ANALISIS DE LAS PROPIEDADES MECANICAS DE...
75
ANALISIS DE LAS PROPIEDADES MECANICAS DE TENSIÓN, TENACIDAD Y DUREZA DE UN ACERO SAE 1045 MEDIANTE LOS PROCESOS DE TRATAMIENTO TERMICO DE TEMPLE, CRIOGENIA Y REVENIDO WILLIAM ALEXANDER PINZÓN 20131375011 GUSTAVO RAMOS ROSERO 20131375097 UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA INGENIERÍA MECÁNICA BOGOTÁ 2017
Transcript of ANALISIS DE LAS PROPIEDADES MECANICAS DE...

ANALISIS DE LAS PROPIEDADES MECANICAS DE TENSIÓN, TENACIDAD Y DUREZA
DE UN ACERO SAE 1045 MEDIANTE LOS PROCESOS DE TRATAMIENTO TERMICO
DE TEMPLE, CRIOGENIA Y REVENIDO
WILLIAM ALEXANDER PINZÓN
20131375011
GUSTAVO RAMOS ROSERO
20131375097
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA MECÁNICA
BOGOTÁ
2017

ANALISIS DE LAS PROPIEDADES MECANICAS DE TENSIÓN, TENACIDAD Y DUREZA
DE UN ACERO SAE 1045 MEDIANTE LOS PROCESOS DE TRATAMIENTO TERMICO
DE TEMPLE, CRIOGENIA Y REVENIDO
WILLIAM ALEXANDER PINZÓN
GUSTAVO RAMOS ROSERO
PROYECTO PARA OPTAR AL TÍTULO DE INGENIERO MECÁNICO
PRESENTADO A:
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA MECÁNICA
BOGOTÁ
2017

PÁGINA DE ACEPTACIÓN
____________________________
Firma del Tutor
____________________________
Firma del Jurado
05 de Junio de 2017

TABLA DE CONTENIDO
1 INTRODUCCIÓN ......................................................................................................................... 11
2 OBJETIVOS ................................................................................................................................... 12
2.1 Objetivo general ............................................................................................................................................ 12
2.2 Objetivos específicos ..................................................................................................................................... 12
3 PLANTEAMIENTO DEL PROBLEMA ................................................................................. 13
3.1 Definición del problema ............................................................................................................................... 13
3.2 Justificación ................................................................................................................................................... 13
4 MARCO TEÓRICO ..................................................................................................................... 15
4.1 Acero SAE 1045............................................................................................................................................. 15 4.1.1 Características de empleo ........................................................................................................................... 15 4.1.2 Composición química ................................................................................................................................. 15 ................................................................................................................................................................................. 15 4.1.3 Propiedades físicas ..................................................................................................................................... 16 4.1.4 Propiedades típicas a temperatura ambiente sin endurecimiento ............................................................... 16 4.1.5 Propiedades típicas a temperatura ambiente con temple en aceite ............................................................ 17 4.1.6 Propiedades típicas a temperatura ambiente con temple en agua .............................................................. 17 4.1.7 Banda de templabilidad .............................................................................................................................. 18 4.1.8 Tratamientos térmicos ................................................................................................................................ 18 4.1.9 Diagrama de revenido ................................................................................................................................. 18 4.1.10 Datos de impacto .................................................................................................................................... 19 4.1.11 Aplicaciones ........................................................................................................................................... 19
4.2 Los aceros de fase dual (DP) ........................................................................................................................ 19
4.3 Tratamientos térmicos de los aceros ........................................................................................................... 23
4.4 Factores de Importancia en un Tratamiento Térmico. .............................................................................. 23
4.5 Diagramas de fase (o de equilibrio) ............................................................................................................. 24
4.6 Definiciones y conceptos fundamentales ..................................................................................................... 24 4.6.1 Fases ........................................................................................................................................................... 24 4.6.2 Microestructura ........................................................................................................................................... 25 4.6.3 Equilibrio de fases ...................................................................................................................................... 25 4.6.4 Diagramas de equilibrio de fases ................................................................................................................ 26 4.6.5 Interpretación de los diagramas de fase ...................................................................................................... 27

4.7 El sistema hierro- carbono ........................................................................................................................... 27
4.8 Transformaciones de fase en los metales..................................................................................................... 27 4.8.1 Trasformaciones de fases ........................................................................................................................... 27
4.9 Temple............................................................................................................................................................ 30
4.10 Temple completo e incompleto ..................................................................................................................... 31 4.10.1 Templabilidad ........................................................................................................................................ 32
4.11 Tratamiento criogénico................................................................................................................................. 32 4.11.1 Aplicaciones del tratamiento criogénico ................................................................................................ 34 4.11.2 Cinética del tratamiento criogénico ........................................................................................................ 34 4.11.3 Equipos para tratamientos criogénicos ................................................................................................... 35
4.12 Revenido ........................................................................................................................................................ 36 4.12.1 Tipos de revenido ................................................................................................................................... 36 4.12.2 Revenido rápido ..................................................................................................................................... 37
4.13 Curva de la “S” ............................................................................................................................................. 38
4.14 Fractura de metales ...................................................................................................................................... 40 4.14.1 Fractura dúctil ........................................................................................................................................ 41 4.14.2 Fractura frágil ......................................................................................................................................... 42 4.14.3 Fractura mixta ........................................................................................................................................ 43
5 MATERIALES Y MÉTODOS ................................................................................................... 44
5.1 Materiales ...................................................................................................................................................... 44
5.2 Composición química .................................................................................................................................... 45
5.3 Temperaturas Intercríticas .......................................................................................................................... 46
5.4 Método para la toma de resultados ............................................................................................................. 46
5.5 Tratamientos térmicos .................................................................................................................................. 47 5.5.1 Tratamiento térmico temple ........................................................................................................................ 47 5.5.2 Tratamiento térmico criogénico .................................................................................................................. 47 5.5.3 Tratamiento térmico revenido..................................................................................................................... 48
5.6 Prueba de impacto tipo charpy .................................................................................................................... 49
5.7 Prueba de tensión .......................................................................................................................................... 51 5.7.1 Probeta en estado de entrega....................................................................................................................... 52 5.7.2 Probetas templada ....................................................................................................................................... 53 5.7.3 Probetas templadas, criogenizadas con revenido de 5 minutos .................................................................. 53 5.7.4 Probetas templadas, criogenizadas con revenido de 10 minutos. ............................................................... 54 5.7.5 Probetas templadas, criogenizadas con revenido de 15 minutos ................................................................ 55 5.7.6 Probetas templadas, criogenizadas con revenido de 30 minutos ................................................................ 55

5.7.7 Variación del Sut (esfuerzo ultimo a la tracción) según graficas de esfuerzo vs deformación .................. 56
5.8 Dureza ............................................................................................................................................................ 57 5.8.1 Durezas probetas: ....................................................................................................................................... 57
5.9 Metalografía .................................................................................................................................................. 58 5.9.1 Probeta en estado se suministró. ................................................................................................................. 59 5.9.2 Probeta con tratamiento térmico de temple ................................................................................................ 59 5.9.3 Probeta con temple, criogenia y revenido a 5min ...................................................................................... 60 5.9.4 Probeta de tensión con temple, criogenia y revenido a 10min .................................................................... 60 5.9.5 Probeta con temple, criogenia y revenido a 15min ..................................................................................... 61 5.9.6 Probeta con temple, criogenia y revenido a 30min ..................................................................................... 61 5.9.7 Microscopia Electrónica De Barrido .......................................................................................................... 62
5.10 Modos de falla .............................................................................................................................................. 65 5.10.1 Probetas tensión ..................................................................................................................................... 65
5.11 Coeficiente de endurecimiento K y n de la curva plástica ......................................................................... 68 5.11.1 Determine el valor de las constantes del material “K”, y del coeficiente de endurecimiento por
deformación “n”. ..................................................................................................................................................... 69
6 CONCLUSIONES ......................................................................................................................... 71
7 BIBLIOGRAFÍA ........................................................................................................................... 73
8 REFERENCIAS ............................................................................................................................. 75

LISTA DE TABLAS
Tabla 1 Equivalencias en normas del acero SEA 1045………………………….………15
Tabla 2 Composición química del acero SAE 1045…………………………….……….15
Tabla 3 Propiedades típicas 1 del acero SAE 1045…………………………….………..16
Tabla 4 Propiedades típicas 2 del acero SAE 1045……………………………….……..17
Tabla 5 Propiedades típicas 3 del acero SAE 1045………………….…………………..17
Tabla 6 Tabla de tratamientos térmicos…….……………………………………………18
Tabla 7 Tabla de impacto con revenido a 870 °C………………………………………..19
Tabla 8 Datos de composición obtenidos por el método experimental espectrometría
de masas.………………………………………………………………………………..….45
Tabla 9 Tabla de resultados Prueba de impacto tipo charpy………………………….....50
Tabla 10 Comparativo del Sut (MPa) con los tratamientos térmicos realizados………….56
Tabla 11 Tabla de resultados prueba de dureza……………………………….……….….57
Tabla 12 Tabla datos Coeficiente de endurecimiento K y n de la curva plástica……..….69

TABLA DE ILUSTRACIONES
Figura 1: Diagrama de templabilidad……………………………….………………..…...……18
Figura 2: Diagrama de revenido……………………………………….……….…..……..…….18
Figura 3: Microestructura esquemática del acero doble fase………………….………….…….20
Figura 4: Estructura de ferrita más martensita de un acero de fase dual……………...………...21
Figura 5: Diagrama esquemático tiempo-temperatura que muestra las etapas necesarias para
obtener un acero DP laminado en caliente……………….…………………………………..…..22
Figura 6: Diagrama esfuerzo-deformación de ingeniería para un acero DP y un acero
HSLA………………………………..…………………………………………………..………..22
Figura 7: Diagrama hierro carbono donde se observan las fases presentes Hierro delta ,
Austenita, Cementita Fe3C, Perlita P, Ferrita α. y las temperaturas del eutectoide A1 720°C y la
temperatura de inicio de transformación de la Austenita A3 (ASM, 2003)……………………...28
Figura 8: Representación de las zonas y temperaturas de tratamiento, la línea punteada denota el
% de carbono del acero. (Liedl. U, 2002) (Movaheda. P, 2009)……………………………....…29
Figura 9: Diagrama esquemático TTT para un acero donde aparecen las diversas estructuras
para diferentes velocidades de enfriamiento……………………………………………...…...…30
Figura 10: Temperaturas de calentamiento durante los tratamientos de temple………….….....30
Figura 11: Diagrama de Temperatura vs Tiempo para procesos de tratamientos
criogénicos………………………………………………………………………………..………33
Figura 12: Impacto de la tenacidad como una función de la temperatura de revenido
de endurecido, de baja- aleación, aceros al carbono…………………………………..……….…36
Figura 13: Diagrama revenido rápido curva Dureza – Temperatura – Tenacidad……….…..…37
Figura 14: Efecto de la Temperatura de Transformación de la austenita sobre el espaciamiento
ínter laminar de la perlita……………………………………………………………………...….38
Figura 15: Curva de la “s”…………………….………………………………….……….….…39
Figura 16 Diagrama de fractura de una probeta…………………………………….……..……41
Figura 17 Diagrama de tipos de fractura dúctil……………………………………….……..….42
Figura 18 Diagrama de tipos de fractura frágil………………………………………..……..….43
Figura 19 Diagrama de tipos de fractura mixta…………………………………..……….…….43
Figura 20: Probeta para ensayo de tensión (ASTM E-8/E8M-11 Standard Test

Methods for Tension Testing of Metallic Materials)……………………………………………..44
Figura 21: Probeta para ensayo de impacto (ASTM E23-12C Standard Test
Methods for Notched Bar Impact Testing of Metallic Materials)…………………………......…45
Figura 22: Esquema del tratamiento térmico de temple realizado al acero AISI 1045…………47
Figura 23: Esquema del tratamiento térmico de criogenia realizado
al acero AISI 1045…………………………………………………………………………....…..48
Figura 24: Esquema de los tratamientos térmicos de revenidos realizado
al acero AISI 1045…………………………………………………………………………....…..48
Figura 25: Péndulo de impacto 5A -10700 marca Satec (Universidad Distrital, 2017)………...49
Figura 26: Entalla probetas para ensayo de impacto tipo charpy según norma E-23…………..49
Figura 27: Diagrama de barras comparativo de la tenacidad………………………………..….51
Figura 28: Maquina universal de ensayos UH 50 – A marca Shimadzu (Universidad Distrital,
2017)…………………………………………………………………….…………………….….51
Figura 29: Diagrama Esfuerzo (Mpa) vs Deformación (mm) probetas en estado de
suministro……………………………………………………………………………………..….52
Figura 30: Diagrama Esfuerzo (Mpa) vs Deformación (mm) probetas templadas…………..…53
Figura 31: Diagrama Esfuerzo (Mpa) vs Deformación (mm) templadas,
criogenizadas y revenidas a 5 min…………………………………………………………..……53
Figura 32: Diagrama Esfuerzo (Mpa) vs Deformación (mm) templadas,
criogenizadas y revenidas a 10 min…………………………………………………………..…..54
Figura 33: Diagrama Esfuerzo (Mpa) vs Deformación (mm) templadas,
criogenizadas y revenidas a 15 min…………………………………………………………..…..55
Figura 34: Diagrama Esfuerzo (Mpa) vs Deformación (mm) templadas,
criogenizadas y revenidas a 30 min…………………………………………………………..…..55
Figura 35: Comparativo del Sut (MPa) con los tratamientos térmicos realizados…………..….56
Figura 36: Dureza probetas según tratamientos térmicos y estado de suministro…………..…..58
Figura 37: Zona donde se realizó la toma de muestras para metalografía………………….…..58
Figura 38: Microestructura en un plano longitudinal del acero AISI/SAE 1045…………..…...59
Figura 39: Microestructura en un plano longitudinal del acero AISI/SAE 1045 con tratamiento
térmico de temple enfriado en agua……………………………………….……………………...59

Figura 40: Microestructura en un plano longitudinal del acero AISI/SAE 1045 con tratamiento
térmico de temple, criogenia y revenido a 5 min……………….………………………………..60
Figura 41: Microestructura en un plano longitudinal del acero AISI/SAE 1045 con tratamiento
térmico de temple, criogenia y revenido a 10min…………………..……………………………60
Figura 42: Microestructura en un plano longitudinal del acero AISI/SAE 1045 con tratamiento
térmico de temple, criogenia y revenido a 15min………………………………………….…….61
Figura 43: Microestructura en un plano longitudinal del acero AISI/SAE 1045 con tratamiento
térmico de temple, criogenia y revenido a 30min………………………………………..………61
Figura 44: Microscopio Electrónico de Barrido JEOL JSM-6490LV (Universidad de los Andes,
2017)………………………………………………………………………………………..….....62
Figura 45 Microscopio electrónico de barrido probetas estado entrega…………….…………..63
Figura 46 Microscopio Electrónico de Barrido Probetas Tratamiento Temple…………..……..63
Figura 47 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y 5 min
de revenido…………………………………..……………………………………………...……63
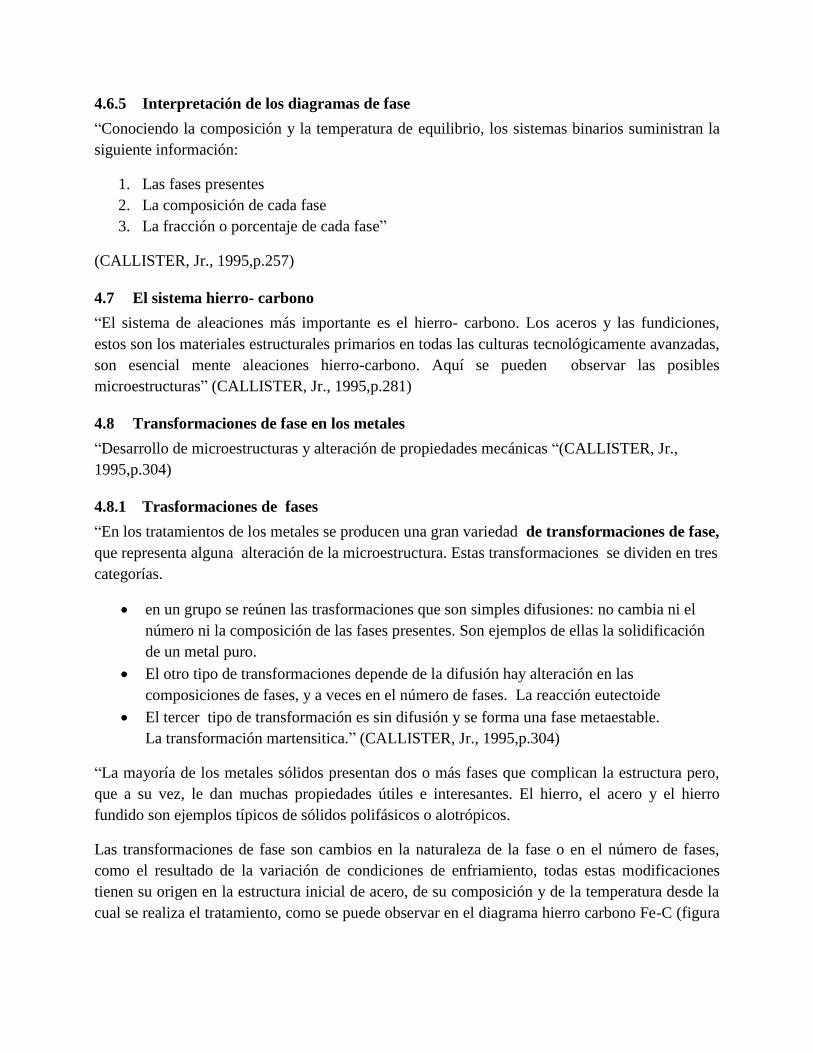
Figura 48 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y 10
min de revenido………………………………………………………………….................…….64
Figura 49 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y 15
min de revenido……………………………………………………………………………..……64
Figura 50 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y 30
min de revenido……………………………………………………………………………..……64
Figura 51: Fractografia probetas de tensión en estado de suministro..…………………..….…..65
Figura 52: Fractografia probetas de tensión templadas…………….……………………….…..66
Figura 53: Fractografia probetas de tensión templadas, criogenizadas y revenidas a
5 minutos…………………….………………………………………………………..............….66
Figura 54: Fractografia probetas de tensión templadas, criogenizadas y revenidas a
10 minutos………………………………………………………………………….………….…67
Figura 55: Fractografia probetas de tensión templadas, criogenizadas y revenidas a
15 minutos………………………………………………………………………………….…….67
Figura 56: Fractografia probetas de tensión templadas, criogenizadas y revenidas a
30 minutos…………………………………………………………………………………….….67

1 INTRODUCCIÓN
Hoy en día, en la industria actual es importante, para los fabricantes de piezas mecánicas tener en
cuenta cierto tipo de factores que influyen en la producción en masa de piezas metálicas, como la
vida útil de algunos elementos mecánicos que están sometidos a esfuerzos, De ahí su mal
funcionamiento, siendo necesario su respectivo cambio. Uno de los campos de investigación y
desarrollo que se vienen trabajando con mucha frecuencia es el del mejoramiento de las
propiedades mecánicas de los diversos tipos de metales especialmente el de los aceros
convirtiéndose en una muy buena solución a los problemas que pueden presentar, como tiempos
muertos y fallas de los componentes de un sistema mecánico, viéndose reflejado esto en el factor
económico para las empresas.
Nuestro propósito es reconocer y determinar que propiedades mecánicas se les pueden conferir a
los aceros, especialmente al acero SAE 1045 mediante los procesos de temple, criogenia y
revenido y de qué manera actúan en el acero modificando sus propiedades según su aplicación en
las diferentes aplicaciones industriales.

2 OBJETIVOS
2.1 Objetivo general
El objetivo del presente trabajo es la evaluación del comportamiento del acero SAE 1045 cuando
este es tratado térmicamente con tratamiento térmico de temple, criogenia y revenido
sometiéndolo a ensayos de dureza, impacto y tracción.
2.2 Objetivos específicos
Determinar las temperaturas A1 y A3 para la realización del tratamiento térmico de
temple y la temperatura de revenido basado en la composición química.
Determinar la secuencia de tiempos y temperaturas de los tratamientos térmicos y realizar
el tratamiento.
Realizar pruebas de tensión, impacto, dureza y metalográficas al material que ha sido
sometido a los tratamientos descritos anteriormente, teniendo en cuenta la norma ASTM
E-8, E-23, E-18 y E-4.
Calcular los coeficientes de endurecimiento K y n de la curva plástica para cada uno de
los materiales a los cuales se les realizo las pruebas correspondientes.

3 PLANTEAMIENTO DEL PROBLEMA
3.1 Definición del problema
¿Qué influencia tiene el temple, criogenia y revenido en las propiedades mecánicas del acero
SAE 1045?
Con la aplicación del tratamiento térmico, criogenia y revenido, se desea ampliar y conocer la
información sobre el comportamiento de las propiedades de tención, impacto y dureza de los
aceros DUAL PHASE particularmente del SAE 1045 a temperaturas recomendadas según
diagrama de fases, todo esto con base en los resultados obtenidos y conclusiones finales después
del desarrollo total del proyecto.
Existe una gran competencia a nivel mundial por mejorar muchos de los procesos industriales
que se desarrollan en la industria metalmecánica; las mayores exigencias de productividad,
confiabilidad y seguridad en el mercado, teniendo como objetivo productos con altos estándares
de calidad, disminuyendo tiempos en producción y una alta eficiencia en los procesos que
intervienen en la elaboración del producto final. Este tipo de lineamientos incentivan a aplicar el
concepto de aceros de alto desempeño, desarrollando métodos de investigación para lograr
establecer los parámetros y las variables que se pueden intervenir para mejorar y obtener mejores
resultados que los que se conocen actualmente.
El objetivo de la investigación, es analizar la influencia de los tratamientos térmicos de temple,
criogenia y revenido sobre las propiedades del material como son tensión, impacto y dureza en el
acero SAE 1045; estableciendo las temperaturas con las cuales se ejecutaran estos procesos,
consiguiendo todo tipo de mejoras en las propiedades mecánicas de este acero, que se puedan
conseguir para así comparar los parámetros iniciales con los resultados obtenidos en las pruebas
de laboratorio y demás análisis que se pretenden realizar.
3.2 Justificación
El desempeño satisfactorio de partes de maquinaria y sistemas depende de gran medida de los
materiales con que se va a fabricar. Se debe comprender como se comportan los materiales, que
propiedades de los materiales afectan el buen desempeño de los elementos o piezas y de qué
manera interpretar la gran cantidad de información disponible sobre los metales. Uno de los
procesos en los cuales se puede modificar la microestructura del material obteniendo así mejores
propiedades y desempeños con muy buenas garantías en los trabajos solicitados son los
tratamientos térmicos, con este conseguiremos modificar microscópicamente la estructura interna
de los mátales. Produciendo transformaciones de tipo físico y por ende mejorando las
propiedades mecánicas, nuestro propósito es conseguir los siguientes resultados:

Estructura de mejor dureza.
Estructura más homogénea.
Máxima dureza y resistencia mecánica posible.
Variar algunas de las propiedades físicas.
Con referente a lo anterior los aceros de doble fase DP tienen mucha importancia cada día en la
industria debido a su buena combinación de propiedades mecánicas que suministran estos aceros.
Para este estudio emplearemos el acero SAE 1045, que lo encontramos en estado de suministro
con una estructura cristalina de ferrita y austenita, al realizar los tratamientos térmicos sugeridos
y con variables preestablecidas de tiempo- temperatura podemos conferir diferentes propiedades
mecánicas a las que presenta actualmente, siendo estos aceros una parte importante de los aceros
de alta resistencia y baja aleación.
Con el propósito de satisfacer las necesidades que se requieren para el buen funcionamiento de
los elementos mecánicas según su aplicación.

4 MARCO TEÓRICO
4.1 Acero SAE 1045
Normas de designación para el acero SAE 1045 se pueden observar en la Tabla 1.
Cía. General de Aceros S.A. AÑO: 2016
4.1.1 Características de empleo
SAE 1045 es un acero grado ingeniería de aplicación universal que proporciona un nivel medio
de resistencia mecánica y tenacidad a bajo costo con respecto a los aceros de baja aleación.
Frecuentemente se utiliza para elementos endurecidos a la llama o por inducción. Este acero
puede ser usado en condiciones de suministro: laminado en caliente o con tratamiento térmico
(templado en aceite y revenido; o templado en agua y revenido).
Se caracteriza por ser un acero de baja templabilidad que puede ser endurecido totalmente en
espesores delgados por temple en agua. En secciones más gruesas se pueden obtener un
endurecimiento parcial de la sección de la pieza y el incremento de la resistencia será
proporcional a la capa o espesor endurecido, al ser deformado en frio se presenta un incremento
en la dureza y la resistencia mecánica.
4.1.2 Composición química
La composición química del acero SAE 1045 la podemos observar en la Tabla 2.
Cía. General de Aceros S.A. AÑO: 2016
Estado de suministro: Recocido
Dureza de suministro: 160 -200 Brinell

4.1.3 Propiedades físicas
Estos valores son obtenidos a partir de probetas bajo condiciones específicas de laboratorio y
deben ser usados como referencia.
Densidad → 7.85 gr/cm3.
Módulo de elasticidad → 2 x 1011 Pa (24 x 106 PSI).
Conductividad térmica → 52 W/(m·ºC).
Calor especifico J/(Kg°K) → 460
Coeficiente de Polsson → 0,3
Resistividad eléctrica (microhm-cm):
A 32°F = 16.2
A 212°F = 22.3
Coeficiente de dilatación térmica / ºC
(20 - 100°C) 12.3 x 10-6
(20 - 200°C) 12.7 x 10-6
(20 - 400°C) 13.7 x 10-6
4.1.4 Propiedades típicas a temperatura ambiente sin endurecimiento
Dichas propiedades las podemos observar en la Tabla 3.
Cía. General de Aceros S.A. AÑO: 2016
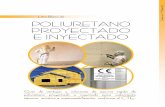
4.1.5 Propiedades típicas a temperatura ambiente con temple en aceite
El temple en aceite y sus propiedades se encuentran en la Tabla 4.
Cía. General de Aceros S.A. AÑO: 2016
4.1.6 Propiedades típicas a temperatura ambiente con temple en agua
El temple en agua y sus propiedades se encuentran en la Tabla 5.
Cía. General de Aceros S.A. AÑO: 2016

4.1.7 Banda de templabilidad
Figura 1 Diagrama de templabilidad
Cía. General de Aceros S.A. AÑO: 2016
4.1.8 Tratamientos térmicos
Los tratamientos térmicos del acero SAE 1045 usados por el proveedor están en la Tabla 6.
Cía. General de Aceros S.A. AÑO: 2016
4.1.9 Diagrama de revenido
Figura 2 Diagrama de revenido
Cía. General de Aceros S.A. AÑO: 2016

El tiempo de sostenimiento a esta temperatura es de 1 hora + 1 hora por pulgada de espesor o
diámetro de la pieza. Posteriormente se enfría en el horno o al aire.
4.1.10 Datos de impacto
Los datos de impacto templado al agua y revenido a 870°C se pueden observar en la Tabla 7.
Cía. General de Aceros S.A. AÑO: 2016
4.1.11 Aplicaciones
Este acero de medio carbono se usa cuando la resistencia y dureza obtenidas por el tratamiento
térmico o por deformación en frio, son suficientes para satisfacer las condiciones de servicio
requeridas. Es ampliamente utilizado en la industria automotriz (productos forjados y
estampados). Se usa en partes de máquinas que requieran dureza y tenacidad como: manivelas,
chavetas, pernos, bulones, engranajes de baja velocidad, acoplamientos, árboles, bielas,
cigüeñales, ejes de maquinaria de resistencia media, piezas de armas, cañones de fusiles,
espárragos, barras de conexión, tornillería grado 5, pernos de anclaje, fabricación de
herramientas agrícolas, mecánicas y de mano forjadas de todo tipo como: hachas, azadones,
rastrillos, picas, martillos, palas, barretones, llaves.
4.2 Los aceros de fase dual (DP)
“Los aceros doble fase se caracterizan por tener una matriz ferrítica con islas de martensita
(islotes). Su alta resistencia se logra según la cantidad de martensita presente. Estos aceros son
fabricados con un alto control de enfriamiento de la austenita para después mejorarlos con la
aparición de bainita. Es de suma importancia el tratamiento térmico que se le da después, ya que
de este proceso depende la obtención de la fase dura del material.

Figura 3 Micro estructura esquemática del acero Doble Fase.
International Iron and Steel Institute
En la Figura 3 se muestra la microestructura esquemática del acero DP, ilustrando las islas de
martensita dentro de la ferrítica. Esta fase suave de ferrita, entrega al acero una excelente
ductilidad. Cuando estos aceros se deforman, el esfuerzo se concentra en los límites de grano de
la ferrita rodeado por las islas de martensita, creando así una alta velocidad de endurecimiento
por deformación característico de estos aceros [8,9]. La ferrita presente se encuentra entre un 85-
90% total de su micro estructura [7], esto antes de sufrir deformación.” (ALVARADO ,
2013,p.40).
“Los aceros de doble fase se caracterizan por tener un valor de resisitencia a la tencion de
aproximadamente 550 Mpa (80ksi) y una microestructura que consiste de particulas duras de
martensita dispersas en una matriz suabe y ductil de ferrita. El termino doble fase se refiere a la
predominancia de una microestructura de dos fases, la ferrita y la martencita sin embargo, se
prueden presentar tambien pequeñas cantidades de otras fases como la bainita, perlita o austenita
retenida. La presencia de la martensita imparte alta resistencia y la matriz de ferrita provee una
buena elongacion; lo que conlleva a producir una conbinacion de resisitencia y ductilidad. Las
propiedades mecanicas significativas de estos aceros son:
la baja resistencia a la cedencia seguida de un comportamiento de cedencia continua y un
alto valor inicial de razon de endurecimiento por deformacion; esta razon de
endurecimiento por deformacion (valor n) distribuye mejor la deformacion plastica y
mejora la elongacion uniforme asi como tambien permite una resistencia a la tension
mucho mas alta que la de los aceros de alta resisitencia con cedencias similares.”
(cdigital.dgb.uanl.mx/te/1020150556/1020150556_02.pdf, 2016,p.6).
"Estos aceros fueron desarrollados en 1975 cuando un estudio mostro que el recocido continuo en
el rango de temperatura critica da como resultado un acero con microestructura de ferrita y
martensita con una ductilidad mayor que la que poseen los aceros HSLA. Endurecidos por
precipitación o por solución sólida.

Figura 4 Estructura de ferrita más martensita de un acero de fase dual.
FES-Cuautlitan, Mtro. Felipe Díaz del Castillo R.
Podemos observar en la figura una matriz de ferrita más martensita (que es una fase de alta
dureza) que se encuentra en forma de islas, incrementando la cantidad de martensita,
generalmente aumenta también la resistencia del acero.
A velocidades de enfriamiento prácticas el carbono permite la formación de martensita en los
aceros DP ya que incrementa la templabilidad del acero. Otros elementos como Mn, Cr,
Mo, V y Ni en forma individual o en conjunto también incrementan en forma sustancial la
templabilidad del acero. El carbono también endurece a la martensita como un endurecedor de
fase solida de la ferrita, como lo hace el silicio y el fosforo.
Los aceros DP laminados en caliente se producen mediante un enfriamiento controlado desde la
zona austenitica, según figura 3, o desde la zona bifásica de austenita mas ferrita para aceros
laminados en frio con la finalidad de tener ferrita antes de que un rápido enfriamiento trasforme
la austenita restante en martensita. Dependiendo la composición y el proceso específico, los
aceros DP laminados en caliente que requieren capacidades óptimas de punzonado pueden
contener cantidades significativas de bainita.

Figura 5 Diagrama esquemático tiempo-temperatura que muestra las etapas necesarias
para obtener un acero DP laminado en caliente.
FES-Cuautlitan, Mtro. Felipe Díaz del Castillo R.
La rapidez de endurecimiento por trabajo y una excelente ductilidad proporcionan a los aceros
DP una resistencia máxima mucho mayor que la que tienen los aceros convencionales con una
resistencia a la fluencia similar. La figura 4 muestra en diagrama esfuerzo-deformación de
ingeniería para un acero DP y un acero HSLA de similar resistencia a la fluencia y donde se
pueden apreciar que el acero DP exhibe una rapidez de endurecimiento por deformación más
grande, y una mayor resistencia a la fluencia y resistencia máxima.
Figura 6 Diagrama esfuerzo-deformación de ingeniería para un acero DP y un acero
HSLA.
FES-Cuautlitan, Mtro. Felipe Díaz del Castillo R.

Los aceros DP y otros aceros AHSS muestran también un endurecimiento por recocido que en un
importante beneficio con respecto a los aceros convencionales. Este efecto es muy importante ya
que se obtiene un aumento en la resistencia a la fluencia cuando el acero se calienta en los hornos
de secado de pintura, después de haberse sometido a operaciones de deformación plástica como
el estampado u otros procesos. Este efecto en los aceros AHSS depende de la composición
química específica y el historial térmico del acero.” (Diaz del Castillo Rodriguez , 2009,p.4)
4.3 Tratamientos térmicos de los aceros
“Es el proceso en el que el acero se somete a la acción de temperaturas elevadas para modificar
sus propiedades. Estas temperaturas varían con la composición del acero, para la mayor parte de
los aceros al carbón medio (entre 0.30% y 0.60% de carbono) la temperatura critica superior o
máxima es 822°C (1500°F) aproximadamente es necesario consultar fuentes de referencia.”
(Mott, 1992,p.34)
De los distintos procesos disponibles aquel que emplearemos es el endurecimiento directo
(temple, criogenia y revenido)
Los Tratamientos Térmicos se refieren a una amplia gama de operaciones llevadas a cabo a
elevadas temperaturas, con las cuales se transforman las propiedades de los metales y de las
aleaciones para poder trabajarlos eficientemente o para conferirles determinadas características
mecánicas o tecnológicas.
Estos no modifican la composición química pero si otros factores como su constitución,
estructura y estado mecánico.
4.4 Factores de Importancia en un Tratamiento Térmico.
Los tratamientos térmicos convencionales para producir aceros martenciticos suele consistir en
enfriamientos rápidos y continuos, de una muestra austenizada, en un medio de temple, tal como
agua, aceite o aire.
Las propiedades óptimas de un acero templado y revenido se consiguen solo si durante el
tratamiento térmico de temple la muestra adquiere un alto contenido de martensita: si se forma
perlita y/o vainita resulta otra combinación de características mecánicas. Durante el tratamiento
térmico de temple es posible enfriar la pieza a velocidad uniforme, aunque la superficie se enfrié
más de prisa que la interior, por lo tanto, la austenita se transforma en un tramo de temperatura,
obteniendo una posible variación de microestructuras y propiedades, según la posición dentro de
la muestra.
El tratamiento térmico adecuado del acero para producir una microestructura martencitica a lo
largo y ancho de la sección de una muestra depende fundamental mente de tres factores:

1. Composición de la aleación
2. Tipo y carácter del medio de temple
3. Tamaño y forma de la muestra
4.5 Diagramas de fase (o de equilibrio)
“El entendimiento de los diagramas de fases de las aleaciones es de capital importancia porque
existe una estrecha relación entre microestructura y propiedades mecánicas y por qué el
desarrollo de la microestructura de una aleación está relacionada con las características de su
diagrama de fases. Por otro lado, los diagramas de fases aportan valiosa información sobre la
fusión, el modelado la cristalización y otros fenómenos.” (CALLISTER, Jr., 1995,p.252)
4.6 Definiciones y conceptos fundamentales
“Antes de interpretar y utilizar los diagramas de fase (o de equilibrio) conviene establecer un
conjunto de definiciones y de conceptos fundamentales relacionados con las aleaciones, las fases
y el equilibrio. Es esta discusión frecuente mente se emplea en termino componente, que es un
metal y/o un compuesto que forma parte de la aleación. Por ejemplo, en un latón cobre- zinc los
componentes son el Cu y el Zn.
También son términos comunes sistema es otro tema utilizado en este contexto y tiene como
significado: Se relaciona con una serie de posibles aleaciones consistentes en los mismos
componentes, pero sin referirse a las proporciones de los componentes de la aleación por
ejemplo el sistema hierro- carbono.” (CALLISTER, Jr., 1995,p.252)
4.6.1 Fases
“El concepto de fase es fundamental para comprender los diagramas de equilibrio. Una fase se
puede definir como una porción homogénea de un sistema que tiene características físicas y
químicas uniformes. Un material puro, un sólido, un líquido, una disolución gaseosa se
consideran fases. Por ejemplo la disolución agua- azúcar es una fase y el azúcar solido es otra
fase. Cada una es químicamente diferente.
Si en un sistema hay más de una fase, cada una de ellas tiene sus propiedades características y un
límite que la separa de otras fases. En este límite aparece un cambio discontinuo y abrupto en las
características físicas y/o químicas. Cuando en un sistema hay dos fases, no es necesario que allá
diferencias en las propiedades físicas y en las propiedades químicas: es suficiente que la
disparidad este en un solo tipo de estas propiedades. Cuando el agua y el hielo están juntos en un
recipiente, existen dos fases separadas; son físicamente distintas (en hielo es sólido y el agua es
liquidad). Pero químicamente idénticas. Si una sustancia puede existir puede existir en dos o más
formas por ejemplo que pueda tener tanto la estructura FCC como la BCC, cada una de estas
estructuras es una fase separada por que difieren sus propiedades físicas.

A veces un sistema monofásico recibe el nombre de “homogéneo”. Los sistemas de dos o más
fases se denominan “mesclas” o “sistemas heterogéneos”. La mayoría de las aleaciones, son
sistemas heterogéneos. Las fases interactúan de tal modo que la combinación de propiedades de
un sistema multifase es diferente de las propiedades de cualquiera de las fases individuales y más
atractivas que ellas.” (CALLISTER, Jr., 1995,p.253)
4.6.2 Microestructura
“Frecuentemente, las propiedades físicas y, en particular el comportamiento mecánico de un
material dependen de la microestructura. La microestructura es susceptible de ser observada
microscópicamente, utilizando microscopios ópticos y electrónicos. En las aleaciones metálicas,
la microestructura se caracteriza por en número de fases y por la proporción y distribución de
esas fases. La microestructura de una aleación depende del número de aleantes, de la
concentración de cada uno de ellos y del tratamiento térmico de la aleación por ejemplo: de la
temperatura y tiempo de calentamiento y de la velocidad de enfriamiento.
Después de los apropiados pulidos y ataque, las fases se distinguen por su apariencia. Por
ejemplo una fase aparece clara y la otra oscura. Cuando solo existe una fase la textura en
uniforme excepto los límites de grano.” (CALLISTER, Jr., 1995,p.254)
4.6.3 Equilibrio de fases
“Es otro concepto esencial. Se describe muy bien en términos de una función termodinámica
denominada energía libre. La energía libre depende de la energía interna de un sistema y también
del azar o del desorden de los átomos o moléculas (o entropía). Un sistema está en equilibrio si la
energía libre es mínima en condiciones específicas de temperatura, presión y composición. En
sentido macroscópico, esto significa que las características del sistema no cambian con el tiempo
sino que se mantienen indefinidamente: es decir el sistema es estable. Un cambio de temperatura,
de presión y/o de composición de un sistema en equilibrio conduce a un aumento de la energía
libre y a un posible cambio espontaneo a otro estado de menor energía libre.
El termino equilibrio de fases, se refiere al equilibrio aplicado al sistema de más de una fase. El
equilibrio de fases se traduce como una constante, a lo largo del tiempo, de las características del
sistema. Un ejemplo para ilustrar este concepto es el del agua con azúcar. Supóngase un
recipiente serrado que contiene la disolución (el jarabe) en contacto con azúcar solido a 20°C. Si
e l sistema está en equilibrio, si la cantidad, la composición del jarabe y del azúcar solido
permanecen constantes a lo largo del tiempo. Si la temperatura del sistema sube súbitamente a
100°C, el equilibrio desaparece temporalmente
Hasta que se alcanza un nuevo equilibrio en la concentración del jarabe 100°C.
El ejemplo azúcar-jarabe ilustra el concepto de equilibrio de fases utilizando un sistema liquido-
solido. En muchos sistemas metalúrgicos de materiales de interés industrial, en equilibrio de
fases solo implica fases sólidas. En este aspecto el estado del sistema se refleja en las

características de la microestructura que no solo incluye las fases presentes y su composición sino
las cantidades relativas de las fases y su distribución o colocación espacial.
La energía libre y los diagramas, aportan información acerca de las características del equilibrio
de un sistema en particular, pero no indican el tiempo necesario para alcanzar el estado de
equilibrio. En muchos casos, especialmente en sistemas sólidos, ocurre que el estado de
equilibrio nuca se alcanza completamente, ya que la velocidad para llegar al equilibrio es
extremadamente lenta: este estado se denomina de no equilibrio o metaestable. Un estado o una
microestructura metaestable pueden persistir indefinidamente experimentando solo
imperceptibles cambios a lo largo del tiempo. Frecuentemente, las estructuras metaestables
tienen mayor interés practico que las de equilibrio. Por ejemplo algunos aceros y aleaciones de
aluminio se endurecen desarrollando microestructuras metaestables durante tratamientos térmicos
cuidadosamente planificados.
Además de conocer los estados de equilibrio y sus microestructuras, es necesario conocer la
velocidad con que se alcanza y los factores que influyen en esta velocidad.” (CALLISTER, Jr.,
1995,p.254)
4.6.4 Diagramas de equilibrio de fases
“La mayor parte de la información sobre el control de la microestructura o estructura de fases de
una aleación en particular se encuentra recopilada en el de llamado diagrama fases, diagrama de
equilibrio o diagrama constitucional.
A partir de las transformaciones de fases, de los cambios que ocurren entre fases al modificar la
temperatura (generalmente en el sub enfriamiento), se originan la mayoría de las microestructuras
lo que implica la transformación de una fase a la otra o la aparición o la desaparición de una
fase.
La utilidad de los diagramas de equilibrio radica en la posibilidad de la predicción de la
transformación y de la microestructura resultante que pueden estar no en equilibrio.
Los diagramas de equilibrio de fases representan las relaciones entre la estructura y la
composición y las cantidades de fases en equilibrio. Existen distintos diagramas, pero la
temperatura y la presión son los parámetros variables de las aleaciones binarias: las que contienen
dos componentes. Si hay más de dos componentes el diagrama se complica y su representación es
difícil. El fundamento del control microestuctural realizado con los diagramas de fases se ilustra
en las aleaciones binarias, aunque la mayoría de las aleaciones contienen, en realidad, más de dos
componentes. La presión externa también es un parámetro que influye en la microestructura; sin
embargo en la práctica la presión permanece constante en la mayoría de las aplicaciones.
“(CALLISTER, Jr., 1995,p.255)
4.6.5 Interpretación de los diagramas de fase
“Conociendo la composición y la temperatura de equilibrio, los sistemas binarios suministran la
siguiente información:
1. Las fases presentes
2. La composición de cada fase
3. La fracción o porcentaje de cada fase”
(CALLISTER, Jr., 1995,p.257)
4.7 El sistema hierro- carbono
“El sistema de aleaciones más importante es el hierro- carbono. Los aceros y las fundiciones,
estos son los materiales estructurales primarios en todas las culturas tecnológicamente avanzadas,
son esencial mente aleaciones hierro-carbono. Aquí se pueden observar las posibles
microestructuras” (CALLISTER, Jr., 1995,p.281)
4.8 Transformaciones de fase en los metales
“Desarrollo de microestructuras y alteración de propiedades mecánicas “(CALLISTER, Jr.,
1995,p.304)
4.8.1 Trasformaciones de fases
“En los tratamientos de los metales se producen una gran variedad de transformaciones de fase,
que representa alguna alteración de la microestructura. Estas transformaciones se dividen en tres
categorías.
en un grupo se reúnen las trasformaciones que son simples difusiones: no cambia ni el
número ni la composición de las fases presentes. Son ejemplos de ellas la solidificación
de un metal puro.
El otro tipo de transformaciones depende de la difusión hay alteración en las
composiciones de fases, y a veces en el número de fases. La reacción eutectoide
El tercer tipo de transformación es sin difusión y se forma una fase metaestable.
La transformación martensitica.” (CALLISTER, Jr., 1995,p.304)
“La mayoría de los metales sólidos presentan dos o más fases que complican la estructura pero,
que a su vez, le dan muchas propiedades útiles e interesantes. El hierro, el acero y el hierro
fundido son ejemplos típicos de sólidos polifásicos o alotrópicos.
Las transformaciones de fase son cambios en la naturaleza de la fase o en el número de fases,
como el resultado de la variación de condiciones de enfriamiento, todas estas modificaciones
tienen su origen en la estructura inicial de acero, de su composición y de la temperatura desde la
cual se realiza el tratamiento, como se puede observar en el diagrama hierro carbono Fe-C (figura

3). Cada una de estas fases poseen propiedades mecánicas definidas y el resultado final de las
mezclas se pueden calcular de acuerdo con la expresión (ASM, 2003). 𝑋 = ∑ 𝑋𝐼𝜉𝐼
Dónde:
X= es la propiedad en particular del material
=es la fracción volumétrica de la fase I “ (CASTAÑEDA VARGAS, 2015,p.11)
Figura 7 Diagrama hierro carbono donde se observan las fases presentes Hierro
delta , Austenita, Cementita Fe3C, Perlita P, Ferrita α. y las temperaturas del
eutectoide A1 720°C y la temperatura de inicio de transformación de la Austenita
A3 (ASM, 2003).
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
“Para las temperaturas comprendidas entre A1 y A3 zona conocida como: de austenización
parcial, de temperaturas Intercríticas o de doble fase; derivando su nombre por la presencia de
ferrita y austenita (figura 6) (Movaheda. P, 2009). Las temperaturas se pueden calcular con las
siguientes expresiones
𝐴1(°𝐶) = 727 + 13.4𝐶𝑟 − 1.03𝐶 𝐶𝑟 − 16.72𝑀𝑛 + 0.91 𝐶 𝑀𝑛 + 6.18 𝐶𝑟 𝑀𝑛 − 0.64𝑀𝑛2 +
3.14 𝑀𝑜 + 1.86𝐶𝑟 𝑀𝑜 − 0.73 𝑀𝑛 𝑀𝑜 − 13.66 𝑁𝑖 + 0.53 𝐶 𝑁𝑖 + 1.11 𝐶𝑟 𝑁𝑖 − 2.28 𝑀𝑛 𝑁𝑖 −
0.24 𝑁𝑖2 6.34 𝑆𝑖 − 8.88 𝐶𝑟 𝑆𝑖 − 2.34 𝑀𝑛 𝑆𝑖 + 11.98 𝑆𝑖2 (4)
Cuando se realiza en un estado de austenización total la temperatura debe estar por encima de A3
que se calcula de acuerdo con (Gur. J, 2009):
A3
A1

𝐴3(°𝐶) = 912 − 203√𝐶 + 15.2𝑁𝑖 + 44.7𝑆𝑖 + 104𝑉 + 31.5𝑀𝑜 + 13.1𝑊 − 30𝑀𝑛 − 11𝐶𝑟 −
20𝐶𝑢 + 700𝑃 + 400𝐴𝑙 + 120𝐴𝑠 + 400𝑇𝑖
En las anteriores expresiones se puede observar la influencia de los elementos aleantes que
disminuyen o aumentan estas temperaturas dependiendo del aumento o disminución del campo
de estabilidad de la austenita, por esta razón el signo que los precede (ASM, 2003).
Figura 8 Representación de las zonas y temperaturas de tratamiento, la línea punteada
denota el % de carbono del acero. (Liedl. U, 2002) (Movaheda. P, 2009)
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
“Realizando un enfriamiento rápido desde este rango de temperaturas comprendidos entre A1 y
A3 se obtienen aceros de doble fase DP (dual phase), que brindan una buena combinación de
propiedades (Bhagavathi. L, 2011), como consecuencia de la aparición de martensita en una
matriz ferrítica. Una variable importante es para consecución de este objetivo es la velocidad de
enfriamiento, dependiendo de ella se obtendrán diversas combinaciones de estructuras como lo
muestran los diagramas TTT (figura 7). (Kang. S, 2007) (Reti. T, 2001) (Gur. J, 2009)”
(CASTAÑEDA VARGAS, 2015,p.13).

Figura 9 Diagrama esquemático TTT para un acero donde aparecen las diversas
estructuras para diferentes velocidades de enfriamiento.
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
4.9 Temple
Figura 10 Temperaturas de calentamiento durante los tratamientos de temple
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
“Es un proceso de calentamiento seguido de un enfriamiento, generalmente rápido con una
velocidad mínima llamada "crítica". El fin que se pretende conseguir con el ciclo del temple es
aumentar la dureza y resistencia mecánica, transformando toda la masa en austenita con el
calentamiento y después, por medio de un enfriamiento rápido la austenita se convierte en
martensita, que es el constituyente típico de los aceros templados. El factor que caracteriza a la
fase de enfriamiento es la velocidad del mismo que debe ser siempre superior a la crítica para

obtener martensita. La velocidad crítica de los aceros al carbono es muy elevada. Los elementos
de aleación disminuyen en general la velocidad crítica de temple y en algunos tipos de alta
aleación es posible realizar el temple al aire. A estos aceros se les denomina "autotemplantes".
Los factores que influyen en la práctica del temple son:
El tamaño de la pieza: cuanto más espesor tenga la pieza más hay que aumentar el ciclo
de duración del proceso de calentamiento y de enfriamiento.
La composición química del acero: en general los elementos de aleación facilitan el
temple.
El tamaño del grano: influye principalmente en la velocidad crítica del temple, tiene
mayor templabilidad el de grano grueso.
El medio de enfriamiento: el más adecuado para templar un acero es aquel que consiga
una velocidad de temple ligeramente superior a la crítica. Los medios más utilizados son:
aire, aceite, agua, baño de Plomo, baño de Mercurio, baño de sales fundidas y polímeros
hidrosolubles.
Los tipos de temple son los siguientes: temple total o normal, temple escalonado martensítico o
"martempering", temple escalonado bainítico o "austempering", temple interrumpido y
tratamiento subcero.” (Maya p.,p.2)
“Las temperaturas del temple son algo más elevada que la crítica superior Ac (entre 900-950ºC)”
(CASTAÑEDA VARGAS, 2015,p.15).
“Los artículos de acero endurecidos calentándolos a unos 900°C y enfriándolos rápidamente en
aceite o agua se vuelven duros y quebradizos. Si se vuelven a calentar a una temperatura menor
se reduce su dureza pero se mejora su tenacidad. El equilibrio adecuado entre dureza y tenacidad
se logra controlando la temperatura a la que se recalienta el acero y la duración del calentamiento.
La temperatura se determina con un instrumento conocido como pirómetro. Existen varios tipos
de temple, clasificados en función del resultado que se quiera obtener y en función de la
templabilidad. El término temple también se utiliza para describir un proceso de trabajo en frío
que aumenta la dureza del metal, sobre todo en el caso de aceros con bajo contenido en carbono y
de metales no ferrosos.” (CASTAÑEDA VARGAS, 2015,p.15).
4.10 Temple completo e incompleto
“El tiempo total que dura el tratamiento térmico se compone del tiempo de calentamiento hasta la
temperatura dada (Tc) y el tiempo de permanencia a esta temperatura (Tp).
Ttotal = Tc+Tp
La magnitud de Tc depende de la aptitud del medio para calentar, de las dimensiones de las
piezas y de la colocación en el horno. Tp depende de la velocidad de los cambios de fase, la cual

está determinada por el grado de calentamiento por encima del punto crítico y por la difusión de
la estructura inicial.
En la práctica Tp puede tomarse como 1min x mm2 para los aceros al carbono y 2min x mm2
para los aceros aleados. El tiempo de calentamiento depende de muchos factores y puede oscilar
entre 1 – 2 min para piezas pequeñas en baños de sales y muchas horas en piezas grandes en
hornos de cámara.
El tiempo de calentamiento exacto solo puede establecerse por la vía experimental para una pieza
dada en las condiciones concretas, pero se puede calcular de forma aproximada para lo cual
existen varios métodos. Se puede tomar 1 min x mm2 en hornos de mufla y piezas de acero al
carbono. Para aceros aleados debe incrementarse un 20 – 25%.” (CASTAÑEDA VARGAS,
2015,p.16)
4.10.1 Templabilidad
“Se entiende por templabilidad la profundidad a la que penetra en la pieza la zona templada. La
templabilidad incompleta se explica porque durante el temple, la pieza se enfriará más rápido en
la superficie que en el centro. Es evidente que en la medida que disminuye la velocidad crítica de
temple aumenta la profundidad de la capa templada, y si la Vc es menor que la velocidad de
enfriamiento en el centro de la pieza, esta sección se templará completamente. Por consiguiente,
cuanto menor sea Vc, tanto mayor será la templabilidad. Para valorar prácticamente la
templabilidad se utilizará una magnitud llamada diámetro crítico (Dc). El diámetro crítico es el
diámetro máximo para una barra cilíndrica que se templa en toda su sección en un medio de
enfriamiento dado. Por consiguiente, para un acero dado a cada medio de enfriamiento le
corresponde un diámetro crítico. Si es necesario que una pieza se temple en todo su espesor hay
que elegir un acero tal que:
Dc > Dpieza.
Una pieza templada se halla siempre en un estado de tensión estructural. El revenido es un medio
necesario y radical para disminuir las tensiones residuales. El calentamiento del acero en el
revenido aumenta la plasticidad, esto permite que, en los diversos volúmenes, las deformaciones
elásticas se conviertan en plásticas, con lo cual disminuye la tensión.” (CASTAÑEDA
VARGAS, 2015,p.16)
4.11 Tratamiento criogénico
“A los aceros de herramienta se les puede realizar distintos tratamientos adicionales al
tratamiento clásico de temple y revenido con el fin principal de aumentar la vida útil en
determinada condiciones de trabajo, al permitir bajar el coeficiente de fricción y mejorar la

resistencia al desgaste ya sea por micro dureza superficial, refinamiento de carburos entre otros.
Uno de estos procesos es el criogénico.” (Caserta Cardenas, 2012,p 31)
“Los tratamientos criogénicos se realizan a temperaturas bajo cero, estos tratamientos continúan
el proceso de templado. Su objetivo es transformar la mayor parte de austenita retenida en la
martensita. No son sustitutos de otros tratamientos térmicos, sino una extensión del ciclo térmico
que involucra todo el material y no sólo su superficie.” (Lira Calmet, 2009,p 39)
“El tratamiento criogénico típico consiste de un enfriamiento lento (aproximadamente 2.5°
C/min) desde la temperatura ambiente hasta la temperatura de nitrógeno líquido. Cuando el
material alcanza aproximadamente 80K, este es sostenido por un tiempo apropiado (generalmente
24 horas). Al final Del periodo de sostenimiento, el material es removido del nitrógeno líquido y
empieza a calentarse hasta temperatura ambiente” (ver diagrama Temperatura vs tiempo).
(Caserta Cardenas, 2012,p 31).
Figura 11 Diagrama de Temperatura vs Tiempo para procesos de tratamientos
criogénicos.
ASM HANBOOK. Heat teatrín, Volumen 4, cold treating and cryogenic treatment of steel, 2001. P 204-205
“Es importante tener en cuenta que cuando se lleva a cabo el enfriamiento, la temperatura debe
ser controlada con precisión con el fin de no dañar el material debido al choque térmico que se
presenta. “ (Caserta Cardenas, 2012,p 32)
“Debemos tener en cuenta que algunos aceros, al ser sometidos a tan bajas temperaturas, sufrirán
cierto riesgo de agrietamiento.
Con estos tratamientos podemos conseguir la mayor resistencia al desgaste, si se trata de una
herramienta, así como su estabilidad dimensional. Los beneficios de este tipo de tratamientos son
el incremento de la resistencia al desgaste, la vida útil de la herramienta y en algunos grados la
dureza.

Un efecto significativo a tener en cuenta es el cambio dimensional que sufren las piezas, así como
el aumento de dureza debido a la transformación de la austenita retenida en martensita.
Existen varios sistemas y criterios para realizar estos tipos de tratamientos. Se distinguen dos
categorías dependiendo de la temperatura bajo cero alcanzada en el proceso.
Subcero: Las piezas alcanzan una temperatura de –80°C, con utilización de hielo seco
más alcohol.
Criogénico: Las piezas alcanzan una temperatura de –193°C, con utilización de
nitrógeno líquido.” (Lira Calmet, 2009,p 39)
4.11.1 Aplicaciones del tratamiento criogénico
“Los tratamientos criogénicos se aplican en una gran cantidad de ámbitos como los mencionados
a continuación:
Aplicaciones industriales: Aplicados a los aceros de herramienta para aumentar la resistencia al
desgaste. Ejemplos: matrices, punzones, sierras, cuchillas o moldes.
Instrumentos musicales: En instrumentos de bronce o latón para mayor tonalidad y calidad de
sonido. Ejemplos: trompetas, saxos, cuerdas de guitarra y piano.
Aplicaciones armamentísticas: Eliminación de la austenita retenida para así evitar los cambios
dimensionales que se dan cuando se transforma durante la vida útil del arma. Ejemplos: cañones,
rifles o revólveres.
Deportes: En el golf y el patinaje. Ejemplos: palos, cabezas y pelotas (golf), cuchilla de los
patines de hielo.
Industria metalmecánica: Aplicados a los aceros que después del temple conservan todavía
cierta cantidad de austenita retenida sin transformar. Ejemplos: herramientas de corte. La
transformación de austenita retenida y la precipitación de carburos causan el aumento en la
resistencia al desgaste.” (Lira Calmet, 2009,p 40)
4.11.2 Cinética del tratamiento criogénico
“Existen varias teorías concernientes a los efectos de dicho tratamiento. Una teoría envuelve la
transformación completa de austenita retenida a martensita.
Esta teoría ha sido verificada por medidas de difracción de rayos X. Otra teoría está basada en el
aumento de resistencia del material debido a la precipitación de carburos submicroscopicos
como resultado del tratamiento criogénico. Alineado a esta teoría se encuentra la reducción de
tensiones internas en la martensita cuando ocurre la precipitación de los carburos
submicroscopicos.

Una reducción de la tendencia de formación de microgrietas resultado de la reducción de las
tensiones internas es otra razón para la mejora de las propiedades.
Es importante dejar claro que el tratamiento criogénico para un caso particular seguirá la norma
general de un tratamiento criogénico, pero el tiempo y la temperatura del tratamiento serán
variables dependientes del acero particular, según su composición química, función a cumplir,
condiciones de funcionamiento, entre otro. Para estos casos no existen normas o procesos fijos y
toda la actividad debe enfocarse a la etapa experimental que debe incluir las diversas
combinaciones de variación de los parámetros importantes, tiempo y temperatura, para lograr la
determinación del tratamiento más conveniente.
4.11.3 Equipos para tratamientos criogénicos
Los sistemas de nitrógeno líquido se han convertido en los métodos más comunes para alcanzar
temperaturas criogénicas. Los dos tipos de sistemas son descritos a continuación.
Sistema de Intercambiador de Calor: En este sistema se hace pasar nitrógeno líquido a
través de un intercambiador de calor y el gas de salida se recupera para utilizarlo como
atmosfera en el horno. La atmosfera de esta cámara es aspirada hacia los serpentines por
medio de un ventilador y se hace circular posteriormente a través de las piezas. Ni el
nitrógeno líquido ni el nitrógeno gas seco entran en contacto con las piezas.
Sistema Por Pulverización Directa: Este sistema pulveriza el nitrógeno líquido
directamente dentro de la cámara, mientras un ventilador hace circular el gas por la
misma. En este caso, el gas utilizado no se recupera y tampoco las piezas entran en
contacto con el nitrógeno líquido.
Sistema Por Inmersión Gradual: En este sistema si hay inmersión de la pieza a
temperaturas ambiente en un líquido criogénico. Pasado el tiempo de mantenimiento a la
temperatura del líquido criogénico, la pieza se retira del líquido e inmediatamente se
somete a un flujo de aire hasta alcanzar la temperatura ambiente.” (Caserta Cardenas,
2012,p 32)

4.12 Revenido
Figura 12 Impacto de la tenacidad como una función de la temperatura de revenido de
endurecido, de baja- aleación, aceros al carbono
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
“Es un tratamiento complementario al del temple, que generalmente sigue a éste. Al conjunto de
los dos tratamientos también se le denomina "bonificado". El tratamiento de revenido consiste en
calentar al acero después de normalizado o templado, a una temperatura inferior al punto crítico,
seguido de un enfriamiento controlado que puede ser rápido cuando se pretenden resultados altos
en tenacidad, o lento, para reducir al máximo las tensiones térmicas que pueden generar
deformaciones. El objeto del tratamiento de revenido es aumentar la tenacidad de las piezas,
reducir las tensiones resultantes del temple y reducir la dureza.” (CASTAÑEDA VARGAS,
2015,p.17)
4.12.1 Tipos de revenido
“Para después de realizado en tratamiento térmico de temple se sugiere realizar los siguientes
revenidos:
Revenido Bajo: Se realiza en el intervalo de temperatura de 150ºC a 250ºC. Se utiliza
para todos los aceros de herramientas de alto contenido de carbono. Prácticamente no
disminuye la dureza, pero disminuye las tensiones internas y parte de la austenita residual.
Revenido Medio: Se realiza a 350 – 450ºC. Es muy utilizado en muelles y resortes.
Disminuye bastante la dureza y se eleva la tenacidad. Se obtiene una estructura de
troostita de revenido. También se puede utilizar en herramientas que deban tener buena
resistencia con suficiente elasticidad.

Revenido Alto: Se realiza a 500ºC – 650ºC. En este proceso, la martensita se transforma
en sorbita de revenido. Esta estructura garantiza una mejor 18 combinación de resistencia
y plasticidad del acero. En la sorbita de revenido la cementita adquiere forma granular, a
diferencia de la obtenida en un normalizado. Como consecuencia de esto se eleva
notablemente la resistencia con la misma dureza o aún más elevada con relación al acero
normalizado. Este tipo de revenido se emplea para piezas de acero que estén sometidas a
elevada fatiga o cargas de impacto. El temple del acero con un revenido alto se denomina
termo mejoramiento o bonificado.” (CASTAÑEDA VARGAS, 2015,p. 17)
4.12.2 Revenido rápido
Figura 13 Diagrama revenido rápido curva Dureza – Temperatura - Tenacidad
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
“Un revenido duro a un rango de temperaturas de 500 a 530°C y una resistencia a la tracción
promedio de 105 a 110 Kgf/mm2 y una resilencia de 6 a 8 kgm/cm2. Es la culminación de todo
proceso de templado y el más importante de todos, ya que con él se logran las características
adecuadas a cada uno de las condiciones de trabajo. Consiste en poner a temperatura las piezas
que han sido previamente templadas, con esto se logra, además de eliminar las tensiones
acumuladas en el proceso del temple, la adecuación de las características mecánicas en función al
trabajo que después va a ejecutar la pieza.
Los aceros que pueden ser tratados se pueden dividir en dos clases:
Aceros al carbono: Con contenidos de carbono mayor que 0.30% y temple severo.
Aceros de baja aleación: También con contenidos de carbono superiores a 0.30 % y
temple al aceite.

Aceros especiales: Existen diversos tipos de aceros con aleaciones tales que realzan cada
una de las propiedades requeridas.
Mejora sustancialmente las propiedades de las piezas, permitiendo reducir las dimensiones y
pesos y por lo tanto los costos. Cuanto mayor sea el tamaño de las piezas mayor debe ser la
templabilidad del acero empleado; de lo contrario se obtienen temples imperfectos, dado que la
velocidad de enfriamiento es menor en las capas interiores, y por lo tanto las durezas obtenidas
son proporcionales a las velocidades.” (CASTAÑEDA VARGAS, 2015,p.18)
4.13 Curva de la “S”
“Las curvas de las “S” conocidas también como diagrama tiempo - temperatura -transformación
TTT o simplemente curva en C, es un estudio exhaustivo sobre las diferentes reacciones que se
presentan en determinado estudio, dicho estudio permite predecir estructura, propiedades
mecánicas y así mismo el respectivo tratamiento térmico que requiere el acero analizado.
Una de las reacciones que requiere un análisis completo con respecto a su desarrollo lo representa
la reacción eutectoide en estado sólido, debido a la lentitud de la misma, provocando en el acero
un enfriamiento por debajo de la temperatura eutectoide de equilibrio antes de que se inicie la
transformación, provocando esto importantes consecuencias ya que una temperatura de
transformación inferior dará una estructura más fina y resistente, lo cual afectará el tiempo
requerido para dicha transformación, y alterará la organización de las dos fases.
Figura 14 Efecto de la Temperatura de Transformación de la austenita sobre el
espaciamiento ínter laminar de la perlita.
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
El diagrama TTT o curva de las “S” de acuerdo a lo observado en el planteamiento anterior es
consecuencia de la reacción eutectoide. A cualquier temperatura en particular, una curva

sigmoidea representa la velocidad a la cual la austenita se transforma en una mezcla de ferrita y
de cementita (figura 14).
Para la nucleación se requiere un tiempo de incubación. La línea Ps representa el momento en el
cual se inicia la transformación.
La curva sigmoidea también da el tiempo en el cual se completa la transformación, este momento
está dado por línea Pf. Cuando la temperatura disminuye de 727°C, se incrementa la velocidad de
nucleación y al mismo tiempo se reduce la rapidez de crecimiento del eutectoide. En el caso de
un acero eutectoide la rapidez máxima de transformación ocurre cerca de 550°C.
Figura 15 Curva de la “s”
Influencia del tiempo de revenido en las propiedades mecánicas de dureza y resistencia a la tensión de un acero 1045
Los resultados obtenidos en la transformación producen dos tipos de micro constituyentes, siendo
los mismos Perlita (P) cuya formación se registra por encima de 550°C, y la Bainita (B) que se
forma a temperaturas inferiores respectivamente.
Uno de los aspectos de más prestancias en la determinación de las curvas de las
“S” lo representa la nucleación dada en el proceso por lo que a continuación se ve
el comportamiento de esta:
Nucleación y Crecimiento de la Perlita: Al realizar el templado por debajo de la temperatura
eutectoide, se produce un suben frio ligero en la austenita, y por otro lado se requieren tiempos
prolongados antes de que se produzcan núcleos estables tanto para la ferrita como para la
cementita.
Al comenzar el crecimiento de la ferrita, los átomos son difundidos con rapidez, produciéndose
de esta forma una perlita gruesa; dicha transformación es completada en el tiempo de (Pf). En el

caso de que la austenita se temple a una temperatura inferior a la estipulada la misma se sub
enfría mucho más, provocando la rápida ocurrencia de la nucleación y por lo tanto Ps sería más
corto. Sin embargo, la difusión es considerablemente más lenta, ya que la los átomos se difunden
sólo a distancias cortas dando como resultado una estructura de perlita fina.
Es bueno reconocer que a pesar de que las velocidades de crecimiento son más lentas el tiempo
total que se requiere sufre una reducción para el logro de la transformación como tal, todo esto
debido a la corta duración del tiempo de incubación. Como observamos la perlita más fina tiene
formación en tiempos más cortos conforme se reduce la temperatura de transformación
isotérmica hasta aproximadamente 550°C, la cual es la nariz o rodilla de la curva TTT.
Nucleación y Crecimiento de la Bainita: Cuando se registra una temperatura justo por debajo
de la nariz del diagrama TTT o Curva de las “S”, la difusión se produce de manera más lenta , y
así mismo los tiempos totales de transformación sufren un incremento general. A parte de esto se
observa una estructura distinta.
En el caso específico de transformación a bajas temperaturas, las laminillas de Perlita requerirían
ser extremadamente delgadas y, en consecuencia, el área entre ferrita y laminillas de Fe3C sería
muy grande.
La cantidad de energía asociada con la interface Ferrita - Cementita incide en el aumento de la
energía total del acero ya que esta será muy grande; donde es preciso acotar que la energía interna
del acero puede ser reducida a través de la precipitación de la cementita en forma de películas
distintas y redondeadas en una matriz de ferrita. El micro constituyente formado en este proceso
se le denomina
Bainita (Bs), siendo tras la formación de la misma donde empieza la transformación y la misma
termina con la finalización de la bainita (Bf).” (CASTAÑEDA VARGAS, 2015,p.19).
4.14 Fractura de metales
Como un efecto seguido después de la deformación de un material se encuentra la fractura o
ruptura del mismo la cual se da por la separación de un sólido cuando es sometido a pruebas de
tensión y la probeta queda en dos trozos. Con la naturaleza del material se puede identificar el
tipo de fractura en donde intervienen el estado de esfuerzo, el ambiente, la rapidez de la
deformación y el estudio de los modos de fractura se llama fractografía la cual la identifica por
los rasgos de la superficie de fractura y su separación gracias al esfuerzo sometido. Este estudio
es realizado a modo visual con el uso de microscopios que tengan alto poder de resolución los
cuales tengan gran profundidad de foco con los cuales se hacen los estudios para llegar a
identificar el tipo de ruptura o fractura del material.

Figura 16 Diagrama de fractura de una probeta
Fundamentos de ciencia de materiales, A G Guy, Mc Graw hill P 383
4.14.1 Fractura dúctil
Esta fractura se da cuando hay una gran deformación plástica y gran reducción de área en la parte
donde falla la probeta. Hay 3 estados diferentes en los que se reconocen una ruptura dúctil los
cuales son:
La probeta forma un cuello y se forman cavidades dentro de la zona de fractura.
La rugosidad en el cuello se fusionan en una grieta en el centro de la probeta y se
propagan a la superficie de la muestra en una dirección perpendicular a la fuerza
aplicada.
Cuando la grieta se aproxima a la superficie la dirección de la grieta cambia a 45°
respecto del eje de tensión y se produce una fractura de cono o embudo.

Figura 17 Diagrama de tipos de fractura dúctil
Fundamentos de la ciencia e ingeniería de materiales, S William, Mc Graw hill, Tercera edición, P 241
4.14.2 Fractura frágil
Esta fractura se da por su poca deformación plástica la cual se presenta en muchos metales y
aleaciones y se produce a lo largo de los planos cristalográficos específicos llamados planos de
fractura bajo una tensión normal al plano de fractura. La mayoría de metales que tienen una
estructura cristalina HCP casi siempre tienden a tener una fractura frágil debido a su número
limitados de planos de deslizamientos.
Este tipo de fractura también tiene 3 tipos de estados en las que se puede identificar:
La deformación plástica concentra las dislocaciones a lo largo de los planos de
deslizamientos en obstáculos.
La tensión de cizalla se acumula en lugares donde las dislocaciones se bloquean, y como
resultado se nuclean microgrietas.
Una posterior tensión propaga las microgrietas y la energía de deformación elástica
almacenada puede contribuir a la propagación de las grietas.

Figura 18 Diagrama de tipos de fractura frágil
Tipos de fracturas de metales frágiles (Universidad Nacional de Colombia, Grupo AFIS 2011)
4.14.3 Fractura mixta
En ciertos metales al momento de la fractura se pueden encontrar características de los dos tipos
de fracturas mencionadas en los puntos 4.14.1 y 4.14.2 este tipo de fractura ya se dará por las
propiedades del material y su modo de estudio se conoce por el nombre de fractura mixta.
Figura 19 Diagrama de fractura mixta
Tipos de fracturas mixtas (Universidad Nacional de Colombia, Grupo AFIS 2011)

5 Materiales y métodos
5.1 Materiales
Para el ensayo de tensión que se realizó en el laboratorio de resistencia de materiales de
la Universidad Distrital, se utilizó una barra redonda calibrada de 19.05mm de diámetro
y 3970mm de longitud en acero SAE 1045 laminado en caliente, realizando
espectrometría para validar que efectivamente sea el material a analizar y así poder
continuar con la fabricación de las probetas según plano cumpliendo con la geometría y
dimensiones que se deben cumplir según norma ASTM E-8 r y se muestran a
continuación:
Figura 20 Probeta para ensayo de tensión (ASTM E-8/E8M-11 Standard Test
Methods for Tension Testing of Metallic Materials).
O3/4-
10 U
NCRO
SCAD
O
O3/4-
10 U
NCRO
SCAD
O
30 30 100 30 30O
12O19
,05
O19
,05
30
60
71,34
148,66
30
60
71,34
220
R20
R20
0,365 kg
Para el ensayo de impacto, que se realizó en el laboratorio de resistencia de materiales de la
Universidad Distrital, se utilizó una placa en acero SAE 1045 laminado en caliente,
aproximadamente de 250mm x 80mm x 12mm, realizando espectrometría para validar que
efectivamente sea el material a analizar y así poder continuar con la fabricación de las
probetas según plano cumpliendo con la geometría y dimensiones que se deben cumplir
según norma ASTM E-23 y se muestran a continuación:

Figura 21 Probeta para ensayo de impacto (ASTM E23-12C Standard Test Methods for
Notched Bar Impact Testing of Metallic Materials).
55
10
10
A
DETALLE A
8±0
.06
R0,2
5 ±0.02
5
45° ±2
5.2 Composición química
Al material se solicitó el servicio de espectrometría en la empresa Cia. General de Aceros, con el
fin de corroborar sí realmente se trataba de un acero SAE 1045, y se validó que estuviese dentro
de los requisitos de la norma ASTM A29 - A29M – 12. También se utilizó la composición
química para poder calcular las temperaturas intercríticas y definir la temperatura para el
tratamiento térmico de temple. Al material se le realizo 3 quemas el espectrómetro arrojó los
siguientes resultados.

5.3 Temperaturas Intercríticas
Con los porcentajes de masa de cada elemento según tabla y las ecuaciones de:
Temperatura de austenización parcial (Ac1) (Kasatkin).
Temperatura de austenización total (Ac3) (Kasatkin).
Se procede hallar las temperaturas intercríticas
Temperatura de Austenización parcial (Ac1) en grados Celsius (ºC)
Ac1°C = 723 − 7.08.Mn + 37.7
.Si + 18.1
.Cr + 44.2
.Mo + 8.95
.Ni + 50.1
.V + 21.7
.Al + 3.18
.W +
297.S − 830
.N − 11.5
.C
.Si − 14.0
.Mn
.Si − 3.10
.Si
.Cr − 57.9
.C
.Mo − 15.5
.Mn
.Mo − 5.28
.C
.Ni −
6.0.Mn
.Ni + 6.77
.Si
.Ni – 0.80
.Cr
.Ni – 27.4
.C
.V + 30.8
.Mo
.V − 0.84
.Cr
2 – 3.46
.Mo
2 – 0.46
.Ni
2 −
28.V
2.
Temperatura de Austenización Total (Ac3) en grados Celsius (ºC):
Ac3 °C = 912 − 370.𝐶 + 27.4
.𝑀𝑛 + 27.3. 𝑆𝑖 − 6.35
.Cr − 32.7
.Ni + 95.2
.V + 190
.Ti + 72
.𝐴𝑙 −
64.5.Nb + 5.57
.W + 332
.S + 276
.P + 485
.N − 900
.B + 16.2
.𝑀𝑛 + 32.3.𝐶.
Si + 15.4.𝐶.𝐶r + 48
.𝐶.Ni +
4.32.Si
.𝐶r + 17.3.Si
.𝑀o − 18.6.Si
.Ni + 4.8
.𝑀𝑛.Ni + 40.5
.𝑀o .V + 174
.C
2 + 2.46
.𝑀𝑛2 - 6.86
.Si
2 +
0.322.Cr
2 + 9.9
.𝑀o2
+ 1.24.Ni
2 − 60.2
.V
2. [11]
Para el acero SAE 1045, la temperatura de austenización parcial (Ac1) y austenización total (Ac3)
en °C
Ac1 = 729 ºC Ac3 = 776 ºC
Con los resultados obtenidos para las temperaturas intercriticas que aplican para el acero SAE
1045, se escoge la temperatura de 760 °C que se encuentra más cercana a la temperatura de
austenizacion (Ac3), manteniéndose dentro de los límites de estas temperaturas y así poder
realizar el tratamiento térmico de temple con un tiempo de sostenimiento de 30 minutos.
5.4 Método para la toma de resultados
En esta etapa del proyecto y con el fin de obtener los mejores resultados de las distintas pruebas
que se van a realizar, se establece el siguiente orden de las probetas para la toma de datos:
Grupo A:
6 probetas en estado de suministro (3 para tensión y 3 para impacto), esto para realizar la
comparación de las propiedades mecanizas mencionadas anteriormente con las
propiedades generadas por los tratamientos térmicos a realizar. Como elementos de
control.
Grupo B:
6 probetas templadas a 760 °C durante 30 minutos de sostenimiento, enfriadas en agua,
(3 para tensión y 3 para impacto).

Grupo C:
24 probetas templadas a 760°C y 30 minutos de sostenimiento, enfriadas en agua, con
tratamiento térmico de criogenia (Nitrógeno líquido a -193 °C aproximadamente),
sostenimiento 24 horas, más revenido a 5, 10,15 y 30 minutos de sostenimiento, en grupos
de 3 probetas a una temperatura de 400°C, (para tensión e impacto).
5.5 Tratamientos térmicos
Los tratamientos térmicos de temple, criogenia y revenido se realizaron en diferentes laboratorios
5.5.1 Tratamiento térmico temple
Para este proceso se suministran 18 probetas para impacto y 18 probetas para tensión y se
procede a realizar el tratamiento térmico de temple a 760 C° con un tiempo de sostenimiento de
30 minutos en los laboratorios de TEMPLES INDUSTRIALES SAS tratamiento y
revestimientos de metales mecanizados, se toman las precauciones necesarias como
calentamiento hasta la temperatura requerida y manteniendo las probetas hasta que alcancen la
temperatura solicitada en toda su masa y así contabilizar el tiempo de sosteniente de las mismas.
Continuando se realiza la extracción de las probetas sujetándolas de un extremo y llevándolas a
una cuba que contiene agua a temperatura ambiente; mientras se introduce la probeta dentro del
agua de forma vertical, se agita de forma circular garantizando la correcta refrigeración evitando
que el agua de los alrededores este en contacto con la probeta demasiado tiempo, en la siguiente
ilustración se aprecia claramente el tratamiento realizado y descrito anteriormente.
Figura 22 Esquema del tratamiento térmico de temple realizado al acero AISI 1045
776 C°
726 C°
760C°
CAL
ENTA
MIE
NTO
SOSTENIMIENTO
ENFR
IAM
IENTO
T C°
t min
t= 30
5.5.2 Tratamiento térmico criogénico
Para este proceso se alquiló el nitrógeno líquido con sus respectivos dispositivos para su
manipulación, se colocaron las probetas en canastillas sumergiéndolas en el nitrógeno, con un

periodo de sostenimiento de 24 horas, en la siguiente ilustración se aprecia claramente el
tratamiento realizado y descrito anteriormente.
Figura 23 Esquema del tratamiento térmico de criogenia realizado al acero AISI 1045
776 C°
726 C°
760C°CAL
ENTA
MIE
NTO
SOSTENIMIENTO
ENFR
IAM
IENTO
T C°
t min
t= 30
0 C°
-196 C°
PUNTO DE EBULLICIONDEL NITROGENO LIQUIDO
SOSTENIMIENTO
24 hrs
CRIOGENIA
5.5.3 Tratamiento térmico revenido
Estas pruebas se realizaron en las instalaciones de la empresa prestadora de servicios
INDUTERMICOS, Industria de Tratamientos Térmicos, se realizó a una temperatura de 400°C y
cuatro escalas de tiempo para su sostenimiento 5, 10,15 y 30 minutos; la selección de estos
parámetros se realizan con el fin de establecer las modificaciones en las propiedades mecánicas
que se pueden presentar para este material, en la siguiente ilustración se aprecia claramente el
tratamiento realizado y descrito anteriormente.
Figura 24 Esquema de los tratamientos térmicos de revenidos realizado al acero AISI 1045
776 C°
726 C°
760C°
CAL
ENTAM
IENTO
SOSTENIMIENTO
ENFR
IAM
IEN
TO
T C°
t min
t= 30
0 C°
-196 C°PUNTO DE EBULLICIONDEL NITROGENO LIQUIDO
SOSTENIMIENTO
24 hrs
CRIOGENIA
ENFRIAMIENTO
REVENIDOS
INTERVALOS DE TIEMPOS
5 10 15 30
SOSTE
NIM
IENTO

5.6 Prueba de impacto tipo charpy
Estas pruebas se realizaron en el laboratorio de resistencia de materiales de la Universidad
Distrital, el cual dispone de un PENDULO DE IMPACTO SATEC SI-1A , este equipo utiliza un
brazo de peso que se eleva a una altura específica y se deja caer de forma radial sobre la muestra
produciendo el impacto sobre la probeta.
Figura 25 Péndulo de impacto 5A -10700 marca Satec (Universidad Distrital, 2017)
Para este ensayo se aumentó la resolución de la entalla para validar sus dimensiones según
norma E-23 con el estéreo microscopio trinocular Stereo Discovery.V8 disponible en el
laboratorio de metalografía de la Universidad Distrital.
Figura 26 Entalla probetas para ensayo de impacto tipo charpy según norma E-23
R0.2
5 +
/- 0
.025
45° ±2
DETALLE A
55 10
PROBETA ESTANDAR PARA ENSAYO DE IMPACTO
10
Para realizar esta prueba se utilizaron 18 probetas a las cuales presentan el siguiente orden:
3 probetas en estado de entrega
3 probetas templadas
3 probetas templadas, criogenizadas con revenido de 5 minutos
3 probetas templadas, criogenizadas con revenido de 10 minutos
3 probetas templadas, criogenizadas con revenido de 15 minutos

3 probetas templadas, criogenizadas con revenido de 30 minutos
Según la distribución anterior se sacó un promedio la cual se presenta a continuación.
Tabla 9
Tabla de resultados Prueba de impacto tipo charpy.
PROBETAS
ENERGIA
EN
PERDIDAS
(Joules)
ENERGIA
REGISTRADA
(Joules)
TENACIDAD
(Joules)
PROMEDIO
TENACIDAD
(JOULES)
ESTADO DE
ENTREGA
A 0,411 21,52 21,109
22,99 B 0,411 25,29 24,879
C 0,411 23,4 22,989
PROBETAS
TEMPLADAS
D 0,411 2,217 1,806
1,78 E 0,437 2,191 1,754
F 0,437 2,225 1,788
REVENIDO
5min
G 0,437 4,451 4,014
4,56 H 0,437 5,65 5,213
I 0,437 4,879 4,442
REVENIDO
10min
J 0,437 6,621 6,184
8,42 K 0,411 12,67 12,259
L 0,437 7,24 6,803
REVENIDO
15min
M 0,462 10,99 10,528
10,81 N 0,462 9,42 8,958
O 0,462 13,42 12,958
REVENIDO
30min
P 0,462 17,69 17,228
15,77 Q 0,462 14,05 13,588
R 0,462 16,95 16,488

Figura 27 Diagrama de barras comparativo de la tenacidad
Esta máquina determina la fragilidad o capacidad de un material de absorber energía antes de su
fractura, por el trabajo necesario al introducir la fractura de la probeta de un solo choque.
Con respecto a las pruebas de impacto tipo Charpy se determina que la probeta con tratamiento
térmico de temple es la que posee menor tenacidad logrando tener bastante similitud con el
comportamiento en la gráfica esfuerzo deformación debido a la fragilidad que obtuvo con el
tratamiento, cabe resaltar que los revenidos presentan un aumento en su tenacidad debido a que
los átomos de carbono retenidos en ella son liberados mitigando este problema saliendo de la red
de la martensita. Ello implica calentar el acero para facilitar la difusión del carbono por la red
tetragonal y que se concentre en algunos puntos de ella para formar carbonos, disminuyendo
progresivamente la dureza del material y aumentando su plasticidad y tenacidad.
5.7 Prueba de tensión
Estos ensayos se realizaron en el laboratorio de resistencia de materiales de la Universidad
Distrital utilizando la máquina universal de ensayos UH 50 – A marca Shimadzu.
Diagrama 28 Maquina universal de ensayos UH 50 – A marca Shimadzu (Universidad Distrital,
2017)
22,99
1,78 4,56
8,42 10,81
15,77
0,00
5,00
10,00
15,00
20,00
25,00
1
TEN
ASI
DA
D (
Jou
les)
PROBETAS
ENSAYO CHARPY
ESTADO DE ENTREGA PROBETAS TEMPLADAS REVENIDO 5min
REVENIDO 10min REVENIDO 15min REVENIDO 30min

Para realizar esta prueba se utilizaron 18 probetas a las cuales presentan el siguiente orden:
3 probetas en estado de entrega
3 probetas templadas
3 probetas templadas, criogenizadas con revenido de 5 minutos
3 probetas templadas, criogenizadas con revenido de 10 minutos
3 probetas templadas, criogenizadas con revenido de 15 minutos
3 probetas templadas, criogenizadas con revenido de 30 minutos
Para cada una de las pruebas se sacó un promedio de los datos obtenidos que se muestra a
continuación.
5.7.1 Probeta en estado de entrega
Figura 29 Diagrama esfuerzo vs deformación de la curva real y la curva de ingeniería en estado de
suministro
Sut = esfuerzo máximo = esfuerzo ultimo a la tensión o tracción
Sut = 869,95 MPa.
0,00
100,00
200,00
300,00
400,00
500,00
600,00
700,00
800,00
900,00
1000,00
1
19
37
55
73
91
10
9
12
7
14
5
16
3
18
1
19
9
21
7
23
5
25
3
27
1
28
9
30
7
32
5
34
3
36
1
37
9
ESFU
ERZO
(M
Pa)
DEFORMACION (%)
Esfuerzo vsDeformacion ing
Esfuerzo vsDeformacionreal

5.7.2 Probetas templadas
Figura 30 Diagrama esfuerzo vs deformación de la curva real y la curva de ingeniería con
tratamiento de templado a 760 °C
Sut = esfuerzo máximo = esfuerzo ultimo a la tensión o tracción
Sut = 1672,210 MPa.
5.7.3 Probetas templadas, criogenizadas con revenido de 5 minutos
Figura 31 Diagrama esfuerzo vs deformación de la curva real y la curva de ingeniería con
tratamiento templadas 760°C, criogenia 24 horas y revenidas a 400°C tiempo de sostenimiento 5
minutos.
1684,62
1819,438022
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
1600,00
1800,00
2000,00
1
28
55
82
10
9
13
6
16
3
19
0
21
7
24
4
27
1
29
8
ESFU
ERZO
(M
Pa)
DEFORMACION (%)
Esfuerzo vsDeformacion ing
Esfuerzo vsDeformacion real
1424,32
1547,699018
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
1600,00
1800,00
1
32
63
94
12
5
15
6
18
7
21
8
24
9
28
0
31
1
34
2
ESFU
ERZO
(M
Pa)
DEFORMACION (%)
Esfuerzo vsDeformacion ing

Sut = esfuerzo máximo = esfuerzo ultimo a la tensión o tracción
Sut = 1341,584 MPa.
5.7.4 Probetas templadas, criogenizadas con revenido de 10 minutos.
Figura 32 Diagrama esfuerzo vs deformación de la curva real y la curva de ingeniería con
tratamiento templadas 760°C, criogenia 24 horas y revenidas a 400°C tiempo de sostenimiento 10
minutos.
Sut = esfuerzo máximo = esfuerzo ultimo a la tensión o tracción
Sut = 1195,143 MPa
1234,49
1316,258393
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
1
28
55
82
10
9
13
6
16
3
19
0
21
7
24
4
27
1
ESFU
ERZO
(M
Pa)
DEFORMACION (%)
uerzo vs Deformacioning
Esfuerzo vsDeformacion real

5.7.5 Probetas templadas, criogenizadas con revenido de 15 minutos
Figura 33 Diagrama esfuerzo vs deformación de la curva real y la curva de ingeniería con
tratamiento templadas 760°C, criogenia 24 horas y revenidas a 400°C tiempo de sostenimiento 15
minutos.
Sut = esfuerzo máximo = esfuerzo ultimo a la tensión o tracción
Sut = 1191,25 MPa.
5.7.6 Probetas templadas, criogenizadas con revenido de 30 minutos
Figura 34 Diagrama esfuerzo vs deformación de la curva real y la curva de ingeniería con
tratamiento templadas 760°C, criogenia 24 horas y revenidas a 400°C tiempo de sostenimiento 30
minutos.
1322,87
1406,20301
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
1600,00
1
27
53
79
10
5
13
1
15
7
18
3
20
9
23
5
26
1
ESFU
ERZO
(M
Pa)
DEFORMACION (%)
Esfuerzo vsDeformacion ing
Esfuerzo vsDeformacion real
1109,70
1193,314848
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
1
25
49
73
97
12
1
14
5
16
9
19
3
21
7
24
1
26
5
28
9
ESFU
ERZO
(M
Pa)
DEFORMACION (%)
Esfuerzo vs Deformacioning
Esfuerzo vs Deformacionreal

Sut = esfuerzo máximo = esfuerzo ultimo a la tensión o tracción.
Sut= 925,27 MPa.
5.7.7 Variación del Sut (esfuerzo ultimo a la tracción) según graficas de esfuerzo vs
deformación
Tabla 10
Comparativo del Sut (MPa) con los tratamientos térmicos realizados.
Probetas Designación Sut (Mpa)
probetas en estado de entrega A-B-C 869,95
probetas templadas D-E-F 1672,21
probetas templadas, criogenizadas con revenido de 5 min G-H-I 1341,584
probetas templadas, criogenizadas con revenido de 10 min J-K-L 1195,143
probetas templadas, criogenizadas con revenido de 15 min M-N-O 1191,25
probetas templadas, criogenizadas con revenido de 30 min P-Q-R 925,27
Figura 35 Comparativo del Sut (MPa) con los tratamientos térmicos realizados
En la ilustración se puede observar los cambios significativos que tubo Sut en los diferentes
tratamientos térmicos aplicados, teniendo como base de comparación el material en estado de
entrega, la probeta templada genera una curva y no alcanza el límite de fluencia generándose
inmediatamente la fractura, esto supone a que al realizar el tratamiento térmico el material sufre
un cambio de fase en el que hay presencia de Martensita y Ferrita, en la gráfica se observa su

fragilidad ya que no pasa a la zona de fluencia; las probetas con revenido a 400°C y 5,10,15,30
minutos de sostenimiento presentan una línea de tendencia negativa disminución en Sut, esto es
lógico ya que el objeto del revenido es mejorar la tenacidad, ósea la resiliencia del material
templado a costa de reducir su dureza (a menor dureza menor Sut), pero manteniéndose por
encima del material base.
5.8 Dureza
Estos ensayos se realizaron en el laboratorio de metalografía de la Universidad Distrital, se
utilizó el durómetro GNEHM Swiss Rock que determina la dureza Rockwell HRA, HRB y
HRC de materiales metálicos. Se seleccionaron 18 probetas y se tomaron los valores de dureza
según los grupos que se organizaron:
Grupo A: 3 probetas en estado de suministro
Grupo B: 3 probetas templadas
Grupo C: 12 probetas templadas,criogenisadas (Nitrógeno líquido a -193 °C
aproximadamente) y revenidas a 5, 10,15 y 30 minutos de sostenimiento, en grupos de 3
probetas por tiempo de revenido a una temperatura de 400°C.
5.8.1 Durezas probetas:
Para esta toma de datos se usó el durómetro del laboratorio de metalografía de la universidad
Distrital facultad Tecnológica. Se calibró con una fuerza de 100 kgf y 10 segundos de
sostenimiento. Se hicieron 5 indentaciones aleatorias sobre la superficie de las probetas y se sacó
un promedio de los valores registrados según tabla.
Tabla 11
Tabla de resultados prueba de dureza.
Probetas Designación HRC
probetas en estado de entrega A-B-C 20
probetas templadas D-E-F 59,35
probetas templadas, criogenizadas con revenido de 5 min G-H-I 52,5
probetas templadas, criogenizadas con revenido de 10 min J-K-L 49,5
probetas templadas, criogenizadas con revenido de 15 min M-N-O 52
probetas templadas, criogenizadas con revenido de 30 min P-Q-R 41,3

Figura 36 Dureza probetas según tratamientos térmicos y estado de suministro
En la figura 36 se observa que para las probetas templadas, se tiene una mayor dureza que las
demás, esto se debe a que a enfriarlas en agua permite un enfriamiento rápido dando lugar a
la aparición de martensita que es uno de los constituyentes más duros , las demás al estar
sometidas a diferentes revenidos el material se ablanda debido a que las probetas por efecto de
este tratamiento se disminuyen las tensiones internas disminuyendo progresivamente la dureza
del material y aumentando su plasticidad y tenacidad.. Para todos los casos las durezas no
mostraron un cambio significativo entre los tratamientos realizados.
5.9 Metalografía
Figura 37 Zona donde se realizó la toma de las muestras para metalografía
ZONA DONDE SE TOMO LA MUESTRAPARA METALOGRAFIA
Estos ensayos se realizaron en el laboratorio de metalografía de la Universidad Distrital, se utilizó
el MICROSCOPIO OXIO OBSERVER D1M, las fotografías metalográficas para el acero SAE
1045 se exponen desde su estado de suministro y sus diferentes tratamientos térmicos realizados
como temple, criogenia y revenidos a 400°C con tiempos de 5, 10,15 y 30 minutos, se evidencia
la transformación microestructural.
probetas enestado desuministro
probetastempladas
Temple,criogenia y
revenido t=5 min
Temple,criogenia y
revenido t=10 min
Temple,criogenia y
revenido t=15 min
Temple,criogenia y
revenido t=30 min
HRC 20 59,35 52,5 49,5 52 41,3
20
59,35 52,5
49,5 52
41,3
0
10
20
30
40
50
60
70
Du
reza
HR
C

5.9.1 Probeta en estado se suministró.
Figura 38 Microestructura en un plano longitudinal del acero AISI/SAE 1045
En la figura 38 se pueden identificar claramente las fases que conforman el acero SAE 1045 la
ferrita aparece en las zonas claras como lo muestra la nota en la figura y la perlita apérese en las
zonas oscuras como también se muestra en la nota, los límites de grano entre la fase ferrítica y la
perlítica están bien definidos y está identificado en la figura.
5.9.2 Probeta con tratamiento térmico de temple
Figura 39 Microestructura en un plano longitudinal del acero AISI/SAE 1045 con
tratamiento térmico de temple enfriado en agua
En la figura 39 se observa que hubo cambios en la microestructura en comparación con la de
estado de entrega figura 38, estas presentan fases como la ferrita que se identifica en las zonas
claras identificadas en la figura y se observa en menor proporción; esto sucedió porque se

evidencia la presencia de pequeñas láminas o agujas que pertenecen a la martensita que están
regadas en toda la estructura y también son identificadas, todo esto es resultado del temple.
5.9.3 Probeta con temple, criogenia y revenido a 5min
Figura 40 Microestructura en un plano longitudinal del acero AISI/SAE 1045 con
tratamiento térmico de temple, criogenia y revenido a 5 min
En esta imagen se observa una variación en la microestructura en comparación con las probetas
templadas figura 39, estas presentan las fases como la ferrita una zona clara como se identifica
en la nota y se observa un aumento en su proporción; las pequeñas láminas o agujas que
pertenecen a la martensita también identificada con la nota, disminuyeron muy poco con respecto
a las probetas templadas, las partes oscuras no es una fase como se ve en la figura eso es debido
al ataque químico de la probeta.
5.9.4 Probeta de tensión con temple, criogenia y revenido a 10min
Figura 41 Microestructura en un plano longitudinal del acero AISI/SAE 1045 con
tratamiento térmico de temple, criogenia y revenido a 10min

En esta figura se observa una variación en la microestructura en comparación con las probetas
templadas figura 39 minutos estas presentan también la fase ferrita una zona clara y se ve una
disminución en su proporción en comparación con las revenidas a 5 minutos; las pequeñas
láminas o agujas que pertenecen a la fase martensita, aumentaron mucho más con respecto a las
probetas templadas, y nuevamente las zonas oscuras no es una fase son motivos del ataque
químico de la probeta.
5.9.5 Probeta con temple, criogenia y revenido a 15min
Figura 42 Microestructura en un plano longitudinal del acero AISI/SAE 1045 con
tratamiento térmico de temple, criogenia y revenido a 15min
En esta figura se observa una variación en la microestructura en comparación con las probetas
templadas figura 39 estas presentan también la fase ferrita las cuales se identifican como las
zonas claras y la fase martensita, aumento mucho más las proporciones de ferrita y disminuyendo
la proporción la martensita con proporciones pequeñas de perlita y como en las otras figuras
también aparecen manchas negras debido al ataque químico.
5.9.6 Probeta con temple, criogenia y revenido a 30min
Figura 43 Microestructura en un plano longitudinal del acero AISI/SAE 1045 con
tratamiento térmico de temple, criogenia y revenido a 30min

En esta figura se observa una variación en la microestructura en comparación con las probetas
templadas figura 39, estas presentan nuevamente la fase ferrita y la fase martensita, se observa
que cada vez que se aumenta el tiempo de revenido aumenta la ferrita y disminuye cada vez más
la martensita, la aparición de perlita es más notable la estructura tiende a volver a su estado
original ósea en estado de suministro ya que se empiezan a ver como islas de cada fase.
5.9.7 Microscopia Electrónica De Barrido
Figura 44 Microscopio Electrónico de Barrido JEOL JSM-6490LV (Universidad de los
Andes, 2017)
La microscopia electrónica de barrido es un laboratorio realizado en un microscopio JEOL,
modelo JSM 6490-LV de última generación que se encuentra en los laboratorios de la
universidad de los Andes y que opera en los modos de alto y bajo vacío como se muestra en la
figura 44 y consiste en tomar muestras superficialmente en donde se encierran las muestras en
una especie de horno totalmente cerrado y después se enfoca en las muestras a realizarles el
análisis un fino haz de electrones activado con energías de excitación desde 0.1 kV hasta 30 kV.
Dicho haz de electrones se traslada sobre la superficie de las muestras realizando un recorrido
sobre la misma superficie con una trayectoria de líneas paralelas. La transición morfológica de la
muestra emite diversas señales (electrones secundarios, electrones retro dispersados, emisión de
rayos X, etc.) que son almacenadas por distintos dispositivos los cuales se les llama detectores;
los cuales permiten la indicación para su observación, caracterización y microanálisis superficial
de materiales tanto orgánicos como inorgánicos. El detector de espectroscopia por dispersión de
energía (EDS) permite además la realización de microanálisis cualitativos y cuantitativos.
A continuación se mostraran los resultados del análisis realizado:

Figura 45 Microscopio Electrónico de Barrido Probetas Estado Entrega
En la figura 45 se ve claramente los granos de perlita en forma de láminas o agujas y de ferrita en
bajo relieve en donde también se podemos observar los límites de grano muy claramente.
Figura 46 Microscopio Electrónico de Barrido Probetas Tratamiento Temple
En la figura se evidencia la transformación de fase debido al tratamiento térmico en donde crece
en proporción la martensita comparándolo con la ferrita que está en menos cantidad y sus zonas
son muy pequeñas.
Figura 47 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y
5 min de revenido
Lo observado en la figura es que se pueden identificar un poco más claramente las fases donde se
ve la martensita en menos porcentaje en comparación con las probetas con solo el tratamiento de
temple y la ferrita en mayor porcentaje y donde se puede visualizar un poco mejor.
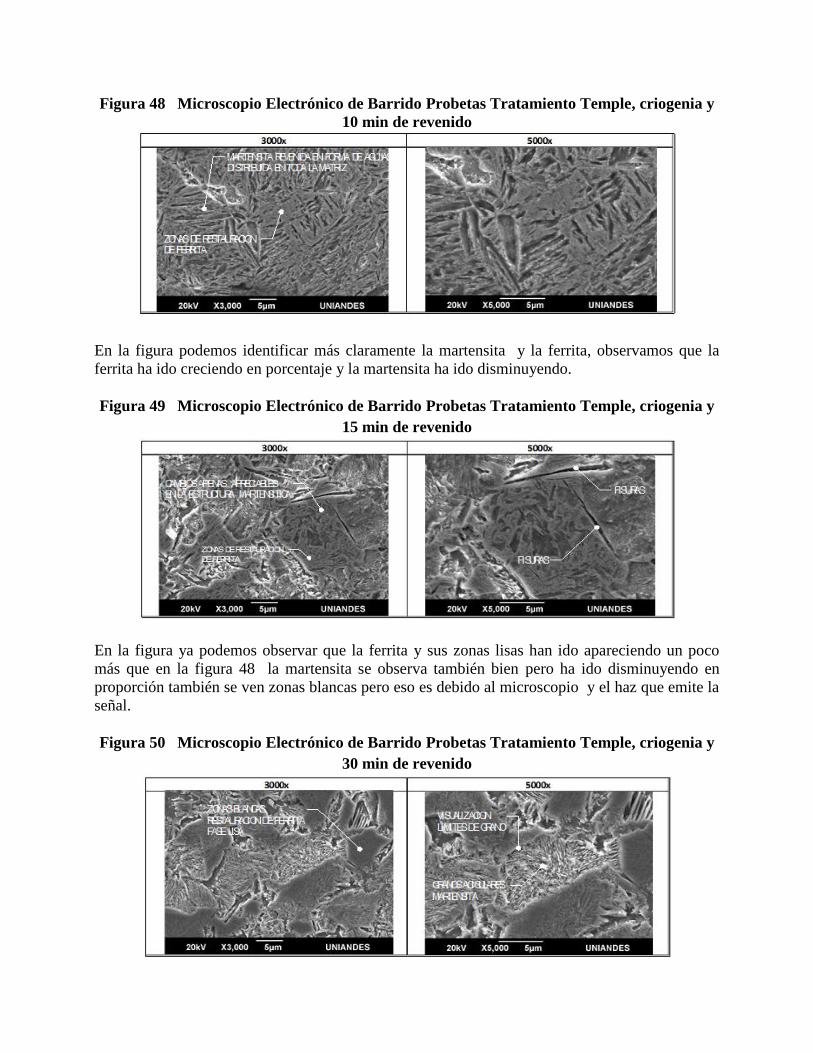
Figura 48 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y
10 min de revenido
En la figura podemos identificar más claramente la martensita y la ferrita, observamos que la
ferrita ha ido creciendo en porcentaje y la martensita ha ido disminuyendo.
Figura 49 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y
15 min de revenido
En la figura ya podemos observar que la ferrita y sus zonas lisas han ido apareciendo un poco
más que en la figura 48 la martensita se observa también bien pero ha ido disminuyendo en
proporción también se ven zonas blancas pero eso es debido al microscopio y el haz que emite la
señal.
Figura 50 Microscopio Electrónico de Barrido Probetas Tratamiento Temple, criogenia y
30 min de revenido

En la figura ya podemos observar las fases muy claramente han tomado un mejor contraste en
donde ya podemos identificarlas muy fácilmente entre la ferrita y la martensita en donde se ven
como islas en cada fase pareciéndose mucho al material en estado de entrega ha y también se
pueden identificar los límites de grano.
5.10 Modos de falla
Con el estéreo microscopio trinocular Stereo Discovery.V8 disponible en el laboratorio de
metalografía de la Universidad Distrital a una resolución de 200x; se realizó la toma de
fotografías a las probetas de tensión e impacto que han sufrido fallas mecánicas y por medio de
este se puede analizar visualmente la manera en la cual se generó la fractura de las probetas
seleccionadas a continuación:
5.10.1 Probetas tensión
Figura 51 Fractografia probetas de tensión en estado de suministro
Para estas probetas sometidas a tensión se presentan fracturas de tipo dúctiles, estas ocurren por
la formación y coalescencia de microgrietas en el interior del material. La forma copa-cono que
se muestra en las ilustración 1 y 2 ocurre como resultado de una apreciable deformación plástica
y por consiguiente es una fractura dúctil. También presenta una zona fibrosa y una zona de
desgarre en este caso la fractura comienza desde el interior del material propagándose hasta la
superficie produciéndose la separación del material.

Figura 52 Fractografia probetas de tensión templadas
zona de fractura1 2
FRACTOGRAFIA MODOS DE FALLA PROBETAS DE TENSION
PROBETAS 1 2
TEMPLADAS A 760 °C
Para esta probeta templada presenta una fractura frágil que se muestra en la ilustración 1 y 2, se
observa que en la zona de fractura no muestra una deformación plástica a gran escala, pero si la
aparición de unas marcas que provienen del centro de la superficie de fractura. Las estrías se
propagan paralelas a la dirección de las grietas, la superficie de las grietas es de aspecto granular.
Figura 53 Fractografia probetas de tensión templadas, criogenizadas y revenidas a 5
minutos.
zona de fractura1 2
FRACTOGRAFIA MODOS DE FALLA PROBETAS DE TENSION
PROBETAS 1 2
REVENIDAS A 5 MIN
Para esta probeta templada, criogenizada y revenida a 5minutos presenta una fractura frágil que
se muestra en la ilustración 1 y 2, se observa que en la zona de fractura no muestra una
deformación plástica a gran escala, pero si la aparición de unas estrías que provienen del centro

de la superficie de fractura. Las estrías se propagan paralelas a la dirección de las grietas, la
superficie de las grietas es de aspecto granular.
Figura 54 Fractografia probetas de tensión templadas, criogenizadas y revenidas a 10
minutos.
zona de fractura1 2
FRACTOGRAFIA MODOS DE FALLA PROBETAS DE TENSION
PROBETAS 1 2
REVENIDAS A 10 MIN
Para esta probeta templada, criogenizada y revenida a 10 minutos también presenta una fractura
frágil que se observa en la ilustración 1 y 2, en la zona de fractura no muestra una deformación
plástica a gran escala, pero si la aparición de unas marcas radiales que provienen del centro de la
superficie de fractura, la superficie de las grietas es de aspecto granular característica de estas
fracturas.
Figura 55 Fractografia probetas de tensión templadas, criogenizadas y revenidas a 15
minutos
zona de fractura1 2
FRACTOGRAFIA MODOS DE FALLA PROBETAS DE TENSION
PROBETAS 1 2
REVENIDAS A 15 MIN

Para esta probeta templada, criogenizada y revenida a 15 minutos se sigue presentando una
fractura frágil que se observa en la ilustración 1 y 2, en la zona de fractura la aparición de unas
marcas radiales que provienen del centro de la superficie de fractura, la superficie de las grietas
es de aspecto granular característica de estas fracturas.
Figura 56 Fractografia probetas de tensión templadas, criogenizadas y revenidas a 30
minutos
Para esta probeta templada, criogenizada y revenida a 30 minutos presenta una fractura mixta-
dúctil - frágil que se muestra en la ilustración 1 y 2, se observa que en la zona de fractura muestra
una zona granular y una de desgarre, la zona central presenta marcas radiales que se propagan
desde el centro hacia afuera y la zona de desgarre se presenta en la superficie de la zona afectada
por la fractura.
5.11 Coeficiente de endurecimiento K y n de la curva plástica
Para determinar la deformación y el esfuerzo real, se deben usar los datos de deformación y
esfuerzo obtenidos de la gráfica de ingeniería y usar las siguientes expresiones
𝜖 = ln(1 + 𝑒)
𝜎 = 𝑆(1 + 𝑒)
Dónde:
S = Esfuerzo ingeniería (MPa)

e = Deformación ing (mm/mm)
5.11.1 Determine el valor de las constantes del material “K”, y del coeficiente de
endurecimiento por deformación “n”.
Para la determinación de n se debe seguir este procedimiento:
𝑛 =𝑁∑𝑥𝑦 − ∑𝑥∑𝑦
𝑁∑𝑥2 − (∑𝑥)2
Dónde:
N es el número de datos que se tienen en cuenta en la zona plástica, que para este caso fue
igual al número de datos por encima del límite de fluencia para la probeta en estado de
suministro, y para las probetas templadas + criogenia y revenido a 400°C en tiempos de 5,
10,15 y 30 se tomó igual número de datos, pero el criterio que se asumió fue tomar datos
cercanos a la resistencia ultima a la tracción (Sut) ya que por ser muy duras su zona plástica
es muy pequeña.
𝑥 = log 𝜖
𝑦 = 𝑙𝑜𝑔𝜎
Para hallar el valor de K, se plantea que:
𝑏 = �̅� − 𝑛𝑋 ̅
𝐾 = 10𝑏
Tabla 12
Tabla datos Coeficiente de endurecimiento K y n de la curva plástica.
PROBETAS VALOR K (Mpa) INDICE DE
ENDURECIMIENTO (n) probetas en estado de entrega 384,4247362 0,416358157
probetas templadas 143,088085 0,787316641
probetas templadas, criogenia
con revenido de 5 min 98,78369118 0,867361508
probetas templadas, criogenia
con revenido de 10 min 170,9042578 0,698894639

probetas templadas, criogenia
con revenido de 15 min 175,699264 0,670012679
probetas templadas, criogenia
con revenido de 30 min 79,01451609 0,781491692
Un coeficiente de endurecimiento por deformación (n) alto significa un mayor endurecimiento en
el material esto lo podemos ver en la probeta en estado de suministro con un coeficiente de
endurecimiento (n) bajo en comparación de los demás tratamientos térmicos realizados ya que
estas tienen una mejor zona plástica que las demás, un coeficiente(n) alto a nivel microestructural
significa un mantenimiento de las dislocaciones creadas durante la deformación. Así mismo, se
deforman los granos del material y se induce en el material esfuerzos residuales. Es decir, la
estructura interna del material se ve afectada notablemente por la deformación inducida.
Para las gráficas que se presentan en el ensayo de tensión numeral 5.7 se calcularon en Excel, la
curva esfuerzo vs deformación real según formulas presentadas anterior mente, todo esto para
poder calcular Coeficiente de endurecimiento K y n con la esfuerzo vs deformación real según
formulas presentadas anterior mente.

6 CONCLUSIONES
1. Se puede observar con los resultados obtenidos, que el tratamiento criogénico no causo
cambios significaditos en las propiedades mecánicas evaluadas en este proyecto.
2. Los resultados obtenidas de tensión, tenacidad y dureza se pueden obtener, solo
aplicando temple y revenido, ya que la prolongación de estos a temperaturas bajas no
causa cambios significativos.
3. Para el coeficiente de endurecimiento por deformación K y n de la curva plástica, en
nuestro caso es muy difícil su cálculo ya que presentan fractura antes de la zona plástica.
4. Se calcularon los coeficientes de endurecimientos por deformación, tomado dados
obtenidos por encima del límite de fluencia y Según los resultados obtenidos para el
coeficiente de endurecimiento por deformación n, entre mayor es para un metal, más se
endurece al ser deformado plásticamente.
5. Al realizar los revenidos a 400 °C, a medida que aumenta el tiempo de 5, 10,15 y 30 su
tenacidad aumenta, esto lo validamos sacando un promedio de tres datos tomados en la
prueba de impacto tipo charpy.
6. En las probetas de tensión se observó que al aplicar el tratamiento térmico de temple, su
esfuerzo ultimo a la tracción (Sut) aumento, pero se volvió un material frágil ya que no
alcanzo la zona de fluencia según el diagrama esfuerzo vs deformación.
7. La dureza aumento en el material después de los tratamientos térmicos contemplados en
este proyecto, esto sucedió porque el material tuvo un cambio de fases de ferrita + perlita
a ferrita + martensita siendo la martensita uno de los constituyentes más duros.
8. En las fotos metalográficas, efectivamente se evidencia cambios de faces como ferrita y
martensita después de todos los tratamientos térmicos mencionados en este proyecto.
9. También en las fotos metalográficas para los tratamientos térmicos realizados se nota una
disminución de martensita con un incremento de ferrita y perlita, después del revenido,
esto en más notable para el revenido a 400°C a 30 minutos, queriendo retornar la
estructura a la original ósea a la de estado de suministro.
10. En las factografias se observa que tuvimos cambios de un material dúctil a un material
frágil, esto se evidencia en la gráfica de tensión para la probeta en estado de temple.
11. Un coeficiente de endurecimiento por deformación (n) alto significa un mayor
endurecimiento en el material esto lo podemos ver en la probetas en estado de suministro
con un coeficiente de endurecimiento (n) bajo, en comparación con las demás probetas
que están sometidas a los tratamientos térmicos realizados anterior mente.


7 BIBLIOGRAFÍA
AKAY, S.K. YAZICI, M. BAYRAMC, A. AVINCA, A. Fatigue life behaviour of the dual phase
low carbon steel sheets. Journal of materials processing technology. 2009; p. 3358–3365.
AL-ABBASI F.M, NEMES J.A., Micromechanical modeling of dual phase steels. International
Journal of Mechanical Sciences. vol 45, 2003; p. 1449-1465.
ANCA. A, C. A. Finite element modeling of welded joints. Mecánica Computacional. vol 27,
2008; p.1445-1470
ASM. Methals Handbook 4. ASM. 2003.
BHAGAVATHI, Lakshmana Rao. Mechanical and corrosion behavior of plain low carbon dual-
phase steels. Materials and Design. 2011; p. 433–440
CAMURRI, Carlos. Modelo matemático y validación experimental de la transferencia de calor
durante las diferentes etapas del tratamiento térmico de bolas para molienda. SAM CONAMET.
2004.
CARDENAS, E. RODRÍGUEZ, C. BELZUNCE, F.J. y BETEGÓN. C. Estudio de las
propiedades mecánicas de aceros de doble fase mediante el ensayo miniatura de punzonado.
Anales de Mecánica de la Fractura, vol. 1, 2009; p.166-171.
C.C, Lui. A FEM modeling of quenching and tempering and its application in industrial
engineering. Finite Elements in Analysis and Desing. 2003; p.1053-1070
GUR. J, P. J. Handbook of thermal modeling process. IFHTSE. 2009.
KANG. S, I. Y. Three-dimensional thermo-elastic–plastic finite element modeling of quenching
process of plain-carbon steel in couple with phase transformation. International Journal of
Mechanical Sciences. 2003; p.423–439
LIU. C, J. D. A numerical modeling of metallo-thermo-mechanical behavior in both carburized
and carbonitrided quenching processes. ISIJ International. 2002; p.1125–1134
MOVAHED, P. KOLAHGARA, S. MARASHI, S.P.H. POURANVARI, M. PARVIN, N. The
effect of intercritical heat treatment temperature on the tensile properties and work hardening
behavior of ferrite–martensite dual phase steel sheets. Materials Science and Engineering A.
2009; p.1–6
OLIVEIRA. W, S. M. Thermomechanical analysis of steel cylinders quenching using a
constitutive model with diffusional and non-diffusional phase transformations. Mechanics of
Materials. 2010; p.31-43.

RETI. T, F. Z. Computer simulation of steel quenching process using a multi-phase
transformation model. Computional Materials Science. 2001; p.261-278.
RISSO, J. C. A. A simplified model for heat treatment simulation. Mecánica Computacional. vol.
23, 2004; p.2443-2458
SILVA. E, L. P. On the thermo-mechanical coupling in austenite-martensite phase transformation
related to the quenching process. International Juornal of Solids and Structures. 2004; p.1139-
1155
TOTTEN, G. Heat treating in 2020: what are the most critical issues and what will the future
look like? IFHTSE. 2010; p. 1-5.
YOSHIDA. K, B. R. Micromechanical modeling of the work hardening behavior of single and
dual phase steels under two stage loading paths. Materials Science and Engineering A. 2011;
p.1037–1046

8 REFERENCIAS
ALVARADO , A. L. (2013). ANÁLISIS MICROESTRUCTURAL Y DE PROPIEDADES
MECANICAS A TEMPERATURAS ELEVADAS DE ACEROS AVANZADOS DE
ALTA RESISTENCIA PARA EL CONFORMADO EN CALIENTE . TESIS. BOGOTA
.
CALLISTER, Jr., W. (1995). Ciencia e Ingenieria de los Materiales .
CASTAÑEDA VARGAS, J. F. (2015). Trabajo de grado. INFLUENCIA DEL TIEMPO DE
REVENIDO EN LAS PROPIEDADES MECANICAS DE DUREZA Y RESISTENCIA A LA
TENSION DE UN ACERO SAE 1045. BOGOTA D.C.
cdigital.dgb.uanl.mx/te/1020150556/1020150556_02.pdf. (28 de Abril de 2016). Obtenido de
cdigital.dgb.uanl.mx/te/1020150556/1020150556_02.pdf:
https://aceros+de+alta+resistencia+para+aplicaciones+automotrices
Diaz del Castillo Rodriguez , M. (2009). Facultad de estudios superiores cuautitlan . Los nuevos
aceros para la industria automotriz .
Maya p., C. (s.f.). Tratamientos termicos. Tratamientos termicos de los aceros .
Mott, R. (1992). Diseño de elementos de maquinas . Mexico: Stephen Helba.