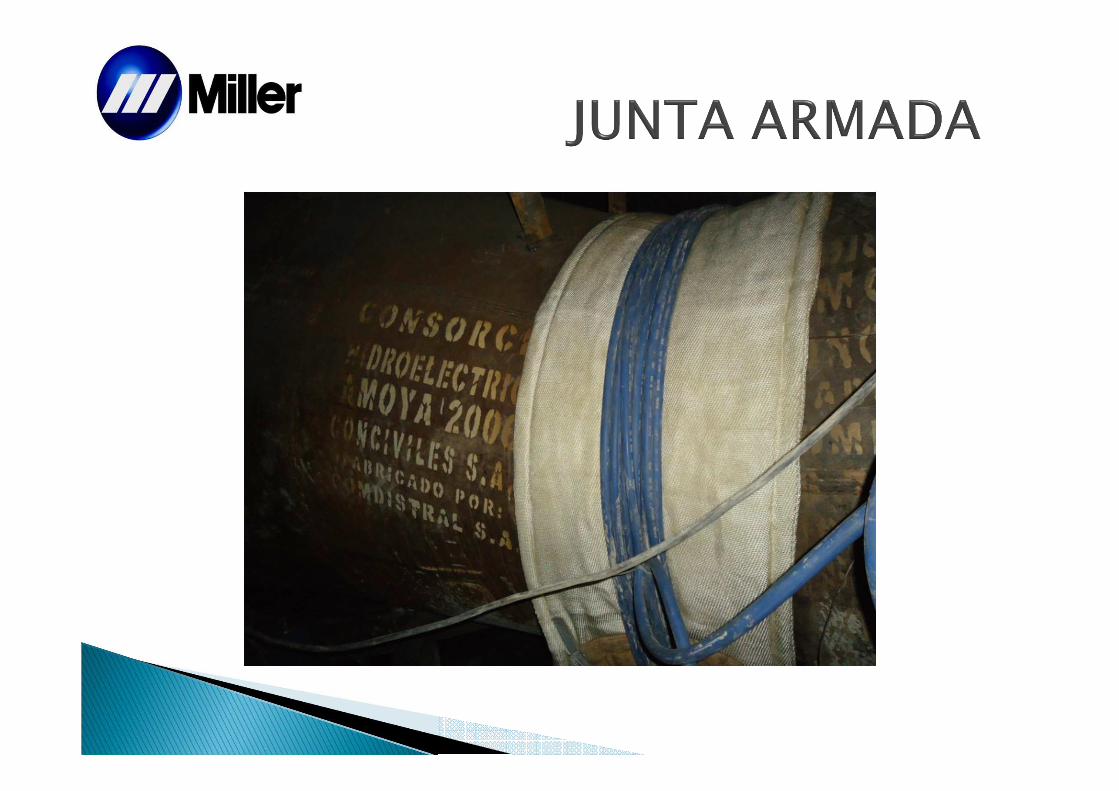
FOTOS TUBERIA BLINDAJE DIAMETRO 2.50 MTS, ESPESOR 30 MM

150 mts de Blindaje

TTPS REALIZADO EN CENTRAL HIDROELECTRICA DE AMOYA








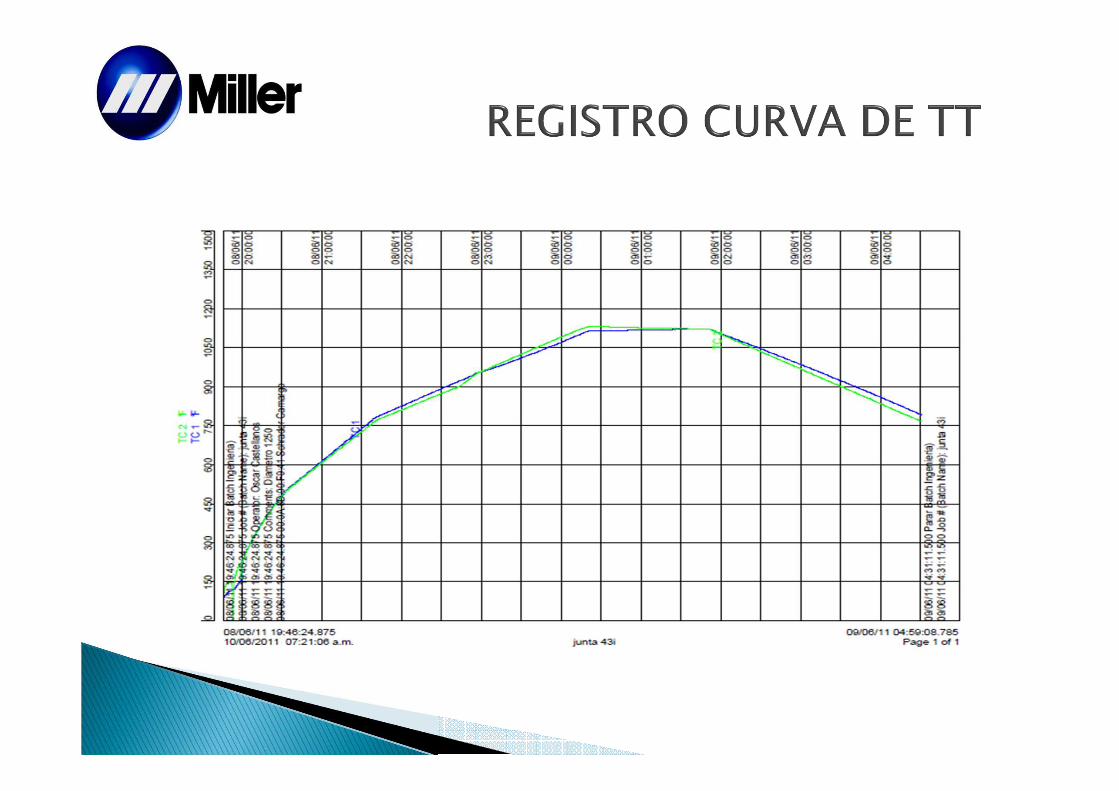
� Primera Etapa: Temperatura de Calentamiento primera fase 450F (Tiempo gastado por la maquina 40 minutos)
� Segunda Etapa Alcanzar Temperatura de 750F en una horas (subir 150F cada 1/2 Hora)
� Tercera Etapa Alcanzar Temperatura de sostenimiento a 1100F y sostener por 1hora y 20 minutos
� Cuarta Etapa Iniciar Enfriamiento Controlado hasta 800 F, y apagar maquina
� Tiempo Total: Entre Armados y ejecución del TT 10 horas.


Para consultar los artículos desarrollados y comentarios de nuestros clientes los pueden hacer de la siguiente manera:
1 -Buscar la pagina Web www.millerwelds.com
2 -Cliquear Resources y luego
3- Cliquear Articles

PREGUNTAS