Año XXIV 107 TECNOLOGIA LACTEA LATINOAMERICANA N 107 · Consultor de empresas lácteas y jurado de...
60
❚ Concurso de Quesos en Totoras ❚ CHY-MAX SUPREME ❚ Microbiona ❚ Protección de cultivos ❚ ❚ CIBUS Tec ❚ Leche fermentada ❚ Lactosuero ❚ Calidad higiénica de leche ❚ Quesillo ❚ Año XXIV www.publitec.com ISSN 0328-4158 107
Transcript of Año XXIV 107 TECNOLOGIA LACTEA LATINOAMERICANA N 107 · Consultor de empresas lácteas y jurado de...

❚ Concurso de Quesos en Totoras ❚ CHY-MAX SUPREME ❚ Microbiona ❚ Protección de cultivos ❚❚ CIBUS Tec ❚ Leche fermentada ❚ Lactosuero ❚ Calidad higiénica de leche ❚ Quesillo ❚
AñoXXIV
www.publitec.comISSN 0328-4158
TE
CN
OL
OG
IA L
AC
TE
A L
AT
INO
AM
ER
ICA
NA
N
107
107



AÑO XXIV - Nº 107 / OCTUBRE 2019
SUMARIO
El 30 de noviembre se llevó a cabo en Totoras, provincia de Santa Fe, la 10a
edición de este concurso que se enmarca en la Fiesta Nacional de la Lechey la Fiesta Provincial del Queso Azul.
EL CONCURSO DE QUESOS DE TOTORASCUMPLIÓ SU 10a EDICIÓNHUBO RÉCORD DE EMPRESAS PARTICIPANTESY DE QUESOS PRESENTADOS
EMPRESASKUAL S.A.
Moldes microperforados para elaboración de quesosPÁGINA 20
SUSTENTABILIDAD
FERIAS
AGRICULTURA SIN PRODUCTOS DE PROTECCIÓN DE CULTIVOS¿Podemos aumentar la producción sin utilizar herbicidas, fungicidas e insecticidas?PÁGINA 22
INSTITUCIONES PÁGINA 4
SOLUCIONES ALIMENTARIAS
CHY-MAX® SUPREME:LA PRODUCCIÓN QUESERA LLEVADAA UN NIVEL SUPERIORChr. Hansen ofrece al mercado un nuevodesarrollo que permite una mejora en lafuncionalidad y un aumento de la producciónde quesos PÁGINA 12
MÁSTER INTERNACIONAL ENTECNOLOGÍA DE ALIMENTOS (MITA)Comenzó la inscripción para la 12a edición.Las clases se iniciarán el 29 de mayode 2020 en la Facultad de Agronomíade la UBA
PÁGINA 17
NUTRICIÓN Y SALUD
UN MICROBIOMA EQUILIBRADO Y SALUDABLE DESDE LA INFANCIAES IMPORTANTE PARA EL DESARROLLO DE NIÑOS FELICESAnke Sentko PÁGINA 18
CIBUS TEC, UNA REFERENCIA PARA EL EMPRESARIADO ARGENTINOEditorial Publitec fue invitada a visitar CIBUSTEC, feria emblemática de Italia que reúne lomejor de la producción agroalimentaria con la innovación tecnológica

INOCUIDAD
CALIDAD HIGIÉNICA DE LECHE CRUDADE TAMBOS DE LA CUENCA MAR Y SIERRAS(BUENOS AIRES, ARGENTINA)Montero, Gabriela; Civit, Diego; Vera, María Soledad; Bruschi, Julieta
PÁGINA 44
CALIDAD MICROBIOLÓGICA,OPTIMIZACIÓN DE PRODUCCIÓN YCONSERVACIÓN DE QUESILLO Lorena Cruz, Dra Martha Nuñez, Dra Clara Silva,Bioquímica Norma Porcel, Dra María CristinaGaudioso de Allori
PÁGINA 48
PROBIÓTICOS
CAPACIDAD ANTIINFLAMATORIA YGASTROPROTECTORA DE LACTOBACILLUS PARACASEI CIDCA8339 Y SU LECHE FERMENTADAA. A. Bengoa; A.J. Errea; M.Rumbo;A. G. Abraham; G. L. Garrote PÁGINA 32

Motorizado por el entusiasmo y el gran trabajo de losingenieros Raúl y Germán Raimondi, el Concurso deQuesos de Totoras ha ido creciendo año a año hastatransformarse en uno de los más importantes del país yen el único que cuenta con la dirección técnica del INTI.A partir de sus humildes comienzos en 2010, hoy reci-be a numerosas empresas que pueden exhibir sus avan-ces en presentación y calidad. Más allá de la competen-cia y de la satisfacción de triunfar, las medianas ypequeñas empresas queseras que participan lo hacenporque es un ámbito donde se ganan saberes y expe-riencias útiles que se traducen en la mejora de sus pro-ductos. Así, el certamen se vuelve en una oportunidad
para el análisis y la transferencia de conocimientos,donde se pueden realzar las virtudes y analizar laspotencialidades de mejora de cada queso, incentivandoasí el progreso continuo.
Con el valioso aporte del INTI, las actividadesse iniciaron con un taller de nivelación con los jurados,que incluyó conceptos sobre análisis sensorial, norma-tivas vigentes, toma de muestras, vocabulario para lajura, métodos de evaluación externa e interna, criteriosa aplicar y un repaso de las características de los que-sos argentinos. Durante el certamen se implementó lametodología vigente en los concursos europeos, en lacual el queso es llevado codificado a la mesa de los jura-
EL CONCURSO DE QUESOS DE TOTORASCUMPLIÓ SU 10a EDICIÓNHUBO RÉCORD DE EMPRESAS PARTICIPANTES Y DE QUESOS PRESENTADOS
El 30 de noviembre se llevó a cabo en Totoras, provincia de Santa Fe, la 10a edición de este concur-
so que se enmarca en la Fiesta Nacional de la Leche y la Fiesta Provincial del Queso Azul.
Organizado por el Unión Futbol Club y con el apoyo del INTI, el acontecimiento atrajo a 28 empresas
queseras medianas y pequeñas que presentaron más de 150 quesos clasificados en nueve catego-
rías para que sean evaluados. En esta edición se sumó al concurso la categoría "Queso Azul".

dos donde es cortado por el presidente de la misma. Deesa manera se juraron ocho categorías: de pasta blanda(Cremoso, Cuartirolo, Port Salut); pasta semidura conojos subcat. A (Gruyere, Gruyerito, Fontina o Colonia);pasta semidura con ojos subcat. B (Pategrás, Holanda,Tandil); pasta semidura sin ojos (Gouda, Edam,Cheddar, Samsoe, Fynbo o mini Finbo, Danbo y Tybo);pasta dura subcat. A (Reggianito, Sbrinz, Reggiano,Parmesano); pasta dura subcat. B (Goya, Romano,
Sardo); pasta hilada (Provolone, Mozzarella, Provoleta),y quesos especiales (saborizados, con especias, ahu-mados, etc.). En el caso de la nueva categoría "QuesoAzul", incorporada en esta edición, cada uno de los seisexperimentados jurados confeccionó una planilla indivi-dual de cada queso, surgiendo el ganador en función delos puntos obtenidos. Los resultados en cada categoríase presentan en la tabla adjunta. El trofeo "Queso delAño" fue para el Gouda de Lácteos Melincué, de la firma
INSTITUCIONES
Tecnología Láctea Latinoamericana Nº 107 5

Remotti S.A., ubicada en Emilio Bunge, provincia deBuenos Aires.
Apoyaron la 10a Edición del Concurso deQuesos de la Fiesta Nacional de la Leche las empresasVertrauen, Chr. Hansen, Ingeniero López y Asoc., KualS.A., Inlact, López Ingeniería para Lácteos S.R.L.,Amerex y Better.
Asimismo, el queso azul fue el centro de otrasimportantes actividades, como estudios de aceptabili-dad del queso azul mediante catas dirigidas junto alpúblico asistente, una evaluación técnica de los quesosa través de un jurado experto en análisis sensoriales, ylos atractivos maridajes de “queso azul con vinos” y“queso azul con miel”, para promocionar lo que se estáconociendo como nuevo postre santafesino.Acompañando estas iniciativas, profesionales del INTA
Totoras llevaron adelante actividades de formaciónsobre lechería con niños de escuela primaria.
Jesús Carrara, presidente de Fiesta Nacional dela Leche, celebró el éxito y la gran participación en todaslas actividades organizadas y anunció que ya estánorganizando para 2020 la 50° edición, donde -entreotros avances- piensan convocar a grandes empresaslácteas. La Fiesta de la Leche y la Fiesta del Queso Azulreciben cada año más de 50 delegaciones de todo elpaís, que a través de sus Reinas intercambian con lasoberana local las costumbres e idiosincrasia de cadalugar. Otra buena parte del programa se vincula con lamúsica y la danza, con la presencia de artistas y músi-cos de gran trascendencia nacional. Todo ello sin olvi-dar la elección de la Reina Nacional de la Leche, susPrincesas y su Embajadora.
INSTITUCIONES
Tecnología Láctea Latinoamericana Nº 1076
El maestro quesero Ing. Gerardo Cardini recibió el trofeo por el Queso del Año
Un jurado de expertos para el Queso Azul: Sergio Herrera; Javier Ledesma; Jorge Regner; Sergio Borbonet; Haydée Montero y Héctor Mathiasen.
SERGIO HERRERA Consultor de empresas lácteas y jurado de queso azulEl concurso de queso azul fue todo un éxito. Como jurado de quesos especia-les -como el queso azul- me siento muy orgulloso, dado que cuando arranca-mos con este tipo de queso en el 2012 sólo se trataba de dar devoluciones alos fabricantes porque algunos no llegaban al puntaje mínimo. En el 2017 con-sideramos que ya era hora de participar con puntaje y premio, ya que la cali-dad de todos los quesos había mejorado notoriamente. Este año participaronseis de las más importantes empresas que elaboran este producto. La jura fuedifícil, los quesos eran excelentes y se hizo arduo elegir al ganador. Para elpróximo año ya confirmaron su participación dos nuevas firmas. En 2010 secumplirán los 50 años de la Fiesta Nacional de la Leche, así que queremos lle-gar a los 200 quesos en la jura de quesos artesanales y a siete u ocho empre-sas que participen con el queso azul.
INSTITUCIONES
Tecnología Láctea Latinoamericana Nº 107 7
LIC. FERNANDO PINOComisario del Concurso de Quesos de Totoras"Nosotros hacemos un seguimiento y podemos verla mejora de los quesos a lo largo de las ediciones"
¿QUÉ PAPEL JUEGA EL INTI EN ESTE CONCURSO?En este momento este es el único concurso de que-sos donde participa el INTI. El contacto con las empre-sas participantes y el trabajo de recibir los quesos estáa cargo de los organizadores del encuentro. El INTIparticipa desde el momento que nos entregan los que-sos que se van a jurar, hacemos la codificación, asig-namos a los jurados en las mesas correspondientes,los asistimos durante la jura, les suministramos todoel material necesario y las planillas, evaluamos losresultados y dictaminamos cuáles fueron selecciona-dos como mejores quesos en cada categoría. En estaaño se sumó la categoría de Queso Azul, que en otrasediciones venía siendo un evento aparte.
¿QUÉ NOS PUEDE COMENTAR SOBRE ESTA EDICIÓN?Nosotros venimos participando desde hace variosaños y observamos un aumento en la cantidad y cal-idad de quesos que participan. Esta edición se carac-teriza por tener la mayor cantidad de la historia, esto
es importante porque demuestra la confianza de lasempresas que traen sus productos para que seanevaluados por los jurados. Más allá de ganar o no lospremios, las empresas se llevan una devolución, loque es importante porque año a año se ve como losquesos van mejorando. Se ve una evolución a lolargo de los años, nosotros hacemos un seguimientoy lo podemos notar.
INSTITUCIONES
Tecnología Láctea Latinoamericana Nº 1078
INGENIEROS RAÚL Y GERMÁN RAIMONDICOMITÉ ORGANIZADOR"Queremos ofrecer un día de reencuentro parala gente que trabaja en esta actividad"
ESTÉ AÑO EL ACONTECIMIENTO SERÁMUY IMPORTANTE...Festejamos la edición 49a de la Fiesta Nacional de laLeche y la 8a edición de la Fiesta Provincial del QuesoAzul. También estamos celebrando en esta oportu-nidad el 10° Concurso de Quesos, que iniciamos enel año 2010. Hay 28 empresas lácteas presentes, con156 quesos. Es la mayor cantidad en nuestra historia,por lo que el jurado tiene una ardua tarea. Este añohemos incorporado una categoría más, la de quesoazul, con lo cual se van a jurar nueve categorías.
ADEMÁS DEL CONCURSO SE VAN A OFRECERALGUNAS CONFERENCIAS...Hay tres charlas de capacitación. Sergio Borbonetviene desde Uruguay para hablar de queso grana yquesos con ojos, luego Alejandro Coria de la ESIL deVilla María disertará sobre quesos azules, y final-mente Mateo Torres, un ingeniero agrónomo que yafue jurado en nuestro concurso, nos contará susexperiencias por Francia e Italia donde se capacitó ytrabajó durante dos años en distintas fábricas de que-sos, en particular de quesos azules.
¿CÓMO ESTÁ CONSTITUIDO EL EQUIPO DE JURADOS?Hay técnicos, consultores, productores queseros yprofesionales de la industria láctea, además de losprofesionales del INTI, institución que tambiénaportó dos jurados no videntes de su equipo de análi-sis sensorial. Muchos jurados ya estuvieron en losconcursos de Mercoláctea y otros ya participaron
varias veces en el nuestro, es decir tienen ampliaexperiencia. Pero además se llevó adelante unareunión de nivelación, sobre todo para establecer losaspectos prácticos de la jura. El Comisario del con-curso es el Lic. Fernando Pino, actual Jefe deDepartamento de Vida Útil y Análisis Sensorial delINTI Lácteos, y va a estar colaborando la Ing. HaydeéMontero, que ya se ha jubilado y que dará un granaporte por sus conocimientos y porque ya ha parti-cipado de esta jura en años anteriores. También vana estar colaborando y asistiendo a los jurados encada una de las mesas Sergio Borbonet, el Ing. JavierLedesma, de gran trayectoria en el sector lácteo,Marcelo González, del INTI, y Segio Herrera, hoyasesor-consultor en industrias lácteas.
ESTE CONCURSO DE QUESOS HA TOMADOUNA GRAN RELEVANCIA...Entiendo que este concurso es uno de los másimportantes organizados por una entidad particular,en nuestro caso un club, sin el respado de un minis-terio o una institución oficial. Nuestro objetivo esofrecer un día de reencuentro para la gente que tra-baja en esta actividad y poder brindar una oportu-nidad de capacitación dentro de nuestras posibili-dades.

INSTITUCIONES
Tecnología Láctea Latinoamericana Nº 107 9
JOSÉ BRUSA Y GERMÁN RAIMONDIVERTRAUEN"El corazón de nuestro negocio es la confianza"
¿QUÉ OFRECE VERTRAUEN AL MERCADO? Hemos fundado esta empresa hace más de cincoaños con el objetivo de asistir con insumos e ingre-dientes a la industria láctea. Ahora estamos amplian-do nuestra oferta a otros sectores alimentarios, comola heladería, la panificación y la industria cárnica.Hemos terminando nuestra propia planta de mezcla-do y envasado con la idea de preparar formuladoscon aplicaciones especiales para la industria de ali-mentos, como estabilizantes, agentes de batido,esencias y sabores. También comercializamos pro-ductos genéricos muy utilizados en la industria ali-mentaria, como coagulantes, fermentos, almidones,etc. Asimismo ofrecemos equipamiento e insumospara laboratorio, en este campo nuestro portfolio esmuy amplio: equipos de baño maría, estufas,insumos estériles, material descartable, elementosde vidrio y plástico, consumibles, etc. Tenemos pro-ductos importados de Alemania y de China.
¿DONDE ESTÁ ASENTADA LA EMPRESA?Estamos ubicados en San Francisco, provincia deCórdoba, donde tenemos nuestra planta propia y losdepósitos. También tenemos un depósito en Totoras,cerca de Rosario. De este modo podemos distribuirde manera muy ágil. Desde Totoras a Santa Fe, EntreRíos y Buenos Aires, y desde San Francisco abaste-cemos Córdoba sur y norte y norte de Santa Fe.Incluso ya abastecemos a clientes en Paraguay. Noscaracterizamos por tener una gran capacidad derespuesta, podemos abastecer con gran rapidez a la
industria, lo cual es una de nuestras fortalezas, en24-48 horas el cliente está recibiendo la mercaderíaque necesita.
¿CUÁL ES EL NÚCLEO DE NEGOCIOS DE VERTRAUEN?La actividad más fuerte para nosotros es la deinsumos e ingredientes para la industria de alimen-tos. Ahí hemos hecho una gran inversión que nos vada una capacidad de mezclado de una tonelada porhora, con posibilidad de envasado en presentacionesde 5 a 25 kilogramos y con termosellado y cosido.Esto nos va a permitir abastecer al mercado con for-mulados requeridos por los distintos tipos de indus-tria de alimentos. Algunos productos son de líneaestándar y otros son preparados a pedido de losclientes. Nuestros productos llevan la marcaVertrahuen, una palabra alemana que significa "confi-anza". Este es el aspecto en que nosotros hacemoshincapié, tanto con nuestros proveedores como connuestros clientes, en cada operación queremos hacerhonor a esa relación de confianza. Ese es el corazónde nuestro negocio.

INSTITUCIONES
Tecnología Láctea Latinoamericana Nº 10710
SERGIO BONFIGLIO INLACT"Adecuamos la tecnología para que el clientepueda lograr el producto deseado"
¿QUÉ OFRECE INLACT AL MERCADO? Inlact es una empresa que distribuye en la Argentinaproductos de Dupont, antes Danisco, para la indus-tria láctea. Dupont tiene un amplio portafolio de pro-ductos para la la industria de alimentos, en particularla de productos lácteos. Ofrece cultivos desarrolladosen Francia, Alemania y EE.UU., hidrocoloides, carra-geninas, pectinas, goma garrofín, etc., así como mez-clas de ingredientes -lo que llamamos sistemas- quecumplen con todos los requisitos que necesitan losproductos donde se aplican. Estamos ubicados en laciudad de Buenos Aires, desde donde abastecemos atodo el país, pero estamos viajando en forma contin-ua por todas las cuencas lecheras.
¿ESTOS SISTEMAS SON PREPARADOS A PEDIDODE LOS CLIENTES?En general son estándares, pero también se buscansoluciones que se adecuen a las necesidades de cadacliente. Se desarrollan ante una demanda del merca-
do y luego esa misma solución puede aplicarse enotros productos. Justamente, nuestro trabajo con-siste en un asesoramiento técnico-comercial en fun-ción de nuestros conocimientos y de los equipamien-tos con que cuenta la empresa. Adecuamos la tec-nología para que la firma pueda lograr el productodeseado. Yo personalmente trabajé muchos años enDanisco, lo que abre un conocimiento muy impor-tante al trabajar en plantas piloto y con los clientes.

Tecnología Láctea Latinoamericana Nº 107 11

CHY-MAX® Supreme proporciona a los fabricantes que-seros una mejor consistencia en su producto, conser-vando la frescura ideal durante un período más largodentro de su vida útil, y con un mejor sabor debido a lareducción del amargor durante la maduración. El uso deCHY-MAX® Supreme resulta en una coagulación másveloz en algunas aplicaciones, lo que permite un cortemás rápido de la cuajada, liberando capacidad de manode obra y optimizando los costos de producción.
MÁXIMO VALOR Y SUPERIOR FUNCIONALIDADLas quimosinas puras producidas por fermentación(FPC) de Chr. Hansen son parte de la línea de produc-tos conocida como CHY-MAX®. Estas enzimas son ide-ales para coagular la leche y equilibrar el sabor y la tex-
tura de los quesos, y CHY-MAX® Supreme es la tercerageneración de esta gama de coagulantes.
Desde un punto de vista técnico, CHY-MAX®
Supreme es un producto de vanguardia que ha sidodesarrollado tras cinco años de investigación y de prue-bas realizadas en instalaciones propias y plantas declientes, lo que permite asegurar varios beneficios parala industria quesera:- Hasta un 1% de aumento de rendimiento, sin compro-meter la calidad del suero.- Producción más rápida y precisa, lo que permite obte-ner más queso con la misma cantidad de leche y enmenos tiempo- Funcionalidad superior, ya que facilita un mejor reba-nado y rallado del queso con menos desperdicio ymenor degradación proteolítica.
Tecnología Láctea Latinoamericana Nº 10712
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS CHY-MAX® SUPREME: LA PRODUCCIÓN
QUESERA LLEVADA A UN NIVEL SUPERIORCHR. HANSEN OFRECE AL MERCADO UN NUEVO DESARROLLO QUE PERMITE UNAMEJORA EN LA FUNCIONALIDAD Y UN AUMENTO DE LA PRODUCCIÓN DE QUESOS
CHY-MAX® Supreme es una reciente
incorporación a la línea de coagulantes y
enzimas de la empresa danesa de
biotecnología Chr. Hansen. Se trata del más
preciso e innovador coagulante del mercado,
diseñado para ayudar a los productores
queseros a satisfacer las demandas de la
industria de un mayor rendimiento, mayor
eficiencia y menores riesgos durante la
producción. CHY-MAX® Supreme reduce la
proteólisis y garantiza un corte preciso a
velocidades más altas, con menor
desperdicio y mayor vida útil. También reduce
el amargor, lo que ayuda a producir más
queso con sabor delicioso con la misma
cantidad de materias primas que los
queseros siempre han usado.
Michael Fooken Jensen - Senior CommercialDevelopment Manager – Food Cultures & Enzymes Edición: Graciela Taboada - MKT Specialist - FC&ELATAM para Cono Sur - Chr. Hansen ArgentinaS.A.I.C, con la colaboración del Centro Regionalde Aplicaciones para Lácteos LATAM

LA CIENCIA DETRÁS DE CHY-MAX® SUPREMEExisten distintos tipos de enzimas coagulantes paraquesos, categorizadas de acuerdo a su origen: anima-les, microbianas, vegetales y quimosinas producida porfermentación (FPC por sus siglas en inglés). Se deberecordar que para que la leche pase de estado líquido asólido (coagulación) sin modificar su acidez, es necesa-rio añadir una enzima que modifique a las micelas decaseína. Las micelas son pequeños glóbulos formadospor un núcleo de alfa y beta caseína y una superficierugosa de kappa-caseína. Durante el proceso de coagu-lación, la enzima interacciona con las micelas de kappa-caseína, separando pequeñas fracciones de péptidos lla-mados glicomacropéptidos (GMP) de las micelas. Aesta etapa se la conoce como Fase 1 o Fase Primaria delproceso de coagulación. Al separarse los GMP de lamicela de caseína, ésta se vuelve inestable y se une conotras micelas inestables formando una red tridimensio-nal (Figura 1). Esto se conoce como Fase 2 o Secundariadel proceso de coagulación, donde la leche líquida seconvierte en una substancia más firme que puede sercortada en cuajada de queso.
Durante la etapa 1, al producirse la separaciónde los GMP, ciertos tipos de enzimas coagulantesdañan el núcleo u otros componentes de la micela decaseína. Los productos resultantes de la rotura de pép-tidos se pierden en el suero y dan como resultado unmenor rendimiento. Otras enzimas coagulantes, encambio, sólo cortan la kappa-caseína, haciendo que elrendimiento quesero mejore. Tal es el caso delCHY-MAX® Supreme, que es una solución estan-darizada y 100% pura de FPC de tercera genera-ción sobre un substrato vegetal con Aspergillusniger var. awamori.
Para aumentar el rendimiento (corregidopor ajuste de humedad) es crucial para el coagu-lante tener una alta especificidad que permita quelas redes de caseína puedan capturar mejor lasgrasas de la leche durante la coagulación.
La especificidad de los coagulantes estádefinida por la relación entre la actividad coagu-lante y la actividad proteolítica de la leche. Adicha relación se la define como ratioCoagulasa/Proteasa o Ratio C/P, donde (C) es laactividad coagulante relativa y (P) es la actividadproteolítica relativa. Este ratio influye directa-mente en el rendimiento de los quesos: a mayorratio C/P, mayor especificidad y por ende mayorrendimiento: más kilos de queso con el mismovolumen de leche.
La especificidad de un coagulante es importante porquecuanto más preciso sea el corte, mejores serán lasredes de caseína, conservando las proteínas en elqueso sin que ello afecte a la calidad del suero. CHY-MAX® Supreme forma una red superior que captura lagrasa y retiene las proteínas intactas (Figura 2), produ-ciendo un rendimiento significativamente mayor con
Tecnología Láctea Latinoamericana Nº 107 13
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS
FIGURA 1: etapas del proceso de coagulación
FIGURA 2: especificidad (C/P) en un FPC de 3° generaciónvs. un coagulante de referencia. Una mayor especificidad
conduce a una mejor coagulación y a un mayor rendimiento
hasta 1% más de rendimiento en comparación con losFPC de 2° generación y hasta 2% más que otros coagu-lantes comunes.
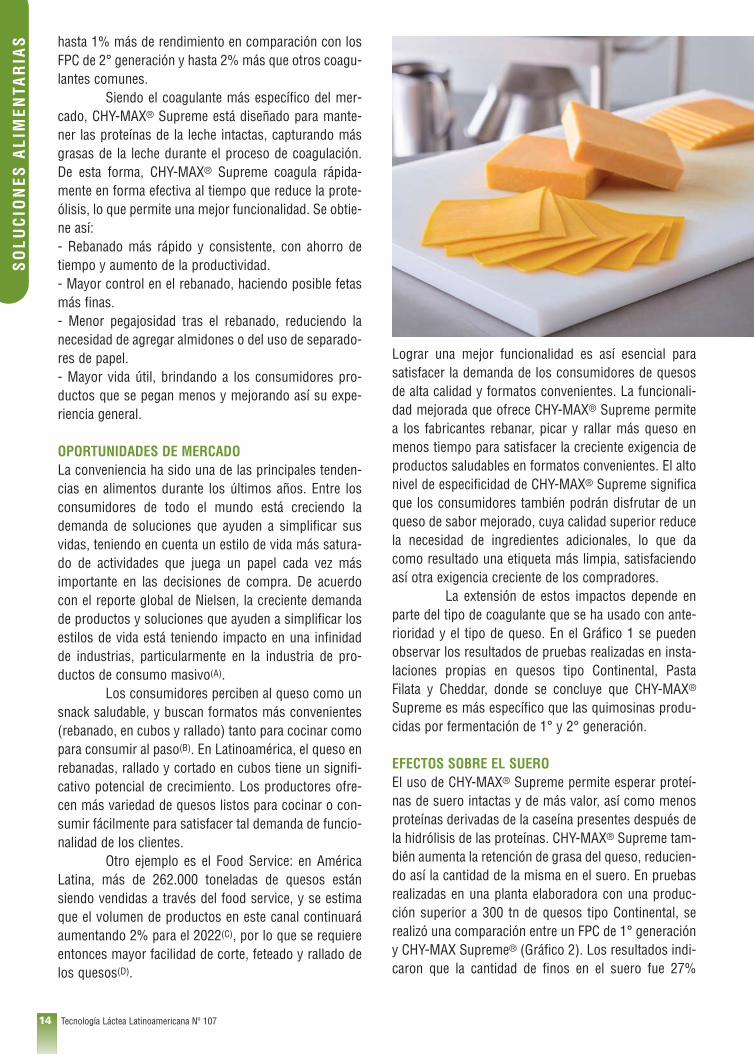
Siendo el coagulante más específico del mer-cado, CHY-MAX® Supreme está diseñado para mante-ner las proteínas de la leche intactas, capturando másgrasas de la leche durante el proceso de coagulación.De esta forma, CHY-MAX® Supreme coagula rápida-mente en forma efectiva al tiempo que reduce la prote-ólisis, lo que permite una mejor funcionalidad. Se obtie-ne así:- Rebanado más rápido y consistente, con ahorro detiempo y aumento de la productividad.- Mayor control en el rebanado, haciendo posible fetasmás finas.- Menor pegajosidad tras el rebanado, reduciendo lanecesidad de agregar almidones o del uso de separado-res de papel.- Mayor vida útil, brindando a los consumidores pro-ductos que se pegan menos y mejorando así su expe-riencia general.
OPORTUNIDADES DE MERCADOLa conveniencia ha sido una de las principales tenden-cias en alimentos durante los últimos años. Entre losconsumidores de todo el mundo está creciendo lademanda de soluciones que ayuden a simplificar susvidas, teniendo en cuenta un estilo de vida más satura-do de actividades que juega un papel cada vez másimportante en las decisiones de compra. De acuerdocon el reporte global de Nielsen, la creciente demandade productos y soluciones que ayuden a simplificar losestilos de vida está teniendo impacto en una infinidadde industrias, particularmente en la industria de pro-ductos de consumo masivo(A).
Los consumidores perciben al queso como unsnack saludable, y buscan formatos más convenientes(rebanado, en cubos y rallado) tanto para cocinar comopara consumir al paso(B). En Latinoamérica, el queso enrebanadas, rallado y cortado en cubos tiene un signifi-cativo potencial de crecimiento. Los productores ofre-cen más variedad de quesos listos para cocinar o con-sumir fácilmente para satisfacer tal demanda de funcio-nalidad de los clientes.
Otro ejemplo es el Food Service: en AméricaLatina, más de 262.000 toneladas de quesos estánsiendo vendidas a través del food service, y se estimaque el volumen de productos en este canal continuaráaumentando 2% para el 2022(C), por lo que se requiereentonces mayor facilidad de corte, feteado y rallado delos quesos(D).
Lograr una mejor funcionalidad es así esencial parasatisfacer la demanda de los consumidores de quesosde alta calidad y formatos convenientes. La funcionali-dad mejorada que ofrece CHY-MAX® Supreme permitea los fabricantes rebanar, picar y rallar más queso enmenos tiempo para satisfacer la creciente exigencia deproductos saludables en formatos convenientes. El altonivel de especificidad de CHY-MAX® Supreme significaque los consumidores también podrán disfrutar de unqueso de sabor mejorado, cuya calidad superior reducela necesidad de ingredientes adicionales, lo que dacomo resultado una etiqueta más limpia, satisfaciendoasí otra exigencia creciente de los compradores.
La extensión de estos impactos depende enparte del tipo de coagulante que se ha usado con ante-rioridad y el tipo de queso. En el Gráfico 1 se puedenobservar los resultados de pruebas realizadas en insta-laciones propias en quesos tipo Continental, PastaFilata y Cheddar, donde se concluye que CHY-MAX®
Supreme es más específico que las quimosinas produ-cidas por fermentación de 1° y 2° generación.
EFECTOS SOBRE EL SUEROEl uso de CHY-MAX® Supreme permite esperar proteí-nas de suero intactas y de más valor, así como menosproteínas derivadas de la caseína presentes después dela hidrólisis de las proteínas. CHY-MAX® Supreme tam-bién aumenta la retención de grasa del queso, reducien-do así la cantidad de la misma en el suero. En pruebasrealizadas en una planta elaboradora con una produc-ción superior a 300 tn de quesos tipo Continental, serealizó una comparación entre un FPC de 1° generacióny CHY-MAX Supreme® (Gráfico 2). Los resultados indi-caron que la cantidad de finos en el suero fue 27%
Tecnología Láctea Latinoamericana Nº 10714
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS

menor al usar un FPC de 3° generación vs. un FPC de1° generación, en tanto que la grasa en el suero fue13% menor que la referencia. Juntos, estos cambiossignifican un suero de mayor calidad que puede exigirun precio más alto en el mercado y ser utilizado en lafabricación de productos de primera calidad, comobebidas deportivas y preparados para lactantes.
UN APORTE SUSTENTABLECHY-MAX® Supreme maximiza el valor al permitir quelos fabricantes de queso produzcan una cantidad consi-derablemente mayor de queso a partir de la misma pro-porción de leche. Un aumento del 1% en la producciónmundial quesera supone más de 200 millones de kgextra de queso. Esta cantidad es suficiente para satisfa-
cer el consumo anual de queso de 15 millones de con-sumidores estadounidenses.
Gracias a estos beneficios, que van de la manode un creciente interés por la sustentabilidad, la indus-tria quesera puede reducir el impacto ambiental. Sitodos los productores de queso pudieran obtener unrendimiento de hasta 1% más, eso se traduciría enhasta 3,3 millones de toneladas menos de CO2 emitidaspara hacer el mismo volumen de queso. Esto equivale aretirar 440.000 vehículos de la circulación durante unaño, números basados en un volumen de producciónglobal de 22 millones de tn de queso por año usando220 tn de leche.
El aumento del rendimiento que posibilita eluso de CHY-MAX® Supreme se alinea con el Objetivo
Tecnología Láctea Latinoamericana Nº 107 15
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS
GRÁFICO 1: proteólisis del CHY-MAX® Supreme vs. FPC de 1 y 2° generación en quesos tipo Continental, Pasta Filata y Cheddar
GRÁFICO 2: CHY-MAX® Supreme mantiene el valor del suero reduciendo grasa y finos

Global 12 de la ONU para asegurar el consumo y la pro-ducción responsables. Este lanzamiento es un buenejemplo del tipo de soluciones inteligentes que han per-mitido el reconocimiento de Chr. Hansen como laempresa más sustentable del mundo por parte deCorporate Knights1.
PEQUEÑO CAMBIO, GRAN DIFERENCIAUna coagulación más rápida significa mayor velocidadde producción, con una reducción del tiempo por tinade 5 a 10 minutos, dependiendo del tipo de queso y dela coagulación actual para cada caso. Esto, combinadocon una alta especificidad, implica aprovechar más dosrecursos esenciales en la producción de queso: la lechey el tiempo. Esta es la gran diferencia que CHY-MAX®
Supreme brinda a los productores queseros. En otraspalabras, un pequeño cambio en la coagulación puedehacer una gran diferencia en el rendimiento y en la cali-dad de los quesos.
CONCLUSIONESCHY-MAX® Supreme ayuda a los productores queserosa satisfacer las necesidades del mercado con una fun-cionalidad mejorada y mayor rendimiento para lograruna mayor rentabilidad comercial:Mayor rendimiento: hasta 1% más sin comprometer elsabor, la funcionalidad o la calidad del suero en compa-ración con coagulantes de 1° y 2° generación.- Mejora en la producción: permite procesar más lechey queso en menos tiempo con una coagulación másrápida y precisa.- Funcionalidad superior: facilita la elaboración de quesosrallados y finamente rebanados con un bajo fracciona-miento de proteínas debido a una reducida proteólisis.
REFERENCIAS1En Enero de 2019 Chr. Hansen fue calificada como la empresamás sustentable del mundo por Corporate Knights, una empresaespecializada en investigación de inversiones y medios con sedeen Toronto.(A) Nielsen- Redefiniendo la Conveniencia, una creciente necesi-dad del consumidor. FMCG & Retail, Sept. 2018(B) Investigación de mercado propia y Mintel GNPD(C) Euromonitor - Global value at Manufacturer Selling Price(MSP, Producer), 2018(D) Investigación de mercado IRI
Tecnología Láctea Latinoamericana Nº 107
SO
LU
CIO
NE
S A
LIM
EN
TAR
IAS
16

El MITA tiene como objetivo contribuir a la formación aca-démica de los profesionales del sector en la industria delos alimentos; integrar una sólida formación en las áreascientíficas y tecnológicas, y proporcionar una ampliacapacitación para el análisis, la evaluación, el diseño, eldesarrollo, la planificación y la implementación de todaactividad relacionada con el manejo de distintos tipos dealimentos, ya sea de procesamiento o de servicios.
A lo largo de sus once ediciones, el MITA capa-citó a más de 600 alumnos, quienes adquirieron unaconciencia científica, tecnológica y de gestión en laindustria de los alimentos para la aplicación de innova-ciones en las empresas del rubro, con especial énfasisen la transferencia de la tecnología y el management dela industria alimentaria italiana a la argentina.
Debido a que s un Máster Internacional, en susclases intervienen profesores argentinos e italianos,quienes dan en cada disciplina visiones del mercadoeuropeo y de América Latina. Entre los profesoresargentinos, se encuentran investigadores de los princi-pales centros de investigación del país (como CONICET,INTA, INIDEP, INV, entre otros). Con respecto a los pro-fesores italianos, son docentes e investigadores titula-res de la Università degli Studi di Parma y miembros dediversos parques tecnológicos italianos, como elSITEIA, la Stazione Sperimentale delle Conserve diParma y el Centro Latte Caseario di Lodi. Asimismo,
algunos de los profesores se desempeñan como con-sultores de la European Food Safety Authority (EFSA).
Para poder realizar el MITA, es requisito contarcon un título universitario, de profesiones que se encuen-tren vinculadas de manera directa o indirecta con el sec-tor agroalimentario. El MITA entrega una titulación doble.La Università Degli Studi di Parma, otorga a los egresa-dos el título: “Master Internazionale in Tecnologia degliAlimenti.” y la FAUBA el certificado de: “Posgrado en altadirección en tecnología de los Alimentos”.
ESTRUCTURA DE LA CARRERAEl plan de estudios del MITA se desarrolla en dos años ycomprende 17 módulos, dos unidades de aplicación enlaboratorio y una tesis. El diseño curricular académico per-mite que la cursada se lleve a cabo cada 21 días y que serealice de forma presencial los viernes y sábados, con unacarga horaria de 16 horas. El primer año abarca temasgenerales, tales como química de los alimentos, microbio-logía, seguridad alimentaria, análisis sensorial y transfor-maciones de los alimentos, mientras que el segundo añocomprende temas específicos referidos a los distintos sec-tores de los alimentos y en la fase final hace hincapié enlos probióticos y los alimentos dietéticos y funcionales. Asu vez, propone visitas técnicas a las principales empresasde la industria y videoconferencias con docentes de laUniversità degli Studi di Parma.
Tecnología Láctea Latinoamericana Nº 107
INS
TIT
UC
ION
ES
17
MÁSTER INTERNACIONAL EN TECNOLOGÍADE ALIMENTOS (MITA)COMENZÓ LA INSCRIPCIÓN PARA LA 12A EDICIÓN. LAS CLASES SE INICIARÁN EL 29 DE MAYO DE 2020 EN LA FACULTAD DE AGRONOMÍA DE LA UBA
En el mes de diciembre han comenzado las inscripciones para la Edición XII del Máster
Internacional en Tecnología de Alimentos – MITA, que se desarrolla en el marco de un convenio de
cooperación científica y académica entre la Università degli Studi di Parma - Italia y la Facultad de
Agronomía de la UBA. Este posgrado brinda una sólida formación integrada en las áreas científicas
y tecnológicas que habilita al alumno a analizar, evaluar, diseñar, desarrollar, planificar e implemen-
tar los conocimientos adquiridos en el manejo de distintos tipos de alimentos. La inscripción tiene
un precio promocional válido hasta el 31 de diciembre.

Un creciente número de investigaciones se han enfoca-do en el vínculo entre la microbiota intestinal y la saludde los niños. En este sentido, las fibras prebióticas dela raíz de achicoria juegan un papel importante duranteel embarazo, la infancia y en el resto de la vida, ya queapoyan el crecimiento de bacterias beneficiosas en elintestino. Las infecciones agudas son comunes en los
niños, especialmente en invierno. Un reciente estudiocientífico de los profesores Tamés Decsi y SzimonettaLohner, del Departamento de Pediatría de la Universidadde Pecs, Hungría, ha demostrado los importantes bene-ficios para la salud de los niños entre tres y seis añoscomo resultado del consumo de fibras prebióticas de raízde achicoria.
Tecnología Láctea Latinoamericana Nº 10718
UN MICROBIOMA EQUILIBRADO YSALUDABLE DESDE LA INFANCIA ESIMPORTANTE PARA EL DESARROLLODE NIÑOS FELICESANKE SENTKO, VICE PRESIDENT REGULATORY AFFAIRS AND NUTRITION COMMUNICATION AT BENEO
Un microbioma sano y equilibrado tiene una influencia positiva en la salud general. Es por eso que
el desarrollo de la microbiota intestinal es un proceso crítico y esencial desde etapas muy tempra-
nas en la vida, incluso durante el embarazo, vía la nutrición de la madre, ya que impacta en aspec-
tos de salud posteriores al reducir el riesgo de determinadas enfermedades, como la obesidad,
inflamaciones del intestino y alergias.

Este estudio evaluó la suplementación de una dosisdiaria de 6 gramos de fibra de raíz de achicoria (Orafti®)en un grupo de niños de entre tres-seis años, duranteotoño e invierno, y demostró mejoras en la composiciónde la flora intestinal, heces más blandas (en un rangonormal) y menos casos de infección. Se descubrió que elconsumo regular de la inulina de Orafti® mejora lamicrobiota de los niños, incrementando el número debifidobacterias y lactobacilos. Como resultado de esto,hubo menos episodios de fiebre que precisasen una visi-ta al médico y de sinusitis en niños de guardería.Adicionalmente, la consistencia más blanda de las hecesdemostró un efecto positivo en su salud digestiva.
INCLUSO CUANDO SE ADMINISTRAN ANTIBIÓTICOS Los niños pequeños a menudo necesitan ser tratadoscon antibióticos, que, como se sabe, dañan la microbio-ta en forma importante. Este tipo de alteración tempra-na de la composición de la microbiota puede crear undesequilibrio en el intestino que puede afectar la saluden años posteriores. Un segundo estudio del ProfesorDecsi investigó en profundidad el efecto de los suple-mentos prebióticos de las fibras de la raíz de achicoriaen la composición de la microbiota intestinal de niños,incluidos los que estaban bajo tratamiento antibiótico.
Utilizando una metodología de vanguardia y unensayo aleatorizado, doble ciego, paralelo, controladocon placebo, el estudio examinó la suplementación de
6g de fibra de raíz de achicoria entre 258 niños sanosde tres a seis años, durante un período de 24 semanasdurante el invierno. Los hallazgos mostraron que elconsumo regular de inulina y oligofructosa de Orafti®
mantienen el nivel de bifidobacterias beneficiosas másalto y estable, reduciendo las alteraciones en la compo-sición de la microbiota producidas por los antibióticos.
Estos estudios demuestran la importancia parala salud de una alimentación orientada a la prevención,también durante la infancia. Haciendo pequeños ajustesen las elecciones diarias se pueden conseguir mejorassignificativas en la salud desde edades muy tempranas.
MICROBIOTA SALUDABLE PARA EL BIENESTAR GENERALLa importancia de mantener una microbiota equilibradaes un área de interés cada vez mayor, ya que el papelque juega el intestino va mucho más allá de la saluddigestiva. Esto significa que la influencia de las fibrasfermentables, en particular las que conducen a unpatrón de fermentación prebiótico y apoyan la micro-biota, llegan a otras partes del cuerpo y, por ejemplo,influyen en el hambre y la saciedad (consumo energéti-co), estado de ánimo y mucho más.
La inulina y oligofructosa de BENEO son fibrasprebióticas que se derivan de la raíz de achicoria a travésde un método suave de extracción de agua caliente y sonnaturales, no OMG y de etiqueta limpia. Son los nutrien-tes preferidos de las bacterias intestinales beneficiosas y,por lo tanto, fomentan la modulación positiva de la com-posición de la microbiota. Esto a su vez mejora la saluddigestiva y el bienestar interno al apoyar la regularidadintestinal y una microbiota intestinal saludable.
REFERENCIASI“Los suplementos con fructanos de tipo inulitico en niños de tresa seis años están asociados con mayores niveles de bifidobacte-rias fecales y menor cantidad de casos de fiebre que requieranatención medica”IIEste estudio con intervención humana fue aleatorio, paralelo,doble ciego y controlado con placebo.IIIUna mezcla específica de cadenas más cortas y más largas defructanos de tipo inulítico descritos en el estudio a través de DP(DP >11 aprox. 25-30% (en g/100g DM), media de DP desde apro-ximadamente 7 a 8)
MÁS INFORMACIÓN:www.beneo.com y www.beneonews.com Twitter: @_BENEOLinkedIn: www.linkedin.com/company/beneo
Tecnología Láctea Latinoamericana Nº 107 19
NU
TR
ICIÓ
N Y
SA
LU
D
Anke Sentko: "El desarrollo de la microbiota intestinal es unproceso crítico y esencial desde etapas muy tempranas en lavida, ya que impacta en aspectos de salud posteriores, alreducir el riesgo potencial de distintas enfermedades".

Los moldes de plástico microperforados presentanvarias ventajas. En primer lugar, facilitan enormementela higiene de los procesos, ya que al no ser necesario ellienzo durante el desuerado del queso se evitan largoslavados de tela impregnada de sustancias pegajosas.Además se evitan marcas en el queso debidas a arru-gas en el lienzo y no es necesario darlo vuelta duranteel prensado. No hay recortes ni, por tanto, desperdi-cios. Por otro lado, se consiguen procesos de acidifica-ción más rápidos y un prensado más efectivo, contiempos de prensado más cortos. El acanalado de losmoldes aumenta la superficie de contacto y facilita eldesuerado, además -según el producto que se quieraelaborar- se realiza una trama específica en el molde,que tendrá un surco más fino si la intención es hacerlomenos visible. El resultado es un tramado prolijo queda al queso el aspecto del lienzo sin marcas.
Las principales funciones de un molde microperforadoson el desuerado, la formación de la corteza y el mol-deo de la cuajada hasta su transformación en queso.Por eso es indispensable definir las características delmolde a la hora de su elección. Está claro que lo prime-ro que se elige es la forma deseada: puede ser redon-do, cuadrado, rectangular, o incluso el quesero puedetener otra forma en mente. Los moldes cuadrados orectangulares son particularmente difíciles de fabricar ylas formas con curvas complejas lo son aún más. Poreso es aconsejable hacer pruebas con el modelo elegi-do o con otro similar, no hay que olvidar que el moldedebe reflejar en la medida de lo posible la forma finaldel queso.
Un punto a tener en cuenta para desarrollar unmolde es el acanalado. Este es uno de los factoresdeterminantes de la textura del queso. Cuanto más finosea el surco, menos visible será. Por el contrario cuan-do el surco sea más grueso dejará una marca más
Tecnología Láctea Latinoamericana Nº 10720
EM
PR
ES
AS KUAL S.A.
MOLDES MICROPERFORADOS PARAELABORACIÓN DE QUESOS
Se sabe que "No hay queso sin molde",
ya que este elemento es clave durante uno de
los pasos más importantes en el proceso de
elaboración. Antes del moldeado y prensado
el queso es sólo una masa sin forma, por eso
el molde es fundamental para obtener un
buen producto. A partir de los antiguos
moldes de madera, los materiales fueron
evolucionando para optimizar la producción.
Antes algunos quesos necesitaban hasta
ocho horas de prensado, hoy este tiempo se
ha reducido a 35-90 minutos. Para alcanzar
esos procesos más rápidos se han utilizado
adelantos técnicos, como los moldes
plásticos microperforados, que no descuidan
la calidad del producto final.

acentuada. La combinación del acanalado, el programade prensado y el tipo de cuajada contribuye a la forma-ción de una corteza de buena calidad. Como regla gene-ral, puede decirse que cuanto más grueso sea el surcomás consistente será la corteza.
Otro aspecto a definir es el microperforado,que está directamente relacionado al proceso de pro-ducción de cada planta y a la experiencia de cada maes-tro quesero en particular. De esta manera, si en laspruebas preliminares la formación de la corteza o elíndice de humedad no es el correcto, es posible selec-cionar otro número de microperforaciones x cm2 y/o eldiámetro de las mismas. De acuerdo a la humedad delqueso se decide la cantidad de micro-perforaciones porcm2 y el grado de las mismas. El diámetro puede ajus-tarse, según el tipo de queso que el cliente desee obte-ner, entre 0,2 – 0,9 mm. Para más eficacia, Kual realizalas microperforaciones con un ángulo de inclinaciónespecífica a través de un sistema robotizado. Este siste-ma evita la rotura de la cadena química de la materiaprima y previene la obstrucción de las micro-perfora-
ciones. El ensamblado y tramado de los moldes es pre-parado por Kual de manera artesanal, a la medida de lasdemandas de sus clientes.
EL PRENSADOEn el proceso de elaboración, una etapa muy importan-te es el prensado, en el cual se distinguen tres etapas.
La primera es la del desuerado. Al presionar consuavidad sobre la masa, se desprende el exceso de sueromediante la combinación de la estructura acanalada y lasmicroperforaciones, que hacen posible el reparto unifor-me del cuajo por el molde. La cantidad de suero drenadoserá proporcional a la duración de ésta etapa.
La segunda tiene como objeto la distribucióncompleta del cuajo por el molde. Si al final de esta fasese levantara la tapa de prensado, la masa deberá encon-trarse ya por todo el molde, aunque es posible que aúnse aprecien espacios abiertos en la corteza.
En la tercera y última etapa se procede a cerrarbien la corteza intensificando la presión. Aunque estavaria para cada tipo de masa, no es inusual ejercer unnivel final de hasta 400 g/cm2.
Aparte de la presión, un factor importante es eltiempo disponible, como regla general la distribuciónde este tiempo en las tres fases debería ser 25% la pri-mera, 25% la segunda y un 50% la tercera. Si bien Kualofrece un programa de prensado que sirve como puntode partida, debe complementarse con la experiencia decada maestro quesero en particular.
LOS MATERIALESPara la fabricación de los moldes, Kual utiliza polietile-no y polipropileno de alto peso molecular, ambos mate-riales son aptos para el contacto con alimentos, con cer-tificación FDA y según reglamentos Codex. Se necesitansoluciones muy bajas de productos especiales de limpie-za para la higienización de este tipo de material. Por otro
lado, el grosor de la pared aportarobustez a estos moldes y alarga suvida útil. El etileno, que le confiere elas-ticidad al plástico, tiende con el tiempoa evaporarse con la cristalización de lasmoléculas. Las paredes más gruesas delos productos de Kual evitan la pérdidade elasticidad temprana y el molde tienemayor vida útil.
MÁS INFORMACIÓN: www.kualsa.com
Tecnología Láctea Latinoamericana Nº 107 21
EM
PR
ES
AS
Tecnología Láctea Latinoamericana Nº 10722
SU
ST
EN
TAB
ILID
AD
La seguridad alimentaria y una alimentación saludablepara once mil millones de personas para 2100 es unode los mayores desafíos de este siglo. También es unode los derechos humanos más importantes, si no elmás importante, y cualquier sistema agrícola debe cum-plir este requisito dentro de los límites de sostenibilidadplanetaria. Esto implica que no es aceptable un aumen-to adicional del uso de la tierra para la agricultura, yaque éste es el motor más importante para la pérdida debiodiversidad, el aumento de gases de efecto invernade-ro y el impacto ambiental. Según la literatura científica,no hay otra opción que aumentar la eficiencia global yreducir la brecha de rendimiento para garantizar laseguridad alimentaria mundial. Como tal, uno puedepreguntarse si es posible mantener los rendimientosactuales en el noroeste de Europa y aumentar los rendi-mientos en otras regiones del mundo sin utilizar -o conun uso reducido- de PPC. Pero, ¿cómo podemos lidiarcon la percepción pública de que los PPC no son salu-
dables y que tienen impactos muy negativos en la bio-diversidad y el medio ambiente?
Los PPC incluyen herbicidas, fungicidas einsecticidas. Pueden ser sintéticos o naturales ("biopes-ticidas"), como los utilizados en la agricultura orgánica.La cantidad de PPC utilizados se ha duplicado desde1980, pero el desarrollo de nuevos productos conven-cionales (sintéticos) ha disminuido, en parte debido aproblemas de legislación, mientras que el número de
AGRICULTURA SIN PRODUCTOS DE PROTECCIÓN DE CULTIVOS ¿PODEMOS AUMENTAR LA PRODUCCIÓN SIN UTILIZAR HERBICIDAS, FUNGICIDAS E INSECTICIDAS?
Los Productos de Protección de Cultivos
(PPC) son muchas veces percibidos por los
ciudadanos como muy dañinos para la salud
y el ambiente. La tendencia en la política de
la Unión Europea es estimular la reducción
en su uso. Pero, ¿es posible mantener altos
rendimientos utilizando menos PPC?
El documento presentado en marzo de este
año por el Panel para el Futuro de la Ciencia
y la Tecnología del EPRS da una visión del
actual estado del arte con respecto al rol de
los PPC en el aseguramiento de la
producción mundial de alimentos,
preservación de la biodiversidad y sostén de
los ingresos de los productores. También
analiza el papel que varios actores juegan en
la percepción corriente del riesgo por el
público general y menciona las alternativas y
estrategias más sustentables para una
ulterior reducción del uso de los actuales
productos de protección vegetal. Ofrecemos
un resumen del documento y sus
conclusiones.
Panel para el Futuro de la Ciencia y laTecnología - Servicio de Investigación delParlamento Europeo (EPRS)

Tecnología Láctea Latinoamericana Nº 107 23
SU
ST
EN
TAB
ILID
AD
biopesticidas ha aumentado en las últimas décadas. Elmayor uso de los PPC fue uno de los impulsores de la"revolución verde" y contribuyó al aumento de 2.5 vecesen el rendimiento de los cultivos en los países desarrolla-dos. En cuanto a los países de la UE, existen diferenciasconsiderables en su utilización y esto se correlaciona condiferencias en el rendimiento de los cultivos. El cambio dePPC de acción amplia a productos más específicos, quesólo atacan a ciertas plagas o enfermedades y evitan elimpacto en organismos no objetivo, implica que los agri-cultores deben hacer más aplicaciones de diferentes pro-ductos. Esta es la razón más importante para el recienteaumento en el uso de PPC, pero sin el efecto positivo enel aumento del rendimiento de los cultivos del pasado.
La introducción de los PPC en la UE está muyestrictamente regulada e implica un procedimiento largo,que incluye una evaluación de riesgos basada en la cien-cia, con una evaluación de los efectos tóxicos en huma-nos y otros organismos. Los PPC son hoy, cuando seaplican adecuadamente, mucho más seguros que en elpasado y existe un control estricto sobre sus residuos. Unfactor de seguridad de 100 garantiza un nivel de riesgomucho más bajo que otros riesgos diarios a los que estánexpuestos los seres humanos. Además, la tecnología deaplicación de los PPC ha mejorado mucho, lo que contri-buye a reducir los impactos sobre el medio ambiente y losriesgos de las aplicaciones. Los costos de evaluación deriesgo para la industria de protección de cultivos -porsustancia activa- aumentaron de US$ 41 millones en1995 a US$ 71 millones en la actualidad.
La protección de los cultivos no sólo implica eluso de productos de protección sino también otras medi-das alternativas, como la rotación de cultivos, la implan-tación de cultivares resistentes (que no están disponiblesen muchos cultivos), el manejo del suelo y otros. Sin losPPC, los rendimientos se reducirán, dependiendo del cul-tivo, y se han informado reducciones de entre el 19%
(trigo) y el 42% (papa). Estas reducciones son mayoresen regiones con una alta producción real, esto últimotambién como resultado del aporte de fertilizantes, varie-dades de alto rendimiento, riego, etc. Sin PPC, incluidoslos bioplaguicidas, la seguridad alimentaria de once milmillones de personas en el futuro está amenazada. Porotro lado, todavía es una pregunta abierta si es posiblereducir el uso de estos productos sin que haya disminu-ción de rendimiento. Hay varias indicaciones de que, paracultivos específicos, es factible una reducción en el uso.La tendencia general es que parece posible una reduc-ción en el caso de un uso real muy alto, pero no en elcaso de un uso bajo.

Tecnología Láctea Latinoamericana Nº 10724
SU
ST
EN
TAB
ILID
AD
Los PPC todavía tienen efectos secundarios no desea-dos e inevitables, como el impacto negativo en la biodi-versidad. Sin embargo, esta correlación no siempre estábien estudiada y parece que el efecto más importantesobre la pérdida de biodiversidad se debe a los cambiosen el uso del suelo. A este respecto, está claro que laagricultura orgánica, y su implementación en agroeco-logía, a menudo no es la mejor opción. A nivel de gran-ja, todos los meta-estudios científicos indican que elaumento de la biodiversidad es bastante marginal, peroque a nivel global habrá una disminución drástica, yaque la agricultura orgánica es aproximadamente un25% menos productiva que la agricultura convencional.Esto implica que, para alimentar a once mil millones depersonas, se necesitará más tierra a expensas de la bio-diversidad. Además, la percepción de que los PPC natu-rales utilizados en la agricultura ecológica son menostóxicos y producen menos residuos no siempre escorrecta y necesita más confirmación científica.
Aunque se ha avanzado mucho en relación conel impacto de las APP en los seres humanos y el medioambiente, aún son posibles mejoras considerables. Lareducción del uso parece ser un camino, por ej. sobre la
base de sofisticados sistemas de advertencia y deapoyo a la toma de decisiones, pero dicha reducciónsólo será realista cuando el riesgo de caídas de rendi-miento o de disminución de la calidad de los alimentossea aceptable para el agricultor. La agricultura de preci-sión, incluida la teledetección con vehículos aéreos notripulados, también puede contribuir a una aplicaciónmás específica y a reducir el uso de PPC. Una contribu-ción importante vendrá de la generación de variedadesmás resistentes, tanto mediante mejoramiento clásicocomo mediante nuevas técnicas, como mejoramientopor mutación de precisión utilizando el enfoqueCRISPR-Cas o por transformación genética. Las últimastécnicas serán inevitables para alcanzar los Objetivos deDesarrollo Sustentable de la FAO en materia de seguridadalimentaria y disponibilidad de alimentos saludables conrespeto a los límites de sostenibilidad planetaria.
CONCLUSIONES GENERALES • El rendimiento de los cultivos no puede disminuir, sinoque debe aumentar para cerrar la brecha y alimentar aonce mil millones de personas en el futuro de manerasostenible.• El aumento del rendimiento dentro de las fronteras desostenibilidad del planeta implica, además de otrasmedidas, que no haya más cambios en el uso de la tie-rra y una protección adecuada de los cultivos.• La producción de cultivos en la UE sin PPC no es rea-lista en este momento, pero hay indicios de que lasreducciones son posibles sin pérdidas o con pérdidasde rendimiento aceptables. Sin embargo, el riesgo(financiero) para el productor es un aspecto importantea considerar.• Los PPC modernos son más específicos para las pla-gas objetivo. Como consecuencia, se necesitan másaplicaciones en algunos cultivos.• Existe una pérdida considerable de biodiversidad por lasaplicaciones de PPC, tanto sintéticos como naturales,pero esta pérdida es aún mayor en el caso de los cambiosen el uso de la tierra (expansión de la tierra cultivable).• El menor rendimiento en la agricultura orgánica sedebe en parte a una protección de cultivos menos efi-ciente en comparación con la agricultura convencional.• Por lo tanto, la producción orgánica debería tener unprecio más alto que la producción convencional. Sinembargo, si todos los alimentos se produjeran en siste-mas orgánicos, las clases de bajos ingresos cambiaríana alimentos más baratos y poco saludables. Los posi-bles efectos negativos para la salud de los mismos(obesidad, entre otros) son más importantes como ries-go que la exposición a los PPC.

Tecnología Láctea Latinoamericana Nº 107 25
SU
ST
EN
TAB
ILID
AD
• No hay indicios claros de que los PPC naturales seanmejores para la biodiversidad o el medio ambiente.• Suponiendo que se produzca una cantidad fija de ali-mentos para alimentar a la población mundial, el mayoruso de la tierra de la producción orgánica tiene unimpacto negativo en la biodiversidad a nivel mundial.• Para mejorar la sostenibilidad de la producción de cul-tivos, la intensificación del sistema de ManejoIntegrado de Plagas es la más prometedora, al perse-guir objetivos de sostenibilidad. Eso incluye la reduc-ción de PPC por aplicación de nuevas tecnologías, agri-cultura de precisión, desarrollo de variedades resisten-tes por técnicas de mejoramiento clásicas y nuevas. Laagricultura orgánica, la agroecología y la agrosilvicultu-ra tienen, en promedio, menos potencial a este respec-to, pero pueden ser beneficiosas en un número restrin-gido de situaciones específicas, como las reservasnaturales que actúan como buffer de la agriculturaintensiva.• Las nuevas tecnologías en mejora genética, protec-ción de cultivos, agricultura de precisión, etc., dismi-nuirán aún más el uso y la dependencia de los produc-tos de protección.
• Los PPC se encuentran entre los compuestos mejorestudiados de nuestra vida. Su riesgo no es cero, peroes aceptable y acorde con los conocimientos científicosactuales. Las reevaluaciones cada diez años garantizananálisis de riesgos actualizados regularmente.• Los factores de seguridad aplicados en la evaluacióndel riesgo de PPC son mucho más altos que los utiliza-dos para otros riesgos en nuestra vida diaria.• La percepción del riesgo de PPC por parte del públicoen general es diametralmente opuesta a la clasificaciónde riesgo de los científicos.• Múltiples actores están involucrados en la comunica-ción de riesgos, lo que resulta en mensajes conflictivos.Los científicos son considerados menos neutrales de loque cabría esperar. Algunos actores están enmarcadoscomo ideologizados y otros están sospechados de tra-bajar bajo demanda para organizaciones no guberna-mentales (ONG) o la industria química. Sin embargo, senecesitan líderes de opinión neutrales, ya que lo peorque podría suceder sería que las personas crean que lasevaluaciones de riesgos son arbitrarias y que sus resul-tados dependen de quién las pague.
AutoresEste Análisis en profundidad fue escrito por Wannes Keulemans, Dany Bylemans y Barbara De Coninck(CropBotechnics, Departamento de Biosistemas, KU Leuven), a requerimiento del Panel para el Futuro de la Ciencia yla Tecnología, y conducido por la Unidad de Prospección Científica, dentro del Directorado General para los Serviciosde Investigación Parlamentaria de la Secretaría del Parlamento Europeo.

Tecnología Láctea Latinoamericana Nº 10726
CIBUS TEC, UNA REFERENCIA PARA EL EMPRESARIADO ARGENTINO EDITORIAL PUBLITEC FUE INVITADA A VISITAR CIBUS TEC, FERIA EMBLEMÁTICADE ITALIA QUE REÚNE LO MEJOR DE LA PRODUCCIÓN AGROALIMENTARIA CON LA INNOVACIÓN TECNOLÓGICA
Del 22 al 25 de octubre, Parma fue la ciudad en donde expertos de la industria procesadora de ali-
mentos y bebidas de 105 países buscaron las soluciones para su mejor desarrollo. Los 120.000 m2
ocuparon cinco pabellones del predio ferial en donde se exhibieron tecnologías para la transforma-
ción de derivados lácteos, helados y postres, carne y derivados, platos preparados e ingredientes,
equipos para procesamiento de frutas y vegetales, embalajes, sistemas de etiquetado y codificación,
logística y automatización. También se podían apreciar tecnologías para elaboración de productos
al horno y derivados de cereales, snacks y productos dulces, sistemas de embotellado y procesos
para bebidas y alimentos líquidos. Además se destinaron amplios auditorios para importantes foros
y conferencias internacionales. La Koeln Parma Exhibition, sociedad integrada por la alemana
Koelnmesse y la italiana Fiere di Parma, celebraron con satisfacción los resultados. Más de 35 mil
compradores asistieron a la convocatoria.

Tecnología Láctea Latinoamericana Nº 107 27
FE
RIA
S
La organización de la feria reunió un total de tres mil“buyers”, compradores especialmente seleccionadosque provenían de todo el mundo. Según Fabbio Bettío,gerente de CIBUS TEC, se puso especial atención acompradores de Latinoamérica, ya que el vínculo conItalia es muy fuerte y la transferencia de tecnologías esperfectamente compatible con sus necesidades.Invitados por la Oficina del ICE (Instituto Italiano deComercio Exterior) en Buenos Aires, bajo la direccióndel Analista de Comercio Exterior Pablo Fernández Pira,empresarios argentinos se sumaron al contingente deentusiastas compradores que asistieron a CIBUS TEC.Hubo productores de lácteos y de embutidos que mos-traron su satisfacción por encontrar los equipamientosque necesitaban para ampliar su producción. MireyaSuárez y Alfredo Trucchia, de Establecimiento DonEugenio (Pergamino, Buenos Aires) explicaron que fue-ron en busca de tecnologías para pymes. “El objetivo esdiversificar nuestra producción. Con lo que nos danuestro tambo y sin incorporar más litros de leche,queremos generar productos de mayor valor agregado.Aquí, en CIBUS, encontramos equipamiento para fabri-car muzarella. También tenemos en estudio fabricarnuestro propio helado.” En otros casos el interés de losargentinos se focalizó en equipamientos frigoríficos ytambién en sistemas logísticos. Todos coincidieron queCIBUS TEC ofrece propuestas para pequeños y media-nos fabricantes de alimentos y eso hace viable la com-pra de bienes a pesar de las dificultades económicaspor las que atraviesa la Argentina.
El consultor Hugo Dellavedoba (izq) concurrió con un grupo deempresarios chacineros de Córdoba, y Pablo Fernández Piracoordinó la Misión de empresas argentina y uruguayasorganizada por el ICE Argentina

Tecnología Láctea Latinoamericana Nº 10728
EL WORLD FOOD FORUM -INVESTIGACIÓN E INNOVACIÓNUna iniciativa que pone el acento en el cuidado del pla-neta y los medios que se usan para su explotación. Laspalabras claves fueron “sustentabilidad” y “economíacircular”. Se trató de una jornada intensiva donde seanalizó la situación del intercambio mundial de bienesalimentarios. Nuevos enfoques y reglamentaciones pararespetar protocolos que protejan el medio ambiente.Los oradores provinieron de las universidades deBologna, Parma y Ferrara. En uno de los análisisexpuestos se mostró cómo evolucionó la fabricación debienes desde la revolución industrial hasta la actualidady cómo hoy, producto de diversas variables, estamosfrente a una sociedad internacional que presenta gran-des inestabilidades y desequilibrios. Según el Dr.Patrizio Bianchi, vivimos en el siglo de la incertidumbre
estructural. A tal punto, que en unextremo se encuentra un sector socialque goza de la posibilidad del consu-mo y controla la mayor parte de losmedios de producción y en el otroextremo, se encuentran aquellos queestán fuera del mercado laboral y deconsumo. Esta tensión genera en losúltimos un sentimiento de “rencor” yen los primeros de “temor”. Una socie-dad fundamentada en estos sentimien-tos se vuelve en sí misma poco sus-tentable. De ahí, la necesidad de revi-sar las claves por las que transcurre laproducción y los intercambios, lasrelaciones sociales y las políticas quetrabajen para luchar contra la desigual-
dad extrema. Según los panelistas, la tecnología es unaaliada para provocar los cambios necesarios para corre-gir muchos de los desequilibrios pero para ello es nece-sario hacer inversiones crecientes en el conocimiento.“Necesitamos una nueva ciencia para una nueva indus-tria.” El Foro continuará sus presentaciones en la ediciónde CIBUS (alimentos) del año próximo.
LOS PABELLONES CIBUS nació hace ochenta años como una feria vidrierade toda la amplia y rica producción alimentaria de Italiapara el mundo. Luego fue necesario poner el foco en lastecnologías de transformación y así ganó su lugarCIBUS TEC. La innovación en la ingeniería de procesosha crecido de un modo extraordinario en los últimosaños. Italia, el país de las pequeñas y medianas empre-sas, ha desarrollado equipamientos a medida que facili-

tan el trabajo del empresariado y le dan las herramien-tas para invertir y crecer.
Caminando por los pabellones puede versecómo gana terreno la robótica aplicada a sinnúmero deacciones. Desde servir café y cargar repollos en cintastransportadoras, hasta apilar cajas, limpiar superficies,etcétera. Los robots han ingresado como protagonistaspreferenciales en muchos sistemas de producción. Sesuma a ello el 3D, los controles digitales, la inteligenciaartificial y la internet de las cosas que en su conjuntocontinúan liderando la industria 4.0.
En la feria se refleja todo el universo de la tecnología paralácteos, como moldes para quesos de diversos tipos, bate-as, fabricadoras de ricota y de muzzarela, formas paraquesos duros..., todo lo que requiere una industria que haalcanzado en Italia un rango de excelencia. Del mismomodo la oferta para equipamientos grandes y pequeñospara el sector cárnico y de embutidos permitió dar res-puestas concretas a los requerimientos de los visitantes.
El packaging, hoy un elemento analizado enclave ecológica, estuvo presente con su “onda verde”.La economía circular exige que envases y embalajes seadecuen a este concepto que se ha instalado en el mer-cado. Las empresas que mejor adopten estos criteriosestarán en ventaja para ganar mercados en relación conlos que demoren su instrumentación.
Tecnología Láctea Latinoamericana Nº 107 29
FE
RIA
S

Tecnología Láctea Latinoamericana Nº 10730
FE
RIA
S
LA ACTIVIDAD DE LAAGENCIA ITALIANA PARA ELCOMERCIO EXTERIOR (ICE)Este año, así como en anteriores oca-siones, la Oficina de Buenos Aires delICE - Agencia Italiana para elComercio Exterior, organizó una misión de empresasde la Argentina y Uruguay al CIBUS TEC 2019 deParma. En el caso de Argentina, participaron dosempresas productoras de quesos y productos lácteos(MAN S.A. - Quesos Migue y Establecimiento DonEugenio S.R.L.), el Frigorífico Gorina y WalmartArgentina. Por Uruguay participaron dos fábricas deproductos lácteos, Los Tamberitos y Pippo's. La coor-dinación de este operativo estuvo a cargo del analistade comercio exterior Pablo Fernández Pira bajo ladirección del Dr. Luigi D´Aprea. Por cuenta de Feria deParma, fueron invitadas además diversas empresasargentinas y uruguayas que cuentan en sus estableci-mientos con tecnología italiana de alimentos y bebi-das. La misión coordinada por Fernández Pira partici-pó de numerosas reuniones de negocios entre lasempresas argentinas con fábricas italianas de líneasde embotellamiento, envasado, etiquetado, rotulado,corte y packaging. Se organizaron también visitas afábricas, entre ellas a una de producción de "parmigia-no-reggiano" (adherida al "Consorzio" de Tutela dedicho producto) gracias a la magnífica organizaciónde Feria de Parma y la Agencia.
Para las empresas argentinas y uruguayas fueuna magnífica experiencia que les permitió conocer lasúltimas tecnologías en robótica aplicada a cada uno delos procesos de transformación, envasado y packagingde la leche, la carne, las frutas y vegetales, además delas bebidas, las comidas preparadas, los productos de
panadería y snack. Tratándose enalgunos casos de empresas demediana dimensión, han encontradosoluciones adaptadas a sus necesida-des y de acuerdo con sus produccio-nes, tanto en los quesos como en los
productos lácteos en general, así como tecnología dealta versatilidad que puede utilizarse para la elabora-ción de diversos alimentos y bebidas. Varias de lasempresas también se interesaron en visitar los standsde firmas de cogeneración de energía y de biogás, asícomo de soluciones logísticas automatizadas, demáquinas para el traslado y armado de cajas y de auto-matización para el envasado al vacío. El interés engeneral estuvo muy orientado a la evaluación y poste-rior adquisición de alta tecnología y robótica, dada laamplia oferta internacional y el altísimo nivel de losexpositores italianos.
El Dr. Luigi D'Aprea, Director de esta Oficina,tiene a su cargo un amplio territorio de acción queabarca la Argentina, Paraguay y Uruguay. Su objetivoes llegar a todos los productores, importadores y dis-tribuidores para poner a disposición de los mismos lapotencialidad de la industria italiana y su avanzada tec-nología para nuevos negocios con empresas de lostres países de competencia territorial. La AgenciaItaliana para el Comercio Exterior está presente en laArgentina desde hace casi 50 años, generando políti-cas de intercambio de tecnología y oportunidades eco-nómicas para ambos países. Esta misión forma partede su trabajo, que incluye también manifestaciones ymisiones comerciales en diversos sectores de la indus-tria y el comercio. Para mayor información, los intere-sados pueden contactar a la Agencia en el teléfono(11)4807.1414 o por mail a [email protected]
Alfredo Trucchia y Mireya Suarez (Est. Don Eugenio), Miguel Nucete (Man S.A.),Ariel Alonso (Frigorífico Gorina), Gonzalo Madero (Walmart Argentina).
De Uruguay, Richard Bevegni (Los Tamberitos), Martín Pippo (Pippo´s),
acompañados por Pablo Fernández Pira y Ana María Galibert

Tecnología Láctea Latinoamericana Nº 107 31

RESUMENLa gastritis constituye un importante problema de saluda nivel mundial que puede derivar a complicacionesseveras como úlceras y cáncer. Actualmente, el trata-miento de las úlceras gástricas (inhibidores de labomba de protones y antibióticos) está asociado adiversos efectos adversos tales como diarrea y naúse-as. En este contexto, el uso de leches fermentadas conmicroorganismos probióticos surge como una posiblealternativa para prevenir y aliviar los síntomas asocia-dos a la inflamación gástrica. El objetivo del presentetrabajo fue evaluar la cepa Lactobacillus paracaseiCIDCA 8339 aislada de kefir y su leche fermentada encuanto a su capacidad antiinflamatoria y protectora dela mucosa gástrica.
L. paracasei CIDCA 8339, productor de exopo-lisacárido (EPS), se cultivó en caldo MRS (24h, 30ºC).Se evaluó su capacidad de adhesión a células de epite-lio gástrico AGS. A partir de la leche fermentada con lacepa (5%v/v, 24h a 30ºC) se obtuvo la fracción nomicrobiana (FNM) (centrifugación 5min a 6000rpm, fil-tración 0,45µm y neutralización con NaOH) y se evaluóla capacidad moduladora de la respuesta inmune inna-ta inducida con flagelina (0,5 µg/ml) en células AGSmediante determinación de IL-8 por ELISA. En elmismo sistema se estudió el efecto de los metabolitospresentes en la FNM incluyendo EPS (200 y 800mg/L),lactato y acetato. Se estudió la modulación de la vía NF-κB mediante transfección transiente de las células AGS
con el gen reportero luciferasa de luciérnaga bajo eldominio de un promotor inducible con NF-κB. Para eva-luar el efecto gastroprotector en ratones Balb-c, seadministró ad libitum durante tres días una suspensiónde L. paracasei CIDCA 8339 (2.109 UFC/ml). Luego, seles administró por gavage 200µl de etanol 60% + 0,15MHCl para inducir la gastritis y al cabo de 2hs se sacrifi-caron y se evaluó el daño gástrico en cortes histológi-cos teñidos con hematoxilina y eosina. L. paracaseiCIDCA 8339 fue capaz de adherirse a células AGS (106
de 108 UFC/ml iniciales). La FNM de la leche fermenta-da redujo la expresión de IL-8 en un 70%, similar a loobservado con el sobrenadante de una leche acidifica-da conteniendo lactato 100mM y acetato 12mM. Lassoluciones acuosas de lactato y acetato modularon laexpresión de IL-8 de manera dosis dependiente, la cualno se observó con el EPS. La presencia de la FNM y lac-tato 100mM en células transfectadas redujo la expre-sión de la luciferasa indicando inhibición de la vía NF-κB. El consumo de L. paracasei CIDCA 8339 en ratoneslogró reducir el daño inducido a nivel gástrico en com-paración con el grupo control (agua).
La leche fermentada con L. paracasei CIDCA8339 presentó buenas propiedades antiinflamatorias yprotectoras a nivel gástrico que pueden ser atribuidas enparte a la bacteria y en parte al ácido láctico producido insitu en el estómago o durante la fermentación de la leche,siendo una alternativa para reducir el daño y aliviar la sin-tomatología en pacientes que sufren gastritis.
INTRODUCCIÓNLa gastritis, definida como cualquier estado inflamato-rio de la mucosa gástrica (Hunt et al., 2015; Rugge etal., 2011), es un desorden gastrointestinal con una altaincidencia que constituye un importante problema de
Tecnología Láctea Latinoamericana Nº 10732
PR
OB
IÓT
ICO
S CAPACIDAD ANTIINFLAMATORIA YGASTROPROTECTORA DE LACTOBACILLUS PARACASEI CIDCA 8339 Y SU LECHE FERMENTADA
Trabajo ganador del Premio Publitec en el áreaFuncionalidad durante el V Congreso Argentino deMicrobiología de Alimentos -CAMA 2019- desarrolladoen Buenos Aires del 25 al 27 de septiembre de 2019.
A. A. Bengoa1; A.J. Errea2; M.Rumbo2; A. G.Abraham1,3; G. L. Garrote1
1Centro de Investigación y Desarrollo en Criotecnologíade Alimentos (CIDCA, UNLP-CONICET-CIC. PBA). La Plata, Argentina.2Instituto de Estudios Inmunológicos y Fisopatológicos(IIFP, UNLP-CONICET). La Plata, Argentina.3Área Bioquímica y Control de Alimentos -Facultad de Ciencias Exactas - UNLP. La Plata,Argentina.

salud a nivel mundial y que puede derivar en complica-ciones más severas como formación de úlceras y cán-cer. Esta patología se origina como consecuencia de undesbalance entre factores protectores (flujo sanguíneo,integridad de la barrera epitelial y secreción de mucus)y factores agresivos (producción de ROS, secreción deHCl y pepsina) a nivel de la mucosa gástrica (Hunt etal., 2015). Existen una gran variedad de agentes noci-vos que pueden ser responsables de este desbalance,tales como el consumo excesivo de alcohol y antiinfla-matorios no esteroideos (AINEs), el tabaco, el estrés yla infección con Helicobacter pylori (Kempenich ySirinek, 2018; Marcial et al., 2013) siendo esta última laprincipal causa de gastritis en todo el mundo. En lainfección con H. pylori se activa una respuesta inflama-toria que no logra erradicar al microorganismo. En con-secuencia, si la infección no se trata adecuadamente, elmicroorganismo persiste de por vida generando unestado inflamatorio continuo (Hunt et al., 2015).
Actualmente, la estrategia terapéutica incluyeel uso de inhibidores de la bomba de protones y drogasantisecretoras (antagonistas del receptor de histaminatipo 2) para reducir la producción de HCl a nivel gástricoy el uso de antibióticos en caso de infección con H. pylo-ri. A pesar de ser efectiva, los largos tratamientos conestas drogas están asociados a diversos efectos adver-sos (diarrea, náuseas y distensión abdominal) y a unaalta recurrencia de las úlceras gástricas (Kempenich andSirinek, 2018; Khoder et al., 2016; Patel et al., 2014).Como consecuencia, en los últimos años ha aumentadoel interés en el desarrollo de estrategias alternativas ocomplementarias para aliviar los síntomas y/o reducir eldaño de la mucosa asociado a la gastritis y las úlcerasgástricas. Teniendo en cuenta esto, el objetivo del pre-sente trabajo fue evaluar la capacidad antiinflamatoria yprotectora de la mucosa gástrica de la cepa potencial-mente probiótica Lactobacillus paracasei CIDCA 8339 ysu leche fermentada.
MATERIALES Y MÉTODOSMicroorganismos utilizados y condiciones de cultivo La cepa productora de exopolisacárido (EPS)Lactobacillus paracasei CIDCA 8339 aislada de kefir fuecultiva en caldo MRS (Difco, USA) en aerobiosis a 30ºCdurante 24h.
Obtención de la leche fermentada y su fracciónno microbiana Se inocularon 10 ml de leche parcialmente descremadaUHT (La Serenísima) con 500µl (5%v/v) de un cultivodel lactobacilo y se incubó durante 24h a 30ºC. La frac-ción no microbiana (FNM) de la leche fermentada seobtuvo mediante centrifugación durante 5 min a 6000r.p.m. El sobrenadante fue neutralizado con NaOH 5M,centrifugado y filtrado a través de una membrana de0,45 µm (Millipore Corporation, USA) en condicionesde esterilidad.
Ensayo de adhesión a células AGSSe emplearon células AGS tumorales humanas de epite-lio gástrico (ATCC CRL 1739) provenientes de un adeno-carcinoma de estómago. La capacidad de adhesión dellactobacilo a células AGS se estudió antes y después deltratamiento con una solución gástrica simulada (NaCl125mM, KCl 7mM, NaHCO3 45mM, pepsina 3g/l, pH finalajustado 2.5) durante 1,5h. Se agregaron 500 µl/fosa deuna suspensión bacteriana DO590=0,5en DMEM (Gibco,USA) y se incubaron durante 1h a 37ºC con atmosferacontrolada (5% CO2). A continuación, las células se lava-ron tres veces con PBS estéril para eliminar aquellas bac-terias que no estuvieran adheridas y se lisaron agregando500µl de agua bidestilada estéril. Luego de incubar 1h a37ºC con atmósfera controlada se determinó la cantidadde bacterias adheridas mediante recuento de colonias porel método de la gota en MRS agar (DIFCO, USA).
Tecnología Láctea Latinoamericana Nº 107 33
PR
OB
IÓT
ICO
S

Ensayos de modulación de la respuesta inmuneinnata en células AGSSe estudió el efecto modulatorio de la FNM de la leche fer-mentada con L. paracasei CIDCA 8339 (neutralizadas ydiluidas a la mitad en DMEM) y de una leche acidificadaartificialmente (LAA) con ácido láctico (100mM) y acético(12mM) sobre la respuesta inmune innata en célulasAGS. Se estudió también el efecto de los metabolitos pro-ducidos durante la fermentación: soluciones de ácidosorgánicos (neutralizados con NaOH y esterilizados por fil-tración) y soluciones EPS 200mg/L y 800mg/L (esteriliza-das en autoclave y diluidas en DMEM). Las células fueronpre-incubadas con la muestra a ensayar 30 min (37ºC,5% CO2), estimuladas con Flagelina (FliC) 0,5µg/ml y pos-teriormente incubadas a 37ºC con 5% CO2 durante 16h.En todos los ensayos se incluyó una condición basal sinningún tratamiento (DMEM) como control sin estimula-ción y un control estimulado con FliC para definir unainducción del 100% de la respuesta proinflamatoria(DMEM+FliC). La respuesta inmune innata se definiómediante la determinación de los niveles de IL-8 en lossobrenadantes de las células utilizando un kit ELISA paraIL-8 humano (BD-Bioscience Opt EIATM, USA) siguiendolas instrucciones del fabricante.
Modulación de la vía de señalización mediadapor NF-κBSe realizó una transfección transiente de las célulasAGS con el gen reportero luciferasa de luciérnaga bajoel dominio del promotor 3kB, un promotor artificial queposee tres sitios de unión a NF-κB en tándem. Las célu-las fueron transfectadas en simultaneo con una segun-da construcción que consiste en el gen reportero lucife-rasa de Renilla spp. bajo el dominio del promotor cons-titutivo Timidina quinasa de Herpesvirus (HSV-Tk), uti-lizado como normalizador. Por fosa, se adicionaron0,5µl de lipofectamina con 300ng de ADN (280ng 3kB-luc + 20ng TK-Renilla). Luego de una incubación duran-te 16h (37ºC, 5% CO2), se retiró el medio con la mezclade transfección y se adicionó medio DMEM completo.Sobre las células transfectadas se realizó el ensayo demodulación (descripto en el punto "Ensayos de modu-lación de la respuesta inmune innata en células AGS")para evaluar el efecto de la FNM de la leche fermentaday una solución de lactato 100mM. Las células fueronlisadas con 65µl de buffer de lisis y se midió la luminis-cencia según el protocolo del kit comercial Dual SystemLuciferase Assay (Promega, USA).
Modelo murino de gastritisSe trabajó con ratones machos Balb-c pertenecientes ala categoría SPF (libre de patógenos específicos), desiete semanas de edad. Se realizaron dos ensayos inde-pendientes con cinco animales por grupo. El GrupoControl y Grupo Gastritis consumieron agua ad libituma lo largo del ensayo. El Grupo Lp 8339 recibió una sus-pensión de L. paracasei CIDCA 8339 (2,2.109 UFC/ml)que fue administrada ad libitum en el agua de bebidadurante tres días consecutivos. Al cuarto día, los rato-nes ayunados durante 5h recibieron una inoculaciónintragástrica de 200µl de etanol 60% y 2h más tarde unsegundo gavage de HCl 0,15M para inducir la gastritis.En el caso del Grupo Control se realizaron dos gavagesde PBS. Dos horas después del segundo gavage losratones fueron sacrificados en cámara de CO2 y se rea-lizó la disección para remover el estómago, que se fijóen formaldehido al 10%. Para el análisis de daño, loscortes histológicos fueron teñidos con hematoxilina yeosina y evaluados a doble ciego al microscopio óptico.Para cuantificar el daño, se diseñó un score teniendo encuenta las alteraciones a nivel de la mucosa y submu-cosa de acuerdo a Liu et al. (2016).
Análisis estadísticoEl análisis de datos se realizó utilizando el softwareGraph Pad Prism versión 5.01 (GraphPad®, USA). Losresultados se expresan como media ± desviación están-dar (DE). Para la comparación de medias, se aplicó unanálisis de varianza (ANOVA) seguido del Test de Tukey.Se consideraron diferencias significativas aquellas conun p<0,05.
RESULTADOS Y DISCUSIÓN L. paracasei CIDCA 8339 fue capaz de adherirse a célu-las de epitelio gástrico AGS observándose que de 5.107
UFC que fueron adicionadas por fosa, 7.75.105 UFC seadherían a las células epiteliales, sin observarse dife-rencias significativas luego del tratamiento de la cepacon solución gástrica.
Se observó que la FNM de la leche fermentadacon L. paracasei CIDCA 8339 fue capaz de modular sig-nificativamente la respuesta inmune innata inducidacon FliC reduciendo la expresión de IL-8 un 70% conrespecto al control. La LAA que tiene concentracionesde ácido láctico y acético similares a FNM8339 diolugar a una modulación de la expresión de IL-8, perosólo en un 50% (Figura 1.A). Estos resultados sugierenque si bien los ácidos orgánicos son importantes meta-
Tecnología Láctea Latinoamericana Nº 10734
PR
OB
IÓT
ICO
S

bolitos bioactivos, existen otros productos de fermen-tación de la leche, tales como EPS o péptidos, que tam-bién estarían contribuyendo al efecto. Al evaluar lacapacidad modulatoria del EPS aislado de la leche fer-mentada se pudo observar que el mismo no ejerce unefecto inmunomodulador incluso en concentracionesmayores a las producidas por la bacteria en la leche fer-mentada (Figura 1.B).
Teniendo en cuenta el posible efecto de los áci-dos orgánicos presentes en la leche, se evaluó el efec-to dosis-respuesta de soluciones de ácido láctico y acé-tico neutralizadas sobre células AGS. Se observó quetanto el lactato como el acetato ejercen un efecto inmu-nomodulador dosis dependiente. Si se compara el efec-to de una solución de lactato o acetato 100mM sepuede observar que ambas reducen la expresión de IL-8 en un 50%, es decir que el efecto ejercido por ambosácidos es equivalente. De esa manera, es posible atri-
buir el efecto modulatorio de la FNM de la leche fermen-tada a la presencia de ambos metabolitos. Sin embar-go, dado que en la FNM la concentración de lactato esde 100mM y la de acetato12mM podría decirse que elprimero es el principal metabolito bioactivo responsa-ble del efecto.
Para evaluar si el mecanismo de acción de laFNM 8339, y en particular el lactato, está mediado porla inhibición de la vía NFκB, se realizó una transfeccióntransiente de las células AGS con el gen reportero luci-ferasa de luciérnaga bajo el dominio del promotor 3kB.Se evidenció que el tratamiento de las células transfec-tadas con FliC, un agonista TLR5, da lugar a un aumen-to significativo de la expresión de la luciferasa de luciér-naga, lo que indica una activación de la vía NFκB. Lapreincubación de las células con la FNM 8339 conducea una reducción de la luciferasa llevándola a nivelescomparables con la condición basal, es decir que la
Tecnología Láctea Latinoamericana Nº 107 35
PR
OB
IÓT
ICO
S
FIGURA 1 - Capacidad modulatoria de la respuesta inmune innata en células AGS. A. FNM de la leche fermentada conL. paracasei CIDCA 8339 y sobrenadante de leche acidificada con ácido láctico y acético (LAA). B. Soluciones EPS ais-lado de leche fermentada con L. paracasei CIDCA 8339.
Barras grises indican condición basal y barras negras condición estimulada con FliC. Los resultados se expresan como media±DE.Letras distintas indican diferencias significativas (p <0,05)
FIGURA 2 - Efecto modulatorio de soluciones de lactato (A) y acetato (B) sobre la expresión de IL-8 inducida con FliCen células AGS
Barras grises: condición basal. Barras negras: estimulada. Los resultados se expresan como media±DE. Letras distintas indican diferencias significativas (p <0,05)

FNM 8339 es capaz de inhibir la activación de la vía delNFκB inducida con FliC. Esta inhibición de NFκB condu-ce a la modulación de la expresión de diversas citoqui-nas proinflamatorias, tales como IL-8. Resultados simi-lares se obtuvieron cuando las células fueron preincuba-das con una solución de lactato 100mM, indicando surol protagónico que en la inmunomodulación (Tabla 1).
Teniendo en cuenta el potencial antiinflamato-rio a nivel gástrico de la leche fermentada con la cepaCIDCA 8339, se procedió a evaluar el efecto gastropro-tector de la cepa en un modelo murino de gastritisaguda inducido con Etanol 60% y HCl 0,15M. Los rato-nes consumieron diariamente en promedio 5ml de sus-pensión de L. paracasei CIDCA 8339 de 2,2.109 UFC/ml,lo que significaría una dosis diaria de probiótico deaproximadamente 1.1010 UFC/ratón.
Como se puede observar en la Figura 3, el trata-miento con Etanol 60%+HCl 0,15mM dio lugar a un scorede daño de 9,08±2,712, significativamente mayor al obte-nido en el grupo Control (1,07±1,033). El consumo de L.paracasei CIDCA 8339 (6,70 ±3,50) previo a la inducciónde gastritis redujo significativamente el score histopatoló-
gico del grupo. Sin embargo, si se observan los valoresde score individuales para cada ratón es posible apreciarque el 50% de los animales que consumieron L. paraca-sei CIDCA 8339 presentaron alteraciones histopatológicasmuy leves con scores de daño menores a la media delgrupo Gastritis y cercanos al score del grupo Control. Porlo que, a pesar de la dispersión obtenida para los indivi-duos dentro del grupo debido a la variabilidad biológicaexistente y de respuesta frente al tratamiento, podría atri-buirse a L. paracasei CIDCA 8339 un efecto gastroprotec-tor evidenciado en el 50% de la población.
Se ha demostrado previamente que L. paraca-sei CIDCA 8339 es una cepa segura para el consumo,con buena tolerancia a las condiciones gastrointestina-les y buena capacidad de adherirse a células de epiteliointestinal. En el presente trabajo se demostró tambiénque la misma tiene capacidad de adherir a células de epi-telio gástrico. La capacidad de adherirse a células epite-liales gástricas e intestinales es una característica desea-da en bacterias probióticas, ya que le permite un mayortiempo de residencia en el tracto gastrointestinal, ejer-ciendo su acción benéfica in situ durante un periodo másprologado. Además, esta cepa es capaz de crecer enleche produciendo ácidos orgánicos y EPS y sobreviviren la leche fermentada a 4ºC durante más de seismeses, lo que resulta atractivo para la industria ya quegarantiza una adecuada cantidad de probiótico viabledurante el almacenamiento del producto.
En la búsqueda de nuevos probióticos esimportante demostrar el efecto benéfico asociado alconsumo del mismo y del alimento que lo contiene.Uno de los efectos beneficiosos sobre la salud que sele atribuyen a los probióticos es su capacidad demodular la respuesta inmune del hospedador, ya seaestimulándola para mejorar las defensas frente pató-genos o regulándola en condiciones patológicas deinflamación exacerbada. En este contexto, se pudodemostrar que la FNM de la leche fermentada con L.
Tecnología Láctea Latinoamericana Nº 10736
PR
OB
IÓT
ICO
S
TABLA 1 - Valores de luminiscencia relativos (Lnluc/Rluc) en células AGS transfectadas preincubadas con la fracciónno microbiana de la leche fermentada 8339 o lactato 100mM y estimuladas con flagelina
Los resultados se expresan como media±DE. Letras distintas indican diferencias significativas (p <0,05)
FIGURA 3 - Efecto del consumo de L. paracasei CIDCA 8339en un modelo murino de gastritis inducida con Etanol60%/HCl 0,15M. Score histopatológico de daño gástrico
Los resultados se expresan como media±DE. Letras distintas indican diferencias significativas (p <0,05)

paracasei CIDCA 8339 presenta capacidad de modularla expresión IL-8 al inhibir la viaNFκB, efecto atribuidoprincipalmente al lactato. La citoquina IL-8, un potentequimioatrayente y activador de neutrófilos, es secreta-do por las células epiteliales gástricas durante la infec-ción con H. pylori (Suzuki et al., 1998). De hecho, laactivación de la vía NFκB y el aumento de la expresiónde IL-8 en células de epitelio gástrico es uno de losmecanismos claves mediante el cual H. pylori induceuna inflamación crónica y favorece el desarrollo de cán-
cer (Yamada et al., 2013). Por este moti-vo, la modulación de la expresión de IL-8 es una de las estrategias más buscadaspara reducir la inflamación crónica aso-ciada a H. pylori, siendo las leches fer-mentadas con bacterias lácticas unaposible alternativa debido al efectomodulador ejercido por el lactato. Másaún, la cepa L. paracasei protegió lamucosa gástrica de ratones frente a lagastritis inducida con etanol/HCl.
CONCLUSIÓNLa leche fermentada con L. paracaseiCIDCA 8339 presentó buenas propieda-des antiinflamatorias in vitro. Además,elconsumo de la cepa ejerció un efectoprotector de la mucosa gástrica in vivoque podría deberse a la presencia delprobiótico y/o al ácido láctico producidoin situ en el estómago. De esa manera, L.paracasei CIDCA 8339 constituye unacepa con buenas propiedades probióti-
cas para el desarrollo leches fermentadas funcionalespara reducir la inflamación y aliviar la sintomatología enpacientes que sufren gastritis.
BIBLIOGRAFÍA • Hunt, R H, Camilleri, M., Crowe, S.E., El-Omar, E.M., Fox, J.G., Kuipers,E.J., Malfertheiner, P., Mccoll, K.E.L., Pritchard, D.M., Rugge, M.,Sonnenberg, A., Sugano, K., Tack, J., Hunt, Richard H, 2015. The sto-mach in health and disease. Gut 64, 1650–1668. • Kempenich, J.W., Sirinek, K.R., 2018. Acid Peptic Disease. Surg. Clin.North Am. 98, 933–944. • Khoder, G., Al-Menhali, A.A., Al-Yassir, F., Karam, S.M., 2016. Potentialrole of probiotics in the management of gastric ulcer (Review). Exp. Ther.Med. 12, 3–17• Liu, J., Wang, F., Luo, H., Liu, A., Li, K., Li, C., Jiang, Y., 2016. Protectiveeffect of butyrate against ethanol-induced gastric ulcers in mice by pro-moting the anti-inflammatory, anti-oxidant and mucosal defense mecha-nisms. Int. Immunopharmacol. 30, 179–187• Marcial, G., Messing, J., Menchicchi, B., Goycoolea, F.M., Faller, G.,Graciela, F. de V., Hensel, A., 2013. Effects of polysaccharide isolatedfrom Streptococcus thermophilus CRL1190 on human gastric epithelialcells. Int. J. Biol. Macromol. 62, 217–224. • Patel, A., Shah, N., Prajapati, J.B., 2014. Clinical application of probio-tics in the treatment of Helicobacter pylori infection--a brief review. J.Microbiol. Immunol. Infect. 47, 429–437. • Rugge, M., Pennelli, G., Pilozzi, E., Fassan, M., Ingravallo, G., Russo,V.M., Di Mario, F., 2011. Gastritis: The histology report. Dig. Liver Dis. 43,S373–S384. • Suzuki, H., Mori, M., Sakaguchi, A.A., Suzuki, M., Miura, S., Ishii, H.,1998. Enhanced levels of C-X-C chemokine, human GRO•, inHelicobacter pylori-associated gastric disease. J. Gastroenterol. Hepatol.13, 516–520. • Yamada, S., Kato, S., Matsuhisa, T., Makonkawkeyoon, L., Yoshida, M.,Chakrabandhu, T., Lertprasertsuk, N., Suttharat, P., Chakrabandhu, B.,Nishiumi, S., Chongraksut, W., Azuma, T., 2013. Predominant mucosalIL-8 mRNA expression in non-cagA Thais is risk for gastric cancer. WorldJ. Gastroenterol. 19, 2941–9.
Tecnología Láctea Latinoamericana Nº 107 37
PR
OB
IÓT
ICO
SEsquema metodológico de la investigación

INTRODUCCIÓNEl lactosuero es un residuo de la industria láctea, pro-veniente de la elaboración de quesos, que suele ocasio-nar un problema ambiental importante por los grandesvolúmenes con elevada carga orgánica que se generan:se estima que se requieren 10 L de leche para producir1 a 2 kg de queso, mientras se eliminan 8-9 L de suerocon valores DBO de 30-60 kg/m3 (López Ríos et al.,2006; Guimarães et al., 2010; Beltrán y Acosta, 2013).No obstante, este residuo orgánico ofrece diversasposibilidades de valorización, siendo una de ellas laproducción de bioetanol (biocombustible usado en elcorte de la nafta) a partir del aprovechamiento de sucomposición en carbohidratos.
La producción de combustible de segundageneración (bioetanol-2G) por conversión del lactosue-ro es una alternativa de gran interés para la utilizaciónde este subproducto industrial (Dragone et al., 2009;Parra Huertas et al., 2009). El proceso fermentativoposterior a la hidrólisis origina un rendimiento de eta-nol en el rango de 75-85% del valor teórico, conside-rando que cada 0.538 kg de etanol producido se requie-re de 1 kg de lactosa metabolizada. Esto refleja laimportancia que tiene el aprovechamiento de la lactosadel lactosuero en la producción de etanol.
La obtención de bioetanol-2G a partir de estetipo de residuos alimenticios involucra cuatro etapas fun-damentales: pretratamiento del residuo, hidrólisis, fer-mentación, separación y purificación del producto desea-do (Dagnino et al., 2013). La lactosa es un disacárido que
se encuentra en gran proporción en el lactosuero (70%del contenido total de sólidos) (Gajendragadkar et al.,2017). A partir de la reacción de hidrólisis de la lactosa dellactosuero es posible obtener los monosacáridos α-glu-cosa y β-galactosa (Figura 1), facilitando el proceso fer-mentativo posterior para obtención de bioetanol 2G (α-glucosa y β-galactosa se equilibran con α-glucosa y β-galactosa por mutarrotación).
La reacción de hidrólisis de la lactosa puede sercatalizada tanto por ácidos inorgánicos (llamada hidróli-sis ácida o química) como por catalizadores biológicos(denominada hidrólisis enzimática) (Santos et al., 1998;López Ríos et al., 2006). En la catálisis química se emple-an ácidos fuertes como el ácido clorhídrico o el ácido sul-fúrico y se trabaja en condiciones operativas de alta tem-peratura (100-150°C), alcanzándose mayor velocidad dereacción con ácido clorhídrico como catalizador (Vujicicet al., 1976). En cambio, en la reacción enzimáticacomúnmente se utiliza la enzima lactasa (β-galactosida-sa) a temperaturas cercanas a la temperatura ambiente.Entre las desventajas de la reacción ácida del lactosuerose pueden mencionar la desnaturalización de las proteí-nas del suero y la formación de productos indeseados atemperaturas mayores de 100°C. Mientras tanto, para lareacción enzimática las principales desventajas son lapolimerización de la lactosa o de la galactosa para produ-cir GOS (mezcla de galacto-oligosacáridos) y las limita-ciones en la transferencia de masa que conducen a tasasde procesamiento muy lentas y elevados costos de pro-cesamiento y enzima cuando ésta no se reutiliza(Gajendragadkar et al., 2017).
OBJETIVOS DEL TRABAJOEstudiar experimentalmente la reacción de hidrólisis dela lactosa (principal carbohidrato del lactosuero) por víaquímica y enzimática con el objetivo de analizar sus ven-tajas comparativas.
MATERIAL Y MÉTODOSPara evaluar los procesos de hidrólisis ácida y enzimáti-ca del lactosuero se preparó un sustrato modelo -repre-sentativo su composición en carbohidratos- a partir de ladisolución de lactosa monohidratada (Merck Millipore®)en agua destilada, a una concentración de 50 g/L (•erner
Tecnología Láctea Latinoamericana Nº 10738
PR
OC
ES
OS REVALORIZACIÓN DEL LACTOSUERO:
ESTUDIO DE LA HIDRÓLISIS PARAOBTENCIÓN DE BIOCOMBUSTIBLE M.E. Vales1,3; V.E. Capdevila3; C. Iraporda2,3;I. Rubel2,3; M.C. Gely3; A.M. Pagano3
1Becaria de Iniciación Científico-Tecnológica - Facultad de Ingeniería - Universidad Nacional delCentro de la Provincia de Buenos Aires (UNICEN).Olavarría, Buenos Aires, Argentina2Consejo Nacional de Investigaciones Científicas y Técnicas (CONICET). Argentina3Núcleo TECSE - Depto. de Ingeniería Química yTecnología de los Alimentos - Facultad de Ingeniería -Universidad Nacional del Centro de la Provincia deBuenos Aires (UNICEN). Olavarría, Buenos Aires,Argentina.
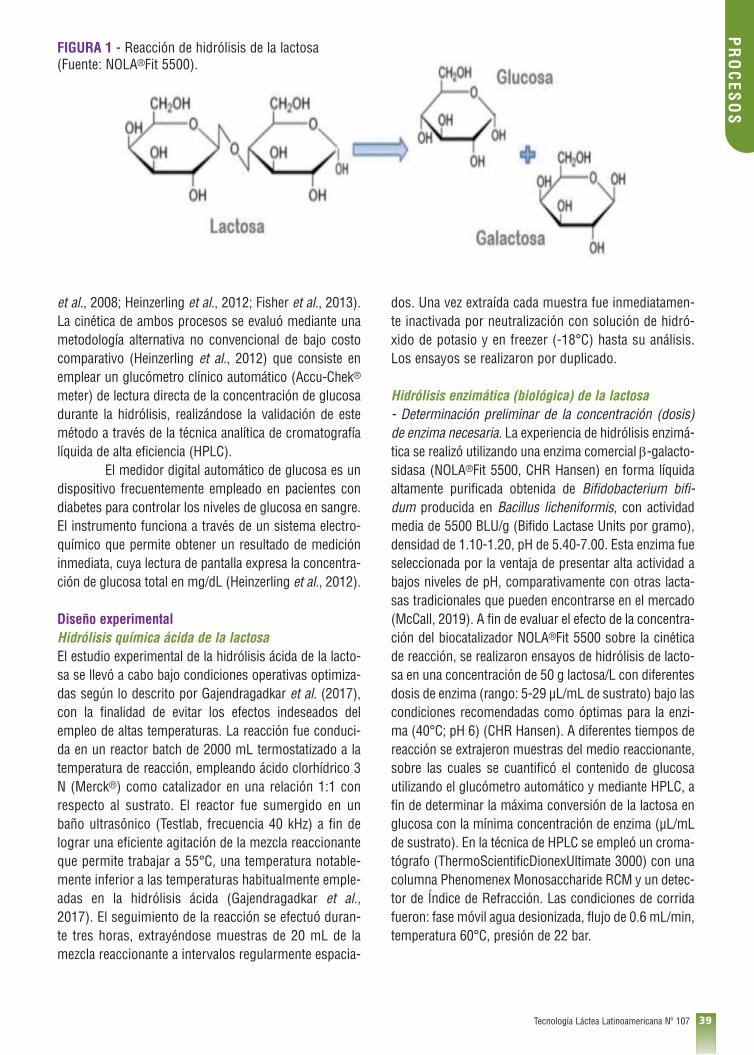
et al., 2008; Heinzerling et al., 2012; Fisher et al., 2013).La cinética de ambos procesos se evaluó mediante unametodología alternativa no convencional de bajo costocomparativo (Heinzerling et al., 2012) que consiste enemplear un glucómetro clínico automático (Accu-Chek®
meter) de lectura directa de la concentración de glucosadurante la hidrólisis, realizándose la validación de estemétodo a través de la técnica analítica de cromatografíalíquida de alta eficiencia (HPLC).
El medidor digital automático de glucosa es undispositivo frecuentemente empleado en pacientes condiabetes para controlar los niveles de glucosa en sangre.El instrumento funciona a través de un sistema electro-químico que permite obtener un resultado de medicióninmediata, cuya lectura de pantalla expresa la concentra-ción de glucosa total en mg/dL (Heinzerling et al., 2012).
Diseño experimentalHidrólisis química ácida de la lactosa El estudio experimental de la hidrólisis ácida de la lacto-sa se llevó a cabo bajo condiciones operativas optimiza-das según lo descrito por Gajendragadkar et al. (2017),con la finalidad de evitar los efectos indeseados delempleo de altas temperaturas. La reacción fue conduci-da en un reactor batch de 2000 mL termostatizado a latemperatura de reacción, empleando ácido clorhídrico 3N (Merck®) como catalizador en una relación 1:1 conrespecto al sustrato. El reactor fue sumergido en unbaño ultrasónico (Testlab, frecuencia 40 kHz) a fin delograr una eficiente agitación de la mezcla reaccionanteque permite trabajar a 55°C, una temperatura notable-mente inferior a las temperaturas habitualmente emple-adas en la hidrólisis ácida (Gajendragadkar et al.,2017). El seguimiento de la reacción se efectuó duran-te tres horas, extrayéndose muestras de 20 mL de lamezcla reaccionante a intervalos regularmente espacia-
dos. Una vez extraída cada muestra fue inmediatamen-te inactivada por neutralización con solución de hidró-xido de potasio y en freezer (-18°C) hasta su análisis.Los ensayos se realizaron por duplicado.
Hidrólisis enzimática (biológica) de la lactosa- Determinación preliminar de la concentración (dosis)de enzima necesaria. La experiencia de hidrólisis enzimá-tica se realizó utilizando una enzima comercial β-galacto-sidasa (NOLA®Fit 5500, CHR Hansen) en forma líquidaaltamente purificada obtenida de Bifidobacterium bifi-dum producida en Bacillus licheniformis, con actividadmedia de 5500 BLU/g (Bifido Lactase Units por gramo),densidad de 1.10-1.20, pH de 5.40-7.00. Esta enzima fueseleccionada por la ventaja de presentar alta actividad abajos niveles de pH, comparativamente con otras lacta-sas tradicionales que pueden encontrarse en el mercado(McCall, 2019). A fin de evaluar el efecto de la concentra-ción del biocatalizador NOLA®Fit 5500 sobre la cinéticade reacción, se realizaron ensayos de hidrólisis de lacto-sa en una concentración de 50 g lactosa/L con diferentesdosis de enzima (rango: 5-29 µL/mL de sustrato) bajo lascondiciones recomendadas como óptimas para la enzi-ma (40°C; pH 6) (CHR Hansen). A diferentes tiempos dereacción se extrajeron muestras del medio reaccionante,sobre las cuales se cuantificó el contenido de glucosautilizando el glucómetro automático y mediante HPLC, afin de determinar la máxima conversión de la lactosa englucosa con la mínima concentración de enzima (µL/mLde sustrato). En la técnica de HPLC se empleó un croma-tógrafo (ThermoScientificDionexUltimate 3000) con unacolumna Phenomenex Monosaccharide RCM y un detec-tor de Índice de Refracción. Las condiciones de corridafueron: fase móvil agua desionizada, flujo de 0.6 mL/min,temperatura 60°C, presión de 22 bar.
Tecnología Láctea Latinoamericana Nº 107 39
PR
OC
ES
OS
FIGURA 1 - Reacción de hidrólisis de la lactosa (Fuente: NOLA®Fit 5500).

- Cinética de hidrólisis enzimática. Una vez evaluada laactividad de la enzima, se definió la dosis mínima nece-saria con máxima actividad a emplear en el estudio de lacinética de la reacción de hidrólisis. Se emplearon tubosde ensayos de 10 mL conteniendo el sustrato con unaconcentración de 50 g/L de lactosa a pH regulado a 6(CHR Hansen, 2016), los cuales fueron colocados en unbaño termostatizado (40°C). A tiempo cero se les añadióla enzima β-galactosidasa NOLA®Fit 5500 a la concentra-ción determinada previamente (5 µL/mL de sustrato). Elseguimiento de la reacción se llevó a cabo durante 20minutos, extrayéndose muestras cada cinco minutos, lascuales se inactivaron por inmersión en un baño a 90°Cdurante tres minutos y luego se almacenaron en freezer(-18°C) hasta el momento de su análisis. Los ensayos sehicieron por duplicado.
Determinación del grado de hidrólisis por el métodoalternativo de glucómetro clínicoEl grado de hidrólisis de la lactosa se cuantificó por elmétodo clínico de análisis de glucosa utilizando un glu-cómetro que emplea tiras reactivas de sistema enzima-coenzima GDH/PQQ (Roche Diagnostic Accu-Chekmeter). Las muestras obtenidas a cada tiempo de reac-ción fueron equilibradas a la temperatura ambiente y eva-luadas utilizando un glucómetro de lectura directa paraglucosa en sangre (rango 10 a 600 mg/dL, Accu-ChekPerforma), realizándose diluciones adecuadas para elrango operativo del instrumento. La concentración deglucosa en las muestras hidrolizadas se estimó a travésde una curva de calibración, obtenida por lectura con glu-cómetro de distintas soluciones patrón de concentraciónconocida de glucosa (Sigma Aldrich).
Determinación del grado de hidrólisis por el método HPLCA fin de realizar la cuantificación del gradode hidrólisis de la lactosa mediante HPLC,se obtuvieron curvas de calibración de lospatrones puros de lactosa, glucosa y galac-tosa de grado analítico (Sigma Aldrich). Seprepararon soluciones de los patronespuros a distintas concentraciones (volumende inyección 20 µL, eluyente agua, flujo de0.6 mL/min), las cuales se inyectaron en elequipo obteniéndose cromatogramas comolos que se muestran a modo de ejemplo enlas figuras 2 y 3 para lactosa y galactosa. Enestos cromatogramas es posible diferenciarlos azúcares por su tiempo de retención, locual evidencia la selectividad que el método
presenta para cuantificar o cualificar los analitos (Figueroaet al., 2013). Asimismo, evaluando la resolución (r) delmétodo mediante la Ec. (1) (Figueroa et al., 2013), entrelos picos de galactosa y lactosa en función de los tiemposde retención correspondientes (tgal y tlac) y del ancho delos picos en la base (wgal y wlac) de cada patrón, se obtu-vo un valor de 1.97 lo que evidencia una muy buena sepa-ración de analitos mediante esta metodología.
Para el patrón glucosa, la resolución tanto con respectoa la galactosa como a la lactosa fue r=1, demostrandotambién la elevada resolución de la técnica. En la biblio-grafía se han referenciado valores de resolución porHPLC en este orden para carbohidratos (Kamal y Klein,2011; Figueroa et al., 2013). Para la evaluación, lasmuestras extraídas durante las experiencias de hidrólisiscatalítica, previo a la determinación cromatográfica, seequilibraron con la temperatura ambiente y se filtraroncon filtros de membrana de acetato celulosa (0.45 µm).
RESULTADOS Comparación de metodologías analíticas decuantificación de la hidrólisis de lactosaTanto en la experiencia de hidrólisis ácida como en laenzimática, las muestras extraídas se analizaron porambas metodologías, glucómetro clínico y HPLC. Lasfiguras 4 y 5 muestran correlación entre las observacio-nes (R2>0,96) realizadas por ambas técnicas, lo cualpermite validar el método alternativo no convencional enel rango de estudio. Otros autores (Nieto y Pirola, 2007)también han validado este método alternativo para cal-
Tecnología Láctea Latinoamericana Nº 10740
PR
OC
ES
OS
FIGURA 2 - Cromatograma del patrón lactosa

cular indirectamente los porcentajes de hidrólisis de lalactosa de la leche mediante el uso de un aparato medi-dor de glucosa en sangre, obteniendo resultados com-parables con los que se obtienen por el método decrioscopía.
Determinación de dosis requeridade enzimaComo resultado de la evaluación del efecto de la dosis dela enzima (µL/mL) sobre el porcentaje de sustrato hidro-lizado en el tiempo bajo las condiciones óptimas (40 °C,
pH 6), se obtuvieron las curvas que semuestran en la Figura 6 (valores promediode duplicados). Para ambas dosis de enzi-ma, la hidrólisis alcanzó el equilibrio luegode 20 minutos, obteniéndose conversionesestadísticamente equivalentes (p>0.05) delorden del 75%. En función de ello, desde elpunto de vista de la economía del procesose seleccionó la menor concentración deenzima ensayada, 5 µL/mL de sustratomodelo para llevar a cabo el proceso dehidrólisis de la lactosa bajo las condicionesoperativas fijadas.
Cinética de los procesos de hidrólisisácida y enzimáticaComo resultado de los ensayos de hidróli-sis ácida (a) y enzimática (e) desarrolladosbajo las condiciones antes descritas, seobtuvieron las curvas experimentales que semuestran en la Figura 7, en términos de con-versión porcentual del sustrato (lactosa) enfunción del tiempo de reacción (líneas con-tinuas con símbolos). Comparativamente,se incluyen resultados informados por otrosautores para condiciones experimentales ysustratos similares. En primer lugar puedeobservarse que la curva experimental obte-nida para la hidrólisis ácida es análoga a lareportada por Gajendragadkar et al. (2016)para el proceso ultrasónico. Para la hidróli-sis enzimática en las condiciones del pre-sente trabajo se obtuvieron conversionesdel orden del 80%, al igual que han reporta-do otros autores, como Jurado et al. (2002)y Beltrán y Acosta (2012), pero a menortiempo de proceso. Ello puede atribuirse adiferentes aspectos que influyen sobre lavelocidad de reacción. Estos autores emple-aron menores dosis de la enzima β−galac-tosidasa (0.5 µL/mL y 0.1 µL/mL, respecti-vamente), lo cual podría redundar en proce-sos de hidrólisis más lentos, y por otraparte, utilizaron enzimas β−galactosidasade otros orígenes (K. lactis y K. fragilis, res-pectivamente).
Tecnología Láctea Latinoamericana Nº 107 41
PR
OC
ES
OS
FIGURA 3 - Cromatograma del patrón galactosa
FIGURA 4 - Correlación lineal entre la conversión porcentualde la lactosa determinada por glucómetro y la obtenida
por HPLC durante la hidrólisis ácida
FIGURA 5 - Correlación lineal entre la conversión porcentualde la lactosa determinada por glucómetro y la obtenida por
HPLC durante la hidrólisis enzimática

Finalmente, analizando las curvas obtenidas en este tra-bajo experimental resulta evidente la importante ventajade la hidrólisis enzimática comparada con la hidrólisisquímica, en cuanto a la marcada reducción de tiempo deproceso (Figura 7).
CONCLUSIONESSe estudiaron experimentalmente las reacciones dehidrólisis ácida y enzimática de la lactosa (azúcar mayo-ritario del lactosuero) bajo diferentes condiciones, comoetapa inicial para la obtención de bioetanol-2G a partir deese residuo de la industria de alimentos. Ambos proce-sos fueron evaluados mediante dos metodologías decuantificación del grado de hidrólisis del sustrato: unmétodo alternativo no convencional basado en el uso deun glucómetro clínico y la técnica analítica basada encromatografía por HPLC, encontrándose buena correla-
ción (R2>0.96) entre las determinacionesde ambos métodos. La hidrólisis ácida dela lactosa (50 g/L) catalizada por HCl 3 N a55°C asistida por ultrasonido permitióobtener conversiones de lactosa del ordende 45% en tres horas. Mientras quemediante la hidrólisis biológica catalizadapor la enzima β−galactosidasa se alcanzóuna conversión de lactosa del 83% en 20minutos, empleando una dosis de enzimade 5 µL/mL de sustrato a una temperaturade 40°C en solución tamponada a pH 6.
REFERENCIASBeltrán F., L.J.; Acosta C., A. (2013). Empleo de una •-galacto-sidasa comercial de Kluyveromyces lactis en la hidrólisis delactosuero, Hechos Microbiológicos 3(2), 25−35.CHR Hansen (2016). NOLA® Fit 5500. Información del pro-ducto, Versión 1 PI GLOB ES, www.chr-hansen.com.Dagnino, E.P.; Chamorro, R.E.; Romano, D.S.; Felissia, F.; Área,M.C. (2013). Optimization of the acid pretreatment of rice hullsto obtain fermentable sugars for bioethanol production,Industrial Crops and Products 42, 363−368.Dragone, G.; Mussatto, S.; Oliveira, J.; Teixeira, J.(2009). Characterisation of volatile compounds in analcoholic beverage produced by whey fermentation,Food Chemistry 112(4), 929–935.Figueroa, L.B.; Hernaez, L.; Bello, M. (2013). Validaciónde un método de determinación de fructosa, glucosa ysacarosa por Cromatografía Líquida de AltaPerformance, SNS 1(2), 27−35.Fisher, J.; Zanella Guidini, C., Soares Santana, L.N.; deResende, M.M.; Luiz Cardoso, V.; Ribeiro, E.J. (2013).Optimization and modeling of lactose hydrolysis in apacked bed system using immobilized •-galactosidasefrom Aspergillusoryzae, Journal of Molecular CatalysisB: Enzymatic 85–86, 178–186.Gajendragadkar, C.N.; Gogate, P.R. (2017). Ultrasoundassisted acid catalyzed lactose hydrolysis: understan-ding into effect of operating parameters and scale upstudies, UltrasonicsSonochemistry 37, 9–15.Guimarães, P.M.R.; Teixeira, J.A.; Domingues, L.(2010).Fermentation of lactose to bio-ethanol by yeastsas part of integrated solutions for the valorisation of che-ese whey, Biotechnology Advances 28(3), 375–384.
Heinzerling, P.; Schrader, F.; Schanze, S. (2012). Measurement of enzymekinetics by use of a blood glucometer: Hydrolysis of sucrose and lactose,Journal of Chemical Education 89, 1582−1586.Kamal, M.; Klein, P. (2011).Determination of sugars in honey by LiquidCromatography, Saudi Journal of Biological Sciences 18, 17−21.López Ríos, C.A.; Zuluaga Meneses, A.; Herrena Penagos, S.N.; Medina dePérez, V.I. (2006). Producción de ácido cítrico con Aspergillus niger NRRL2270 a partir de suero de leche, Dyna 73(150), 39−57.McCall, K.M. (2019). NOLA® FIT: para asegurar el auténtico sabor de losproductos deslactosados y/o con bajo contenido de azúcar, LaAlimentación Latinoamericana, XXIII(106), 6-10.Nieto, I.; Pirola, M.B. (2007). Método alternativo para medida de hidrólisisde lactosa, 6° Jornada de Desarrollo e Innovación Tecnológica, INTI(Instituto Nacional de Tecnología Industrial), 1−2, Rafaela, Argentina.Santos, A.; Ladero, M.; García-Ochoa, F. (1998). Kinetic modeling of lacto-se hydrolysis by a •-galactosidase from Kluyveromicesfragilis, Enzyme andMicrobioal Technology 22, 558−567.•erner, N.; K•l•çApar, D.; Demirhan, E.; Ozbek, B. (2008). Milk lactosehydrolysis in a batch reactor: Optimisation of process parameters, kineticsof hydrolysis and enzyme inactivation, Chem. Biochem. Eng. Q. 22(2),185–193.Vujicic, I.F.; Lin, A.Y.; Nickerson, T.A. (1976).Changes during acid hydroly-sis of lactose, J. Dairy Sci. 60(1), 29–33.
Tecnología Láctea Latinoamericana Nº 10742
PR
OC
ES
OS FIGURA 6 - Efecto de la dosis de enzima β−galactosidasa utilizada
en la hidrólisis sobre el porcentaje de sustrato hidrolizadopor unidad de tiempo
FIGURA 7 - Conversión porcentual de lactosa en funcióndel tiempo de hidrólisis ácida y enzimática


RESUMENLa leche cruda, por sus características y composición,es un medio propicio para el desarrollo de bacterias. Sibien es una secreción estéril, la contaminación micro-biana generalmente ocurre a partir del interior/exteriorde la ubre o por contacto con suciedad de la superficiede los equipos de ordeño y del tanque de almacena-miento de leche en el tambo. El recuento de bacteriastotales (RBT) a 30°C se utiliza como parámetro de cali-dad higiénica de la leche. El objetivo del trabajo fue eva-luar la calidad higiénica de la leche cruda de tambos dela Cuenca Mar y Sierras. El estudio se realizó en mues-tras de leche de tanque provenientes de tambos delPartido de Tandil (Provincia de Buenos Aires, Argentina).Se analizaron 499 muestras provenientes de 42 estable-cimientos. Se calcularon la media aritmética y la media-na, y los resultados se organizaron en cuatro categoríasde RBT: Categoría 1 (<10.000 UFC/ml), Categoría 2(>10.000-<100.000 UFC/ml), Categoría 3 (>100.000-<200.000 UFC/ml), Categoría 4 (>200.000 UFC/ml). Si
bien el 82,17% de las muestras de leche tuvieron RBTmenores a 200.000 UFC/ml (límite máximo establecidopor el Código Alimentario Argentino) sólo el 24,85%cumplieron con los estándares más exigentes de calidadmicrobiológica de la leche cruda (10.000 UFC/ml).Debido a la importancia que la misma representa para suprocesamiento industrial, resulta necesario mejorar lasprácticas de higiene en el tambo para disminuir la cargamicrobiológica inicial.
Palabras clave: calidad higiénica, leche cruda, recuen-to de bacterias totales.
INTRODUCCIÓNLa producción de leche es un proceso complejo quepuede comprometer las cualidades nutricionales y lacalidad de la materia prima original, convirtiéndola enuna fuente potencial de microorganismos. Dos aspec-tos importantes a tener en cuenta son el riesgo que estoconstituye para la salud pública y para su aptitud tecno-lógica al momento de elaborar productos lácteos. Unaalta carga de bacterias contaminantes en la leche dismi-nuye la vida útil de los productos elaborados, desmejo-ra la calidad organoléptica y nutricional e interfiere enlos procesos de fermentación ácido láctica y en la coa-gulación enzimática, promoviendo el deterioro o prote-ólisis de las caseínas (Buñay Barahona & PeraltaVásquez, 2015).
La leche de tanque que se recolecta en eltambo se utiliza, desde la década de los ´90, para diag-nosticar problemas relacionados con la calidad de laleche y la mastitis en los rodeos lecheros. Además, lasindustrias lácteas y las cooperativas también comenza-ron a utilizar estos análisis para identificar leches demayor calidad en base a uno o más parámetros y pagarmayores precios por ellas (Rodrigues et al., 2017). Los
Tecnología Láctea Latinoamericana Nº 10744
INO
CU
IDA
D CALIDAD HIGIÉNICA DE LECHE CRUDADE TAMBOS DE LA CUENCA MAR Y SIERRAS(BUENOS AIRES, ARGENTINA)
Montero, Gabriela; Civit, Diego; Vera, María Soledad; Bruschi, JulietaDepartamento de Tecnología y Calidad de losAlimentos - Facultad de Ciencias Veterinarias - UNCPBA. Tandil, Buenos Aires, [email protected]

programas de incentivo para el pago de la calidad de laleche cruda se difundieron ampliamente. Estos progra-mas incluyen, generalmente, la detección de antibióti-cos y de agua agregada, el recuento de bacterias tota-les y el recuento de células somáticas (Barbano et al.,2006), incorporándose también la composición porcen-tual de grasa y proteína.
El recuento de bacterias totales (RBT) se refie-re al número de microorganismos aerobios que se de-sarrollan a una temperatura de 30°C y se expresa comoun número de unidades formadoras de colonias pormililitro de leche (UFC/ml). Si bien las normas estable-cidas son precisas y consensuadas, los límites estable-cidos de algunos parámetros, como el RBT, presentanciertas diferencias.
En la Argentina, el Código AlimentarioArgentino (CAA) en el Capítulo VIII, indica que el RBT a30ºC en la leche, en el momento de la recepción en laindustria, no deberá superar las 200.000 UFC/ml (art.556 tris). Sin embargo, los requisitos del CAA son paragarantizar la salud pública y no pretenden ser estánda-res de calidad de productos lácteos.
Por otro lado, el Ministerio de Agroindustriaimplementó a nivel nacional un Sistema de Pago de laLeche Cruda sobre la base de atributos de calidad com-posicional e higiénico-sanitarios, lo que se plasmó enun Sistema de Liquidación Única, Mensual, Obligatoriay Universal (Resolución Conjunta 739 y 495 /2011).Posteriormente, surgió el “Sistema Integrado deGestión de la Lechería Argentina” (SIGLeA), con elobjetivo de unificar la información entre los actores dela cadena láctea y los distintos organismos del Estado.A efectos de comparabilidad, se estableció una “Lechede Referencia”, la cual, a diferencia del CAA, estableceque el RBT debe ser menor o igual a 100.000 UFC/ml(Ministerio de Agroindustria –SIGLEA, 2016).
A nivel internacional, Philpot & Nickerson(2002) mencionan que un RBT del tanque es conside-rado bueno cuando posee menos de 10.000 UFC/ml. Latendencia actual de la industria es exigir a la producciónprimaria una leche que se adecue a los valores interna-cionales mencionados (Cipolatti & Lizarraga, 2016).Ante esta situación, resulta clave que los productorescomprendan la importancia de obtener leches conbajos recuentos microbiológicos, no sólo para obtenerlas bonificaciones de la industria, sino también paraque la calidad de la materia prima sea óptima para suprocesamiento. El objetivo del presente trabajo fue eva-luar la calidad higiénica de la leche cruda de tambos dela Cuenca Mar y Sierras.
MATERIALES Y MÉTODOSRecolección y conservación de muestrasEl estudio se realizó en muestras de leche de tanqueprovenientes de tambos del Partido de Tandil (Provinciade Buenos Aires, Argentina). Las muestras fueron reco-lectadas por personal capacitado de acuerdo con lametodología estándar (ISO 707 I IDF 50:2008). Se ana-lizaron 499 muestras de 42 establecimientos en el perí-odo comprendido entre los meses de enero a diciembredel año 2018. La leche se refrigeró a 4°C y se realizó elRBT, dentro de las 24 horas, en el Laboratorio deCalidad de Leche (LabCaLe) del Departamento deTecnología y Calidad de los Alimentos de la Facultad deCiencias Veterinarias (UNCPBA).
Metodología de ensayo y análisis estadísticoLa metodología utilizada para la siembra y cálculo deresultados fue la descripta en la norma ISO 4833-1:2013. Para el análisis estadístico se utilizó media arit-mética y mediana. En base a los resultados obtenidosse crearon cuatro categorías: Categoría 1 (<10.000UFC/ml), Categoría 2 (>10.000-<100.000 UFC/ml),Categoría 3 (>100.000-<200.000 UFC/ml), Categoría 4(>200.000 UFC/ml). Se calcularon los porcentajes demuestras incluidas en cada una de ellas.
RESULTADOS Y DISCUSIÓNLa leche es susceptible a múltiples fuentes de contami-nación, como la ubre, que en condiciones normalespuede aportar hasta 1.000 microorganismos/ml, y lacontaminación ambiental durante el ordeño, productode deficientes prácticas de manejo que permiten que
Tecnología Láctea Latinoamericana Nº 107 45
INO
CU
IDA
D
Foto Tetra Pak
los microorganismos de la piel de los pezones, manos delordeñador, pezoneras, equipos de ordeño y todo el entor-no en el que se produce, lleguen a la leche (Cipolatti &Lizarraga, 2016). En la Tabla 1 se exponen la media arit-mética y mediana mensuales de las muestras procesadas.La media aritmética anual del RBT fue de 131.262 (5,12log) UFC/ml. En diciembre se observó la media mensualmás alta (247.531 (5,39 log) UFC/ml) y en febrero la másbaja (60.874 (4,87 log) UFC/ml).
Como puede observarse, la media y la media-na de los RBT fueron superiores a 10.000 UFC/mldurante todo el año. Debido a la heterogeneidad deresultados (RBT bajos y altos), la mediana resulta unindicador útil dado que es un valor promedio por deba-jo del cual se encuentran el 50% de las muestras deleche analizadas. En la Tabla 2 se observa que el24,85% de las muestras cumplen con los estándares decalidad higiénica más exigentes, que coinciden con los
que exige la industria y le permiten a los productoresacceder a una bonificación en el precio de la leche cruday aseguran, además, una materia prima de excelentecalidad. La Categoría 2 es la que reúne la mayor canti-dad de muestras (49,10%), hecho que se confirma alobservar las medianas mensuales.
Por otro lado, considerando los estándares decalidad higiénica que plantea el SIGLEA, el 26,05% delas muestras (categorías 3 y 4) están fuera de la Lechede Referencia y, según el CAA, el 17,83% (Categoría 4)superan el límite máximo permitido. Sin embargo, esnecesario considerar que tanto SIGLEA como el CAAplantean valores máximos de RBT poco exigentes, sitenemos en cuenta que recuentos bacterianos de tan-que con valores de 10.000 a 25.000 UFC/ml indican quees necesario implementar mejoras en la producción deleche en el tambo, y que con valores superiores a25.000 UFC/ml se requiere de una intervención inme-diata para resolver las deficiencias higiénicas (Philpot &Nickerson, 2002). Para lograrlo, se deberá verificar lainfraestructura, la higiene, la producción, la conserva-ción y el manejo integral de la calidad que afectan suestabilidad (Martínez-Vasallo et al., 2016).
El tambo debe asegurar y mantener la calidadde los productos desde su obtención y, según PiñerosGómez et al. (2005), es necesario no solo implementarlos Sistemas de Gestión de la Calidad en la producciónprimaria, sino también involucrar a todos los eslabonesde la cadena agroalimentaria.
CONCLUSIÓNSi bien el 82,17% de las muestras de leche tuvieronRBT menores al límite máximo establecido por el CAA,sólo el 24,85% cumplieron con los estándares más exi-gentes de calidad microbiológica de la leche cruda.Debido a la importancia que la misma representa para
Tecnología Láctea Latinoamericana Nº 10746
INO
CU
IDA
D TABLA 1 - Media aritmética y mediana de los recuentosde bacterias totales (UFC/ml) en muestras de lechecruda de tambos de la Cuenca Mar y Sierras.
TABLA 2 - Recuento de bacterias totales (expresados enporcentaje) en muestras de leche cruda de tambos de laCuenca Mar y Sierras

su procesamiento industrial, resulta necesario mejorarlas prácticas de higiene en el tambo para disminuir lacarga microbiológica inicial. Es importante reconocerademás el rol que poseen las instituciones que definenlos valores de referencia para el RBT, no sólo para uni-ficar criterios de valoración, sino también para fomen-tar la obtención de materia prima de óptima calidad.Actualmente, los límites para el RBT del CAA y deSIGLEA son menos exigentes que los estándares decalidad de la industria láctea.
BIBLIOGRAFÍABarbano, D. M.; Ma, Y.; Santos, M. V. (2006). Influence of RawMilk Quality on Fluid Milk Shelf Life. J. Dairy Sci. 89 (E. Suppl.):E15–E19.Buñay Barahona, N. C.; Peralta Vásquez, F. K. (2015).Determinación del recuento de aerobios mesófilos en lechecruda que ingresa a Industrias Lacto Ochoa -Fernández Cía. Ltda.Tesis Bioquímico Farmacéutico. Facultad de Ciencias Químicas.Universidad de Cuenca. Cuenca, Ecuador. Disponible en URL:http://dspace.ucuenca.edu.ec/bitstream/123456789/21584/1/TESIS.pdf. Fecha de consulta: 21 de agosto de 2019.Cipolatti, F. G.; Lizarraga, S. E. (2016). Análisis de la calidadhigiénica y sanitaria de la leche en un tambo de la localidad deVilla Valeria. Disponible en URL:https://rdu.unc.edu.ar. Fecha deconsulta: 15 de agosto de 2019.
Código Alimentario Argentino (CAA). (2019). Capítulo VIII.Alimentos lácteos. Disponible en URL:https://www.argentina.gob.ar/sites/default/files/capitulo_viii_lacte-osactualiz_2019-03.pdf. Fecha de consulta: 12 de agosto de 2019.International Organization for Standardization (ISO). ISO 4833-1:2013. Microbiology of the food chain- Horizontal method forthe enumeration of microorganisms-Part 1: Colony count at 30degrees C by the pour plate technique.International Organization for Standardization (ISO). ISO 707 IIDF 50:2008.Milk and milk products — Guidance on sampling.Martínez-Vasallo, A.; Ribot-Enríquez, A.; Villoch-Cambas, A.;Montes de Oca, N.; Remón-Díaz, D.; Ponce-Ceballo, P. (2016).Calidad e inocuidad de la leche cruda en las condiciones actua-les de Cuba. Rev. Salud Animal. Vol.39 (1): 51-61.Ministerio de Agroindustria. (2016). Sistema Integrado deGestión de la Lechería Argentina (SIGLeA). Argentina. Disponibleen URL: https://www.agroindustria.gob.ar/sitio/areas/siglea/.Fecha de consulta: 10 de septiembre de 2019.Philpot, W. N.; Nickerson, S. C. (2002). Ganando la lucha contrala mastitis. Publicado por: Westfalia Surge, Inc. Naperville, IL,USA. p. 28-37.Piñeros Gómez, G.; Téllez Iregui, G.; Cubillos González, A.(2005). La calidad como factor de competitividad en la cadenaláctea. Caso: Cuenca lechera del Alto Chicamocha (Boyacá).Bogotá: Ediciones Hispanoamericanas Ltda.Rodrigues, M. X.; Lima S. F.; Canniatti-Brazaca, S. G.; Bicalho, R.C. (2017). The microbiome of bulk tank milk: Characterizationand associations with somatic cell count and bacterial count. J.Dairy Sci. 100(4): 2536-2552.
Tecnología Láctea Latinoamericana Nº 107 47
INO
CU
IDA
D

INTRODUCCIÓNEl Quesillo es un queso de elaboración artesanal, carac-terístico de la región noroeste de la Argentina. La histo-ria del producto se remonta a la actividad lechera quedesarrollaron los lugareños originarios y los religiososde la comunidad jesuita. Actualmente lo siguen elabo-rando pequeños productores siguiendo recetas culina-rias tradicionales. En la provincia de Tucumán, son muyconocidos los quesillos que se elaboran en el departa-mento Trancas. Tiene amplia aceptación tanto en consu-midores locales como turistas, constituyendo un impor-tante aporte en los ingresos de los productores. Como unqueso especial, fue incorporado al Código AlimentarioArgentino (CAA), por lo que es un producto que requierede un mayor control higiénico-sanitario, cumplimientosen la BPM, comercialización y venta hasta llegar al consu-midor. El proceso de elaboración del quesillo consiste enuna técnica muy laboriosa, realizado sólo por artesanos,en su mayoría mujeres, que han adquirido esta destrezade generación en generación. Involucra fenómenos físi-cos y químicos muy complejos. Se trata esencialmente deun proceso de concentración, a partir de la coagulaciónde la proteína mayoritaria de la leche (caseína) por laacción enzimática (cuajo) u otro coagulante de tipo ácido(Johnson M. y Law B., 2011).
La calidad de la leche cruda es el principal fac-tor determinante de la calidad de los productos lácteos(FAO, 2012), y su composición varía considerablemen-te con la raza de la vaca, el estado de lactancia, alimen-to, época del año, entre otros factores (Galindo S. yPérez Z., 2013).
El quesillo se elabora con leche cruda, la cual se incubanaturalmente en un tiempo variable (4 a 10 hs), depen-diendo de la temperatura ambiente, hasta lograr unaacidificación de 21-28ºD y pH de 6,0-6,2. El tiempo deacidificación se puede acelerar agregando leche acidifi-cada pH 6.0 (3:1), suero o fermentos lácticos específi-cos. Luego se agrega cuajo bovino a una temperaturade 37ºC para lograr la cuajada entre 30-45 minutos.Posteriormente, se hace el corte de la cuajada o liradopara separar la masa quesera del suero, en cuadrospequeños de 1 a 1,5 cm de lado, tratando de mantenerla temperatura en 35°C. El tamaño de los cubos de cua-jada formados es de mucha importancia debido a quede ello depende el contenido final de humedad y durezadel queso. Se deja reposar y se aprecia que el granoempieza a soltar el suero. La cuajada desciende a labase de la tina quedando sumergida en suero, se de-sarrolla la fermentación bajo suero hasta obtener elpunto óptimo de filancia de la masa, la cual va ensayán-dose con pequeños trozos calentándolos en aguacaliente a 80-83ºC hasta conseguir la fundición de lasproteínas que permiten un estiramiento y elasticidadpropia del producto. Se agrega sal al agua caliente paraproporcionar sabor al quesillo. Una vez hilada la cuaja-da se coloca en un mesón de acero inoxidable y se mol-dea con la finalidad de dar a la pasta la forma de lenguade 200 g. Se deja reposar hasta lograr su estabilización(Figura 1).
Durante el calentamiento de la masa se logra lareducción de potenciales patógenos, de allí la importan-cia de la temperatura del agua en el proceso de filanciao hilado. El envasado puede realizarse en bolsas depolietileno, papel film o al vacío y mantenido a una tem-peratura de 3 a 4ºC.
Tecnología Láctea Latinoamericana Nº 10748
INO
CU
IDA
D CALIDAD MICROBIOLÓGICA,OPTIMIZACIÓN DE PRODUCCIÓN YCONSERVACIÓN DE QUESILLO
Lorena Cruz, Dra Martha Nuñez1, Dra Clara Silva2,Bioquímica Norma Porcel2, Dra María Cristina Gaudioso de Allori21CERELA-UNSTA. San Miguel de Tucumán, Tucumán,Argentina.2Cátedra de Bacteriología- FBQF-UNT.San Miguel de Tucumán, Tucumán, [email protected] - crisalloriotmail.com

El producto resultante “Quesillo” posee una textura com-pacta, firme y ligeramente elástica, de color blanco, blan-co-amarillento o amarillento, de acuerdo a la raza bovina.Sus características sensoriales son sabor láctico pocodesarrollado y suave, con olor característico y poco per-ceptible; no pose corteza ni ojos; normalmente se pre-senta en planchas de forma elongada (oval) y plana,pudiendo ser su peso variable (Cisint J. et al., 2002).
Debido a que los consumidores buscan mayorinformación y calidad de los alimentos que adquieren,cobra mucha relevancia analizar su naturaleza, origen ylos procesos tradicionales y artesanales de producciónpor los cuales adquieren sus características específi-cas. Para ajustar los estándares de calidad, la produc-ción de un quesillo seguro debe estar sujeto a contro-les estrictos que protejan la salud del consumidor.
Con el aval de numerosas investigaciones,se considera al estiramiento o filado realiza-do a temperaturas de 80-90 °C como méto-do de reducción y/o inactivación de cargamicrobiana y de tratamiento para mejorar lacalidad sanitaria de quesos. (Caserio etal.,1977; Eckner et al., 1990; Villani et al.,1996; Kim et al., 1998; Silva et al.,1999;Spano et al., 2003; Raimundo et al, 2013). Alestandarizar este producto e incluirlo en elCAA, se jerarquiza y posiciona en el merca-do, favoreciendo la cadena productiva desdeel tambo hasta la venta del producto final.
El objetivo de esta investigación fue 1)evaluar la calidad microbiológica del quesilloque se elabora en Trancas (Provincia deTucumán) en cada una de las etapas del pro-ceso; 2) dar capacitación sobre BuenasPrácticas de Manufactura (BPM) a sus elabo-radores, corroborando las ventajas sobre apti-
tud del producto, posteriores a las mismas; 3) confirmar laefectividad del tratamiento térmico como control microbio-lógico durante el amasado en caliente (filado) usando S.aureus como indicador y 4) evaluar el tipo de envasado quepreserva mejor el producto y la vida de estante.
MATERIALES Y MÉTODOSToma de muestras previa a laimplementación de BPMSe recolectaron de diferentes productores del departa-mento Trancas un total de 31 muestras de quesillos,recién elaborados y refrigerados a 4ºC; muestras deleche recién ordeñada y muestras de las etapas inter-medias de elaboración (cuajada, amasado en caliente,estirado frío). Para los análisis microbiológicos de las
Tecnología Láctea Latinoamericana Nº 107 49
INO
CU
IDA
D
FIGURA 1 - Fases de texturización de la cuajada durantela elaboración de quesillo
TABLA 1 - Criterios microbiológicos según CAA
Caseínas (en submicelas)

muestras de quesillo se tuvo como referencia los pará-metros establecidos por el CAA. Los microorganismosevaluados fueron coliformes totales y fecales,Staphylococcus aureus, detección de Listeria monocy-togenes y Salmonella spp.
Capacitación en BPM e inocuidad de los alimentos Se llevo a cabo una capacitación con respecto a higienepersonal, uso de delantal, cofias y barbijos, higiene delárea de procesamiento, uso de mesadas de acero inoxi-dable, desinfección de los utensilios, riesgos de conta-minación cruzada, adecuada conservación de los pro-ductos lácteos, control de calidad de la leche, controlsanitario del ganado, uso de un espacio exclusivo parala elaboración del producto. Luego de la capacitación se
recolectaron 38 muestras yse aplicaron los mismoscontroles microbiológicosdescripto en el punto ante-rior para observar el resulta-do de las mejoras aplicadasdurante las elaboraciones.
Efectos de la temperaturade hilado de la masa sobrela calidad microbiana delproducto, usando comoindicador Staphylococcusaureus ATCC 25923La leche cruda se inoculócon Staphylococcus aureusATCC 25923 a concentracio-nes de 102 y de 105 UFC/ml(Tina 1 y Tina 2). En ambasmuestras se adicionó fer-mento láctico (107 ufc/ml)(1%), cuajo (en cantidadsuficiente para lograr la coa-gulación a los 40 min). Serealizó el lirado de la cuajaday se mantuvo una fermenta-ción bajo suero a 35-37ºCpor 4h. Al cabo de éste tiem-po se colocó la cuajada enagua con sal (salmuera satu-rada) a 80-85°C, durantetres minutos y se estiró lamasa para obtener el quesi-llo en su forma característi-ca. Para el control de sobre-vida de S. aureus y de lasBacterias Acido Lácticas
(BAL) se utilizó el método de recuento de UFC/gr pordiluciones sucesivas utilizando Baird-Parker Agar comomedio de cultivo para S. aureus y MRS agar para BAL.Se tomaron muestras a las 2 y 4 h durante la fermenta-ción y en el producto terminado a tiempo cero y 24 hspost elaboración.
Control microbiológico de vida útil segúnenvase utilizadoSe llevó a cabo el control microbiológico según norma-tiva del C.A.A. de los quesillos elaborados por produc-tores según el envase utilizado: polietileno, papel film oenvasado al vacío. Todos se conservaron a una tempe-ratura de 3-4ºC durante 15 y 30 días.
Tecnología Láctea Latinoamericana Nº 10750
INO
CU
IDA
D FIGURA 2 - Control microbiológico de muestras de leche y etapas intermedias deelaboración de quesillos previo a la implementación de BPM
FIGURA 3 - Control microbiológico de muestras de leche y etapas intermedias deelaboración de quesillos posterior a la implementación de buenas prácticas demanufactura

RESULTADOSControl microbiológico de las muestras de quesillosque se realizaron antes y post capacitación en BPMLas primeras 31 muestras de quesillos analizadas fue-ron consideradas no aptas para el consumo humanopuesto que los recuentos fueron superiores de los esta-blecidos por el CAA (Figura 2). Si bien en ninguna delas muestras se detectó Salmonella sp ni Listeriamonocytogenes en 25 g, el 48% mostró valores supe-riores a los establecidos para S. aureus y el 16% de lasmuestras reveló valores más altos para coliformesfecales. En las 38 muestras de quesillos recolectadasposteriormente a la capacitación de BPM, los controlesmicrobiógicos obtenidos mostraron mejor aptitud delos productos (Figura 3).
Los porcentajes de las muestras aptas previosy posteriores a la aplicación de las BPM se presentan enla tabla 2.
Efectividad del tratamientotérmico durante el amasado en caliente(filado) usando S. aureuscomo indicadorEn la tina inoculada con S.aureus a la concentraciónde 102 UFC/ml, los recuen-tos mostraron una disminu-ción de 1 log a las 2 h y 2log a las 4 h pos-fermenta-ción. En la Tina inoculadacon S aureus a la concentra-ción de 105 UFC/ml, losrecuentos mostraron unadisminución de 1 log a las 2y 4 h post-fermentación. Laacción del calor a 85ºCdurante tres minutos a lacual es sometida la cuajadapara lograr la filancia produ-jo la eliminación del 100%de S. aureus (Figura 4),mientras que la viabilidad delas bacterias lácticas no seafectó por el calor. La fer-mentación bajo suero dismi-nuye el desarrollo del pató-geno por acción del ácidoláctico, pero la acción del
calor elimina en un 100% a S. aureus considerándose aeste tratamiento equivalente a un proceso de pasteuri-zación que asegura la inocuidad del quesillo.
Vida útil del quesillo según tipo de envase utilizado Para verificar la forma óptima de conservación se tuvoen cuenta el tipo de envases: bolsas de polietileno,papel film y envasado al vacío, que son los tres méto-dos que emplean los productores. Se realizaron contro-les microbiológicos de las muestras de quesillos reco-lectadas tanto antes como después de la capacitaciónsobre BPM. Luego de almacenamiento durante 15 díasy 30 días se verificaron los resultados que se presentanen las figuras 5 y 6.
Tecnología Láctea Latinoamericana Nº 107 51
INO
CU
IDA
D
FIGURA 4 - Resultados de la evaluación del calentamiento de la masa como método de pasteurización del quesillo
TABLA 2 - Porcentaje de muestras aptas pre y post capacitación en BPM

DISCUSIÓN Y CONCLUSIONESLos análisis microbiológicos de los alimentos son unaherramienta eficaz para establecer la calidad higiénico-sanitaria de un producto y de su proceso de elabora-ción. La interpretación adecuada de los resultados delaboratorio debe conducir a establecer si el alimento esapto o no para su consumo, tomando en cuenta los cri-terios microbiológicos que determinan la norma sanita-ria para el producto.
Díaz et al. (2013) en una investigación realiza-da en provincia de Trujillo (Perú) encontraron 3,3% deL. monocytogenes en 60 muestras analizadas de quesi-llo. Barancelli et al. (2011) reportaron quesos produci-dos en Brasil con un 3,4%. Moscalewski et al. (2008)
encontraron un 6,7% de L.monocytogenes en quesoselaborados en el mismo país.En este trabajo en el 100%de las muestras se registróausencia de Salmonella spp.y de L. monocytogenes,coincidiendo con las exigen-cias del CAA.
Los estudios indicanla necesidad de implementarmedidas higiénicas y sanita-rias estrictas para disminuir elriesgo que representa la pre-sencia de estos patógenospara la salud en poblacionesde riesgo como lo son lasembarazadas, adultos mayo-res, niños, y personas inmu-nosuprimidas cuando ingie-ren alimentos listos para elconsumo, como es el quesillo(Lianou A. y Sofos J., 2007).
Raimundo et al.(2013) evaluaron la eficaciadel filado en la reducción depatógenos, en comparacióncon la pasteurización de laleche, el cual es el métodooficial para garantizar la apro-bación de quesos seguros.La leche de búfala utilizada enel citado estudio fue contami-nada con Mycobacterium for-tuitum, L. monocytogenes,Salmonella typhimurium y S.
aureus. Parte de esa leche fue empleada en la fabricaciónde la mozzarella y otra parte fue sometida a la pasteuriza-ción lenta. Después de estos procesos todos los patóge-nos fueron cuantificados (filado de la mozzarella y pasteu-rización de la leche) encontrándose que, en las condicio-nes de este estudio, el estiramiento de la masa de mozza-rella fue más eficiente que la pasteurización de leche en lareducción de L. monocytogenes, Mycobacterium fortui-tum, y S. typhimurium, pero menos eficaz en la elimina-ción de S. aureus.
Kennedy et al. (2005) determinaron queStaphylococcus aureus es más termotolerante que Listeriamonocytogenes y otras bacterias presentes en alimentos,por ello puede utilizarse como microorganismo indicadoren el diseño de tratamientos térmicos para alimentos.
Tecnología Láctea Latinoamericana Nº 10752
INO
CU
IDA
D FIGURA 5 - Control microbiológico de quesillos conservados durante 15 díasen heladera previa a la aplicación de las BPM
FIGURA 6 - Control microbiológico de quesillos conservados durante 15 y 30 díasen heladera posterior a la aplicación de las BPM

En el control microbiológico de las muestras analizadasantes de la capacitación y aplicación de las BPM sepudo verificar que solo un 23% de las mismas cumplí-an con los requisitos microbiológicos permitidos por elCAA (las cuales fueron consideradas como aptas parael consumo humano).
La capacitación de los productores para laimplementación de las BPM fue determinante para quesus productos sean inocuos. Por medio de la imple-mentación de las BPM aumentó de 23 al 68% el por-centaje de los quesillos que cumplían con los paráme-tros establecidos por el CAA y fueron consideradascomo seguros para el consumo.
Se determinó que el tiempo de vida de estantedel quesillo estuvo en un rango comprendido entre 15-20 días en envasado al vacío, estableciendo que esta esla mejor forma de conservación.
Se pudo corroborar en el laboratorio que elcalentamiento a 85°C durante tres minutos eliminatotalmente la carga de S. aureus en concentraciones de102 y 105 UFC/ml. Se pudo evidenciar que los controlesde fermento en el ensayo mostraron que este permane-ce viable pos-calentamiento.
Con los resultados obtenidos, se justifica quese puede trabajar con leche cruda ya que en la etapa delcalentamiento de la masa se logra la “pasteurización”.
BIBLIOGRAFÍABarancelli, G; Camargo, T; Reis, C; Porto, E; Hofer, E; Oliveira,C. (2011). Incidence of Listeria monocytogenes in cheeseManu-facturing Plants fron the Northeast Region of SaoPaulo,Brazil. Revista J Food Prot., Vol. 74 (Núm. 5), Pág. 9-816. Caserio, G.; Senesi, E.; Forlani, M.; Emaldi, G.(1977)Condizioni igieniche delle Mozzarelle in rapportoalla tecnologia di produzione. L'Industria del latte, v.2,p.19-39, Cisint, J C; Oliszewski, R; Vercellone, M; Núñez de Kairúz, M.(2002). Quesillo, queso artesanal del Noroeste Argentino:Fabricación tradicional con leche cruda vs leche pasteurizada.IX Congreso Argentino de Ciencia y Tecnologia de losAlimentos.Código Alimentario Argentino. Ministerio de Salud yDesarrollo Social/Salud/ANMAT. Capítulo VIII. Artículos: 553al 642 - Alimentos Lácteos. Actualizado al 3/2019.Díaz, M; Chávez, M; Sauceda E. (2013). Listeria monocytoge-nes in fresh milk and cheese as a vehicle for transmtting
human listeriosis in the Province of Trujillo.Peru. RevistaCien. Tecnol, Vol. 9 (Núm. 2), Pág. 23-38. Eckner, K.F.; Roberts, R.F.; Strantz, A.A.; Zottola, E.A.(1990) Characterization and behavior of Salmonella javia-na during manufacture of mozzarella type cheese. J. FoodProt v 53, p.461-464.FAO (Organización de las Naciones Unidas para laAlimentación y la Agricultura) y Federación Internacional de laLeche (FIL). 2012. Guía de buenas prácticas en explotacioneslecheras. Directrices FAO: Producción y Sanidad Animal No.8, Roma.Galindo, S W; Pérez, Z D. (2013). Estandarización y elabora-ción de queso crema con adición de los solidos del lactosue-ro e inoculado con Lactobacillus.Johnson, M; Law, B A. (2011). The fundamentals of cheeseTechnology (2da ed.). Reino Unido: Editorial Wiley Blackwell.Kennedy, J; Blair, I; McDowell, D; Bolton, D. (2005). An inves-tigation of the thermal inactivation of Staphylococcus aureusand the potential for increased thermotolerance as a result ofchilled storage. Journal of applied Microbiology, Vol. 99(Núm. 5), Pág. 35-1229. Kim, J.; Schmidt, K. A.; Phebus, R..; Jeon, I.J. 1998.
Time and temperature of stretching as critical control pointsfor Listeria monocytogenes during production of mozzarellacheese. J. Food Prot., v.61, p.116-118, 1998.Lianou, A; Sofos, J. (2007). A Review of incidence andTransmission of Listeria monocytogenes in ready-to-EatProducts in Retail and Food Service Environments. Revista JFood Prot., Vol. 70 (Núm. 9), Pág. 2172-2198. Moscalewski, W; Da Silva, P; Bastos, C; Pontarolo, R. (2008).Ocurrence of Listeria monocytogenes in cheese and icecream product in the State of Parana, Brazil. Revista J PharSc., Vol. 44 (Núm. 2), Pág. 95-289. Oliszewski, R; Cisint, J C; Vercellone, M T; Núñez de Kairúz,M S;. (2003). Caracterización y Estudio de Inocuidad delQuesillo, Queso Regional del Noroeste Argentino.Raimundo, R; Travaglini, G; Souza, K; Starikoff, S; Sanches,O; Souza, S; Balian, E. (2013). Methods for thermal inactiva-tion of pathogens in mozarella a comparison between stret-ching and pasteurization. Revista Arq. Bras. Med. Vet.Zootec., Vol. 65 (Núm. 2), Pág. 582-588. Silva, E.O.T.R.; Panetta, J.C.; Ishizuka, M.M. 1999 Efeitomicrobiocida da fase de filagem durante a fabricação de“mozzarella” elaborada com leite cru de búfala. Rev. Hig.Aliment.,v.13, p.28-34, 1999.Spano, G.; Goffredo,E.; Beneduce, L. et al (2003). Fate ofEscherichia coli O157:H7 during the manufacture of mozza-rella cheese. Lett. Appl. Microbiol., v.36, p.73-76.Villani, F.; Pepe, o.; Mauriello, G.; Moschetti, G. et
al (1996); Behavior of Listeria monocytogenes during thetraditional manufacturing of water buffalo Mozzarellacheese. Lett. Appl. Microbiol., v.22, p.357-360, 1996.
Tecnología Láctea Latinoamericana Nº 107 53
INO
CU
IDA
D
Revistas online
www.publitec.com

AGRINEACostanera sur 5358 (3300) Posadas – Misiones - ArgentinaTel.: (54 376) [email protected] [email protected] www.agrinea.comServicios de asesoramiento y provisión de herramientas de diagnóstico y control para la seguridad alimentaria, acompañan a pro-ductores de materias primas, de alimentos,raciones y de bebidas, así como universida-des,organismos gubernamentales y laboratoriosanalíticos.
AMGMaipú 1300 - Piso 4 (C1006ACT) Buenos Aires – Arg.Tel.: (54 11) 4314-4100 Fax: (54 11) [email protected] – www.amg.com.arElaboramos aditivos para laindustria alimentaria. Premezclas para for-tificación de alimentos, bebidas,Suplementos y fórmulas infantiles, entreotros. Enzimas, levaduras, conservantesbiológicos y fibras. Calidad, conocimiento einnovación son nuestros pilares de creci-miento.
ASEMA S.A.Ruta Provincial Nº 2 al 3900 (Km 13) (3014) Monte Vera Santa Fe – Arg.Tel.: (54 342) 490-4600 LRFax: (54 342) [email protected] www.asema.com.ar
Asesoramiento, diseño y fabricación de equipos para la industria ali-mentaria, transportes sala de despostes yempaque. Tanques sanitarios.Intercambiadores de calor. Tecnología enconcentración y secado. Túneles de conge-lado I.Q.F.
AUTCON SRL Montiel 1004 - 1006 (C1408) CABA - ArgentinaTel.: (54 11) 2051-3370 / 2071-7157
[email protected]; [email protected]; www.autcon.com.ar Distribuidores y service oficial DanfossDrive. Importadores y representantes exclu-sivos HNC Electric. Variadores de frecuen-cia . Arranques suaves . Filtros activos ypasivos . Línea Industrial / Frío Danfoss .HMI (pantallas). Servos PLC . Reductores planetarios . HNCElectric
BIA CONSULT S.R.L.Av. Pueyrredón 2488 PB “B”(C1119ACU) CABA – ArgentinaTel: (54 11) [email protected] argentina que brinda soluciones tecnológicas y deingeniería a la agroindustriaalimenticia con la provisión delíneas de procesos, insumos e ingredientes.Servicio técnicoespecializado.
BUSCH ARGENTINASto. Domingo 3078 CABA - ArgentinaTel.: (54 11) 4302-8183 Fax: (54 11) [email protected] / www.busch.com.arBombas y sistemas de vacío para envasado.
CARBOFARMACulpina 3641 (1437) CABA – Arg.Tel: (54 11) 4918-2677 / [email protected] CALCIO calidad “GMP” paraconsumo humano, uso farmacéutico y alimenticio para harinas, lác-teos, chocolates, caramelos, panificados y otros.
CARMAT S.H.Belgrano 96 (S3017AEB)San Carlos Sud - Santa Fe – Arg.Tel./Fax: (54 3404) 421665/[email protected] www.carmat.com.ar
Envasadoras automáticas y semiautomáticas - mezcladoras -ralladores de quesos, secadoras lecho flui-do – zarandas – trozadoras de quesos, lava-doras moldes y bandejas – lavadoras de quesos –túnelesde termo contraído – picadoras de quesos y carnes – pailas de reelaboración de quesos – cintastransportadoras – desarrollo de equipos.
CHR HANSEN ARGENTINA SAICCecilia Grierson 422, 4° piso1107 Buenos Aires – Argentina Tel: +54 11 [email protected];www.chr-hansen.com Cultivos y colorantes que mejoran la calidadde los alimentos y la salud de las personasen todo el mundo.
CICLOQUIMICABlanco Encalada 5328 1° piso (C1431CDT)CABA – ArgentinaTel.: (54 11) 4523-8448 / [email protected] www.cicloquimica.com
Empresa líder en comercialización de mate-rias primas de alta calidad para la industriaalimentaria. Proveedores de antioxidantes,carrageninas, derivados de celulosa, fosfatos, gomas, pectinas, proteínas, emulsionantes, humectantes, entre otrosproductos.
DESINMEC INGENIERIA S.A.Ruta Nº 6 KM 27,7 (3017) San Carlos Sud - Santa Fe - Arg.Tel.: (54 3404) [email protected];www.desinmec.com.arAsesoramiento y desarrollo de máquinas especiales a medida para enva-sado y empaque en industria alimentaria, láctea, frigorífica,laboratorios y agroquímica.
DIAGRAMMA S.A.BIOTECNOLOGIA INDUSTRIALSan Lorenzo 1055 (3000)
AlimentariaForo de Capacitación
Indice Alfabético
AlimentariaForo de Capacitación
®
Guía de P roveedores Anunc iantes
54

AlimentariaForo de Capacitación
✔ Guía de Proveedores Anunciantes
®
AlimentariaForo de Capacitación
55
AlimentariaForo de Capacitación
Santa Fe – ArgentinaTel./Fax 342-4584245 [email protected] nacional de Biotecnologíaque desarrolla y fabrica productos de altovalor agregado para el mercado nacional y de exportación. Cultivospara la Industria Láctea y Cárnica, ensilados,prebióticospara uso humano y animal y colorantes naturales.
DIVERSEY DE ARGENTINA SAAv. Bernabé Marquez 970 (B1682BAQ) VillaBosch Buenos Aires - ArgentinaTel.: (54 11) 4842-8200 / 0810-HIGIENE (4444363)[email protected] www.diversey.com Fabricantes de tecnologías de limpieza ehigiene profesional para la industria de ali-mentos y bebidas, hotelera, hospitalaria ylavanderías. Representantes de máquinas Taski enArgentina.
FID INTERNATIONAL SRLHipólito Vieytes 410, Villa Martelli (B1603BVJ) Pcia. Buenos Aires – ArgentinaTel: (54 11) [email protected] Prima para productos lácteos. Antimicrobianos. Carrageninas.Emulsionantes y Estabilizantes. Cultivos yHongos. Gomas y Sistemas. Pectinas.Edulcorantes. Enzimas.
FRIO RAF S.A.Lisandro de la Torre 958 (S2300DAT)Rafaela Santa Fe - ArgentinaTel. (54 3492) 432174 -Fax. (54 3492) [email protected] – www.frioraf.com Refrigeración Industrial, experiencia como mayor capital. Tecnologíaen equipamiento ycapacitación. Servicio como fuerza de ven-tas, calidad como síntesis absoluta.GEA GROUPArias 3751 Piso 4 (C1430)CABA - ArgentinaTel: (+54 11) 5299- 8295 [email protected]; [email protected] Group es uno de los mayores provee-dores para la industria alimentaria y sectoresde procesos.
HIXWER ARGENTINABenito Lynch 479 (B1618)Troncos de Talar - Bs As - ArgentinaTel.: (54 11) [email protected]; www.hixwer.comContribuimos a simplificar losprocesos de análisis de laboratorio y filtra-ción industrial
INDUSTRIAS DGCalle San Juan y Ruta Nac. Nº 34 Parcela 13 Pque. Industrial Sunchales (2322) Sunchales - Santa Fe - Arg.Tel./ Fax: (54 3493) 421741/[email protected],www.danielgenta.com Fábrica de máquinas para embalajes.
INGENIERO LÓPEZ Y ASOCIADOS S.R.L.Lote 178 Pque Ind. Sauce Viejo (3017)Santa Fe - ArgentinaTel./Fax: (54 342) 4995535/[email protected] / ww.ilasrl.com.arAsesoramiento para la ind. láctea.Representante en Argentina: SALES FUNDENTES JOHA, Alemania; CUAJOS MILAR. Recubrimientos para que-sos con y sin funguicida Domca, España,DANISCO, PREMA, Venta de insumos engeneral.
INGREDIENTS SOLUTIONSAdministración: J. A. Cabrera 3568 Piso 1(C1186AAP) CABA - Arg.Tel.: (54 11) 4861-6603 / 4966-2245Planta: Int. Lumbreras 1.800 (ex Ruta 24), Parcela 13 Pque. Industrial Gral. RodríguezTel.: (54 237) 465417/636/634/[email protected] www.ingredients-solutions.com Desarrollo de soluciones para la industria alimentaria. Agentes de batido,estabilizantes Tailor Made, preservantes yantioxidantes naturales, colorantes naturales. Fosfatos,agentes de textura, deshidratados, encapsulantesespeciales. Premezclas y vitaminas TailorMade, entre otros ingredientes.
IONICSJosé Ingenieros 2475 (B1610ESC) Bº Ricardo Rojas – Tigre - ArgentinaTel.: (54 11) 2150-6670 al [email protected] www.ionics.com.ar Ionización gamma de: Alimentos -Agronómicos - Nutracéuticos -
Farmacéuticos - Cosméticos - Dispositivosmédicos - Veterinarios - Domisanitarios.
IP INSUMOS PATAGONIA SRLAv. Argentina 6625(C1439HRG) CABATel.: 54 11 4686-5299 / [email protected] Proteínas, Carrageninas, Fosfatos,Conservantes y sistemasfuncionales para la industria alimentaria.
JORVIC SAAv. Quaranta 1030 (2681)Etruria – Prov. Córdoba Tel.: (0353) 4920-290 / [email protected] www.jorvicsa.com Equipamientos para la industria láctea.
KUAL S.A.J A ALVAREZ 443 (2300)RAFAELA - SANTA FE ARGENTINATel.: [email protected] y multimoldes microperforados para la elaboracion deQuesos de pasta semi dura y dura.Faceras de acidificación. Columnas demoldeo Moldes y multimoldes para la elaboración de quesos de pasta blanday fundido
LABCO - LABORATORIO DE CONTROL SATte. Gral. Guido 1095 (1708)Morón – Bs. As. – ArgentinaTel.: (54 11) 4483-4494 /97 ó [email protected] www.labco.com.arServicios para la industria alimentaria. Análisis de contaminantes, aguas de consumo. Controlde calidad en alimentos.
LODRAAv. Pte. Perón 387 Lomas de Zamora – Bs. As. - Arg.Tel.: (54 11) 4282-8200 4282-7355/ 70754282-6966/[email protected] - [email protected] www.lodra.com.ar Empresa argentina especializada enimportación, exportación, distribución ycomercialización de materias primas para laindustria alimentaria.

AlimentariaForo de Capacitación
✔ Guía de Proveedores Anunciantes
®
56
AlimentariaForo de Capacitación
SANTANA INGREDIENTESLibertad 2259 (B1640GFC) Martínez Pcia. Bs. As. – ArgentinaTel.: 0810 [email protected] Antimicrobiano Natural paraproductos lácteos.
SIMES S.A.Av. Facundo Zuviría 7259 (3000) Santa Fe - ArgentinaTel.: (54 342) 489-1080/ 400-0156 Fax: (54 342) [email protected] -www.simes-sa.com.arMáquinas para la ind alimentaria, farmacéutica, cosmética y química.Homogeneizadores de pistones alta presión. Mezcladores sólidos -líquidos.
TESTO ARGENTINA SAYerbal 5266 4º Piso(C1407EBN) CABA - Argentina Tel.: (54 11) 4683 -5050Fax: (54 11) [email protected] Instrumentos de medición para la verificación y monitoreo decalidad de los alimentos.
VALMEC SAStephenson 2830 (B1667AKF)Tortuguitas – Bs. As. - ArgentinaTel.: (54 3327) 45 2426/ 45 2427 [email protected] [email protected] www.valmec.com.arInnovación y tecnología para el control de fluidos. Soluciones en válvulaspara la industria alimenticia y otrasindustrias.
VICTORY LIMPIEZA PROFESIONALMarco Polo 4747 (1678)Caseros – Bs. As. – ArgentinaTel.: (54 11) 4759 - [email protected] Líderes en el desarrollo e implementación deprogramas de limpieza y Desinfección.Elementos profesionales para sanitización deindustrias y locales gastronómicos.
VMC REFRIGERACIÓN S.A.Av. Roque Sáenz Peña 729(2300) Rafaela Santa Fe – ArgentinaTel.: (54 3492) 43-2277 / [email protected] -www.vmc.com.ar Soluciones en refrigeraciónindustrial. Instalación de proyectosfrigoríficos “llave en mano”.
AlimentariaForo de Capacitación
StaffIndice de AnunciantesASEMA 47
BUSCH 31
CARMAT 8
CHR. HANSEN RT
CIVIAIR T
DESINMEC 11
FID 33
FITHEP CENTRO CT
FRÍO RAF 29
GEA 1
ING. LÓPEZ 9
INGREDIENTS SOLUTIONS 25
J DULUC 7
JORVIC 31
KUAL 23
LÓPEZ INGENIERÍA 11
SIMES 16
SIPEA RCT
TESTO 27
VICTORY LIMPIEZA 10
Di rec tor: Nés tor E. Ga li bertDi rec to ra Edi to rial: Prof. Ana Ma ría Ga li bertRelac. Internac.: Prof. M. Cris ti na Ga li bertDi rec ción Técnica: M.V. Néstor Galibert (h)
Di rec ción, Re dac ción y Ad mi nis tra ciónPublitec S.A.:Av. Honorio Pueyrredon 550 - Piso 1(1405) CABA - ARGENTINATel.: +54 11 6009-3067info@publitec .co m.arwww .pu bli tec .com.ar www.fithep-expoalimentaria.com
C.U.I.T. N° 30-51955403-4
Esta revista es propiedad de Publitec S.A.E.C.Y.M.
Propiedad Intelectual: 47937323
Impresión: GRA FI CA PINTER S.A.Diógenes Taborda 48/50 (C1437EFB) C.A.B.A.Tel .: (54 11) 4911-1661 - [email protected] m.ar
Publitec es miembro de:
Revistas online en: www.publitec.com
Octubre 2019