Asme.b31.1.2007 español
63
ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
-
Upload
lizeth-perez-aquino -
Category
Engineering
-
view
3.955 -
download
6
Transcript of Asme.b31.1.2007 español

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
CONTENIDOS
Prólogo vi
Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . x
Resumen de los cambios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xii
Ámbito de aplicación del capítulo I y definiciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
100 General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Capítulo II Diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Parte 1 Condiciones y Criterios. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
101 Condiciones de diseño . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
102 Criterios de .diseño . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Parte 2 Presión de Diseño de Componentes de tubería . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
103 Criterios de Presión de Diseño de Componentes de tubería . .. . . . . . . . . . . . . . . . . . . . . . . . . . 16
104 Presión de diseño de los componentes . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Parte 3 Selección y Limitaciones de los Componentes de tubería . . . . . . . . . . . . . . . . . . . . . . . 29
105 Tuberías. ... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
106 accesorios, curvas e intersecciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
107 Válvulas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
108 tuberías Bridas, Blanks , bridas Revestimientos , juntas y tornillería . . . . . . . . . . . . . . . . . . . . . . 32
Parte 4 Selección y Limitaciones de tuberías Articuladas . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
110 Tuberías articuladas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
111 uniones soldadas . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
112 uniones embridadas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
113 Articulaciones expandidas o laminadas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
114 Uniones roscadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
115 Uniones flared , Flareless y Juntas a compresión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
116 Uniones bell end . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
117 Soldadura fuerte y uniones soldadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
118 sleeve coupled y otras articulaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Parte 5 de expansión , flexibilidad y Pipe elemento de soporte . . . . . . . . . . . . . . . . . . . . . . . . . 39
119 Ampliación y Flexibilidad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
120 Cargas en Elementos de tuberías de apoyo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
121 Diseño de elementos de apoyo de tuberías . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Parte 6 Sistemas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
122 Requerimientos de Diseño en materia de Sistemas de Tuberías específicas. . . . . . . . . . . . . . . 46
Capítulo III Materiales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . 61
123 Requisitos Generales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
124 Limitaciones de Materiales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
125 Materiales aplicados a elementos diversos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Capítulo IV Requisitos dimensionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
126 Especificaciones de Materiales y Normas para componentes de tubería
estándar y no estándar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Capítulo V fabricación, montaje y erección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
127 Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
128 Soldadura fuerte y Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
129 curvado y conformado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
130 Requisitos para la fabricación y colocación soportes de tubería . . . . . . . . . . . . . . . . . . . . . . . . 82
131 Precalientamiento de Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
132 Tratamiento térmico después del soldeo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
133 Estampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
135 Ensamble . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
Capítulo VI de inspección, examen y pruebas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
136 Inspección y Fiscalización. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
137 Pruebas de presión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
Capítulo VII de Operación y Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
138 General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
139 Procedimientos de Operación y Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
140 Evaluación del estado de CPS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
141 Registros de CPS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
Figuras
100.1.2 (A) Código jurisdiccional para límites de Tubería – Flujo forzado de vapor
Generador With No Steam fijo y el conducto de agua . . . . . . . . . . . . . . . . . . . . . 2
100.1.2 (B) Límites jurisdiccionales Código para Tubería - tambor -tipo Calderas . . . . . . . . . . . . 3
Límites 100.1.2 (C) Código jurisdiccionales para Tubería - Spray- Tipo de atemperadores . . . . . 4
102.4.5 Nomenclatura para Pipe Bends . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
104.3.1 (D) Refuerzo de conexiones de ramales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
104.3.1 (G) Outlets Blindada extruidos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
104.5.3 Tipos de Blanks Permanentes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
104.8.4 Corte transversal resultante Momento de Carga. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
122.1.7 (C ) Típico Válvulas Globo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
122.4 Disposición Atemperador Esquema . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
127,3 soldadura a tope de Componentes de tubería con desalineación interna . . . . . . . 73
127.4.2 Soldadura End Transición - Máxima Envelope . . . . . . . . . . . . . . . . . . . . . . . . 74
127.4.4 ( A) Tamaño Soldadura de filete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
Detalles 127.4.4 (B ) de soldadura para Slip -On y Socket- soldadura Bridas ; algunos
Aceptable Tipos de soldaduras de fijación de la brida. . . . . . . . . . . . . . . . . . . . . . . 77
127.4.4 (C) Mínimo soldadura Dimensiones requeridas para el zócalo de soldadura
Componentes distintos de Bridas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
127.4.8 ( A) TypicalWelded Rama ConnectionWithout adicional
Refuerzo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
127.4.8 (B ) Conexión típica rama soldada con refuerzo adicional . . . . . 77
127.4.8 (C ) Conexión típica rama angular soldada Sin Adicional
Refuerzo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
127.4.8 (D) Algunos tipos aceptables de soldado Branch adjuntos Detalles
Mostrando Soldaduras mínimo aceptable . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
127.4.8 ( E) Conexiones típicas Branch completa penetración de la soldadura para NPS 3 y
Semiacoplamientos más pequeñas o adaptadores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
127.4.8 (F ) Típico Conexión Penetración Weld rama parcial para NPS 2 y
Accesorios pequeños . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
135.5.3 uniones roscadas típicas Uso de hilos rectos . . . . . . . . . . . . . . . . . . . . . . . . 90
Tablas
102.4.3 Factores de Eficiencia en uniones Longitudinales soldados. . . . . . . . . . . . . . . . . . . . . . . . 14
102.4.5 Espesor de curvas permitido . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
102.4.6 ( B.1.1 ) Máximo Nivel de gravedad para fundición de espesor de 41/2”
( 114 mm) o menos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
102.4.6 ( B.2.2 ) Máximo Nivel de gravedad para fundición de espesor superior a 41/2”
( 114 mm). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
104.1.2 ( a) valores para y. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
112 Requerimientos de empernado tubería brida ,cara y junta. . . . . . . . . . . . . . . 34
114.2.1 Limitaciones para juntas roscadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
121.5 Espaciado de soportes de tuberías sugerida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
121.7.2 ( A) Capacidad de Carga de roscado ASTM A 36 , A 575 y A 576 de acero al
carbono laminado en caliente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
122.2 Presión de diseño para válvulas de alivio /válvulas BEP de purga
de tuberías de procesos.. . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
122.8.2 (B) Requisitos de espesor mínimo de pared para Tuberías de fluidos tóxicos. . . . . . . . . 58
126.1 Especificaciones y Estándares. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
127.4.2 Refuerzo circunferencial y longitudinal de soldaduras a tope . . . . . . . . . . . . . . . . . . . 75
129.3.2 aproximados temperaturas más bajas críticos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
132 Tratamiento térmico después del soldeo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
132.1 Requisitos alternativos de tratamiento térmico después del soldeo de carbono y
Aceros de baja aleación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
136.4 Mandatorio de exámenes no destructivos mínimos aplicables a soldaduras a presión
o soldaduras a componentes de retención de presión . . . . . . . . . . . . . . . . . . . 93
136.4.1 Imperfecciones de soldadura que indican los distintos tipos de exámen . . . . . . . . . 94
Apéndices obligatorios
A Tabla A- 1, Acero al carbono . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
Tabla A- 2, Acero bajo de aleación intermedio . . . . . . . . . . . . . . . . . . . . . . 114
Tabla A- 3, Aceros Inoxidables . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . 126
Tabla A- 4, níquel y aleaciones de alto níquel . . . . . . . . . . . . . . . . . . . . . . 160
Tabla A- 5, Hierro fundido. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172
Tabla A- 6, Cobre y aleaciones de cobre . . . . . . . . . . . . . . . . . . . . . . . . . . . 174

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Tabla A- 7, Aluminio y aleaciones de aluminio . . . . . .. . . . . . . . . . . . . . . . . 178
Tabla A- 8, Temperaturas 1200 ° F y más . . . . . . . . . . . . . . . . . . . . . . . . . . 186
Tabla A- 9, Titanio y aleaciones de titanio . . . .. . . . . . . . . . . . . . . . . . . . . . . 192
B Tabla B- 1, Datos de expansión térmica. . . . . . . . . . . . . . . . . . . . . . . . . . 197
Tabla B- 1 (SI), Datos de expansión térmica. . . . . . . . . . . . . . . . . . . . . . . . . 200
C Tabla C- 1, Módulos de elasticidad para materiales ferrosos . . . . . . . . . . 204
Tabla C- 1 (SI), módulos de elasticidad para materiales ferrosos . . . . . . . . 205
Tabla C- 2 , módulos de elasticidad para materiales no ferrosos .. . . . . . . . . 206
Tabla C- 2 (SI), módulos de elasticidad para materiales no ferrosos . . . . . 208
D Tabla D- 1, Flexibilidad y factores de multiplicación estrés . . . . . . . . . . . . 210
Gráfico D- 1, factor de flexibilidad , k, y el Estrés Factor de Intensificación ,i 214
Gráfico D- 2, factor de corrección, c. . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . 215
La figura. D- 1, conexión Poder Dimensiones . . . . . . . . . . . . . . . . . . . . . . . 216
F Normas de Referencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 217
G Nomenclatura. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 220
H Preparation de Consultas Técnicas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 227
J El control de calidad for Calefacción tuberías externas (BEP ) . . . . . . . . . . 228
Apéndices no mandatorios
II Normas para la Formulación de Instalaciones válvula de seguridad.. . . . . . . 230
III Normas para no metálicos Tuberías y tuberías forradas con no metales . . . 250
IV Control de Corrosión de ASME B31.1 Sistemas de tuberías de alimentación 269
V Práctica Recomendada para la operación , mantenimiento y
La modificación de los sistemas de tuberías de alimentación . . . . . . . . . . . . . 273
VI Aprobación de Nuevos Materiales . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . 284
VII Procedimientos para el Diseño de Restrained metro de tubería . . . . . . . . . . . . 285
Index. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
PRÓLOGO
La filosofía general que subyace a este Código de tubería de alimentación es paralela a las disposiciones de la Sección I, Power Boiler, del Código ASME para calderas y recipientes a presión, ya que se pueden aplicar para sistemas de tuberías de alimentación. Los valores de tensión permisibles para las tuberías de alimentación son generalmente consistentes con los asignados para las calderas de potencia. Este Código es más conservador que algún otro código de cañerías, lo que refleja la necesidad de una larga vida útil y la máxima fiabilidad en las instalaciones de la central eléctrica.
El Código de tuberías de alimentación redacción actual no diferencia entre el diseño, la fabricación,
y los requisitos de erección para sistemas críticos y no críticos de tuberías, a excepción de cierta tensión, cálculos y ensayos no destructivos obligatorios de las soldaduras de pared gruesa, aplicaciones alta temperatura.
El problema en cuestión es tratar de alcanzar un acuerdo sobre la forma de evaluar la criticidad y para evitar la inferencia de que los sistemas no críticos no requieren competencia en el diseño, fabricación, y la erección. Algunos de estos niveles de días de la calidad pueden ser definible, de modo que la necesidad de los muchos se pueden superar diferentes códigos de tuberías.
Hay muchos casos en que el Código sirve para advertir a un diseñador, fabricante o montador contra
posibles dificultades; pero el Código no es un manual, y no puede sustituir a la educación, la experiencia, y buen juicio de ingeniería.
Apéndices no obligatorios se incluyen en el Código. Cada uno contiene información sobre un determinado tema, y se mantiene al día con el Código. Aunque está escrito en un lenguaje obligatorio, éstos Apéndices se ofrecen para su aplicación a discreción del usuario.
El Código nunca pone intencionalmente un límite máximo en el conservadurismo. Un diseñador es libre de especificar requisitos más rígidos ya que siente que puede estar justificado. A la inversa, un diseñador que es capaz de un análisis más riguroso de lo que se especifica en el Código puede justificar un diseño menos conservador, y aún así tener la misma finalidad básica del Código.
El Comité de tuberías de alimentación se esfuerza por mantenerse al tanto de las actuales mejoras tecnológicas en los nuevos materiales, las prácticas de fabricación y técnicas de prueba; y se esfuerza por mantener el Código actualizado para permitir el uso de los nuevos avances aceptables.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Introducción.
El Código ASME B31 para Tuberías a Presión consiste enun número de secciones publicados individualmente, cada una en American National Standard, bajo la dirección de Comité ASME B31, Código para Tubería de Presión. Reglas para cada Sección se han desarrollado teniendo en cuenta
la necesidad de la aplicación de los requisitos específicos para diversos tipos de tubería de presión. Aplicaciones consideradas para cada sección del código son:
B31.1 Tuberías de Poder: Se encuentran típicamente en estaciones eléctricas, estaciones de generación de energía, en industrial, institucional plantas, sistemas de calefacción geotérmica, y el distrito central y sistemas de calefacción y refrigeración;
Tuberías de Proceso B31.3: Tubería que suelen encontrarse en refinerías de petroleo, industria química, farmacéutica, textil, papel, semiconductores y criogénicos plantas y elaboración conexa plantas y terminales;
B31.4 Tuberías y Sistemas de Transporte de Líquidos Hidrocarburos y Otros Líquidos: El transporte de tuberías productos que son predominantemente de líquido entre las plantas y los terminales y dentro de las terminales, el bombeo, regulación, y estaciones de medición;
B31.5 tuberías de refrigeración: Tuberías de refrigerantes y refrigerantes secundarias;Transporte y Distribución de Gas.
B31.8 Tuberías Sistemas: tubería transporte de productos que son predominantemente de gas entre las fuentes y terminales, incluyendo compresor, regulador, y estaciones de medición; y recolección de gas de tuberías;
B31.9 Servicios Edificio Tubería: Tubería que suelen encontrarse en edificios industriales, institucionales, comerciales y públicos, y en las residencias de unidades múltiples, que no requerir la gama de tamaños, presiones, y temperaturas cubierto de B31.1
B31.11 Sistemas de Tuberías para transporte de lodos: tuberías el transporte de suspensiones acuosas entre las plantas y terminales y dentro de las terminales, el bombeo y estaciones de regulación.
Este es el poder de tubería Sección del Código B31.1. De aquí en adelante, En esta introducción y en el texto de este Código Sección B31.1, donde se utiliza la palabra de código sin identificación específica, significa esta Sección del Código. Es responsabilidad del propietario para seleccionar el Código Sección que más se aplica a una tubería propuesta instalación. Factores a tener en cuenta por el propietario incluir: limitaciones de la Sección del Código; jurisdiccional requisitos; y la aplicabilidad de otros códigos y normas. Todos los requisitos aplicables de la seleccionada Sección del Código deberá cumplirse. Para algunas instalaciones, más de un área de instrucciones se pueden aplicar a diferentes partes de la instalación. El propietario también es responsable de la imposición requisitos suplementarios a los del seleccionado Sección Código, si es necesario, para asegurar la tubería seguro para el instalación propuesta. Cierta tubería dentro de una instalación puede estar sujeto a otros códigos y normas, incluyendo pero no limitado a: ASME para calderas y recipientes a presión Código, Sección III: tubería de la energía nuclear; ANSI Z223.1 National Fuel Gas Code: tubería de combustible de gas desde el punto de entrega a la conexión de cada uno dispositivo de la utilización del combustible; Normas de Protección contra Incendios de la NFPA: sistemas de protección contra incendios el uso de agua, dióxido de carbono, halones, espuma, seca químicos y productos químicos líquidos; NFPA 99 establecimientos de salud: médico y de laboratorio

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
sistemas de gas; NFPA 8503 Norma para Pulverized Sistemas de combustible: tuberías de carbón pulverizado desde los molinos de carbón a la quemadores;
Los códigos de construcción y plomería, en su caso, para potable agua caliente y fría, y para los sistemas de alcantarillado y drenaje.
El Código establece los requisitos de ingeniería que se consideren necesaria para el diseño seguro y la construcción de la presión tuberías. Si bien la seguridad es la consideración básica, este factor
por sí sola no va a gobernar necesariamente las especificaciones finales para cualquier sistema de tuberías. El diseñador debe entender que cualquier el Código no es un manual de diseño; que no elimina con la necesidad de que el diseñador o para la ingeniería competente juicio.
En la mayor medida posible, los requisitos del Código de diseño están expresados en términos de los principios básicos del diseño y fórmulas. Estos se complementan según sea necesario con
requisitos específicos para asegurar la aplicación uniforme de principios y para orientar la selección y aplicación de las tuberías elementos. El Código prohíbe diseños y prácticas se sabe que es inseguro y contiene advertencias donde cautela, pero no la prohibición, se justifica.
Los requisitos de diseño específicos del Código general girar en torno a un enfoque de ingeniería simplificada a unsujeto. Se pretende que un diseñador capaz de aplicar más completo y riguroso análisis de especial o problemas inusuales tendrán libertad para el desarrollo de tales diseños y la evaluación de los complejos o esfuerzos combinados. En tales casos el diseñador es el responsable
para demostrar la validez de su enfoque.
Esta Sección del Código incluye lo siguiente:
(A) las referencias a las especificaciones de los materiales aceptables y los estándares de componentes, incluyendo dimensiones requisitos y clasificaciones de presión-temperatura
(B) los requisitos para el diseño de los componentes y ensamblajes, incluyendo soportes de tubería
(C) los requisitos y datos para la evaluación y la limitación de tensiones, reacciones y movimientos asociados con la presión, los cambios de temperatura, y otras fuerzas
(D) La orientación y las limitaciones en la selección y aplicación de materiales, componentes, y unirse métodos
(e) los requisitos para la fabricación, el montaje, y erección de tuberías
(F) los requisitos de examen, inspección, y las pruebas de tuberías.
(g) los requisitos para la operación y mantenimiento de sistemas de tuberías
Se pretende que la presente edición del Código Sección B31.1 y cualquier enmienda posterior no sean retroactivas. A menos que acuerdo se hace específicamente entre las partes contratantes utilizar otro número, o el órgano regulador tiene jurisdicción impone el uso de otro tema, la última Edición y adiciones que se publica al menos 6 meses antes de la la fecha del contrato original para la primera fase de la actividad cubriendo un sistema o sistemas de tuberías debe ser el gobierno documento para todo el diseño, materiales, fabricación, montaje, examen, y las pruebas de la tubería hasta que el finalización de las obras y puesta en servicio. Se advierte a los usuarios de este Código

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
en contra de hacer uso de revisiones sin la seguridad de que son aceptables a las autoridades competentes en la jurisdicción en la la tubería se va a instalar.
Código usuarios notarán que las cláusulas contenidas en el Código no son necesariamente numeradas correlativamente. Tales discontinuidades como resultado de seguir un esquema común, en la medida en posible, para todas las secciones del Código. De esta manera, correspondientesel material está numerado correspondientemente en la mayoría Secciones del Código, facilitando así referencia para los responsables tener la oportunidad de utilizar más de una sección.
El Código está bajo la dirección del Comité de ASME B31, Código para Tubería de presión, que se organiza y opera bajo procedimientos de la Sociedad Americana de Ingenieros mecánicos que han sido acreditados por el American National Standards Institute. El Comité es una constante, y mantiene todas las Secciones del Código actual con los nuevos desarrollos en materiales, construcción, y la práctica industrial. Adenda se emiten periódicamente.
Nuevas ediciones se publican a intervalos de tres a cinco años. Cuando no Sección del Código ASME para la presión Piping, cubre específicamente un sistema de tuberías, a su discreción,
el usuario puede seleccionar cualquier sección determinada como generalmente aplicable. Sin embargo, se advirtió que complementaria requisitos de la Sección elegidos pueden ser xi
necesario establecer un sistema de tuberías de seguro para el aplicación prevista. Las limitaciones técnicas de los distintos Secciones, requisitos legales, y la posible aplicabilidad de otros códigos o normas, son algunos de los factores para ser considerada por el usuario a determinar la aplicabilidad
de cualquier sección de este Código. El Comité ha establecido un procedimiento ordenado considerar las solicitudes de interpretación y revisión de Los requisitos del Código. Para recibir consideración, consultas debe ser por escrito y debe dar información completa (véase Preparación cubierta Apéndice H obligatoria de técnicos investigaciones). El Comité no responderá a las consultas Solicitud de asignación de una sección de código a una tubería instalación.
La respuesta a una solicitud aprobada será enviada directamente para el investigador. Además, la pregunta y la respuesta se se publicará como parte de un suplemento de Interpretación emitido a la Sección del Código aplicable.
Un caso es la forma prescrita de respuesta a una pregunta cuando el estudio indica que el texto necesita aclaración Código o cuando la respuesta modifica los requisitos existentes del permiso código o subvenciones para utilizar las nuevas materiales o construcciones alternativas. El caso serápublicado como parte de un suplemento de la caja expedido al Sección del Código plicable.Uncaso normalmente se emite por un período limitado después la cual puede ser renovada, incorpora en el Código, o permitido a expirar si no hay ninguna indicación de una mayor necesidad de los requisitos contemplados en el Caso. Sin embargo, la dispuesto en un caso se pueden usar después de su vencimiento o la retirada, siempre que el caso fue efectiva en el se aprobó la fecha del contrato original o antes de la finalización de la obra; y las partes contratantes se comprometen a su uso.Los materiales se enumeran en las Tablas Estrés sólo cuando el uso de suficiente en la tubería dentro del alcance del Código se ha demostrado. Los materiales pueden ser objeto de un Caso.Las solicitudes de la oferta deberán incluir evidencia de satisfactoria el uso y los datos específicos que permitan establecer permisible tensiones, límites de temperatura máxima y mínima, y otras restricciones. Criterios adicionales pueden ser que se encuentra en las directrices para la adición de nuevos materiales en la Sección de ASME para calderas y recipientes a presión Código, II y la Sección VIII, División 1, Apéndice B. (Desarrollar uso y ganan experiencia, los materiales no listados pueden ser utiliza de acuerdo con el párrafo. 123.1.)
Las solicitudes de interpretación y sugerencias para la revisión deben dirigirse al Secretario de la ASME B31 Comité, Three Park Avenue, Nueva York, NY 10016 – 5990

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
CAÑERÍAS DE PODER.
Capítulo I
Ámbito de aplicación y definiciones
100 GENERAL
Este Código de Cañerías de presión es una de las varias secciones de la Sociedad Americana de Ingenieros Mecánicos para Código de tuberías de presión, B31.. Las normas y especificaciones incorporadas específicamente por referencia en este Código se muestran en la Tabla 126.1.
100.1 Alcance
Las reglas para esta Sección del Código se han desarrollado teniendo en cuenta las necesidades de las aplicaciones que incluyen tuberías normalmente que se encuentran en las estaciones de generación de energía eléctrica, en plantas industriales e institucionales, calefacción geotérmica calefacción y refrigeración de sistemas.
100.1.1 El presente Código establece los requisitos para el diseño, materiales, fabricación, montaje, pruebas, inspección, operación y mantenimiento de los sistemas de tuberías. La tubería que se utiliza en este Código incluye tubos, bridas, empernado, juntas, válvulas, dispositivos de alivio, los accesorios, y otros componentes de tuberías que contienen presión, sea fabricada de acuerdo con las Normas listadas en la Tabla 126.1 o especialmente diseñado. También incluye ganchos y soportes y otros equipos o elementos necesarios para evitar sobrecargar la presión que contienen los componentes. Las normas que rigen las tuberías de accesorios diversos, tales como columnas de agua, los indicadores de nivel de agua a distancia, manómetros, vasos de calibre, etc, se incluyen dentro del alcance de este Código, pero los requisitos para los accesorios de calderas deberán estar de acuerdo con la Sección I de la ASME para calderas y recipientes a presión Código, PG-60. Los usuarios de este Código se les aconseja que en algunas zonas legislación puede establecer la jurisdicción gubernamental sobre la materia cubierta por este Código. Sin embargo, cualquier tal requisito legal no eximirá al titular de sus responsabilidades de control que recoge el párrafo. 136.1.
100.1.2 los sistemas de tuberías de poder que abarca el presente Código se aplica a todas las tuberías y sus componentes a excepción de las exclusiones en el párr. 100.1.3. Ellos incluyen, pero no se limitan a vapor, agua, petróleo, gas, y servicios aéreos.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(A) El presente Código se aplica a la tubería externa de la caldera como se define por debajo de las calderas eléctricas y alta temperatura, alta calderas pressure water en el que: Se genera vapor o vapor a una presión de más de [100 kPa (calibre)]; y el agua de alta temperatura se genera a presiones inferior o igual a 160 psig [1 103 kPa (calibre)] y / o temperaturas superior (120 ° C) 250 ° F.
Tuberías externas caldera se considerará que la tubería que comienza donde la caldera adecuada termina en:
(1) la primera unión circunferencial para la soldadura final conexiones; o
(2) la cara de la primera brida atornillada en embridado conexiones; o
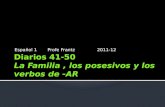
(3) la primera unión roscada en que tipo de conexión; y que se extiende hasta e incluyendo la válvula o válvulas requeridas por párrafo. 122.1. Los puntos terminales mismos se consideran parte de la tubería externa de la caldera. Los puntos terminales y tuberías externas para calderas eléctricas se ilustran en las figuras.
100.1.2 (A), 100.1.2 (B), y 100.1.2 (C).
La tubería entre los puntos terminales y la válvula o válvulas requeridas por párrafo. 122.1 estarán provistos de Informes de datos, inspección y estampación como lo requiere la Sección I de la ASME para calderas y recipientes a presión Código.
Se realizarán Todos soldadura y soldadura fuerte de esta tubería por los fabricantes o contratistas autorizados para utilizar el símbolo correspondiente que se muestra en las figuras. PG-105.1 a través de PG-105.3 de la sección I de la ASME para Calderas y Código de recipientes a presión. La instalación de la caldera externa tuberías por medios mecánicos puede ser realizado por un organización que no posea el sello de símbolo de código. Sin embargo, el titular de una S válido, A o PP Certificado de La autorización deberá ser responsable de la documentación y prueba hidrostática, independientemente del método deasamblea. Los requisitos del sistema de control de calidad de Sección I de la ASME para calderas y recipientes a presión Código se aplicarán. Estos requisitos figuran en el Apéndice J de este Código.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Fig.100.1.2 (A) Código de límites jurisdiccionales para cañerías - Generador de vapor de flujo forzado sin vapor fijo y línea de agua

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Las válvulas requeridas por párrafo. 122.1 son parte de la tubería externa de la caldera, pero no requieren código ASME Calderas y recipientes a presión, sección I inspección y estampado con excepción de la seguridad, de alivio de seguridad y válvulas de alivio; véase párr. 107.8.2. Consulte PG-11.
Conexiones de tuberías que cumplen todos los demás requisitos de este Código, pero sin exceder NPS 1/2 puede ser soldada a tuberías o calderas encabezados sin inspección y estampación requerida por la Sección I de la ASME para Calderas y Presión Código de recipientes.
(B) las tuberías externas Non-boiler incluye todas las tuberías cubierto por el presente Código, salvo por esa porción definida anteriormente como tuberías externas caldera.
100.1.3 El presente Código no se aplica a lo siguiente:
(A) Economizadores, calentadores, recipientes a presión, y componentes incluidos en la sección ASME Calderas y recipientes a presión.
(B) Cañerías generadoras de calor y distribución de vapor y condensado diseñados para 15 psig [100 kPa (calibre)] o menor, o sistemas de agua caliente diseñados para 30 psig [200 kilo Pascal (calibre)] o menos.
(C) Tuberías para herramientas hidráulicas o neumáticas y de sus componentes de proceso del primer bloque o válvula de cierre del encabezado de distribución del sistema.
(D) Tuberías para la marina u otras instalaciones bajo Control Federal.
(E) Torres, estructuras de edificios, tanques, equipos mecánicos, instrumentos y fundaciones.
100.2 Definiciones
Algunos términos usados comúnmente relacionados con las tuberías se definen a continuación. Términos relacionados con la soldadura en general, están de acuerdo con AWS A3.0. Algunos términos de soldadura se definen con especificada referencia a las tuberías. Para conocer los términos de soldadura utilizados en este Código, pero no se muestra aquí, las definiciones de AWS A3.0 aplicar.
Ancla: un sistema de retención rígido que sustancialmente completa la fijación, permitiendo ni de traslación ni desplazamiento rotacional de la tubería.
Recocido: vea tratamientos térmicos.
Soldadura de arco: procesos of welding un grupo en donde coalescencia se produce por calentamiento con un arco eléctrico o arcos, con o sin la aplicación de presión y con o sin el uso de metal de relleno.
Montaje: la unión de dos o más tuberías componentes por atornillado, soldadura, calafateo, soldadura fuerte, soldadura, cementación, o atornillar en su lugar de instalación según lo especificado por el diseño de ingeniería.
Soldadura automática: soldadura con equipo que realiza toda la operación de soldadura sin constante observación y ajuste de los controles por un operador. El equipo puede o no puede llevar a cabo la carga y la descarga de la obra.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Anillo de respaldo: respaldo de seguridad en la forma de un anillo que puede ser utilizado en la soldadura de tuberías.
Rótula: un componente que permite la rotación universal, movimiento en un sistema de tuberías.
Metal de base: el metal que será soldado, cortado etc.
Ramal de conexión: la acoplamiento de un ramal de cañería en la misma línea con o sin el uso de fitting (accesorios)
Soldadura fuerte : un método de soldadura mediante el cual una ranura ,filete, el enchufe o la ranura de soldadura se realiza mediante un relleno no ferrosos metal que tiene un punto de fusión por debajo del de la base metales, pero por encima de (450 ° C) 840 ° F. El metal de relleno no es distribuido en el conjunto de la acción capilar. Soldadura fuerte: un proceso de unión de metales, en el que la coalescencia es producido por el uso de un metal de relleno no ferroso que tiene un punto de fusión por encima de 840 ° F (450 ° C), pero menor que la de los metales básicos se unieron. El metal de relleno se distribuye entre las superficies de cerca cabidas de la articulación por capilaridad acción.
Junta a tope: una unión entre dos miembros situadas aproximadamente en el mismo plano.
Componente: componente que se utiliza en el presente Código se define como que consiste en, pero no limitado a artículos tales como tubos, subconjuntos de tuberías, piezas, válvulas, filtros, el alivio aparatos, accesorios, etc.
Componente especialmente diseñado: un componente diseñado en conformidad con el párr. 104.7.2.
Componente estándar: un componente fabricado de acuerdo con una o más de las normas enumeradas en Tabla 126.1.
Sistemas cubiertos de tuberías (CPS): sistemas de tuberías en los que evaluación de las condiciones se han de realizar. Como mínimo para las estaciones de generación de energía eléctrica, el CPS sistemas son para incluir NPS 4 y más grande de la principal vapor, vapor recalentado caliente, vapor recalentado frío, y la caldera los sistemas de tuberías de agua de alimentación. Además de lo anterior, CPS También incluye NPS 4 y más grandes tuberías en otros sistemas que operan por encima de (400 ° C) a 750 ° F o por encima de 1025 psi (7 100 kPa). La empresa operadora podrá, a su juicio, incluir otros sistemas de tuberías determinado que son residuos peligrosos por una evaluación de ingeniería de la probabilidad y las consecuencias del fracaso.
Defecto: un defecto (imperfección o discontinuidad no intencional) de tal tamaño, forma, orientación, ubicación o propiedades como para ser rechazable.
Discontinuidad: la falta de continuidad o de cohesión; una interrupción en la estructura física normal de material o un producto.
Empleador: el propietario, fabricante, fabricante, contratista, ensamblador o instalador responsable de la soldadura, soldadura fuerte, y ECM realizado por su organización, incluyendo procedimiento y rendimiento calificaciones.
ingeniería de diseño: el diseño detallado desarrollado a partir de requisitos del proceso y conforme a los requisitos del Código, incluyendo todos los planos y las especificaciones necesarias, que regula la instalación de tuberías.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Conexión del equipo: una parte integral de dicho equipo como recipientes a presión, intercambiadores de calor, bombas, etc, diseñado para la unión de componentes de la tubería o tuberías.
Erección: la instalación completa de un sistema de tuberías, incluyendo cualquier instalación en campo, la fabricación, las pruebas y inspección del sistema.
Exámen: indica los procedimientos para todos no destructivos examen. Consulte párr. 136.3 y la definición para el examen visual.
Junta de expansión: un componente de tubería flexible que absorbe el movimiento térmico y / o terminal.
Fabricación: en primer lugar, la unión de componentes de tuberías en trozos enteros listos para el montaje. Incluye flexión, formando, roscado, soldadura, u otras operaciones sobre estos componentes, si no forma parte de montaje. Se puede ser hecho en una tienda o en el campo.la cara de la soldadura: la superficie expuesta de una soldadura en el lado desde la que se realizó la soldadura.
metal de relleno: de metal que se añade en la soldadura, soldadura, soldadura fuerte, o soldadura fuerte.
cordón de soldadura: una soldadura de sección transversal aproximadamente triangular la unión de dos superficies aproximadamente en ángulo recto el uno al otro en una junta de solape, unión en T, junta de esquina, o soldadura a encaje.
peligro de incendio: situación en la que un material de más de existe combustibilidad media o explosividad en presencia de una fuente potencial de ignición.
defecto: una imperfección o discontinuidad no intencional que es detectable por un examen no destructivo.
soldadura de filete completo: una soldadura en ángulo cuyo tamaño es igual a la espesor del miembro más delgado se unió.
Fusión: la fusión conjunta de metal de aporte y el metal base, o de metal de base única, lo que resulta en la coalescencia.
soldadura de gas: un grupo de procesos de soldadura, donde coalescencia se produce calentando con una llama de gas o llamas, con o sin la aplicación de presión, y con o sin el uso de metal de relleno.
ranura de soldadura: una soldadura hecha en la ranura entre dos miembros a unir.
zona afectada por el calor, la parte de la base de metal que no se ha derretido, pero cuyas propiedades mecánicas o microestructura han sido alteradas por el calor de la soldadura o de corte.
Tratamientos térmicos
Recocido, completo: el calentamiento de un metal o aleación a una temperatura por encima del rango de temperatura crítica y la celebración de por encima de la gama durante un período adecuado de tiempo, seguido por enfriamiento por debajo de ese rango. (Un tratamiento de ablandamiento se lleva a cabo a menudo justo por debajo del intervalo crítico, la cual que se conoce como un recocido subcrítico.)

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Normalización: un proceso en el que un metal ferroso es se calienta a una temperatura adecuada por encima de la transformación alcance y posteriormente se enfría el aire en calma en la sala de temperatura.
Tratamiento térmico posterior a la soldadura: ningún tratamiento térmico posterior a la soldadura.
de precalentamiento: la aplicación de calor a una base de metal inmediatamente antes de una operación de soldadura o de corte.
para aliviar el estrés: un calentamiento uniforme de una estructura o parte de la misma a una temperatura suficiente para aliviar la mayor porción de las tensiones residuales, seguido por uniforme enfriamiento.
imperfección: una condición de ser imperfecto; una salida de una característica de la calidad de su condición prevista.
indicación: la respuesta o evidencia de la aplicación de un examen no destructivo.
metal inerte gas soldadura de arco: un proceso de soldadura por arco en el que la coalescencia se produce por calentamiento con un arco eléctrico entre un electrodo de metal y el trabajo.
Blindaje se obtiene a partir de un gas inerte, tal como helio
o argón. La presión puede o no puede ser usada y de relleno
de metal puede o no puede ser utilizado.
inspección: denota las actividades realizadas por un Inspector Autorizado o Inspector del propietario, para verificar que todos los exámenes y las pruebas requeridas han sido completado, y para asegurar que toda la documentación para material, fabricación, y el examen se ajusta a la requisitos aplicables de este Código y de la ingeniería diseño.
diseño de la unión: la geometría de la junta, junto con la necesaria dimensiones de la unión soldada.
penetración conjunta: la profundidad mínima de una soldadura de ranura se extiende desde su cara en una articulación, exclusiva de refuerzo.
soldadura de baja descarga del condensador de energía: a la soldadura por resistencia procedimiento en el que se produce la coalescencia por el rápido descarga de la energía eléctrica almacenada en una baja tensión sistema de almacenamiento electrostática.
soldadura manual: soldadura en el que toda la soldadura operación se realiza y se controla con la mano.
máxima tensión admisible: el valor máximo de la tensión que puede ser utilizada en las fórmulas de diseño para un material dado y temperatura de diseño.
presión máxima de trabajo permitida (MAWP): la presión a la temperatura coincidente a la que una caldera o recipiente a presión puede ser sometido sin exceder el tensión máxima
admisible del material o pressure temperatura Valoración de los equipos. Para los fines de este Código, el término MAWP es como se define en el Código ASME calderas y recipientes a presión, sección I y VIII.
Puede: Puede es usado para denotar permiso, en ningún caso un requerimiento ni una recomendación.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Junta Mecánica: un conjunto mecánico con el propósito de resistir fuerzas mecánicas, la resistencia a las fugas, o ambos, cuando la fuerza mecánica es desarrollada por roscado, ranurado, aplastado, acampanados o con extremos bridas de los tubos, o por tornillos, pernos, juntas, extremos laminados, calafateo, o mecanizado ysuperficies acopladas. Estas juntas tienen una aplicación particular donde se desea la facilidad de desmontaje.
Junta inglete Miter joint: dos o más secciones rectas de tubería igualados y unido en una línea bisectriz del ángulo de unión con el fin de producir un cambio en la dirección.
espesor nominal: el espesor dado en el producto especificación de material o norma a la que la fabricación tolerancias se aplican.
normalización: vea tratamientos térmicos.
Compañía de funcionamiento: el propietario, usuario o agente actuante en nombre del propietario, quien tiene la responsabilidad de realizar las operaciones y funciones de mantenimiento en los sistemas de tuberías dentro del alcance del Código.
oxicorte: un grupo de procesos de corte en la que el corte de metales se efectúa por medio de la química reacción del oxígeno con el metal de base a temperaturas elevadas. En el caso de los metales resistentes a la oxidación, la reacción se facilita por el uso de un fundente.
especulación de oxígeno: una aplicación de oxígeno de corte en la que se forma un chaflán o ranura.
Granallado: el mecanizado de los metales por medio de golpes de martillo.
tubos y cañerías: la diferencia fundamental entre el tubo y cañería es la norma dimensional a la que cada uno es fabricado.Una cañería es un tubo con una sección transversal redonda conforme a los requisitos de dimensiones para el tamaño nominal de la tubería el valor tabulado en ASME B36.10M, Tabla 1, y ASME B36.19M, Tabla 1. Para tubo especial con un diámetro no muestran en estas tablas, y también para tubo redondo, el diámetro nominal corresponde con el exterior de diámetro.
Un tubo es un producto hueco redondo o cualquier otra cruz sección que tiene una periferia continua. Tamaño del tubo redondo puede ser especificado con respecto a cualquiera de los dos, pero no todos tres, de las siguientes: diámetro exterior, diámetro interior, espesor de pared; tipos K, L y M de tubo de cobre puede También se especifica el tamaño nominal y escriba solamente. dimensiones y las variaciones permisibles (tolerancias) se especifican en la norma ASTM o ASME apropiada especificaciones. Tipos de tubería, de acuerdo con el método de fabricación, se definen como sigue:
(A) soldado por resistencia eléctrica de tubo: Tubo producido en longitudes individuales o en longitudes continuas de enrollado (Skelp) y posteriormente cortado en longitudes individuales, que tiene una unión a tope longitudinal en el que se produce la coalescencia por el calor obtenido de la resistencia de la tubería para el flujo de corriente eléctrica en un circuito de la que la tubería es una parte, y por la aplicación de presión.
(B) a tope horno de tubos soldados
(B.1) a tope horno de tubos con costura, campana soldada: tubería producida en longitudes individuales de longitud de corte (skelp), teniendo su fragua junta a tope longitudinal soldada por la presión mecánica desarrollada en la elaboración del horno skelp caliente a través de un troquel en forma de cono (comúnmente conocido como una "campana de soldadura") que sirve como un combinado conformación y soldadura troquel.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Trasero (B.2) horno de tubos soldados, soldado continuo: tubo producido en tramos continuos de skelp espiral y posteriormente cortado en longitudes individuales, que tiene su trasero longitudinal forja unión soldada por la mecánica presión desarrollada en el despliegue de la skelp obtenidas en caliente a través de un conjunto de rodillos de soldadura pase redondas.
(C) la fusión eléctrica de tubos soldados: tubo que tiene una longitudinal junta a tope en la que se produce coalescencia en el tubo preformado por arco eléctrico manual o automático de soldadura. La soldadura puede ser simple (soldado de un lado), o doble (soldado de dentro y fuera) y puede hacerse con o sin el uso de metal de relleno.
Espiral de tubos soldados también se hace por la fusión eléctrica proceso de soldadura, ya sea con una unión a tope, una junta de solape, o una bloqueo de la junta de la costura.
(D) de flash eléctrica tubos soldados: tubo que tiene una longitudinal junta a tope en la que se produce coalescencia, simultáneamente en toda el área de las superficies de contacto, por el calor obtenido de la resistencia al flujo de electricidad corriente entre las dos superficies, y por la aplicación de la presión después del calentamiento se ha completado sustancialmente.Intermitente y molesto se acompañan de expulsión de metal a partir de la articulación.
(E) de doble arco sumergido tubos soldados: tubo que tiene una junta a tope longitudinal producida por el arco sumergido proceso, con al menos dos pasos, uno de los cuales está en la interior de la tubería.
(F) de tubos sin costura: tubería producida por uno o más de los siguientes procesos:
(F.1) rodó tubo: Tubo producido a partir de un lingote forjado que está atravesado por un mandril cónico entre dos diametralmente opuesto rollos. La cáscara es traspasado posteriormente rodado y ampliado a lo largo de cada mandriles diámetro más grande. Donde más cerca dimensional tolerancias se desea, el tubo laminado en frío o en caliente trazada a través de los troqueles, y mecanizar.
Una variación de este proceso produce el hueco pagar por extrusión del tocho forjado sobre un mandril en una llamada, pulse la perforación hidráulica vertical.
(F.2) forjado y tubo aburrido: tubería producida por aburrido o la trepanación de un lingote forjado.
(F.3) tubo extruido: tubería producida a partir de hueco o forjas redondas sólida, por lo general en una extrusión hidráulica prensa. En este proceso de forja está contenida en un cilíndrica morir. Inicialmente un punzón en el extremo de la extrusión émbolo perfora la forja. El émbolo de extrusión luego obliga al tocho contenida entre la matriz cilíndrica y el punzón para formar el tubo, actuando este último como un mandril.
(F.4) tubo vaciado por centrifugación: tubo formado a partir de la solidificación de metal fundido en un molde giratorio. Ambos se utilizan moldes de metal y de arena. Después de la fundición, de la tubería se mecaniza, al sonido metálico, en el interior y exterior diámetros a la rugosidad de la superficie y dimensiones requisitos de la especificación de material aplicable.Una variación de este proceso utiliza auto-zunchado (Expansión hidráulica) y el tratamiento de calor, por encima de la temperatura de recristalización del material, para producir una estructura de forjado.
(F.5) tubo echo estáticamente: tubería formada por la solidificación de metal fundido en un molde de arena.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
tubo de elementos de apoyo: Tubo elementos de apoyo consisten de perchas, soportes y archivos adjuntos estructurales.
perchas y soportes: perchas y soportes incluyen elementos que transfieren la carga desde el tubo o estructural apego a la estructura o el equipo de soporte.
Incluyen accesorios de tipo colgante, como varillas de suspensión, perchas, soportes estabilizadoras, contrapesos, tensores, puntales, cadenas, guías y
anclas, y los accesorios de tipo rodamiento, tales como sillas de montar, bases, rodillos, soportes y soportes deslizantes.
adjuntos estructurales: Implementos estructurales incluyen elementos que están soldadas, atornilladas o sujetados a la tubería, tales como clips, orejas, anillos, abrazaderas, abrazaderas, correas, y faldas.
discontinuidades de tipo cavidad formada por gas: porosidad atrapada durante la solidificación del metal.
tratamiento térmico posterior a la soldadura: Ver tratamientos térmicos.
precalentamiento: vea tratamientos térmicos.
presión: una aplicación de la fuerza por unidad de área; presión de fluido (Una aplicación de fuerza del fluido interno o externo por unidad de área en la barrera de presión de componentes de tuberías).
Reporte de procedimiento de calidad (PQR): un registro de welding datos utilizados para soldar un cupón de prueba. El PQR es un registro de variables registradas durante la soldadura de la prueba cupones. También contiene los resultados de la prueba de la prueba especímenes. Variables recogidas normalmente caen dentro de un pequeña gama de las variables reales que se utilizarán en soldadura de producción.
de fácil acceso: para el examen visual, de fácil acceso superficies interiores se definen como aquellas superficies interiores que puede ser examinado sin la ayuda de óptica dispositivos. (Esta definición no prohíbe el uso de dispositivos ópticos para un examen visual; Sin embargo, la selección del dispositivo debería ser una cuestión de mutua acuerdo entre el propietario y el fabricante o erector.)
Presión de vapor Reid: la presión de vapor de un inflamable o líquido combustible según lo determinado por la norma ASTM Método de Ensayo D 323 Presión de vapor del Petróleo Productos (Reid Método).
refuerzo de soldadura: metal de soldadura en la cara de una ranura de soldadura en exceso del metal necesario para la especificada tamaño de la soldadura.
restricción: cualquier dispositivo que impide, resiste, o los límites movimiento de un sistema de tuberías.
abertura de raíz: la separación entre los miembros que se unido, en la raíz de la articulación.
penetración de las raíces: la profundidad de una soldadura de ranura se extiende hacia la abertura de raíz de una articulación medido en la línea central de la sección transversal de la raíz.
sellar de soldadura: una soldadura utilizado en una junta de tubería principalmente para obtener estanqueidad a los fluidos a diferencia de resistencia mecánica.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
soldadura de arco semiautomática: soldadura al arco con el equipo que controla solamente la alimentación de metal de relleno. El avance de la soldadura se controla manualmente.
será: "deberá" o "NO" se utiliza para indicar que un prestación o prohibición es obligatoria.
blindado de metal de soldadura por arco: un proceso en el que ArcWeld coalescencia se produce por calentamiento con un arco eléctrico entre un electrodo de metal cubierto y el trabajo.
Blindaje se obtiene a partir de la descomposición del electrodo que cubre. La presión no se utiliza y metal de relleno es obtenido desde el electrodo.
debe: "debería" o "se recomienda" se utiliza para indicar que una disposición no es obligatoria, pero se recomienda como una buena práctica.
Tamaño de soldadura
cordón de soldadura: para soldaduras en ángulo de lados iguales, las longitudes de las piernas de el mayor triángulo rectángulo isósceles que puede ser inscrito dentro de la sección transversal de la soldadura de filete. Para filete de pierna desigual soldaduras, las longitudes de las piernas del mayor triángulo rectángulo que puede ser inscrita dentro de la sección transversal de la soldadura de filete.
soldadura de ranura: la penetración conjunta (profundidad de biselado además de la penetración de las raíces cuando se especifica).
Inclusión de escoria: material sólido no metálico atrapado en metal de soldadura o entre el metal de soldadura y el metal base.
soldadura: un proceso de unión de metales, en el que la coalescencia es producido por calentamiento a temperatura adecuada y por mediante un fusible de aleación ferrosa a temperaturas inferiores (450 ° C) 840 ° F y que tiene un punto de fusión inferior a la de los metales básicos se unieron. El metal de relleno se distribuye entre las superficies de cerca armarios de la articulación por capilaridad acción. En general, las soldaduras son aleaciones de plomo-estaño y puede contener antimonio, bismuto, plata, y otros elementos.
Acero: una aleación de hierro y carbono con no más de 2% de carbono en peso. Otros elementos de aleación pueden incluir manganeso, azufre, fósforo, silicio, aluminio, cromo, cobre, níquel, molibdeno, vanadio, y otros dependiendo del tipo de acero. Para aceptable especificaciones de los materiales para el acero, consulte el Capítulo III, Materiales.
Tensiones
estrés desplazamiento: una tensión desarrollada por el selfconstraint de la estructura. Debe satisfacer un impuesto patrón de tensión en lugar de estar en equilibrio con una carga externa. La característica básica de un desplazamiento estrés es que es auto-limitante. Fluencia local y menor distorsiones pueden satisfacer el desplazamiento o la ampliación condiciones que hacen que el estrés que se produzca. La falta de una aplicación de la tensión no es de esperar. Además, las tensiones de desplazamiento calculados en este Código son tensiones "efectivas" y son generalmente más bajos que los que predice la teoría o medido en la cepa-gage (1).
(1) Por lo general, se detecta la tensión de desplazamiento más significativo en el rango de tensiones de expansión térmica desde la temperatura ambiente a la estado de funcionamiento normal. Esta gama de estrés es también el estrés generalmente rango considerado en un análisis de flexibilidad. Sin embargo, si otro se producen rangos de estrés significativas, ya sea que son el estrés desplazamiento rangos (tales como eventos de expansión térmica fromother o contracción, o movimientos diferenciales de apoyo) o el estrés sostenido rangos (tales como de la presión cíclica, martillo de vapor, o la inercia terremoto fuerzas), párrs. 102.3.2 (B) y 104.8.3 se pueden usar para evaluar su efecto en la vida de fatiga.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
pico de estrés: el estrés más alto en la región de que se trate. La característica básica de un pico de estrés es que no causa distorsión significativa y es objetable sólo como una posible fuente de una iniciación de grietas por fatiga o una fractura frágil. Este Código no utiliza pico estrés como base de diseño, sino que utiliza la tensión efectiva valores para el estrés sostenido y para el estrés de desplazamiento; el efecto pico de la tensión se combina con el desplazamiento efecto del estrés en el cálculo de rango de tensiones de desplazamiento.
estrés sostenido: un estrés desarrollado por un carga impuesta que es necesario cumplir con las leyes del equilibrio entre las fuerzas y momentos externos e internos. La característica básica de un esfuerzo sostenido es que no es autolimitante. Si un estrés sostenido excede el rendimiento resistencia del material a través de todo el espesor, la prevención del fracaso es totalmente dependiente de la strain hardening propiedades del material. Una tensión térmica es no clasificado como el estrés sostenido. Además, el sostenida tensiones calculadas en este Código son tensiones "efectivas" y son generalmente más bajos que los predichos por la teoría o medidos en las pruebas de tensión-Gage.
aliviar el estrés: vea tratamientos térmicos.
soldadura por arco sumergido: un proceso de soldadura por arco en el que coalescencia se produce por calentamiento con un arco eléctrico o arcos entre un electrodo de metal desnudo o electrodos y el trabajo. La soldadura está protegido por un manto de material granular, fusible en el trabajo. La presión no es utiliza, y el metal de relleno se obtiene desde el electrodo y a veces de una varilla de soldadura suplementaria.
elementos de acero que se instalan: suplementarios de acero entre los miembros existentes para el fin de instalar apoyos para el equipo de la tubería o tuberías.
articulación giratoria: un componente que permite a un solo plano el movimiento de rotación en un sistema de tuberías.
tachuela de soldadura: una soldadura hecha para mantener las piezas de una soldadura en alineación apropiada hasta que las soldaduras finales se hacen.
garganta de una soldadura de filete real: la distancia más corta desde la raíz de un filete soldadura a su cara.
teórico: la distancia desde el principio de la raíz de la articulación perpendicular a la hipotenusa de la más grande triángulo rectángulo que se puede inscribir en el filete sección transversal de soldadura.
borde de la soldadura: la unión entre la cara de la soldadura y el metal base.
tubo: se refieren a los tubos y conducciones.
tungsteno electrodos: un electrodo de metal nonfiller utilizado en arco soldadura, que consiste de un alambre de tungsteno.
rebajada: una ranura se fundió en el metal base adyacente a la punta de una soldadura y no llena con metal de soldadura.
examen visual: la observación de cualesquiera porciones de los componentes, las articulaciones y otros elementos de tuberías que están expuestos a tales observación ya sea antes, durante, o después de la producción, fabricación, montaje, instalación, la inspección, o pruebas. Este examen

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
puede incluir la verificación de los requisitos aplicables para materiales, componentes, las dimensiones, la preparación conjunta, la alineación, soldadura o unión, soportes, montaje y erección.
soldadura: una coalescencia localizada de metales que se produce calentando a temperaturas adecuadas, con o sin la la aplicación de presión, y con o sin el uso de metal de relleno. El metal de aporte debe tener un punto de fusión aproximadamente el mismo que el metal de base.
soldador: aquel que es capaz de realizar un manual o operación de soldadura semiautomática.
Soldador / Welding Operator Performance Qualification (WPQ): demostración de la capacidad de un soldador para producir soldaduras en de la manera descrita en Welding Procedimiento Especificación que cumpla con las normas establecidas.
operador de soldadura: el que opera la máquina o automático equipo de soldadura.
Procedimiento de Soldadura Especificación (WPS): un calificado por escrito procedimiento de soldadura preparado para proporcionar la dirección para hacer soldaduras de producción a los requisitos del Código. La WPS o otros documentos pueden ser utilizados para proporcionar la dirección para
el operador soldador o soldadura para asegurar el cumplimiento con los requisitos del Código.
soldadura: una asamblea cuyos componentes son unido por soldadura.
CAPÍTULO II
DISEÑO.
Parte 1
Condiciones y Criterio.
101. Condiciones de diseño.
101.1. General.
Estas condiciones de diseño definen las presiones, temperaturas y diversas fuerzas aplicables al diseño de los sistemas de cañerías de poder. Los sistemas de cañerías de poder deberán ser diseñadas para la condición más severa de coincidente presión, temperatura y carga, excepto como aquí se declarado. La condición más severa será la que resulte en el mayor espesor de paredes de la tubería requerida y el rango de la brida más alta.
101.2. Presión.
Todas las presiones referidas en este código están expresadas en libras por pulgada al cuadrado y kilopascales sobre presión atmosférica, psig( kPa), a menos que se señale lo contrario.
Presión 101.2.2 Diseño de presión Interna. El interno presión de diseño no debe ser menor que el máximo presión de trabajo sostenida (MSOP) dentro de la tubería sistema que incluye los efectos de la presión estática.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
101.2.4 Diseño de Presión Externa. Tubería sujetos a presión externa deberá estar diseñado para la máxima presión diferencial previsto durante el funcionamiento, de parada, o condiciones de prueba.
101.3 Temperatura
101.3.1 Todas las temperaturas se refiere el presente Código, a menos que se indique lo contrario, son las temperaturas promedio de los metales de los materiales respectivos expresadas en grados Fahrenheit, es decir, ° F (Celsius, es decir, ° C).
101.3.2 Temperatura de diseño
(A) La tubería deberá diseñarse para una temperatura del metal que representa la condición de máxima sostenida esperado. La temperatura de diseño se supone que ser la misma que la temperatura del fluido a menos cálculos o pruebas apoyan el uso de otros datos, en cuyo caso el Temperatura de diseño no podrá ser inferior a la media de la temperatura del fluido y la temperatura de la pared exterior.
(B) Cuando un fluido pasa a través de intercambiadores de calor en serie, la temperatura de diseño de la tubería en cada sección del sistema se ajustará a la más severa condición de temperatura que se espera producir por la intercambiadores de calor en esa sección del sistema.
(C) En el caso de vapor, agua de alimentación, y el líder de tuberías de agua caliente de equipo de caldeo (como caldera, recalentador, recalentador, economizador, etc), la temperatura de diseño deberá basarse en la condición de funcionamiento continuo esperado además de los fabricantes de equipos garantizan máxima tolerancia a la temperatura. Para operaciones a las temperaturas en exceso de esta condición, las limitaciones descrito en el párr. 102.2.4 se aplicará.
(D) Aceleración daños fluencia, lo que lleva a una excesiva cepas de fluencia y el potencial de rotura de la tubería, causada por funcionamiento prolongado por encima de la temperatura de diseño deberá ser considerado en la selección de la temperatura de diseño para tubería a ser operado anteriormente (425 ° C) 800 ° F.
101.4 Influencias ambientales
101.4.1 efectos de enfriamiento sobre la presión. Cuando el enfriamiento de un fluido puede reducir la presión en la tubería por debajo de la atmosférica, la tubería deberá estar diseñado para resistir la presión externa o cláusula será hecho para romper el vacío.
101.4.2 Efectos de expansión del fluido. Donde la expansión de un fluido puede aumentar la presión, la tubería sistema deberá estar diseñado para soportar el aumento de se pondrán a la presión o disposición para aliviar el exceso de presión.
101.5 Efectos dinámicos
101.5.1 Impacto. Fuerzas de impacto causadas por todo externo y las condiciones internas se considerarán en la tubería diseño. Una forma de fuerza de impacto interna es debido a la propagación de las ondas de presión producido por la repentina cambios en el impulso de fluido. Este fenómeno es a menudo llamado” golpe de ariete". Puede ser causada por la rápida apertura o cierre de una válvula en el sistema. El diseñador debe tener en cuenta que esto es sólo un ejemplo de este fenómeno y que otras causas de la carga de impacto existen.
101.5.2 Viento. Tubería expuesta deberá ser diseñado para soportar cargas de viento, a partir de datos meteorológicos para determinar las fuerzas del viento. Cuando las ordenanzas estatales o municipales cubra el diseño de estructuras de los edificios están en efectuar y especificar las cargas del viento, estos valores serán consideran los valores mínimos de diseño.
101.5.3 Terremoto. El efecto de los terremotos, en su caso, se deberán considerar en el diseño de tuberías, soportes de tuberías y sistemas de retención, el uso de los datos para el sitio como una

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
guía en la evaluación de las fuerzas involucradas. Sin embargo, los terremotos no necesitan ser considerados como actuando simultáneamente con el viento.
101.5.4 vibración. Las tuberías se pueden organizar y apoyado con la consideración de la vibración [véanse párrs.120,1 (c) y 121.7.5].
101.6 Efectos del Peso. Los efectos de peso combinados con cargas y fuerzasde otra causa se tendrán en cuenta en el diseño de tuberías. Las tuberías se realizará en ajustable perchas o ganchos o soportes rígidos debidamente niveladas, y los resortes adecuados, arriostramiento balanceo, amortiguadores de vibración, etc, se facilitará cuando sea necesario.
101.6.1 Carga Viva. La carga viva consiste en el peso del fluido transportado. Las cargas de Nieve y hielo deberán ser considerados en las localidades donde existen tales condiciones.
101.6.2. Carga Muerta. La carga muerta está constituida por el peso de los componentes de tuberías, aislamiento, protectores forro y revestimiento, y otra carga permanente superpuesta.
101.6.3 Prueba de carga del fluido. La prueba de carga de fluido consiste en el peso de la prueba o líquido de limpieza.
101.7 expansión y contracción Cargas térmicas.
101.7.1 general. El diseño de sistemas de tuberías debe tener en cuenta las fuerzas y momentos resultantes de expansión y contracción térmica, y de los efectos de juntas de dilatación.
Se proveerán expansión térmica y contracción de preferencia por Codos para tuberías, codos, desplazamientos o cambios en la dirección de la tubería. Hangers y soportes deberán permitir la expansión y contracción de la tubería entre los anclajes.
101.7.2 Expansión, giratoria o Rótulas y Flexible ensambles de manguera metal. Las juntas del tipo fuelle corrugado, de deslizamiento, manga, de bolas o giratorias y metal estos ensambles se pueden usar si sus materiales se ajustan a este Código, sus partes estructurales y de trabajo son de amplias proporciones, y su diseño impide la completa separación de piezas de trabajo mientras están en servicio. Sin embargo, los conjuntos de mangueras de metal flexibles, y la expansión juntas del fuelle corrugado, deslizarse, o tipo de la manga deberá no ser utilizado en cualquier sistema de tuberías que conecta la caldera y la primera válvula de parada en ese sistema.
102 CRITERIOS DE DISEÑO
102.1 General
Estos criterios se refieren a los valores de presión-temperatura para componentes estándar y de diseño especial, permitida tensiones, límites de esfuerzo, y diversos subsidios que se utilizarán en el diseño de componentes de tuberías y tuberías.
102.2 Presión y temperatura para Componentes de Tubería
102.2.1 componentes que tienen clasificaciones específicas. Los valores de presión- temperatura para determinados componentes de tuberías se han establecido y están contenidas en algunos de las normas enumeradas en la Tabla 126.1.
Cuando los componentes de tuberías han establecido los valores de presión-temperatura cuando no excedan sobre los límites de temperatura del material permitido por este código, los rangos de

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
presión –temperatura entre los establecidos y los sobre los límites de temperatura del material se debe determinar de acuerdo con las reglas de este código, paro tales extensiones está sujeto a restricción, en su caso impuesto por el código.
Los componentes de la norma no pueden ser utilizados en condiciones que exceden los límites de presión y temperatura impuesta por este Código.
102.2.2 Componentes que no tienen clasificaciones específicas.
Algunas de las normas enumeradas en la Tabla 126.1, tales como para Soldadura a tope accesorios, especificar que los componentes deberán se presenten en espesores nominales. Menos que se limite en otros lugares en este Código, estos componentes deben estar clasificados para las mismas presiones admisibles como tubos sin costura que mismo espesor nominal, tal como se determina en los párrafos. 103 y 104 de material que tiene la misma tensión admisible. Componentes de tuberías, tales como tubería, para lo cual permisible tensiones se han desarrollado de conformidad con el párr. 102.3, pero que no se han establecido rangos de presión, serán valorados por las normas para el diseño de la presión en el párr. 104, modificado en su caso por otras disposiciones del presente Código.
Si se desea utilizar métodos de fabricación o el diseño de los componentes no cubiertos por este Código o que no figuran en las normas de referencia, se pretende que el fabricante deberá cumplir con los requisitos de párrafos. 103 y 104 y demás disposiciones aplicables de este Código para las condiciones de diseño que participan. Cuando los componentes distintos de los descritos anteriormente, tales como los de tuberías o accesorios no asignan los valores de presión y temperatura en una Norma Nacional Americana, se utilizan, el fabricante de calificación recomendada de presión-temperatura deberá no debe excederse.
102.2.3 Valoraciones: condiciones normales de funcionamiento. El sistema de tuberías se considera seguro para la operación si la presión de trabajo máxima sostenida y la temperatura que puede actuar en cualquier parte o componente del sistema no exceda la presión y la temperatura máxima permitida por este Código para esa parte en particular o componente. La presión y temperatura de diseño no deberá exceder los valores de presión-temperatura para el particular, los componentes y materiales tal como se define en la especificación o norma aplicable que figuran en la Tabla 126.1.
102.2.4 Valoraciones: Tolerancia de variaciones normales de Operación. La presión interna máxima y la temperatura permitida incluirá consideraciones de vez en cuando cargas y transitorios de presión y temperatura. Se reconoce que las variaciones en la presión y de la temperatura inevitablemente ocurrir, y por lo tanto el sistema de tuberías, salvo las limitaciones que para los estándares de los componentes mencionados en el párr. 102.2.1 o por los fabricantes de componentes que se refiere el párrafo. 102.2.2, se considera seguro para períodos de funcionamiento cortos ocasionales superiores a diseño la presión o la temperatura. Para tales variaciones, ya sea la presión o la temperatura, o ambos, pueden exceder el diseño valores si el estrés de presión circunferencial computarizada no exceda la tensión máxima permitida desde Apéndice A para obtener la temperatura coincidente por
(A) 15% si se produce la duración del evento de no más de 8 horas en un momento dado y no más de 800 horas / año, o:

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(B) 20% si se produce la duración del evento por no más de 1 hora en un momento dado y no más de 80 h / año
102.2.5 Valoraciones en las transiciones. Cuando los sistemas de tuberías que operan a diferentes condiciones de diseño están conectados, Se proporcionará una válvula que tiene una división La calificación de presión-temperatura igual o superior a las condiciones más severas. Véase el párrafo. 122 para los requisitos de diseño perteneciente a los sistemas de tuberías específicas.
102.3 Valores esfuerzo permisible y otros tipos de estrés.
Límites para Componentes de tubería.
102.3.1 Valores esfuerzo admisible.
(A) valores de tensión admisibles que deben utilizarse para el diseño de la tubería de alimentación de sistemas se dan en las Tablas de Apéndice A, también se refirió a en esta Sección del Código como Tablas esfuerzo admisible. Estas tablas muestran tensión admisible valores para materiales de uso común en las temperaturas consignar en instalaciones de tuberías de alimentación. En todos los casos la temperatura se entiende que es la temperatura del metal.
Cuando los factores de eficiencia conjunta aplicables, soldadura y factores de calidad de fundición se incluyen en los valores tabulados.
Por lo tanto, los valores tabulados son valores de S, SE, o SF, según corresponda.
(B) Los valores de tensión admisible en cizalladura no excederán 80% de los valores determinados de acuerdo con la reglas del párr. 102.3.1 (A). Valores de tensión admisibles en rodamientos no excederá del 160% de los valores determinados.
(C) La base para el establecimiento de los valores de tensión admisible en esta sección del código son los mismos que los de la ASME para calderas y recipientes a presión Código, Sección II, Parte D, Anexo 1; excepto que las tensiones admisibles para fundición hierro y fundición dúctil están en conformidad con la Sección VIII, División 1, Apéndice P para las tablas de la UCI-23 y DCU-23, respectivamente.
102.3.2 Límites de Tensiones Sostenidas y de Desplazamiento.
Tensiones
(A) Las tensiones sostenidas
(A.1) Estrés Presión Interna. El esfuerzo calculado debido a la presión interna no deberá exceder los valores permitida de tensión indicados en las Tablas de tensión admisible en Apéndice A. Este criterio se cumple cuando la pared espesor de la componente de la tubería, incluyendo cualquier refuerzo, cumple con los requisitos de los párrafos. 104.1 a través de 104.7, excluyendo párr. 104.1.3 pero incluyendo el la consideración de derechos de emisión permitidos por párrs. 102.2.4, 102.3.3 (B), y 102,4.
(A.2) Estrés de presión externa. Tubería sujetos a presión externa se considera segura cuando la pared espesor y medios de rigidización cumpla con los requisitos del párr. 104.1.3.
(A.3) estrés longitudinal. La suma de las dimensiones longitudinal tensiones, SL, debido a la presión, el peso, y otra sostenida cargas no excederán de la permitida material básico estrés en las

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
condiciones calientes, Sh. El estrés de presión longitudinal, SLP, se puede determinar por cualquiera de las siguientes ecuaciones:
=
ó =
referencia
(B) Rango de tensiones de desplazamiento. La referencia rango de tensiones de desplazamiento calculado, (véanse párrs. 104.8.3 y 119.6.4), no deberá exceder el rango de tensión admisible , calculada por la ecuación. (1A)
= f (1.25 + 0.25 ) (1A)
Cuando es mayor que , la diferencia entre ellos se pueden añadir a la 0.25 término de la
ecuación. (1A). En ese caso, el rango de tensión admisible, , se calcula eq. (1B)
= f (1.25 + 1.25 - ) (1B)
Donde:
= gama de tensión cíclica factor #1 para el número total de ciclos rango de tensiones de referencia equivalentes, N, determinado a partir de la ecuación. (1C)
f = 6/ ≤ 1.0 (1C)
N = número total de desplazamiento de referencia equivalente a los ciclos de rangos de esfuerzos esperados durante la vida de servicio de la tubería. Un valor mínimo para f es 0,15, lo que resulta en un desplazamiento permisible rango de tensiones para un número total de equivalentes ciclos de
rango estrés desplazamiento de la referencia mayor que ciclos.
1 Se aplica a la tubería esencialmente noncorroded. La corrosión puede disminuir drásticamente la vida cíclica; por lo tanto, los materiales resistentes a la corrosión se debe considerar que una gran cantidad de estrés significativo ciclos de rango se prevé. El diseñador también se advirtió que la resistencia a la fatiga de los materiales que funcionan a temperaturas elevadas puede ser reducida.
= Tensión básica permisible del material del Apéndice A en la temperatura del metal mínimo esperado durante el ciclo de rango de tensiones de referencia, psi (KPa) 2
= básica tensión material permisible del Apéndice A, a la temperatura máxima del metal esperado durante el ciclo de rango de tensiones de referencia, psi (KPa) 2
En la determinación de las tensiones básicas materiales permitidos, y , para tubos soldados, el factor de eficiencia de la conjunta, E, no será necesario aplicar (véase el párr. 102.4.3). Los valores de las tensiones admisibles del Apéndice A pueden dividirse por el factor de eficiencia de la unión para dicho material. En la determinación de las tensiones básicas de materiales permitidos para piezas de fundición, el factor de calidad de la fundición, F, se aplicarán (Véase el párr. 102.4.6).
Cuando se considera más de una sola desplazamiento rango de estrés, ya sea por la expansión térmica u otras condiciones cíclicas, cada rango de tensión significativa será registrado. El rango de la tensión de desplazamiento de referencia , se define como el mayor rango de estrés de desplazamiento registrado. El número total de la tensiones de desplazamiento de referencia ciclos de rango, N, puede entonces calcularse por la ecuación. (2)
N = + ∑ para i= 1,2,…, n (2)

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Donde;
= Número de ciclos de la referencia del rango de tensiones,
= El número de ciclos asociados con el rango de tensiones de desplazamiento,
= /
= cualquier rango de tensión calculado aparte del rango de tensiones de desplazamiento de referencia desplazamiento, psi (kPa).
102.3.3 Límites de tensiones calculadas Debido a Cargas ocasionales.
(A) durante la operación. La suma de las dimensiones longitudinal tensiones producidas por la presión interna, vivos y muertos cargas y los producidos por cargas puntuales, tales como el temporal de apoyo de peso extra, podrá ser superior los valores de tensión admisibles que figuran en el esfuerzo admisible Tablas por los montos y períodos de tiempo dados en párr. 104.8.2.
(B) Durante la prueba. Durante las pruebas de presión llevadas a cabo en conformidad con el párr. 137, la circunferencial (aro) el estrés no excederá del 90% del límite elástico (0,2% offset) a temperatura de ensayo. Además, la suma de tensiones longitudinal debidas a la presión de prueba de cargas vivos y muertas en el momento de la prueba con exclusión de las cargas ocasionales no deberá exceder el 90 % de la fluencia a la temperatura de la prueba.
2 Para materiales con una resistencia a la tracción mínima de más de 70 ksi (480 MPa), las ecuaciones. (1A) y (1B) se calcularán utilizando Sc o Sh valores no mayor de 20 ksi (140 MPa), a menos que se justifique lo contrario.
102.4 Tolerancias.
102.4.1 Corrosión o Erosión. Cuando la corrosión o la erosión se espera , un aumento de espesor de la pared de la tubería deberá ser proporcionada sobre el requerido por otras requisitos de diseño. Esta tolerancia, a juicio de el diseñador deberá ser coherente con la vida esperada de la tubería.
102.4.2 de roscado y ranurado. El cálculo de espesor mínimo de la tubería (o tubo) para ser roscado se incrementará en una tolerancia igual a la profundidad de la rosca; dimensión h de ASME B1.20.1 o se aplicará la equivalente. Para superficies mecanizadas o ranuras, donde no se
especifica la tolerancia, esta se asumirá como ⁄ de pulgada (0,40 mm) en adición a la
profundidad de corte especificada. Los requisitos del párr. 104.1.2 (C) también se aplicarán.
102.4.3 Factores de Eficiencia en uniones Soldadas. El uso de factores de eficiencia en uniones para los tubos soldados es requerido por este Código. Los factores de la Tabla 102.4.3 se basan en las soldaduras de penetración total. Estos factores se incluyen en los valores de tensión admisibles que figuran en el Apéndice A. Los factores en la Tabla 102.4.3 aplicarse tanto costura recta y costura espiral de tubos soldados.
102.4.4 Resistencia Mecánica. Cuando sea necesario para resistencia mecánica para evitar daños, el colapso, comba excesiva, o pandeo de la tubería debido a cargas superpuestas de soportes u otras causas, el espesor de pared de la tubería debe aumentar; o, si esto no es práctico o origina esfuerzos locales excesivos, el superpuesta cargas u otras causas se reducen o se eliminan por otros métodos de diseño. Los requisitos del párr. 104.1.2 (C) también se aplicarán.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
102.4.5 Doblado. El espesor mínimo de la pared en cualquier punto de la curva se ajustará a (A) o (B) a continuación.
(A) El espesor mínimo de la pared en cualquier punto de una curva completada no será inferior al requerido por la ecuación.
(3) o (3A) del párr. 104.1.2 (A).
(A.1) Tabla 102.4.5 es una guía para el diseñador que debe especificar espesor de pared para ordenar la tubería. En general, que ha sido la experiencia de que cuando las buenas prácticas de taller se emplean, los espesores mínimos de tubería recta se muestra en la Tabla 102.4.5 debe ser suficiente para doblar sin dejar de cumplir los requisitos relativos al espesor mínimo de párr. 104.1.2 (A).
(A.2) Tolerancias en el espesor de curvas subsidio en la Tabla 102.4.5 puede proporcionarse en todas partes de la sección transversal de la circunferencia de la tubería sin ningún efecto perjudicial siendo producido.
(B) El espesor mínimo requerido, tm, de una curva, después de doblar, en su forma acabada, se determinará de
acuerdo con la ecuación. (3B) o (3C).
=
+A (3B)
Ó =
(3C)
Donde el intradós (dentro de la curva o radio corto)
=

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Y el extradós ( fuera de la curva o radio largo)
=
(3E)
y en la pared lateral en la línea central de curvatura, donde I=1.0 donde R =radio de la curva del codo del tubo
Variaciones de espesor de los intradós a extradós y en los extremos de la curva será gradual. El espesor requisitos se aplican en el centro del arco de la curva, en el intradós, extradós, y la línea central de plegado (véase La figura. 102.4.5). El espesor mínimo en los extremos de la curvas no deberá ser inferior a los requisitos del párr. 104.1.2 de tubo recto. Para curvas que conforman este párrafo, se deben cumplir todos los requisitos de espesor.
Tabla 102.4.3 Factores de eficiencia en juntas soldadas longitudinales
Soldadura por fusión eléctrica
No. Tipo de junta Tipo de costura
Examinación Factor E
1
Soldadura a tope de horno
Soldadura continua
Recto La requerida según especificación
0.60 ( nota (1))
2 Soldadura por resistencia eléctrica
Recto o espiral
La requerida según especificación
0.85 ( nota (1))
3
Soldadura a tope simple sin aporte metálico
Recto o espiral
La requerida según especificación
Adicionalmente 100% radiografía
0.85
1.00 ( nota 2)
Soldadura a tope con aporte metálico
Recto o espiral
Lo requerido según especificación
Adicionalmente 100%
0.80
1.00 ( nota 2)

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
NOTAS:
No se permite aumentar el factor de eficiencia de la junta de soldadura longitudinal mediante un examen adicional para las articulaciones 1 o 2.
La radiografía se hará de conformidad con los requisitos del párr. 136.4.5 o la especificación del material, según sea el caso.
102.4.6 Factores de calidad de Fundiciones (Casting)
(A) General.
El uso de un factor de calidad de la fundición es requerido para todos los componentes de fundición que utilizan los valores de las tolerancias de tensión del Apéndice A como la base de diseño. Un factor de 0.80 se incluye en los valores de tensión admisible para todas las fundiciones que figuran en el Apéndice A.
Este factor requerido no se aplica al componente normas enumeradas en la Tabla 126.1, si tales normas definen Presión y temperatura permisibles o proporcionar la tensiones admisibles para ser utilizados como base para el diseño componente.
radiografía
Soldadura a tope doble sin metal de aporte
Recto o espiral
Lo requerido según especificación
Adicionalmente 100% radiografía
0.90
1.00 ( nota 2)
Soldadura a tope doble con metal de aporte
Recto o espiral
Lo requerido según especificación
Adicionalmente 100% radiografía
0.90
1.00 ( nota 2)
4
API 5L
Soldadura de arco sumergido (SAW)
Soldadura de arco metálico y gas (GMAW)
(GMAW Y SAW ) combinación
Recto con una o dos costuras
Espiral
Lo requerido según especificación
Adicionalmente 100% radiografía
0.90
1.00 ( nota 2)

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(B) Para los materiales de acero, un factor de calidad de la fundición no superior a 1,0 se puede aplicar cuando se cumplen el siguiente requisito:
(B.1) Todas las piezas de acero fundido que tienen un cuerpo nominal espesor de pulgadas (114 mm) o menos (distintos de los tubos bridas, válvulas y conexiones con bridas y soldadura a tope Las válvulas de extremo, todo cumpliendo con ASME B16.5 o B16.34) serán inspeccionados como sigue:
(B.1.1) Todas las áreas críticas, incluyendo las uniones de todas las puertas, elevadores, y los cambios abruptos en la sección o dirección y el área de preparación de los extremos de soldadura deberán ser radiografiado de conformidad con el artículo 2 de la Sección V de la ASME para calderas y recipientes a presión Código, y el 15 Las radiografías se ajustarán a los requisitos de ASTM E 446, Referencia radiografías para Fundición de acero hasta 2 pulgadas (50 mm) de grosor o E 186 Referencia Radiografías para Heavy Amurallada [2 a 41/2 pulgadas (50 a 114 mm)] de fundición de acero, dependiendo el espesor de corte. El máximo nivel de gravedad aceptable para un 1,0 factor de calidad deberá ser como se indica en la Tabla 102.4.6 (B.1.1).
(B.1.2) Todas las superficies de cada colada, incluyendo superficies de asiento de junta mecanizadas, serán examinadas por la partícula magnética o líquidos penetrantes después del tratamiento térmico. Las técnicas de exámen deberán estar en conformidad con el artículo 6 ó 7, según el caso, y en el artículo 9 de la Sección V de la ASME para calderas y recipientes a presión Código. Partículas magnéticas o tintas penetrantes superior a 1 grado de Tipo I, grado 2 de Tipo II, y grado 3 de tipo III, y superando el grado 1 de los tipos IV y V de la norma ASTM E 125, las fotografías de referencia estándar Indicaciones para Partículas Magnéticas en Ferrous Castings, no son aceptables y deben ser eliminados.
(B.1.3) Cuando más de una colada de una determinada el diseño se produce, cada uno de los primeros cinco piezas fundidas deberá deben inspeccionar de arriba. Cuando más de cinco piezas de fundición son que se producen, el examen se puede realizar en el primero de cinco más uno casting adicional para representar cada cinco castings adicionales. Si este casting adicional resulta ser inaceptable, cada una de las piezas de fundición restantes en el grupo serán inspeccionados.
(B.1.4) Las discontinuidades en exceso del máximo permitido en (B.1.1) y (B.1.2) anterior serán eliminadas, y la colada puede ser reparado por soldadura después de que el metal de base ha sido inspeccionado para asegurar la completa eliminación de las discontinuidades. [Consulte párr. 127.4.11 (A).] La reparación completa estará sujeta a re-inspección por el mismo método que se usó en la inspección original y se re-inspeccionará después de cualquier tratamiento térmico posterior a la soldadura requerida.
(B.2) Todas las piezas de acero fundido que tienen un cuerpo nominal de espesor superior a 41/2 pulgadas (114 mm) (distintos de las bridas, válvulas y conexiones con bridas y soldadura a tope las válvulas de extremo, todo cumpliendo con ASME B16.5 o B16.34) serán inspeccionados como sigue:
(B.2.1) Todas las superficies de cada colada, incluyendo superficies de asiento de junta mecanizadas, serán examinadas por la partícula magnética o tintas penetrante después tratamiento térmico. Las técnicas de examen deberán estar en conformidad con el artículo 6 o 7, según corresponda, y con El artículo 9 de la Sección V de la ASME para Calderas y Presión Código de

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
recipientes. Partículas magnéticas o de tinte indicaciones penetrantes superior a 1 grado de Tipo I, grado 2 de Tipo II, grado 3 de tipo III, y el grado 1 de Tipos IV y V de la norma ASTM E 125, las fotografías estándar de referencia para Indicaciones de partículas magnéticas sobre Ferrous Castings, deberá ser eliminado.
(B.2.2) Todas las piezas de fundición deberán ser sometidos a inspección radiográfica completa de conformidad con el artículo 2 de la Sección V del Código ASME para Calderas y Recipientes a Presión., y las radiografías se ajustarán a los requisitos de la norma ASTM E 280, Referencia radiografías para Heavy walled [41/2 a 12 pulgadas (114 a 305 mm)] Steel castings. El máximo nivel de gravedad aceptable para un factor de calidad de 1,0 se enumera en la Tabla 102.4.6 (B.2.2).
(B.2.3) Las discontinuidades que exceden del máximo permitido en (B.2.1) y (B.2.2) anterior serán eliminados y puede ser reparado por soldadura después de la base metal ha sido de partículas magnéticas o líquidos penetrantes inspeccionado para asegurar la eliminación completa de discontinuidades. [Consulte párr. 127.4.11 (A).]
(B.2.4) Todas las reparaciones de soldadura de profundidad superior a 1 pulgada (25 mm) o 20% del espesor de la sección, lo que sea el menor, deberán ser inspeccionados por radiografía de conformidad con soldadura de la sección que no pueden ser eficazmente radiografiado serán examinadas por partículas magnéticas o inspección por tintas penetrante de la primera capa, de cada uno 1/4 de pulgada (6 mm) de espesor de metal de soldadura depositado y de la superficie de la

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
soldadura terminada. Partículas magnéticas o tinte pruebas de penetración de la superficie de soldadura terminado deberá estar hecho después del tratamiento térmico posterior a la soldadura.
(C) En el caso de hierro fundido y materiales no ferrosos, sin aumento del factor de calidad de la fundición está permitido excepto cuando métodos especiales de interrogatorio, prescritos por el material especificación, se siguen. Si dicho aumento es específicamente permitido por la especificación de material, un factor que no exceda de 1,0 se puede aplicar.
PARTE 2
DISEÑO DE PRESIÓN DE LOS COMPONENTES DE TUBERÍAS
103 CRITERIOS PARA EL DISEÑO DE PRESIÓN DE LA TUBERÍA
COMPONENTES
El diseño de los componentes de las tuberías deberá considerar los efectos de la presión y la temperatura, en conformidad con párrs. 104.1 104.7, incluida la consideración de derechos de emisión permitidos por párrs.102.2.4 y 102.4. en Además, la resistencia mecánica del sistema de tuberías se determinará adecuada de conformidad con el párr. 104.8 en virtud de otras cargas aplicables, incluyendo pero no limitado a aquellas cargas definidas en el párr. 101.
104 PRESIÓN DE DISEÑO DE COMPONENTES
104.1 Tubo recto
104.1.2 Tubo recto bajo presión interna
(A) Espesor Mínimo de Pared. El espesor mínimo de pared de la tubería requerida para presiones de diseño y para las temperaturas no superior a los de los diversos materiales enumerados en las Tablas tensión admisible, incluidas las desgravaciones para la resistencia mecánica, no deberá ser inferior a la determinada por la ecuación. (3) o (3A), de la siguiente manera:
=
+A
=
–
–
SF se utiliza en lugar de SE donde fundición factores de calidad están destinados. Véase la definición de SE. Las unidades de P y SE
deberán ser idéntica. Valores Apéndice A se deben convertir a kPa cuando la presión de diseño está en kPa.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Donde la nomenclatura utilizada anterior es:
(A.1) = mínimo necesario aumentar el espesor de la pared, pulg.(mm)
(A.1.1) Si la tubería es ordenado por su nominal de pared espesor, la tolerancia de fabricación
el espesor de la pared debe ser tomado en cuenta. Después de que el tubo de mínimo espesor de pared se determina por la ecuación. (3) o (3A), este espesor mínimo será de incrementado en una cantidad suficiente para proporcionar la tolerancia de fabricación autorice la especificación del tubo aplicable o requerido por el proceso. el próximo espesor de pared comercial más pesado deberá a continuación, puede seleccionar entre los horarios de espesor tal como figura en B36.10M ASME o de las tablas de los fabricantes para buscar otra de espesor estándar.
(A.1.2) Para compensar el adelgazamiento en curvas, consulte párr. 102.4.5.
(A.1.3) Para los componentes de tuberías de fundición, consulte párr. 102.4.6.
(A.1.4) Cuando extremos están sujetas a formación o el mecanizado de unión, la espesor de pared de la tubería, tubo, o componente después de dicha formación o mecanizado no podrá ser inferior a tm menos la cantidad
prevista eliminación por párrafo. 104.1.2 (A.6.1).
(A.2) P = Presión de diseño interno, psig [kPa (calibre)]
NOTA: Cuando se calcula la presión de diseño para una tubería de un espesor de pared mínimo definido por la ecuación. (4) o (4A), el valor de P obtenido por estas fórmulas puede ser redondeado a la siguiente mayor unidad de 10. Para tubería de hierro fundido, véase el párr. 104.1.2 (B).
(A.3) = Diámetro exterior de la tubería, pulgadas (mm). para los cálculos de diseño, el diámetro exterior de la tubería como se indica en las tablas de las normas y las especificaciones se utilizarán de obtener el valor de . Al calcular la presión de trabajo permisible de pipa en la mano o en la acción, medido el real diámetro exterior y real medido espesor mínimo de pared en la extremo más delgado de la tubería puede ser utilizado para calcular esta presión.
(A.4) d = Diámetro del tubo interior, pulgadas (mm). para los cálculos de diseño, el diámetro interior de tubería es el valor máximo posible admisible debajo de la especificación de compra. Al calcular la permitida presión de trabajo del tubo en la mano o en acciones, midió el diámetro interior real y la pared adquirido mínimo medido espesor en el extremo más delgado de la tubería se puede utilizar para calcular esta presión.
(A.5) SE o SF = Máxima tensión admisible en el material debido a la presión interna y la eficiencia conjunta (o fundición factor de calidad) en el temperatura de diseño, psi (MPa). El valor de SE o SF no excederá de la que figura en Apéndice A, para el material respectivo y temperatura de diseño. Estos valores incluir la eficiencia unión soldada, E, o el factor de fundición, F.
(A.6) A = Espesor adicional, cm (mm)
(A.6.1) Para compensar el material eliminado en el roscado, ranurado, etc, necesaria para hacer una unión mecánica, consulte al párrafo. 102.4.2.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(A.6.2) Organizar la mecánica la fuerza de la tubería, se refiere al párrafo. 102.4.4 (no destinadas a establecer condiciones extremas las cargas externas del mal aplicados o por abuso mecánico).
(A.6.3) Proporcionar a la corrosión y / o erosión, se refiere al párrafo. 102.4.1.
(A.7) y coeficiente de p con valores como se indica en Tabla 104.1.2 (A)
(B) Espesor de gris y dúctil herrajes de transporte líquidos pueden determinarse a partir de la norma ANSI / AWWA C110/A21.10 o ANSI / AWWA C153/A21.53. El espesor de tubería de hierro dúctil puede ser determinada por la norma ANSI / AWWA C115/A21.15 o ANSI / AWWA C150/A21.50. Estos espesores incluyen estimaciones de tolerancias por fundición y golpe de ariete.
(C) Mientras que el espesor se determina a partir de la ec. (3) o (3A) es teóricamente suficiente para tanto, la presión de ruptura y el material eliminado en el roscado, los siguientes requisitos mínimos son obligatorios para proporcionar más resistencia mecánica:
(C.1) Dónde se utilicen tuberías de acero roscado para servicio de vapor a una presión superior a 250 psi (1 750 kPa) o para el servicio de agua por encima de 100 psi (700 kPa) con agua temperatura superior (105 ° C) 220 ° F, la tubería debe tener una resistencia mínima a la tracción de 48.000 psi (330 MPa) y un peso al menos igual a Horario 80 de ASME B36.10M.
(C.2) Cuando se utiliza roscado de latón o de tubo de cobre para los servicios descritos en (C.1) anterior, deberá cumplir con las clasificaciones de presión y temperatura permitidos para estos materiales por otros párrafos de este Código y deberá tener un espesor de pared al menos igual a la especificados anteriormente para la cañería de acero del tamaño correspondiente.
(C.3) Tubería o tubo liso ferroso tendrá espesores de pared mínimo de la siguiente manera:
(C.3.1) Para los tamaños nominales menores a NPS ¾, el espesor no será inferior a la especificada para Tipo K de la norma ASTM B 88.
(C.3.2) Para los tamaños nominales NPS ¾ más grandes, el espesor de la pared no deberá ser inferior a 0,049 pulgadas (1,25 mm). Se incrementará aún más el espesor de pared, según sea necesario, de conformidad con el párr. 102.4.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
104.1.3 Tubo recto bajo presión externa. Para determinar los requisitos de espesor de pared y rigidez de tubo recto bajo presión externa, los procedimientos esbozados en UG-28, GU-29 y UG-30 de la Sección VIII, División 1 de ASME Código para calderas y recipientes a presión se seguirá.
104.2 Los segmentos de tubo curvado
104.2.1 Cañerías curvadas. Las curvas estarán sujetos a las siguientes limitaciones:
(A) El espesor mínimo de la pared se reunirá los requisitos del párr. Requisitos 102.4.5 y la fabricación del párr. 129.
(B) Restricciones a aplanar y pandeo en las curvas puede ser especificado por el diseño, dependiendo del servicio, la materiales y el nivel de estrés involucrados. Cuando los límites de aplanamiento y el pandeo no son especificados por el diseño, la requisitos del párr. 129.1, será satisfecha.
104.2.2 Los codos. Codos fabricados de acuerdo con las normas que figuran en la Tabla 126.1 son adecuados para su uso en los valores de presión y temperatura especificados por dichas normas, sin perjuicio de los requisitos del párr. 106.
104.3 Intersecciones
104.3.1 conexiones de ramales
(A) Este párrafo da reglas que rigen el diseño de conexiones de ramales para sostener interna y externa presión en los casos en que los ejes de la rama y la ejecutar de intersección, y el ángulo entre los ejes de los rama y de la carrera es de entre 45 grados y 90 grados, inclusiva.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Conexiones de ramales en la que el ángulo más pequeño entre los ejes de la rama y el plazo es inferior a 45 grados o conexiones de ramales donde los ejes de la rama y la carrera no se cruzan impone especial diseño y fabricación problemas. Las normas que figuran en este documento puede ser utilizado como una guía, pero suficiente fuerza adicional se debe proporcionar para asegurar un servicio seguro. Dicha rama conexiones deberán ser diseñados para cumplir con el requisito del párr. 104.7.
(B) las conexiones del Poder en las tuberías pueden estar hechas de materiales enumerados en el Apéndice A por el uso de las siguientes:
(B.1) los accesorios, tales como camisetas, laterales y cruces realizada de acuerdo con las normas aplicables enumerados en la Tabla 126.1 donde la unión de la tubería de ramificación a la conexión es mediante soldadura a tope, socket welding, soldadura fuerte, soldadura, roscado, o mediante una conexión bridada.
(B.2) racores de salida de soldadura, tales como yeso o forjado boquillas, coples y adaptadores, o elementos similares en los que la fijación de la tubería de ramificación al accesorio es por soldadura a tope, soldadura socket, roscado, o por un embridado conexión. Tales racores de salida de soldadura están unidos a la ejecutar por soldadura similar a la mostrada en la figura. 127.4.8 (E). Los acoplamientos están restringidas a un máximo de NPS 3.
(B.3) salidas extruye a ángulos rectos con respecto a la ejecución tubería, de conformidad con (G) A continuación, en el que el archivo adjunto del tubo de llegada es por soldadura a tope.
(B.4) tubería conectada directamente a la tubería de ejecución soldadura de conformidad con el párr. 127.4.8 o por toma soldadura o roscado como se estipula a continuación:
(B.4.1) Zócalo soldado conexiones de ramales en ángulo recto puede hacerse conectando el tubo de derivación directamente a la tubería de ejecución previsto.
(B.4.1.1) el tamaño nominal de la rama hace no exceda de NPS 2 o de un cuarto del tamaño nominal de la carrera, lo que sea menor.
(B.4.1.2) la profundidad de la toma de medida a su profundidad mínima en la tubería de ejecución es al menos igual a
que se muestra en ASME B16.11. Si la pared de la tubería de ejecución hace no tener un espesor suficiente para proporcionar la profundidad adecuada del zócalo, se utilizará un tipo alternativo de construcción.
(B.4.1.3) el espacio libre entre la parte inferior de el zócalo y el extremo de la tubería de ramificación introducido es en
acuerdo con la figura. 127.4.4 (C).
(B.4.1.4) el tamaño de la soldadura de filete no es menos de 1,09 veces el espesor nominal de pared de la tubo de derivación.
(B.4.2) roscado conexiones de ramales en ángulo recto puede hacerse conectando el tubo de derivación directamente a el plazo previsto

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(B.4.2.1) el tamaño nominal de la rama hace no exceda de NPS 2 o de un cuarto del tamaño nominal de la carrera, lo que sea menor.
(B.4.2.2) la rosca mínima es: 6 roscas completas de NPS 1/2 y NPS de 3/4 sucursales; 7 para NPS 1, NPS 11/4, y NPS de 11/2 ramas; y 8 para NPS 2 ramas. Si la pared de la tubería de ejecución no tiene suficiente espesor para proporcionar la profundidad adecuada para el enganche de rosca, se utilizará un tipo alternativo de construcción.
(C) conexiones de ramales que no requieren refuerzo. la tubo que tiene una conexión de rama se debilita por el
apertura que se debe hacer en el mismo. A menos que el espesor de la pared de la sucursal y / o tubería de ejecución es suficiente exceso de la requerida para mantener la presión, es necesario para proporcionar material adicional con el fin de satisfacer los requisitos de refuerzo de (d) y (e) siguiente.
Sin embargo, hay ciertas conexiones de ramales para el cual No se requieren cálculos justificativos. Estos son los
de la siguiente manera:
(C.1) conexiones de ramales hechas por el uso de un accesorio (camiseta, lateral, transversal o branchweld-en montaje), fabricado de acuerdo con un estándar enumerados en la Tabla 126.1, y se utilizan dentro de los límites de la presión-rangos de temperatura especificados en dicha norma.
(C.2) derivaciones realizadas por soldadura de un acoplamiento o medio de acoplamiento directamente a la tubería de ejecución de conformidad con la figura. 127.4.8 (E), siempre que la nominal diámetro de la rama no exceda NPS 2 o onefourth el diámetro nominal de la carrera, lo que sea menos. El espesor mínimo de la pared del acoplamiento en cualquier lugar en la zona de refuerzo (si los hilos están en la zona, espesor de la pared se mide desde la raíz de la
hilo para el OD mínimo) no deberá ser inferior a la del ramal de tubería roscada. En ningún caso, la espesor del acoplamiento sea inferior a extra pesado o Clasificación Clase 3000.
Conexiones de ramales pequeños NPS 2 o más pequeño, como se muestra en la figura. 127.4.8 (F) se puede utilizar, siempre tw no sea inferior a el espesor de lo previsto 160 de tubo del tamaño de las ramas.
(C.3) accesorios reforzados integralmente soldadas directamente a la tubería de ejecución cuando los refuerzos proporcionados por el accesorio y el metal de soldadura depositado cumple la requisitos de (D) a continuación.
(C.4) reforzada integralmente salidas extruidos en el ejecutar la tubería. Los requisitos de refuerzo deberán estar en
de acuerdo con (G) a continuación.
(D) conexiones de ramales sometidas a presiones internas Exigir Estrado Se requiere
(D.1) de refuerzo cuando no se proporciona inherentemente en los componentes de la conexión de derivación.
Este párrafo da normas que regulan el diseño de conexiones de ramales para mantener la presión interna en

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
los casos en que el ángulo entre los ejes de la rama y de la carrera es de entre 45 grados y 90 grados. subpárrafo
(E) a continuación proporciona normas que rigen el diseño de conexiones para sostener la presión externa.
(D.2) Figura 104.3.1 (D) ilustra las notaciones se utiliza en las condiciones de diseño de presión y temperatura de
conexiones de ramales. Estas notaciones son las siguientes:
b= subíndice se refiere a la rama
diámetro exterior de la tubería, pulgadas (mm)
= dentro de la dimensión longitudinal central de la abertura de la rama terminado en el plazo
de la tubería, pulgadas (mm)
= [ /
= "anchura media" de la zona de refuerzo, pulg. (mm)
= el mayor de o ( - A) + ( - A) + / 2, pero en ningún caso más de , cm (mm)
h = subíndice se refiere a correr o cabecera.
= altura de la zona de refuerzo fuera de carrera, pulg. (mm)
=2,5 ( - A) + o 2.5 ( - A), lo que es menor
= espesor de la almohadilla de refuerzo unido, en Ejemplo A, cm (mm); o la altura de los más
grandes
60 grados triángulo rectángulo con el apoyo de la ejecutar y rama de diámetro exterior proyecta superficies y mentir completamente dentro del área de refuerzo integral, en el Ejemplo B, cm (mm)
, = real (por la medida), o mínimo espesor de la pared de la sucursal o de cabecera tubería, pulgadas (mm), permitido por la compra especificación
, = Espesor minimo de pared requerido , pulg (mm), de la sucursal o tubo colector como determinado por el uso de la ec. (3) o (3A) en párr. 104.1.2 (A)
α= entre ejes de la rama y de ejecución, grados
(D.2.1) Si la tubería de ejecución contiene una longitudinal costura que no se cruza con la rama, el estrés
valor de tubos sin costura de grado comparable puede ser utilizado para determinar el valor de TMH a los efectos de cálculos de refuerzo solamente. Si los intersecta rama una soldadura longitudinal en la carrera, o si la rama contiene una soldadura, la eficiencia de la unión de soldadura para una o ambas deberán entrar en los cálculos. Si la rama y ejecutar ambos contienen No debe realizarse soldaduras longitudinales, cuidado para asegurar que las dos soldaduras no se cruzan entre sí.
(D.2.2) El área de refuerzo requerido en pulgadas cuadradas (milímetros cuadrados) para las conexiones branch debe ser la cantidad

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
= (2 - ) P ( - A) (2 - )
Para las conexiones en ángulo recto el refuerzo requerido se convierte en
= = ( - A)
El refuerzo requerido debe estar dentro de los límites
de la zona de refuerzo como se define en (D.2.4) a continuación.
(D.2.3) El refuerzo requerido por (D.2) deberá ser los que se proporciona por cualquier combinación de las zonas , , , y , tal como se define a continuación y se ilustra en la La figura. 104.3.1 (D), donde
= área proporcionada por el exceso de la pared del tubo en el período previo
= ( - ) ( - )
, = área, ( ), proporcionado por el exceso de la pared del tubo en la rama de un L4 distancia por encima de la carrera
= 2 ( - ) /
,= área proporcionada por el metal de soldadura depositado más allá del diámetro exterior de la ramificación y para los accesorios de soldadura de filete de anillos, rellenos, y juntas salientes
=área proporcionada por un anillo de refuerzo, relleno, o refuerzo integral. El valor de puede ser tomado de la misma manera en la que el exceso de metal de cabecera se considera, a condición de la soldadura fusibles por completo de la ramificación de la tubería, tubo, y el anillo o rellenos, o refuerzo integral.
Para conexiones de ramales de soldadura se refieren al párrafo. 127.4.8.
=área proporcionada por una junta saliente en las conexiones en ángulo recto
= (O.D de la junta - )
= presión de diseño del área prevista a finales de la vida de servicio
= ( - A)
Las porciones del área de refuerzo pueden estar compuestos de materiales que no sean los de la tubería de ejecución, pero si el esfuerzo admisible de estos materiales es menor que la de la tubería en ejecución, el area correspondiente al refuerzo calculado
proporcionada por este material se reducirá en la relación de la tensión admisible de ser aplicada a la área de refuerzo. No se dará crédito adicional para materiales que tienen valores de tensión más altos que los permitidos de la tubería en ejecución.
(D.2.4) Zona de Refuerzo. La zona de refuerzo es un paralelogramo cuya anchura se extenderá un distancia d2 en cada lado de la línea central de la ramificación de la tubería, y cuya altitud empezará a correr a la superficie interior de la tubería de ejecución y se extienden a una distancia L4 de la superficie exterior de la tubería de ejecución.
(D.2.5) Refuerzo de múltiples aberturas. Es prefieren que las múltiples aperturas de sucursales situados de tal forma que sus zonas de refuerzo no se superponen. Si más cerca espaciamiento es

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
necesario, el siguiente requisito será cumplido. Las dos o más aberturas se refuerzan en de acuerdo con (D.2), con un refuerzo combinado que tiene una resistencia igual a la fuerza combinada del refuerzo que se requeriría para el separado aberturas. Se considerará Ninguna parte de la sección transversal que se aplica a más de una abertura, o ser evaluados más de una vez en un área combinada.
Cuando más de dos aberturas adyacentes son para ser
provisto de un refuerzo combinado, el mínimo distancia entre centros de dos de estas aberturas debería ser preferiblemente al menos 11/2 veces su promedio de diámetro, y el área de refuerzo entre ellas deberá ser al menos igual al 50% del total requerido para estas dos aberturas.
(D.2.6) Anillos, cojines y juntas salientes. Reforzamiento proporcionado en forma de anillos, cojines, juntas salientes o no podrá ser apreciablemente más estrecho en el lado que en la entrepierna. Un orificio de ventilación se proporcionará, en el anillo, almohadilla, o junta para proporcionar ventilación durante la soldadura y tratamiento térmico.Consulte párr. 127.4.8 (E).
Anillos, almohadillas, juntas salientes se pueden hacer en más de una pieza, siempre y cuando las juntas entre las piezas tienen plena soldaduras de espesor, y cada pieza está provista de un orificio de ventilación.
(D.2.7) otros diseños. La adecuación de los diseños en que los requisitos de refuerzo de párrafo. 104.3 no se puede aplicar deberá demostrarse ensayo de ruptura o
pruebas de calidad en modelos a escala o estructuras del mismo tamaño o cálculos previamente justificados para su servicio con éxito.
(E) conexiones de ramales sometidos a presión externa
. El área de refuerzo en pulgadas cuadradas (milímetros cuadrados) necesarios para la conexión de ramificación sujetas a la presión externa será
0.5 (2 - )
Donde es el espesor de la pared de cabecera requerido determinado de tubo recto bajo presión externa, utilizando procedimientos descritos en UG-28, GU-29, GU-30 y UG-31 de la Sección VIII, División 1, de la ASME Código para calderas y recipientes a presión.
Procedimientos establecidos hasta ahora para las conexiones sometidas a presiones internas se aplicará para las conexiones sujeto a la presión externa, siempre que , y se reducen para compensar la corrosión externa, si requerido por las condiciones de diseño.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(F) conexiones de ramales sometidos a y momentos y
Fuerzas externas. Los requisitos de los apartados anteriores están destinados a asegurar el funcionamiento seguro de una conexión de ramal sometido sólo a la presión. Sin embargo, cuando las fuerzas externas y momentos se aplican a una conexión de derivación por la expansión térmica y contracción, en peso muerto de tuberías, válvulas y accesorios, cubriendo y los contenidos, o por el asentamiento de la tierra, el ramal de conexión debe ser analizado teniendo en cuenta el factor de intensificación de estrés que se especifican en el Apéndice D. Uso de ribs, gussets,(soprte que amarra la base y ramal en su vertical) y las abrazaderas diseñados de acuerdo con párr. 104.3.4 es admisible para rigidizar la conexión de derivación, pero sus áreas no se puede contar como una contribución a la zona de refuerzo requerida de la conexión de derivación.
(G) salidas extruidas reforzados Integralmente
(G.1) Las siguientes definiciones, modificaciones, anotaciones, y los requisitos son específicamente aplicables a las salidas extruidas. El diseño se harán según las tolerancias de espesor de pared en orden respetando los requerimientos y asegurando el refuerzo mínimo sobre el diseño de vida del sistema.
(G.2) Definición. Un colector de salida extruido, se define como una cabecera en la que el labio extruido de salida tiene una altura por encima de la superficie de la carrera que es igual a o mayor que el radio de curvatura de la porción contorneada externa de la salida; es decir, ≥ . Ver nomenclatura y la fig. 104.3.1 (G).
(G.3) Estas normas se aplican sólo a los casos en que el eje de la salida intersecta y es perpendicular al eje de la carrera. Estas reglas no se aplican a cualquier boquilla en que se aplica el material no entero adicional en el forma de anillos, almohadillas, o sillas de montar.
(G.4) La notación utilizada en la presente memoria se ilustra en la figura. 104.3.1 (G). Todas las dimensiones están en pulgadas (milímetros).
D = diámetro exterior del tramo
d = diámetro exterior del tubo de derivación
db = diámetro interno del tubo corroído de derivación
DC = diámetro interno corroído de extruido de salida medida en el nivel de la parte exterior superficie de la pista
dr = corroído diámetro interno de funcionamiento
Ho = altura del labio extruido. Esta debe ser igual o mayor que ro, excepto como se muestra en (G.4.2) a continuación.
L8 = altitud de la zona de refuerzo
p 0.7? Dto
Para p corroído espesor final de extruido

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
de salida medida a una altura igual a RO
por encima de la superficie exterior de la ejecución
tb - Un espesor real de la pared de la rama, no p
incluyendo la tolerancia de corrosión
ª - Un espesor real de la pared p de ejecución, sin incluir la tolerancia de corrosión tmb - Un espesor p requerida de tubo de derivación de acuerdo con el espesor de pared eq. (3) o (3A) 23 en el párr. 104.1.2 (A), a excepción de los espesor de la corrosión tmh - Un espesor p requerido de la carrera de acuerdo a
eq. (3) o (3A) en el párr. 104.1.2 (A), pero no incluyendo cualquier provisión para la corrosión
R1 = mitad de la anchura de la zona de refuerzo (igual a dc)
ro = radio de curvatura del contorno externo porción de salida medida en el plano contiene los ejes de la carrera y rama. Esto está sujeto a las siguientes limitaciones:
(G.4.1) Radio mínimo. Esta dimensión no será inferior a 0,05 D, excepto que el diámetros de la rama más grande que NPS 30, se no necesita exceder de 1,50 pulgadas (38 mm).
(G.4.2) Radio máximo. Por conducto de salida tamaños de 6 pulgadas (150 mm) nominal y más grande, esta dimensión no excederá 0.10d + 0.50 pulgadas (0.10d + 12,7 mm). Por conducto de salida , de tamaño menor que NPS 6 esta dimensión deberá ser no mayor que 1,25 pulgadas (32 mm).
(G.4.3) Cuando el contorno externo contiene más de un radio, el radio de cualquier sector de arco de aproximadamente 45 grados deberán cumplir los requisitos de (G.4.1) y
(G.4.2) anterior. Cuando el contorno externo tiene un radio que varía continuamente, el radio de curvatura en cada punto de la contorno deberá cumplir los requisitos de (G.4.1) y (G.4.2) anterior.
(G.4.4) de mecanizado distintos de molienda para no ser empleado de limpieza de soldadura con el fin de cumplir con los requisitos anteriores.
(G.5) Área Requerida. El área requerida se define como
A7 p K (tmh - A) dc
donde se tomará K de la siguiente manera.
Para d / D superior a 0,60,
K = 1,00
Para d / D superior a 0,15 y no superior a 0,60;
K = 0.6 + 2/3 d / D
Para d / D igual o inferior a 0,15,
K = 0,70
El diseño debe cumplir con los criterios que el refuerzo área definida en (G.6) a continuación no es menor que el área requerida.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(G.6) Refuerzo de área. El área de refuerzo será la suma de las áreas
A1 + A2 + A4

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
Capítulo VI
INSPECCIÓN, EXAMEN, Y PRUEBAS
136 INSPECCIÓN Y EXAMEN
136.1 Inspección
136.1.1 General. Este Código establece una distinción entre "examen" e "inspección". Inspección es responsabilidad del propietario y puede ser realizada por los empleados del propietario o una persona autorizada por el propietario, con excepción de las inspecciones requeridas por el párrafo.
136.2. Antes de la primera puesta en marcha, la instalación de la tubería se debe inspeccionar para asegurar el cumplimiento con el diseño de ingeniería y con el material, fabricación, montaje, disposiciones de examen, y los ensayos de ese Código.
136.1.2 Verificación de Cumplimiento. El cumplimiento de los requisitos de este Código será verificado por un inspector autorizado cuando se requiere un sello Código
por la Sección I de la ASME para Calderas y Recipientes a Presión Código. Se aplicarán las normas de este Código y los requisitos del sistema de control de calidad del Apéndice A-300 de la Sección I de la ASME para calderas y recipientes a presión Código.
Los requisitos del sistema de control de calidad se muestran en el Apéndice J de este Código. El deber del Inspector será el definido en el PG-90, fracción I, de la ASME para calderas y recipientes a presión Código. Informe de datos Formas están incluidas en el Apéndice de la Sección ASME I para su uso en el desarrollo de los registros de inspección necesarios. El inspector asegurarse por sí mismo / a sí misma de que la tubería ha sido construido de acuerdo con los requisitos aplicables de este Código.
136.1.3 .Derechos de los inspectores. Los inspectores tendrán acceso a cualquier lugar donde se realiza el trabajo de que se trate con la tubería. Esto incluye la producción, la fabricación, el tratamiento térmico, ensamblaje, montaje, la inspección, y pruebas de la tubería. Tendrán el derecho de auditar cualquier examen, para inspeccionar la tubería utilizando cualquier método de examen correspondiente que exige el diseño de ingeniería o de este Código, y para revisar todas las certificaciones y registros necesarios para satisfacer la responsabilidad del propietario como se indica en el párr. 136.1.1.
136.1.4 Requisitos del Inspector del Propietario
(A) Inspector del propietario será designado por el propietario y será un empleado del propietario, un empleado de una organización de ingeniería o científicos, o de una empresa de seguros o de inspección reconocida que actúe como propietario del agente. Inspector del propietario no representan ni ser empleado de la fabricante de tubería, fabricante o montador a menos que el propietario es también el fabricante, fabricante o montador.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(B) Inspector del propietario tendrá no menos de 10 años de experiencia en el diseño, fabricación, montaje, fabricación, o la inspección de la tubería de alimentación. Cada año de trabajo completado satisfactoriamente hacia un grado de ingeniería reconocida por la Junta de Acreditación de Ingeniería y Tecnología se considerará equivalente a 1 año de experiencia, hasta 5 años en total.
(C) Al delegar la realización de las inspecciones, el propietario es responsable de determinar que una persona a la que una función de inspección se delega está capacitada para llevar a cabo esa función.
136.2 Inspección y Calificación de Inspector Autorizado para Tuberías Externas de Calderas.
136.2.1 Las tuberías para el que se requiere la inspección y la estampación, definido en conformidad con el párr. 100.1.2 (A) deberán ser inspeccionados durante la construcción y después de la terminación y, a opción del Inspector Autorizado en tales etapas del trabajo como él / ella designe. Para conocer los requisitos específicos ver las partes aplicables de la sección I de la ASME para Calderas y Recipientes a Presión Código, PG-104 a través de PG-113. Cada fabricante, fabricante, o ensamblador es necesario hacer arreglos para los servicios de inspectores autorizados.
136.2.1.1 Las inspecciones requeridas por esta sección deberán ser realizadas por un inspector empleado por una ASME acreditado Agencia de Inspección Autorizada.
136.2.2 La certificación por parte de estampación e informes de datos, donde se requiera, deberán estar según PG-104, PG-105, PG-109, PG-110, PG-111, PG-112 y de la sección I de la ASME para Calderas y Presión código de recipientes.
136.3 Exámen
136.3.1 General. Examen denota las funciones llevadas a cabo por el fabricante, fabricante, constructor, o una persona autorizada por el propietario, que incluyen exámenes no destructivos (NDE), tales como inspección visual, radiografía, ultrasonidos, corrientes de Foucault, líquidos penetrantes, y métodos de partículas magnéticas. El grado de reconocimiento y las normas de aceptación más allá de los requisitos de este Código serán objeto de un acuerdo previo entre el fabricante, fabricante o constructor y el propietario.
136.3.2 Cualificación del personal NDE. El personal que realizan el exámen no destructivo de soldaduras deben ser calificados y certificados para cada método de examen de acuerdo con un programa establecido por el empleador del personal están certificados, que se basarán en los siguientes requisitos mínimos:
(A) la enseñanza de los fundamentos del método de examen no destructivo.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(B) la formación en el puesto de trabajo para familiarizar al personal de END con la aparición y la interpretación de las indicaciones defectos ofweld. La longitud de tiempo para dicha formación deberá ser suficiente para asegurar la adecuada asimilación de los conocimientos necesarios.
(C) Un examen de la vista realizado por lo menos una vez al año para determinar la capacidad óptica del personal de END para realizar los exámenes requeridos.
(D) Sobre la terminación de (A) y (B) anteriores, se dará al personal de END un examen oral o escrito y el examen de rendimiento por el empleador para determinar si están calificados del personal de END a cabo los controles y la interpretación de los resultados requeridos.
(E) La certificación del personal de END cuyo trabajo no ha incluido el rendimiento de un método de examen específico por un período de 1 año o más deberán ser re-certificados para completar con éxito el examen (D) anterior y también pasar el examen visual (C) anterior.
Los cambios sustanciales en los procedimientos o equipos requerirán recertificación del personal de END. Como alternativa a la programa anterior, los requisitos de ASME Sección V, artículo 1 podrán ser utilizados para la calificación del personal de END. El personal cualificado AWS QC1 puede ser utilizado para el examen visual de las soldaduras.
136.4 Métodos de examen de soldaduras
136.4.1 Ensayos No Destructivos. Exámenes no destructivos se realizarán en conformidad con los requisitos de este Capítulo. Los tipos y el alcance de los exámenes obligatorios para soldaduras de presión y las soldaduras para componentes que retienen presión los que se especifican en la Tabla 136.4. Para soldaduras que no sean los contemplados en la Tabla 136.4, sólo se requiere un examen visual. Las soldaduras que requieren el examen no destructivo se ajustarán a las normas de aceptación aplicables para las indicaciones especificadas en los párrs. 136.4.2 hasta 136.4.6. Como guía, la capacidad de detección del método de examen se muestra en la Tabla 136.4.1. Las soldaduras que no requieren un examen (es decir, RT, UT, MT, o PT) por este código o el diseño de ingeniería se considerarán aceptables si cumplen con los requisitos del examen del párrafo. Requisitos de prueba 136.4.2 y los requerimientos de ensayo de presión los que se indican en el párrafo. 137. NDE para los materiales soldables P N°. 3, 4, 5A, 5B se llevarán a cabo en las soldaduras y materiales después del tratamiento térmico posterior a la soldadura, a menos que se lo diga el diseño de ingeniería. Los requerimientos de NDE para las soldaduras en todos los otros materiales, se puede realizar antes o después del tratamiento térmico posterior a la soldadura .
136.4.2 Examen visual. El examen visual tal como se define en el párr. 100.2 se efectuarán de acuerdo con los métodos descritos en la Sección V, Artículo 9, del Código ASME para calderas y recipientes a presión. Los Exámenes visuales pueden llevarse a cabo, en caso necesario, durante la fabricación y montaje de componentes de tuberías para proporcionar la verificación de que se cumplen los requisitos de diseño y de la WPS.(Especificación Procedimiento de Soldadura) Además, se realizará un examen visual para comprobar que todas las soldaduras terminadas en tuberías y componentes de tuberías cumplan con las normas de aceptación especificados en (A) o con las limitaciones sobre las imperfecciones especificados en la especificación del material bajo la cual la cañería o componente fue equipado.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(A) Las normas de aceptación. Las siguientes indicaciones son inaceptables:
(A.1) grietas (cracks) - superficiales externa.
(A.2) socavación (undercut) en la superficie que es mayor que 1/32 pulgadas (1,0 mm) de profundidad.
(A.3) refuerzo de soldadura (Weld reinforcement) mayor que la especificada en Tabla 127.4.2.
(A.4) falta de fusión ( lack of fusión) en la superficie.
(A.5) penetración incompleta (incomplete penetration) (se aplica sólo cuando la superficie interior es de fácil acceso).
(A.6) cualesquiera otras indicaciones lineales superiores a 3/16 pulgadas (5,0 mm) de largo.
(A.7) porosidad superficial, con indicaciones redondeadas que tienen dimensiones superiores a 3/16 pulgadas (5,0 mm) o cuatro o más indicaciones redondeadas separadas por 1/16 pulgadas (2,0 mm) o menos de borde a borde en cualquier dirección. Indicaciones redondeadas indicios que son circulares o elípticas con su longitud de menos de tres veces su anchura.
136.4.3 El examen de partículas magnéticas. Siempre que sea necesario en el presente capítulo (véase la Tabla 136.4), el examen de partículas magnéticas se realizará de acuerdo con los procedimientos del artículo 7, Sección V, del Código ASME para calderas y recipientes a presión.
(A) La evaluación de las indicaciones.
(A.1) discontinuidades mecánicas de la superficie serán indicadas por la retención del medio de examen. Todos los indicios no son necesariamente defectos; Sin embargo, ciertas discontinuidades metalúrgicas y variaciones de permeabilidad magnéticas pueden producir indicaciones similares que no son relevantes para la detección de discontinuidades inaceptables.
(A.2) Cualquier indicación que se cree que es no relevante será revisada para verificar si es o no defectos reales. El acondicionamiento de la superficie puede preceder a la reexaminación. Indicaciones no relevantes que enmascaran indicaciones de defectos son inaceptables.
(A.3) Indicaciones relevantes son los que resultan de discontinuidades mecánicas inaceptables. Indicaciones lineales son aquellas indicaciones en las que la longitud es más de tres veces el ancho. Indicaciones redondeadas que son indicios circulares o elípticos con la duración inferior a tres veces el ancho.
(A.4) Una indicación de una discontinuidad puede ser más grande que la discontinuidad que hace que; Sin embargo, el tamaño de la indicación y no el tamaño de la discontinuidad es la base de la aceptación o rechazo.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(B) Normas de aceptación. Indicaciones cuyas dimensiones principales son superiores a 1/16 de pulgada (2,0 mm) se considerarán pertinentes. Las siguientes indicaciones pertinentes son inaceptables:
(B.1) las grietas o indicaciones lineales
(B.2) indicaciones redondeadas de dimensiones mayores de 3/16 de pulgada (5,0 mm)
(B.3) cuatro o más indicaciones redondeadas en una línea separada en 1/16 de pulgada (2,0 mm) o menos, de borde a borde.
(B.4) diez o más indicaciones redondeadas en cualquier 6 cm2 (3 870 mm2) de superficie con la dimensión mayor de esta área que no exceda de 6 pulgadas (150 mm) con el área tomada en la ubicación más desfavorable en relación para las indicaciones que se están evaluando.
136.4.4 Inspección por Líquido Penetrante. Siempre que sea necesario en el presente capítulo (véase la Tabla 136.4), el examen de líquidos penetrantes se realizará de acuerdo con los procedimientos del Artículo 6, Sección V, de la ASME Código para calderas y recipientes a presión.
(A) La evaluación de las indicaciones
(A.1) Discontinuidades mecánicas a la superficie serán indicados por el sangrado del penetrante; Sin embargo, imperfecciones de la superficie localizados, como puede ocurrir a partir de mecanizado de marcas o condiciones de la superficie, pueden producir indicaciones similares que son no relevantes para la detección de discontinuidades inaceptables.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
(A.2) Cualquier indicación de que se cree que es no relevante deberá considerarse como un defecto y será revisada para verificar si es o no un defecto real presente.
Acondicionamiento de la superficie puede preceder a la reexaminación. Indicaciones no relevantes y amplias áreas de pigmentación que enmascarar indicaciones de defectos son inaceptables.
(A.3) Indicaciones relevantes son los que resultan de discontinuidades mecánicas. Indicaciones lineales son aquellas indicaciones en las que la longitud es más de tres veces el ancho. Indicaciones redondeadas indicios que son circulares o elípticas con la duración inferior a tres veces el ancho.
(A.4) Una indicación de una discontinuidad puede ser mayor que la discontinuidad que lo causa; Sin embargo, el tamaño de la indicación y no el tamaño de la discontinuidad es la base de la aceptación o rechazo.
(B) Normas de aceptación. Indicaciones cuyas dimensiones principales son superiores a 1/16 de pulgada (2,0 mm) se considerarán pertinentes. Las siguientes indicaciones pertinentes son inaceptables:
(B.1) las grietas o indicaciones lineales
(B.2) indicaciones redondeadas con dimensiones mayores que 3/16 pulgadas (5,0 mm)
(B.3) cuatro o más indicaciones redondeadas en una línea separada en 1/16 de pulgada (2,0 mm) o menos de borde a borde
(B.4) diez o más indicaciones redondeadas en cualquier 6 cm2 (3 870 mm2) de superficie con la dimensión mayor de esta área que no exceda de 6 pulgadas (150 mm) con el área tomada en la ubicación más desfavorable en relación para las indicaciones que se están evaluando
136.4.5 Radiografía. Cuando sea requerido por el presente capítulo (véase la Tabla 136.4), el examen radiográfico se realizará de conformidad con el artículo 2 de la Sección V del código ASME caldera y recipientes a presión de, excepto que los requisitos de la T-285 se deben utilizar como una guía, pero no para el rechazo de las radiografías a menos que la falta de nitidez geométrica excede 0,07 pulgadas (2,0 mm).
(A) Las normas de aceptación. Las soldaduras que se muestran en la radiografía para tener cualquiera de los siguientes tipos de discontinuidades son inaceptables:
(A.1) cualquier tipo de grieta o zona de fusión incompleta o penetración
(A.2) cualquier otra indicación alargada que tiene una longitud mayor que:
(A.2.1) 1/4 de pulgada (6,0 mm) para t hasta 3/4 de pulgada (19,0 mm), inclusive.
(A.2.2) 1/3t de t de 3/4 de pulgada (19,0 mm) hasta 21/4 pulgadas (57,0 mm), incl.
(A.2.3) 3/4 de pulgada (19,0 mm) para t mayor de 21/4 de pulgada (57,0 mm) donde t es el espesor de la parte más delgada de la soldadura.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
NOTA: t se hace referencia en (A.2.1), (A.2.2), y (A.2.3) anterior se refiere al espesor de la soldadura se está examinando; Si una soldadura se une a dos miembros que tienen diferentes espesores en la soldadura, t es el más delgado de estos dos espesores.
(A.3) cualquier grupo de indicaciones en línea que tienen una longitud total mayor que t en una longitud de 12t, salvo que la distancia entre las indicaciones sucesivas excede 6L donde L es la indicación más larga en el grupo.
(A.4) porosidad superior a la que se muestra como aceptable en el Apéndice A-250 de la Sección I del Código ASME para calderas y recipientes a presión.
(A.5) concavidad de la raíz cuando hay un cambio brusco en la densidad, como se indica en la radiografía
136.4.6 examen ultrasónico. Cuando sea requerido por el presente capítulo (véase la Tabla 136.4), examen ultrasónico (UT) se realizará de conformidad con el artículo 4 de la Sección V de la ASME para calderas y recipientes a presión Código y los siguientes requisitos adicionales.
(A) Los siguientes criterios también deberán cumplirse al realizar exámenes de ultrasonido:
(A.1) El equipo utilizado para realizar el examen será capaz de registrar los datos de UT para facilitar el análisis de un tercero y para la repetición de los exámenes posteriores, en caso de ser necesarios. Donde haya obstrucciones físicas impiden el uso de sistemas capaces de registrar los datos de UT, UT manual puede ser utilizado con la aprobación del propietario.
(A.2) Personal NDE ejecución y la evaluación de los exámenes UT deben ser calificados y certificados de acuerdo con la práctica escrita de su empleador y de los requisitos del párr. 136.3.2 de este Código. El personal, los procedimientos y equipos utilizados para recopilar y analizar datos UT deberá demostrar su capacidad para realizar un examen aceptable el uso de bloques de prueba aprobados por el Propietario.
(B) Normas de aceptación. Las soldaduras que se muestran mediante examen ultrasónico tener discontinuidades que producen una indicación mayor que 20% del nivel de referencia se investigó en la medida en que el personal de examen ultrasónico pueden determinar su forma, la identidad y ubicación, de modo que puedan evaluar cada discontinuidad para la aceptación de conformidad con (B.1) y (B.2) a continuación.
(B.1) Discontinuidades evaluados como grietas son, falta de fusión o penetración incompleta son inaceptables, independientemente de la longitud.
(B.2) Otras discontinuidades son inaceptables si la indicación es superior al nivel de referencia y su longitud supera los siguientes:
(B.2.1) 1/4 de pulgada (6,0 mm) para t hasta 3/4 de pulgada (19,0 mm).
(B.2.2) 1/3t de t de 3/4 de pulgada (19,0 mm) de 21/4 pulgadas (57,0 mm).
(B.2.3) 3/4 de pulgada (19,0 mm) para t mayor de 21/4 de pulgada (57,0 mm) donde t es el espesor de la soldadura que se examina. Si theweld se une a dos miembros que tienen diferentes espesores en la soldadura, t es el más delgado de estos dos espesores.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
137 PRUEBAS DE PRESIÓN
137,1 Requisitos generales
137.1.1 Subconjuntos. Al cabo de conformidad con los requisitos de este Código, la prueba de presión de los sistemas de tuberías para asegurar la estanqueidad deberá ser aceptable para la determinación de fugas en tuberías de subconjuntos.
137.1.2 Temperatura del medio de prueba. La temperatura del medio de ensayo debe ser la de la fuente disponible a menos que se especifique lo contrario por el propietario. La presión de prueba no se aplicará hasta que el sistema y el medio de presurización están aproximadamente a la misma temperatura. Al realizar las pruebas de presión a temperaturas bajas de metal, se considerará la posibilidad de rotura frágil.
137.1.3. Protección Personal. Se tomarán las precauciones adecuadas en caso de ruptura del sistema de tuberías para eliminar los riesgos para el personal en las proximidades de las líneas están probando.
137.1.4 El estrés máximo Durante la prueba. En ningún momento durante la prueba de presión se cualquier parte del sistema de tuberías de ser sometido a una tensión mayor que la permitida por la párr. 102.3.3 (B).
137.1.5 Calendario de Pruebas. La prueba de presión se realizará tras la finalización del tratamiento térmico posterior a la soldadura, requerido por párrafo. 132, los exámenes no destructivos requeridos por la Tabla 136.4, y el resto de la fabricación, las actividades de montaje y de erección requiere para proporcionar el sistema o porciones del mismo se somete a la prueba de presión con capacidad de retención de presión.
137.2 Preparación para las pruebas
137.2.1 La exposición de las articulaciones. Todas las juntas, incluyendo soldaduras no previamente una prueba de presión se dejarán sin aislar y expuestos para su examen durante la prueba. Por acuerdo previo del sistema completo o partes del mismo objeto de examen pueden ser aislados antes del período de prueba prevista una celebración de la presurización de tiempo extendido del sistema se lleva a cabo para comprobar posibles fugas a través de la barrera de aislamiento.
137.2.2 La adición de soportes temporales. Tubería sistemas diseñados para el vapor o gas se proveerán con soportes temporales adicionales si es necesario para el apoyo el peso del líquido e prueba. Dichos soportes deberán cumplir con los requisitos para las pruebas y limpieza del sistema procedimientos descritos en el párr. 122.10.
137.2.3 Restricción o aislamiento de juntas de dilatación. Las juntas de expansión deberán estar provistos de restricción temporal si es necesario para la carga de presión adicional en virtud de la prueba, o bien deberán estar aislados durante la prueba del sistema.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
137.2.4 Aislamiento de equipos y tuberías no sometidos a la prueba de presión. El equipo que no se va a someter a la prueba de presión debe ser desconectado del sistema o por un medio aislado en blanco o similares. Las válvulas pueden ser utilizados para este propósito siempre que el cierre de la válvula es adecuada para la presión de prueba propuesto. Propietario deberá ser consciente de las limitaciones de presión y temperatura para cada materia de la válvula a las condiciones de prueba y como se describe además en el párr. 107,1 (C). Equipos aislados y las tuberías deben tener salida.
137.2.5 Tratamiento de Juntas embridadas que contienen espacios en blanco. Uniones embridadas en la que los espacios en blanco se insertan a obturar otros equipos durante la prueba no necesitan ser probados después de la extracción de la pieza elemental siempre que los requisitos del párr. 137.7.1 se realizan posteriormente.
137.2.6 Precauciones contra Medium Test de expansión. Si una prueba de presión se debe mantener durante un período de tiempo durante el cual el medio de prueba en el sistema está sujeto a la expansión térmica, se deberán tomar precauciones para evitar la presión excesiva. Se recomienda un dispositivo de alivio de presión fijado en 3.11 veces la presión de prueba durante la prueba de presión, siempre que los requisitos de los párrafos. 137.1.4, 137.4.5, 137.5.5 y no se excedan.
137.3 Requisitos para Sistemas de tuberías específicas
137.3.1 Tuberías externas de Caldera. Tuberías externas de calderas [véase párr. 100.1.2 (A)] deberán ser probados hidrostáticamente de acuerdo con PG-99 de la sección I de la Caldera de ASME y código de recipientes a presión. La prueba se realizará en presencia del Inspector Autorizado.
137.3.2 Nonboiler tuberías externas. Toda la tubería externa nonboiler deberá ser probada hidrostáticamente de conformidad con el párr. 137.4. Como alternativa, si lo especifica el propietario, la tubería puede ser a prueba de fugas, de conformidad con el párr. 137.5, 137.6, o 137.7. Líneas abiertas a la atmósfera, tales como rejillas o drenajes aguas abajo de la última válvula de cierre, no necesitan ser probados.
137.4 Prueba hidrostática
137.4.1. Materiales. Cuando lo permita la especificación de materiales, una prueba hidrostática del sistema se puede realizar en lugar de la prueba hidrostática requerida por las especificaciones de los materiales para los materiales utilizados en el subconjunto de la tubería o el sistema siempre y cuando la presión de prueba mínima requerida para que se cumpla el sistema de tuberías.
137.4.2 La provisión de los orificios de ventilación en puntos altos. Venteos serán provistos en todos los puntos altos del sistema de tuberías en la posición en la que la prueba se llevó a cabo para purgar las burbujas de aire, mientras que el componente o sistema se está llenando. Purga de aire durante el llenado del sistema puede ser proporcionado por el aflojamiento de bridas que tienen un mínimo de cuatro pernos o por el uso de rejillas de ventilación del equipo.

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.
137.4.3 medio de prueba. El agua debe utilizarse normalmente como medio de prueba a menos que se especifique lo contrario por el propietario. Pruebe el agua deberá estar limpio y debe ser de tal calidad como para minimizar la corrosión de los materiales en el sistema de tuberías. Precauciones más recomendadas en la calidad del agua de ensayo utilizado para pruebas hidrostáticas de austeníticos (serie 300) y ferríticos (serie 400) aceros inoxidables están contenidos en el Apéndice IV, párr. IV-3.4.
137.4.4 La comprobación de los equipos de prueba antes de aplicar presión. El equipo de ensayo deberá ser examinado antes de aplicar presión para asegurarse de que está bien conectado. Todas las líneas de llenado de baja presión y todos los demás elementos que no están sujetos a la presión de prueba se desconectarán o aislados por válvulas u otros medios adecuados.
137.4.5 Requerido hidrostática Presión de prueba. La presión de prueba hidrostática en cualquier punto en el sistema de tuberías no deberá ser inferior a 1,5 veces la presión de diseño, pero no deberá exceder la presión máxima de prueba admisible de los componentes no aislados, como los vasos, bombas o válvulas, ni exceder los límites impuestos por el párr. 102.3.3 (B). La presión se mantendrá de forma continua durante un tiempo mínimo de 10 minutos y después se puede reducir a la presión de diseño y se mantiene durante el tiempo que sea necesario para llevar a cabo los exámenes para las fugas. Los exámenes para la fuga se realizarán de todas las uniones y conexiones. El sistema de tuberías, con exclusión de posibles casos localizados en la bomba o el empaque de la válvula, no deben mostrar evidencia visual de llanto o pérdida.
137.5 Prueba neumática
137.5.1 General. A excepción de las pruebas preliminares de conformidad con el párr. 137.5.4, no se utilizará el control neumático a menos que el propietario especifica el control neumático o permite su uso como una alternativa. Se recomienda que el control neumático puede utilizar sólo cuando una de las siguientes condiciones:
(A) cuando los sistemas de tuberías están diseñados de modo que no se pueden llenar con agua
(B) cuando los sistemas de tuberías se van a utilizar en los servicios, donde los rastros del medio de prueba no se puede tolerar
137.5.2 Medio de prueba. El gas utilizado como el medio de ensayo debe ser no inflamable y no tóxico. Dado que el gas comprimido puede ser peligroso cuando se usa como medio de prueba, se recomienda tomar medidas especiales para la protección del personal cuando un gas a presión se utiliza como medio de prueba.
137.5.3 La comprobación de los equipos de prueba antes de aplicar Presión. El equipo de ensayo deberá ser examinado antes de que se aplique presión para asegurarse de que está conectado de forma firme. Todos los artículos no sometidos a la presión de prueba será

ASME B 31.1-2007 ESP. CAÑERÍAS DE PODER.