Aceros de alto carbono (2)
51
1 INSTITUTO TECNOLÓGICO DE TAPACHULA TECNOLOGIA DE LOS MATERIALES 2do SEMESTRE GRUPO “A” Catedrático: Ana María Sonnemann Maret Equipo: 1 ACEROS DE ALTO CARBONO INTEGRANTES DE EQUIPO: Castillo Díaz Alex Froylan Díaz Fiallo Marco Antonio Tercero Hernández Hernán A 05 de Noviembre De 2014
-
Upload
jorge-poumian -
Category
Environment
-
view
594 -
download
0
Transcript of Aceros de alto carbono (2)

1
INSTITUTO TECNOLÓGICO
DE TAPACHULA
TECNOLOGIA DE LOS MATERIALES
2do SEMESTRE
GRUPO “A”
Catedrático: Ana María Sonnemann Maret
Equipo: 1
ACEROS DE ALTO CARBONO
INTEGRANTES DE EQUIPO:
Castillo Díaz Alex Froylan
Díaz Fiallo Marco Antonio
Tercero Hernández Hernán
A 05 de Noviembre De 2014

2
Índice pág. 1.- Introducción……………………………………………………
2.- Historia………………………………………………………..
3.- Características mecánicas y tecnológicas del acero………
4.- Formación del acero. Diagrama hierro-carbono (Fe-C)….
5.- Elementos aleantes del acero y mejoras obtenidas con la aleación….
6.- Impurezas en el acero…………………
7.- Desgaste…………………………..
8.- Tratamientos térmicos……………………
9.- Acero laminado……………….
10.- Acero forjado………………………….
12.- Diagrama de Hasse……………
13.1.- Diagrama Tensión-Deformación….
13.2.- Límite elástico y Resistencia a la tracción………
13.3.- Módulo de elasticidad longitudinal o Módulo de Young…..
13.4.- Soldabilidad………………………………………..
13.5.- Acero de horno eléctrico………..
13.6.- Clasificación del acero………..
13.7.- Técnicas y métodos de obtención del acero…
13.8.- La producción de acero……..
3
Introducción
Según la norma UNE EN 10020:2001 define al acero como aquel material en el
que el hierro es el elemento predominante, el contenido en carbono es,
generalmente inferior al 2% y contiene además a otros elementos.
El límite superior del 2% en el contenido de carbono (C) es el límite que separa al
acero de la fundición. En general, un aumento del contenido de carbono en el
acero eleva su resistencia a la tracción, pero como contrapartida incrementa su
fragilidad en frío y hace que disminuya la tenacidad y la ductilidad. En función de
este porcentaje, los aceros se pueden clasificar de la siguiente manera:
- Aceros dulces: Cuando el porcentaje de carbono es del 0,25% máximo. Estos
aceros tienen una resistencia última de rotura en el rango de 48-55 kg/mm2 y una
dureza Brinell en el entorno de 135-160 HB. Son aceros que presentan una buena
soldabilidad aplicando la técnica adecuada.
- Aceros semidulces: El porcentaje de carbono está en el entorno del 0,35%.
Tiene una resistencia última a la rotura de 55-62 kg/mm2 y una dureza Brinell de
150-170 HB. Estos aceros bajo un tratamiento térmico por templado pueden
alcanzar una resistencia mecánica de hasta 80 kg/mm2 y una dureza de 215-245
HB.
Aplicaciones: Ejes, elementos de maquinaria, piezas resistentes y tenaces,
pernos, tornillos, herrajes.
- Aceros semiduro: Si el porcentaje de carbono es del 0,45%. Tienen una
resistencia a la rotura de 62-70 kg/mm2 y una dureza de 280 HB. Después de
someterlos a un tratamiento de templado su resistencia mecánica puede aumentar
hasta alcanzar los 90 kg/mm2.
Aplicaciones: Ejes y elementos de máquinas, piezas bastante resistentes,
cilindros de motores de explosión, transmisiones, etc.
- Aceros duro: El porcentaje de carbono es del 0,55%. Tienen una resistencia
mecánica de 70-75 kg/mm2, y una dureza Brinell de 200-220 HB. Bajo un
tratamiento de templado estos aceros pueden alcanzar un valor de resistencia de
100 kg/mm2 y una dureza de 275-300 HB.
Aplicaciones: Ejes, transmisiones, tensores y piezas regularmente cargadas y
de espesores no muy elevados.
4
Historia
No se conoce la fecha exacta en que se descubrió la técnica de fundir mineral de
hierro para producir un metal susceptible de ser utilizado. Los primeros úti les de
hierro descubiertos datan del año 3000 a. C. pero se sabe que antes ya se
empleaba este mineral para hacer adornos de hierro. Los griegos descubrieron
hacia el 1000 a. C. una técnica para endurecer las armas de hierro mediante un
tratamiento térmico.
Todas las aleaciones de hierro fabricadas hasta el siglo XIV d.c se clasifican en la
actualidad como hierro forjado. Para obtener estas aleaciones, se calentaba en un
horno una masa de mineral de hierro y carbón vegetal. Mediante este tratamiento
se reducía el mineral a una masa esponjosa de hierro llena de escoria formada por
impurezas metálicas y cenizas de carbón vegetal. Esta masa esponjosa se
retiraba mientras permanecía incandescente y se golpeaba con pesados martillos
para eliminar la escoria y darle una determinada forma. El hierro que se producía
en estas condiciones solía tener un 3% de partículas de escoria y un 0,1% de
otras impurezas. En algunas ocasiones, y por error, solían producir autentico
acero en lugar de hierro forjado. Los artesanos del hierro acabaron por aprender a
fabricar acero, calentando hierro forjado y carbón vegetal en un recipiente de
arcilla durante varios días, con lo que el hierro absorbía suficiente carbono para
convertirse en acero.
Después del siglo XIV se aumento el tamaño de los hornos empleados para fundir.
En estos hornos, el mineral de hierro de la parte superior se convertía en hierro
metálico y a continuación absorbía más corbono debido a los gases que lo
atravesaban. Como resultado daba arrabio, un metal que funde a temperatura
menor que el hierro y el acero. Posteriormente se refinaba el arrabio para obtener
acero.
En la producción moderna de acero se emplean altos hornos que son modelos
perfeccionados de los que se usaban antiguamente. El arrabio se refina mediante
chorros de aire. Este invento de debe a un bri tánico llamado Henry Bessemer, que
en 1855 desarrollo este inventó. Desde 1960 funcionan varios mini hornos que
emplean electricidad para la producción de acero a partir de chatarra pero las
instalaciones de altos hornos son esenciales para producir acero a partir de
mineral de hierro.

5
Características mecánicas y tecnológicas del acero
Representación de la inestabilidad lateral bajo la acción de una fuerza ejercida
sobre una viga de acero.
Aunque es difícil establecer las propiedades físicas y mecánicas del acero debido
a que estas varían con los ajustes en su composición y los diversos tratamientos
térmicos, químicos o mecánicos, con los que pueden conseguirse aceros con
combinaciones de características adecuadas para infinidad de aplicaciones, se
pueden citar algunas propiedades genéricas:
Su densidad media es de 7850 kg/m³.
En función de la temperatura el acero se puede contraer, dilatar o fundir.
El punto de fusión del acero depende del tipo de aleación y los porcentajes
de elementos aleantes. El de su componente principal, el hierro es de
alrededor de 1.510 °C en estado puro (sin alear), sin embargo el acero
presenta frecuentemente temperaturas de fusión de alrededor de 1.375 °C,
y en general la temperatura necesaria para la fusión aumenta a medida que
se aumenta el porcentaje de carbono y de otros aleantes. (excepto las
aleaciones eutécticasque funden de golpe). Por otra parte el acero rápido
funde a 1.650 °C.15
Su punto de ebullición es de alrededor de 3.000 °C.16
Es un material muy tenaz, especialmente en alguna de las aleaciones
usadas para fabricar herramientas.
Relativamente dúctil. Con él se obtienen hilos delgados llamados alambres.
Es maleable. Se pueden obtener láminas delgadas llamadas hojalata. La
hojalata es una lámina de acero, de entre 0,5 y 0,12 mm de espesor,
recubierta, generalmente de forma electrolítica, por estaño.

6
Permite una buena mecanización en máquinas herramientas antes de
recibir un tratamiento térmico.
Algunas composiciones y formas del acero mantienen mayor memoria, y se
deforman al sobrepasar su límite elástico.
La dureza de los aceros varía entre la del hierro y la que se puede lograr
mediante su aleación u otros procedimientos térmicos o químicos entre los
cuales quizá el más conocido sea el templado del acero, aplicable a aceros
con alto contenido en carbono, que permite, cuando es superficial,
conservar un núcleo tenaz en la pieza que evite fracturas frágiles. Aceros
típicos con un alto grado de dureza superficial son los que se emplean en
las herramientas de mecanizado, denominados aceros rápidos que
contienen cantidades significativas
de cromo, wolframio, molibdeno y vanadio. Los ensayos tecnológicos para
medir la dureza son Brinell, Vickers y Rockwell, entre otros.
Se puede soldar con facilidad.
La corrosión es la mayor desventaja de los aceros ya que el hierro
se oxida con suma facilidad incrementando su volumen y provocando
grietas superficiales que posibilitan el progreso de la oxidación hasta que se
consume la pieza por completo. Tradicionalmente los aceros se han venido
protegiendo mediante tratamientos superficiales diversos. Si bien existen
aleaciones con resistencia a la corrosión mejorada como los aceros de
construcción «corten» aptos para intemperie (en ciertos ambientes) o
los aceros inoxidables.
Posee una alta conductividad eléctrica. Aunque depende de su composición
es aproximadamente de17 3 · 106 S/m. En las líneas aéreas de alta
tensiónse utilizan con frecuencia conductores de aluminio con alma de
acero proporcionando éste último la resistencia mecánica necesaria para
incrementar los vanos entre la torres y optimizar el coste de la instalación.
Se utiliza para la fabricación de imanes permanentes artificiales, ya que una
pieza de acero imantada no pierde su imantación si no se la calienta hasta
cierta temperatura. La magnetización artificial se hace por contacto,
inducción o mediante procedimientos eléctricos. En lo que respecta al acero
inoxidable, al acero inoxidable ferrítico sí se le pega el imán, pero al acero
inoxidable austenítico no se le pega el imán ya que la fase del hierro
conocida como austenita no es atraída por los imanes. Los aceros
inoxidables contienen principalmente níquel y cromo en porcentajes del
orden del 10 % además de algunos aleantes en menor proporción.

7
Un aumento de la temperatura en un elemento de acero provoca un
aumento en la longitud del mismo. Este aumento en la longitud puede
valorarse por la expresión: δL = α δ t° L, siendo a el coeficiente de
dilatación, que para el acero vale aproximadamente 1,2 · 10−5 (es decir α =
0,000012). Si existe libertad de dilatación no se plantean grandes
problemas subsidiarios, pero si esta dilatación está impedida en mayor o
menor grado por el resto de los componentes de la estructura, aparecen
esfuerzos complementarios que hay que tener en cuenta. El acero se dilata
y se contrae según un coeficiente de dilatación similar al coeficiente de
dilatación del hormigón, por lo que resulta muy útil su uso simultáneo en la
construcción, formando un material compuesto que se denomina hormigón
armado.18 El acero da una falsa sensación de seguridad al ser
incombustible, pero sus propiedades mecánicas fundamentales se ven
gravemente afectadas por las altas temperaturas que pueden alcanzar los
perfiles en el transcurso de un incendio.
Normalización de las diferentes clases de acero
Llave de acero aleado para herramientas o acero al cromo-vanadio.
Para homogeneizar las distintas variedades de acero que se pueden producir,
existen sistemas de normas que regulan la composición de los aceros y las
prestaciones de los mismos en cada país, en cada fabricante de acero, y en
muchos casos en los mayores consumidores de aceros.
Por ejemplo, en España están regulados por la norma UNE-EN 10020:2001 y
antiguamente estaban reguladas por la norma UNE-36010, ambas editadas
por AENOR.
Existen otras normas reguladoras del acero, como la clasificación de AISI (de uso
mucho más extendido internacionalmente), ASTM, DIN, o la ISO 3506.
8
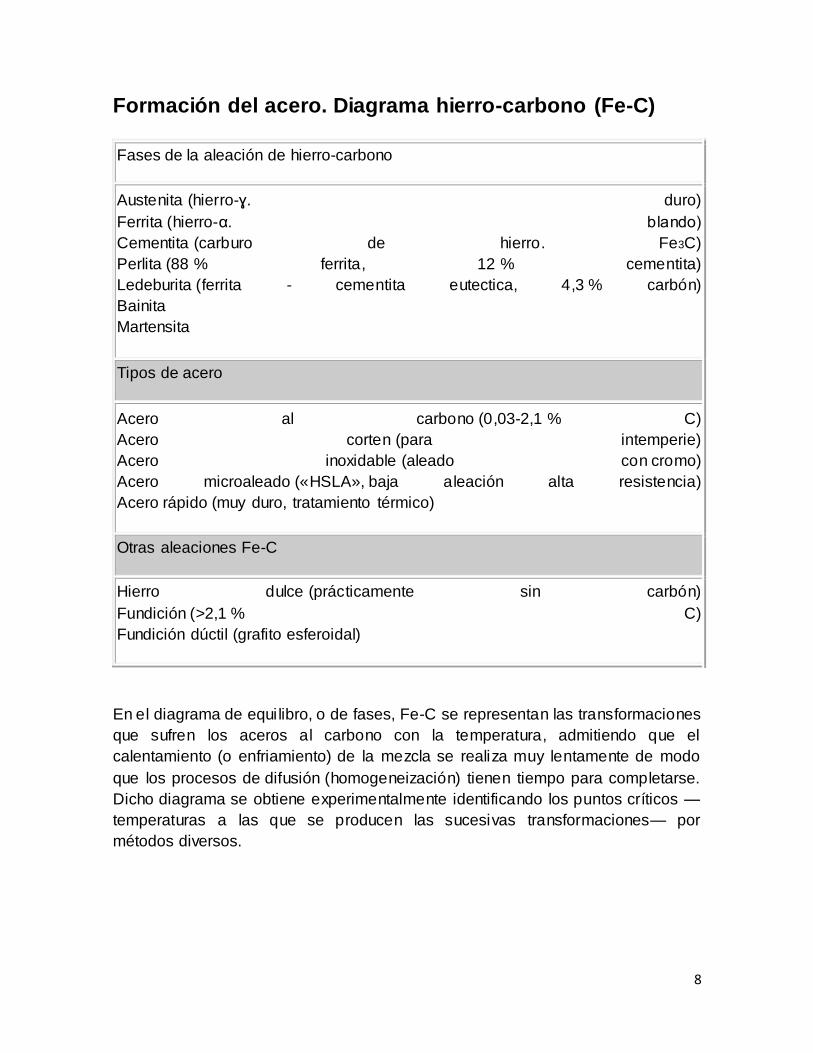
Formación del acero. Diagrama hierro-carbono (Fe-C)
En el diagrama de equilibro, o de fases, Fe-C se representan las transformaciones
que sufren los aceros al carbono con la temperatura, admitiendo que el
calentamiento (o enfriamiento) de la mezcla se realiza muy lentamente de modo
que los procesos de difusión (homogeneización) tienen tiempo para completarse.
Dicho diagrama se obtiene experimentalmente identificando los puntos críticos —
temperaturas a las que se producen las sucesivas transformaciones— por
métodos diversos.
Fases de la aleación de hierro-carbono
Austenita (hierro-ɣ. duro)
Ferrita (hierro-α. blando)
Cementita (carburo de hierro. Fe3C)
Perlita (88 % ferrita, 12 % cementita)
Ledeburita (ferrita - cementita eutectica, 4,3 % carbón)
Bainita
Martensita
Tipos de acero
Acero al carbono (0,03-2,1 % C)
Acero corten (para intemperie)
Acero inoxidable (aleado con cromo)
Acero microaleado («HSLA», baja aleación alta resistencia)
Acero rápido (muy duro, tratamiento térmico)
Otras aleaciones Fe-C
Hierro dulce (prácticamente sin carbón)
Fundición (>2,1 % C)
Fundición dúctil (grafito esferoidal)

9
Elementos aleantes del acero y mejoras obtenidas con la
aleación
Las clasificaciones normalizadas de aceros como la AISI, ASTM y UNS,
establecen valores mínimos o máximos para cada tipo de elemento. Estos
elementos se agregan para obtener unas características determinadas
como templabilidad, resistencia mecánica, dureza, tenacidad, resistencia
al desgaste,soldabilidad o maquinabilidad.21 A continuación se listan algunos de
los efectos de los elementos aleantes en el hacer.
Aluminio: se usa en algunos aceros de nitruración al Cr-Al-Mo de alta
dureza en concentraciones cercanas al 1 % y en porcentajes inferiores al
0,008 % como desoxidante en aceros de alta aleación.
Boro: en muy pequeñas cantidades (del 0,001 al 0,006 %) aumenta la
templabilidad sin reducir la maquinabilidad, pues se combina con el carbono
para formar carburos proporcionando un revestimiento duro. Es usado en
aceros de baja aleación en aplicaciones como cuchillas de arado y
alambres de alta ductilidad y dureza superficial. Utilizado también como
trampa de nitrógeno, especialmente en aceros para trefilación, para obtener
valores de N menores a 80 ppm.
Cobalto: muy endurecedor. Disminuye la templabilidad. Mejora la
resistencia y la dureza en caliente. Es un elemento poco habitual en los
aceros. Aumenta las propiedades magnéticas de los aceros. Se usa en los
aceros rápidos para herramientas y en aceros refractarios.
Cromo: Forma carburos muy duros y comunica al acero mayor dureza,
resistencia y tenacidad a cualquier temperatura. Solo o aleado con otros
elementos, mejora la resistencia a la corrosión. Aumenta la profundidad de
penetración del endurecimiento por tratamiento termoquímico como
la carburación o la nitruración. Se usa en aceros inoxidables, aceros para
herramientas y refractarios. También se utiliza en revQEestimientos
embellecedores o recubrimientos duros de gran resistencia al desgaste,
como émbolos, ejes, etc.

10
Molibdeno: es un elemento habitual del acero y aumenta mucho la
profundidad de endurecimiento de acero, así como su tenacidad. Los
aceros inoxidables austeníticos contienen molibdeno para mejorar la
resistencia a la corrosión.
Nitrógeno: se agrega a algunos aceros para promover la formación
de austenita.
Níquel: es un elemento gammageno permitiendo una estructura austenítica
a temperatura ambiente, que aumenta la tenacidad y resistencia al impacto.
El níquel se utiliza mucho para producir acero inoxidable, porque aumenta
la resistencia a la corrosión.
Plomo: el plomo no se combina con el acero, se encuentra en él en forma
de pequeñísimos glóbulos, como si estuviese emulsionado, lo que favorece
la fácil mecanización por arranque de viruta, (torneado, cepillado, taladrado,
etc.) ya que el plomo es un buen lubricante de corte, el porcentaje oscila
entre 0,15 % y 0,30 % debiendo limitarse el contenido de carbono a valores
inferiores al 0,5 % debido a que dificulta el templado y disminuye la
tenacidad en caliente. Se añade a algunos aceros para mejorar mucho la
maquinabilidad.
Silicio: aumenta moderadamente la templabilidad. Se usa como elemento
desoxidante. Aumenta la resistencia de los aceros bajos en carbono.
Titanio: se usa para estabilizar y desoxidar el acero, mantiene estables las
propiedades del acero a alta temperatura. Se uti liza su gran afinidad con el
Carbono para evitar la formación de carburo de hierro al soldar acero.
Wolframio: también conocido como tungsteno. Forma con el hierro carburos
muy complejos estables y durísimos, soportando bien altas temperaturas.
En porcentajes del 14 al 18 %, proporciona aceros rápidos con los que es
posible triplicar la velocidad de corte de los aceros al carbono para
herramientas.
Vanadio: posee una enérgica acción desoxidante y forma carburos
complejos con el hierro, que proporcionan al acero una buena resistencia a
la fatiga, tracción y poder cortante en los aceros para herramientas.
11
Impurezas en el acero
Se denomina impurezas a todos los elementos indeseables en la composición de
los aceros. Se encuentran en los aceros y también en las fundiciones como
consecuencia de que están presentes en los minerales o los combustibles. Se
procura eliminarlas o reducir su contenido debido a que son perjudiciales para las
propiedades de la aleación. En los casos en los que eliminarlas resulte imposible o
sea demasiado costoso, se admite su presencia en cantidades mínimas.
Azufre: límite máximo aproximado: 0,04 %. El azufre con el hierro
forma sulfuro, el que, conjuntamente con la austenita, da lugar a
un eutéctico cuyo punto de fusión es bajo y que, por lo tanto, aparece en
bordes de grano. Cuando los lingotes de acero colado deben ser laminados
en caliente, dicho eutéctico se encuentra en estado líquido, lo que provoca
el desgranamiento del material.
Se controla la presencia de sulfuro mediante el agregado de manganeso. El
manganeso tiene mayor afinidad por el azufre que el hierro por lo que en lugar
de FeS se forma MnS que tiene alto punto de fusión y buenas propiedades
plásticas. El contenido de Mn debe ser aproximadamente cinco veces la
concentración de S para que se produzca la reacción.
El resultado final, una vez eliminados los gases causantes, es una fundición
menos porosa, y por lo tanto de mayor calidad.
Aunque se considera un elemento perjudicial, su presencia es positiva para
mejorar la maquinabilidad en los procesos de mecanizado. Cuando el porcentaje
de azufre es alto puede causar poros en la soldadura.
Fósforo: límite máximo aproximado: 0,04 %. El fósforo resulta perjudicial, ya
sea al disolverse en la ferrita, pues disminuye la ductilidad, como también
por formar FeP (fosfuro de hierro). El fosfuro de hierro, junto con la
austenita y la cementita, forma un eutéctico ternario denominado esteadita,
el que es sumamente frágil y posee un punto de fusión relativamente bajo,
por lo cual aparece en bordes de grano, transmitiéndole al material su
fragilidad.
Aunque se considera un elemento perjudicial en los aceros, porque reduce la
ductilidad y la tenacidad, haciéndolo quebradizo, a veces se agrega para aumentar
la resistencia a la tensión y mejorar la maquinabilidad.
12
Desgaste
Es la degradación física (pérdida o ganancia de material, aparición de grietas,
deformación plástica, cambios estructurales como transformación de fase o
recristalización, fenómenos de corrosión, etc.) debido al movimiento entre la
superficie de un material sólido y uno o varios elementos de contacto.
Tratamientos superficiales
Debido a la facilidad que tiene el acero para oxidarse cuando entra en contacto
con la atmósfera o con el agua, es necesario y conveniente proteger la superficie
de los componentes de acero para protegerles de la oxidación y corrosión.
Muchos tratamientos superficiales están muy relacionados con aspectos
embellecedores y decorativos de los metales.
Los tratamientos superficiales más usados son los siguientes:
Cincado: tratamiento superficial antioxidante por
proceso electrolítico o mecánico al que se somete a diferentes
componentes metálicos.
Cromado: recubrimiento superficial para proteger de la oxidación y
embellecer.
Galvanizado: tratamiento superficial que se da a la chapa de acero.
Niquelado: baño de níquel con el que se protege un metal de la oxidación.
Pavonado: tratamiento superficial que se da a piezas pequeñas de acero,
como la tornillería.
Pintura: usado especialmente en estructuras, automóviles, barcos, etc.

13
Tratamientos térmicos
Rodamiento de acero templado.
Un proceso de tratamiento térmico adecuado permite aumentar significativamente
las propiedades mecánicas de dureza, tenacidady resistencia mecánica del acero.
Los tratamientos térmicos cambian la microestructura del material, con lo que las
propiedadesmacroscópicas del acero también son alteradas.
Los tratamientos térmicos que pueden aplicarse al acero sin cambiar en su
composición química son:
temple
revenido
recocido
normalizado
Los tratamientos termoquímicos son tratamientos térmicos en los que, además de
los cambios en la estructura del acero, también se producen cambios en
la composición química de la capa superficial, añadiendo diferentes productos
químicos hasta una profundidad determinada. Estos tratamientos requieren el uso
de calentamiento y enfriamiento controlados en atmósferas especiales. Entre los
objetivos más comunes de estos tratamientos están aumentar la dureza superficial
de las piezas dejando el núcleo más blando y tenaz, disminuir
el rozamiento aumentando el poder lubrificante, aumentar la resistencia
al desgaste, aumentar la resistencia a fatiga o aumentar la resistencia a
la corrosión.

14
Cementación (C): aumenta la dureza superficial de una pieza de acero
dulce, aumentando la concentración de carbono en la superficie. Se
consigue teniendo en cuenta el medio o atmósfera que envuelve el metal
durante el calentamiento y enfriamiento. El tratamiento logra aumentar el
contenido de carbono de la zona periférica, obteniéndose después, por
medio de temples y revenidos, una gran dureza superficial, resistencia al
desgaste y buena tenacidad en el núcleo.
Nitruración (N): al igual que la cementación, aumenta la dureza superficial,
aunque lo hace en mayor medida, incorporando nitrógeno en la
composición de la superficie de la pieza. Se logra calentando el ace ro a
temperaturas comprendidas entre 400 y 525 °C, dentro de una corriente de
gas amoníaco, más nitrógeno.
Cianuración (C+N): endurecimiento superficial de pequeñas piezas de
acero. Se uti lizan baños con cianuro, carbonato y cianato sódico. Se aplican
temperaturas entre 760 y 950 °C.
Carbonitruración (C+N): al igual que la cianuración, introduce carbono y
nitrógeno en una capa superficial, pero
con hidrocarburos como metano, etano opropano; amoníaco (NH3)
y monóxido de carbono (CO). En el proceso se requieren temperaturas de
650 a 850 °C y es necesario realizar un temple y un revenido posterior.
Sulfinización (S+N+C): aumenta la resistencia al desgaste por acción
del azufre. El azufre se incorporó al metal por calentamiento a baja
temperatura (565 °C) en un baño de sales.
Entre los factores que afectan a los procesos de tratamiento térmico del acero se
encuentran la temperatura y el tiempo durante el que se expone a dichas
condiciones al material. Otro factor determinante es la forma en la que el acero
vuelve a la temperatura ambiente. El enfriamiento del proceso puede incluir su
inmersión en aceite o el uso del aire como refrigerante.
El método del tratamiento térmico, incluyendo su enfriamiento, influye en que el
acero tome sus propiedades comerciales.
Según ese método, en algunos sistemas de clasificación, se le asigna un prefi jo
indicativo del tipo. Por ejemplo, el acero O-1, o A2, A6 (o S7) donde la letra "O" es
indicativo del uso de aceite (del inglés: oil quenched), y "A" es la inicial de aire; el
prefijo "S" es indicativo que el acero ha sido tratado y considerado resistente al
golpeo (Shock resistant).

15
Acero laminado
El acero que se utiliza para la construcción de estructuras metálicas y obras
públicas, se obtiene a través de la laminación de acero en una serie de perfi les
normalizados.
El proceso de laminado consiste en calentar previamente los lingotes de acero
fundido a una temperatura que permita la deformación del lingote por un proceso
de estiramiento y desbaste que se produce en una cadena de cilindros a presión
llamado tren de laminación. Estos cilindros van formando el perfil deseado hasta
conseguir las medidas que se requieran. Las dimensiones de las secciones
conseguidas de esta forma no se ajustan a las tolerancias requeridas y por eso
muchas veces los productos laminados hay que someterlos a fases de
mecanizado para ajustar sus dimensiones a la tolerancia requerida.
Acero forjado
Biela motor de acero forjado.
La forja es el proceso que modifica la forma de los metales por deformación
plástica cuando se somete al acero a una presión o a una serie continuada de
impactos. La forja generalmente se realiza a altas temperaturas porque así se
mejora la calidad metalúrgica y las propiedades mecánicas del acero.
El sentido de la forja de piezas de acero es reducir al máximo posible la cantidad
de material que debe eliminarse de las piezas en sus procesos de mecanizado. En
la forja por estampación la fluencia del material queda limitada a la cavidad de la
estampa, compuesta por dosmatrices que tienen grabada la forma de la pieza que
se desea conseguir.

16
Diagrama de Hasse
Elementos de P( P( P(P({})))) en Diagrama de Hasse.
En matemáticas, un diagrama de Hasse es una representación gráfica simplificada
de un conjunto parcialmente ordenado finito. Esto se consigue eliminando
información redundante. Para ello se dibuja una arista ascendente entre dos
elementos solo si uno sigue a otro sin haber otros elementos intermedios.
En un diagrama de Hasse se elimina la necesidad de representar:
ciclos de un elemento, puesto que se entiende que una relación de orden
parcial es reflexiva.
aristas que se deducen de la transitividad de la relación.
De dos miembros x e y de un conjunto parcialmente ordenado S que «y
sigue a x» si x ≤ y y no hay elemento de S entre x e y.

17
El orden parcial es entonces precisamente la clausura transitiva de
la relación de seguir.
El diagrama de Hasse de S se define como el conjunto de todos los pares
ordenados (x, y) tales que y sigue a x, es decir, el diagrama de Hasse se
puede identificar con la relación de seguir.
Ejemplo:
Concretamente, uno representa a cada miembro de S como un punto negro en la
página y dibuja una línea que vaya hacia arriba de x a y si y sigue a x.
Por ejemplo, sea el conjunto A = {1, 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, 60} (todos los
divisores de 60). Este conjunto está ordenado parcialmente por la relación
de divisibilidad. Su diagrama de Hasse puede ser representado como sigue:
Por ejemplo, en el diagrama de Hasse del poset de todos los divisores de un
número n, ordenados parcialmente por divisibilidad, n mismo está en el tope del
diagrama, el número 1 estaría en el fondo, y los divisores más pequeños (primos)
seguirían al elemento inferior.
Relación con los Grafos
Un diagrama de Hasse puede verse también como un grafo al que se le quitan
todos sus bucles y sus aristas que pueden deducirse con la propiedad
transitiva y propiedad reflexiva.
18
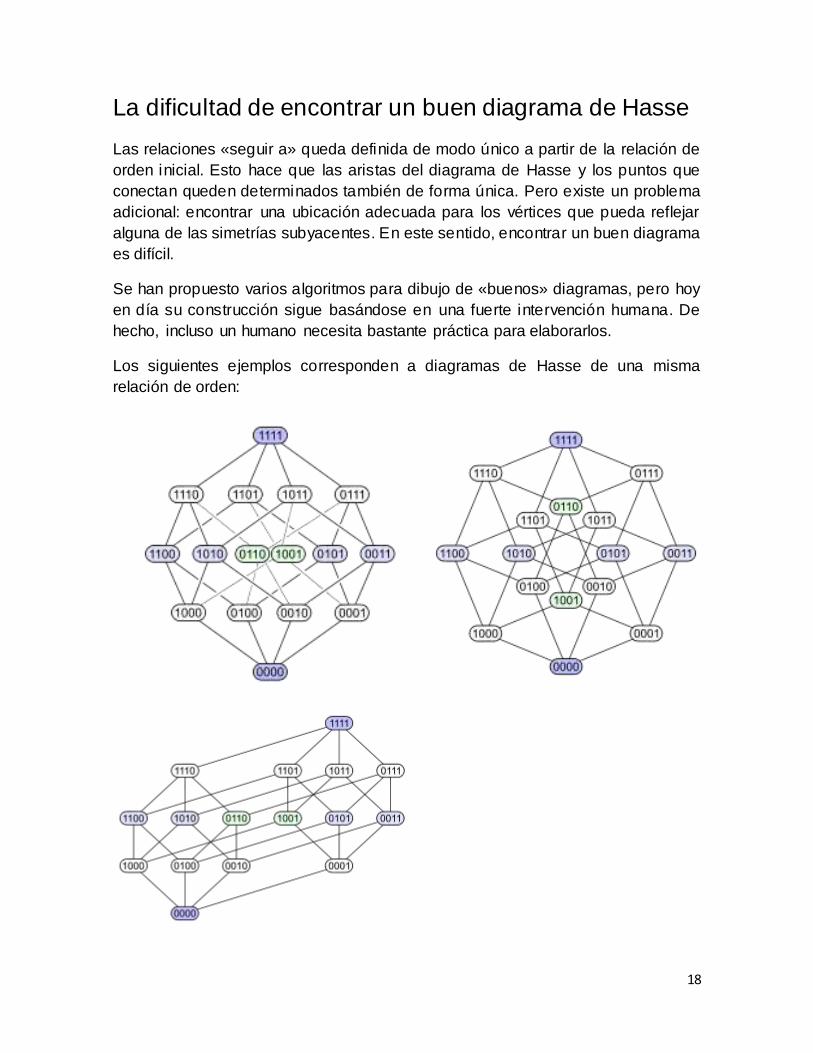
La dificultad de encontrar un buen diagrama de Hasse
Las relaciones «seguir a» queda definida de modo único a partir de la relación de
orden inicial. Esto hace que las aristas del diagrama de Hasse y los puntos que
conectan queden determinados también de forma única. Pero existe un problema
adicional: encontrar una ubicación adecuada para los vértices que pueda reflejar
alguna de las simetrías subyacentes. En este sentido, encontrar un buen diagrama
es difícil.
Se han propuesto varios algoritmos para dibujo de «buenos» diagramas, pero hoy
en día su construcción sigue basándose en una fuerte intervención humana. De
hecho, incluso un humano necesita bastante práctica para elaborarlos.
Los siguientes ejemplos corresponden a diagramas de Hasse de una misma
relación de orden:

19
1- Diagrama Tensión-Deformación
El diagrama tensión-deformación resulta de la representación gráfica del ensayo
de tracción, normalizado en UNE-EN 10002-1, y que consiste en someter a una
probeta de acero normalizada a un esfuerzo creciente de tracción según su eje
hasta la rotura de la misma. El ensayo de tracción permite el cálculo de diversas
propiedades mecánicas del acero.
La probeta de acero empleada en el ensayo consiste en una pieza cilíndrica cuyas
dimensiones guardan la siguiente relación de proporcionalidad:
L0= 5.65 x √S0
20
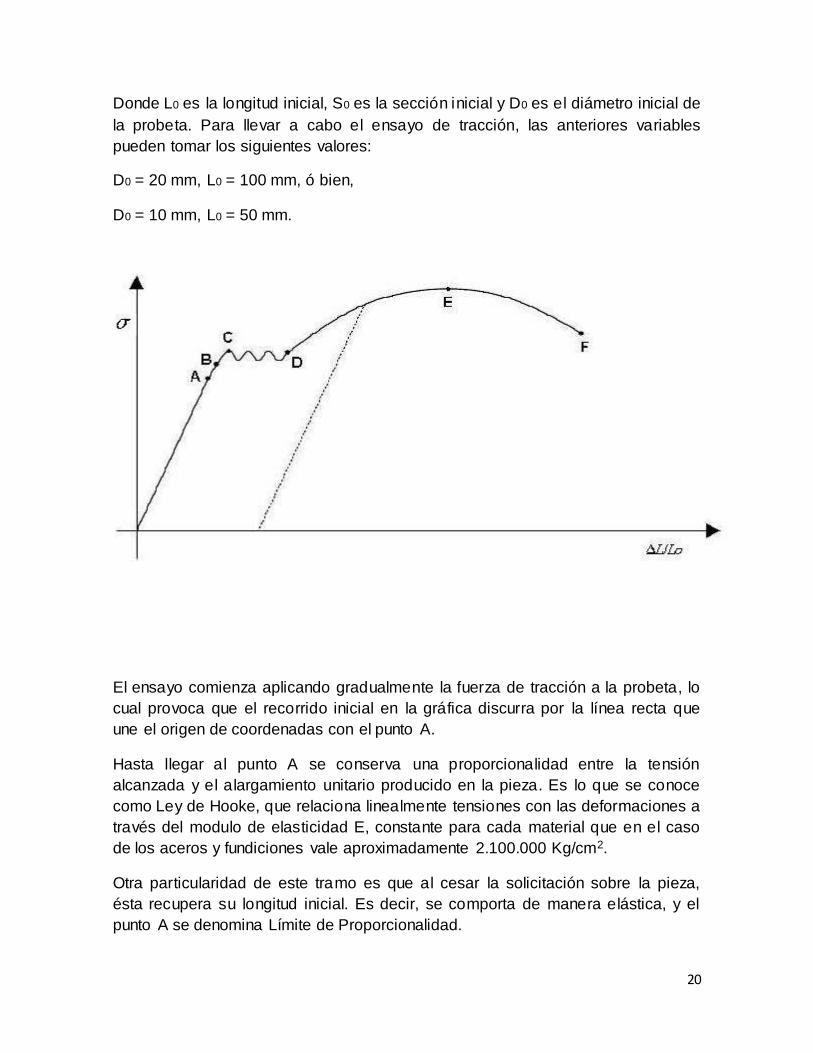
Donde L0 es la longitud inicial, S0 es la sección inicial y D0 es el diámetro inicial de
la probeta. Para llevar a cabo el ensayo de tracción, las anteriores variables
pueden tomar los siguientes valores:
D0 = 20 mm, L0 = 100 mm, ó bien,
D0 = 10 mm, L0 = 50 mm.
El ensayo comienza aplicando gradualmente la fuerza de tracción a la probeta, lo
cual provoca que el recorrido inicial en la gráfica discurra por la línea recta que
une el origen de coordenadas con el punto A.
Hasta llegar al punto A se conserva una proporcionalidad entre la tensión
alcanzada y el alargamiento unitario producido en la pieza. Es lo que se conoce
como Ley de Hooke, que relaciona linealmente tensiones con las deformaciones a
través del modulo de elasticidad E, constante para cada material que en el caso
de los aceros y fundiciones vale aproximadamente 2.100.000 Kg/cm2.
Otra particularidad de este tramo es que al cesar la solicitación sobre la pieza,
ésta recupera su longitud inicial. Es decir, se comporta de manera elástica, y el
punto A se denomina Límite de Proporcionalidad.

21
Pasado el punto A y hasta llegar al punto B, los alargamiento producidos incluso
crecen de manera más rápida con la tensión, y se cumple que al cesar la carga, la
pieza recupera de nuevo su geometría inicial, es decir, se sigue comportando
elásticamente. El punto B marca el límite a este comportamiento, y por ello al
punto B se le denomina Límite Elástico.
Traspasado el punto B el material pasa a comportarse de manera plástica, es
decir, que no recupera su longitud inicial, quedando una deformación remanente al
cesar la carga. De esta manera, el proceso de descarga se realiza siguiendo la
trayectoria según la línea punteada mostrada del diagrama tensión-deformación,
que como se ve, corta al eje de deformaciones, ΔL/L0, a una cierta distancia del
origen, que se corresponde con la deformación remanente que queda.
Concretamente, el punto B o Límite Elástico es aquel que le corresponde una
deformación remanente del 0.2%.
Si se sigue aplicando carga se llega al punto identificado en la gráfica como C,
donde a partir de aquí y hasta el punto D, las deformaciones crecen de manera
rápida mientras que la carga fluctúa entre dos valores, llamados límites de
fluencia, superior e inferior. Este nuevo estadio, denominado de fluencia, es
característico exclusivamente de los aceros dúcti les, no apareciendo en los aceros
endurecidos.
Más allá del punto de fluencia D es necesario seguir aplicando un aumento de la
carga para conseguir un pronunciado aumento del alargamiento. Entramos ya en
la zona de las grandes deformaciones plásticas hasta alcanzar el punto F, donde
la carga alcanza su valor máximo, lo que dividida por el área inicial de la probeta
proporciona la tensión máxima de rotura o resistencia a la tracción.
A partir del punto E tiene lugar el fenómeno de estricción de la probeta,
consistente en una reducción de la sección en la zona de la rotura, y el
responsable del periodo de bajada del diagrama, dado que al reducirse el valor de
la sección real, el valor de la carga aplicado a partir del punto E también se va
reduciendo hasta alcanzar el punto F de rotura.

22
2- Límite elástico y Resistencia a la tracción
La determinación de las propiedades mecánicas en el acero, como el límite
elástico (fy), la resistencia a tracción (fu), así como de otras características
mecánicas del acero como el Módulo de Elasticidad (E), o el alargamiento máximo
que se produce en la rotura, se efectuará mediante el anteriormente definido
ensayo de tracción normalizado en la UNE-EN 10002-1.
El valor de la tensión última o resistencia a la tracción se calcula a partir de este
ensayo, y se define como el cociente entre la carga máxima que ha provocado el
fallo a rotura del material por tracción y la superficie de la sección transversal
inicial de la probeta, mientras que el límite elástico marca el umbral que, una vez
se ha superado, el material trabaja bajo un comportamiento plástico y
deformaciones remanente.
En la sección ANEXOS se pueden consultar los valores del límite elástico y la
resistencia a tracción para las distintas calidades de aceros según las normativas
europeas y americana.
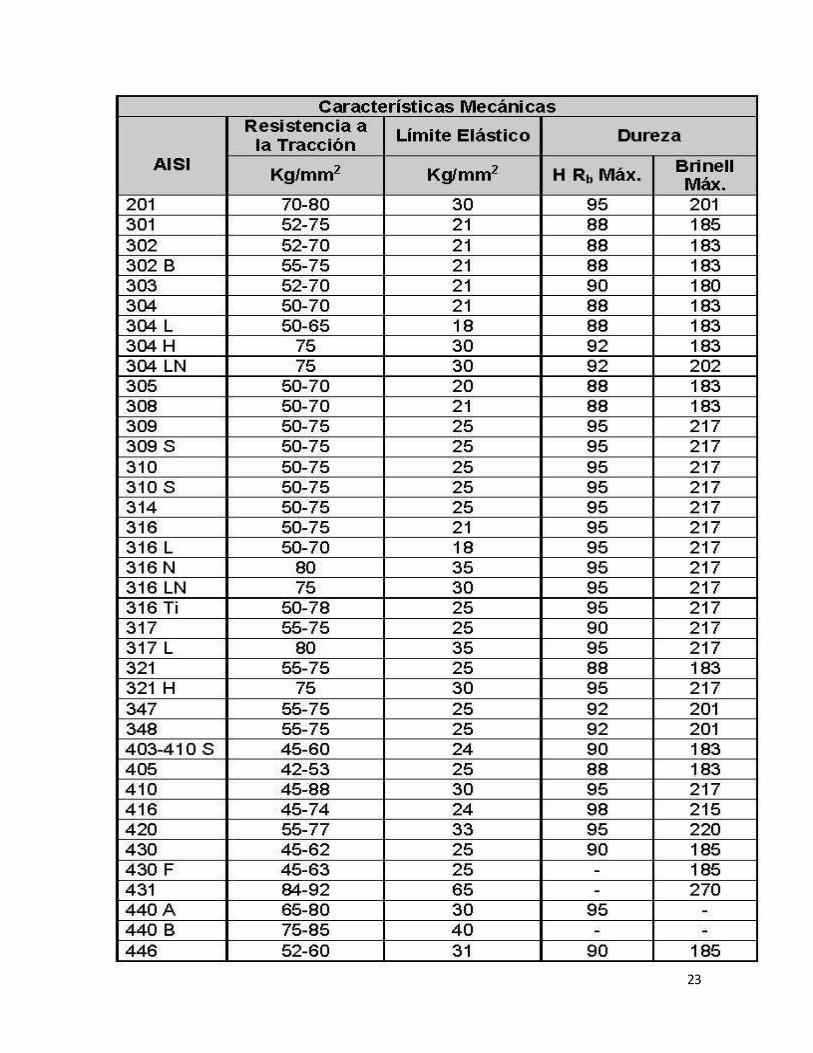
Se adjunta tabla con los valores de la resistencia a la tracción, así como del límite
elástico y dureza, según la norma americana AISI:
23
24
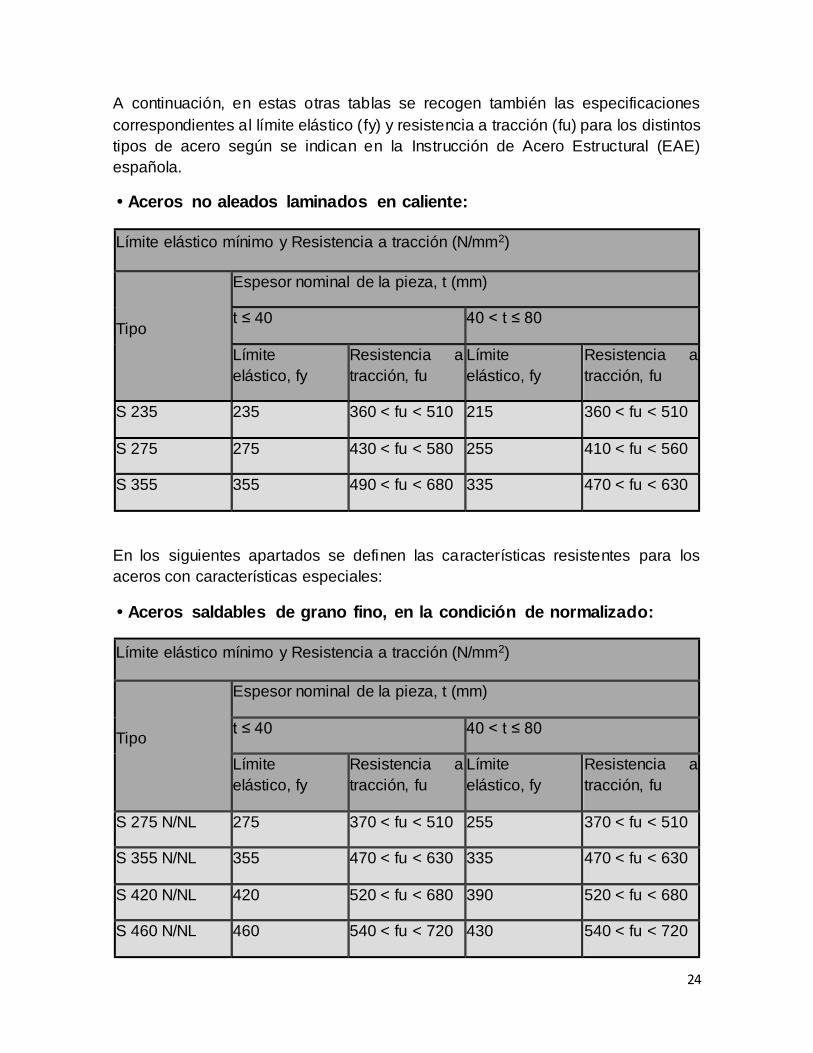
A continuación, en estas otras tablas se recogen también las especificaciones
correspondientes al límite elástico (fy) y resistencia a tracción (fu) para los distintos
tipos de acero según se indican en la Instrucción de Acero Estructural (EAE)
española.
• Aceros no aleados laminados en caliente:
Límite elástico mínimo y Resistencia a tracción (N/mm2)
Tipo
Espesor nominal de la pieza, t (mm)
t ≤ 40 40 < t ≤ 80
Límite
elástico, fy
Resistencia a
tracción, fu
Límite
elástico, fy
Resistencia a
tracción, fu
S 235 235 360 < fu < 510 215 360 < fu < 510
S 275 275 430 < fu < 580 255 410 < fu < 560
S 355 355 490 < fu < 680 335 470 < fu < 630
En los siguientes apartados se definen las características resistentes para los
aceros con características especiales:
• Aceros saldables de grano fino, en la condición de normalizado:
Límite elástico mínimo y Resistencia a tracción (N/mm2)
Tipo
Espesor nominal de la pieza, t (mm)
t ≤ 40 40 < t ≤ 80
Límite
elástico, fy
Resistencia a
tracción, fu
Límite
elástico, fy
Resistencia a
tracción, fu
S 275 N/NL 275 370 < fu < 510 255 370 < fu < 510
S 355 N/NL 355 470 < fu < 630 335 470 < fu < 630
S 420 N/NL 420 520 < fu < 680 390 520 < fu < 680
S 460 N/NL 460 540 < fu < 720 430 540 < fu < 720
25
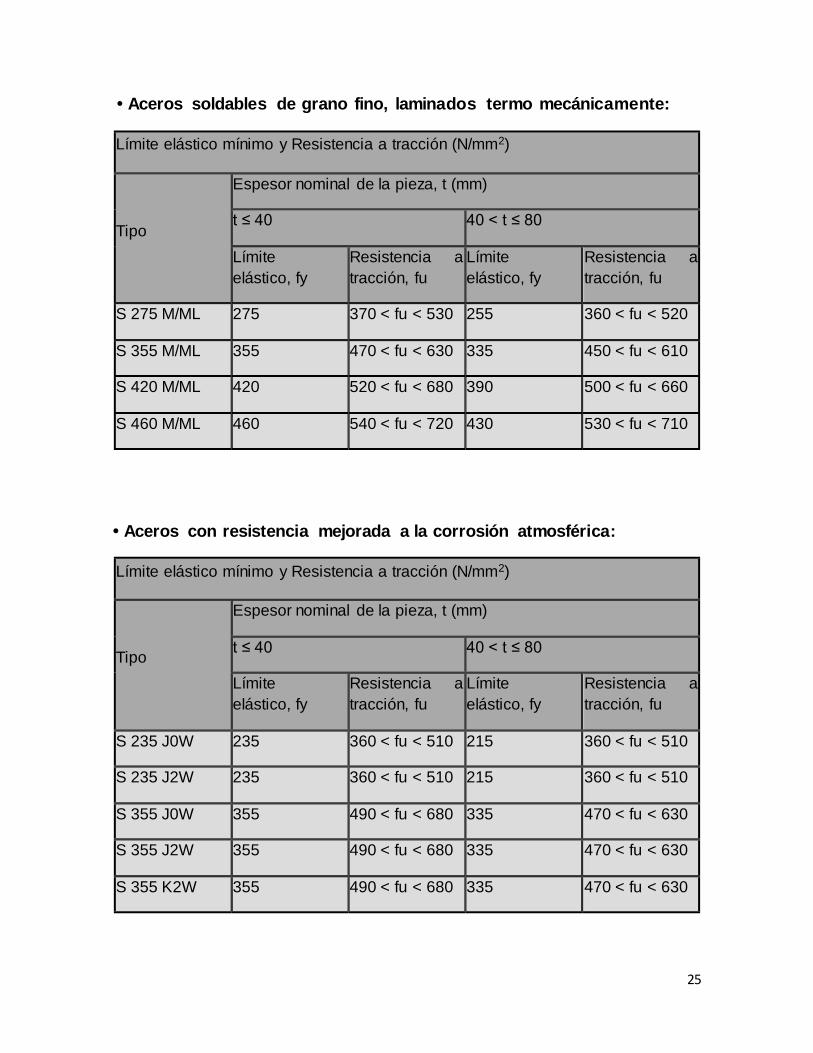
• Aceros soldables de grano fino, laminados termo mecánicamente:
Límite elástico mínimo y Resistencia a tracción (N/mm2)
Tipo
Espesor nominal de la pieza, t (mm)
t ≤ 40 40 < t ≤ 80
Límite
elástico, fy
Resistencia a
tracción, fu
Límite
elástico, fy
Resistencia a
tracción, fu
S 275 M/ML 275 370 < fu < 530 255 360 < fu < 520
S 355 M/ML 355 470 < fu < 630 335 450 < fu < 610
S 420 M/ML 420 520 < fu < 680 390 500 < fu < 660
S 460 M/ML 460 540 < fu < 720 430 530 < fu < 710
• Aceros con resistencia mejorada a la corrosión atmosférica:
Límite elástico mínimo y Resistencia a tracción (N/mm2)
Tipo
Espesor nominal de la pieza, t (mm)
t ≤ 40 40 < t ≤ 80
Límite
elástico, fy
Resistencia a
tracción, fu
Límite
elástico, fy
Resistencia a
tracción, fu
S 235 J0W 235 360 < fu < 510 215 360 < fu < 510
S 235 J2W 235 360 < fu < 510 215 360 < fu < 510
S 355 J0W 355 490 < fu < 680 335 470 < fu < 630
S 355 J2W 355 490 < fu < 680 335 470 < fu < 630
S 355 K2W 355 490 < fu < 680 335 470 < fu < 630
26
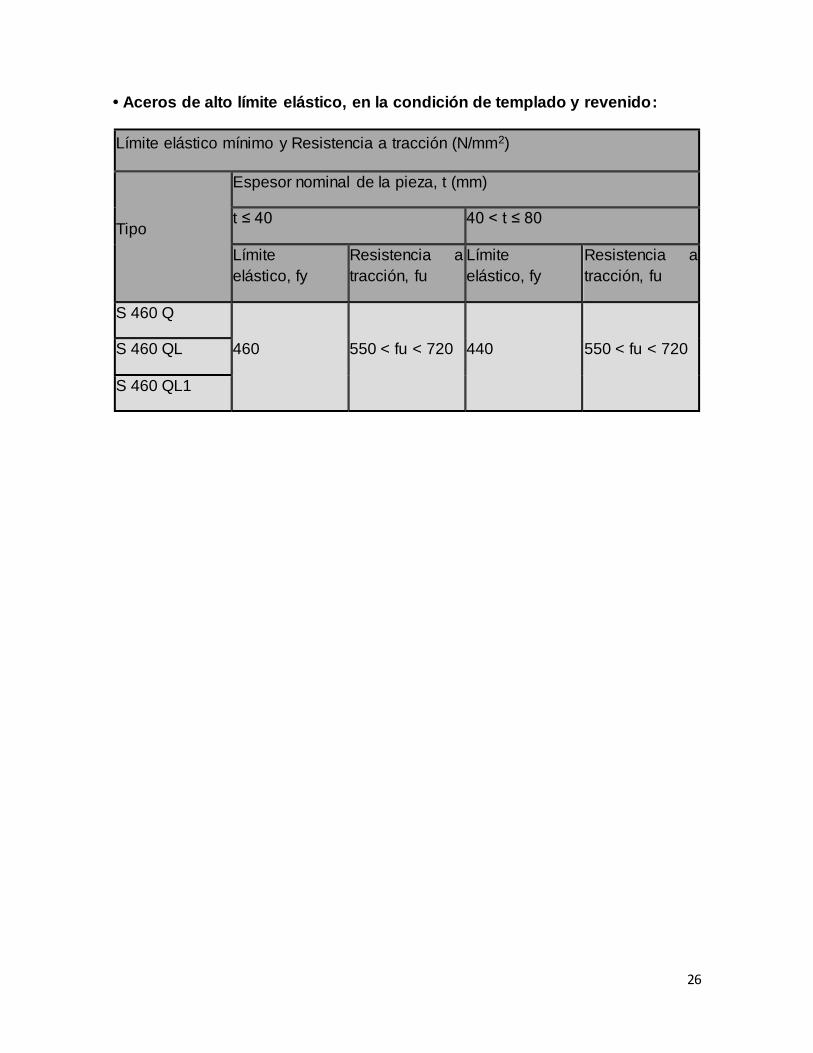
• Aceros de alto límite elástico, en la condición de templado y revenido:
Límite elástico mínimo y Resistencia a tracción (N/mm2)
Tipo
Espesor nominal de la pieza, t (mm)
t ≤ 40 40 < t ≤ 80
Límite
elástico, fy
Resistencia a
tracción, fu
Límite
elástico, fy
Resistencia a
tracción, fu
S 460 Q
460 550 < fu < 720 440 550 < fu < 720 S 460 QL
S 460 QL1

27
3- Módulo de elasticidad longitudinal o Módulo de Young
Para los estadios iníciales donde la deformación es pequeña, ΔL/L0 <<1, se
obtiene experimentalmente que hasta que la fuerza aplicada F no alcance un
rango limitado, éste incremento ΔL de la probeta es proporcional a la fuerza
aplicada (F), a su longitud original (L0) e inversamente proporcional al área de su
sección transversal (A), es decir que:
ΔL es proporcional a
F · L0
A
A esta constante de proporcionalidad, o más bien a su inversa, se designan con
las letras E, o también con Y, y se les denomina Módulo de Young o Módulo de
Elasticidad longitudinal, y es una propiedad intrínseca de cada material.
Sustituyendo en la expresión anterior, ésta quedaría como sigue:
ΔL =
1
·
F · L0
—— ——————
E A
Por otro lado, el cociente F/A representa el nivel tensional o la tensión normal de la
pieza σ, y el cociente ΔL/L0 es la deformación unitaria, ε, con lo que la expresión
anterior también puede escribirse de la forma siguiente,
σ = E · ε
Que es la expresión conocida como Ley de Hooke.
28
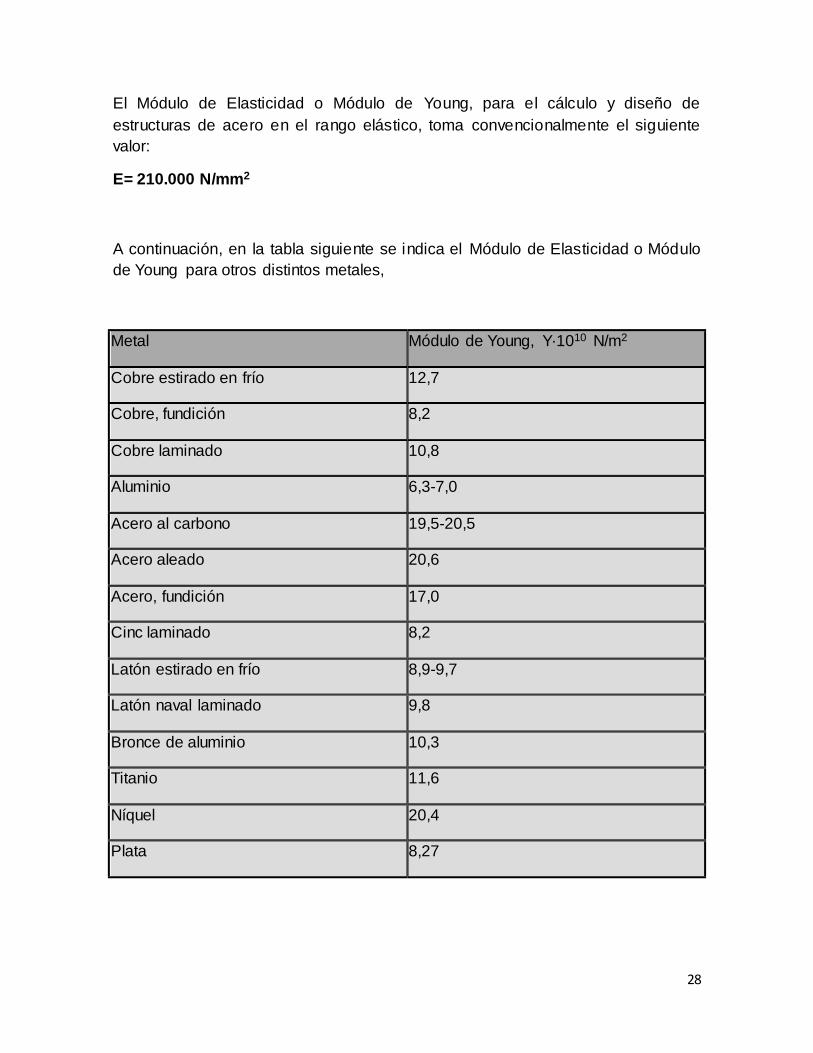
El Módulo de Elasticidad o Módulo de Young, para el cálculo y diseño de
estructuras de acero en el rango elástico, toma convencionalmente el siguiente
valor:
E= 210.000 N/mm2
A continuación, en la tabla siguiente se indica el Módulo de Elasticidad o Módulo
de Young para otros distintos metales,
Metal Módulo de Young, Y·1010 N/m2
Cobre estirado en frío 12,7
Cobre, fundición 8,2
Cobre laminado 10,8
Aluminio 6,3-7,0
Acero al carbono 19,5-20,5
Acero aleado 20,6
Acero, fundición 17,0
Cinc laminado 8,2
Latón estirado en frío 8,9-9,7
Latón naval laminado 9,8
Bronce de aluminio 10,3
Titanio 11,6
Níquel 20,4
Plata 8,27

29
30
4- Soldabilidad
La soldabilidad mide la capacidad de un acero que tiene a ser soldado, y que va a
depender tanto de las características del metal base, como del material de aporte
empleado.
Un parámetro úti l para evaluar la soldabilidad de los aceros es el concepto de
CARBONO EQUIVALENTE (CEV), que equipara las soldabilidades relativas de
diferentes aleaciones de acero y las compara con las propiedades de un acero al
carbono simple.
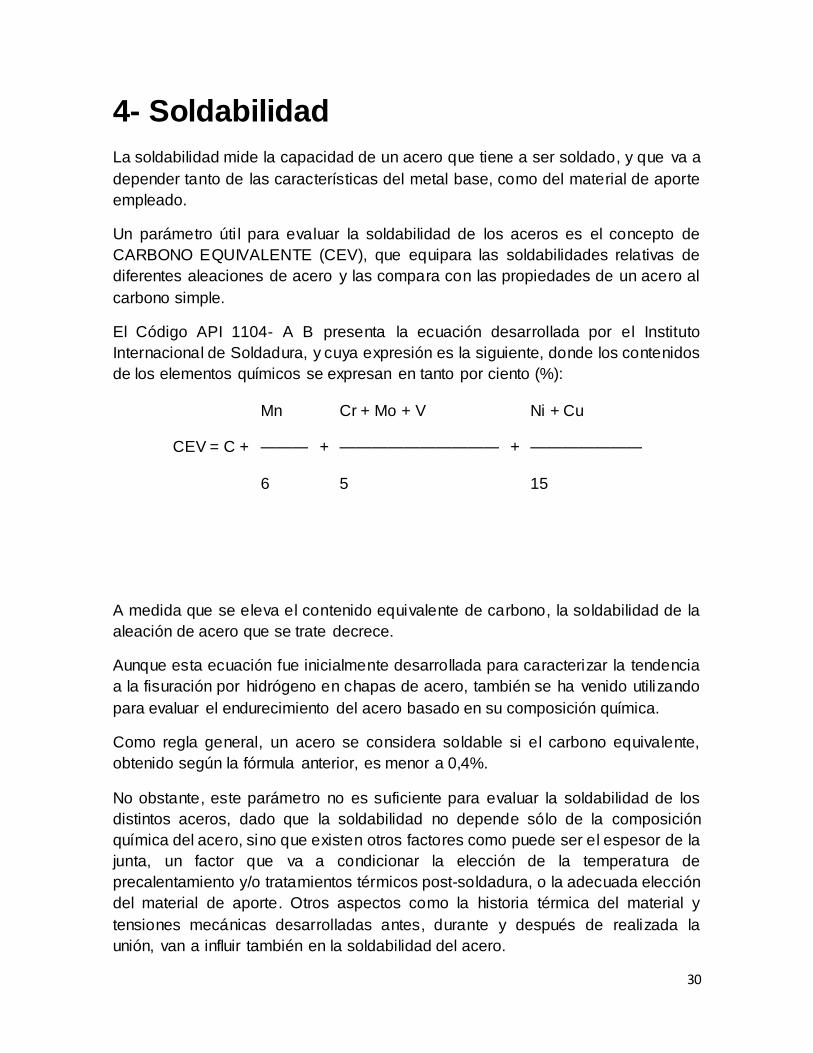
El Código API 1104- A B presenta la ecuación desarrollada por el Instituto
Internacional de Soldadura, y cuya expresión es la siguiente, donde los contenidos
de los elementos químicos se expresan en tanto por ciento (%):
CEV = C +
Mn
+
Cr + Mo + V
+
Ni + Cu
——— —————————— ———————
6 5 15
A medida que se eleva el contenido equivalente de carbono, la soldabilidad de la
aleación de acero que se trate decrece.
Aunque esta ecuación fue inicialmente desarrollada para caracterizar la tendencia
a la fisuración por hidrógeno en chapas de acero, también se ha venido utilizando
para evaluar el endurecimiento del acero basado en su composición química.
Como regla general, un acero se considera soldable si el carbono equivalente,
obtenido según la fórmula anterior, es menor a 0,4%.
No obstante, este parámetro no es suficiente para evaluar la soldabilidad de los
distintos aceros, dado que la soldabilidad no depende sólo de la composición
química del acero, sino que existen otros factores como puede ser el espesor de la
junta, un factor que va a condicionar la elección de la temperatura de
precalentamiento y/o tratamientos térmicos post-soldadura, o la adecuada elección
del material de aporte. Otros aspectos como la historia térmica del material y
tensiones mecánicas desarrolladas antes, durante y después de realizada la
unión, van a influir también en la soldabilidad del acero.
31
5- Acero de horno eléctrico
En algunos hornos el calor para fundir y refinar el acero procede de la electricidad
y no de la combustión de gas. Como las condiciones de refinado de estos hornos
se pueden regular más estrictamente, los hornos eléctricos son sobre todo úti les
para producir acero inoxidable y aceros aleados que deben ser fabricados según
unas especificaciones muy exigentes. El refinado se produce en una cámara
hermética, donde la temperatura y otras condiciones se controlan de forma
rigurosa mediante dispositivos automáticos. En las primeras fases de este proceso
de refinado se inyecta oxígeno de alta pureza para aumentar la temperatura del
horno y disminuye el tiempo necesario para producir el acero.
En la mayoría de los casos, la carga está formada casi exclusivamente por
material de chatarra. Antes de poder utilizarla, la chatarra debe ser analizada y
clasificada. También se añaden otros materiales, como pequeñas cantidades de
mineral de hierro y cal seca, para contribuir a eliminar el carbono y otras
impurezas. Los elementos adicionales para la aleación se introducen con la carga
o después, cuando se vierte a la cuchara de acero.
32
6- Clasificación del acero
Los aceros se clasifican en cinco grupos principales: aceros al carbono, aceros
aleados, aceros de baja aleación ultrarresistentes, aceros inoxidables y aceros de
herramientas.
Aceros al carbono
El 90% de los aceros son aceros al carbono. Estos aceros contienen una cantidad
diversa de carbono, menos de un 1,65% de manganeso, un 0,6% de silicio y un
0,6% de cobre. Con este tipo de acero se fabrican maquinas, carrocerías de
automóvil, estructuras de construcción, pasadores de pelo, etc.
Aceros aleados
Estos aceros están compuestos por una proporción determinada de vanadio,
molibdeno y otros elementos; además de cantidades mayores de manganeso,
silicio y cobre que los aceros al carbono. Estos aceros se emplean para fabricar
engranajes, ejes, cuchillos, etc.
Aceros de baja aleación ultrarresistentes
Es la familia de aceros mas reciente de las cinco. Estos aceros son más baratos
que los aceros convencionales debido a que contienen menor cantidad de
materiales costosos de aleación. Sin embargo, se les da un tratamiento especial
que hace que su resistencia sea mucho mayor que la del acero al carbono. Este
material se emplea para la fabricación de bagones porque al ser más resistente,
sus paredes son más delgadas, con lo que la capacidad de carga es mayor.
Además, al pesar menos, también se pueden cargar con un mayor peso. También
se emplea para la fabricación de estructuras de edificios.

33
Aceros inoxidables
Estos aceros contienen cromo, níquel, y otros elementos de aleación que los
mantiene brillantes y resistentes a la oxidación. Algunos aceros inoxidables son
muy duros y otros muy resistentes, manteniendo esa resistencia durante mucho
tiempo a temperaturas extremas. Debido a su brillo, los arquitectos lo emplean
mucho con fines decorativos. También se emplean mucho para tuberías,
depósitos de petróleo y productos químicos por su resistencia a la oxidación y
para la fabricación de instrumentos quirúrgicos o sustitución de huesos porque
resiste a la acción de los fluidos corporales. Además se usa para la fabricación de
útiles de cocina, como pucheros, gracias a que no oscurece alimentos y es fácil de
limpiar.
Aceros de herramientas
Estos aceros se emplean para fabricar herramientas y cabezales de corte y
modelado de maquinas. Contiene wolframio, molibdeno y otros elementos de
aleación que le proporcionan una alta resistencia, dureza y durabilidad.
34
7- Técnicas y métodos de obtención del
acero
Se introducen en el alto horno los materiales necesarios tales como el mineral de
hierro, el carbón de coque que hace de combustible y también se introduce la
piedra caliza que realiza la función de acelerar la fundición del hierro y su fusión
con el carbono. Del alto horno salen dos productos uno llamado escoria que son
los residuos del propio alto horno y otro es el producto deseado que se llama
arrabio pero el arrabio es un acero con alto contenido en carbono por eso que se
transporta cuando sale del alto horno en vagonetas llamadas torpedos que lo
transportan hasta el convertidor donde este arrabio se le baja el contenido de
carbono mediante ferroaleciones, fúndente o chatarra este tres productos puede ir
directamente al convertidor para ayudar en la obtención del acero o también
puede ser convertidos en acero en un horno eléctrico y pasar directamente al paso
posterior al convertidor que es el transportado en cucharas hasta los tres tipos de
colada que son:
COLADA CONTINUA: Se produce cuando el acero liquido se vierte sobre un
molde de fondo desplazable cuya sección tiene la forma que nosotros deseamos
que tenga el producto final " cuadrados, redondos, triangulares, planchas..." se le
llama colada continua porque el producto sale sin parar hasta que se acaba el
contenido de la cuchara, por lo tanto con este método se ahorra mucho dinero ya
que no se necesita moldes, se consume menos energía, etc.
.

35
COLADA DE LINGOTES: El acero se vierte sobre unas lingoteras o moldes que
tienen una forma determinada y que al enfriarse y solidificarse dan un producto
deseado para su transformación.
COLADA CONVENCIONAL: El acero se vierte sobre unos moldes que tienen la
forma del producto final y que cuando se enfría tiene la forma del mismo de las
tres coladas vistas es la única que no necesita una transformación posterior al
proceso.
Las dos primeras coladas necesitan procesos posteriores para lograr el producto
final, por ejemplo el producto que sele de la colada de lingotes tiene que pasar por
un horno de fosa en el cual se unifican las temperaturas de interior y del exterior
del producto, o sea, del acero.
De este proceso se pasa a otro que también se pasa directamente de la colada
continua y que se llama tren desbastador en que los lingotes en caliente pasan por
una serie de cilindros giratorios de gran potencia que los transforma en blooms y
slab
El bloom es una especie de plancha cuadraday el slab es una plancha fina de
acero.

36
Del proceso anterior se puede pasar a un tren estructural en el cual los bloons en
caliente se deforman para obtener perfiles estructurales, carriles, barras, etc.
También se pude pasar al tren de farmachine en el cual los bloons en caliente se
transforman y son deformados para obtener barras, alambres, redondos
calibrados, telas metálicas, etc.
También se puede pasar a un tren de bandas en caliente donde los slab son
transformados en rollos de chapa de distintas medidas y espesores llamados
bobinas que son esos rollos de chapa que muchas veces hemos visto en los
trenes de mercancías que pasan por la zona.
Desde este último proceso se puede pasar al tren de bandas en frío en el cual los
bobinas obtenidas anteriormente se someten a deformaciones en frío mejorar sus
propiedades mecánicas de este proceso se puede obtener multitud de
aplicaciones como por ejemplo en la industria de la automoción.
Ya por ultimo desde este proceso se puede pasar a otra maquina donde las
bobinas son transformados en hojalata y aceros galvanizados mediante diferentes
procesos y diferentes aplicaciones.
Como veis para obtener los aceros y productos de este hace falta una cantidad
enorme de procesos pero pese a todo el cero es una aleación muy apreciada por
sus características y se usa en multitud de aplicaciones pese a que en otras se
está sustituyendo por nuevos materiales con mejores cualidades que el acero.
También hay que decir que muchos de los productos que salen del los procesos
anteriores luego pueden pasar a otros procesos como el mecanizado, laminación,
acuñado, sintetizado, prensado...
37
8- La producción de acero
El acero es un metal fabricado a partir de mineral de hierro y contiene cantidades traza de carbono. Es a la vez más resistente que el hierro forjado y menos
quebradizo que el hierro fundido. Se encuentra tanto en forma aleada como no aleada. El acero no aleado es un acero básico que sólo contiene carbono. El acero aleado se fabrica mezclando elementos químicos adicionales para darle al metal
unas características concretas. El acero inoxidable, por ejemplo, se obtiene mezclando cromo y níquel en un determinado porcentaje durante el proceso de
fabricación. El Profesor Joseph S. Spoerl señala que el primer proceso que permitió la producción masiva de acero fue desarrollado en 1856 por Sir Henry Bessemer. El proceso Bessemer dominó la producción de acero durante la
segunda mitad del siglo XIX, pero fue sustituido por el método de crisol abierto a principios del siglo XX. Actualmente existen dos procesos de fabricación de acero
de uso muy extendido: el proceso del oxígeno básico y el de horno de arco eléctrico.
La primera fase del proceso de fabricación de acero es la conversión del mineral de hierro en hierro fundido. Existen tres métodos de elaboración del hierro. El
primero de ellos es el método del horno de coque-horno de sinterización. El mineral pasa por un proceso de sinterización, con el fin de prepararlo para el alto horno. Se introduce el hierro y el coque en un alto horno. Con esto se consigue un
hierro fundido que se introduce en el horno de oxígeno o que se moldea en lingotes. Un sistema alternativo es el de reducción directa. Este método implica triturar el mineral y utilizar carbón, monóxido de carbono e hidrógeno para eliminar
el oxígeno y otras impurezas. Con esto se consigue un hierro muy puro llamado hierro de reducción directa que puede utilizarse en hornos de arco eléctrico. El
último método consiste en la fundición mediante reducción. Hay varios procesos de fundición, que generalmente consisten en introducir el coque en un gasificador para producir hierro a partir del mineral.
El primer método de producción de acero requiere un horno básico de oxígeno. El
hierro fundido, que puede ser producto del proceso de fundición o del alto horno, se introduce directamente en el horno de oxígeno. El hierro fundido se somete a una descarburización (oxidación del carbono), que produce el acero fundido. En el
otro método disponible se emplea un horno de arco eléctrico. Se introducen en él deshechos de acero, hierro de reducción directa o lingotes de hierro, y se funden
mediante un arco eléctrico, que produce el hierro fundido. Ambos métodos producen acero crudo mediante fundición continuada.
El acero semiacabado después será convertido en acero al carbono o en acero
aleado. El acero al carbono se relamina tal y como está en la forma deseada. El acero aleado tiene que ser tratado con las sustancias químicas adecuadas antes
de ser relaminado.

38
23- Producción Del Hierro Y El Acero
El diagrama general de la fusión primaria del hierro integra a la mayoría de las
actividades que se desarrollan en el proceso productivo. No se debe olvidar que
los diagramas de flujo son una de las herramientas más utilizadas por los
ingenieros industriales y que de manera automática los deben utilizar o elaborar.
El 90% de todos los metales fabricados a escala mundial son de hierro y acero.
Los procesos para la obtención de hierro fueron conocidos desde el año 1200 ac.
Los principales minerales de los que se extrae el hierro son:
Hematita (mena roja) 70% de hierro
Magnetita (mena negra) 72.4% de hierro
Siderita (mena café pobre) 48.3% de hierro
Limonita (mena café) 60-65% de hierro
39
La mena café es la mejor para la producción de hierro, existen grandes
yacimientos de este mineral en Estados Unidos y en Suecia. En todo el mundo se
pueden encontrar grandes cantidades de pirita, pero no es utilizable por su gran
contenido de azufre.
Para la producción de hierro y acero son necesarios cuatro elementos
fundamentales:
1. Mineral de hierro
2. Coque
3. Piedra caliza
4. Aire
Los tres primeros se extraen de minas y son transportados y prepararlos antes de
que se introduzcan al sistema en el que se producirá el arrabio.
El arrabio es un hierro de poca calidad, su contenido de carbón no está controlado
y la cantidad de azufre rebasa los mínimos permitidos en los hierros comerciales.
Sin embargo es el producto de un proceso conocido como la fusión primaria del
hierro y del cual todos los hierros y aceros comerciales proceden.
A la caliza, el coque y el mineral de hierro se les prepara antes de introducirse al
alto horno para que tengan la calidad, el tamaño y la temperatura adecuada, esto
se logra por medio del lavado, triturado y cribado de los tres materiales.
El Alto Horno
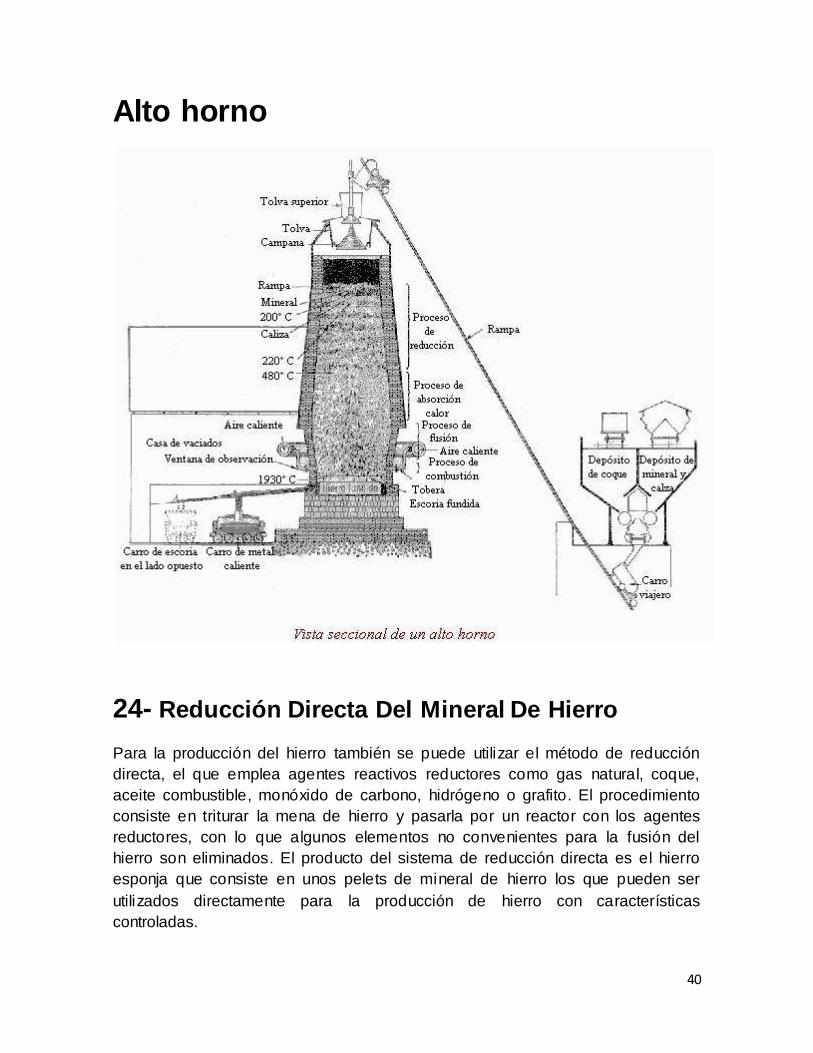
En general los altos hornos tienen un diámetro mayor a 8 m y llegan a tener una
altura superior de los 60 m. Están revestidos de refractario de alta calidad.
Los altos hornos pueden producir entre 800 y 1600 toneladas de arrabio cada 24
h. La caliza, el coque y el mineral de hierro se introducen por la parte superior del
horno por medio de vagones que son volteados en una tolva. Para producir 1000
toneladas de arrabio, se necesitan 2000 toneladas de mineral de hierro, 800
toneladas de coque, 500 toneladas de piedra caliza y 4000 toneladas de aire
caliente.
Con la inyección de aire caliente a 550°C, se reduce el consumo de coque en un
70%. Los sangrados del horno se hacen cada 5 o 6 horas, y por cada tonelada de
hierro se produce 1/2 de escoria.
40
Alto horno
24- Reducción Directa Del Mineral De Hierro
Para la producción del hierro también se puede utilizar el método de reducción
directa, el que emplea agentes reactivos reductores como gas natural, coque,
aceite combustible, monóxido de carbono, hidrógeno o grafito. El procedimiento
consiste en triturar la mena de hierro y pasarla por un reactor con los agentes
reductores, con lo que algunos elementos no convenientes para la fusión del
hierro son eliminados. El producto del sistema de reducción directa es el hierro
esponja que consiste en unos pelets de mineral de hierro los que pueden ser
utilizados directamente para la producción de hierro con características
controladas.

41
Diagrama de producción de hierro esponja
En el método de reducción directa para procesar 1000 toneladas de mineral de
hierro, se requieren 491,000 metros cúbicos de metano y con ello se obtienen 630
toneladas de hierro esponja.
25- Diferentes Procesos De Producción De Hierro Y
Acero
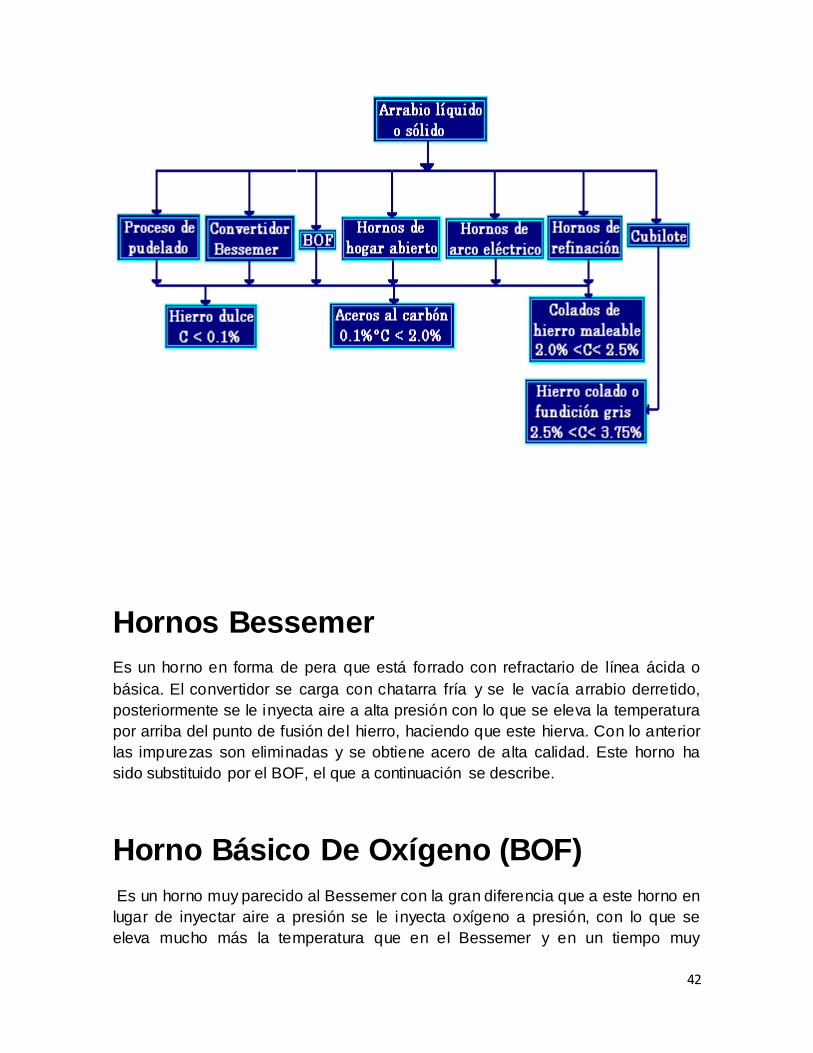
Una vez obtenido el arrabio o el hierro esponja es necesario refinar al hierro para
que se transforme en material útil para diferentes objetos o artefactos, o sea en
hierro o acero comercial. A continuación se presentan los principales procesos de
fabricación de los hierros y aceros comerciales.
42
Hornos Bessemer
Es un horno en forma de pera que está forrado con refractario de línea ácida o
básica. El convertidor se carga con chatarra fría y se le vacía arrabio derretido,
posteriormente se le inyecta aire a alta presión con lo que se eleva la temperatura
por arriba del punto de fusión del hierro, haciendo que este hierva. Con lo anterior
las impurezas son eliminadas y se obtiene acero de alta calidad. Este horno ha
sido substituido por el BOF, el que a continuación se describe.
Horno Básico De Oxígeno (BOF)
Es un horno muy parecido al Bessemer con la gran diferencia que a este horno en
lugar de inyectar aire a presión se le inyecta oxígeno a presión, con lo que se
eleva mucho más la temperatura que en el Bessemer y en un tiempo muy
43
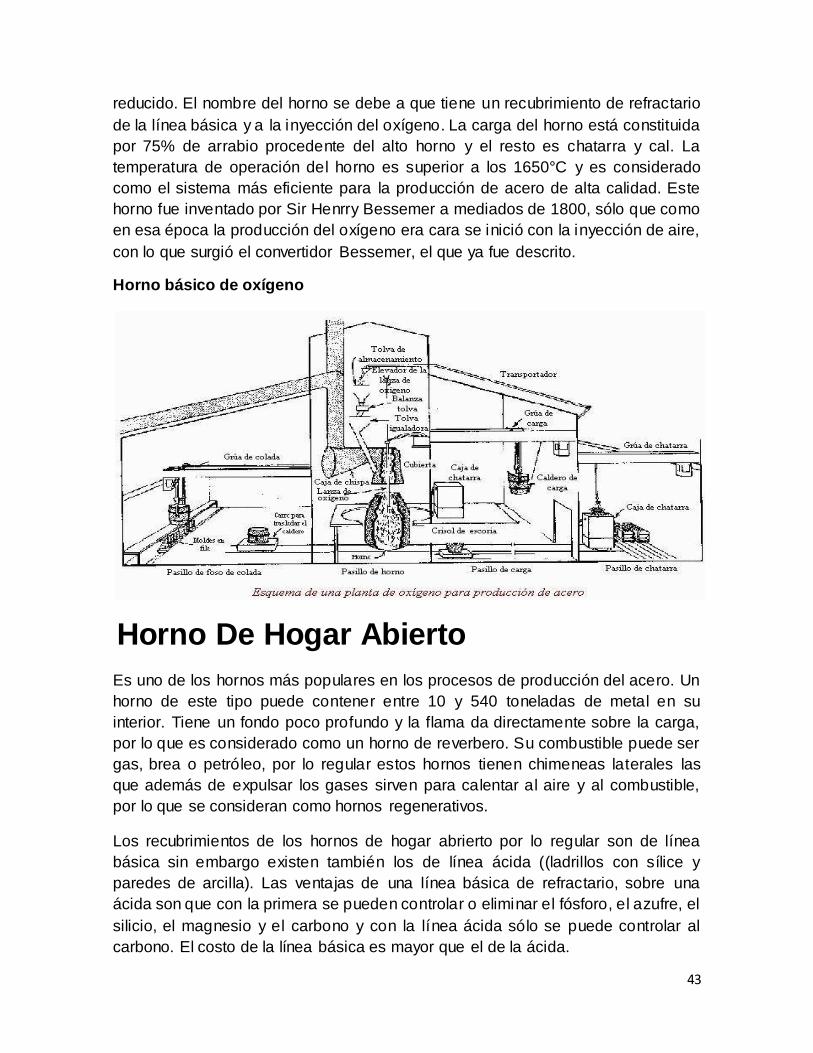
reducido. El nombre del horno se debe a que tiene un recubrimiento de refractario
de la línea básica y a la inyección del oxígeno. La carga del horno está constituida
por 75% de arrabio procedente del alto horno y el resto es chatarra y cal. La
temperatura de operación del horno es superior a los 1650°C y es considerado
como el sistema más eficiente para la producción de acero de alta calidad. Este
horno fue inventado por Sir Henrry Bessemer a mediados de 1800, sólo que como
en esa época la producción del oxígeno era cara se inició con la inyección de aire,
con lo que surgió el convertidor Bessemer, el que ya fue descrito.
Horno básico de oxígeno
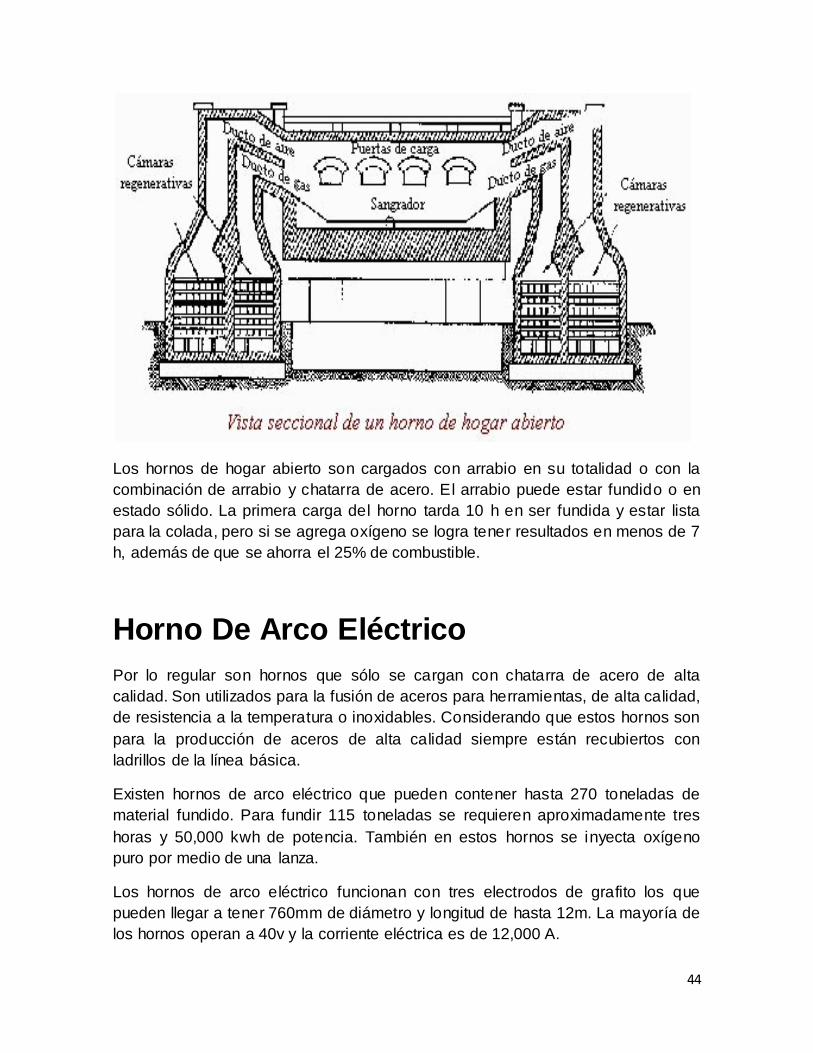
Horno De Hogar Abierto
Es uno de los hornos más populares en los procesos de producción del acero. Un
horno de este tipo puede contener entre 10 y 540 toneladas de metal en su
interior. Tiene un fondo poco profundo y la flama da directamente sobre la carga,
por lo que es considerado como un horno de reverbero. Su combustible puede ser
gas, brea o petróleo, por lo regular estos hornos tienen chimeneas laterales las
que además de expulsar los gases sirven para calentar al aire y al combustible,
por lo que se consideran como hornos regenerativos.
Los recubrimientos de los hornos de hogar abrierto por lo regular son de línea
básica sin embargo existen también los de línea ácida ((ladrillos con sílice y
paredes de arcilla). Las ventajas de una línea básica de refractario, sobre una
ácida son que con la primera se pueden controlar o eliminar el fósforo, el azufre, el
silicio, el magnesio y el carbono y con la línea ácida sólo se puede controlar al
carbono. El costo de la línea básica es mayor que el de la ácida.
44
Los hornos de hogar abierto son cargados con arrabio en su totalidad o con la
combinación de arrabio y chatarra de acero. El arrabio puede estar fundido o en
estado sólido. La primera carga del horno tarda 10 h en ser fundida y estar lista
para la colada, pero si se agrega oxígeno se logra tener resultados en menos de 7
h, además de que se ahorra el 25% de combustible.
Horno De Arco Eléctrico
Por lo regular son hornos que sólo se cargan con chatarra de acero de alta
calidad. Son utilizados para la fusión de aceros para herramientas, de alta calidad,
de resistencia a la temperatura o inoxidables. Considerando que estos hornos son
para la producción de aceros de alta calidad siempre están recubiertos con
ladrillos de la línea básica.
Existen hornos de arco eléctrico que pueden contener hasta 270 toneladas de
material fundido. Para fundir 115 toneladas se requieren aproximadamente tres
horas y 50,000 kwh de potencia. También en estos hornos se inyecta oxígeno
puro por medio de una lanza.
Los hornos de arco eléctrico funcionan con tres electrodos de grafito los que
pueden llegar a tener 760mm de diámetro y longitud de hasta 12m. La mayoría de
los hornos operan a 40v y la corriente eléctrica es de 12,000 A.
45
Clasificación De Los Aceros
Con el fin de estandarizar la composición de los diferentes tipos de aceros que hay
en el mercado la Society of Automotive Engineers (SAE) y el American Iron and
Steel Institute (AISI) han establecido métodos para identificar los diferentes tipos
de acero que se fabrican. Ambos sistemas son similares para la clasificación.
En ambos sistemas se utilizan cuatro o cinco dígitos para designar al tipo de
acero. En el sistema AISI también se indica el proceso de producción con una letra
antes del número.
Primer dígito. Es un número con el que se indica el elemento predominante de
aleación. 1= carbón, 2= níquel, 3=níquel cromo, 4=molibdeno, 5=cromo, 6=cromo
vanadio, 8=triple aleación, 9 silicio magnesio.
El segundo dígito. Es un número que indica el porcentaje aproximado en peso del
elemento de aleación, señalado en el primer dígito. Por ejemplo un acero 2540,
indica que tiene aleación de níquel y que esta es del 5%.
Los dígitos 3 y 4. Indican el contenido promedio de carbono en centésimas, así en
el ejemplo anterior se tendría que un acero 2540 es un acero con 5% de níquel y
.4% de carbón.
Cuando en las clasificaciones se tiene una letra al principio esta indica el proceso
que se utilizó para elaborar el acero, siendo los prefijo los siguientes:
A = Acero básico de hogar abierto
B = Acero ácido de Bessemer al carbono
C= Acero básico de convertidos de oxígeno
D = Acero ácido al carbono de hogar abierto
E = Acero de horno eléctrico
A10XXX
A= Proceso de fabricación
10 = Tipo de acero
X = % de la aleación del tipo de acero
X X= % de contenido de carbono en centésimas.

46
26- Algunos Elementos Químicos En La Fundición Del Hierro
Existen muchos elementos químicos que dan las características de ingeniería a
las aleaciones ferrosas, sin embargo hay algunos que se destacan por sus efectos
muy definidos, a continuación se presentan algunos de estos elementos.
Carbono. Arriba del 4% baja la calidad del hierro, sin embargo se puede decir que
es el elemento que da la dureza al hierro y por medio de sus diferentes formas en
las que se presenta, se pueden definir varias propiedades de las aleaciones y su
grado de maquinabilidad. Con base a la cantidad de carbono en el hierro las
aleaciones se pueden definir o clasificar como se observó en los temas anteriores.
Silicio. Este elemento hasta un 3.25% es un ablandador del hierro y es el elemento
predominante en la determinación de las cantidades de carbono en las aleaciones
de hierro. El silicio arriba de 3.25% actúa como endurecedor. Las fundiciones con
bajo contenido de silicio responden mejor a los tratamientos térmicos.
Manganeso. Es un elemento que cuando se agrega a la fundición arriba del 0.5%
sirve para eliminar al azufre del hierro. Como la mezcla producto del azufre y el
manganeso tiene baja densidad flota y se elimina en forma de escoria. También
aumenta la fluidez, resistencia y dureza del hierro.
Azufre. No sirve de nada en el hierro, debe ser eliminado y controlado.
47
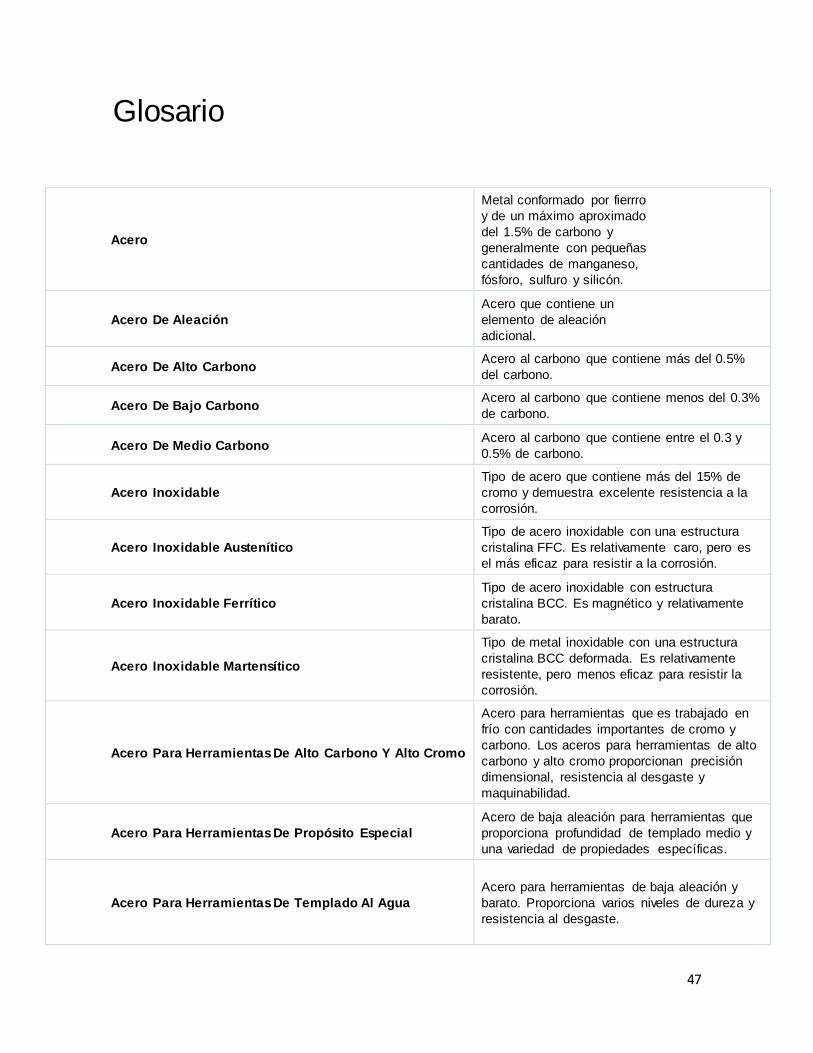
Glosario
Acero
Metal conformado por fierrro
y de un máximo aproximado
del 1.5% de carbono y
generalmente con pequeñas
cantidades de manganeso,
fósforo, sulfuro y silicón.
Acero De Aleación
Acero que contiene un
elemento de aleación
adicional.
Acero De Alto Carbono
Acero al carbono que contiene más del 0.5%
del carbono.
Acero De Bajo Carbono
Acero al carbono que contiene menos del 0.3%
de carbono.
Acero De Medio Carbono
Acero al carbono que contiene entre el 0.3 y
0.5% de carbono.
Acero Inoxidable
Tipo de acero que contiene más del 15% de
cromo y demuestra excelente resistencia a la
corrosión.
Acero Inoxidable Austenítico
Tipo de acero inoxidable con una estructura
cristalina FFC. Es relativamente caro, pero es
el más eficaz para resistir a la corrosión.
Acero Inoxidable Ferrítico
Tipo de acero inoxidable con estructura
cristalina BCC. Es magnético y relativamente
barato.
Acero Inoxidable Martensítico
Tipo de metal inoxidable con una estructura
cristalina BCC deformada. Es relativamente
resistente, pero menos eficaz para resistir la
corrosión.
Acero Para Herramientas De Alto Carbono Y Alto Cromo
Acero para herramientas que es trabajado en
frío con cantidades importantes de cromo y
carbono. Los aceros para herramientas de alto
carbono y alto cromo proporcionan precisión
dimensional, resistencia al desgaste y
maquinabilidad.
Acero Para Herramientas De Propósito Especial
Acero de baja aleación para herramientas que
proporciona profundidad de templado medio y
una variedad de propiedades específicas.
Acero Para Herramientas De Templado Al Agua
Acero para herramientas de baja aleación y
barato. Proporciona varios niveles de dureza y
resistencia al desgaste.

48
Acero Para Herramientas De Templado Al Aire
Acero para herramientas que ha sido trabajado
en frío. Es barato y generalmente usado para
elaborar punzones y moldes.
Acero Para Herramientas De Templado En Aceite
Acero para herramientas que se trabaja en frío
y que mantiene sus dimensiones eficazmente.
Se usa para elaborar piezas para construcción,
cribas y cojinetes.
Acero Para Herramientas De Trabajo En Caliente
Acero para herramientas que se usa para crear
herramientas que forma metales a
temperaturas altas.
Acero Para Herramientas De Trabajo En Frío
Grupo de aceros para herramientas que se
usan principalmente para estampas que forman
al metal a temperaturas no elevadas.
Acero Para Herramientas Resistentes Al Choque
Acero de bajo carbono para herramientas
creado con excelente tenacidad y usado para
elaborar cinceles neumáticos y punzones muy
resistentes.
Acero Para Moldes
Acero de bajo carbono para herramientas que
se usa para elaborar moldes de plástico.
Acero Rápido
Grupo de aceros para herramientas que se usa
para metales para máquinas a altas
velocidades de corte. Los aceros rápidos se
mantienen duros a temperaturas altas y
resisten la abrasión.
Acero Resulfurizado
Acero al carbono al que se le ha añadido
sulfuro para mejorar la maquinabilidad.
Acero Resulfurizado Y Refosforado
Acero al carbono al que se le ha añadido
sulfuro y fósforo para mejorar la
maquinabilidad.
Aceros Al Carbono
Tipo básico de acero que contiene menos del
3% de otros elementos a parte del fierro y
carbono.
Aceros De Alta Resistencia Y Baja Aleación
Tipo de aceros que contiene bajos niveles de
carbono y elementos de aleación que
demuestran buena resistencia y es
relativamente barato. Estos aceros son usados
comúnmente para estructuras grandes.
Aceros De Libre Maquinado
Grado de acero que ha sido manufacturado con
una mezcla y tratamiento térmico con el fin de
mejorar la maquinabilidad del metal.
Aceros Para Herramientas
Tipo especializado de acero de aleación que
demuestra excelente resistencia, tenacidad y
resistencia al desgaste. Los aceros para
herramientas se usan para herramientas de
corte, punzones y otras fabricaciones
industriales.

49
Carburo
Compuesto producido por la combinación de
carbono y, generalmente, cromo, tungsteno o
titanio que se usa para herramientas de corte
de metal por su dureza y resistencia al
desgaste.
Colada
Vaciado de un material líquido a un molde para
que se enfríe y se forme al solidificarse.
Cromo
Metal gris, duro y brillante que se usa para las
aleaciones ferrosas con el fin de añadir dureza
y resistencia al desgaste en el acero. Los
aceros inoxidables contienen grandes
cantidades de cromo.
Ductilidad
Capacidad de un metal para ser laminado,
estirado o formado sin romperse.
Estructura Cristalina
Patrón de átomos regular y repetitivo en un
metal. Las estructuras cristalinas se desarrollan
a medida que el metal se solidifica.
Fierro Fundido
Metal que contiene fierro, más del 2.11% de
carbono y del 1 al 3% de silicón. Los fierros
fundidos normalmente contienen vestigios de
cantidades de otros elementos.
Fierro Fundido Blanco
Tipo de fierro fundido con bajos niveles de
carbono y mayor resistencia a la tensión.
Fierro Fundido Dúctil
Tipo de fierro fundido con una composición
similar a la del fierro fundido gris, pero con
mayor ductilidad. El fierro fundido dúctil
contiene pequeñas bolitas de grafito.
Fierro Fundido Gris
Tipo de fierro fundido que altos niveles de
carbono y de excelente resistencia a la
compresión. Es el acero fundido más común.
Fierro Fundido Maleable
Tipo de acero fundido con una composición
similar a la del fierro fundido blanco, pero con
mayor maleabilidad. El fierro fundido maleable
es sometido al recocido.
Grafito
Forma del carbono negra y blanda. El exceso
de carbono aparece en forma de escamas en
los fierros fundidos y ayuda a amortiguar las
vibraciones y a mejorar la maquinabilidad.
Manganeso
Metal gris claro, duro y quebradizo, se usa en
aleaciones ferrosas para agregar resistencia y
dureza al acero y a otros metales.
Metal Ferroso Metal que contiene fierro.
50
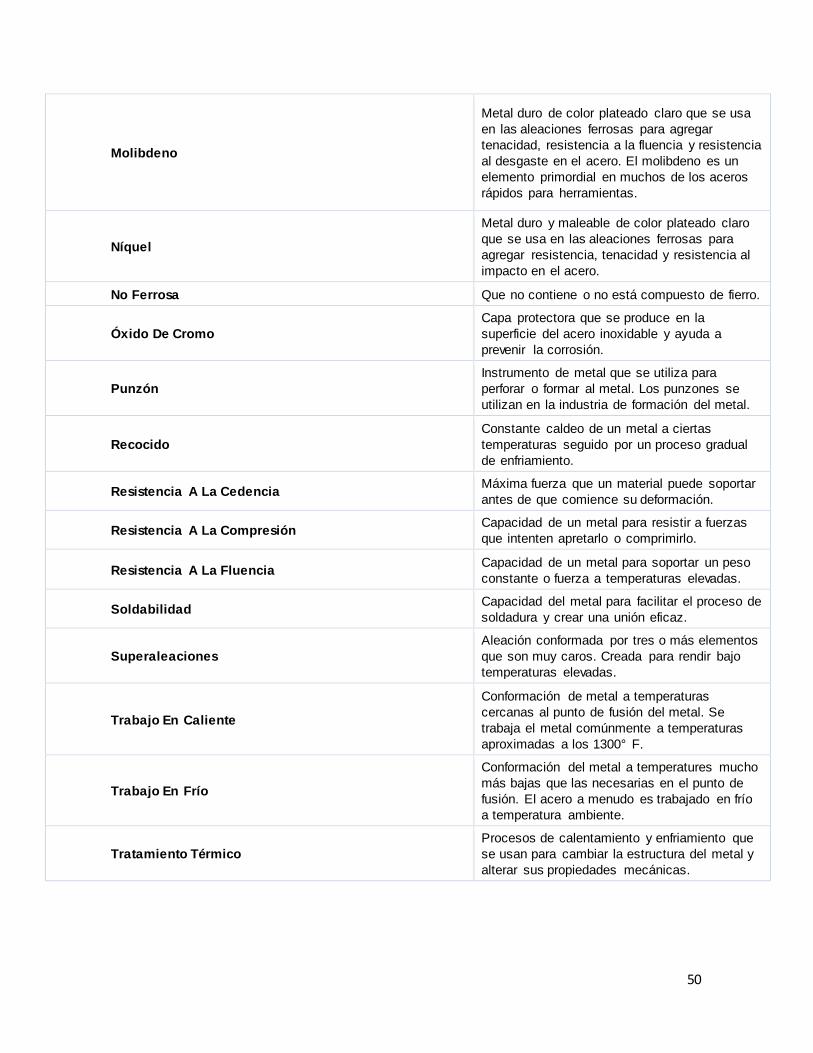
Molibdeno
Metal duro de color plateado claro que se usa
en las aleaciones ferrosas para agregar
tenacidad, resistencia a la fluencia y resistencia
al desgaste en el acero. El molibdeno es un
elemento primordial en muchos de los aceros
rápidos para herramientas.
Níquel
Metal duro y maleable de color plateado claro
que se usa en las aleaciones ferrosas para
agregar resistencia, tenacidad y resistencia al
impacto en el acero.
No Ferrosa Que no contiene o no está compuesto de fierro.
Óxido De Cromo
Capa protectora que se produce en la
superficie del acero inoxidable y ayuda a
prevenir la corrosión.
Punzón
Instrumento de metal que se utiliza para
perforar o formar al metal. Los punzones se
utilizan en la industria de formación del metal.
Recocido
Constante caldeo de un metal a ciertas
temperaturas seguido por un proceso gradual
de enfriamiento.
Resistencia A La Cedencia
Máxima fuerza que un material puede soportar
antes de que comience su deformación.
Resistencia A La Compresión
Capacidad de un metal para resistir a fuerzas
que intenten apretarlo o comprimirlo.
Resistencia A La Fluencia
Capacidad de un metal para soportar un peso
constante o fuerza a temperaturas elevadas.
Soldabilidad
Capacidad del metal para facilitar el proceso de
soldadura y crear una unión eficaz.
Superaleaciones
Aleación conformada por tres o más elementos
que son muy caros. Creada para rendir bajo
temperaturas elevadas.
Trabajo En Caliente
Conformación de metal a temperaturas
cercanas al punto de fusión del metal. Se
trabaja el metal comúnmente a temperaturas
aproximadas a los 1300° F.
Trabajo En Frío
Conformación del metal a temperatures mucho
más bajas que las necesarias en el punto de
fusión. El acero a menudo es trabajado en frío
a temperatura ambiente.
Tratamiento Térmico
Procesos de calentamiento y enfriamiento que
se usan para cambiar la estructura del metal y
alterar sus propiedades mecánicas.
51
Bibliografía
http://ingemecanica.com/tutorialsemanal/tutorialn101.html
http://www.aprendizaje.com.mx/Curso/Proceso1/Temario1_III.html
http://www.ehowenespanol.com/proceso-fabricacion-del-acero-como_10599/
http://www.toolingu.com/class-501210-metales-ferrosos-y-sus-aleaciones-210.html
http://es.slideshare.net/tango67/clasificacin -del-acero
http://cienciamateriales.argentina-foro.com/t94-53-aceros-de-alto-carbono-caracteristicas-y-aplicaciones
http://allstudies.com/clasificacion-acero.html
http://www.atmosferis.com/tipos-de-acero/