
ANTEPROYECTO PROPUESTA L Y D
42
PROPUESTA DE PROGRAMA DE LIMPIEZA Y DESINFECCIÓN EN LA EMPRESA ALIMENTOS TO LUIS. S.A.S PAOLA ANDREA VANEGAS CARO INSTITUCIÓN UNIVERSITARIA PASCUAL BRAVO
-
Upload
emily-house -
Category
Documents
-
view
22 -
download
1
description
ANTEPROYECTO
Transcript of ANTEPROYECTO PROPUESTA L Y D

PROPUESTA DE PROGRAMA DE LIMPIEZA Y DESINFECCIÓN EN LA EMPRESA ALIMENTOS TO LUIS. S.A.S
PAOLA ANDREA VANEGAS CARO
INSTITUCIÓN UNIVERSITARIA PASCUAL BRAVO
FACULTAD DE PRODUCCIÓN Y DISEÑO
MEDELLIN
2015

PROPUESTA DE PROGRAMA DE LIMPIEZA Y DESINFECCIÓN EN LA EMPRESA ALIMENTOS TO LUIS. S.A.S
PAOLA ANDREA VANEGAS CARO
ANTEPROYECTO
BANESSA OSARIO C.
PROFESORA DE METODOLOGÍA DE LA INVESTIGACIÓN
INSTITUCIÓN UNIVERSITARIA PASCUAL BRAVO
FACULTAD DE PRODUCCIÓN Y DISEÑO
MEDELLIN
2015

Nota de aceptación:
____________________________
____________________________
____________________________
____________________________
_______________________________
Firma del presidente del jurado
_______________________________
Firma del jurado
_______________________________
Firma del jurado
AGRADECIMIENTOS
En la vida se presentan etapas y pruebas por las que hay que tomar la decisión si
se afrontan o simplemente se dejan pasan por alto. Esta tecnología en producción
industrial más que una etapa fue una gran prueba por la cual la adquisición del
conocimiento fortaleció día tras día tanto la personalidad como el aspecto
intelectual.
No está de más agradecer a todas esas personas que estuvieron en esta etapa de
mi vida como los docentes que con su esfuerzo y su motivación de trasmitir sus
conocimientos lograron llegar a mis compañeros y a mí.
Agradezco a mi familia que en ciertos momentos me pudieron ver angustiado,
feliz, preocupado, pero siempre confiaron en mí y en mis aptitudes para seguir
adelante en esta tecnología, y obviamente no está de más agradecer a todos mis
compañeros con los que estuve en todo este proceso, y que en ellos vi un gran
apoyo en ciertas dificultades de aprendizaje.

CONTENIDO
PAG
GLOSARIO 8
INTRODUCCIÓN 9
1. PROBLEMA. 10
1.1 PLANTEAMIENTO DEL PROBLEMA. 10
1.2 FORMULACIÓN DEL PROBLEMA 10
2. OBJETIVOS 11
2.1 OBJETIVO GENERAL 11
2.2 OBJETIVOS ESPECÍFICOS 11
3. JUSTIFICACIÓN 12
4. MARCO DE REFERENCIA 13
4.1 MARCO CONTEXTUAL 13
4.2 MARCO TEORICO 14
4.2.1 PROCEDIMIENTOS OPERATIVOS DE SANITIZACION (POES) 14
4.3 LA INOCUIDAD 15
4.4 LISTA CHEQUEO 16
4.5 MICROBIOLOGÍA TOMA DE MUESTRA 17
4.5.1 Requisitos generales para toma de muestras 18-23
4.5.2 Muestreo 24-26

4.6 ASEGURAMIENTO DE LA CALIDAD 27-28
4.7 PROCEDIMIENTOS DE LIMPIEZA Y DESINFECCIÓN 29
4.8 ADHERENCIA DE LA SUCIEDAD A LA SUPERFICIE 30-31

GLOSARIO
Desinfectante: Cualquier agente que limite la infección matando las vegetativas de los microorganismos.
Eficiente: Que produce realmente un efecto satisfactorio Esterilización: Es la destrucción o eliminación de todas formas de vida. Puede
llevarse a cabo por procesos físicos o químicos. Higiene: Todas las medidas necesarias para garantizar la sanidad e inocuidad Limpieza: Es el conjunto de operaciones que permiten eliminar la suciedad
visible o microscópica. Estas operaciones se realizan mediante productos detergentes elegidos en función del tipo de suciedad y las superficies donde se deposita
Solución: Combinación de un sólido o de un producto concentrado con agua, para obtener una distribución homogénea de cada uno de los componentes.
Limpieza: proceso de eliminar la suciedad. Acción o efecto de limpiar. Proceso de retirar las sustancias orgánicas e inorgánicas de las superficies.
Detergentes: sustancias capaces de ayudar a la limpieza cuando se agregan al agua. Incluyen jabones, agentes tenso activos orgánicos, por ejemplo: detergentes sintéticos, compuestos alcalinos y, en algunos casos, compuestos ácidos.
Desinfección: proceso que reduce el número de microorganismos en una superficie (zona de trabajo, equipos, instrumental) para dar un nivel compatible con estándares aceptables de higiene y calidad.
Suciedad incrustada: aquella que aparece en los recovecos y en el relieve de los equipos, siendo muy laboriosa su eliminación.
Suciedad adherente: aquella para cuya eliminación deben utilizarse técnicas físicas o químicas para anular su fijación a la superficie.
Suciedad libre: aquellas impurezas que, al no estar ni incrustadas ni adheridas, son fácilmente eliminables por acciones físicas o químicas de bajo esfuerzo.

INTRODUCCION
Uno de los programas más importantes contenidos en las buenas prácticas de manufacturas es el de Limpieza y Desinfección, ya que de estos dos aspectos depende la inocuidad de los alimentos procesados, sin embrago no basta con simplemente limpiar y desinfectar, hay que saber cómo hacerlo, cuando, con que hacerlo y quien debe realizar estos procesos.
Hoy en día, se ha presentado un incremento notable en el número de empresas dedicadas a la elaboración y procesamiento de alimentos pero el verdadero problema radica en la calidad que estas ofrecen a los consumidores. Para dar solución a esta problemática, el ministerio de salud (ahora Misterio de protección social) mediante el decreto 3075 de 1997 implemento las buenas prácticas de manufactura, exigidas para todos los establecimientos dedicados al procesamiento de alimentos.
La propuesta de este programa de Limpieza y Desinfección incluye la elaboración de los procesamientos operativos estandarizados de sanitizacion (POES) que describen la forma de cómo llevar a cabo dichos procesos, los posibles productos a utilizar, la frecuencia con que se deben de realizar y las personas responsables, esto involucra el lugar físico, los equipos, los utensilios y la preparación de algunos desinfectantes. Incluye también los procedimientos de control y verificación con sus respectivos formatos y finalmente los formatos de acciones correctivas de limpieza y desinfección, de esta manera en alimentos Toluis, contaran con mejores condiciones para brindar alimentos inocuos y de mayor calidad y dando un paso más hacia la implementación de las buenas prácticas de manufactura.

1. PROBLEMA.
1.1 PLANTEAMIENTO DEL PROBLEMA.
La elaboración de un programa de limpieza y desinfección es de gran importancia para empresa Alimentos Toluis, ya que sirve como guía para producción y comercialización de alimentos bajo parámetros de calidad e inocuidad, reduciendo los riesgos de contaminación física, química y microbiológica y de esta manera satisfacer las necesidades de los consumidores y brindar seguridad. Se escogió este programa debido a que con una buena limpieza y una buena adecuada desinfección se evitan problemas como los mencionados anteriormente y se construye una base para que los demás programas del manual de buenas prácticas de manufactura, como el de control de calidad, tengan mayores posibilidades de funcionar correctamente.
Además el decreto 3075 DE 1997 del ministerio de salud exige que todas la empresas productores de alimentos cumplan con las BPM, las cuales incluyen el programa de limpieza y desinfección, el cual debe ser conocido por todo el personal.
Por otro lado, realizar un anteproyecto acerca de este tema es bastante enriquecedor para el estudiante, ya que permite sumergirse al interior de una empresa para adquirir mayor experiencia y profundización en un tema que hoyen día es tan importante para la elaboración de un producto. Del mismo modo, asegurar la calidad sanitaria de los alimentos producidos trae beneficios para la sociedad, puesto que el consumidor es el cliente final de esta cadena de producción.
La empresa Alimentos Toluis puede darle un Valor agregado a sus productos, aumentando de estas maneras sus ingresos y proyectarse a mediano plazo como una de las mejores empresas productores de alimentos, pues hoy en díala calidades la clave del éxito.
1.2 FORMULACIÓN DEL PROBLEMA
¿Cómo se realizaría el proceso de liberación de limpieza y desinfección en la empresa Alimentos Toluis?
Por medio de hisopos reveladores de presencia o ausencia de materia orgánica presente en las superficies de los equipos e instalaciones de la planta de proceso..

2. OBJETIVOS
2.1 OBJETIVO GENERAL
Diseñar una propuesta de programa de limpieza y desinfección para la empresa Alimentos Toluis el cual incluye la elaboración de la documentación relacionada con el mismo, para que la empresa cuente con una herramienta más en la elaboración de productos de alta calidad.
2.2OBJETIVOS ESPECÍFICOS
Identificar las zonas de producción, los equipos y utensilios que la empresa Alimentos Toluis.
Determinar el tipo de suciedad que se desea eliminar de cada zona, equipo y utensilio.
Redactar y dar a conocer los procedimientos operativos estandarizados (POES) los formatos de registros, los formatos de inspección y los formatos de acciones correctivas del programa de limpieza y desinfección.

3. JUSTIFICACIÓN.
De acuerdo a la importancia que posee la calidad para esto es necesario realizar procesos de limpieza y desinfección que garanticen la antisepsia en el momento de llevar a cabo un análisis para evitar y controlar la presencia de microorganismos contaminantes del alimento. Además de los procesos de limpieza y desinfección esto dependerá de los agentes químicos empleados en las diferentes aéreas de muestreo tales como las superficies y equipo. Ya que estos determinaran por su efecto inhibitorio si realmente son efectivos en el proceso de desinfección, de ahí que es de gran importancia realizarse rutinariamente estos procesos.
Realizar una buena limpieza y desinfección nos ayuda a mantener una buena inocuidad en la planta para la verificación de este se lleva a cabo la liberación de aseo por medio de los POES y de análisis microbiológicos para así informarnos sobre la cantidad de microorganismos presentes sobre mesas, pisos e instalaciones.
Los distintos procedimientos y agentes desinfectantes, manifiestan su forma de acción de varias maneras por esto es importante realizar una limpieza y desinfección adecuada, así como debe considerar el tipo de acción del agente utilizado (remoción mecánica, disolución o detergentes), las condiciones requeridas para aplicar la solución y las características de las superficies que influyen en la adherencia de las bacterias
La limpieza es el primer paso del proceso de desinfección, constituyéndose en prioridad ya que una falla en esta fase puede afectar las demás. El personal responsable del proceso de limpieza y desinfección, actualmente se enfrenta ala disponibilidad de múltiples alternativas (desinfectantes) para el desarrollo de estos procedimientos, por ello se considera relevante la revisión y verificación del proceso de limpieza y desinfección para garantizar las dosificaciones adecuadas para cada área y utensilio del proceso.
4. MARCO DE REFERENCIA

4.1 MARCO CONTEXTUAL
Alimentos Toluis S.A.S es una empresa del sector de alimentos (cárnicos) en la ciudad de Medellín, con más de 5 años de experiencia en productos cárnicos.Nuestra Empresa, elabora productos con los más altos índices de calidad y siguiendo las más estrictas medidas y condiciones que las autoridades sanitarias exigen.Nuestros productos están elaborados con la mejor materia prima, para ofrecer a nuestros clientes, un excelente sabor, una inigualable presentación y una magnífica calidad.
La empresa realiza todo el proceso mezclado, formado, empaque y distribución de la hamburguesa de res, se cuentan con cuatro referencias por gramaje de 500 g, 700g, 900g, y 1000g. La producción diaria es de 10.000 unidades por día.
Visión
Alimentos Toluis S.A.S será una empresa sólida y competitiva que dedicará todo su recurso humano y tecnológico en la elaboración de diversos productos cárnicos, posicionándonos en el mercado como una empresa líder en todo el territorio colombiano, buscando siempre la mejor calidad y la satisfacción de todos nuestros clientes.
Misión
Elaborar productos cárnicos de la mejor calidad, proporcionando a nuestros clientes valores nutricionales para una buena dieta alimenticia; partiendo del trabajo que realiza cada uno de los empleados para llegar con un excelente producto a cada uno de los hogares de las familias colombianas
4.2 MARCO TEORICO

4.2.1 PROCEDIMIENTOS OPERATIVOS DE SANITIZACION (POES)
Como dice Como dice Diego Palacio. Articulo de Prevención Salud Nutricional Alimentos y Bebidas del Ministerio de salud. Octubre 2013.
POES es uno de los tres sistemas de aseguramiento de la calidad sanitaria en la alimentación, junto con BPF (Buenas Prácticas de Fabricación) y HACCP (Análisis de Riesgo de los Puntos Críticos de Control).
Por definición, las POES son un conjunto de normas que establecen las tareas de saneamiento necesarias para la conservación de la higiene en el proceso productivo de alimentos. Esto incluye la definición de los procedimientos de sanidad y la asignación de responsables.
El sistema POES contempla la ejecución de las tareas antes, durante y después del proceso de elaboración, y se divide en dos procesos diferentes que interactúan entre sí:
La limpieza, que consiste en la eliminación de toda materia objetable (polvo, tierra, residuos diversos).
La desinfección, que consiste en la reducción de los microorganismos a niveles que no constituyan riesgo de contaminación en el proceso productivo.
Las POES deben cumplir con una rutina que garantice la efectividad del proceso en sí mismo y se compone de los siguientes pasos:
Procedimiento de limpieza y desinfección que se ejecutará antes, durante y después de la elaboración.
Frecuencia de ejecución y verificación de los responsables de las tareas.
Vigilancia periódica del cumplimiento de los procesos de limpieza y desinfección.
Evaluación continúa de la eficacia de las POES y sus procedimientos para asegurar la prevención de todo tipo de contaminación.
Ejecución de medidas correctivas cuando se verifica que los procedimientos no logran prevenir la contaminación.
Dado que la misión de las POES es preservar la higiene en la elaboración alimentaria, debe asimismo contemplar factores externos que pongan en riesgo dicho propósito. En tal sentido, las plagas constituyen un factor de riesgo importante, ya que en caso de incidentes por insectos o roedores, estas contaminaciones no podrán ser controladas a través de los procesos ejecutivos contemplados en este sistema.
Por regla general, todo sector cercano a áreas de elaboración que propicie la proliferación de plagas es, para dichas áreas, un PCC (Punto Crítico de Control). Así, la gestión preventiva del control de plagas se basa en un tratamiento indirecto que preserve la eficacia de POES.
4.3 LA INOCUIDAD
Como dice Diego Palacio. Articulo de Prevención Salud Nutricional Alimentos y Bebidas del Ministerio de salud. Octubre 2013.
La inocuidad de los alimentos puede definirse como el conjunto de condiciones y medidas necesarias durante la producción, almacenamiento, distribución y preparación de los alimentos para asegurar que, una vez ingeridos no representen un riesgo apreciable para la salud. No se puede prescindir de la inocuidad de un alimento al examinar la calidad, dado que la inocuidad es un aspecto de la calidad.
Todas las personas tienen derecho a que los alimentos que consumen sean inocuos. Es decir que no contengan agentes físicos, químicos o biológicos en niveles o de naturaleza tal, que pongan en peligro su salud. De esta manera se concibe que la inocuidad como un atributo fundamental de la calidad. En los últimos decenios, ha habido una sensibilización creciente acerca de la importancia de un enfoque multidisciplinario que abarque toda la cadena alimentaria, puesto que, muchos de los problemas de inocuidad de los alimentos tienen su origen en la producción primaria.
La inocuidad de los alimentos como un atributo fundamental de la calidad, se genera en la producción primaria es decir en la finca y se transfiere a otras fases de la cadena alimentaria como el procesamiento, el empaque, el transporte, la comercialización y aún la preparación del producto y su consumo. Para cumplir con un control integral de la inocuidad de los alimentos a lo largo de las cadenas productivas se ha denominado de manera genérica la expresión: “de la granja y el mar a la mesa”. La inocuidad en dichas cadenas agroalimentarias, se considera una responsabilidad conjunta del gobierno, la industria y los consumidores, el gobierno cumple la función de eje de esta relación al crear las condiciones ambientales y el marco normativo necesarios para regular las actividades de la industria alimentaria en el pleno interés de productores y consumidores. Los productores de alimentos por su parte son responsables de aplicar y cumplir las directrices dadas por los organismos de control/gubernamentales, y de la aplicación de sistemas de aseguramiento de la calidad que garanticen la inocuidad de los alimentos. Los transportadores de alimentos tiene la responsabilidad de seguir las directrices que dicte el gobierno para mantener y preservar las condiciones establecidas para los alimentos mientras estos estén en su poder con destino al comercializador o consumidor final. Los comercializadores de alimentos

cumplen con la importante función de preservar las condiciones de los alimentos durante su almacenamiento y distribución, además de aplicar, para algunos casos, las técnicas necesarias y lineamientos establecidos para la preparación de los mismos.
Los consumidores como eslabón final de la cadena tienen como responsabilidad velar que su preservación y/o almacenamiento, y preparación sean idóneos para que el alimento adquirido no sea perjudicial. Además, deben velar por denunciar faltas observadas en cualquiera de las etapas de la cadena. Todos somos consumidores!
4.4 LISTA CHEQUEO
Como dice Como dice Diego Palacio. Articulo de Prevención Salud Nutricional Alimentos y Bebidas del Ministerio de salud. Octubre 2013.
Una lista de verificación, en inglés: checklist, es una herramienta que se utiliza en diversos ámbitos de la gestión de las organizaciones para extraer una serie de propiedades de aquello que se somete a estudio.
El checklist se presenta generalmente en forma de preguntas que se responden de forma binaria: lo tiene o no lo tiene, está presente o no está presente, aunque también se pueden dar más de dos opciones de respuesta, pero siempre de forma cerrada, es decir, salvo que se quiera habilitar un apartado de comentarios, las respuestas son sí o no.
La lista de verificación es una de las formas más objetivas de valorar el estado de aquello que se somete a control. El carácter cerrado de las respuestas proporciona esta objetividad, pero también elimina información que puede ser útil porque no recoge todos los matices, detalles, y singularidades.
El checklist se pueden utilizar en cualquier área del sistema de gestión, por ejemplo: para evaluar a los proveedores, para realizar controles del producto, para verificar los productos comprados, o para evaluar la competencia del personal.
Un checklist se puede utilizar con finalidades de evaluación, de control, de análisis, y cómo no, de verificación. Del resultado de un checklist se puede deducir el valor de un indicador, o lo podemos utilizar para comparar entre varias opciones, o establecer una foto fija de la situación actual.

4.5 MICROBIOLOGÍA TOMA DE MUESTRA
Como dice Botero Arias Patricia en el instructivo toma de muestras y análisis de productos alimenticios y bebidas alcohólicas en puertos Bogotá. Agosto 2003.
La Normatividad Sanitaria Vigente, establece que la toma de muestras de productos alimenticios importados deberá enfocarse principalmente a los alimentos de mayor riesgo en salud pública y que los resultados de laboratorio de los diferentes productos analizados deben proporcionar una información que sirva de base para la toma de decisiones.Para los alimentos de exportación la toma de muestras y análisis se realizará solamente por requerimiento del país comprador. La base legal para realizar acciones de vigilancia y control de alimentos, la cual incluye la toma de muestras y su análisis, es la Ley 09 de 1979 y sus Decretos reglamentarios especialmente el Decreto 3075 de 1997 en alimentos, del cual se transcriben los artículos pertinentes al tema de muestreo para productos importados y de exportación.
Articulo 57 Documentación para expedir el certificado de inspección sanitaria para nacionalización:
Para la expedición del certificado de inspección sanitaria para la nacionalización de alimentos y materias primas para alimentos ser requiere: a. Certificado sanitario del país de origen o su equivalente.b. Copia del Registro Sanitario para aquellos productos que estén sujetos a este
requisito según lo establecido en este Decreto.c. Acta de inspección de la mercancía.d. Resultados de los análisis de laboratorio realizados a las muestras de los
productos.
Articulo 59 Análisis de alimentos:
Los análisis de laboratorio a los alimentos o materias primas objeto de importación se realizaran:
En el laboratorio de la Dirección de Salud del lugar de ingreso de los productos al país.
En el laboratorio de la Dirección de Salud correspondiente al lugar de nacionalización de los productos, cuando los alimentos o las materias primas objeto de importación no se nacionalicen en los puertos y puestos fronterizos de entrada al país.
Parágrafo. En caso que los análisis realizados por los Laboratorios de las Direcciones de Salud no se consideren técnicamente suficientes o estos

laboratorios no estén en condiciones de realizarlos, la autoridad sanitaria deberá remitir muestras para análisis al Instituto Nacional de Vigilancia de Medicamentos o Alimentos INVIMA.
Alimentos de mayor riesgo en Salud Pública los siguientes: Carne, productos cárnicos y sus preparados.
Leche y derivados lácteos. Productos de la pesca y sus derivados. Productos preparados a base de huevo. Alimentos de baja acidez empacados en envases sellados herméticamente
(pH > 4.5). Alimentos o comidas preparados de origen animal listos para el consumo. Agua envasada. Alimentos infantiles.
4.5.1 Requisitos generales para toma de muestras
La toma de muestras de alimentos para control oficial, se basa en el peligro que representa el alimento para el consumidor por presencia de microorganismos patógenos o de microorganismos capaces de alterar el alimento o de contaminación química y en general de cualquier problema que se detecte y que pueda causar riesgo a la salud del consumidor final.
La toma de muestras deberá ser realizada por personal técnico adecuadamente entrenado, capacitado y autorizado para esta labor.
El funcionario encargado de la toma de muestras debe dirigirse al dueño o responsable del cargamento, identificarse con el carnet que lo acredita como autoridad de salud pública y explicar los motivos de su actuación. El trato hacia los interesados debe ser siempre cortes y respetuoso.
Al realizar la toma de muestras los alimentos debe encontrarse dentro de su vida útil y es recomendable que se tomen muestras en las cuales la fecha de vencimiento proporcione un margen de tiempo adecuado para la realización de los análisis, es decir que lo productos estos no estén próximos a vencerse.
La toma de muestras debe hacerse evitando su contaminación y se deben tomar todas las precauciones de asepsia, conservando en todo momento las condiciones adecuadas de temperatura y humedad.
Las muestras deben etiquetarse adecuadamente recién tomadas y la etiqueta debe contener la máxima información posible, asegurando que no se desprenda durante la manipulación y transporte de la muestra, estas etiquetas deben incluir como mínimo:
Sitio de toma de muestra. Número de lote. Fecha de vencimiento del producto

Persona responsable del muestreo. Día, hora y lugar en que se ha realizado la toma de muestras. Información sobre el No. del contenedor y las condiciones de conservación del
producto por ejemplo: temperatura y humedad. Observaciones Consigne cualquier información que considere puede orientar el
tipo de análisis a realizar, Información sobre metodología de muestreo o situaciones presentadas durante la toma de muestras que puedan incidir en los resultados analíticos y en general toda observación que consideré relevante.
El envío al laboratorio debe realizarse de manera inmediata o en el menor tiempo posible, en contenedores, neveras o recipientes adecuados los cuales se deben lavar y desinfectar con anterioridad, con el fin de evitar contaminaciones.
Se deben trasladar las muestras al laboratorio en unas condiciones bacteriológicas idénticas a las que se tenía en el momento del muestreo, para este propósito se tomarán todas las medidas necesarias para prevenir hasta donde sea posible cualquier contaminación, crecimiento o muerte bacteriana de las muestras durante su transporte al laboratorio y su posterior almacenamiento y manipulación. Es difícil que una guía metodológica se ajuste a todas las situaciones y por lo tanto para circunstancias particulares deberán realizarse ajustes.
En todo momento la muestra debe conservarse de tal forma que se reduzcan al mínimo los riesgos de alteraciones que esta pueda experimentar antes del análisis.
Se debe evitar la exposición de la muestra con el aire, la luz y la manipulación. Se debe diligenciar el acta de toma de muestras y dejar copia al interesado.
Los equipos e instrumentos necesarios para la toma de muestras en lo posible las muestras se tomaran en los envases originales del producto.

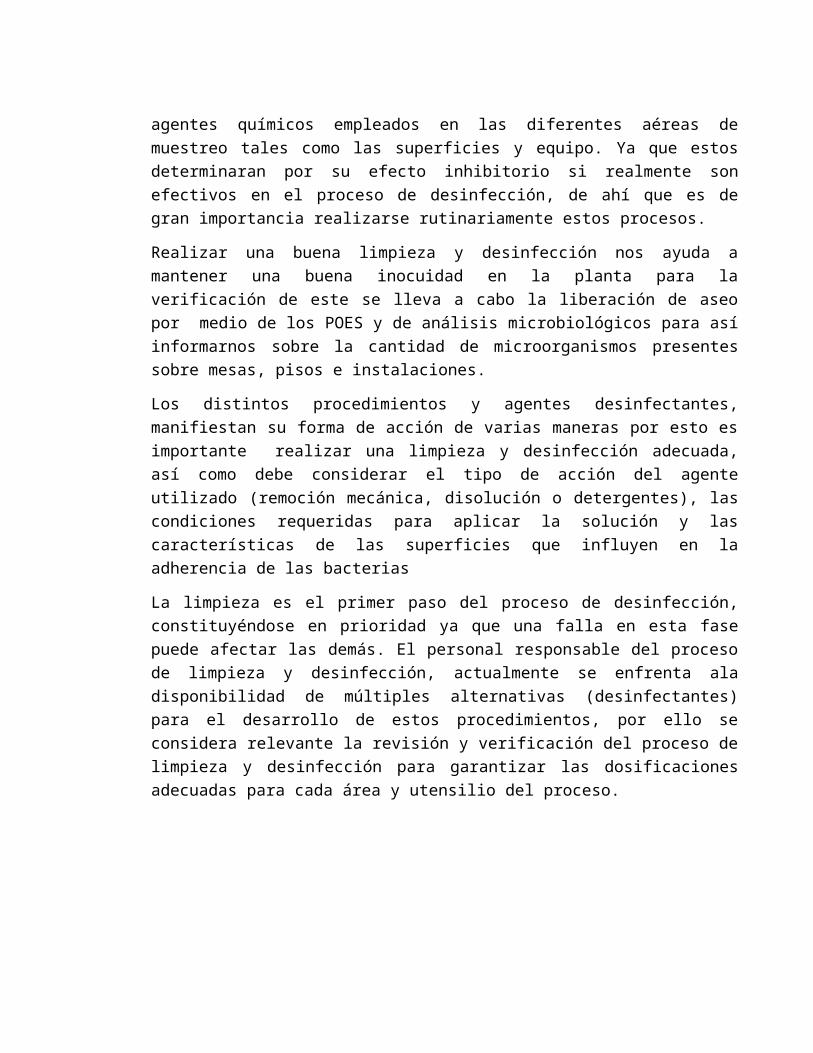
En el caso de productos a granel, barriles, sacos grandes se deben transferir las muestras a recipientes estériles en condiciones de asepsia teniendo en cuenta que las muestras van a estar destinadas al análisis microbiológico, todo el equipo, recipientes y material que entren en contacto con el producto alimenticio deben estar esterilizados.
Figura 1 siembra de muestreo
Fuente: Botero Arias Patricia en el instructivo toma de muestras y análisis de productos alimenticios y bebidas alcohólicas en puertos Bogotá. Agosto 2003.

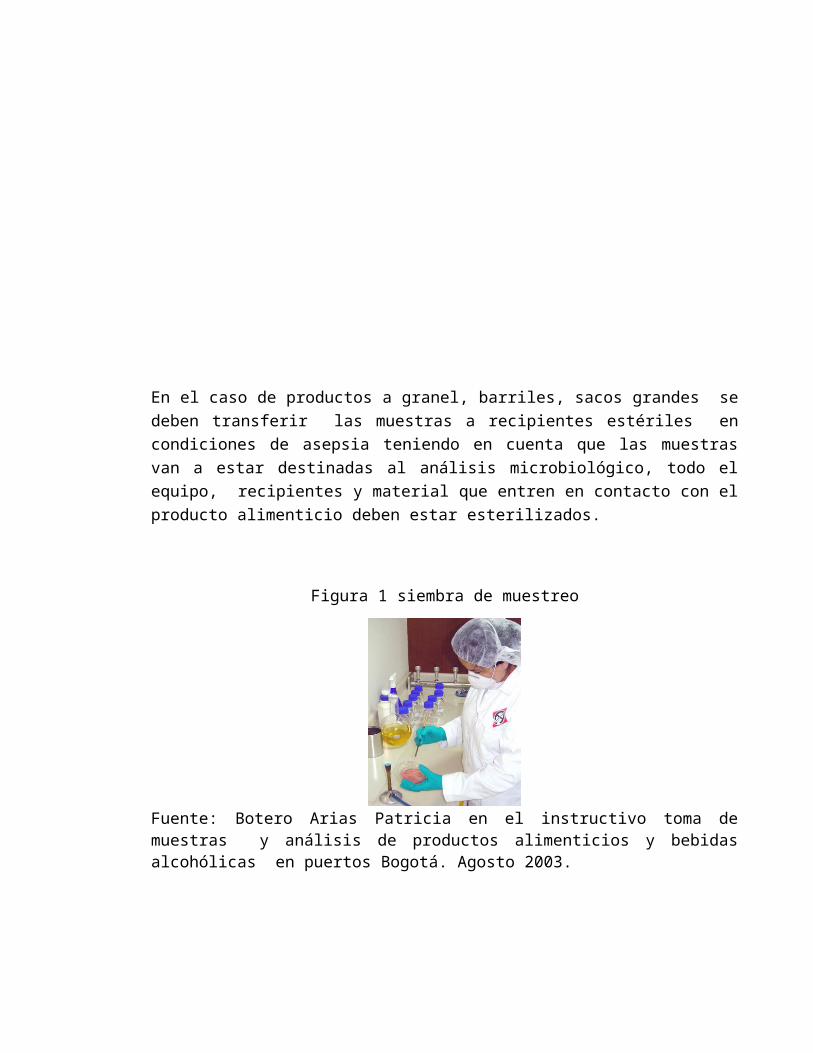
Tabla 1. Equipos necesarios para la limpieza y desinfección
EQUIPOS IMPLEMENTOS
Ropas Tapabocas, gorros y guantes desechables, botas de plástico (opcional).
Envases para muestras esterilizadas Bolsas de plástico (descartables o tipo Whirl-pak), frascos de boca ancha (de capacidad adecuada) con tapas de rosca botellas para muestra de agua (las botellas de agua clorada deben contener suficiente tiosulfato de sodio para asegurar una concentración de 100 mg de ese compuesto por cada litro de muestra), papel de aluminio o de envolver grueso (envuelto).
Implementos esterilizados y envueltos para recolección de muestras.
Cucharas, cucharones, cuchillos, pinzas, espátulas, tijeras, hisopos.
Equipos para recolección de muestras. Nevera.
Dispositivos de registro de temperatura Termómetro con rango de -20ºC a 100ºC, con intervalos de no menos de 2ºC termócupla.
Equipo de Apoyo Marcador indeleble, rollo de cinta adhesiva, etiquetas, linterna.
Agentes esterilizadores. Alcohol etílico (95%), mechero
Refrigerantes Hielo envasado, refrigerante en bolsas de plástico, bolsas o recipientes de plástico que pueden llenarse de agua y congelarse.

Fuente: Botero Arias Patricia en el instructivo toma de muestras y análisis de productos alimenticios y bebidas alcohólicas en puertos Bogotá. Agosto 2003.
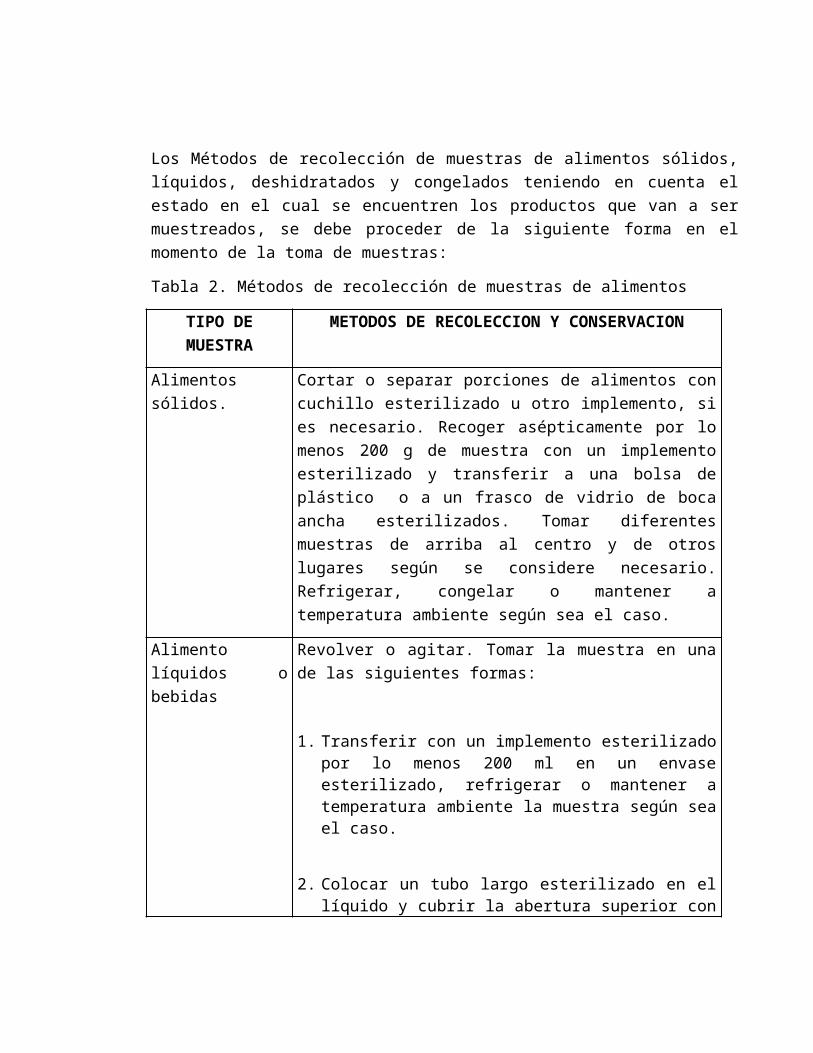
Los Métodos de recolección de muestras de alimentos sólidos, líquidos, deshidratados y congelados teniendo en cuenta el estado en el cual se encuentren los productos que van a ser muestreados, se debe proceder de la siguiente forma en el momento de la toma de muestras:
Tabla 2. Métodos de recolección de muestras de alimentos
TIPO DE MUESTRA
METODOS DE RECOLECCION Y CONSERVACION
Alimentos sólidos. Cortar o separar porciones de alimentos con cuchillo esterilizado u otro implemento, si es necesario. Recoger asépticamente por lo menos 200 g de muestra con un implemento esterilizado y transferir a una bolsa de plástico o a un frasco de vidrio de boca ancha esterilizados. Tomar diferentes muestras de arriba al centro y de otros lugares según se considere necesario. Refrigerar, congelar o mantener a temperatura ambiente según sea el caso.
Alimento líquidos o bebidas
Revolver o agitar. Tomar la muestra en una de las siguientes formas:
1. Transferir con un implemento esterilizado por lo menos 200 ml en un envase esterilizado, refrigerar o mantener a temperatura ambiente la muestra según sea el caso.
2. Colocar un tubo largo esterilizado en el líquido y cubrir la abertura superior con el dedo o la palma. Transferir el líquido a un jarro o a una bolsa esterilizada. Refrigerar o mantener a temperatura ambiente según sea el caso.

Alimento congelados
Usar uno de los siguientes procedimientos:
1. Enviar o llevar pequeños volúmenes congelados al laboratorio, sin descongelar ni abrir.
2. Perforar con taladro esterilizado de diámetro grande desde la aparte superior del envase diagonalmente por el centro hasta la parte inferior del lado opuesto.
Repetir al otro lado hasta recoger por lo menos 200 g. Mantener congelado.
3. Picar el material congelado con martillo y cincel esterilizado y recoger las astillas con un implemento esterilizado, transferir por lo menos 200 g a un envase estéril.
Mantener congelado. Usar hielo seco si es necesario. Tomar o enviar envase aislado
Alimentos Deshidratados
Insertar una sonda esterilizada desde la parte superior de una lado del envase diagonalmente por el centro hasta la parte inferior del lado opuesto. Sostener la parte superior y transferir a envase esterilizado.
Repetir del lado opuesto hasta recoger por lo menos 200g. Un método alternativo consiste en recoger material con una cuchara, una espátula, un baja lengua o un implemento similar, siempre esterilizado. Transferir el material a un envase estéril.
Fuente: Botero Arias Patricia en el instructivo toma de muestras y análisis de productos alimenticios y bebidas alcohólicas en puertos Bogotá. Agosto 2003.

Los planes de muestreo puede definirse como “una porción o artículo que indica la calidad de todo del que ha sido tomado” El objetivo del muestreo, como se indicó anteriormente, es seleccionar una porción o un número de recipientes o de unidades de producto que sea representativo de una partícula o lote de alimentos del que se ha tomado. Como quiera que la mayoría de alimentos que hay que muestrear no son homogéneos NO SUELE SER POSIBLE TOMAR UNA MUESTRA PERFECTA.
Es importante la coordinación entre los responsables de la toma de muestras y de laboratorio con el fin de garantizar que las muestras tomadas sean analizadas con prontitud y determinar la capacidad del laboratorio, sus métodos de análisis y la cantidad necesaria de muestra. Los laboratorios pueden estar limitados por falta de equipos, insumos, personal capacitado, etc.
Puede no ser necesario el análisis de las muestras cuando haya claros indicios de que los resultados del laboratorio confirmarán las observaciones de la inspección. Sin embargo si existe la posibilidad de pleito, congelación de productos o algún otro tipo de acción judicial, es necesario el apoyo analítico.
Los programas de muestreo tienen una fundamentación estadística, basada en el principio de que todas las unidades o porciones del material deben tener la misma probabilidad de ser tomadas de forma tal que la muestra obtenida es lo más representativa posible.
Los planes de muestreo están enfocados a verificar la calidad de los productos donde la calidad incluye características como olor, sabor, tamaño, textura, aspecto, defectos y estos planes aceptan un número de unidades defectuosas por lote. Estas unidades defectuosas no son aplicables para los factores que constituyen peligro para la salud o que por calidad sean altamente objetables para el consumidor, tales como presencia de sustancias contaminantes, insectos, materias extrañas, latas abombadas etc.
Ningún programa de muestreo real (tablas militar estándar, ICMSF, FAO/OMS) se ajusta a los recursos disponibles en los laboratorios de salud pública del país y por lo tanto a continuación se dan pautas de carácter general para orientar los procedimientos de toma de muestras y la toma de decisiones sobre el tamaño de la muestra:

4.5.2 Muestreo
Cuando hay que hacer un muestreo de una partida única de alimento hay que considerar que los datos de mayor importancia los proporcionan las normas de elaboración y conservación del alimento. Esto es especialmente importante en partidas de alimentos importados, sobre todo los enlatados.
Ningún muestreo único puede dar una garantía total de calidad microbiológica del alimento; si se analizan 30 muestras de una partida suficientemente grande y no aparece ninguna en malas condiciones microbiológicas, aún hay una probabilidad razonable de que el 10% del lote sea microbiológicamente defectuoso.
Como norma general, si se trata de un lote desconocido es conveniente analizar un número de muestras equivalente al 1% si el lote es grande y al 10% si es pequeño. Aunque estos valores hay que adecuarlos a las condiciones reales.
Cuando se analiza una muestra única el mejor criterio de seguimiento son las especificaciones del fabricante. Las muestras únicas están siempre sometidas a una gran probabilidad de falsos negativos.
Método de muestreo al azar
Cuando no se impartan instrucciones específicas, una regla general que puede seguirse es recoger un número de muestras equivalente a la raíz cuadrada del número de unidades del lote para muestreo. Ejemplo: Para un lote de 36 cajas cada una de las cuales contiene 36 paquetes de 500 gramos aplicando el principio de la raíz cuadrada el responsable del muestreo debe recoger 6 muestras de las 36 cajas seleccionando al azar las 6 cajas y asegurándose que estén representadas todas las cajas.
Seguidamente de cada una de las cajas se extraerá al azar las unidades necesarias para la conformación de la muestra.
Toma de muestras por lotes
Es conveniente tomar muestras por lotes, ya que si se encuentra algo anormal en el producto el seguimiento para determinar la causa y el alcance del problema, es más fácil. Por regla general cada una de las unidades que constituye la muestra debe pertenecer al mismo lote, ya que las muestras pertenecientes al mismo lote han sido procesadas bajo condiciones idénticas (equipos, día, turno y materias primas entre otros).
Si los lotes de los productos importados están entremezclados hasta el extremo que no sea razonable separarlos, se puede considerar que constituyen un solo lote y por lo tanto los defectos hallados en uno de los lotes harán que todo el envió resulte sospechoso o en el mejor de los casos se exigirá al importador separar los lotes para que se pueda realizar una nueva toma de muestras.
Toma de muestras en contenedores
Las muestras tomadas de contenedores deben proceder por lo menos de cinco (5) sondeos realizados en diferentes sitios del contenedor:
1. Del centro del contenedor.2. De 1 a 1.5 m de la parte posterior y hacia uno de los extremo 3. De 1 a 1.5 m de la parte anterior y hacia el extremo opuesto del punto 2 4. El punto 4 y 5 desde los extremos y costados opuestos.
En algunas ocasiones no es posible acceder con facilidad a los diferentes puntos del contenedor ó bodega por lo que puede resultar difícil obtener las muestras exactamente de los puntos señalados en el diagrama, por lo tanto el responsable de la toma de muestras deberá utilizar su sentido común, con el objetivo de tomar una muestra objetiva al azar respetando los lineamientos dados.
Toma de muestras Mixta (objetiva – selectiva)
La mayoría de los muestreos son selectivos u objetivos sin embargo en ocasiones al recoger una muestra objetiva y a causa de alguna observación se puede cambiar a la toma de muestras selectiva. Por ejemplo: Si se detectan latas anormales en un lote de productos enlatados muestreados al azar el responsable de la toma de muestras debe cambiar inmediatamente su proceder y recoger una muestra selectiva basándose en su hallazgo de latas hinchadas, con derrames u algún otro defecto.
Figura 2 resultado de siembra microbiológico
Fuente: Botero Arias Patricia en el instructivo toma de muestras y análisis de productos alimenticios y bebidas alcohólicas en puertos Bogotá. Agosto 2003.
Tabla No. 3. Análisis recomendados según el tipo de alimento
GRUPO DE ALIMENTOS ANÁLISIS A REALIZAR
Carne, productos cárnicos o sus derivados.
Salmonella spp. Listeria monocytogenes ( solo para producto
cocido) Staphylococcusaureus (coagulasa positiva) Nitratos, nitritos AcidoSorbico, acido benzoico y sus sales
Leche y sus derivados. Salmonella spp Listeria monocytogenes Staphylococcusaureus (coagulasa positiva) BacillusCereus (leche en polvo) Escherichiacoli Rancidez (leche en polvo) Fosfatasa Conservantes
Productos preparados a base de huevo
Salmonella spp Staphylococcusaureus (coagulasa positiva) Conservantes
Alimentos de baja acidez empacados en envases sellados herméticamente (Ph> 4.5)
Inspección de rotulado Latas defectuosas Abombamiento Esterilidad comercial si se tiene dudas. Conservantes
Alimentos o comidas preparados de origen animal listos para el consumo.
Staphylococcusaureus (coagulasa positiva) Salmonella spp Escherichia coli Conservantes
Agua envasada Pseudomonaaeruginosa Escherichiacoli
Alimentos infantiles Salmonella spp Listeria monocytogenes Staphylococcusaureus (coagulasa positiva) BacillusCereus

Conservantes .
Fuente: Botero Arias Patricia en el instructivo toma de muestras y análisis de productos alimenticios y bebidas alcohólicas en puertos Bogotá. Agosto 2003.
4.6 ASEGURAMIENTO DE LA CALIDAD
Como dice Amores de Gea, Diego. Manual manipulación de alimentos e higiene alimentaria. España: Editorial CEP, S.L., 2013.
Asegurar la calidad de los alimentos implica tener implementado un plan de limpieza y desinfección que coadyuve, conjuntamente con las buenas prácticas de la persona manipuladora, a reducir al mínimo el peligro de contaminación y por lo tanto permita garantizar la inocuidad de los productos. Por ello es importante recordar que es diferente limpiar que desinfectar.
Limpiar es un proceso en el que la suciedad se disuelve o suspende, generalmente en agua ayudada de detergentes.
Desinfectar consiste en destruir la mayor parte de los microorganismos de las superficies mediante agentes químicos.
En todo servicio de alimentos debe establecerse un sistema de limpieza y desinfección programado y periódico, que incluya todas las instalaciones, maquinaria y demás equipos, determinando aquellos equipos y materiales considerados como más críticos, con el objeto de prestarles una mayor atención.
Es recomendable establecer por escrito un PROGRAMA DE LIMPIEZA del material e instalaciones de los locales, en el que se especifique la frecuencia, procedimientos, productos utilizados y personal responsable.
Los productos empleados en la limpieza y desinfección dependerán de la clase de suciedad a tratar, así como el tipo de material.
4.7 PROCEDIMIENTOS DE LIMPIEZA Y DESINFECCIÓN
Como dice Caparrós Ruiz, Francisco Javier en su libro Limpieza y desinfección en laboratorios e industrias químicas (MF1310_1). España IC Editorial, 2013.
El uso de los utensilios, maquinarias y equipos en manipulación de alimentos y el trabajo en locales de manipulación, hace que en estos queden restos de comida, restos orgánicos, que pueden ser vehículo de contaminación y por tanto producir enfermedad, las dos operaciones básicas, que como herramientas, nos van a
permitir minimizar o eliminar el riesgo de contaminación, estas operaciones son, la limpieza y la desinfección. Como
LIMPIEZA, entendemos todos aquellos procesos que nos permiten eliminar la suciedad visible, es decir, los restos de alimentos que puedan quedar tras la manipulación en utensilios, equipos y superficies, para ello, utilizaremos jabón, agua y detergente Como
DESINFECCIÓN, entendemos todos aquellos procesos que nos permiten reducir o eliminar el número de bacterias existentes en utensilios, equipos y superficies, hasta un valor seguro que evite la contaminación de los alimentos, para ellos, utilizaremos o bien la "ebullición", es decir, sumergir los utensilios en agua en ebullición durante un tiempo determinado (mínimo 30 minutos), o bien el Hipoclorito sódico, la lejía. Plan de limpieza y desinfección El fin principal de las planes de limpieza y desinfección no es otro que conseguir organizar de una manera práctica y coherente una serie de actividades, y definir responsabilidades que nos permitan asegurar la correcta higiene de los distintos equipos y superficies que utilizamos en la manipulación de alimentos. En todos los establecimientos donde se manipulan alimentos debemos tener definido un programa de limpieza y desinfección que nos permita aclarar una serie de puntos:
Detallar utensilios, equipos, superficies y locales que debemos limpiar y la profundidad con que se deben hacer
Detallar la frecuencia con que debemos hacer la limpieza: al finalizar cada turno, diaria, semanal mensual, etc.
Detallar los productos que químicos que se van a utilizar en la limpieza y desinfección, su naturaleza, la cantidad de producto que vamos a utilizar y el método de utilización
Detallar la forma de realizar la limpieza y desinfección. Detallar quien va a ser el/la responsable de realizar la limpieza y desinfección Detallar por último las medidas que vamos a llevar a cabo para comprobar que
las operaciones tanto de limpieza como de desinfección se han realizado correctamente, es decir, establecer medidas que nos permitan verificar la eficacia del trabajo La limpieza Como ya hemos comentado el fin principal de la limpieza no es otro que el de "preparar" lo implementos, equipos y superficies para que la desinfección sea lo más efectiva posible.

4.8 ADHERENCIA DE LA SUCIEDAD A LA SUPERFICIE
Como dice Caparrós Ruiz, Francisco Javier en su libro Limpieza y desinfección en laboratorios e industrias químicas (MF1310_1). España IC Editorial, 2013.
Tipo de superficie, cuanto más rugosa sea la superficie (menos pulida), mayor será la adherencia de la suciedad. En el caso de que la superficie esté protegida por una sustancia antiadherente, la unión será nula. Tipo de suciedad, las grasas se caracterizan por presentar altos grados de adherencia a casi cualquier superficie, mientras que la mayoría de los líquidos no, pero son capaces de empapar los tejidos, con lo que la dificultad para eliminar la suciedad aumenta considerablemente.
Concentración de la suciedad, cuanto mayor sea la concentración, mayor será la adherencia a la superficie.
Limpieza en frío y en caliente el agua, por sus características, es más un limpiador que un desinfectante, y debe ser calentada para potenciar la acción desinfectante. En aquellas industrias en las que el uso de productos químicos está restringido, como es el caso de la industria alimentaria, el agua caliente a presión y el baldeado son técnicas desinfectantes muy habituales. En las industrias químicas y en los laboratorios, la limpieza en frío o en caliente se llevará a cabo en función de las características de los equipos y de la actividad que aquí se realice.
La calidad del agua el agua, en condiciones normales de presión y de temperatura, es un compuesto líquido, inodoro e insípido, hierve a 100 ºC y se congela a 0 ºC. Es un disolvente universal, siendo capaz de disolver a gran cantidad de sustancias de la naturaleza (sales, ácidos, azúcares, etc.), denominándose a estas sustancias hidrófilas. Por el contrario, también existen sustancias que no combinan bien con el agua, son las llamadas hidrófobas, como es el caso de los aceites y las grasas.

La temperatura de limpieza la temperatura, es una característica muy importante a tener en cuenta a la hora de limpiar. En muchas ocasiones, limpiar en caliente será beneficioso, pero no siempre se cumple esta premisa, pues habrá ocasiones en las que limpiar en caliente no solo será desfavorable, sino que tendrá consecuencias perjudiciales, ya sea porque la superficie a tratar sea sensible a la temperatura o por las transformaciones que pueden producirse en la suciedad por efecto del calor. La limpieza se basa en reacciones químicas, es decir, el detergente se disuelve en el agua y juntos atacan a la suciedad eliminando las fuerzas que la unen a la superficie que se desea limpiar. En general, este proceso se ve favorecido por la temperatura y, con ello, se reducen costes y contaminación, pues se empleará menos cantidad de detergente.
Limpiar y desinfectar es importante porque:
Minimiza los riesgos de contaminación de los alimentos durante las etapas de proceso.
Aumenta la vida útil y eficiencia del equipo. Reduce la infestación por plagas. Extiende la vida de útil del producto. Reduce el riesgo de presencia de microorganismos causantes de
enfermedades alimentarias. Crea buenas costumbres de limpieza en el personal. Es un requisito de las Buenas Prácticas de Manufactura. Se requieren para cumplir con el sistema de control de peligros/ HACCP. Mejora la imagen del local frente a la clientela. Aumenta la confianza de la persona consumidora.
Los programas de limpieza y desinfección son necesarios en toda planta de alimentos y establecimientos de servicios de alimentación, ya que aseguran que ésta se lleve a cabo en los momentos indicados y siguiendo los procedimientos establecidos.
Los programas de limpieza y desinfección deben ser planeados con tiempo, así que deben establecer cuáles son las necesidades de higienizaciones diarias, semanales, mensuales y anuales en una planta de alimentos.
Se deben de describir los procedimientos de limpieza darlo a conocer al personal operativo. Esto servirá de guía, ya que le indicará paso a paso la forma en que se realizarán las tareas de limpieza y desinfección. Especifique las herramientas de limpieza y los productos químicos con su nombre que se necesitan para aplicar los

procedimientos (escobas, cepillos, esponjas, guantes, detergente, desinfectante, trapos y otros).
La limpieza y la desinfección se hacen un horario de limpieza y desinfección. El horario debe planearse junto con el departamento de producción para evitar que las actividades de limpieza y desinfección se realicen al mismo tiempo que se preparan los alimentos. Recordar que la limpieza y desinfección se debe hacer al inicio y al final del turno o cuando se cambian productos durante la preparación. Por lo que es importante que se programe de manera que haya suficiente tiempo para la limpieza los responsables de realizar la limpieza y la desinfección son:
Personal: Debe ejecutar el programa de limpieza y desinfección, por lo que debe estar entrenado(a) para hacerlo correctamente.
Supervisor(a): Debe vigilar que las tareas de limpieza y desinfección se llevan a cabo adecuadamente y realizar inspecciones periódicas.
Jefatura: Debe monitorear y evaluar si el programa y los métodos de limpieza y desinfección están funcionando y son efectivos para prevenir la contaminación de los alimentos.












![PROPUESTA DE ANTEPROYECTO OPCIÓN DE GRADO · enviado al coordinador de investigación del programa con el asunto [Anteproyecto 2020-01].. Aprobación Con las actualizaciones hechas,](https://static.fdocuments.co/doc/165x107/5f01e0957e708231d40178f0/propuesta-de-anteproyecto-opcin-de-grado-enviado-al-coordinador-de-investigacin.jpg)



