³AUTOMATIZACIÓN DE UNA LINEA DE ENVASADO PARA …
119
Facultad de Ingeniería “AUTOMATIZACIÓN DE UNA LINEA DE ENVASADO PARA CONCRETO EMBOLSADO” Autor: Wilmer Edgardo Medina Antón Para obtener el Título Profesional de Ingeniero Electrónico Asesor: José Machuca Mines Lima, Noviembre 2019 Programa Especial de Titulación Carrera de Ingeniería Electrónica
Transcript of ³AUTOMATIZACIÓN DE UNA LINEA DE ENVASADO PARA …

Facultad de Ingenieriacutea
ldquoAUTOMATIZACIOacuteN DE UNA LINEA DE
ENVASADO PARA CONCRETO EMBOLSADOrdquo
Autor Wilmer Edgardo Medina Antoacuten
Para obtener el Tiacutetulo Profesional de
Ingeniero Electroacutenico
Asesor Joseacute Machuca Mines
Lima Noviembre 2019
Programa Especial de Titulacioacuten
Carrera de Ingenieriacutea Electroacutenica
RESUMEN
En el presente informe de suficiencia profesional se disentildea una alternativa de
solucioacuten para la ejecucioacuten del subproceso de Envasado en una empresa del
sector de construccioacuten el mismo que es materia de estudio ejerciendo una mayor
supervisioacuten y control partiendo del subproceso que se realizaba en forma manual
se propone utilizar equipos mecaacutenicos destinados a la dosificacioacuten de materia
prima en el aacuterea de construccioacuten que se deben ordenar en forma simultaacutenea y
controlar mediante un proceso de Automatizacioacuten Industrial utilizando un PLC
Los caacutelculos de implementacioacuten el sistema con PLC mostraron valores ideales con 0
de error dichos valores cambiaron una vez realizada la implementacioacuten con la
parte fiacutesica hasta alcanzar un error incluso del 1 y que fue mejorando luego de
varias pruebas de ajuste regulacioacuten y calibracioacuten de los elementos del sistema
ii
INDICE
RESUMEN ii
INDICE iii
INTRODUCCIOacuteN vi
CAPIacuteTULO 1 1
DESCRIPCIOacuteN EL SISTEMA 1
11 Definicioacuten del Problema 1
111 Descripcioacuten del Problema 2
112 Formulacioacuten del Problema 3
12 Definicioacuten de objetivos 4
121 Objetivo general 4
122 Objetivos Especiacuteficos 4
123 Alcances y Limitaciones 5
124 Justificacioacuten 6
125 Estado del Arte 6
CAPITULO 2 10
MARCO TEOacuteRICO 10
21 Fundamento Teoacuterico 10
211 Productos secos 10
2111 Almacenamiento de materias primas 12
2112 Mezclado 16
2113 Envasado 17
CAPITULO 3 28
iii
DESARROLLO DE LA SOLUCIOacuteN 28
31 Implementacioacuten del Sistema 28
311 Tolva de almacenamiento 28
3111 Vaacutelvula rotativa 32
3112 Sistema Neumaacutetico 34
3113 Indicador de nivel tipo paleta 35
312 Transportador Helicoidal 36
313 Variador de velocidad 37
314 Sistema de pesaje 39
3141 Celdas de Carga 40
315 Sistema eleacutectrico 45
3151 Secuencia en modo manual 46
3152 Secuencia en modo Automaacutetico 50
316 Implementacioacuten del Software 60
3161 Funcionamiento del PLC 60
CAPITULO 4 62
RESULTADOS 62
41 Costo de implementacioacuten 64
42 Costo por personal 66
43 Produccioacuten Mensual 67
CONCLUSIONES 69
ANEXOS 71
Anexo 1 Caacutelculos para la corriente del sistema 72
iv
Anexo 2 Capacidad de corriente de cables THW 73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos en
ambiente diferente de 30degC 74
Anexo 4 Variador de frecuencia 75
Anexo 5 Montaje de Celda de carga 76
Anexo 6 Programacioacuten 78
Anexo 7 Datasheet de componentes del sistema Automaacuteticos 89
GLOSARIO 107
BIBLIOGRAFIacuteA 111
v
INTRODUCCIOacuteN
El desarrollo del presente disentildeo tuvo como finalidad explicar y justificar por queacute
se seleccionoacute el tipo de pesaje electroacutenico para el subproceso de envasado a
partir de un funcionamiento manual en el cual la exposicioacuten al polvo residual
riesgo de accidente por maniobras con maquinarias y contaminacioacuten de suelos
eran un problema constante durante la ejecucioacuten del subproceso de envasado
La implementacioacuten de la ldquoAutomatizacioacuten de Liacutenea de Envasado para Concreto
Embolsadordquo ayuda a mejorar tiempos de trabajo mayor precisioacuten en el pesaje de
bolsas eliminando el error humano producido por el uso de paletas u otros
elementos para alcanzar el peso deseado
Se consideroacute el espacio fiacutesico y los requerimientos solicitados por el cliente
procediendo al disentildeo se tuvo en cuenta el principio de funcionamiento de los
componentes como transportadores helicoidales y vaacutelvulas rotativas Se procedioacute
a la seleccioacuten del PLC Visioacuten 120 para realizar el control del sistema apoyados
por actuadores neumaacuteticos y eleacutectricos logrando alcanzar el objetivo deseado
vi
mediante un sistema practico confiable y preciso que se usa actualmente y
contribuye a la industria en general mejorando tiempos de trabajo costos por
operador y disminucioacuten del nivel de contaminacioacuten del medio ambiente utilizando
tambieacuten personal calificado para el mantenimiento del proceso y sistema en
general
vii
CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
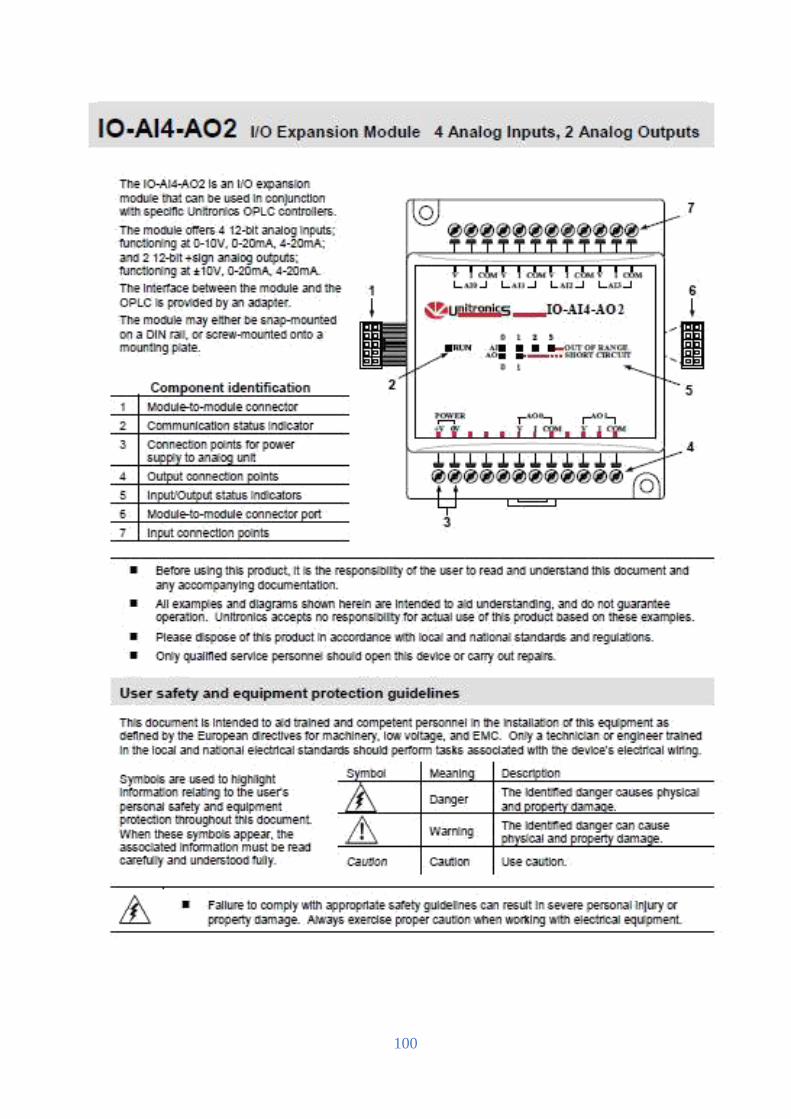
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
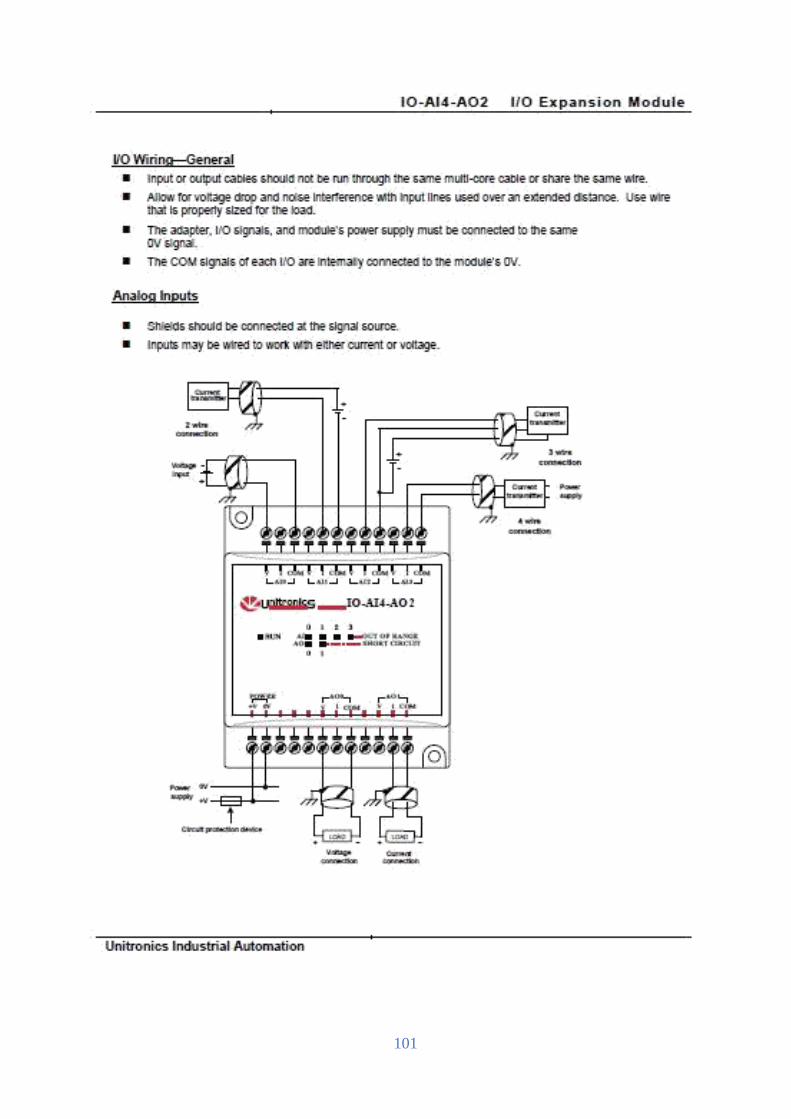
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
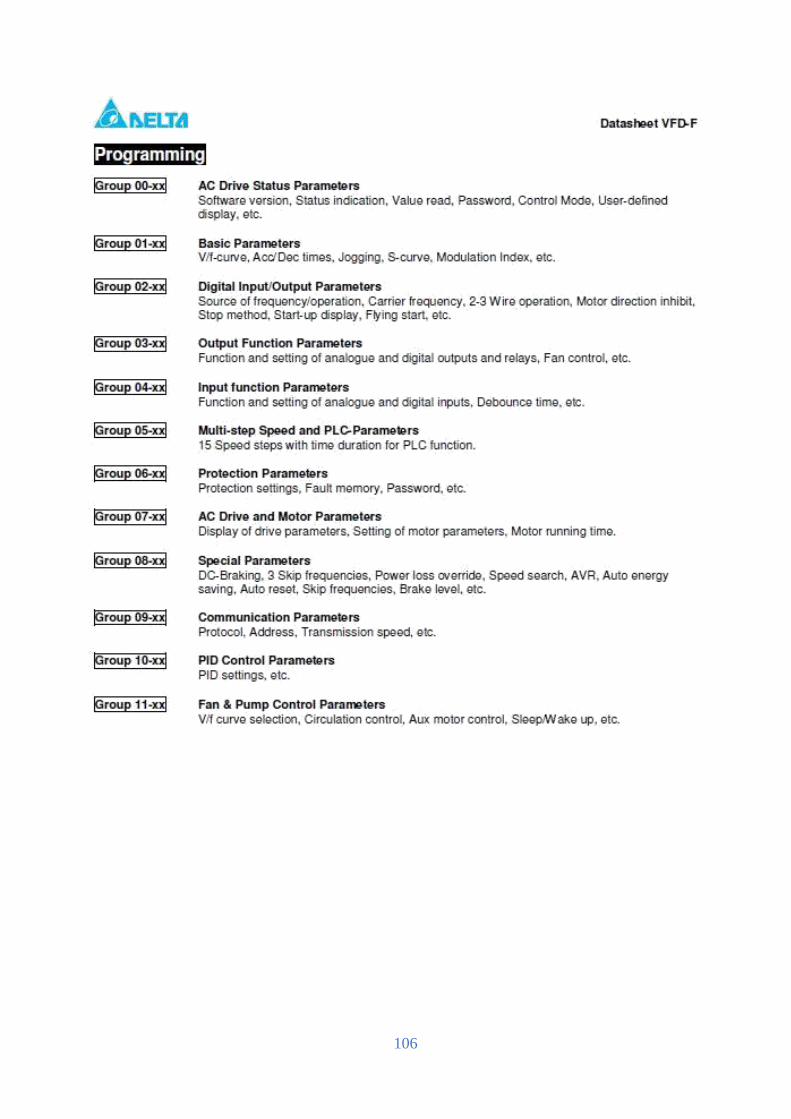
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

RESUMEN
En el presente informe de suficiencia profesional se disentildea una alternativa de
solucioacuten para la ejecucioacuten del subproceso de Envasado en una empresa del
sector de construccioacuten el mismo que es materia de estudio ejerciendo una mayor
supervisioacuten y control partiendo del subproceso que se realizaba en forma manual
se propone utilizar equipos mecaacutenicos destinados a la dosificacioacuten de materia
prima en el aacuterea de construccioacuten que se deben ordenar en forma simultaacutenea y
controlar mediante un proceso de Automatizacioacuten Industrial utilizando un PLC
Los caacutelculos de implementacioacuten el sistema con PLC mostraron valores ideales con 0
de error dichos valores cambiaron una vez realizada la implementacioacuten con la
parte fiacutesica hasta alcanzar un error incluso del 1 y que fue mejorando luego de
varias pruebas de ajuste regulacioacuten y calibracioacuten de los elementos del sistema
ii
INDICE
RESUMEN ii
INDICE iii
INTRODUCCIOacuteN vi
CAPIacuteTULO 1 1
DESCRIPCIOacuteN EL SISTEMA 1
11 Definicioacuten del Problema 1
111 Descripcioacuten del Problema 2
112 Formulacioacuten del Problema 3
12 Definicioacuten de objetivos 4
121 Objetivo general 4
122 Objetivos Especiacuteficos 4
123 Alcances y Limitaciones 5
124 Justificacioacuten 6
125 Estado del Arte 6
CAPITULO 2 10
MARCO TEOacuteRICO 10
21 Fundamento Teoacuterico 10
211 Productos secos 10
2111 Almacenamiento de materias primas 12
2112 Mezclado 16
2113 Envasado 17
CAPITULO 3 28
iii
DESARROLLO DE LA SOLUCIOacuteN 28
31 Implementacioacuten del Sistema 28
311 Tolva de almacenamiento 28
3111 Vaacutelvula rotativa 32
3112 Sistema Neumaacutetico 34
3113 Indicador de nivel tipo paleta 35
312 Transportador Helicoidal 36
313 Variador de velocidad 37
314 Sistema de pesaje 39
3141 Celdas de Carga 40
315 Sistema eleacutectrico 45
3151 Secuencia en modo manual 46
3152 Secuencia en modo Automaacutetico 50
316 Implementacioacuten del Software 60
3161 Funcionamiento del PLC 60
CAPITULO 4 62
RESULTADOS 62
41 Costo de implementacioacuten 64
42 Costo por personal 66
43 Produccioacuten Mensual 67
CONCLUSIONES 69
ANEXOS 71
Anexo 1 Caacutelculos para la corriente del sistema 72
iv
Anexo 2 Capacidad de corriente de cables THW 73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos en
ambiente diferente de 30degC 74
Anexo 4 Variador de frecuencia 75
Anexo 5 Montaje de Celda de carga 76
Anexo 6 Programacioacuten 78
Anexo 7 Datasheet de componentes del sistema Automaacuteticos 89
GLOSARIO 107
BIBLIOGRAFIacuteA 111
v
INTRODUCCIOacuteN
El desarrollo del presente disentildeo tuvo como finalidad explicar y justificar por queacute
se seleccionoacute el tipo de pesaje electroacutenico para el subproceso de envasado a
partir de un funcionamiento manual en el cual la exposicioacuten al polvo residual
riesgo de accidente por maniobras con maquinarias y contaminacioacuten de suelos
eran un problema constante durante la ejecucioacuten del subproceso de envasado
La implementacioacuten de la ldquoAutomatizacioacuten de Liacutenea de Envasado para Concreto
Embolsadordquo ayuda a mejorar tiempos de trabajo mayor precisioacuten en el pesaje de
bolsas eliminando el error humano producido por el uso de paletas u otros
elementos para alcanzar el peso deseado
Se consideroacute el espacio fiacutesico y los requerimientos solicitados por el cliente
procediendo al disentildeo se tuvo en cuenta el principio de funcionamiento de los
componentes como transportadores helicoidales y vaacutelvulas rotativas Se procedioacute
a la seleccioacuten del PLC Visioacuten 120 para realizar el control del sistema apoyados
por actuadores neumaacuteticos y eleacutectricos logrando alcanzar el objetivo deseado
vi
mediante un sistema practico confiable y preciso que se usa actualmente y
contribuye a la industria en general mejorando tiempos de trabajo costos por
operador y disminucioacuten del nivel de contaminacioacuten del medio ambiente utilizando
tambieacuten personal calificado para el mantenimiento del proceso y sistema en
general
vii
CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

INDICE
RESUMEN ii
INDICE iii
INTRODUCCIOacuteN vi
CAPIacuteTULO 1 1
DESCRIPCIOacuteN EL SISTEMA 1
11 Definicioacuten del Problema 1
111 Descripcioacuten del Problema 2
112 Formulacioacuten del Problema 3
12 Definicioacuten de objetivos 4
121 Objetivo general 4
122 Objetivos Especiacuteficos 4
123 Alcances y Limitaciones 5
124 Justificacioacuten 6
125 Estado del Arte 6
CAPITULO 2 10
MARCO TEOacuteRICO 10
21 Fundamento Teoacuterico 10
211 Productos secos 10
2111 Almacenamiento de materias primas 12
2112 Mezclado 16
2113 Envasado 17
CAPITULO 3 28
iii
DESARROLLO DE LA SOLUCIOacuteN 28
31 Implementacioacuten del Sistema 28
311 Tolva de almacenamiento 28
3111 Vaacutelvula rotativa 32
3112 Sistema Neumaacutetico 34
3113 Indicador de nivel tipo paleta 35
312 Transportador Helicoidal 36
313 Variador de velocidad 37
314 Sistema de pesaje 39
3141 Celdas de Carga 40
315 Sistema eleacutectrico 45
3151 Secuencia en modo manual 46
3152 Secuencia en modo Automaacutetico 50
316 Implementacioacuten del Software 60
3161 Funcionamiento del PLC 60
CAPITULO 4 62
RESULTADOS 62
41 Costo de implementacioacuten 64
42 Costo por personal 66
43 Produccioacuten Mensual 67
CONCLUSIONES 69
ANEXOS 71
Anexo 1 Caacutelculos para la corriente del sistema 72
iv
Anexo 2 Capacidad de corriente de cables THW 73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos en
ambiente diferente de 30degC 74
Anexo 4 Variador de frecuencia 75
Anexo 5 Montaje de Celda de carga 76
Anexo 6 Programacioacuten 78
Anexo 7 Datasheet de componentes del sistema Automaacuteticos 89
GLOSARIO 107
BIBLIOGRAFIacuteA 111
v
INTRODUCCIOacuteN
El desarrollo del presente disentildeo tuvo como finalidad explicar y justificar por queacute
se seleccionoacute el tipo de pesaje electroacutenico para el subproceso de envasado a
partir de un funcionamiento manual en el cual la exposicioacuten al polvo residual
riesgo de accidente por maniobras con maquinarias y contaminacioacuten de suelos
eran un problema constante durante la ejecucioacuten del subproceso de envasado
La implementacioacuten de la ldquoAutomatizacioacuten de Liacutenea de Envasado para Concreto
Embolsadordquo ayuda a mejorar tiempos de trabajo mayor precisioacuten en el pesaje de
bolsas eliminando el error humano producido por el uso de paletas u otros
elementos para alcanzar el peso deseado
Se consideroacute el espacio fiacutesico y los requerimientos solicitados por el cliente
procediendo al disentildeo se tuvo en cuenta el principio de funcionamiento de los
componentes como transportadores helicoidales y vaacutelvulas rotativas Se procedioacute
a la seleccioacuten del PLC Visioacuten 120 para realizar el control del sistema apoyados
por actuadores neumaacuteticos y eleacutectricos logrando alcanzar el objetivo deseado
vi
mediante un sistema practico confiable y preciso que se usa actualmente y
contribuye a la industria en general mejorando tiempos de trabajo costos por
operador y disminucioacuten del nivel de contaminacioacuten del medio ambiente utilizando
tambieacuten personal calificado para el mantenimiento del proceso y sistema en
general
vii
CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

DESARROLLO DE LA SOLUCIOacuteN 28
31 Implementacioacuten del Sistema 28
311 Tolva de almacenamiento 28
3111 Vaacutelvula rotativa 32
3112 Sistema Neumaacutetico 34
3113 Indicador de nivel tipo paleta 35
312 Transportador Helicoidal 36
313 Variador de velocidad 37
314 Sistema de pesaje 39
3141 Celdas de Carga 40
315 Sistema eleacutectrico 45
3151 Secuencia en modo manual 46
3152 Secuencia en modo Automaacutetico 50
316 Implementacioacuten del Software 60
3161 Funcionamiento del PLC 60
CAPITULO 4 62
RESULTADOS 62
41 Costo de implementacioacuten 64
42 Costo por personal 66
43 Produccioacuten Mensual 67
CONCLUSIONES 69
ANEXOS 71
Anexo 1 Caacutelculos para la corriente del sistema 72
iv
Anexo 2 Capacidad de corriente de cables THW 73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos en
ambiente diferente de 30degC 74
Anexo 4 Variador de frecuencia 75
Anexo 5 Montaje de Celda de carga 76
Anexo 6 Programacioacuten 78
Anexo 7 Datasheet de componentes del sistema Automaacuteticos 89
GLOSARIO 107
BIBLIOGRAFIacuteA 111
v
INTRODUCCIOacuteN
El desarrollo del presente disentildeo tuvo como finalidad explicar y justificar por queacute
se seleccionoacute el tipo de pesaje electroacutenico para el subproceso de envasado a
partir de un funcionamiento manual en el cual la exposicioacuten al polvo residual
riesgo de accidente por maniobras con maquinarias y contaminacioacuten de suelos
eran un problema constante durante la ejecucioacuten del subproceso de envasado
La implementacioacuten de la ldquoAutomatizacioacuten de Liacutenea de Envasado para Concreto
Embolsadordquo ayuda a mejorar tiempos de trabajo mayor precisioacuten en el pesaje de
bolsas eliminando el error humano producido por el uso de paletas u otros
elementos para alcanzar el peso deseado
Se consideroacute el espacio fiacutesico y los requerimientos solicitados por el cliente
procediendo al disentildeo se tuvo en cuenta el principio de funcionamiento de los
componentes como transportadores helicoidales y vaacutelvulas rotativas Se procedioacute
a la seleccioacuten del PLC Visioacuten 120 para realizar el control del sistema apoyados
por actuadores neumaacuteticos y eleacutectricos logrando alcanzar el objetivo deseado
vi
mediante un sistema practico confiable y preciso que se usa actualmente y
contribuye a la industria en general mejorando tiempos de trabajo costos por
operador y disminucioacuten del nivel de contaminacioacuten del medio ambiente utilizando
tambieacuten personal calificado para el mantenimiento del proceso y sistema en
general
vii
CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

Anexo 2 Capacidad de corriente de cables THW 73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos en
ambiente diferente de 30degC 74
Anexo 4 Variador de frecuencia 75
Anexo 5 Montaje de Celda de carga 76
Anexo 6 Programacioacuten 78
Anexo 7 Datasheet de componentes del sistema Automaacuteticos 89
GLOSARIO 107
BIBLIOGRAFIacuteA 111
v
INTRODUCCIOacuteN
El desarrollo del presente disentildeo tuvo como finalidad explicar y justificar por queacute
se seleccionoacute el tipo de pesaje electroacutenico para el subproceso de envasado a
partir de un funcionamiento manual en el cual la exposicioacuten al polvo residual
riesgo de accidente por maniobras con maquinarias y contaminacioacuten de suelos
eran un problema constante durante la ejecucioacuten del subproceso de envasado
La implementacioacuten de la ldquoAutomatizacioacuten de Liacutenea de Envasado para Concreto
Embolsadordquo ayuda a mejorar tiempos de trabajo mayor precisioacuten en el pesaje de
bolsas eliminando el error humano producido por el uso de paletas u otros
elementos para alcanzar el peso deseado
Se consideroacute el espacio fiacutesico y los requerimientos solicitados por el cliente
procediendo al disentildeo se tuvo en cuenta el principio de funcionamiento de los
componentes como transportadores helicoidales y vaacutelvulas rotativas Se procedioacute
a la seleccioacuten del PLC Visioacuten 120 para realizar el control del sistema apoyados
por actuadores neumaacuteticos y eleacutectricos logrando alcanzar el objetivo deseado
vi
mediante un sistema practico confiable y preciso que se usa actualmente y
contribuye a la industria en general mejorando tiempos de trabajo costos por
operador y disminucioacuten del nivel de contaminacioacuten del medio ambiente utilizando
tambieacuten personal calificado para el mantenimiento del proceso y sistema en
general
vii
CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

INTRODUCCIOacuteN
El desarrollo del presente disentildeo tuvo como finalidad explicar y justificar por queacute
se seleccionoacute el tipo de pesaje electroacutenico para el subproceso de envasado a
partir de un funcionamiento manual en el cual la exposicioacuten al polvo residual
riesgo de accidente por maniobras con maquinarias y contaminacioacuten de suelos
eran un problema constante durante la ejecucioacuten del subproceso de envasado
La implementacioacuten de la ldquoAutomatizacioacuten de Liacutenea de Envasado para Concreto
Embolsadordquo ayuda a mejorar tiempos de trabajo mayor precisioacuten en el pesaje de
bolsas eliminando el error humano producido por el uso de paletas u otros
elementos para alcanzar el peso deseado
Se consideroacute el espacio fiacutesico y los requerimientos solicitados por el cliente
procediendo al disentildeo se tuvo en cuenta el principio de funcionamiento de los
componentes como transportadores helicoidales y vaacutelvulas rotativas Se procedioacute
a la seleccioacuten del PLC Visioacuten 120 para realizar el control del sistema apoyados
por actuadores neumaacuteticos y eleacutectricos logrando alcanzar el objetivo deseado
vi
mediante un sistema practico confiable y preciso que se usa actualmente y
contribuye a la industria en general mejorando tiempos de trabajo costos por
operador y disminucioacuten del nivel de contaminacioacuten del medio ambiente utilizando
tambieacuten personal calificado para el mantenimiento del proceso y sistema en
general
vii
CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

mediante un sistema practico confiable y preciso que se usa actualmente y
contribuye a la industria en general mejorando tiempos de trabajo costos por
operador y disminucioacuten del nivel de contaminacioacuten del medio ambiente utilizando
tambieacuten personal calificado para el mantenimiento del proceso y sistema en
general
vii
CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

CAPIacuteTULO 1
DESCRIPCIOacuteN EL SISTEMA
11 Definicioacuten del Problema
La industria de la construccioacuten requiere constantemente de mejoras para realizar
el control de produccioacuten determinar la forma como se realiza el subproceso de
envasado y de algunos de sus principales elementos que lo conforman es parte
de este control por esta razoacuten se disentildeoacute un sistema de pesaje automatizado con
PLC (Controladores Loacutegicos Programables) el mismo que ayuda a realizar de
manera eficiente y raacutepida esta parte del proceso
El desarrollo del sistema centra su funcionamiento en el uso de la celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar electroacutenicamente se
implementan registros y funciones que permiten determinar el peso permitiendo
controlar los elementos actuantes del sistema
La programacioacuten del PLC permite activar elementos actuantes como vibrador
neumaacutetico motorreductor y electrovaacutelvulas esta consideracioacuten hace maacutes viable el
1
disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

disentildeo y ayuda a la empresa a reconocer el desarrollo del proceso Se proyecta
que el sellado de bolsas y apilamiento sean parte de este proyecto ayudando asiacute
a mejorar los tiempos de proceso y contribuyendo a la proteccioacuten del medio
ambiente minimizando la polucioacuten con el uso de filtros colectores de polvo y
contaminacioacuten del suelo disminuyendo el impacto en el medio ambiente
Antes de realizar la implementacioacuten el proceso de pesaje era realizado por un
grupo de personas que se encargaban de calcular con ayuda de diferentes tipos
de balanzas el peso cargado en las bolsas en forma manual lo cual ocasionaba
periodos de envasado lentos y con riesgo de que el peso no sea igual para todas
las bolsas esto interfiere negativamente en la produccioacuten de la empresa pues se
emplean mucho recurso humano en el embolsado y hay imprecisioacuten en el pesaje
En teacuterminos econoacutemicos es importante conocer la relacioacuten entre el proceso
manual y un sistema de pesaje automaacutetico para determinar en forma real los
gastos que se realizan en el proceso El sistema automaacutetico ofrece facilidad en el
uso optimiza y aumenta el beneficio econoacutemico de la empresa De esta manera
el proyecto pretende fomentar el intereacutes de la industria para la inversioacuten de
proyectos de automatizacioacuten por los beneficios y utilidades antes explicadas
111 Descripcioacuten del Problema
El sub proceso de envasado de productos denominado ldquoAutomatizacioacuten de una
Liacutenea de Envasado para Concreto Embolsadordquo requiere plantear alternativas de
2
solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

solucioacuten considerando que el proceso se realiza en forma manual sometiendo a
los operarios a las siguientes condiciones
Exposicioacuten al polvo residual producido por el llenado de tolvas o llenado de
bolsas las partiacuteculas menores de 05 microacutemetros pueden traspasar los
distintos mecanismos de defensa del tracto respiratorio e instalarse en los
alveacuteolos pulmonares
Error por el caacutelculo de peso en el proceso de hasta 150 gramos por bolsa
Riesgo de accidente por maniobras con mini cargador teniendo en cuenta la
ubicacioacuten del personal operativo
Derrame de producto al momento del llenado de bolsas por el uso de paletas
al momento del llenado
Perdidas econoacutemicas por endurecimiento de cemento considerando peacuterdidas
de hasta 30 kg por cada bolsa de 1500 kg
El proceso requiere de 9 operarios para realizar esta parte del proceso que
implica una cantidad importante de recursos humanos
112 Formulacioacuten del Problema
Se requiere dar solucioacuten al sub proceso por lo que se plantea realizar la
ldquoAutomatizacioacuten de una liacutenea de envasado para concreto embolsadordquo analizando
la problemaacutetica existente se plantean las siguientes preguntas con el objetivo de
realizar las mejoras correspondientes
iquestQueacute componentes se deben implementar para mejorar el proceso de
envasado
3
iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

iquestEs posible instalacioacuten de componentes teniendo en cuenta la infraestructura
actual del aacuterea destinada para el trabajo
iquestcoacutemo reducir los tiempos del proceso teniendo en cuenta el crecimiento de la
liacutenea de produccioacuten
iquestCoacutemo lograr mayor precisioacuten en el pesaje de las bolsas a partir de la
implementacioacuten del sistema automaacutetico
iquestCoacutemo se beneficia la empresa con la implementacioacuten del sistema automaacutetico
respecto al recurso humano
A partir de la implementacioacuten del proyecto es posible modernizar el proceso en la
empresa las condiciones de trabajo del recurso humano reduccioacuten de peacuterdidas
de materiales e insumos minimizar el error por caacutelculo de peso reducir el impacto
ambiental y reducir costos de produccioacuten en la empresa
12 Definicioacuten de objetivos
121 Objetivo general
Implementar un sistema automaacutetico de envasado que permita mejorar el proceso
de envasado que se desarrolla en forma manual en una empresa de construccioacuten
122 Objetivos Especiacuteficos
Disentildear un sistema Automaacutetico que permita el control de componentes eleacutectricos mecaacutenicos y neumaacuteticos
Implementar el sistema Hardware considerando las funciones propias de los componentes basados en caacutelculos y planos eleacutectricos
4
Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

Elaborar el Software de automatizacioacuten en el PLC
Integrar el Hardware y Software del sistema automatizado
Evaluar la funcionalidad del sistema mediante pruebas de sentildeales pruebas en vaciacuteo y pruebas con producto
Realizar pruebas continuas para reducir errores de mermas o peacuterdida de insumos
123 Alcances y Limitaciones
El disentildeo del sistema automaacutetico comprende el proceso de envasado de las
empresas de la construccioacuten que se veraacuten beneficiados con el conocimiento e
implementacioacuten de este proceso y la utilidad que puede tener para sus empresas
La industria de la construccioacuten requiere constantemente de mejoras para el
control de produccioacuten es por ello que consideramos importante determinar la
forma como se realiza el proceso de envasado Para ello se disentildeoacute un sistema de
pesaje controlado por PLC que ayuda a realizar de manera eficiente y raacutepida esta
parte del proceso
La relacioacuten entre un proceso manual y un proceso automaacutetico permite determinar
en forma eficiente los gastos del proceso y el ahorro de costos y recursos que
tendraacute la empresa permitiendo mejoras econoacutemicas por este motivo se pretende
fomentar el intereacutes de la industria invirtiendo en automatizacioacuten
Funciones adicionales en la programacioacuten permiten la activacioacuten de elementos
mecaacutenicos eleacutectricos y neumaacuteticos haciendo maacutes funcional el disentildeo del
proyecto a su vez permite conocer coacutemo se realiza el proceso de la empresa
5
124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

124 Justificacioacuten
El desarrollo del presente disentildeo tiene por finalidad implementar el proceso de
pesaje automatizado y justificarlo partiendo de un proceso desarrollado en forma
manual el cual presentaba muchas deficiencias para el personal que laboraba en
esta aacuterea como la exposicioacuten al polvo residual riesgo de accidente por maniobras
con maquinarias y contaminacioacuten de suelos
Se indica tambieacuten que el proceso de pesaje era realizado en forma manual por el
personal operativo que era encargado de calcular con ayuda de diferentes tipos
de balanzas el peso de las bolsas lo cual ocasionaba que los periodos de
envasados sean lentos afectando negativamente en la produccioacuten de la empresa
de construccioacuten
El proceso de envasado utiliza cemento a granel por ser barato faacutecil de
descargar almacenar y manipular ademaacutes disminuye peacuterdida de producto
originada en sacos deteriorados o mojados (como en proceso manual)
125 Estado del Arte
Para realizar este Informe de Suficiencia Profesional se tomaron algunos
proyectos realizados y ejecutados como
ldquoPLANTA DE CEMENTO DE APAZAPANrdquo
Proyecto desarrollado en el municipio de Apazapan estado de Veracruz para la
empresa Cementos Moctezuma en el antildeo 2010 el nombre del representante
legal se encuentra bajo la Proteccioacuten de datos personales LFTAIPG
6
El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

El proyecto contempla la construccioacuten y operacioacuten de una faacutebrica de cemento
con dos liacuteneas de produccioacuten con una capacidad inicial de maacutes de 3 millones
de toneladas anuales y que contemplo la construccioacuten de un pozo para alojar
una quebradora de impacto con capacidad de 1300 tonhr bandas eleacutectricas
para transportar el material hacia los silos de almacenamiento usa para este
proceso bandas que funcionan por gravedad que permiten el ahorro de
energiacutea la parte final del proceso utiliza molinos Horomill para moler la materia
prima utiliza tambieacuten colectores de polvo para evitar polvos fugitivos y
partiacuteculas suspendidas este proyecto se realizoacute en dos etapas la primera en
mencioacuten en el antildeo 2010 el nombre del representante legal se encuentra bajo la
Proteccioacuten de datos personales LFTAIPG En enero del 2017 se realiza la
ampliacioacuten de la segunda liacutenea de produccioacuten
ldquoPROYECTO DE CREACIOacuteN DE FABRICA DE BLOQUES DE CONCRETOrdquo
Realizada el 02 de Mayo del 2015 por SEBRAE BRASIL se indica la mezcla de
cemento y tipos agregado presionado con el objetivo de mejorar la calidad y costo
del mismo se indica la demanda del producto y el bajo costo de produccioacuten del
bloque asiacute como su practicidad para ser distribuido y utilizado sugiere para la
automatizacioacuten un software de gestioacuten completo denominado ERP
ldquoOPTIMIZACIOacuteN DE SISTEMAS DE ENVASADO CON TOLVAS
INTERMEDIASrdquo
Es un proyecto de final de carrera realizada en junio 2014 por Carlos Loacutepez
Peacuterez en la ciudad de Barcelona el proyecto analiza el sistema de envasado
de ciacutetricos y tubeacuterculos y muestra el disentildeo de un programa de simulacioacuten de
7
procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

procesos de dosificacioacuten por sistemas de pesadora lineal y multicabezal
tomando en cuenta los tipos de productos envase y maquinaria a utilizar
Utiliza empaquetadoras horizontales verticales y de film flexible el sistema de
dosificacioacuten pesa el producto y selecciona la cantidad que introduciraacute a la
unidad de pesaje teniendo en cuenta que son productos solidos de forma
irregular como tubeacuterculos y frutas enteras
ldquoAPLICACIOacuteN DE MEacuteTODOS LEAN EN EL DESARROLLO DE UN
PROYECTO ELEacuteCTRICO ENFOCADO A LA AUTOMATIZACIOacuteN DE UN
MOLINO DE CEMENTOrdquo
Realizada en la Universidad Iberoamericana de Meacutexico en 2014 por Peacuterez
Barcenas Edwin quien establece una metodologiacutea de trabajo para instalacioacuten y
puesta en marcha de un molino vertical de rodillos
Toma en cuenta el estudio de completo del proceso de instalacioacuten del molino y
considera la parte estructural y secuencia de montaje
Plantea el control automaacutetico del proceso a traveacutes del sistema POLCID que
presenta como beneficios la visualizacioacuten directa del proceso permitiendo
obtener valores reales del proceso asiacute como realizar arranques y paradas del
proceso utiliza tambieacuten el sistema MPS que permite tambieacuten la elaboracioacuten de
programas de mantenimiento preventivo y correctivo
ldquoDISENtildeO Y CONSTRUCCIOacuteN DE UNA CELDA DE CARGArdquo
Realizada en Marzo 1995 por Moiseacutes Espinoza Esquivel en la universidad
Autoacutenoma de Nuevo Leoacuten en Monterrey Meacutexico el presente proyecto tiene como
8
objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

objeto la construccioacuten de una celda de carga y su aplicacioacuten por medio del
puente Wheatstone proporcional en la que los valores seraacuten verificados y
corregidos por computadora
Muestra aspectos ambientales comportamiento mecaacutenico incluido graacuteficos
realiza el anaacutelisis del puente Wheatstone respecto al ajuste de sensibilidad
flexioacuten compensacioacuten de temperatura pruebas de conexioacuten en los diferentes
tipos de puente de conexioacuten y procedimientos de prueba
ldquoDISENtildeO DE SILO DISENtildeO DE CONSTRUCCIONES SOLDADASrdquo
Desarrollado por Freddy Alan Ccarita Cruz (PUCP) en la ciudad de Lima el antildeo
2011 muestra la clasificacioacuten de los silos y desarrolla caacutelculos de cargas
debido al material almacenado en su estructura de acero
Muestra tambieacuten el caacutelculo de presioacuten sobre las paredes el anaacutelisis y disentildeo
estructural finalmente muestra caacutelculos de disentildeo necesarios para la
fabricacioacuten de silos comparativamente este tipo de disentildeo contribuyo en el uso
de silos en el aacuterea de almacenamiento de la empresa de construccioacuten
9
CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

CAPITULO 2
MARCO TEOacuteRICO
21 Fundamento Teoacuterico
El presente proyecto centra su funcionamiento en el uso de una celda de carga
que emite una sentildeal eleacutectrica ante variaciones de peso La sentildeal es
acondicionada y transmitida hacia el controlador electroacutenico el cual permite
obtener un valor preciso del peso del producto a envasar Electroacutenicamente se
implementan registros y funciones que permiten determinar el peso ademaacutes de
controlar los elementos actuantes
211 Productos secos
La elaboracioacuten de PRODUCTOS SECOS permite identificar tres subprocesos
que son definidos de la siguiente manera
Almacenamiento de materias primas
Mezclado
Envasado de productos finales
El proceso de produccioacuten inicia con la llegada del cemento a granel que es
abastecido en los silos de almacenamiento los agregados ingresan en camiones y
10
son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

son descargados en tolvas de recepcioacuten de esta manera se obtiene la material
requerido para elaborar de los distintos tipos de productos estos productos son
pesados y enviados al aacuterea de mezclado para ser homogenizado son verificados
por control de calidad y aprobados para ser enviados al aacuterea de envasado en
esta uacuteltima aacuterea se implementara nuestro proyecto de Automatizacioacuten
Para visualizar el proceso de produccioacuten de los productos secos se hace
referencia al diagrama general de planta que muestra las distintas aacutereas
destinadas a la elaboracioacuten del producto ver figura 1
Figura 1 Diagrama general de funcionamiento planta seco Fuente Elaboracioacuten propia (2011)
11
2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

2111 Almacenamiento de materias primas
1 Almacenamiento en silos
El almacenamiento en los silos se realiza con cemento tipo a granel el vehiacuteculo
que transporta el cemento denominado bombona se comporta como un tanque a
presioacuten y permite cargar los silos por gravedad la regulacioacuten del caudal se realiza
en forma manual para dar la mezcla adecuada de aire y cemento que transporta
el material hasta los silos ver figura 2
El sistema neumaacutetico de la bombona es accionado por un motor de combustioacuten
interna o un motor eleacutectrico que genera el aire que se almacenara en el espacio
vaciacuteo al interior de la bombona El compresor en mencioacuten proporciona aire
mezclado con aceite que puede aceptarse para cemento y cal
Figura 2 Bombona para almacenamiento
Fuente wwwleskanperucomtransporte-en-bombonashtml
12
El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

El tiempo de descarga depende de las distancias horizontales o verticales hasta el
silo de almacenamiento normalmente se descarga a maacutes de una tonelada por
minuto logrando abastecer un silo de 35 toneladas de cemento es de 1 hora y la
verificacioacuten del llenado de los mismos se realiza por inspeccioacuten de diferencia de
nivel representa para el paiacutes ahorro ya que logra reducir la importacioacuten de
material necesario para su fabricacioacuten
El cemento es almacenado en estructuras de concreto o metaacutelicas de forma
ciliacutendrica denominados silos en esta planta el almacenamiento se realiza en tres
silos con distintos tipos de productos como son para este caso cemento tipo I
cemento tipo II y Filler
Cemento tipo I es el cemento maacutes comercial destinado a obras de
concreto en general y que tambieacuten se utiliza en este proyecto
Cemento tipo II presenta moderada resistencia a los sulfatos estaacute destinado
tambieacuten a obras en general y obras expuestas a la accioacuten moderada de
sulfatos o donde se requiera un moderado calor de hidratacioacuten
El Filler es un producto que ayuda a mejorar las resistencias mecaacutenicas
del cemento cuyo efecto es derivado de su finura
Transportadores helicoidales ubicados en la boca de descarga de los silos abastecen
a una tolva balanza programada por otro PLC de acuerdo a los distintos tipos de
receta para un determinado tipo de producto (cemento ndash agregados)
Para conservar estaacutendares de seguridad los silos deberaacuten poseer como miacutenimo los
13
siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

siguientes accesorios vaacutelvula de seguridad filtro para polvo sensor de nivel y
vaacutelvula de cierre de llenado en la tuberiacutea de carga en algunos casos al silo
tambieacuten se la acondiciona sistema de medicioacuten con poleas para conocer el nivel
interior e indicar cuanto se debe llenar sino para evitar posibles accidentes la
vaacutelvula de seguridad actuacutea si el aire o cemento generan sobrepresioacuten al ser
abastecido la figura 3 muestra la ubicacioacuten de dichos elementos en el silo
Figura 3 Elementos del silo de almacenamiento
Fuente MPC Equipos y Maquinarias httpswwwmpccomve
14
2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112

2 Almacenamiento de tolvas
Los distintos productos requieren para su mezcla el uso de agregados como confitillo
arena gruesa y fina que se almacenan en tolvas de concreto y son protegidas de la
humedad del medio ambiente con mantas estos productos tambieacuten son transportados
con ayuda de maquinaria (Bobcat) a la tolva balanza para complementar las distintas
recetas del producto requerido En esta primera parte del proceso se cuenta con
extractores de polvo en la zona de llenado de silos y abastecimiento de balanza que
reducen niveles de contaminacioacuten la figura 4 muestra sus elementos
Figura 4 Elementos del colector de polvo
FUENTE wwwdspaceupseduecbitstream12345678948566
15
2112 Mezclado
Esta parte del proceso se inicia con el traslado del producto proveniente de la
tolva balanza a los mezcladores de cinta con motores de 15 hp que se encargan
de homogenizar todo el producto soacutelido o granulado del interior el material es
removido en el interior debido al disentildeo del eje con cinta en forma helicoidal La
rotacioacuten alrededor del eje de una sola cinta produce un movimiento radial
alrededor de la parte interna del mezclador al mismo tiempo otra cinta curvada
produce un movimiento axial alrededor de la parte interna del mezclador ver figura
5 en otras palabras la cinta externa hace que el polvo se mueva a lo largo del
tambor y la cinta opuesta interna hace que al mismo tiempo el polvo se mueva en
direccioacuten opuesta Estos movimientos evitan que los polvos se acumulen en uno
de los extremos
Figura 5 Mezcla horizontal del lote de polvo seco en mezcladora de cinta Fuente wwwpenglaichinacomribbon-powder-mixer-blender-machineshtml
16
Estos mezcladores son de velocidades bajas de pequentildea carga y bajo consumo
de energiacutea para la descarga se abre una compuerta tipo mariposa ubicada en la
parte inferior del mezclador al igual que en la primera parte del proceso se cuenta
con un extractor de polvo que ayuda a evacuar el polvo generado por la mezcla
del material
El material requerido es obtenido de la primera etapa y pesado en la balanza de la
zona de abastecimiento posteriormente es abastecida al mezclador por medio de
ollas metaacutelicas que descargan el producto por gravedad Antes de ingresar al
compartimiento de mezclado es tamizado con ayuda de una malla acondicionada
con vibrador neumaacutetico para impedir el paso de partiacuteculas de mayor tamantildeo el
tiempo de mezclado variacutea de acuerdo al tipo de producto solicitado luego de cual
se saca una muestra que seraacute llevada al laboratorio de control de calidad para
comprobar que cumple con los requerimientos de produccioacuten todo esta parte del
proceso se realiza en forma manual el operador debe estar pendiente de todas
las secuencias de esta parte del proceso
El producto aprobado es trasladado en cantidades de 700 Kg por medio de ollas
metaacutelicas a la zona de envasado este traslado se realiza tambieacuten mediante el uso
de maquinaria (montacargas)
2113 Envasado
El aacuterea de envasado es a la que se dirige el proyecto se consideroacute aspectos
principales del proceso realizado en forma manual y la necesidad de mejorar las
17
condiciones teniendo como criterio principal la necesidad de ampliar la liacutenea de
produccioacuten para este proyecto se propone el uso de un PLC que permita al
operador poder visualizar e identificar el proceso en tiempo real por lo que se
propusieron dos opciones de PLC
S7 200 CPU222 de la marca siemens que es un equipo compacto de faacutecil montaje
y programacioacuten ampliable hasta 2 moacutedulos posee 8 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real Este
PLC presenta para el proyecto como desventajas principales la falta de un panel
de operacioacuten en campo y entre sus moacutedulos de expansioacuten no posee uno de
lectura de celda de carga
V120-22-R1 de la marca Unitronics que es un equipo modular de faacutecil montaje y
programacioacuten ampliable hasta 8 moacutedulos posee 10 entradas digitales y 6 salidas
tipo releacute posibilidad de comunicacioacuten serial y lectura de datos en tiempo real
Para el proyecto se acomoda a las necesidades de lectura de celda de carga y
control del variador de velocidad por moacutedulo analoacutegico adicionalmente posee de
un panel de operacioacuten desde el cual se podraacute modificar valores de tiempo y
peso seguacuten requerimiento del proceso
El software utilizado por el PLC V120-22-R1 se puede descargar libremente y
posee como principal ventaja un simulador que permite verificar la secuencia del
proceso la figura 6 muestra una tabla comparativa de las especificaciones
teacutecnicas de ambos PLCrsquos se indica tablas comparativas de los componentes
seleccionados en el presente proceso (tablas 6 7 8 9 y 10)
18
Figura 6 PLC Tabla comparativa entre PLCrsquos Unitronics y Siemens
Fuente Elaboracioacuten propia 2011
19
Figura 7 PLC Tabla comparativa entre moacutedulos de lectura de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 8 PLC Tabla comparativa entre moacutedulos Analoacutegicos
Fuente Elaboracioacuten propia 2011
20
Figura 9 PLC Tabla comparativa entre tipos comerciales de celda de
carga Fuente Elaboracioacuten propia 2011
Figura 10 PLC Tabla comparativa entre variadores de
Frecuencia Fuente Elaboracioacuten propia 2011
21
21131 Sub-etapas del proceso de envasado
El producto dosificado es separado en ollas metaacutelicas y transportado a la zona de
envasado el desarrollo del proyecto considera dividir la etapa de envasado en
cuatro sub-etapas donde se puede verificar los comportamientos mecaacutenicos
eleacutectricos y loacutegicos incluidos el almacenamiento manual del producto
1 Abastecimiento de material
2 Funcionamiento de elementos actuantes
3 Verificacioacuten de sentildeales
4 Almacenamiento del producto
1 Abastecimiento de material
Estaacute constituido por una tolva de almacenamiento con capacidad de 1500 Kg del
producto dosificado la tolva es abastecida por dos Transportadores Helicoidales
que cargan el producto terminado proveniente de la zona de mezclado con ollas
metaacutelicas de 700 kg
El requerimiento de llenado se realiza por sensores de nivel tipo paleta ubicados en
la parte alta y baja de la tolva que enviacutean la sentildeal de corte y habilitacioacuten al PLC o
sistema en condicioacuten manual con el objetivo de realizar el control eleacutectrico del
arranque del motorreductor de ambos Transportadores Helicoidales el tiempo de
llenado de la tolva se realiza en un minuto (1) la figura 11 muestra el diagrama de
tiempos de esta parte del subproceso
22
Figura 11 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo
El abastecimiento de la tolva de almacenamiento por transportador helicoidal
permite reducir tiempos de transporte y polucioacuten producidos por la agitacioacuten del
producto ya que anteriormente el proceso se realizaba en forma manual y
expuesto al medio ambiente se debe considerar el uso de mangas de lona entre
ollas metaacutelicas y transportador la figura 12 muestra la distribucioacuten general del
aacuterea de envasado
La seleccioacuten del tipo de abastecimiento se realiza desde el tablero de fuerza del
equipo que posee un selector industrial para el tipo de mando Manual ndash Automaacutetico
23
Figura 12 Distribucioacuten general del aacuterea de envasado Fuente Elaboracioacuten propia (2011)
2 Funcionamiento de elementos Actuantes
Los actuadores son dispositivos que transforman diferentes tipos de energiacutea
generando funcionamiento dentro de sistemas automatizados Los actuadores
considerados en este proyecto son controlados secuencialmente y estaacuten
compuestos por elementos eleacutectricos como solenoide motorreductor vibrador y
variador de velocidad un elemento mecaacutenico denominado vaacutelvula rotativa y
elementos neumaacuteticos como fluidificadores en la zona de descarga y pistones que
permite actuar la mordaza
24
La secuencia centra su funcionamiento en la celda de carga cuyo peso total o de
secuencia corresponde al peso maacuteximo admisible por bolsa es decir 25 kg se
indica que este valor puede ser modificado o establecido por el operador de
acuerdo al producto a envasar
Al iniciar la secuencia el primer elemento en actuar son los pistones que
activan el mecanismo de la mordaza despueacutes de en un tiempo de 3 segundos
sujetando asiacute la bolsa que seraacute ubicada por el operador
El segundo elemento que se activa 2 segundos despueacutes es el variador de
velocidad que actuacutea sobre el motorreductor de la vaacutelvula rotativa al maacuteximo de
su frecuencia (60Hz) iniciando asiacute la carga de material a la bolsa en todo
momento los elementos mecaacutenicos se encuentran protegidos con guardas
evitando posibles atrapamientos
Considerando que el material se compacta y la celda de carga no censa cambio de
peso despueacutes de un determinado tiempo se activa un vibrador neumaacutetico y
fluidificadores para ayudar a romper o descompactar el material del fondo de la
tolva (parte coacutenica) el tiempo de activacioacuten y funcionamiento (ON-OFF) fue
establecido en un periodo de 3 segundos y es configurable por pantalla
Esta etapa culmina cuando el peso de la bolsa alcanza el peso de corte que es
el valor a partir del cual el variador cambia la frecuencia constante de 60 Hz
empezando a disminuirla el PLC modifica el valor de la entrada analoacutegica
variable (AVI) del variador se establecioacute para esta aplicacioacuten 21 Kg y tambieacuten
puede ser modificada o establecida por el operador de acuerdo al tipo de
disentildeo o receta
25
3 Verificacioacuten de la sentildeal de corte (peso de corte)
Cuando en el programa se verifica que el peso leiacutedo por la celda de carga es
mayor o igual al ldquopeso de corterdquo se procederaacute de la siguiente manera
La sentildeal enviada por el PLC actuacutea directamente en la entrada analoacutegica
variable modificando el control de frecuencia (PWM) haciendo que el variador
inicie la disminucioacuten de velocidad del motor reductor hasta llegar a una
velocidad de 20 Hz
El variador actuacutea directamente sobre el motor de la vaacutelvula rotativa
disminuyendo la velocidad esto se produce al variar la frecuencia
simultaacuteneamente con el voltaje se debe tener en cuenta que adicionalmente la
transmisioacuten entre motor y vaacutelvula rotativa se realiza por medio de pintildeoacuten y
cadena asegurando adicionalmente el torque necesario
En forma paralela a la disminucioacuten de velocidad se enviacutean pulsos que actuacutean
sobre el vibrador neumaacutetico y solenoide que activaran los fluidificadores el
tiempo de duracioacuten fue establecido en un periodo de 3 segundos (1segundo en
ON y 2 segundos en OFF) los pulsos son establecidos por el operador de
acuerdo al producto que se encuentra manipulando ayudando a romper el
producto compactado para su libre caiacuteda a traveacutes de la vaacutelvula rotativa
Cuando el variador de frecuencia alcanza una frecuencia miacutenima (20Hz) se
enviaraacuten pulsos al motor de la Vaacutelvula rotativa para lograr mayor precisioacuten en el
peso de la bolsa esta frecuencia miacutenima tambieacuten es configurada o establecida
de acuerdo al tipo de producto
26
Cuando se alcanza el peso total de 25 Kg la vaacutelvula rotativa se detiene y luego
de un tiempo de 3 segundos la mordaza se abre soltando la bolsa para
asegurar la precisioacuten el operador cuenta en pantalla con un valor de peso de
descuento que se puede modificar este valor seraacute conocido como peso por
caiacuteda libre y fue fijado finalmente en 20 gramos la figura 13 muestra el
diagrama de tiempos de esta parte del subproceso
Figura 13 Diagrama de tiempo del abastecimiento de material Fuente Elaboracioacuten propia (2011)
4 Almacenamiento del producto
Esta parte del proceso es realizado totalmente en forma manual por condiciones
de infraestructura
Cuando la bolsa es liberada por la mordaza se deriva a otra zona para su costura
y apilamiento en parihuelas posteriormente son enviadas a la zona de despacho
27
CAPITULO 3
DESARROLLO DE LA SOLUCIOacuteN
31 Implementacioacuten del Sistema
En este capiacutetulo se verifica los criterios teacutecnicos tomados en cuenta para la
implementacioacuten del presente sistema la operacioacuten de la parte loacutegica disentildeada
con el PLC Visioacuten 120-22-R1 la implementacioacuten mecaacutenica eleacutectrica y neumaacutetica
guardan relacioacuten con el disentildeo de la parte estructural
Para la implementacioacuten de la parte estructural se tomoacute en cuenta el aacuterea destinada al
proyecto se consideroacute el espacio fiacutesico existente de 25 msup2 donde se encontraba
ubicada una tolva metaacutelica de 700 kg con descarga por compuerta tipo mariposa y
una balanza digital en la parte inferior Partiendo de las limitaciones de espacio y de
los elementos hallados para este proyecto se plantea implementar un sistema de
llenado y pesaje automaacutetico que alberga los siguientes componentes
311 Tolva de almacenamiento
La tolva de almacenamiento seraacute abastecida por dos transportadores helicoidales
debido al incremento de pedidos del producto se disentildeoacute la tolva de almacenamiento
28
guardando relacioacuten entre el espacio fiacutesico destinado y el Bach o lote a entregar de
1500 Kg por este motivo se disentildeoacute una tolva cuadrada con una seccioacuten de
piraacutemide en la parte inferior que permite evacuar el producto y reduce el caudal de
salida el disentildeo se muestra en la figura 14
L=095 mts
h = 08 mts
Ap = 07 mts
Arsquo=015 mts
Figura 14 Dimensiones de tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
La altura y lado del cuadrado superior fue determinado por las condiciones de
espacio fiacutesico
h = c 080 mts
L = a = b 095 mts
Seguacuten formula del paralelepiacutepedo
AREA = 2(ab+ac+bc) = 2(095095+09508+09508)
AREA = 242 msup2
VOLUMEN = abc = 09509508
VOLUMEN = 0722 mts 3
29
Las medidas del tronco de piraacutemide estaacuten dadas por
Ap = 07 mts
Lado de base mayor = 095 mts
Lado de base menor = 015 mts
Seguacuten la foacutermula del tronco de piraacutemide se calcula el volumen del cono
P = Periacutemetro de la base mayor = 0954 = 38 mt
Prsquo = Periacutemetro de la base menor = 0154 = 06 mt
042
Ap = Apotema del tronco de piraacutemide = 072 = 0574
2
A = Aacuterea de la base mayor = 095 = 09025 mts
Arsquo = Aacuterea de la base menor = 015 2
= 00225 mts
= 21878
= 0203 m 3
Teniendo un volumen total de 0722 m 3
+ 0203 m 3
= 0925 m 3
La tolva de almacenamiento se disentildeoacute con patas en viga H de 4rdquo para soportar el
peso y darle altura suficiente para el trabajo del personal bajo la tolva alcanzando
una altura total de 25 mts En la figura 15 adjunta se verifica que la tolva de
almacenamiento sirve a su vez como soporte de los diferentes componentes del
30
sistema Automatizado como los transportadores helicoidales compuerta de
descarga vibradores y fluidificadores por lo cual se encuentra anclada al piso
Figura 15 Tolva de almacenamiento
Fuente Elaboracioacuten propia (2011)
El equipo estaacute compuesto por los siguientes componentes
1 Elementos eleacutectricos que permiten el control del motor eleacutectrico de la vaacutelvula
rotativa (interruptor de potencia contactores asociados componentes para
comando y sentildealizacioacuten)
2 Componentes electroacutenicos como el variador de velocidad y PLC
3 Tres motores eleacutectricos trifaacutesicos correspondientes a los transportadores y
vaacutelvula rotativa
4 Transmisioacuten por cadena con el objetivo de asegurar el torque necesario de la
vaacutelvula rotativa esto se muestra en la figura 16
31
5 Elementos para dosificacioacuten como vibrador y aireadores
6 Sistema de succioacuten conformado por mangueras y filtro de mangas
Figura 16 Sistema de transmisioacuten mecaacutenica
Fuente Elaboracioacuten propia (2011)
3111 Vaacutelvula rotativa
La descarga de la tolva de alimentacioacuten se realiza mediante un rotor controlado
por un motorreductor conocido comuacutenmente como vaacutelvula rotativa que cuenta
con bajo nuacutemero de revoluciones y es accionada para nuestro caso con
transmisioacuten por cadena fue fabricada con ocho paletas con insertos de tefloacuten
Tiene como funciones baacutesicas descargar y dosificar fijando un punto de
estanqueidad entre las secciones del sistema La descarga inicial se realiza
mediante el rotor que gira a una velocidad constante dentro de la carcasa por
32
efecto de gravedad o ayuda externa (vibracioacuten o aireado) el material cae en las
cavidades del rotor ubicada en la boca de descarga para alimentar las bolsas las
Versiones del rotor maacutes importantes se muestran en la figura 17
a) Versioacuten baacutesica b) Listones de cierre c) Cavidades d) Aletas arqueadas -Separaciones fijas ajustables y cambiables redondeadas elaacutesticas fabricadas con - Para productos no fabricadas con - Con sin listones de elastoacutemero abrasivos elastoacutemero o listones cierre ajustables - Para productos metaacutelicos - Para productos granulares pegajosos y - Para productos ligeramente fibrosos moderadamente apelmazables
abrasivos - Con superficie de la
cavidad revestida
Figura 17 Modelo de rotores para vaacutelvulas rotativas Fuente wwwsolidsesfileadmincontentpdfProdbeschr_spanischalveolar_ZRSpdf
La segunda parte de la descarga se caracteriza por la velocidad variable del rotor
conocida como dosificacioacuten en nuestro caso el motorreductor ejecuta esta accioacuten
controlado por el variador de velocidad marca DELTA de 1 HP para lo cual el
usuario seteo o fijo un peso de corte
El control del variador de velocidad DELTA se realiza a su vez por intermedio de
un moacutedulo analoacutegico conectado al PLC Visioacuten 120-22-R1 en el cual se fijoacute una
loacutegica de control que se explica en el anexo 7 se debe considerar que para fijar
un flujo volumeacutetrico constante y reproducible se tendraacute en cuenta
La densidad de los soacutelidos a granel sea constante
Que el rotor siempre se alimente del mismo nivel de llenado esto se
asegura con el uso de aireadores y vibracioacuten
Que las cavidades se vaciacuteen constantemente
33
3112 Sistema Neumaacutetico
El sistema neumaacutetico es controlado en forma manual y Automaacutetica y se
encuentra instalado en la parte inferior de la tolva de almacenamiento (parte
coacutenica) con el objetivo de evitar acumulacioacuten de caacutemaras o espacios vaciacuteos en el
interior de la tolva impidiendo la caiacuteda del material estaacute compuesto por un
vibrador neumaacutetico y cuatro fluidificadores que estaacuten interconectados en serie a
una liacutenea de aire comprimido filtrado y regulado La parte neumaacutetica se activa
despueacutes de recibir la sentildeal del PLC por falta de caiacuteda de material a la bolsa
El vibrador neumaacutetico a turbina tipo OT no requiere mantenimiento y es
utilizado con eacutexito en sistemas de fluidificacioacuten para tolvas opera sin lubricacioacuten
con aire comprimido filtrado su vibracioacuten es generada por turbina con pesos
integrados que rotan sobre dos rodamientos de bolas de gran tamantildeo
desarrollando alta Fuerza centriacutefuga (frecuencias de vibracioacuten altas) la figura
18 muestra el disentildeo del vibrador
Figura 18 Vibrador Neumaacutetico Fuentewwwbandastarragonacomimagenesproductos00184_480880_3356_vib
radores20neumC3A1ticospdf
34
Los inyectores Fluidificadores U025 es un elemento fabricado en poliacutemero de
ingenieriacutea co-moldeado con un inyector sinterizado que se atornilla a una
boquilla de acero se utilizan en polvo fino como cemento y cal pueden ponerse
faacutecilmente en plantas existentes tanques y tolvas de almacenamiento la
superficie de emisioacuten de aire es pequentildea por tanto el aire en contacto con el
producto puede estar regulada con el nuacutemero de inyectores a colocar la Presioacuten
de operacioacuten es 02 bar (3 PSI) la figura 19 muestra la forma del fluidificador
Figura 19 Fluidificadores UO25 Fuentehttpwwwbandastarragonacomimagenesproductos00184_480880_335
6_vibradores20neumC3A1ticospdf
3113 Indicador de nivel tipo paleta
Con el objetivo de asegurar el llenado de la tolva de almacenamiento (prevenir
derrame) y evitar que se quede sin material el sistema cuenta con elementos
para indicar el nivel miacutenimo y maacuteximo de material dentro de la tolva conocido
como indicador tipo paleta que funciona por movimiento rotatorio cuando el
material estaacute presente la paleta no rota Si el nivel del material se encuentra por
debajo del radio de la paleta la rotacioacuten empieza y activa al transportador
helicoidal seleccionado del sistema la figura 20 muestra la forma del componente
35
Figura 20 Indicador de nivel de paleta rotativa
httpwwwdirectindustryesprodwamgroup-spaproduct-29492-519262html
312 Transportador Helicoidal
El transportador helicoidal es un elemento electro mecaacutenico generalmente en forma de
tubo de diferente diaacutemetro y que se ha instalado cumpliendo los requerimientos
solicitados por el usuario y especificaciones teacutecnicas del proyecto
El transportador helicoidal se encarga de trasladar el producto terminado de la olla
metaacutelica ubicada en la boca de carga (parte inferior) hasta la boca de descarga
(parte superior) de manera eficiente ocupando un miacutenimo de espacio
considerando sus caracteriacutesticas de disentildeo como equipo eliminando el riesgo de
derrame de material por transporte
36
La implementacioacuten del proyecto utiliza 2 transportadores helicoidales de acuerdo
al tipo de producto a embolsar y son seleccionados manualmente desde un
selector de tres posiciones ubicado en el tablero eleacutectrico estos transportadores
de diaacutemetro 8rdquo y 65 mts de largo tienen activacioacuten y parada controlada por
indicadores de nivel tipo paleta ubicados en la parte inferior y superior de la tolva
la figura 21 muestra tipos de helicoides de acuerdo a aplicacioacuten
Figura 21 Transportador Helicoidal
Fuente wwwsycsacomproductosinfines-transportadores-para-cemento-es
313 Variador de velocidad
Es un sistema capaz de mantener una determinada velocidad en equipos como
motores con valores exactos un variador de Velocidad es un dispositivo o conjunto
de dispositivos mecaacutenicos hidraacuteulicos eleacutectricos o electroacutenicos empleados para
controlar la velocidad giratoria de maquinaria especialmente de motores
La velocidad de los motores no puede ser modificada directamente ya que depende
de la alimentacioacuten de la red y sus caracteriacutesticas de disentildeo por lo cual se emplean los
variadores de velocidad que se emplea en una amplia gama de aplicaciones
industriales como en ventiladores y equipos de aire acondicionado equipos de
37
bombeo bandas transportadores industriales elevadores llenadoras tornos y
fresadoras Un variador de velocidad puede consistir en la combinacioacuten de un
motor eleacutectrico y un dispositivo mecaacutenico que se emplea para regular la velocidad
del mismo
Un variador de frecuencia es un sistema para el control de la velocidad rotacional
de un motor de corriente alterna (AC) por medio del control de la frecuencia de
alimentacioacuten suministrada al motor Un variador de frecuencia es un caso especial
de un variador de velocidad esta graacutefica se muestra en la figura 22
energiacutea de la potencia de Energiacutea onda sinusoidal
frecuencia mecaacutenica variable
AC Motor
Controlador de frecuencia
variable
Convertidor de energiacutea Convertidor de energiacutea
Operador de Interface
Figura 22 Diagrama del sistema VFD Fuentewwwgooglecompesearchq=diagrama+de+sistema+vfdamptbm=ischampsour El
variador electroacutenico de velocidad por variacioacuten de frecuencia es un equipo compuesto
de elementos electroacutenicos de potencia que acciona un motor jaula de ardilla y realiza
su arranque y su parada suave y permite variar de manera controlada la velocidad
aplicada al motor basaacutendose en la siguiente relacioacuten
38
RPM=120xFP
RPM = Revoluciones por minuto
F = frecuencia de suministro (aplicada)
P = Nuacutemero de polos (adimensional)
El principal tipo de motor usado en la industria es el motor eleacutectrico de induccioacuten
trifaacutesico tipo jaula de ardilla Fundamentalmente por los siguientes aspectos
Altos niveles de eficiencia comparado con otros tipos de motor
Bajos costos de mantenimiento
Bajo costo y facilidad de adquisicioacuten
Altos grados de proteccioacuten y posibilidad de uso en aacutereas clasificadas
El uso de variador de velocidad permite aprovechar ventajas en el proceso como
Arranques suaves y control de aceleracioacuten del motor
Compensacioacuten de corriente durante el proceso
Control del torque
Precisioacuten en posicionamiento
314 Sistema de pesaje
El pesaje del material a embolsar se realiza por medio de una celda de carga inserta
en una plataforma metaacutelica ubicada en la parte inferior de la tolva a una altura de 70
cm con el objetivo de minimizar riesgos ergonoacutemicos la plataforma cuenta con
39
una bandeja metaacutelica donde se realiza el pesado es desmontable para asegurar
la limpieza total del equipo cuenta tambieacuten con pies de ajuste o nivelacioacuten
En la aplicacioacuten del nuevo sistema la lectura de la celda de carga (anexo 5) no la
realiza un cabezal electroacutenico sino un PLC VISION 120-22-R1 a traveacutes del moacutedulo de
lectura analoacutegica que se encarga de amplificar la sentildeal eleacutectrica proveniente de la
celda de carga que variacutea su valor de lectura de acuerdo a la variacioacuten de peso el
sistema utilizado en la empresa de construccioacuten era realizado con balanzas digitales
portaacutetiles que eran constantemente movilizadas de acuerdo al lugar donde deberiacutean
realizar el pesado de la bolsa estando sometidas a desniveles golpes involuntarios
por traslado y altos rangos de polucioacuten produciendo dantildeo prematuro de la celda
incrementando peacuterdidas econoacutemicas por cambio de equipo
La implementacioacuten del sistema presenta como ventaja que el valor de lectura
obtenido de la celda es enviado al PLC permitiendo realizar el control del variador
a traveacutes de la loacutegica que fue implementada de acuerdo al valor de lectura de
peso La energiacutea eleacutectrica utilizada es 220 Voltios alternos el sistema requiere de
calibracioacuten que se lleva a cabo en el mismo lugar de uso por medio del uso de
pesas patroacuten que cuentan con certificacioacuten de empresas autorizadas y estaacute
definida en kilogramos la calibracioacuten es realizada preferentemente con el 100
del valor de lectura
3141 Celdas de Carga
Las balanzas electroacutenicas actualmente operan de forma determinada por la presencia
del sensor conocido con el nombre de celda de carga que enviacutea la sentildeal
40
al indicador electroacutenico de lectura El elemento maacutes importante de la celda de carga
es la galga extensiomeacutetrica que es una resistencia eleacutectrica que se conecta en un
arreglo de puente wheatstone de tal forma que al aplicarle una fuerza entrega una
sentildeal de voltaje proporcional a la fuerza aplicada permite medir deformacioacuten
presioacuten tensioacuten y peso la figura 23 representa el arreglo puente wheatstone
Figura 23 Puente wheatstone
Fuente wwwfullmecanicacomdefinicionesp771-puente-de-wheatstone
Si se aplica una tensioacuten de alimentacioacuten Vs a los puntos de alimentacioacuten del
puente 2 y 3 dicha tensioacuten se divide entre las dos mitades del puente R1 R2 y
R4 R3 proporcionalmente a las resistencias correspondientes es decir cada mitad
del puente forma un divisor de tensioacuten
41
El puente puede desequilibrarse como consecuencia de la diferencia entre
las tensiones debida a las resistencias eleacutectricas en R1 R2 y R3 R4 Esta
circunstancia se calcula del modo siguiente si el puente estaacute equilibrado
Cuando se produce una deformacioacuten predefinida la resistencia de la galga
extensiomeacutetrica cambia en un valor ΔR Eso nos da la ecuacioacuten siguiente
En el caso de las galgas extensiomeacutetricas las resistencias R1 y R2 deben ser
iguales en el puente de Wheatstone Lo mismo ocurre con R3 y R4 Asumiendo
algunos supuestos y simplificaciones es posible determinar la ecuacioacuten siguiente
En el uacuteltimo paso del caacutelculo el teacutermino ΔRR debe sustituirse por lo siguiente
Donde k es el factor k de la galga extensiomeacutetrica y ε Esto nos da lo siguiente
42
Las ecuaciones presuponen que todas las resistencias del puente cambian Sin
embargo en los ensayos experimentales esto no ocurre casi nunca y en
general solo hay galgas extensiomeacutetricas activas en algunos de los brazos del
puente mientras que los demaacutes solo son resistencias complementarias Las
diferentes formas del circuito se suelen designar como a) ldquocuarto de puenterdquo b)
ldquomedio puenterdquo c) ldquocuarto de puente doblerdquo o ldquodiagonalrdquo y d) ldquopuente completordquo
esto se verifica en la figura 24 del mismo modo se muestra la curva de
calibracioacuten en la figura 25 y la curva ideal y real del puente Wheatstone figura 26
Figura 24 Formas de puente wheatstone
httpswwwhbmcomes7163el-puente-de-wheatstone-galgas-extensometricas
43
Figura 25 Curvas de calibracioacuten
httpandreamedindblogsp otcom200903laboratorio-3html
Figura 26 Curva ideal y real del puente Wheatstone
httpacondicionadoresobologeslinealidad-circuito-electronico-74981
La sentildeal de voltaje de la celda de carga es del orden de milivoltios y es proporcional
al voltaje de alimentacioacuten a maacutexima capacidad de carga la sentildeal de la celda se lleva
a un convertidor anaacutelogo-digital para convertirla a un valor numeacuterico digital
44
este valor se multiplica por un factor para convertirlo a kilogramos es decir la
baacutescula mide la fuerza de gravedad que se ejerce sobre una masa
Para la formula P = m g
Peso expresado en Newtons
Masa expresada en Kilogramos
N
Kg
Gravedad expresada en metrossegundos al cuadrado
mssup2
Una balanza analoacutegica permite medir la masa de un objeto al compararla con
pesos de masa conocidos (pesas patroacuten) en balanzas digitales el peso se
traduce en masa la calibracioacuten corrige las variaciones de peso halladas al colocar
las pesas patroacuten
315 Sistema eleacutectrico
El disentildeo eleacutectrico implementado para el presente proyecto es el elemento
principal de la automatizacioacuten porque permite el control de todos los elementos
actuantes (neumaacuteticos y mecaacutenicos) el funcionamiento se puede realizar tanto en
forma manual como en forma Automaacutetica usando un selector
Se plantea el uso del sistema en forma automaacutetica a traveacutes del ingreso de datos del
peso de corte y peso total de la bolsa que se realizara seguacuten requerimiento del
producto con el objetivo de garantizar que el operador conozca coacutemo funciona el
proceso se dispuso tambieacuten la operacioacuten del sistema en forma manual
45
3151 Secuencia en modo manual
Permite al operador el control de los componentes dispuestos en el equipo en
forma secuencial y segura mediante la capacitacioacuten de operacioacuten de la
envasadora al personal involucrado la lectura del peso cuando el selector se
encuentra en posicioacuten manual se realiza desde la pantalla digital del PLC
El sistema cuenta con dos transportadores helicoidales de ϕ 8rdquo que alimentan la
tolva de almacenamiento la activacioacuten de los motores se realiza por arranque
directo y cuentan con inversores de giro por contactor para ser utilizado en caso
de trabamiento mecaacutenico como se indicoacute en el subproceso de envasado los
transportadores son alimentados por ollas metaacutelicas de 700 Kg Procedentes de la
zona de mezclado El corte de alimentacioacuten de ambos transportadores se realiza
por intermedio del contacto cerrado de un sensor de nivel ubicado en la parte alta
de la tolva de almacenamiento El reinicio o arranque de los transportadores es
permitido solo cuando el sensor de nivel bajo ubicado en el cono de la tolva se
activa se debe considerar que el sensor de nivel alto se libera al descender el
material dentro de la tolva
Se realiza la sujecioacuten de la bolsa con ayuda de una mordaza accionada por
pistones neumaacuteticos que se activan por selector desde el tablero de control al ser
abastecida la tolva se podraacute dar inicio al proceso de embolsado el operador
dispone de un pulsador que permite el arranque del motor que activa la vaacutelvula
rotativa ubicada en la boca de descarga de la tolva de almacenamiento en este
caso la reduccioacuten de velocidad se realiza por arreglo de pintildeones (transmisioacuten por
cadena)
46
Realizados los pasos previos el operador realiza el llenado de la bolsa primero en
forma continua y luego por pulsos manuales en todo momento el operador
visualiza el peso en la pantalla del PLC en caso de que el material deje de llenar
la bolsa el operador haraacute uso del vibrador neumaacutetico activado por un solenoide
para ayudar a fluir el material el ajuste final del peso lo realiza el operador
mediante aproximacioacuten de peso (pulsos manuales sucesivos)
Al ser alcanzado el peso total el operador libera la bolsa aprisionada por la
mordaza y la coloca en una mesa de rodillos donde es trasladada a la zona de
cierre o aseguramiento del producto que como se dijo anteriormente se realiza en
forma manual la figura 27 muestra el diagrama eleacutectrico de fuerza del mismo
modo la figura 28 muestra el diagrama eleacutectrico de control del proyecto
47
Figura 27 Diagrama Eleacutectrico de Fuerza Fuente Elaboracioacuten propia (2011)
Figura 28 Diagrama Eleacutectrico de Control Fuente Elaboracioacuten propia (2011)
3152 Secuencia en modo Automaacutetico
Se basa en la implementacioacuten electroacutenica que es la parte principal del proyecto
donde se toma en cuenta la funcionalidad del PLC Visioacuten 120-22-R1 de la marca
UNITRONICS como muestra la figura 29 de acuerdo los requerimientos teacutecnicos
para el presente proyecto se seleccionoacute este modelo que considera las siguientes
caracteriacutesticas
PLC VISION 120-22-R1
Alimentacioacuten 1224Vdc
Entradas Digitales 10 pnpnpn
Entradas Anaacutelogas 1
Salidas Releacute 6
Puerto de Expansioacuten 1 IO
Puertos de Comunicacioacuten 2 (RS232RS485)
Figura 29 PLC Visioacuten 120-22-R1 Unitronics Fuente unitronicsplccomvision-series-vision120
31521 Datos teacutecnicos generales
El proyecto utiliza un PLC Vision 120-22-R1 con canales tipo Source (ver figura
30) soporta sensores tipo pnp la corriente de consumo de acuerdo a hoja teacutecnica
es 230 mA a 24 VDC las entradas de voltaje en esta configuracioacuten son
0-5 VDC Para un nivel loacutegico ldquo0rdquo
17- 288 VDC para un nivel loacutegico ldquo1rdquo
|
Figura 30 Sentildeales de entrada PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
Las salidas del PLC Vision 120-22-R1 (ver figura 31) consta de 6 salidas de tipo
releacute de 230 VAC 1224 VDC con las siguientes caracteriacutesticas
Tipo de salida SPST-NO releacute
Releacute tipo OMRON G6B-1114P-12VDC
Frecuencia maacutexima de salida 05 Hz
Corriente maacutexima para carga resistiva 5A
Corriente maacutexima para carga inductiva 1A
Requiere circuito de proteccioacuten
51
Figura 31 Sentildeales de salida PLC Fuente unitronicsplccomwp-contentuploads201512V120-22-R1-541012106pdf
1 EX-A1 Modulo adaptador de Expansioacuten de Entradas y salidas
Para realizar la recopilacioacuten de informacioacuten de la celda de carga y modulo
analoacutegico El PLC visioacuten 120-22-R1 cuenta con un moacutedulo de expansioacuten EX-A1 el
cual se comunica por medio de un cable con revestimiento categoriacutea 5 (CAT5
STP) El cable es de un metro de longitud con terminales RJ45 para la conexioacuten
de los equipos La figura 32 muestra la configuracioacuten del cable de conexioacuten PLC
moacutedulo de expansioacuten
Figura 32 Cable de conexioacuten PLC moacutedulo Expansioacuten
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
El EX-A1 es baacutesicamente una interface de comunicacioacuten entre el PLC y los moacutedulos
externos que podraacuten ser en una cantidad maacutexima de 8 moacutedulos por equipo para
52
aplicaciones donde se requieran maacutes moacutedulos se requeriraacute de otro modelo de
PLC Las salidas y entradas localizadas en el moacutedulo de expansioacuten son
conectadas al PLC mediante la asignacioacuten de direcciones en letras y nuacutemeros La
letra indicara la posicioacuten del moacutedulo y el numero la entrada especifica de dicho
modulo la figura 33 muestra la conexioacuten de los moacutedulos
Figura 33 Conexioacuten de moacutedulos
Fuente wwwi4automationcoukunitronicspdfEX-A12012-24VDCpdf
La foacutermula que presentaremos a continuacioacuten es usada para asignar direcciones
de entrada y salida de los moacutedulos y que seraacuten tomadas por el PLC
X es el numero especifico de la localizacioacuten del moacutedulo (0-7) Y es el nuacutemero de
entrada o salida del moacutedulo respectivo (0-15) F indica la direccioacuten El nuacutemero que
representa la localizacioacuten de entrada o salida es igual a
F = 32 + X 16 + Y
53
2 IO-LC1 Modulo adaptador de celda de carga
Las celdas de carga son sensores que realizan la conversioacuten dimensional de las
variables de campo a variables eleacutectricas esta sentildeal es del orden de los
milivoltios de poca potencia y por lo tanto vulnerables al ruido industrial El
moacutedulo de expansioacuten de celda de carga acondiciona la sentildeal anaacuteloga que genera
dicho sensor la amplifica la filtra y la convierte a un valor digital que se puede
transportar directamente al PLC Este moacutedulo se une al moacutedulo de expansioacuten por
medio de un conector tipo flag la configuracioacuten interna de este moacutedulo ayuda a
soportar las condiciones del medio donde es ubicado en este caso la marca
UNITRONICS ver figura 34 cuenta con un convertidor Anaacutelogo digital IO-LC1 e
IO-LC3 con las siguientes caracteriacutesticas
o Meacutetodo de conversioacuten Sigma-Delta
o Resolucioacuten de 24 bits
o Periodo de conversioacuten de 125 mili segundos (80Hz)
o Error de linealidad de 001
o Led indicador de estado de comunicacioacuten
Identificacioacuten de componentes
1 Conector modulo a modulo
2 Indicador estado de comunicacioacuten
3 Alimentacioacuten y puntos de conexioacuten
de entradas y salidas
4 Puntos de conexioacuten de entradas y
salidas solo para IO-LC3
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
Figura 34 moacutedulo de pesaje Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
54
La conexioacuten de celda de carga se puede realizar en dos configuraciones distintas
y depende de la cantidad de cables de conexioacuten normalmente se recomienda
las celdas con 6 cables de lo contrario se realizaraacute un puente entre los
terminales la figura 35 muestra los tipos de conexioacuten para celdas de carga
Figura 35 Tipos de conexioacuten para celdas de carga Fuentewwwi4automationcoukunitronicspdfIO-LC120IO-LC3pdf
3 IO- AI4-AO2 Modulo 4 entradas anaacutelogas y 2 salidas anaacutelogas
El moacutedulo AI4-AO2 es un conversor anaacutelogo digital ofrece 4 entradas analoacutegicas
de 12 BIT que pueden funcionar de acuerdo al requerimiento de voltaje o corriente
y dos salidas de sentildeal analoacutegicas de 12 BIT que pueden funcionar tambieacuten de
acuerdo al requerimiento de +-10V 0-20 mA 4-20 mA el moacutedulo fue
seleccionado para realizar el control del variador de velocidad VFD-F y para una
posible ampliacioacuten de otros elementos que ayuden a mejora yo verificacioacuten del
funcionamiento del sistema debe ser conectado al Bus del moacutedulo de expansioacuten
(EXA1) El comando sobre una de las salidas del moacutedulo permite que el variador
controle las acciones del motor que es el componente final que se conecta con la
55
vaacutelvula rotativa y de acuerdo a la programacioacuten la pondraacute en marcha detendraacute o
variara la figura adjunta numero 36 muestra la configuracioacuten fiacutesica Identificacioacuten
de componentes
1 conector modulo a modulo
2 indicador estado de comunicacioacuten
3 Puntos de conexioacuten de la fuente de
alimentacioacuten
4 Puntos de conexioacuten de salida
5 Indicador de estado de entradas y salidas
6 Conector modulo a modulo
7 Puntos de conexioacuten de entrada
Figura 36 Modulo analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
Las opciones o modos de trabajo que se realizan en el comando de configuracioacuten
de Hardware del PLC permiten que en el moacutedulo AI4-AO2 se configure solo una
salida analoacutegica con un voltaje de +- 10V las salidas VndashCOM son conectadas
directamente al variador por los puntos AVI (Analog voltage Input) y ACM (Analog
Control Signal) respectivamente la figura 37 muestra la conexioacuten del moacutedulo
analoacutegico tanto al tratarse en Corriente como en Voltaje
56
Figura 37 Conexioacuten del moacutedulo Analoacutegico Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
31522 VFD-F Variador de velocidad
El variador de velocidad llamado drive AC al igual que los PLC son controladores
pues disponen de canales de entrada y salida de tipo anaacutelogo y digital se puede
implementar o programar viacutea software loacutegicas de control o automatismo pero los
variadores disponen de una electroacutenica de potencia para controlar la operacioacuten de
motores
El variador de velocidad tiene incluido un puerto de comunicacioacuten que permite
comunicarse con una red industrial mediante un protocolo de comunicacioacuten para
comunicarse con otros variadores PLC HMI e incluso sistemas scada
57
El valor de voltaje de salida del moacutedulo analoacutegico del PLC depende del valor de
linealizacioacuten de la celda de carga que se realiza por software el valor obtenido es
enviado al puerto de entrada analoacutegico del variador para el control de velocidad
del motor de la vaacutelvula rotativa la figura 38 muestra la conexioacuten entre modulo
analoacutegico y variador de velocidad y la figura 39 muestra diagrama baacutesico de
conexiones del variador
Figura 38 Conexioacuten entre moacutedulo Analoacutegico y Variador de velocidad Fuente unitronicsplccomwp-contentuploads201512IO-A14-AO2-5408-0061-2pdf
58
Figura 39 Diagrama baacutesico de conexiones variador Fuente wwwgalcocomtechdocdlpcvfd075f43b_umpdf
59
316 Implementacioacuten del Software
La implementacioacuten del software se realizoacute en un PLC Vision 120-22-R1 se
consideroacute tiempos de trabajo para cada componente y etapa facilidad en el
ingreso de valores y uso del proceso teniendo en cuenta el nivel teacutecnico de los
mismos se asegura la instruccioacuten del personal mediante capacitaciones y
pruebas de secuencia de funcionamiento
El operador ingresa los datos al dispositivo por una interface comuacutenmente teclado
o pantalla estos valores o datos son almacenados en la memoria del CPU que es
el cerebro del PLC procesa la informacioacuten que recibe del exterior por medio de
la interfaz de entrada y de acuerdo con el programa activa una direccioacuten que
correspondiente interfaz de salida
Las interfaces de entrada y salida se encargan de adaptar las sentildeales internas a
niveles del CPU que ordena la activacioacuten de una salida la interfaz adapta la sentildeal
y acciona un componente (transistor releacute etc)
3161 Funcionamiento del PLC
Al comenzar el ciclo el CPU lee el estado de las entradas A continuacioacuten ejecuta
la aplicacioacuten empleando el uacuteltimo estado leiacutedo Una vez completado el programa
se ejecutan tareas internas de diagnoacutestico y comunicacioacuten al final del ciclo se
actualizan las salidas El tiempo de ciclo de trabajo depende del tamantildeo del
programa nuacutemero de entradas nuacutemero de salidas y cantidad de comunicacioacuten
requerida la figura 40 muestra el ciclo de funcionamiento del PLC
60
Figura 40 Ciclo Funcionamiento del PLC Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
El uso de PLC presenta ventajas con respecto a los sistemas basados en releacute o
sistemas electromecaacutenicos las cuales son
Flexibilidad Posibilidad de reemplazar la loacutegica cableada de un tablero o
circuito impreso de un sistema electroacutenico mediante un programa en PLC
Tiempo Ahorro de tiempo de trabajo en las conexiones a realizar en
la puesta en marcha y en el ajuste del sistema
Cambios Facilidad para realizar cambios durante la operacioacuten del sistema
Confiabilidad Espacio Modularidad Estandarizacioacuten
La figura 41 muestra la estructura baacutesica del controlador loacutegico programable
Figura 41 Estructura Baacutesica de un Controlador Loacutegico Programable Fuente 1607249blogspotcom20121126-controladores-logicos-programableshtml
61
CAPITULO 4
RESULTADOS
La implementacioacuten del sistema de ldquoAutomatizacioacuten de Liacutenea de Envasado para
Concreto Embolsadordquo permitioacute cumplir los objetivos proyectados de disentildeo
mecaacutenico eleacutectrico y electroacutenico dentro del plazo establecido de 45 diacuteas para
la realizacioacuten del proyecto
La implementacioacuten estructural se realizoacute con la fabricacioacuten individual de
componentes como tolva de alimentacioacuten y componentes mecaacutenicos como
Transportadores helicoidales vaacutelvula rotativa y mordaza esto se realizoacute con
ayuda de planos estructurales y verificacioacuten del aacuterea de control de calidad
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes
de sentido de giro de transportadores helicoidales y activacioacuten de
componentes como vibrador solenoide de mordaza y vaacutelvula rotativa la
conexioacuten de los componentes se realizoacute con ayuda de planos eleacutectricos
62
La puesta en marcha del sistema electro-neumaacutetico permitioacute realizar ajustes de
sentido de giro de transportadores helicoidales y activacioacuten de componentes
como vibrador vaacutelvula rotativa y solenoide de mordaza la conexioacuten se realizoacute con
ayuda de planos eleacutectricos y verificacioacuten de sentildeales de mando
El disentildeo del software permite verificar en forma continua los subprocesos del
sistema con el objetivo de lograr precisioacuten en el pesaje y reduccioacuten de tiempo
de proceso La precisioacuten en el pesaje se logroacute con la calibracioacuten de la celda de
carga que permite asignar el cero referencial y un punto de trabajo teniendo en
cuenta la linealidad de los datos adquiridos esto se realiza con ayuda de
pesas patroacuten hasta un peso maacuteximo de 40 Kilogramos las pruebas iniciales
de pesaje se realizaron con material de referencia (arena) que permitioacute el
ajuste velocidad de la vaacutelvula rotativa que es controlada por el modulo
analoacutegico del PLC que actuacutea sobre el variador de velocidad
Las pruebas continuas se realizaron con dos lotes de concreto para embolsados
contenidos en la tolva de almacenamiento encontrando variacioacuten de peso desde
25 gramos hasta 150 gramos en cada bolsa para despacho Se observa que el
error aumenta cuando el nivel de material de la tolva se encuentra debajo del
sensor de nivel bajo para superar este problema se modificoacute la altura del sensor
de nivel inferior logrando un ajuste de hasta 0 gramos
Luego de reubicar la altura del sensor de nivel bajo se realizoacute la calibracioacuten de la
celda de carga de 50 kilogramos se realizoacute con pesas patroacuten de 5 kilogramos
63
y el porcentaje de error se calcula por medio de la formula ((VR-VT)VR100) los
datos se muestran en la figura 42
Figura 42 Calibracioacuten de Plataforma
Fuente Elaboracioacuten propia (2011)
Las pruebas permitieron tambieacuten fijar un valor de caiacuteda libre de material de 20
gramos que representa la cantidad de producto que falta caer para llegar a su
valor final de 25 Kilogramos
41 Costo de implementacioacuten
La implementacioacuten del proyecto se realiza cumpliendo requerimientos y
considerando las caracteriacutesticas teacutecnicas de los equipos se realizoacute el presupuesto
con un costo total de $ 5160000 que se detalla a continuacioacuten
Por montaje de planta de embolsado en zona de productos secos incluye
Suministro de componentes 02 transportadores helicoidales de Oslash 8rdquo x 6000 mm motor de 10 HP
Sistema extractor de polvo incluye
Filtro de mangas 9 unidades de Oslash 05rdquo x 2000 mm cada uno
Extractor con motor eleacutectrico 5 HP
64
Manguera y campana metaacutelica
Tolva de recepcioacuten con capacidad 1500 kg incluye
Limitadores de nivel tipo paleta (alto y bajo)
Fluidificadores
Vibrador neumaacutetico
Vaacutelvula rotativa
Tolvas para abastecimiento con capacidad de 700 kg (4 unidades)
01 tablero eleacutectrico incluye
Sistema de fuerza
Botoneras
Arrancador para motor 10 HP (2 unidades)
Selector manual ndash automaacutetico
Variador marca Delta 1 HP 440 VAC
Parada de emergencia
Sistema de control
PLC Vision V120-22-R1
Moacutedulo Vision Anaacutelogo-Digital
Fuente de alimentacioacuten 220 VAC ndash 24VAC
Balanza tipo plataforma capacidad 50Kg
Cerco perimeacutetrico enmallado y techado con calamina
Camioacuten gruacutea HIAB (9 ton) para traslado y colocacioacuten de equipos
Mano de obra
4 teacutecnicos (1 mecaacutenico 1 electricista y 2 montajistas)
1 supervisor
Tiempo de ejecucioacuten
65
Fabricacioacuten 40 diacuteas
Montaje10 diacuteas
COSTO US$ 51600
42 Costo por personal
La implementacioacuten del proyecto permitioacute disminuir costos de personal operativo el
funcionamiento del equipo en sistema automaacutetico no requiere personal adicional
para control del proceso motivo por el cual la empresa dispuso disminuir la
cantidad del personal operativo ver figura 43
Costo personal operativo
6000 5250 5000
4000
2250
3000 1250 1250
2000 900 900 1000
0
obreros Tecnico Operador
MO Manual 5250 1250 900
MO Automatico 2250 1250 900
MO Manual MO Automatico
Figura 43 Costo por personal operativo Fuente elaboracioacuten propia (2011)
La implementacioacuten del sistema automaacutetico genera a la empresa una reduccioacuten de
costo por mano de obra de un 40 en el aacuterea de envasado representando esto
un ahorro de S 3600000 al antildeo en costo de mano de obra ver figura 44
66
Ahorro porcentual
MO Automatico
40
Total Gasto 60
Figura 44 Ahorro Porcentual Fuente elaboracioacuten propia (2011)
43 Produccioacuten Mensual
La produccioacuten mensual aumento en forma considerada logrando triplicar la cantidad
de material embolsado ver figura 45
Produccioacuten mensual por kilos
250000 225000
200000
150000
100000 75000
50000
0
Produccion Mensual
Manual 75000
Automaacutetico 225000
Manual Automaacutetico
Figura 45 Produccioacuten mensual Fuente elaboracioacuten propia (2011)
Se verifica que con la automatizacioacuten del sistema del aacuterea de embolsado la
produccioacuten aumentoacute mensualmente de 75000 kg a 225000 Kg esto representa un
67
aumento en la produccioacuten de 300 como se puede notar existe definitivamente
muchos beneficios con el empleo de este sistema
68
CONCLUSIONES
A partir de la implementacioacuten del sistema automaacutetico la empresa de
construccioacuten redujo costos de mano de obra en un 40 mensual logrado
por facilidad en la operacioacuten reduccioacuten de tiempos de envasado y
reduccioacuten de personal operativo
Mediante el sistema implementado la empresa ha mejorado su
productividad hasta en un 300 mensual reduciendo costos en el
envasado del producto terminado optimizado el tiempo de proceso
Se logroacute reducir la merma por peacuterdida de cemento de 25 gramos existente
en el envasado manual (sacos 25Kg) a 0 esto se logroacute por el uso de la
mordaza de sujecioacuten para la bolsa (sistema Automaacutetico)
La reubicacioacuten de la altura de la plataforma de pesaje (70 cm) permitioacute
reducir los riesgos ergonoacutemicos del personal operativo
Durante el cambio de bolsa se logroacute reducir significativamente la
contaminacioacuten del medio ambiente por el uso del sistema de filtro extractor
de polvo
69
La prueba de componentes neumaacuteticos permitioacute realizar el ajuste
correspondiente de presioacuten de trabajo
Vibrador 6 BAR
Fluidificador 2 BAR
La toma de medida de voltaje en la liacutenea de acometida permitioacute determinar
que el voltaje de trabajo para componentes del sistema automaacutetico se
encuentra dentro del rango permisible del 10
Voltaje de liacutenea de fuerza
Voltaje de liacutenea de control
554 Vac
236 Vac
La prueba de sentildeales permitioacute verificar la correspondencia de
componentes seguacuten plano de conexiones
El disentildeo del software se realizoacute en lenguaje de programacioacuten Ladder
Con la implementacioacuten del sistema automaacutetico la empresa de construccioacuten ha
reducido costos de mano de obra en un 40 mensual verificando la reduccioacuten
de tiempos de operacioacuten y facilidad para la operacioacuten del proceso
70
ANEXOS
71
Anexo 1 Caacutelculos para la corriente del sistema
TABLA I
Corriente en Corriente CORRIENTE ALTERNA
Amperios Continua Monofaacutesica Trifaacutesica
HP x 746 HP x 746 0 HP x 746 0 Conociendo HP E x N E x N x fp 173 x E x N x fp
KW x 1000 KW x 1000 KW x 1000 0 Conociendo KW E E x fp 173 x E x fp
KVA x 1000 KVA x 1000 Conociendo KVA --------------------- E 173 x E
CV x 736 CV x 736 CV x 736 0 Conociendo CV E E x fp 173 xE x fp
Donde
E = Tensioacuten en voltios N = Eficiencia expresada en decimales KVA = Potencia en kilovoltamperios HP = Potencia en caballos de fuerza (horse power)
fp = Factor de potencia (cos ) KW = Potencia en kilowatios CV = Potencia en caballo ndash vapor
72
Anexo 2 Capacidad de corriente de cables THW
TABLA V
Temperatura ambiente 30degC
Temperatura maacutexima en el conductor 75degC
Calibre del conductor Seccioacuten transversal 3 conductores en el mismo tubo
AWG ndash MCM mm2
Amperios
14 208 15 12 331 20
10 526 30
8 837 45
6 1330 65
4 2115 85
2 3363 115
10 5351 150
20 6744 175
30 8502 200
40 1072 230
250 1267 255
300 1520 285
350 1774 310
400 2027 335
500 2534 380
600 3040 420
700 2547 460
800 4054 490
900 4560 520
1000 5067 545
73
Anexo 3 Factores de correccioacuten para temperatura de conductores eleacutectricos
en ambiente diferente de 30degC
TABLA VI
Temperatura
maacutexima del TEMPERATURA AMBIENTE degC
conductor degC
25 30 35 40 45 50
80 106 100 095 090 084 079
75 106 100 094 089 082 076
60 107 100 091 082 071 058
74
Anexo 4 Variador de frecuencia
Un variador de frecuencia (siglas VFD del ingleacutes Variable Frequency Drive o bien
AFD Adjustable Frequency Drive) es un sistema para el control de la velocidad
rotacional de un motor de corriente alterna (AC) por medio del control de la
frecuencia de alimentacioacuten suministrada al motor Un variador de frecuencia es un
caso especial de un variador de velocidad los variadores de frecuencia son
tambieacuten conocidos como drivers de frecuencia ajustable (AFD) drivers de CA o
microdrivers
El motor usado en un sistema VFD es normalmente un motor de induccioacuten
trifaacutesico Algunos tipos de motores monofaacutesicos pueden ser igualmente usados
pero los motores de tres fases son normalmente preferidos Varios tipos de
motores siacutencronos ofrecen ventajas en algunas situaciones pero los motores de
induccioacuten son maacutes apropiados para la mayoriacutea de propoacutesitos y son generalmente
la eleccioacuten maacutes econoacutemica
75
Anexo 5 Montaje de Celda de carga
Existen tres tipos de montajes baacutesicos con una dos y cuatro galgas La medida
se suele realizar por deflexioacuten es decir midiendo la diferencia de tensioacuten existente
entre los terminales de salida del sensor Las principales diferencias de estos
montajes se encuentran en la sensibilidad y la capacidad de compensacioacuten del
efecto de temperatura de la resistencia de la galga cuando en un puente de
medida coinciden dos o cuatro galgas de iguales caracteriacutesticas los efectos de la
temperatura se anulan ya que les afecta por igual
a) Puente de medida con una galga
Este puente de medida se caracteriza por una
baja sensibilidad Por otro lado al solo haber una
galga esta no estaacute compensada en temperatura
b) Puente de medida con dos galgas (Medio Puente)
La utilizacioacuten de dos galgas consigue duplicar la
sensibilidad del puente Esto permite que para una
misma deformacioacuten tengamos mayor sentildeal de salida
de la tensioacuten de alimentacioacuten dada La disposicioacuten de
las galgas permiten compensar la temperatura
76
c) Puente de medida con cuatro galgas (Puente Completo)
La utilizacioacuten de cuatro galgas cuadruplica la
sensibilidad del puente respecto al puente de
una sola galga De igual forma que en el caso
anterior las galgas estaacuten compensadas en
temperatura
77
Anexo 6 Programacioacuten
El siguiente proyecto se realizoacute con ayuda del PLC UNITRONICS el cual maneja
la programacioacuten por medio de lenguaje LADDER el desarrollo para el control del
programa se detalla en este anexo es importante indicar que la secuencia del
programa y la calibracioacuten garantizaran un adecuado funcionamiento
Es importante indicar que este sistema trabaja tanto en forma Manual como
Automaacutetica por lo cual es importante la adecuada seleccioacuten de los dispositivos o
componentes que seraacuten activados por salidas releacutes del PLC en el presente
software existen bloques para el control de entradas y salidas calibracioacuten de
celda de carga y control Analoacutegico
Al iniciar el programa procedemos a identificar yo ubicar las entradas
correspondientes al proyecto asiacute de esta forma ubicamos las sentildeales de START
STOP y PAUSA se observa tambieacuten que al des energizar la Tara manual se
activara el modo manual
78
Al encender el PLC el bit de arranque enviacutea los datos de configuracioacuten al moacutedulo
de pesaje para leer el valor analoacutegico de este
En este bloque se lee el valor del moacutedulo de pesaje y luego de escalar el valor
pesado este se resta del valor actual tomando el nuevo valor luego se realiza el
escalamiento de la velocidad de variador y voltaje de variador
79
Si la velocidad del variador llega a ser mayor o igual a la frecuencia de inicio
entonces esta frecuencia carga a MI11 es decir que la frecuencia de inicio es el
valor liacutemite que puede alcanzar la velocidad del variador
Al pulsar START el pulso de subida activa el inicio de proceso resetea la alarma
SP y setea la velocidad del variador con la frecuencia de inicio
80
Al presionar STOP o activarse el Bit de fin de proceso se activa la alarma SP y se
resetea el Bit de inicio de proceso
Al pulsar Pausa una vez MB11 se activa y detiene el sistema al volver a presionar
Pausa nuevamente MB11 se desactiva y el sistema continuacutea el proceso
Cuando el inicio de proceso estaacute activado los tiempos TD activados se mantienen
cuando el inicio de proceso se desactiva tarda el tiempo seteado en apagarse en
este caso el tiempo de encendido y apagado indicado se realiza ciacuteclicamente
81
Si el inicio de proceso estaacute activado y la pausa desactivada se activa la mordaza
de bolsa despueacutes de transcurrido el tiempo seteado se activa el Moto reductor de
entrada de producto si el proceso llega a la etapa de corte se activa
intermitentemente el vibrador y el aireador hasta llegar al fin del proceso
En este bloque de comparacioacuten de pesos se observa el caacutelculo de peso para
finalizar la carga y el caacutelculo de peso para iniciar la vibracioacuten por ejemplo
Calculo de peso para finalizar la carga
ML3 ndash MI16 = ML2 2500 ndash 20 = 2480
82
Peso deseado ndash peso caiacuteda libre = parar variador
Entonces el peso para parar el variador es igual a 248 Kg
Calculo de peso para iniciar la vibracioacuten
ML3 ndash MI8 = ML10 2500 ndash 1700 = 800
Peso deseado ndash peso de corte = bajar la velocidad activar vibrador
aireador Entonces el peso para bajar velocidad y activar vibradoraireador
es igual a 08Kg
Si el inicio de proceso y pausa esta desactivado entonces llega a la etapa de corte
cuando el peso de la balanza con tara es igual o mayor al peso para parar el
variador cuando se cumple esta condicioacuten el valor de velocidad del variador toma
el valor correspondiente al peso con tara
83
Cuando el proceso termina se activa MB13 y genera un pulso para que el peso
con tara se sume con MI23 para quitar la tara del peso total actual en vaciacuteo
Al iniciar en Manual o Automaacutetico (START) el flanco ascendente enviacutea el valor
inicial de la celda de carga a MI6 para que sea la tara del siguiente Proceso
84
Al activar manual y el flanco ascendente de I6 se escribe el dato 600 a la
velocidad del variador y la soltar I6 el flanco descendente escribe 0 a la velocidad
del variador Este segmento actuacutea como un JOG manual
Cuando MB7 esta desactivado se puede activar de modo manual o automaacutetico la
salida del moto reductor de entrada y los pulsos de variador vibrador y aireador
85
Este bloque representa el control del aireador tanto en modo manual como
Automaacutetico
De los bloques anteriores al activar MB5 se activa la mordaza de la bolsa y con
MB6 se activa la alarma SP
86
Cuando MB7 estaacute activado se puede activar de modo manual o automaacutetico la
salida del moto reductor alterno igualmente los pulsos de vibrador y variador
Este bloque indica el estado en el que se encuentra el proceso
87
Una vez finalizada la secuencia se ejecuta el bloque RET para reiniciar la
secuencia
88
Anexo 7 Datasheet de componentes del sistema Automaacuteticos
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
105
106
GLOSARIO
Puente Wheatstone circuito eleacutectrico utilizado para medir resistencias
desconocidas mediante el equilibrio de los brazos del puente Estaacute constituido
por cuatro resistencias que forman un circuito cerrado siendo una de ellas la
resistencia bajo medida
Galga extensiomeacutetrica o Strain gauges sensor que mide la deformacioacuten
presioacuten o carga y se basa en el efecto piezoresistivo que es la propiedad de
ciertos materiales de cambiar el valor nominal de su resistencia cuando se les
somete a ciertos esfuerzos y se deforman en direccioacuten de los ejes mecaacutenicos
Resistencia de galga es la resistencia de referencia y suele acompantildearse de
un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es la constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Tensioacuten medible es el rango de variacioacuten de longitud de la galga cuando
esta se somete a una deformacioacuten Este rango viene expresado en un tanto
por cien respecto a la longitud de la galga
107
Temperatura de funcionamiento es aquella temperatura para la cual el
funcionamiento de la galga se encuentra dentro de los paraacutemetros
proporcionados por el fabricante
Fluidificadores son elementos que aportan aire en las paredes de la tolva
garantizando una descarga raacutepida y eficiente de materiales solidos a granel
Vibrador Neumaacutetico son sistemas versaacutetiles que intervienen en una gran
cantidad de procesos industriales como dosificacioacuten su vibracioacuten es generada
por una turbina con pesos integrados que rotan sobre dos rodamientos de
bolas de gran tamantildeo desarrollando alta fuerza centriacutefuga
Vaacutelvula rotativa es un rotor con cavidades que gira dentro de una carcasa
ciliacutendrica la cual permite el flujo de producto a traveacutes de ella conservando las
condiciones de los equipos presentes aguas arriba y aguas debajo
Bombona Es un semirremolque cisterna para cemento a granel estaacute hecho
de un chasis auto-movible para fines especiales (tiene rueda para
transportarse grandes distancias) En condiciones de descarga se comporta
como un tanque presurizado que permite la descarga de cemento
Silo estructura disentildeada para almacenar grano y otros materiales a granel
los maacutes usados tienen forma ciliacutendrica asemejaacutendose a una torre construida
de madera hormigoacuten armado o metal
Pintildeoacuten es la rueda dentada de un mecanismo que permite la transmisioacuten
directa por engranaje o indirecta a traveacutes de una cadena de transmisioacuten o
correa de transmisioacuten dentada
108
Sensor de nivel es un componente electromecaacutenico que permite verificar el
nivel de los productos a granel presentes en la tolva
Actuador es un dispositivo capaz de transformar energiacutea hidraacuteulica neumaacutetica o
eleacutectrica de un proceso generando un efecto sobre un proceso automatizado
Batch se denomina asiacute al lote del producto a disentildear
Contactor componente electromecaacutenico con capacidad de establecer o
interrumpir la corriente eleacutectrica de una carga con la posibilidad de ser
accionado a distancia mediante la utilizacioacuten de elementos de comando
Bodcat equipo destinado al traslado y despacho de insumos del proceso
conocido tambieacuten como mini cargador de bastidor riacutegido y brazos de elevacioacuten
que se utilizan para sujetar una amplia variedad de herramientas o accesorios
Mordaza dispositivo de formas variadas que consta baacutesicamente de dos
piezas a modo de tenazas que sujetan fuertemente un objeto
Resistencia de la galga Es la resistencia de referencia y suele acompantildearse
de un porcentaje de variacioacuten cuando la celda no se somete a deformacioacuten
Factor de galga es una constante K caracteriacutestica de cada galga que
determina su sensibilidad este factor es funcioacuten de muchos paraacutemetros pero
especialmente de la aleacioacuten empleada en la fabricacioacuten
Trazabilidad Propiedad del resultado de las mediciones efectuadas con un
instrumento o con un patroacuten tal que puede relacionarse con patrones
nacionales o internacionales mediante una cadena ininterrumpida de
comparaciones y con todas las incertidumbres determinadas
Ruido Cualquier perturbacioacuten eleacutectrica o sentildeal accidental no deseada que
modifica la transmisioacuten indicacioacuten o registro de los datos deseados
109
Linealidad La aproximacioacuten de una curva de calibracioacuten a una liacutenea recta
especificada
Sensibilidad es la miacutenima magnitud en la sentildeal de entrada requerida para
producir una determinada magnitud en la sentildeal de salida dada una
determinada relacioacuten sentildealruido u otro criterio especificado
PLC Compacto es un controlador en la cual su configuracioacuten inicial no puede
ser modificada debido a que todos sus componentes estaacuten integrados en el
equipo
PLC Modular es un controlador que tiene la posibilidad de ampliarse en el
tiempo se pueden agregar moacutedulos a su configuracioacuten inicial
110
BIBLIOGRAFIacuteA
Ccarita Cruz Freddy Alan (2011) Disentildeo de Construcciones Soldadas Lima PUCP
Recupeacuterado de httpsesslidesharenetalanmecanicadiseo-de-un-silo-
estructura-metalica
Cemento Moctezuma (2018) Planta de Cemento Apazapan Recuperado de
httpsinatsemarnatgobmxdgiraDocsdocumentosverestudios200830V
E2008ID002pdf
Espinoza Moises (1995) Disentildeo y construccioacuten de una celda de carga Tutoriales
5 Hertz Electroacutenica
Nicola Haro Alejandro (2009) Implementacioacuten de un Sistema de Pesaje para trigo en un
proceso de produccioacuten de harina en la empresa Molino Electro Moderno SA
Recuperado de httpbibdigitalepneduechandle150001122
Loacutepez Peacuterez Carlos (2014) Optimizacioacuten de sistemas de envasado con tolvas
intermedias Proyecto Final de Carrera Barcelona Escuela
Teacutecnica Superior Recuperado
111
dehttpupcommonsupcedubitstreamhandle2099123521memoria20
PFC20Carlos20Vfinalpdfsequence=1
Spitzer David W (1990) Variable Speed Drives Instrument Society of
America ISBN 1-55617-242-7
Vision Unitronics (2017) Micro PLC Integrado Argentina Recuperado de
httpwwwelectricidadlynchcomarplcvision120htm
Wikipedia (2018) Variadores de frecuencia Recuperado de
httpseswikipediaorgwikiVariador_de_frecuencia
112