Aspectos Metalúrgicos
11
Proyecto Mina La YE, Aspectos Metalúrgicos FLSmidth Minerals S.A.C. Julio 2008
-
Upload
steven-tremol -
Category
Documents
-
view
156 -
download
1
Transcript of Aspectos Metalúrgicos

Proyecto Mina La YE, Aspectos Metalúrgicos
FLSmidth Minerals S.A.C.
Julio 2008

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
2
1.0INTRODUCCION
Mineros S.A. Es propietario de un deposito minero aurífero en la jurisdicción del
MUNICIPIO DE ZARAGOZA, Antioquia - Colombia muy cerca de sus operaciones
auríferas aluviales en El BAGRE. El propietario está planeando realizar la
construcción de una planta de beneficio en la Mina La Ye, para ello ha contratado
a FLSmidth Minerals S.A.C. en Junio del 2008 para desarrollar la ingeniería
básica , de detalle y puesta en marcha de sus operaciones en procesos
metalúrgicos.
1.1 PRUEBAS METALURGICAS
Las pruebas metalúrgicas iníciales del proyecto fueron realizadas en los
laboratorios PLENGE en Lima - Perú y en Junio del 2007 se obtuvo un informe
con significativa información acerca del mineral proveniente de las operaciones de
excavación y explotación de futuras galerías de la Mina La Ye. (Véase anexo 1).
Asimismo, desde febrero del 2007 el Instituto de minerales – CIMEX de la
Facultad de Minas de la Universidad Nacional de Colombia con sede en Medellín,
desarrolla una investigación metalúrgica que está enmarcada en lo siguiente:
Preparación de las muestras minerales tanto del bloque Sur como del
bloque norte
Caracterización del mineral (pruebas físicas, pruebas químicas e
identificación mineralógica)
La identificación mineralógica se enmarca en observación macroscópica,
Análisis de Rayos X y Análisis de microscopia electrónica
Toda la información esta detallada en el Anexo No. 2 del presente informe.
Asimismo, dentro de las evaluaciones realizada por Mineros S.A. se tiene data de
pruebas experimentales llevadas a cabo al mineral, las que constan de lo
siguiente:
Estudio de molienda
Estudio de concentración
Estudio de extracción de valiosos

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
3
Dentro del estudio de molienda se calculo el Índice de trabajo del mineral cuyo
valor es 16.28 Kw – h /ton corta. Se realizo pruebas de concentración gravimétrica
en espirales Humphrey, pruebas de concentración en Jigs, pruebas en
concentración combinada en mesa Wifley + celdas de flotación; dentro de las
respuestas en recuperación de oro encontradas solo resulto atractivo para el
proceso, la prueba de concentración combinada (mesa Wifley + flotación)
alcanzando niveles de recuperaciones de oro cercanos a 96.5 %, mas no
sucediendo lo mismo en las pruebas de concentración con los espirales Humphrey
o en las pruebas de Jigs donde se obtuvieron bajos niveles de recuperación de
oro.
En las pruebas de extracción del valioso se realizo la cianuración bajo la
modalidad de pruebas de lixiviación clásicas, en las que se empleo como variable
primero la concentración de cianuro y posteriormente el tamaño de grano de la
muestra.
Las condiciones operacionales de las pruebas fueron:
Concentración de cianuro de sodio (NaCN): Variable entre 0.5 a 2.5 kg NaCN
/ ton de mineral.
pH de trabajo: se mantuvo como nivel el rango de 10,5 a 11.0, empleando cal
para controlar.
Tiempo de contacto: 48 horas
Dilución o relación S:L = 1:3, se emplearon en casi todos los casos 500 g de
mineral concentrado, por 1.5 litros de agua procedente del acueducto de
Medellín.
Tamaño de partículas: d80 cercano a la malla 100.
Las conclusiones que se obtuvo del presente informe señalan como
conceptualidad del proceso lo siguiente:
Conminución
Molienda – gravimetría – Flotación
Cianuración
Todas las pruebas metalúrgicas están en el Anexo 3.

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
4
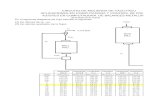
1.2 BALANCES DE MASAS
Los análisis de balance de masa realizados por MINEROS S.A. bajo la
conceptualidad obtenida por CIMEX es detallado en un informe realizado por
MIGUEL ANGEL VALLEJOS (Ingeniero de minas y metalúrgica funcionario de
MINEROS S.A.) en setiembre del 2007, el cual muestra cuadros de balances de
masa, soluciones y agua por secciones. Aquí podemos mencionar que existe la
conceptualidad de usar: Procesos de Molienda – concentrador gravimétrico Jigs –
concentrador centrifugo – doble sistema de hidro-ciclones - acondicionamiento y
Flotación – colas de flotación = alimento de sistema de relleno hidráulico –
Espesador desaguador – molino de remolienda – hidrociclón – agitadores para
cianuración – espesador – circuito de Merrill Crowe y sistema CCD. Este proceso
planteado por MINEROS S.A. bajo este reporte dado en el anexo No.4, fue
analizado por José Mallqui Romayna (ingeniero metalurgista y asesor externo de
MINEROS S.A) llegando a modificar dicha conceptualidad y planteando circuitos
alternativos, los cuales son resumidos en la revisión G (véase anexo No.4) en
Marzo del 2008. La empresa FLSmidth Minerals S.A.C. (empresa de ingeniería
que llevara a cabo la culminación de la ingeniería básica - ingeniería de detalle y
puesta en marcha de las operaciones) realiza modificaciones fundamentales al
arreglo del proceso, considerando la introducción de un concentrador centrifugo en
el circuito de molienda en vez del concentrador Jigs y celda unitaria Flash, además
de ubicar un sistema de filtrado en vez de usar el sistema convencional CCD para
Las colas de cianuración. Estas modificaciones serán nombradas a detalle en la
memoria descriptiva del proceso. El arreglo propuesto por FLSmidth Minerals
S.A.C esta nombrado como revisión H (véase en el anexo No. 4)
1.3 PILOTAJE PARA EVALUACION DE INDICES Y RELACIONES DE SCALE –
UP
Aun no se tiene información de las evaluaciones a nivel piloto, pero se muestra la
propuesta de la planta SAN JUAN GOLD MINE – COLOMBIA como manera de
realizar una homologación con la planta Mina La Ye. El objetivo de la
homologación es: determinar los procesos equivalentes en la escala metalúrgica
de planta para analizar los resultados de muestreos y formular las relaciones de
escalamiento, ello es mostrado en un resumen comparativo de los equipos que

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
5
cuenta la planta SAN JUAN GOLD MINE en relación a la conceptualidad de la
planta mina La YE . (Véase en el anexo No. 4)
2.0MEMORIA DESCRIPTIVA DE LOS PROCESOS
La memoria descriptiva incluye:
Trituración y chancado
Molienda – clasificación y gravimetría
Acondicionamiento – flotación y disposición de relaves de flotación
Separación sólido - liquido
Remolienda – clasificación y cianuración
Filtrado –detoxifiación y disposición de relaves de cianuración
Almacenamiento y distribución de reactivos
Recuperación y distribución de agua fresca y reciclada
La memoria descriptiva excluye:
Geología
Estimación de recursos
Evaluación de los impactos ambientales.
Suministro de energía y automatización de los procesos
2.1Trituración y chancado
El proceso de trituración y chancado está diseñado para 1000 ton. Secas/día,
con un tamaño máximo de fragmentos de mineral de 8 pulgadas proveniente
de interior mina. Este mineral es transportado por camiones de 20 toneladas
hacia la tolva de gruesos cuya capacidad es de 100 toneladas húmedas. El
mineral es alimentado hacia un grizzly vibratorio de 3’ x 6’ con abertura de
malla de 2”, por un alimentador vibratorio No.1 de 36” x 42”. El underflow (u/f)
del grizzlly que contienen mineral -2” caen a la faja No.1 de 24” x 24.6 m, el
overflow (o/f) del grizzlly alimentan a la chancadora de quijadas de 20” x 36”,
(set de la chancadora de quijadas esta graduado en 2”) el material chancado
producto de la chancadora pasa a la Faja No. 1. Existe un electroimán No. 1
cerca a la polea de cabeza de la Faja No.1, ubicado con el fin de retener
material metálico (combas, alambres, pedazo de metal etc.). El mineral

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
6
transportado por la Faja No.1 alimenta a la zaranda 5’ x 12’ que posee un solo
piso y cuya malla de corte es 5/8”.
El u/f de la zaranda No. 1 que contienen mineral fino 100% - 5/8” cae a la Faja
No.2 de 24” x 15 m. mientras que el o/f de la zaranda No. 1 alimenta a la
chancadora cónica estándar de 3’, cuyo set de descarga esta graduado en ½ “,
pasando el producto de esta chancadora cónica a la Faja No.2. El mineral
transportado por la Faja No.2 se transfiere sucesivamente a las fajas No. 3 de
24” x 17.9, Faja No. 4 de 24” x 6.9 m y por último a la Faja No.5 de 24” x 14.1
m, aquí en la polea de cabeza de la faja No.5 existe el electroimán No. 2. El
mineral transportado en la faja No. 5 es alimentado a la Zaranda vibratoria No.
2 de 6’ x 16’ de doble piso cuya mallas superior e inferior poseen las aberturas
de 5/8” y 7/16”. El o/f de dicha zaranda (100% + 5/8” y 100% + 5/16”) alimenta
a la chancadora cónica de cabeza corta de 4’ ¼”, pasando el producto
chancado hacia la faja No. 2. El u/f de la zaranda vibratoria No.2 (100% -7/16”)
Cae a la Faja No.6 de 24” x 12 m y luego es transferida a la Faja No.7 de 24” x
18m, alimentando a la Tolva de finos de 450 toneladas húmedas.
La conceptualidad de utilizar el arreglo de la zaranda No.1 de un solo piso, la
zaranda No. 2 de doble piso, los sets de la chancadora primaria y chancadoras
secundarias hasta obtener un producto 100% - 7/16” se ha dado después de
realizar una serie de corridas con un software de simulación AggFlow 2008 de
propiedad de FLSMIDTH. Ello es detallado en el Anexo No. 6.
2.2Molienda – clasificación y gravimetría
El mineral chancado 100% - 7/16” que es almacenado en la tolva de finos cuya
capacidad es de 450 toneladas húmedas, se descarga por un alimentador
vibratorio No. 2 de 18” x 36” hacia la Faja No. 8 de 24” x 11 m. El mineral
chancado es alimentado a un molino de bolas primario de 8’ x 8’, la descarga
del molino primario cae a un cajón de bombas de 3’ x 3’ desde el cual se
alimenta al nido de hidrociclones D-10 por medio de las bombas de lodos de 4”
x 3”. El u/f de los hidrociclones D-10 cae a un distribuidor de carga separando la
tercera parte del flujo y alimentando a la zaranda de alta frecuencia 3’ x 6’ que
posee una malla de abertura de 10#, el o/f de la zaranda vibratoria + 10# se une

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
7
con las 2/3 partes del u/f del hidrociclon D-10 y la descarga del concentrador
centrifugo pasando todos estos flujos al molino como carga circulante. El u/f de
la zaranda vibratoria – 10# alimenta al concentrador centrifugo Knelson KC 12
obteniéndose un concentrado gravimétrico que se ha designado para venta
directa o para un sistema Acacia (esta para la decisión de parte del cliente el
destino de este concentrado).
El sistema de concentración gravimétrica en el u/f de los hidrociclones se ha
planteado como alternativa de concentración en vez de la conformación inicial
de ubicar los Jigs + celdas de flotación Flash que estuvieron ubicados en serie
en la descarga del molino 8’ x 8’. Las ventajas de la concentración gravimétrica
con concentrador Knelson son:
Instalación rápida y barata
Costo operativo bajo
Obtención del metal inmediata
Disminuye el tiempo de cianuración por tener que disolver menores
valores de oro que queda en el mineral.
Recuperación del oro grueso y así evitar su laminación y entrampe
dentro del molino, la presencia de oro grueso en los circuitos de flotación
son de difícil recuperación y existe la posibilidad de que sean arrastrados
por los flujos hacia los relaves, decayendo la recuperación global del oro
en el proceso.
2.3 Acondicionamiento – flotación y disposición de relaves de flotación
El o/f de los hidrociclones D-10, pasan a un tanque acondicionador 8’ x 8’ donde
son añadidos los reactivos de flotación como colectores (Z-6), Promotores (A-
404), Espumantes (Dow 250), depresores (Sulfato de cobre), luego de 20
minutos de acondicionamiento, la pulpa pasa al sistema de flotación Rougher,
Scavenger, y Cleaner, el cual se ha diseñado con celdas Wemco circulares de
300 pies3 y 150 pies3. El arreglo del sistema de flotación se da en el anexo
No.7. El concentrado de flotación es bombeado mediante una bomba de lodos
2’ x 2’ al clarificador ECAT de 2 m x 7.73 m, mientras que el relave de flotación
es bombeado por medio de bombas de lodos 3’ x 2’ hacia un espesador No. 1
DCT 8 m x 13 m.

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
8
El u/f del espesador No. 1 DCT 8 m x 13 m, contiene 72 a 75 % de sólidos,
estos lodos son bombeados mediante una bomba centrifuga de sello seco 4’ x
3’ hacia la cancha de relaves de flotación. Existe una bomba peristáltica de
recirculación que envía los lodos hacia el alimento del espesador No. 1 DCT y
el o/f de este espesador es agua reciclada que será usado en el proceso
nuevamente.
2.4 Remolienda – clasificación y cianuración
Los lodos conteniendo 50% de sólidos provenientes del u/f del clarificador
ECAT de 2m x 7.73 m, son alimentados al cajón de descarga del molino de
bolas de remolienda 5’ x 8’ (en este punto del proceso se añade el cianuro en
solución y la cal liquida, así como también solución barren para lograr un % de
sólidos adecuados para bombear hidrociclon). Estos lodos son bombeados por
una bomba de lodos 3’ x 2’ hacia el hidrociclon secundario D-4, el u/f de los
hidrociclones D-4 retorna la molino de bolas 5’ x 8’ en forma de carga
circulante, el concentrado del mineral es remolido y los valores de oro y plata
son disueltos por efecto del cianuro y la generación de nuevas superficies
expuestas.
El o/f de los hidrociclones D-4 son transferidos a un tanque de almacenamiento
4’ x 4’ y enviados por una bomba centrifuga de sello seco 2’ x 1 1/2’ al
espesador No. 2 DCT de 3m x 9 m, desde este equipo se obtienen dos
productos: el u/f del espesador No.2 DCT el cual es alimentado por medio de
una bomba centrifuga de sello seco 2’ x 2’ hacia los cuatro tanques agitadores
de cianuración de 14’ x 14’ cuyas unidades disposición y diseño esta dado para
un tiempo de retención de la pulpa de 48 horas. La descarga de estos tanques
agitadores pasa a un cajón de bomba 3’ x 3’ y desde allí son bombeados al
espesador No.3 DCT 3m x 9m.
Las soluciones cianuradas ricas en oro y plata obtenidas de los o/f tanto de los
espesadores No. 2 y No. 3 DCT van por medio de la gravedad al tanque de
solución rica 13’ x 13’ siendo parte del flujo alimentado a la planta de Merrill
Crowe.

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
9
2.5 Filtrado – detoxificación y disposición de relaves de cianuración
El alimento al filtro de presión es la pulpa bombeada desde el u/f del espesador
No. 3 DCT, por medio de una bomba peristáltica 4” x 4”, después de un tiempo
establecido el filtro de presión descarga la torta del mineral filtrado hacia una
faja transportadora No.9 de 18” x 6m siendo esta torta llevada hacia el tanque
atriccionador No. 1 de 1.5 m x 2 m. Una vez filtrada y descargada la torta
mineral se procede a limpiar las rebabas de mineral que han quedado en las
cámaras usando aire a presión, el cual impulsa el mineral hacia un core blow
que esta adjunto al filtro de presión, una vez el mineral arrastrado hacia el core
blow se procede a inyectar agua a presión para descargarlo el mineral hacia el
tanque atriccionador No. 1. El mineral filtrado en las tortas y el mineral de las
rebabas del filtro son repulpados en el tanque atriccionador con solución barren
siendo bombeados hacia el filtro de presión nuevamente y así se repite el ciclo
batch. La solución filtrada contenida en las pulpas son parte de las soluciones
cianuradas ricas en oro y plata y estas son parte del flujo alimentado a
MERRILL CROWE yendo por gravedad al tanque solución rica de 13’ x 13’.
Una vez que las soluciones cianuradas filtradas tengan bajo tenor en leyes de
oro y plata, se procede a invertir el sentido de las fajas, enviando las tortas
filtradas hacia el tanque atriccionador No. 2 de 1.5 m x 2m, las que serán re-
pulpadas con soluciones barren. En este ultimo tanque nombrado es que se
inicia la detoxifiacion de las pulpas minerales con la adición de acido sulfúrico y
peróxido de hidrogeno, para así formar el acido de caro y acomplejar el cianuro
libre contenido haciéndolo estable al medio ambiente. Estas pulpas
detoxificadas son enviados mediante una bomba centrifuga de sello seco 3’ x
2’ hacia el espesador No.4 DCT 3m x 9m, desde este equipo se obtienen dos
productos: el o/f es formado por una solución de toxificada exenta de cianuro
libre y el u/f que es una pulpa con 72% de sólidos que es bombeada mediante
una bomba peristáltica 2’ x 2’ hacia la cancha de relaves de cianuración.
Los diseños de dimensionamiento de los espesadores DCT del numero 1 al 4 y
el clarificador ECAT se dan en el anexo No. 8

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
10
El uso del sistema de filtrado a las pulpas de relave de cianuración en vez del
convencional sistema CCD trae como consecuencia una serie de beneficios
que se nombran a continuación:
Menor costo de inversión instalado y costo operativo
Menores flujos de solución cianurada ricas en oro y plata a tratar por
el sistema de Merrill Crowe y por ende menor inversión en instalar.
Simplificación del proceso por utilización de un sistema de
separación solidó líquido en vez de usar un sistema de 3 o 4
espesadores.
2.6 Recuperación y distribución de agua reciclada y fresca
Las aguas utilizadas en las operaciones de molienda y flotación son
recuperadas tanto en el o/f del espesador No.1 DCT como en el o/f del
clarificador ECAT, ambos flujos van a un tanque de recepción 8’ x 8’ y desde
allí se bombea dichas aguas al tanque principal de agua reciclada de 18’ x 18’
de 200 m3 de capacidad que alimenta al circuito de molienda primaria, el
residual de este tanque se canaliza hacia la poza de eventos. Al cuantificar
dichos flujos tenemos valores de 35 m3/hora, según balances de aguas en el
proceso.
El agua fresca es tomada del rió por dos bombas verticales y enviadas a un
tanque de agua fresca de 50 m3 de capacidad, desde allí hay dos
derivaciones, siendo el primero para el sistema de reposición para el proceso,
para el sistema de sellado de las bombas de lodos y bombas peristálticas y
para el sistema de preparación de reactivos químicos del proceso. El segundo,
es el sistema de agua a presión requerido por el concentrador centrifugo
KNelson, para la limpieza del las aberturas del trommel del molino primario y el
Lavado de las cámaras del filtro a presión. Al cuantificar los flujos requeridos
de agua fresca, nos da un máximo de flujo de 15 m3/hora, según balances de
agua en el proceso. En total el agua requerida para el proceso es de 50
m3/hora, siendo casi el 70% agua reciclada y el 30% agua fresca.

FLSmidth Minerals S.A.C.Av. República de Panamá 3030 Oficina 701-BSan Isidro – Lima 27 - PerúTeléfono : (51-1) 708 0500Fax: (51-1) 708 [email protected]
11
2.7 Distribución de reactivos
Existe un área cercana a la zona de molienda y flotación donde se ha
destinado al almacenamiento, preparación y distribución de los reactivos
químicos a los diferentes puntos establecidos en las operaciones. Así
tenemos, los reactivos de flotación (xantato Z-6, sulfato de cobre, espumante
Dow 250, promotor A404). Asimismo los reactivos para la cianuración (cal,
cianuro, soda, etc.), los reactivos para la separación solidó liquido (floculante
aniónico y no – iónico) y los reactivos para el sistema de Merrill Crowe (polvo
de zinc, nitrato de plomo y celite). Los reactivos de flotación ingresan al Tk
acondicionador 8’ x 8’, los reactivos de cianuración ingresan al cajón de
descarga del molino de remolienda 5’ x 8’, mientras que los reactivos de
separación solidó-liquido ingresan a cada uno de los espesadores DCT y
ECAT respectivamente. Los reactivos del sistema de Merrill Crowe ingresan
tanto a los filtros como al cono de precipitación.