azucar 3
13
Centro Azúcar 3 del 2000 Formulación de medios de cultivo a partir de residuos agro industriales. Parte III. Optimización del crecimiento de Candida utilis en residuos de la industria azucarera Luis B. Ramos Sánchez* Carlos Parra Gutiérrez* Agustín García Rodríguez** *Universidad de Camagüey **Fac. de Química y Far- macia, UCLV Recibido: octubre/1999 Aceptado: marzo/2000 Como caso de estudio se presenta el aprovechamiento de los subproductos de la industria azucarera para la producción de un alimento enriquecido con proteína unicelular, empleando la levadura forrajera Candida utilis, por medio de fermentación en estado sólido. Con diseño central compuesto se determinó la concentración óptima de azúcares totales (37,26 % BS), el contenido inicial de agua del medio (68,42 %) y la fracción óptima entre las fuentes de nitrógeno, la urea y el sulfato de amonio (75,81 % urea). Con estas restricciones de los microorganismos y otras relacionadas con el alimento y el proceso se determinó la proporción óptima de cada materia prima (base húmeda): bagazo 5 %; melaza 27,61 %; cachaza 8,28 %; mezcla de urea + amonio 0,88 %; Ca 3 (PO 4 ) 2 ; 0,17 %, agua 55,81 % e inóculo 9,39 %. El costo mínimo calculado de las materias primas fue 33,18 $/t producto seco. Se estima un costo total probable de 52 $/t producto seco. Palabrasclaves:Mediosdecultivo,fermentaciónenestadosólido,alimentoanimal,programaciónlineal As a case of study the use of the by-products of the sugar industry is presented for the production of an enriched food with single cell protein, using yeast Candida utilis by means of Solid State Fermentation. By using a central composite design, the optimal concentration of total sugars (37.26 % D.W.), the initial content of water of the medium (68.42 %) as well as the optimal fraction of the nitrogen source, urea and ammonium sulfate (75.81 % urea) were determined. With restrictions related to microorganisms and some others related to the food and the process, the optimal proportion of each raw material was determined. Bagasse: 5 %, molasses: 27.61 %, residuals: 8.28 %, mixture of urea + ammonium: 0.88 %, Ca 3 (PO 4 ) 2 : 0.17 %, water: 55.81 % and inoculum: 9.39 %. The calculated minimum cost of the raw materials was 33.18 $/t dry product. A total cost of 57.2 $/t dry product was calculated. Key words: Culture medium, solid state fermentation, animal feed , linear programming INTRODUCCIÓN La industria azucarera es una de las principales fuentes de recursos para Cuba, no solo por el volumen de su producción, con más de 150 ingenios y una capacidad instalada de más de 8 millones de toneladas de azúcar, sino además, por la diversidad de productos derivados que se obtienen o que están en fase de desarrollo. 11 Dentro de los residuos más importantes de la industria azucarera se encuentran el bagazo, la miel final y la cachaza. El bagazo es un producto fibroso formado por celulosa, hemicelulosa, lignina, cenizas y restos de azúcares en menor escala, como componentes principales. 11 Se utiliza mayormente como combustible en la fábrica, pero también se emplea en la industria del papel, de tableros, en la obtención de furfural y como alimento animal. 4,9,19 La cachaza contiene el lodo precipitado en el proceso de purificación del jugo de caña que luego es filtrado para extraerle la mayor cantidad posible de sacarosa. La torta resultante contiene el medio filtrante empleado que es un bagacillo fino obtenido en los molinos. Sus mayores componentes son 9
-
Upload
alexandraalvarado -
Category
Documents
-
view
221 -
download
3
description
djd
Transcript of azucar 3

Centro Azúcar 3 del 2000
Formulación de medios decultivo a partir de residuosagro industriales. Parte III.
Optimización delcrecimiento de Candida
utilis en residuos de laindustria azucarera
Luis B. Ramos Sánchez*Carlos Parra Gutiérrez*Agustín García Rodríguez**
*Universidad de Camagüey**Fac. de Química y Far-macia, UCLV
Recibido: octubre/1999Aceptado: marzo/2000
Como caso de estudio se presenta el aprovechamiento de los subproductos de la industria azucarerapara la producción de un alimento enriquecido con proteína unicelular, empleando la levaduraforrajera Candida utilis, por medio de fermentación en estado sólido. Con diseño central compuestose determinó la concentración óptima de azúcares totales (37,26 % BS), el contenido inicial deagua del medio (68,42 %) y la fracción óptima entre las fuentes de nitrógeno, la urea y el sulfatode amonio (75,81 % urea). Con estas restricciones de los microorganismos y otras relacionadascon el alimento y el proceso se determinó la proporción óptima de cada materia prima (basehúmeda): bagazo 5 %; melaza 27,61 %; cachaza 8,28 %; mezcla de urea + amonio 0,88 %;Ca3(PO4)2; 0,17 %, agua 55,81 % e inóculo 9,39 %. El costo mínimo calculado de las materiasprimas fue 33,18 $/t producto seco. Se estima un costo total probable de 52 $/t producto seco.
Palabras claves: Medios de cultivo, fermentación en estado sólido, alimento animal, programación lineal
As a case of study the use of the by-products of the sugar industry is presented for theproduction of an enriched food with single cell protein, using yeast Candida utilis by means ofSolid State Fermentation. By using a central composite design, the optimal concentration of totalsugars (37.26 % D.W.), the initial content of water of the medium (68.42 %) as well as the optimalfraction of the nitrogen source, urea and ammonium sulfate (75.81 % urea) were determined.With restrictions related to microorganisms and some others related to the food and theprocess, the optimal proportion of each raw material was determined. Bagasse: 5 %, molasses:27.61 %, residuals: 8.28 %, mixture of urea + ammonium: 0.88 %, Ca3(PO4)2: 0.17 %, water:55.81 % and inoculum: 9.39 %. The calculated minimum cost of the raw materials was 33.18 $/tdry product. A total cost of 57.2 $/t dry product was calculated.
Key words: Culture medium, solid state fermentation, animal feed , linear programming
INTRODUCCIÓN
La industria azucarera es una de las principalesfuentes de recursos para Cuba, no solo por elvolumen de su producción, con más de 150 ingeniosy una capacidad instalada de más de 8 millones detoneladas de azúcar, sino además, por la diversidadde productos derivados que se obtienen o que estánen fase de desarrollo.11
Dentro de los residuos más importantes de laindustria azucarera se encuentran el bagazo, la mielfinal y la cachaza. El bagazo es un producto fibroso
formado por celulosa, hemicelulosa, lignina, cenizasy restos de azúcares en menor escala, comocomponentes principales.11 Se utiliza mayormentecomo combustible en la fábrica, pero también seemplea en la industria del papel, de tableros, en laobtención de furfural y como alimento animal.4,9,19
La cachaza contiene el lodo precipitado en elproceso de purificación del jugo de caña que luegoes filtrado para extraerle la mayor cantidad posiblede sacarosa. La torta resultante contiene el mediofiltrante empleado que es un bagacillo fino obtenidoen los molinos. Sus mayores componentes son
9

Centro Azúcar 3 del 2000
azúcares, compuestos fibrosos (15-20 % MS defibra bruta), minerales, sobre todo calcio y, proteínabruta (~8 % MS).11,27 Ha sido empleada comoabono orgánico, para producir biogás y alimentoanimal.14
La miel final, debido a su alto contenido de azúcares,tiene un considerable precio en el mercadointernacional, por lo que actualmente constituye unproducto importante de la industria azucarera. EnCuba ha sido ampliamente utilizada en la producciónde alcohol etílico, levadura torula y como alimentoanimal directamente.11 La producción de torula hatenido el inconveniente de la baja productividad delproceso, los altos costos de energía y el volumenelevado de residuales contaminantes pues, según laliteratura consultada,25 en la planta anexa alComplejo Agro industrial “Perucho Figueredo”, elconsumo de fluel-oil alcanza 664 kg t-1 de levaduraseca, se necesita evacuar un flujo de calor de 2,74MW y el costo del producto es de 701 $ t-1.
El bagazo y la cachaza contienen altos niveles decompuestos lignocelulósicos y baja digestibilidad,usarlos directamente en la alimentación animal nopermite aprovechar todas sus potencialidades.6 Elaprovechamiento de estos residuos en laalimentación animal debe superar estosinconvenientes. Alcanzar un contenido elevado deproteína verdadera (cercano al 10 % MS), conpocos residuales contaminantes y con un costo quecompita en el mercado nacional e internacional, esactualmente uno de los retos más importantes delproceso de diversificación de la industria azucarera.Una de las vías para lograrlo es la fermentación enmedios sólidos, técnica ampliamente utilizada en laproducción de alimento animal.23
En la segunda mitad de la década pasada surge enel Instituto de Ciencia Animal (ICA) la propuestade una tecnología para enriquecer el bagazo conproteína unicelular.8 Consistía en una fermentaciónespontánea del bagazo embebido en jugo de cañaenriquecido con urea y sales minerales ricas enfosfatos.
La mayoría de los proyectos de las 14 plantasmontadas en el país mostraron serias deficienciasen su etapa de producción. Tenían dificultades pormal montaje y por la propia concepción de la
tecnología. Estas dificultades dieron lugar a altoscostos de producción, desaprovechamiento de lascapacidades y baja calidad del producto final.
En los trabajos de perfeccionamiento de esatecnología surge un producto denominadoBagarip,20 que es una mezcla de residuos de laproducción azucarera, enriquecida con proteínaunicelular por fermentación en medio sólido (FMS).Sus principales componentes son: bagazo, cachaza,miel final, una fuente de nitrógeno inorgánico, salesminerales y una cepa de levadura forrajera. Sutecnología de fermentación supera muchas de laslimitaciones planteadas a la Saccharina, no obstante,en las variantes desarrolladas se aprecia la necesidadde mejorar la calidad de su composiciónbromatológica, sobre todo en cuanto a los nivelesde fibra y cenizas reportados, aún elevados.18
Los estudios realizados sobre el Bagarip hasta1995 se centraron fundamentalmente en la definicióndel producto y en pruebas de sondeo a gran escalapara establecer su comportamiento productivo, asícomo el efecto en los animales de interéseconómico,18 teniendo en cuenta las insuficienciasseñaladas a la tecnología del Bagarip y el análisisde la literatura sobre la FMS se planteó el problemade mejorar la calidad nutricional del Bagarip.
En la segunda parte de este trabajo* fue presentadoun modelo general para la optimización de un mediode cultivo. El objetivo de este trabajo es presentarlos resultados de la aplicación de ese método alperfeccionamiento de la calidad nutricional delBagarip.
MATERIALES Y MÉTODOS
Optimización de las condiciones de crecimientodel microorganismo
Definición de las restricciones
Microorganismos: se incluyeron comorestricciones nutricionales el contenido de azúcares,de nitrógeno y de fosfatos, estando los azúcarescomo substrato limitante. Las necesidades denitrógeno y de fosfatos se establecieron por ladependencia estequiométrica del crecimiento de estalevadura.5 Como restricción medio ambiental secontroló el contenido inicial de agua en el medio.
*Que apareció publicado en Centro Azúcar 2/2000 (N. del E.)
10

Centro Azúcar 3 del 2000
No se incluyó el pH pues resulta muy difícil decontrolar en medios sólidos heterogéneos en los queno existe mezclado, característica típica de losprocesos de fermentación de estos medios.7 Latemperatura no se incluyó, pues se considera queno influye en la proporción en que deben estar lasmaterias primas, sino más bien en la velocidad de lareacción que es un tema cinético y noestequiométrico.
Clientes: en este caso son animales rumiantes ymonogástricos, por lo que se controló el contenidode fibra bruta (FB) y cenizas (A) que tendría elproducto final, debido a la importancia que tienenpara la calidad del alimento y por no variar en elproceso, con lo cual se pueden balancear fácilmente,conociendo su contenido en las materias. Otrascaracterísticas importantes de un alimento animal nose incluyeron pues no se podía predecir el valor quetendrían al terminar la fermentación, como es el casodel contenido final de proteína verdadera y energíametabolizable.
Proceso: se introdujo una restricción que limita enal menos un mínimo el contenido de bagazo en elsistema, pues de otra manera la mezcla que seobtendría sería fluida o percolaría, perdiendo elmedio microorganismos y nutrientes.
Definición de la función objetivo
En la optimización experimental de lascondiciones de crecimiento se empleó el costounitario por unidad de proteína verdaderaobtenido en cada tratamiento.
Cálculo de la composición óptima de lasmaterias primas en el Bagarip, donde seemplean materias primas ricas en azúcares,minerales y fibra. El objetivo consiste en alcanzarla mayor cantidad posible de proteína unicelularal menor costo posible, remediando con esto lamayor limitante que tienen estos residuos, porlo que se emplea el costo unitario de las materiasprimas expresado en $ t-1 de producto seco.Convencionalmente se ha tomado comohumedad final 14 %, por ser éste el valor quese usaba para el producto final en la planta deSaccharina del CAI azucarero “Siboney”, quegarantiza la conservación del producto sinactividad de degradación considerable.
Expresión matemática del modelo deprogramación linealFunción objetivo:
Costo: (1)CYY
p mmpps
phi i
i
n=
−
− =∑
( )( )11 1
Restricciones:
Azúcares: ( ) ( )1 11
− = −=∑ Y S m Y Sii
n
i i ph ph (2)
Nitrógeno: ( ) ( )1 11
− ≥ −=∑ Y N m Y f Sii
n
i i ph N ph (3)
Fosfatos: ( ) ( )1 11
2 5− ≥ −
=∑ Y P m Y f Sii
n
i i ph P O ph (4)
Humedad: Y m Yii
n
i ph=∑ =
1(5)
Cenizas: ( ) ( )1 11
− ≤ −=∑ Y A m Y Aii
n
i i ph ph (6)
Fibra bruta: ( ) ( )1 11
− ≤ −=∑ Y FB m Y FBii
ni i ph ph (7)
Bagazo: mB ≥ 0 05, (8)
Inóculo: m Y CC Y CCI I I ph PH( ) ( )1 1− = − (9)
Balance total: mii
n
=∑ =
11 (10)
En la ecuación 2, balance de azúcares reductorestotales (ART), se ha considerado el signo igual en larestricción, pues este es el substrato limitante y seráobjeto de optimización experimental.
El contenido de nitrógeno y de fosfato, ecuaciones3 y 4, se han dispuesto en exceso respecto a losART, empleando para ello la estequiometría de laproducción de la levadura.5 Según esta fN = 0,0428gN/g glucosa y fP = 0,017 g P2O5/g glucosa. Comoel objetivo del modelo es minimizar los costos, lasolución siempre tratará de llevar el contenido deestos elementos a los que demanda laestequiometría.
El contenido inicial de agua, ecuación 5, se hadefinido con signo igual porque como este factortiene tanta importancia, será estudiado tambiéndentro de la optimización. En el caso de las cenizas,se escogió un límite superior de 10 % MS porconsulta con especialistas. En el caso de la fibra, 15
11

Centro Azúcar 3 del 2000
% MS, atendiendo a que es imposible bajar muchomás debido al contenido que tienen la cachaza y elbagazo de estas sustancias. Estas restricciones serecogen en las ecuaciones 6 y 7.
En el modelo se previó garantizar al menos unmínimo de bagazo, ecuación 8, restricción delproceso, pues por experiencia se ha comprobadoque el modelo tiende a dar soluciones donde no seincluye el bagazo y esas mezclas son todas fluidas,perdiendo el sentido la fermentación en estadosólido. Un 5 % de inclusión como mínimo esnecesario, según experiencias realizadas en ellaboratorio, para eliminar la segregación de las faseslíquida y sólida en un amplio rango de las variablesen estudio. Este hecho indica que la función delbagazo en este tipo de procesos es de soporteinerte, del cual se aprovecha su alta capacidad deretención de agua.16
Finalmente, dos restricciones prevén garantizar unaconcentración inicial constante de inóculo (MS),ecuación 9, así como que la suma de todas las misea la unidad (ecuación 10). La concentración inicialen todos los casos fue CCPH = 1,5 g de biomasaseca/kg de MS, de esta manera son comparablescada corrida en este sentido. La concentración inicialen el inóculo fue fijada en 6,2 g (MS)/L.
Materias primas a utilizar
Bagazo, miel final y la cachaza, escogidos todos delCAI azucareril “Siboney”, en Camagüey. El bagazoy la cachaza fueron secados al sol como en lasfábricas de pienso criollo. Posteriormente fuerontamizados con tamices de entre 1 y 2 mm.
Como fuente de fósforo se escogió el fosfato decalcio, por ser actualmente empleado en laformulación de piensos y estar disponible. Comofuente de nitrógeno se usa una mezcla de urea ysulfato de amonio. Como inóculo una cepa de torula(Pina 3), donada por la planta de levadura de Pina,en Ciego de Ávila.
La caracterización de las materias primas fuerealizada en el Laboratorio de Bromatología delCentro de Estudios para el Desarrollo de laProducción Animal (CEDEPA). Las técnicasaplicadas fueron: materia seca, azúcares reductores
totales, nitrógeno total, fosfatos (P2O5), fibra brutay cenizas. Estas técnicas se realizaron segúnAOAC.3 Los precios de estas materias en elmercado nacional fue proporcionado para estetrabajo por las delegaciones del MINAZ y elMINAGRI en Camagüey.
Diseño experimental
Tipo de diseño: fue seleccionado un diseño centralcompuesto, según la fuente de información,12
porque, debido a estudios previos y de la literatura,tal como se explica más adelante, se conocía la regiónde los niveles de los factores en la que se teníacerteza de la presencia del óptimo. Este tipo dediseño es ampliamente empleado en la formulaciónde medios, según la literatura.1,10,21,22,24,26,28 Estediseño permite obtener un modelo cuadrático, quesirve para representar la superficie de respuesta enla región del óptimo,12 y con esto optimizar losfactores en estudio.
Factores en estudio: se escogieron tres factores:la concentración inicial de azúcares reductores, elcontenido inicial de agua del medio y la composiciónde la fuente de nitrógeno no proteico, formada poruna mezcla de urea y sulfato de amonio. En la tabla1 se muestran los factores y niveles en estudio.
Lo reportado en la literatura en relación con laconcentración de azúcares reductores totales (ART),es que no existen límites máximos, en algunos casos,que a concentraciones 10 veces mayores que en uncultivo sumergido no se reportan inhibicionessignificativas. Como quiera que la naturaleza de lasmaterias primas es muy compleja, resultadesconocido cómo será la respuesta del sistema alemplear esta variable como substrato limitante.
Algunos datos precedentes son los de la Saccharina,cuya concentración de ART está alrededor del 45% (MS), para un 70 % de humedad inicial,suministrada por el jugo de la caña.9 En los estudiosrealizados anteriormente con el Bagarip, usandocomo inóculo la flora microbiana natural del jugode caña,18 y también una cepa de Saccharomycescereviciae,* se utilizó una concentración de ARTde 42 % (MS), siendo satisfactorios los resultados.
* Trabajo de diploma asesorado por el autor en 1993.
12

Centro Azúcar 3 del 2000
Adicionalmente se calculó cuál debería ser laconcentración inicial mínima que debía tener elproducto húmedo para elevar la proteína verdaderahasta el 10 % MS, encontrándose un valor cercanoal 30 % MS de ART, por lo que se tomó un valoralgo superior: 35 % MS.
Otro estudio preliminar para establecer los límitesde esta variable fue la simulación por computadora,empleando en el programa lineal y los datos demuestras caracterizadas de las materias primas. Lamáxima concentración de los azúcares reductorestotales a fijar, donde el modelo de programaciónlineal tenía solución factible, fue de 50 % MS.
La importancia de este factor se hace evidente en elestudio realizado por Mitchell13 para elenriquecimiento proteico de la yuca con un hongo.Además, por visitas realizadas a la planta de torulaubicada en Pina, de donde se obtuvo la cepa, seconoció que usan una mezcla de estas dos sustanciaspara garantizar el pH óptimo de trabajo de losfermentadores. Se fijó el intervalo entre 25 y 75 %de urea, pues con el diseño escogido se amplía hastacasi todo el intervalo.
El contenido de agua es un factor muyimportante en la Fermentación con MediosSólidos.16,17 En sentido general, es raroencontrar crecimientos microbianos a unahumedad inferior al 50 % y solo los hongosson capaces de hacerlo en esascondiciones tan limitadas de agua. Eninvestigaciones anteriores realizadas sobreel Bagarip utilizando Saccharomyces c.se encontró que había un nivel óptimoalrededor del 65 %, por eso se escogiócomo limite inferior 60 %. De la experiencia de másde cinco años de investigaciones se ha establecidoque ninguna combinación de Bagarip con humedadde 70 % o superior es capaz de evitar lapercolación y, como esto es desfavorable para elproceso, se fijó este como límite superior del factor.
La composición de las fuentes de nitrógeno es unfactor frecuentemente estudiado,26 pues losmicroorganismos no reaccionan igual ante diferentesmoléculas de este y de otros elementos. Sobre esefactor no se cuenta con referencias suficientes en laliteratura para poder acotar el rango de estudio; noobstante, al ser una fracción en peso, está acotadoentre cero y uno, por lo que se pudo investigar encasi toda su extensión.
Una razón más específica para justificar la selecciónde este factor está en que, como se harecomendado usar la urea para controlar el pH enlas fermentaciones estáticas debido a su poderbuffer,7 entonces, teniendo en cuenta que estosmateriales tienen un pH ligeramente ácido (pH =5,5 a 6,5), es posible que se necesite un cierto poderbuffer en el medio que permita dar una dinámica ala disminución del pH que sea favorable a la cepa, yesto es algo que se pudiera hacer con unadeterminada proporción entre la urea y el sulfato deamonio, cuyo metabolismo celular produce ácidosorgánicos.
Tabla 1. Factores en estudio y niveles
Procedimientos de fermentación
Propagación de la levadura: el esquema seguidopara la propagación incluyó 3 pasos, semejantes alos seguidos en la literatura2 y que se usacomúnmente en la planta de levadura de Pina.
Fermentación del medio sólido: se utilizaronfrascos erlenmeyer de 1 L, taponados con gasa, enlos cuales se introducen 100 gramos de cada medio,luego se sitúan en una zaranda de agitaciónlongitudinal con capacidad para 12 muestras,durante 24 horas. Al inicio y final se miden el pH yla materia seca, el resto del material se seca paradeterminarle luego la proteína verdadera.
Experimento en las condiciones óptimasPara comprobar la efectividad de la solución serealizó una dinámica del incremento de la proteínaverdadera. Se utilizaron las mismas condiciones decrecimiento descritas para los experimentos deoptimización. Se realizaron tres réplicas. Cada 4horas se retira un frasco hasta completar 24 horasde fermentación.
Análisis de sensibilidad del óptimoComo se cuenta con un modelo matemático, elanálisis de sensibilidad se realizó por simulación enla computadora.
13

Centro Azúcar 3 del 2000
Softwares utilizadosEl diseño experimental y el tratamiento de ajuste del modelo matemático empírico se realizaron con elpaquete estadístico Statgraphics. La solución del programa lineal se realizó empleando MS EXCEL. Losestudios de sensibilidad fueron realizados con Mathematica.
RESULTADOS Y DISCUSIÓN
Composición bromatológica de las materias primas
En la tabla 2 aparece la caracterización bromatológica y los precios de las materias primas utilizadas. Labromatología de la muestra coincide con los promedios reportados en el ámbito nacional, reflejada por elICIDCA.11
Tabla 2. Caracterización de las materias primas
Optimización de las condiciones decrecimiento
En la tabla 3 aparecen los análisis realizados a lasmuestras experimentales antes y después de lafermentación.
Análisis del pH: de acuerdo con la tabla 4 no seobservaron diferencias significativas entre losdiferentes tratamientos, aunque sí al campararlosantes y después de la fermentación. La disminuciónabsoluta en el pH, no obstante, no es tanconsiderable como para que afecte a la actividadde la cepa, pues se encuentra en un rangoaceptable para ésta, según la literatura.2
Proteína verdadera: El crecimiento de la proteínaverdadera se considera muy bueno dadas lascondiciones de crecimiento en zaranda, sin
aireación forzada. Los resultados del incrementoabsoluto en la proteína verdadera aparecentambién en la tabla 3. Con estos datos y el costode cada medio se calculó el valor de la funciónobjetivo. Luego, utilizando el programaStatgraphics se realizó el ajuste del modelo.
Los resultados del ajuste de la proteína semuestran en las tabla 5 y 6. Se han consideradosignificativos los coeficientes con unaprobabilidad hasta un 5 %, o sea, con un 95 %de confianza. Bajo estas condiciones resultaronno significativos cuatro coeficientes, b3, b12, b22y b33. Dada la magnitud de los coeficientes delas interacciones y del término cuadrático, loscuales son semejantes a los términos lineales, esevidente que el experimento se efectuó en unaregión estacionaria,12 en la cual debe existir unóptimo.
14

Centro Azúcar 3 del 2000
Tabla 3. Respuesta experimental del sistema
Tabla 4. Análisis de varianza a los valores observados de pH
A pesar de la existencia de términos no significativosen el modelo, el análisis de varianza que aparece enla tabla 6 demuestra que el modelo representasignificativamente los datos en el entorno estudiado,con un nivel de significación inferior al 1 %.
Tabla 5. Resultados del análisis de regresión
Tabla 6. Análisis de Varianza de la Regresión
15

Centro Azúcar 3 del 2000
La optimización se realizó de forma clásica, derivando el modelo simplificado con respecto a cada variabley determinando los ceros del sistema de ecuaciones lineales que se genera. De esta manera se llegó a losresultados óptimos siguientes: X1 = 37,26 %, X2 = 68,42 %, y X3 = 75,81 %.
La solución se comprobó con MS EXCEL.
Un resultado como este indica que, en efecto, en las dos primeras variables la región del óptimo seencontraba localizada dentro del intervalo del diseño 2K, es decir, entre –1 y 1, lo cual da gran seguridada los resultados. En el caso de la composición de la fuente de nitrógeno, aunque queda un poco fuera deaquel intervalo, se mantiene dentro del intervalo de -α y α, lo cual garantiza que es representadoapropiadamente por el modelo ajustado.12
Sensibilidad de la solución óptima
Se realizaron diversas simulaciones en el intervalo estudiado de las variables independientes. El rangomáximo de variación de la función objetivo es de 20 % respecto al valor mínimo.
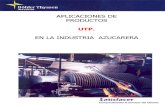
En la figura 1 se muestra un ejemplo del espacio de variación donde se escogió la concentración de ureaen la mezcla de nitrógeno igual a 75 % (x3 = 1). Las variables independientes aparecen codificadas parauna mejor comprensión del efecto de cada una y la función objetivo multiplicada por diez. Las variablesmás sensibles fueron x1 y x2, lo cual se hace evidente al analizar los coeficientes del modelo.
Figura 1. Costo de la proteína producida para X3 = 1
Con los valores optimizados sereformó el programa lineal, talcomo se ha discutidoanteriormente en el diagramaheurístico que resume el método.La solución del mismo permitióalcanzar la mejor variante de lasmaterias primas que aparece enla tabla 7.
Tabla 7. Solución óptima del Medio de Cultivo (% del producto húmedo)
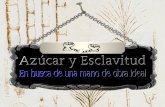
Validación de las condiciones óptimas del crecimientoLos resultados del experimento de validación en las condiciones optimizadas se muestran en la figura 2 Seobserva un buen crecimiento en 24 horas, con un crecimiento que alcanza 10 % MS.
16

Centro Azúcar 3 del 2000
Figura 2. Crecimiento de la biomasa en las condiciones óptimas
Comparación del producto optimizado con versiones anterioresA los efectos del alcance que pueden tener estos resultados en zaranda, se ha comprobado que elcrecimiento alcanza la meta propuesta con un contenido de proteína verdadera superior al 8 % de MS.
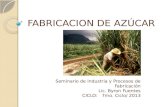
Utilizando los datos de cenizas de las materias primas, sus materias secas y los niveles de inclusión en lamezcla óptima se calculó por balance de masa que la ceniza de este producto es 8,3 %. En el caso de lafibra bruta se estima esté en 12,19 %.
Estos resultados indican que el nuevo producto resuelve el problema señalado anteriormente con la cenizay la fibra bruta (ver figura 3),18 manteniendo niveles semejantes de fibra bruta respecto a la mejor varianteanterior, con lo cual se alcanza un éxito importante en la dirección de incrementar el valor biológico del alimento.
Figura 3. Características bromatológicas de variantes del Bagarip
17

Centro Azúcar 3 del 2000
Análisis económico preliminarSe realizó la estimación del costo total del productoutilizando los indicadores de Winkler et al.29queconsideran que para productos biotecnológicos elcosto de la materias primas representa entre el 30 yel 80 % del costo total. Se usó también el indicadordeterminado para la Saccharina por Oquendo etal,15 es decir, 58 %; teniendo en cuenta que laSaccharina es una tecnología muy semejante a esta.
Según la distribución de los elementos del costo dela Saccharina, el nuevo producto tendrá un costototal de 52 $/t, y según15 el costo puede estar entre42 y 110 $/t. Estos resultados demuestran que lacota máxima para el costo no es tan elevada comopara que no sea atractiva a los efectos de continuarla investigación.
El costo más probable del producto debe ser elestimado con el dato de la Saccharina, producto detecnología muy semejante. Si esto es cierto, entoncesse habría logrado reducir el costo del producto encasi 20 $/t, con respecto a variantes anteriores delBagarip, aspecto a considerar también.
CONCLUSIONES
1. Ha sido desarrollado un nuevo procedimientogeneral para la formulación óptima de mediosde cultivo, el cual es capaz de ofrecer unresultado con un enfoque sistémico.
2. A partir del método general ha sido propuestoun modelo para diseñar una nueva variante delBagarip, la cual tiene en cuenta que esteproducto, primero es medio de cultivo y luegoalimento para el ganado.
3. Los niveles más apropiados en los factores enestudio son: azúcares reductores totales (37,26%); contenido inicial de agua (68,42 %) yproporción urea/sulfato de amonio (75,81 %).
4. La composición óptima de las materias primasen el alimento es: bagazo (5 %), cachaza (8,28%), miel final (20,47 %), fuente de nitrógeno(0,88 %), fosfato de calcio (0,17 %), inóculo(9,39 %) y agua (55,81 %).
5. La nueva fórmula optimizada permite obtener unalimento que tiene un nivel de proteína de 10 %,fibra 12 % y de cenizas 8 %.
6. La sensibilidad del modelo al cambio de susvariables se estima que no supere el 20 % delmínimo, siendo la concentración de azúcares yla humedad los factores más importantes.
7. El costo estimado más probable esaproximadamente 52 $/t, inferior en casi 20 $/trespecto a otras variantes del Bagarip, aspectoalentador, que le brinda mayor competitividaden el mercado naciona.
8. El procedimiento seguido ha pemitido llegar a unresultado que da cumplimiento al primer objetivode este trabajo.
FUENTES DE INFORMACIÓNCONSULTADAS
1. Achary, A. et al.: “Application of NumericalModeling for the Development of OptimizedComplex Medium for D-HydantoinaseProduction from Agrobacterium radiobacterNRRL B 11291”, Biotechnology &Bioengineering 55(1): 148-154, 1997.
2. Almazán, O., M. Klibansky; M. A. Otero:Producción de proteína unicelular a partirde subproductos de la industria azucarera,74 pp., Ed. Científico-Técnica, La Habana,1982.
3. AOAC: Official Methods of Analysis ofAOAC International, v. I y II, 16ta ed., 1995.
4. Bambanaste, R.: “Alimento animal basePREDICAL”, en: V Congreso Internacionalsobre azúcar y derivados de la caña, 26 al 29 demayo, C. de La Habana, 1998.
5. Bu´Lock, J.; B. Kristiansen: BiotecnologíaBásica, p. 457, Ed. Acribia S.A., Zaragoza.1991.
6. Casas, R.: La investigación biotecnológica enMéxico: tendencias en el sectoragroalimentario, p. 346, Ed. UNAM,México, 1993.
7. Durand, A. et al.: “INRA-Dijon Reactors forSSF: Designs and Applications”, J. of Scientific& Industrial Research, 55: 317-332, mayo-junio, 1996.
18

Centro Azúcar 3 del 2000
8. Elías, A. y otros: “Producción y utilización de laSaccharina. nuevo alimento para los animales”,pp.168-178, Mesa Redonda, SeminarioCientífico Internacional 25 Aniversario del ICA,octubre de 1990.
9. Elías, A.; P. O. Lezcano; J. Cordero; L. Quintana:“Reseña descriptiva sobre el desarrollo de unatecnología de enriquecimiento proteico de la cañade azúcar mediante fermentación en estadosólido”, Rev. Cubana de Ciencias Agrícolas24(1): 1-11, 1990.
10.Gong, X.; F. Chen: “Optimization of culturemedium for growth of Haematococcuspluvialis”, J. Appl. Phycol. 9(5): 437-444,1998.
11.ICIDCA-GEPLACEA-PNUD: Manual de losderivados de la caña de azúcar, 456 pp., Ed.Ciencia y Técnica, C. de La Habana, 1990.
12.López Planes, R.: Diseño estadístico deexperimentos, 345 pp., Ed. Ciencia y Técnica,La Habana, 1988.
13.Mitchell, D. A.; H.M. Doell; P.F. Greenfield:“Improvement of Growth of Rhizopusoligosporus on Model Solid Substrate”,Biotechnology Letters 10(7): 497-502, 1988.
14.Namer, I.: “El secado de la cachaza con energíasolar y su empleo en la alimentación animal”,Revista ICIDCA (1): 34-38, 1985.
15.Oquendo, H.; L.B. Ramos Sánchez: “Cálculodel costo de producción de la Saccharina en elCAI ‘Siboney’”, informe interno, Grupo deBioingeniería, Universidad de Camagüey, 1991.
16.Oriol, E.; M. Raimbault; S. Roussos; G.ViniegraGonzález: “Water and Water Activity in the SSFof Cassava Starch by Aspergillus niger”,Applied Microbiology Biotechnolgy 27:498-503, 1988.
17.Paredes López, O.; A. Alpuche Solís: “SolidSubstrate Fermentation-A BiotechnologicalAproach to Bioconversion of Wastes”, in:Bioconversion of Wastes Materials toIndustrial Products, Capítulo 4, pp. 117-145,Ed. Martin, A.M. Elsevier, 1991.
18.Pedraza Olivera, R.: “Experiencias del uso deun alimento animal obtenido por fermentación enestado sólido (Bagarip)”, 11 pp., Memorias del1er Taller Nacional sobre EnriquecimientoProteico del Bagazo, Universidad de La Habana,diciembre de 1999.
19.Pedraza Olivera, R.; L. M. Crespo Zafra; L.B.Ramos Sánchez: “Método de obtención de unalimento para el ganado a partir de la caña deazúcar y el producto obtenido”, Patente cubanaA23K 1/22 337, La Habana, Cuba, 1994.
20.Pedraza Olivera, R.; L.B. Ramos Sánchez; S.M.Sáez; L.C. Zafra: “Mesa redonda sobre elproducto Bagarip”, pp. 184-187, Memorias delSeminario Científico Internacional XXXAniversario del ICA, La Habana, 1995.
21.Pham, P. L.; P. Taillandier; M. Delmas; P.Strehaiano: “Optimization of a culture mediumfor xylanase production by Bacillus sp. usingstatistical experimental designs”, World J.Microbiol. Biotechnol. 14(2): 185-190, 1998.
22.Prapulla, S.G. et al.: “Maximization of LipidProduction by Rhodotorula gracilis C FR-1Using Response Surface Methodology”,Biotechnolgy & Bioengineering 40: 965-970,1992.
23.Raimbault, M: “General and microbiologicalaspects of solid substrate fermentation”,Electronic Journal of Biotechnology 1 (3):1-15, December, 1998.
24.Roberts,R.F.: “Optimization of exopoly-saccharide production by Lactobacillusdelbrueckii subsp. bulgaricus RR grown in asemi-defined medium”, Appl. Environ.Microbiol. 64 (2): 659-664, 1998.
25.Santos Herrero, R.; J. Gutiérrez Cabana; A.Joaquín: “Análisis técnico-económico actual dela producción de levadura Torula en el ComplejoAgro industrial ‘Perucho Figueredo’”, CentroAzúcar 25(2): 14-18, 1998.
26.Sarrá, M. et al.: “Application of Factorial Designto the Optimization of Medium Composition inBatch Cultures of Streptomyces lividans TK21Producing a Hybrid Antibiotic”, BiotechnologyLetters 15( 6): 559-564, 1993.
27.Serrano, P.: “Caracterización de la cachaza”,Revista ICIDCA 2(4):22-24, 1988.
28.Siso, M. I. G.; M. Becerra: “Yeast ß-galactosidase in Solid State Fermentations”,Enzyme and Microbial Technology 19: 39-44, 1996.
29.Winkler, M.A.: “Optimisation and Time-Profilingin Fermentation Process” in: Progress inIndustrial Microbiology, pp. 91-150, v. 25,Ed. Elsevier, 1988
19

Centro Azúcar 3 del 2000
Nomenclatura
A: contenido de cenizas (kg/kg MS)Bij: coeficientes empíricos del modelode optimizaciónC: costo unitario ($/t)CC: concentración celular (kg/kg MS)f: factor estequiométrico (kg/kgglucosa)FB: contenido de fibra bruta (kg/kgMS)m: proporción de las materias primasen el medio (kg/kg PH)- cantidad de restricciones utilizadas enel modelo linealn: cantidad de materias primas en elmedio de cultivoN: contenido de nitrógeno (kg/kg MS)p: precio de cada materia prima. ($/t)P: contenido de P2O5 (kg/kg MS)Pv: proteína verdadera (Berstein)(kg/kg MS)S: contenido de azúcares reductorestotales (kg/kg MS)
X: factores en estudiosY: contenido de agua (kg/kg PH)Función objetivo: ($/t Pv)z: contenido de los requerimientos decada restricción en cada materiaprima.Z:contenido óptimo de cadarequerimiento en el medio de cultivo
Subíndices:B: Bagazof : finalI: Inóculoi: iésima materia primaj: jésima restricción en el programalinealmp: materias primasN: nitrógenoo: inicialp: producciónph: producto húmedo (inicial)ps: producto seco (terminado)P2O5: fosfato
20