AHORRO Y EFICIENCIA ENERGÉTICA EN LAS … · TIPOLOGIA DEL PROCESO DE LAS ALMAZARAS 1. Recepción,...
27
Transcript of AHORRO Y EFICIENCIA ENERGÉTICA EN LAS … · TIPOLOGIA DEL PROCESO DE LAS ALMAZARAS 1. Recepción,...

AHORRO Y EFICIENCIA
ENERGÉTICA EN LAS ALMAZARAS
Madrid, 27 de enero de 2011
PROYECTO CO2OP “AHORRANDO ENERGÍA EN LA PRODUCCIÓN
DE ALIMENTOS COOPERATIVOS”
Antonio López Godoy. FAECA
3
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
PARTICIPANTES
COOPERATIVAS:
ANDALUCÍA:
S.C.A. Santa Eulalia (Úbeda). Jaén
S.C.A. La Union de Úbeda (Úbeda). Jaén
S.C.A Agraria de Porcuna (Porcuna). Jaén
S.C.A. Nuestra Señora del Carmen (Torredonjimeno). Jaén
ARAGON:
Cooperativa Santa Leticia (Ayerbe). Huesca
Cooperativa de labradores de Alcorisa (Alcorisa). Teruel
ELABORACION:
Juan Jesús Lara Perales (FAECA)
José López Dupla (FACA)
Antonio López Godoy (FAECA)
REVISION:
Juan Sagarna, Irene Cerezo y Susana Rivera (Coop. Agro-alimentarias)Helena Santalla (Creara Consultores)

4
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
TIPOLOGIA DEL PROCESO DE LAS ALMAZARAS
1. Recepción, limpieza y almacenamiento:
2. Preparación de la pasta
a) Molienda
b) Batido
3. Separación de las fases
4. Almacenamiento y conservación del aceite
PROCESOS COMUNES A TODAS LAS ALMAZARAS
OTROS PROCESOS ANALIZADOS
1. Envasado:
a) Preparación del Lote
b) Filtrado
c) Embotellado
2. Separación del hueso del orujo
3. Depuración de aguas residuales
5
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
12
. A
lma
ce
na
mie
nto
Expedición a granel
Envasado
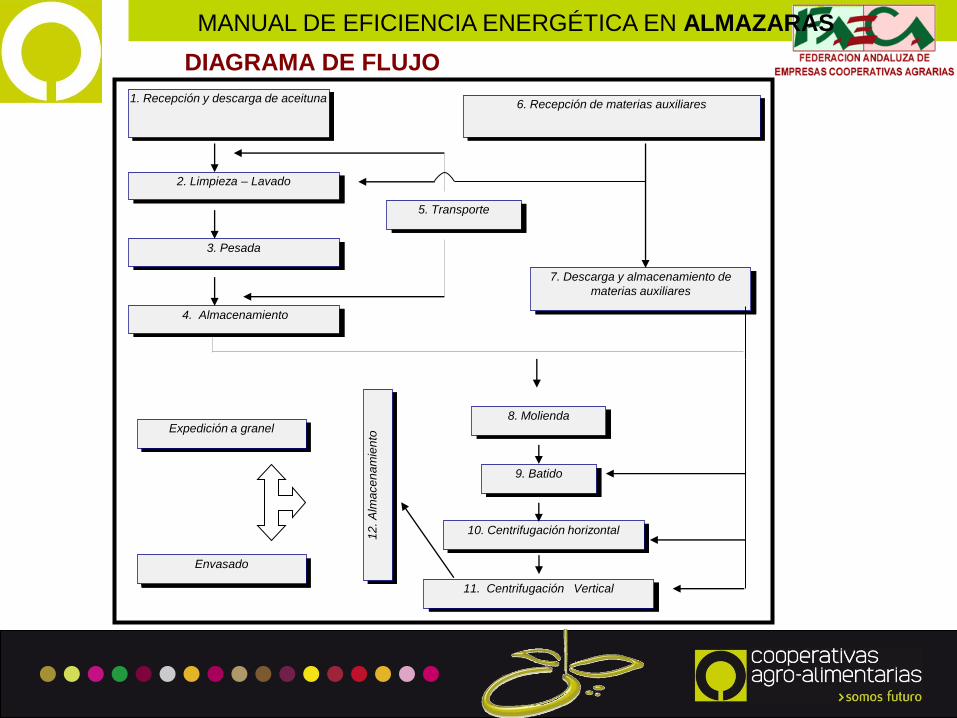
1. Recepción y descarga de aceituna 6. Recepción de materias auxiliares
2. Limpieza – Lavado
3. Pesada
4. Almacenamiento
5. Transporte
7. Descarga y almacenamiento de
materias auxiliares
8. Molienda
9. Batido
10. Centrifugación horizontal
11. Centrifugación Vertical
DIAGRAMA DE FLUJO
6
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
ANÁLISIS ENERGÉTICO DEL SECTOR
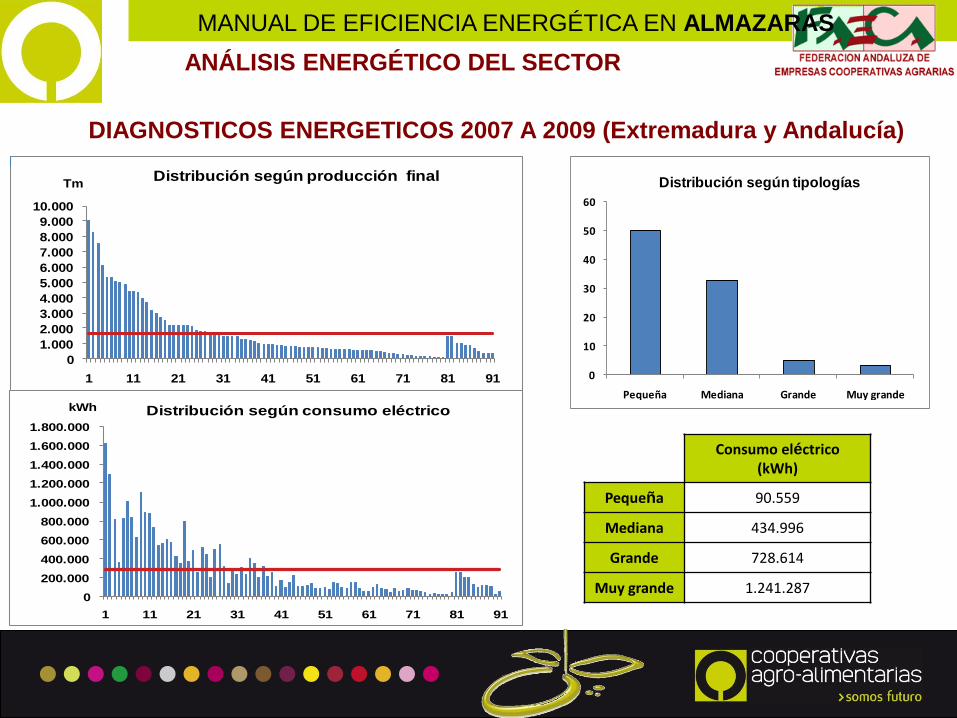
DIAGNOSTICOS ENERGETICOS 2007 A 2009 (Extremadura y Andalucía)
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
9.000
10.000
1 11 21 31 41 51 61 71 81 91
Tm Distribución según producción final
0
10
20
30
40
50
60
Pequeña Mediana Grande Muy grande
Distribución según tipologías
Consumo eléctrico (kWh)
Pequeña 90.559
Mediana 434.996
Grande 728.614
Muy grande 1.241.2870
200.000
400.000
600.000
800.000
1.000.000
1.200.000
1.400.000
1.600.000
1.800.000
1 11 21 31 41 51 61 71 81 91
kWh Distribución según consumo eléctrico
7
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
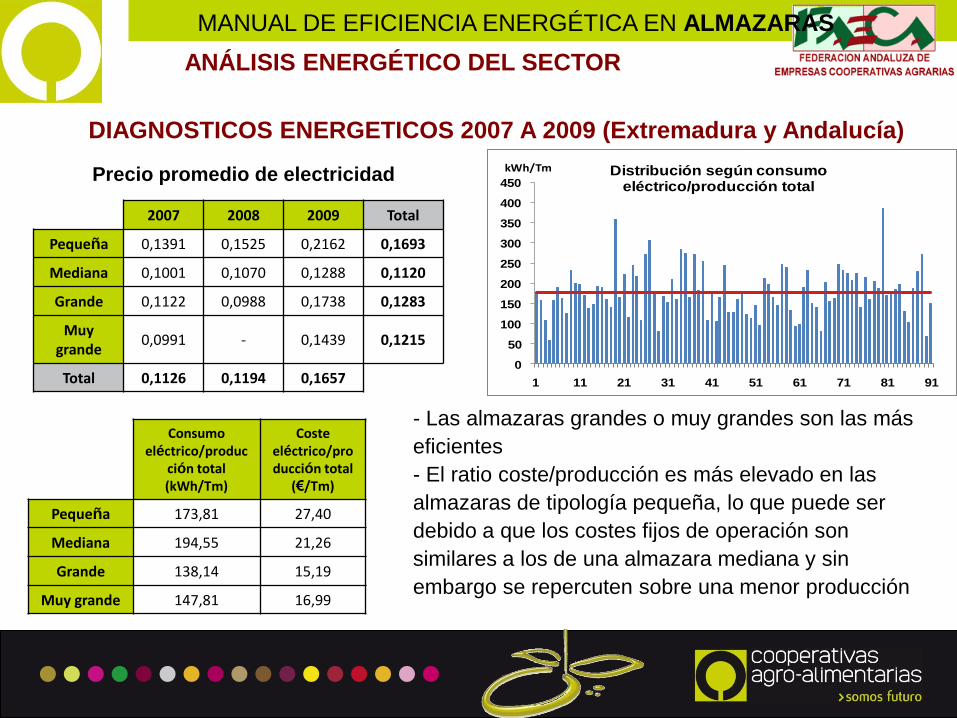
DIAGNOSTICOS ENERGETICOS 2007 A 2009 (Extremadura y Andalucía)
2007 2008 2009 Total
Pequeña 0,1391 0,1525 0,2162 0,1693
Mediana 0,1001 0,1070 0,1288 0,1120
Grande 0,1122 0,0988 0,1738 0,1283
Muy grande
0,0991 - 0,1439 0,1215
Total 0,1126 0,1194 0,1657
Precio promedio de electricidad
0
50
100
150
200
250
300
350
400
450
1 11 21 31 41 51 61 71 81 91
kWh/Tm Distribución según consumo eléctrico/producción total
Consumo eléctrico/produc
ción total (kWh/Tm)
Coste eléctrico/producción total
(€/Tm)
Pequeña 173,81 27,40
Mediana 194,55 21,26
Grande 138,14 15,19
Muy grande 147,81 16,99
- Las almazaras grandes o muy grandes son las más
eficientes
- El ratio coste/producción es más elevado en las
almazaras de tipología pequeña, lo que puede ser
debido a que los costes fijos de operación son
similares a los de una almazara mediana y sin
embargo se repercuten sobre una menor producción
ANÁLISIS ENERGÉTICO DEL SECTOR

8
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
DESCRIPCIÓN ENERGÉTICA DEL PROCESO
DIAGRAMA ENERGETICO DEL PROCESO PRODUCTIVO EN ALMAZARAS
Recepción Aceitunas Recepción Aceitunas Limpieza y lavado Limpieza y lavado
Adición de agua Consumo eléctrico de motores
Pesada Pesaje
Análisis
Molienda Molienda Batido Batido
Extracción parcial Extracción parcial
Molturación
Recepción
Almacenamiento en tolvas MOLINO
Almacenamiento en tolvas MOLINO
Centrifugación Horizontal
Tamizado Tamizado Decantación Decantación
Centrifugación Vertical
Centrifugación Vertical
Agua Adición agua de caldera
Decantación Prealmacenamiento
Decantación Prealmacenamiento
Almacenamiento Intermedio y en
Bodega
Almacenamiento Intermedio y en
Bodega
Partidas de Venta
Almacenamiento
Centrifugación
Consumo térmico Adición agua de caldera
Recepción de Aceite
Recepción de Aceite
Expedición
Toma de muestra
Consumo eléctrico de molinos y palas de batido
Consumo eléctrico de motores
en centrifugación y bombas trasiego Análisis
LÍNEAS DE PROCESADO
Consumo térmico
Aerotermos en bodega Toma de muestra Análisis
Consumo eléctrico de bombas trasiego
Carga y Expedición

9
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
DESCRIPCIÓN ENERGÉTICA DEL PROCESO
10
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
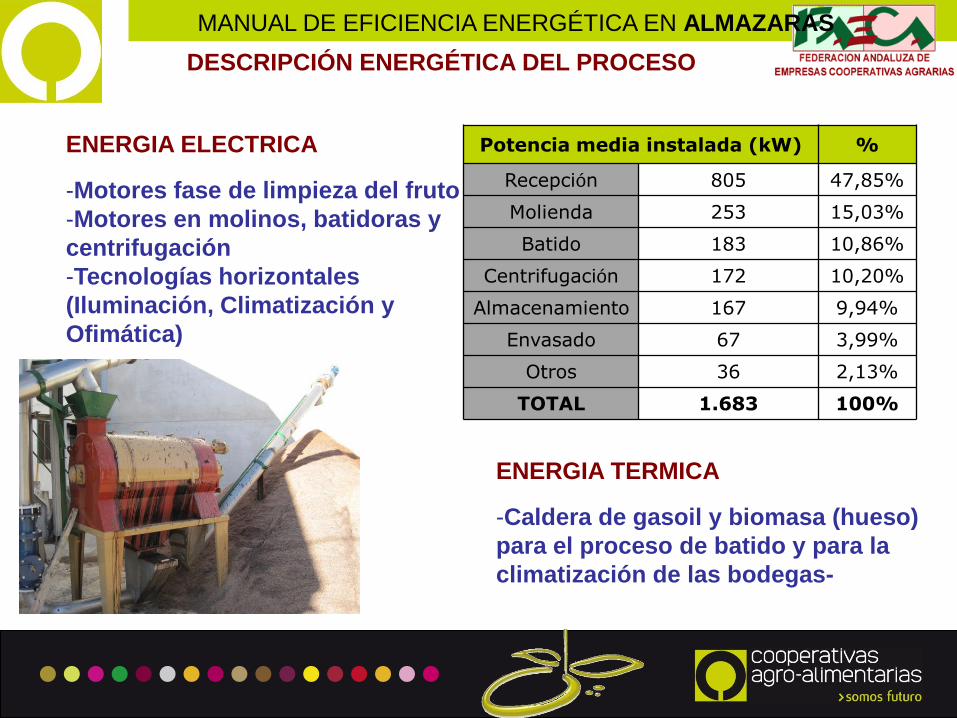
Potencia media instalada (kW) %
Recepción 805 47,85%
Molienda 253 15,03%
Batido 183 10,86%
Centrifugación 172 10,20%
Almacenamiento 167 9,94%
Envasado 67 3,99%
Otros 36 2,13%
TOTAL 1.683 100%
DESCRIPCIÓN ENERGÉTICA DEL PROCESO
ENERGIA ELECTRICA
-Motores fase de limpieza del fruto
-Motores en molinos, batidoras y
centrifugación
-Tecnologías horizontales
(Iluminación, Climatización y
Ofimática)
ENERGIA TERMICA
-Caldera de gasoil y biomasa (hueso)
para el proceso de batido y para la
climatización de las bodegas-

11
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
CONSUMOS ENERGÉTICOS
Consumo anual eléctrico (kWh)
Consumo anual de gasóleo
Consumo anual de biomasa
Litros Kwhtonelad
asKwh
AL-1 376.932 0 0 128 640.000
AL-2 871.532 0 0 150 750.000
AL-31.296.33
60 0 205 1.025.000
AL-4 138.911 0 0 41 205.000
AL-5 91.525 0 0 24 120.000
AL-6 32.540 5.150 50.344 0 0
PROMEDIO DE LA MUESTRA
467.960 858 8.391 91 456.667
PROMEDIOS DE CONSUMO DE LAS ALMAZARAS AUDITADAS

12
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
Consumo eléctrico (%)
Consumo de biomasa
(%)
Consumo de gasóleo
(%)
AL-1 37 63 0
AL-2 54 46 0
AL-3 56 44 0
AL-4 60 40 0
AL-5 43 57 0
AL-6 39 0 61
CONSUMOS MEDIOS
48% 42% 10%
DISTRIBUCION DE CONSUMOS EN LAS ALMAZARAS AUDITADAS
CONSUMOS ENERGÉTICOS
Distribución del consumo en almazaras con caldera
de biomasa
5050
Porcentaje de consumo eléctrico (%)
Porcentaje de consumo energía térmica (%) Distribución del consumo en almazaras con caldera
de gasoil
3961
Porcentaje de consumo eléctrico (%)
Porcentaje de consumo energía térmica (%)
-Se aprecian consumos de energía térmica un 10%
mayores para las almazaras que emplean gasoil

13
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIA DE CONSUMOS ELECTRICOS EN ALMAZARAS AUDITADAS
CONSUMOS ENERGÉTICOS
La curva de consumo presenta sus valores máximos entre los meses de diciembre y marzo,
que coinciden con la temporada de campaña, en la que existe producción de aceite. El resto
del año el único consumo existente corresponde a la zona de envasado y las oficinas.

14
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIA DE CONSUMOS TERMICOS EN ALMAZARAS AUDITADAS
CONSUMOS ENERGÉTICOS
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
may-09 jul-09 sep-09 nov-09 ene-10 mar-10
Tal y como se puede observar en las 2 gráficas el consumo de gasóleo y biomasa sigue la
evolución de la climatología. El pico de consumo se produce durante los meses de invierno
debido a las necesidades de calefacción tanto de la zona de envasado como de la bodega,
mientras que el resto del año dicho consumo desaparece
Gasoleo Biomasa
15
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
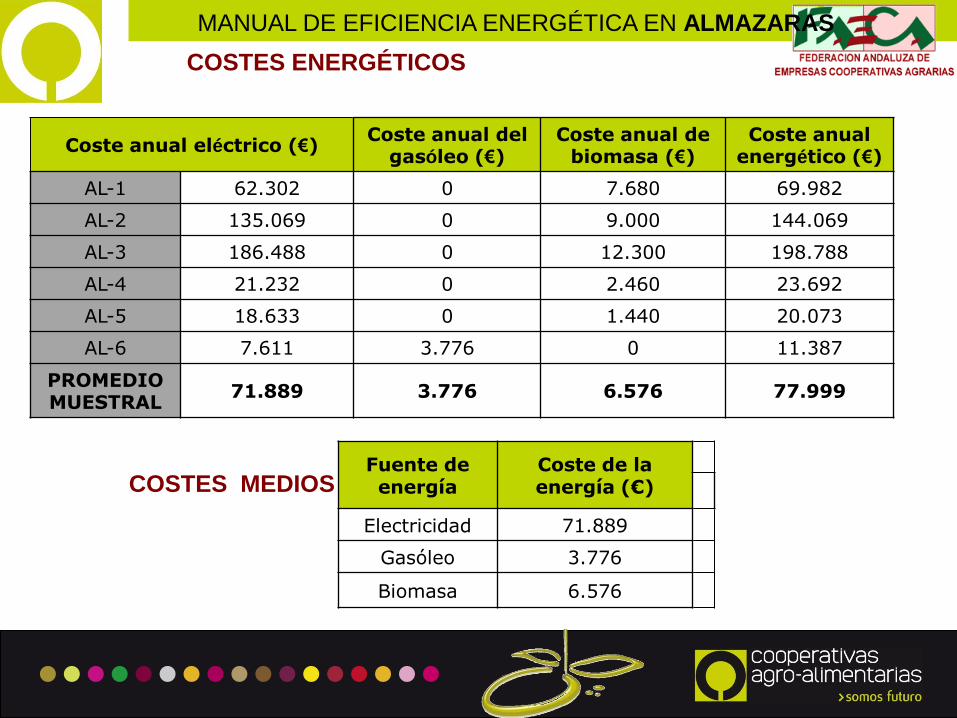
COSTES ENERGÉTICOS
Coste anual eléctrico (€)Coste anual del
gasóleo (€)Coste anual de
biomasa (€)Coste anual
energético (€)
AL-1 62.302 0 7.680 69.982
AL-2 135.069 0 9.000 144.069
AL-3 186.488 0 12.300 198.788
AL-4 21.232 0 2.460 23.692
AL-5 18.633 0 1.440 20.073
AL-6 7.611 3.776 0 11.387
PROMEDIO MUESTRAL
71.889 3.776 6.576 77.999
Fuente de energía
Coste de la energía (€)
Electricidad 71.889
Gasóleo 3.776
Biomasa 6.576
COSTES MEDIOS
16
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
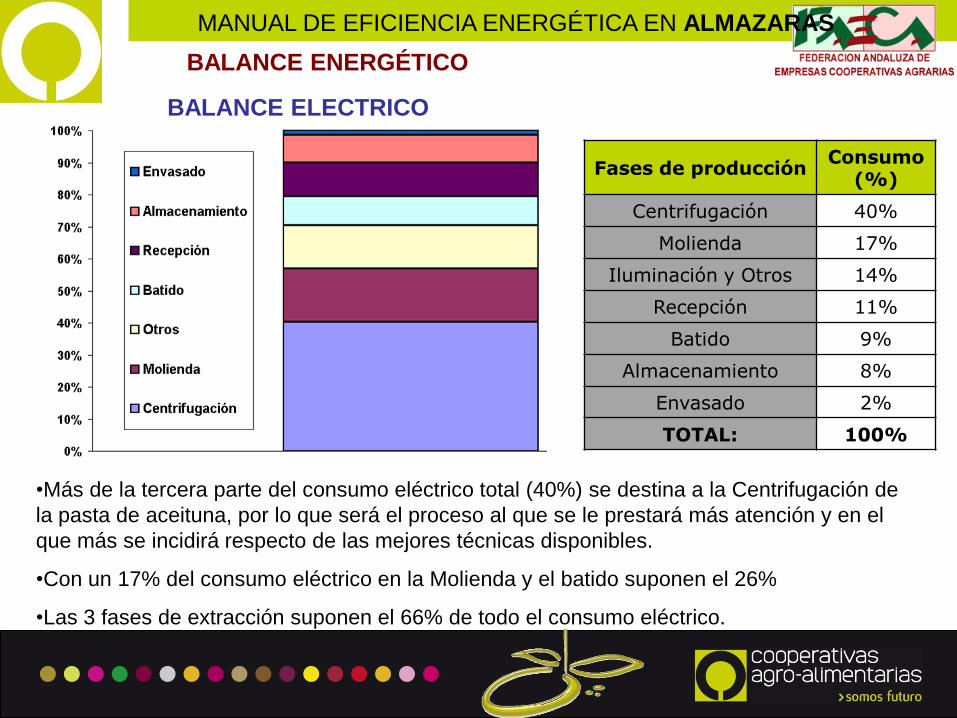
Fases de producciónConsumo
(%)
Centrifugación 40%
Molienda 17%
Iluminación y Otros 14%
Recepción 11%
Batido 9%
Almacenamiento 8%
Envasado 2%
TOTAL: 100%
BALANCE ENERGÉTICO
BALANCE ELECTRICO
•Más de la tercera parte del consumo eléctrico total (40%) se destina a la Centrifugación de
la pasta de aceituna, por lo que será el proceso al que se le prestará más atención y en el
que más se incidirá respecto de las mejores técnicas disponibles.
•Con un 17% del consumo eléctrico en la Molienda y el batido suponen el 26%
•Las 3 fases de extracción suponen el 66% de todo el consumo eléctrico.
17
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
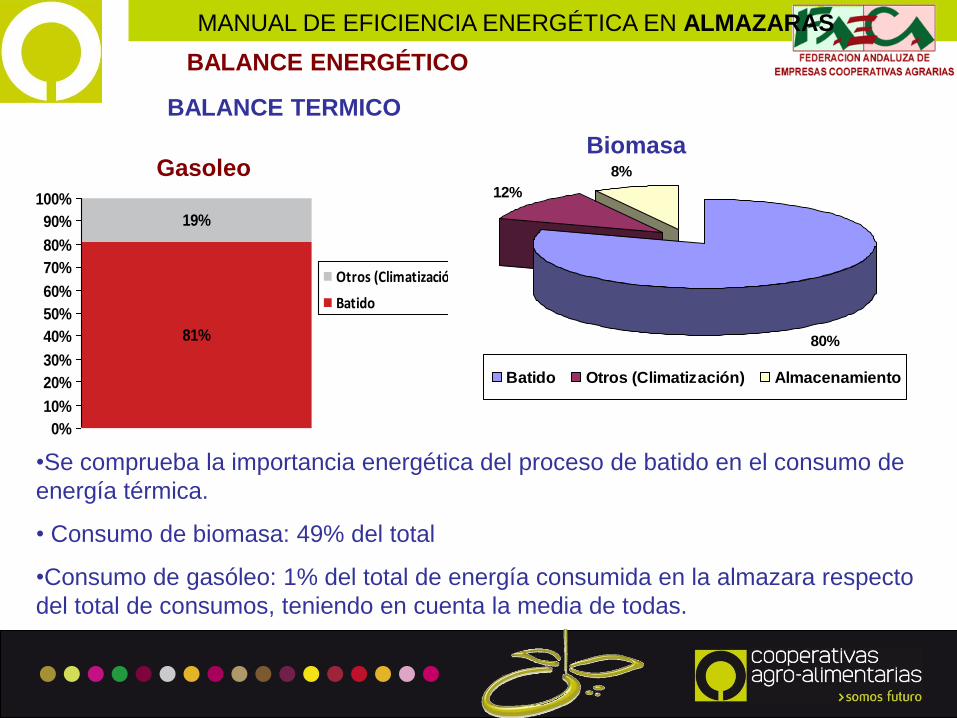
Balance de Gasóleo
81%
19%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Otros (Climatización)
Batido
80%
12%
8%
Batido Otros (Climatización) Almacenamiento
BALANCE ENERGÉTICO
BALANCE TERMICO
GasoleoBiomasa
•Se comprueba la importancia energética del proceso de batido en el consumo de
energía térmica.
• Consumo de biomasa: 49% del total
•Consumo de gasóleo: 1% del total de energía consumida en la almazara respecto
del total de consumos, teniendo en cuenta la media de todas.

18
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
BALANCE ENERGÉTICO

19
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
0
20.000
40.000
60.000
80.000
100.000
120.000
140.000
160.000
180.000
may-09 jul-09 sep-09 nov-09 ene-10 mar-10
Consumo eléctrico (kWh) Consumo de gasóleo (kWh) Consumo de biomasa (kWh)
TEMPORALIDAD EN EL CONSUMO
•La curva de consumo presenta sus valores máximos entre los meses de diciembre y
marzo, que coinciden con la temporada de campaña, en la que existe producción de
aceite. El resto del año el único consumo corresponde al envasado y las oficinas.
20
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIDAS DE AHORRO ENERGETICO
1.- AISLAMIENTO TÉRMICO DE TUBERÍAS
EL ahorro obtenido en las almazaras auditadas ha sido notable
alcanzando hasta 89.385 KWh/año con periodo de retorno de 5,5 años
2.- AUTOMATIZACIÓN DEL PROCESO
El precio de la energía eléctrica no es el mismo a lo largo del día, ni a
lo largo del año, dependiendo de la época del año, la hora del día y la
tarifa de acceso que tengamos contratada con nuestro suministrador
de energía eléctrica, éste puede variar hasta en un 280%.
3.- REGLETAS ELIMINADORAS DEL MODO STAND-BY Los ahorros
conseguidos con la instalación de regletas son bajos, pero nos parece
interesante potenciar este tipo de medidas de ahorro junto con una
serie de recomendaciones respecto a los equipo de oficinas, para
crear un hábito de consumo de energía responsable en los despachos
TECNOLOGIAS HORIZONTALES

21
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIDAS DE AHORRO ENERGETICO
4.- CAMBIO DE LÁMPARAS POR OTRAS MÁS EFICIENTES
Los periodos de retorno resultantes al proponer esta medida en las
cooperativas estudiadas han estado entre los 0,4 y los 7,5 años. Para
reducir el periodo de retorno y la inversión inicial, se ha recomendado
un cambio secuencial de lámparas que se haga coincidir con la rotura
de éstas.
5.- INSTALACIÓN SOLAR FOTOVOLTAICA
En 2 de las cooperativas auditadas se ha establecido como
recomendación una posible diversificación de actividad, como es la
instalación de un sistema fotovoltaico conectado a red (SFCR), para la
venta de la electricidad producida.
Teniendo en cuenta que la vida útil de una instalación fotovoltaica es
de 25 años los periodos de retorno varían en torno a los 10 años y
suponen un ahorro anual medio de emisiones de CO2 sería de 105 Tm
TECNOLOGIAS HORIZONTALES
22
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIDAS DE AHORRO ENERGETICO
1.- SUSTITUCIÓN A MOTORES EFICIENTES. MOLINOS DE LISTELLOS
Son molinos con martillo rotante a 1.500 y 3.000 r.p.m. Contienen una
sola criba rotante con sentido de giro inverso a los martillos, con
diámetro de perforación en función de la granulometría deseada.
Menor intensidad a igual rendimiento.
2.- CONTROL DEL CONSUMO DE BIOMASA
A raíz del análisis de los consumos energéticos y del balance, la
energía térmica consumida en la caldera es muy elevada por lo que se
recomienda realizar un control del gasto y una automatización del
proceso de alimentación de la caldera y de las temperaturas de entrada
del agua al proceso.
Aunque en la actualidad no supone ningún ahorro económico, es
posible que, a medida que aumente el precio de los combustibles
fósiles pueda ser una vía de ahorro económico y energético muy
importante.
EQUIPOS DE PROCESO

23
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIDAS DE AHORRO ENERGETICO
3.- DECANTACIÓN MEDIANTE DEPÓSITOS
Debido a la problemática de años anteriores en el suministro de agua,
debido al alto consumo de las centrífugas verticales, ya que se suele
adicionar agua con una relación 1:1 en proporción con el aceite; se ha
propuesto la sustitución del sistema de centrífugas verticales por el
sistema de decantación estático, consiguiéndose un notable ahorro en
el consumo de agua, así como una
disminución de los efluentes líquidos
procedentes de las aguas de lavado del aceite.
El ahorro energético que se llega es del 100%
con respecto al sistema de centrifugadoras
verticales.
Ahorro de hasta 75.000 KWh/año
PRS entre 2 y 4,5 años
EQUIPOS DE PROCESO
24
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIDAS DE AHORRO ENERGETICO
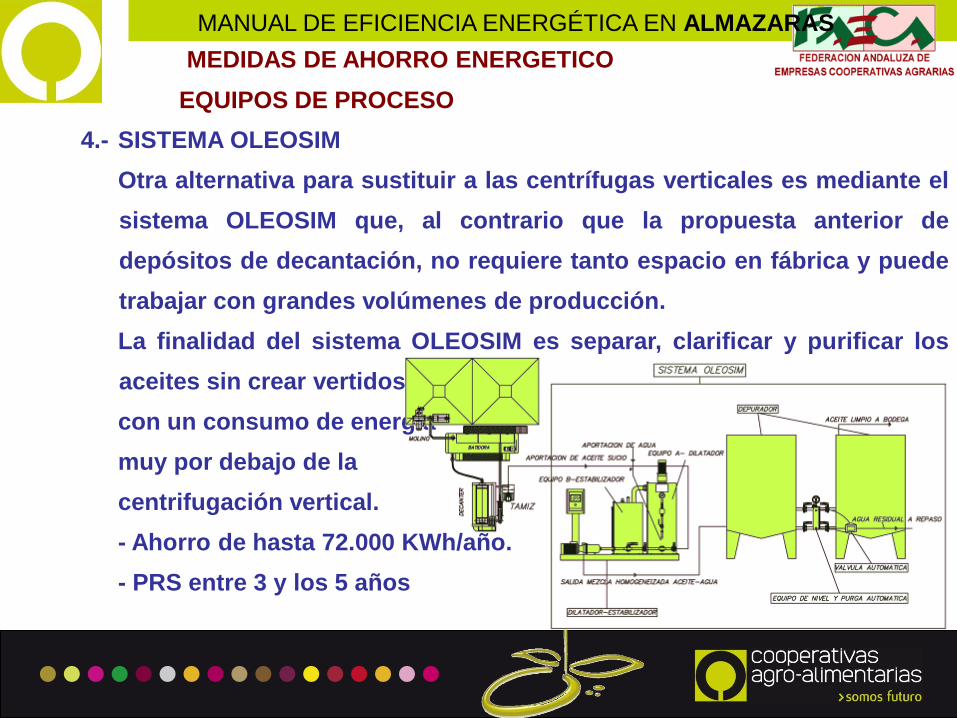
4.- SISTEMA OLEOSIM
Otra alternativa para sustituir a las centrífugas verticales es mediante el
sistema OLEOSIM que, al contrario que la propuesta anterior de
depósitos de decantación, no requiere tanto espacio en fábrica y puede
trabajar con grandes volúmenes de producción.
La finalidad del sistema OLEOSIM es separar, clarificar y purificar los
aceites sin crear vertidos y
con un consumo de energía
muy por debajo de la
centrifugación vertical.
- Ahorro de hasta 72.000 KWh/año.
- PRS entre 3 y los 5 años
EQUIPOS DE PROCESO
25
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIDAS DE AHORRO ECONOMICO
1.- Negociación con las comercializadoras (Mercado Libre)
- Precio del término de potencia
- Precio del término de energía
2.- Optimización de la Potencia Contratada
3.- Reducción de energía reactiva
En las instalaciones hay consumos importantes de aparatos que
necesitan crear campos de inducción para su funcionamiento, como
son los motores. Si ese consumo supera el 33% de la energía activa
nos penalizan con importantes incrementos en.
Para evitar esto debemos compensar esa demanda con la
instalación de unas baterías de condensadores en paralelo con
nuestra instalación que suministren esa energía reactiva.
OPTIMIZACION DE LA FACTURA ELECTRICA

26
MANUAL DE EFICIENCIA ENERGÉTICA EN ALMAZARAS
MEDIDAS DE AHORRO ECONOMICO
EJEMPLO DE MEDIDAS OFERTADAS Y VALORADAS
AHORRO ANUAL DESCRIPCIÓN DE LA MEJORA
(kWh) %1 (€)
INVERSIÓN INICIAL
(€)
PERIODO RETORNO
(años)
AHORRO ANUAL CO2
(kg CO2)
Sustitución de los motores principales por otros más eficientes
33.553 2,07 5.200 37.600 7,23 13.421
Excesos de potencia en los arranques de equipos
- - - - - -
Optimización del funcionamiento de los molinos
66.368 4,10 10.287 0 0 26.547
Sustitución de centrífugas verticales por depósitos de decantación
74.189 4,58 23.959 50.000 2,09 29.676
Instalación del sistema Oleosim 71.221 4,39 23.498 58.292 2,48 28.489
Aislamiento térmico de tuberías 89.385 5,51 1.073 4.850 4,52 35.754
Optimización de la potencia contratada - - - - - -
Optimización del factor de potencia - - 15.350 12.540 0,81 -
Instalación Solar Fotovoltaica 309.782 19,11 91.447,70 895.032 9,78 123.913
TOTAL 644.498 39,76
1 Porcentaje calculado respecto al consumo total de la almazara
GRACIAS POR SU ATENCION