BLOOQQUUEE NTTEEMMAATTIICCOO N°° 44:: … · Modificación de propiedades: Tratamientos...
14
1 E. E. T. Nº 466 BLOQUE TEMATICO N° 4 : Tratamientos Termicos - Conformación y Subproductos Autores: Ing. Sergio Carta - Ing. Ricardo Pérez Sottile TRATAMIENTOS TERMICOS El tratamiento térmico es una combinación de operaciones que comprenden el calentamiento o enfriamiento del metal, con el fin de mejorar algunas propiedades, en relación con la condición original del material. Los propósitos generales del tratamiento térmico son: Afino de grano. Eliminación de tensiones internas. Homogeneización de las estructuras de moldeo. Cambio de estructura. TAMAÑO DE GRANO La mecanografía es la disciplina que estudia microscópicamente las características estructurales de un metal o de una aleación. Sin duda, el microscopio es la herramienta más importante tanto desde el punto de vista científico como desde el técnico. Es posible determinar el tamaño de grano, forma y distribución de varias fases e inclusiones que tienen gran efecto sobre las propiedades mecánicas del metal. La microestructura revelará el tratamiento mecánico y térmico del metal y bajo un conjunto de condiciones dadas, podrá predecirse su comportamiento esperado. La experiencia ha demostrado que el éxito en el estudio microscópico depende en mucho del cuidado que se tenga para preparar la muestra. El microscopio más costoso no revelará la estructura de una muestra que haya sido preparada en forma deficiente. El procedimiento que se sigue en la preparación de una muestra es comparativamente sencillo y requiere de una técnica desarrollada sólo después de práctica constante. El objetivo es obtener una superficie plana, sin rayaduras, semejante a un espejo. EFECTO EN LA PROPIEDADES EN RELACION AL TAMAÑO DE GRANO El tamaño de grano tiene un notable efecto en las propiedades mecánicas del metal. Los efectos del crecimiento de grano provocados por el tratamiento térmico son fácilmente predecibles. La temperatura, los elementos aleantes y el tiempo de impregnación térmica afectan el tamaño del grano. En metales, por lo general, es preferible un tamaño de grano pequeño que uno grande. Los metales de grano pequeño tienen mayor resistencia a la tracción, mayor dureza y se distorsionan menos durante el temple, así como también son menos susceptibles al agrietamiento. El grano fino es mejor para herramientas y dados. Sin embargo, en los aceros el grano grueso incrementa la dureza, lo cual es deseable a menudo para la carburización y también para el acero que se someterá a largos procesos de trabajo en frío. Todos los metales experimentan crecimiento de grano a altas temperaturas. Sin embargo, existen algunos aceros que pueden alcanzar temperaturas relativamente altas (alrededor de 982 o C) con muy poco crecimiento de grano, pero conforme aumenta la temperatura, existe un rápido crecimiento de grano. Estos aceros se conocen como aceros de grano fino. En un mismo acero puede producirse una gama amplia de tamaños de grano. ELIMINACION DE TENSIONES INTERNAS Existen un tratamiento térmico para la eliminacion de tensiones internas, este proceso se utiliza para eliminar esfuerzos residuales debidos a un fuerte maquinado u otros procesos de trabajo en frío. Este tratamiento termico, también denominado recocido subcrítico, se lleva a cabo a temperaturas por debajo de la línea crítica inferior A 3 .
-
Upload
phungthuan -
Category
Documents
-
view
219 -
download
0
Transcript of BLOOQQUUEE NTTEEMMAATTIICCOO N°° 44:: … · Modificación de propiedades: Tratamientos...
1
E. E. T. Nº 466
BBLLOOQQUUEE TTEEMMAATTIICCOO NN°° 44::
TTrraattaammiieennttooss TTeerrmmiiccooss --
CCoonnffoorrmmaacciióónn yy SSuubbpprroodduuccttooss Autores: Ing. Sergio Carta - Ing. Ricardo Pérez Sottile
TRATAMIENTOS TERMICOS El tratamiento térmico es una combinación de operaciones que comprenden el calentamiento o
enfriamiento del metal, con el fin de mejorar algunas propiedades, en relación con la condición original del material. Los propósitos generales del tratamiento térmico son:
Afino de grano.
Eliminación de tensiones internas.
Homogeneización de las estructuras de moldeo.
Cambio de estructura.
TAMAÑO DE GRANO
La mecanografía es la disciplina que estudia microscópicamente las características estructurales de un metal o de una aleación. Sin duda, el microscopio es la herramienta más importante tanto desde el punto de vista científico como desde el técnico. Es posible determinar el tamaño de grano, forma y distribución de varias fases e inclusiones que tienen gran efecto sobre las propiedades mecánicas del metal. La microestructura revelará el tratamiento mecánico y térmico del metal y bajo un conjunto de condiciones dadas, podrá predecirse su comportamiento esperado.
La experiencia ha demostrado que el éxito en el estudio microscópico depende en mucho del cuidado que se tenga para preparar la muestra. El microscopio más costoso no revelará la estructura de una muestra que haya sido preparada en forma deficiente. El procedimiento que se sigue en la preparación de una muestra es comparativamente sencillo y requiere de una técnica desarrollada sólo después de práctica constante. El objetivo es obtener una superficie plana, sin rayaduras, semejante a un espejo.
EFECTO EN LA PROPIEDADES EN RELACION AL TAMAÑO DE GRANO
El tamaño de grano tiene un notable efecto en las propiedades mecánicas del metal. Los efectos del crecimiento de grano provocados por el tratamiento térmico son fácilmente predecibles. La temperatura, los elementos aleantes y el tiempo de impregnación térmica afectan el tamaño del grano.
En metales, por lo general, es preferible un tamaño de grano pequeño que uno grande. Los metales de grano pequeño tienen mayor resistencia a la tracción, mayor dureza y se distorsionan menos durante el temple, así como también son menos susceptibles al agrietamiento. El grano fino es mejor para herramientas y dados. Sin embargo, en los aceros el grano grueso incrementa la dureza, lo cual es deseable a menudo para la carburización y también para el acero que se someterá a largos procesos de trabajo en frío.
Todos los metales experimentan crecimiento de grano a altas temperaturas. Sin embargo, existen algunos aceros que pueden alcanzar temperaturas relativamente altas (alrededor de 982 oC) con muy poco crecimiento de grano, pero conforme aumenta la temperatura, existe un rápido crecimiento de grano. Estos aceros se conocen como aceros de grano fino. En un mismo acero puede producirse una gama amplia de tamaños de grano.
ELIMINACION DE TENSIONES INTERNAS
Existen un tratamiento térmico para la eliminacion de tensiones internas, este proceso se utiliza para eliminar esfuerzos residuales debidos a un fuerte maquinado u otros procesos de trabajo en frío. Este tratamiento termico, también denominado recocido subcrítico, se lleva a cabo a temperaturas por debajo de la línea crítica inferior A3.
2
E. E. T. Nº 466
TIPOS DE TRATAMIENTOS TERMICOS
Todos los procesos básicos de tratamiento térmico del acero incluyen la transformación o descomposición de la austenita. Para realizar el tratamiento térmico tenemos que calentar la muestra de acero hasta una temperatura por encima de la temperatura crítica superior para formar austenita solamente
A3: Linea de temperatura critica superior.
A1: Linea de temperatura critica inferior.
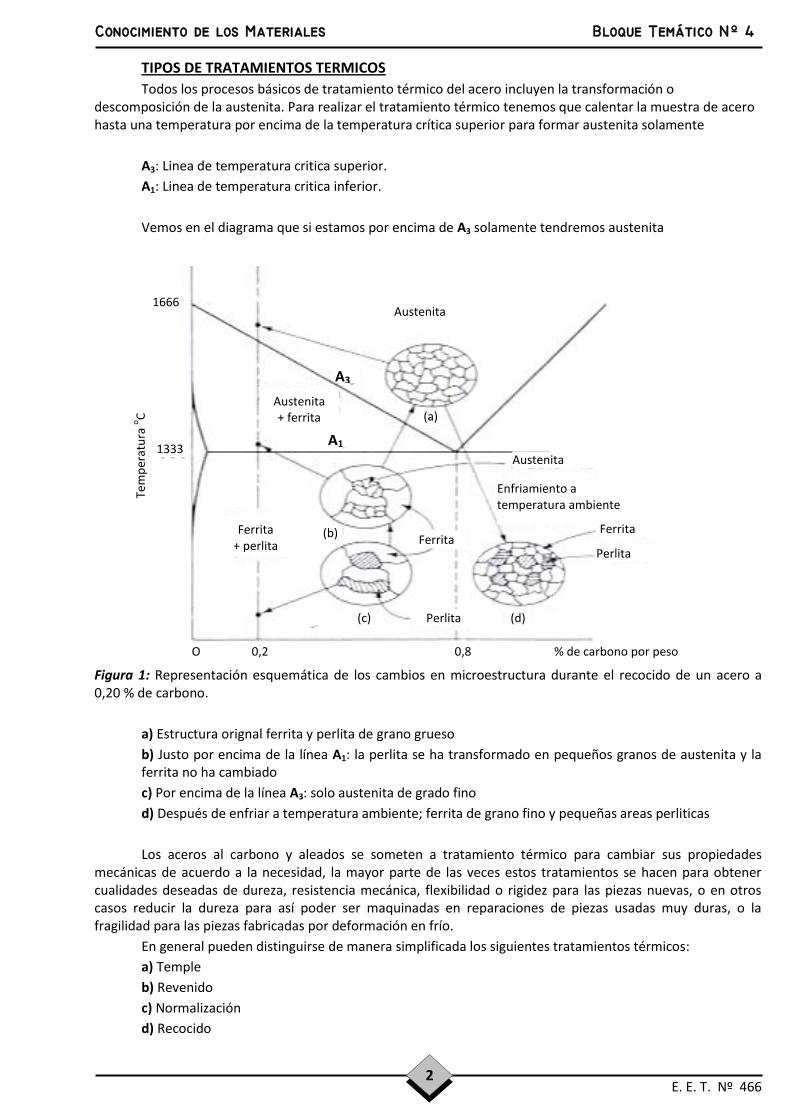
Vemos en el diagrama que si estamos por encima de A3 solamente tendremos austenita
Figura 1: Representación esquemática de los cambios en microestructura durante el recocido de un acero a 0,20 % de carbono.
a) Estructura orignal ferrita y perlita de grano grueso
b) Justo por encima de la línea A1: la perlita se ha transformado en pequeños granos de austenita y la ferrita no ha cambiado
c) Por encima de la línea A3: solo austenita de grado fino
d) Después de enfriar a temperatura ambiente; ferrita de grano fino y pequeñas areas perliticas
Los aceros al carbono y aleados se someten a tratamiento térmico para cambiar sus propiedades mecánicas de acuerdo a la necesidad, la mayor parte de las veces estos tratamientos se hacen para obtener cualidades deseadas de dureza, resistencia mecánica, flexibilidad o rigidez para las piezas nuevas, o en otros casos reducir la dureza para así poder ser maquinadas en reparaciones de piezas usadas muy duras, o la fragilidad para las piezas fabricadas por deformación en frío.
En general pueden distinguirse de manera simplificada los siguientes tratamientos térmicos:
a) Temple
b) Revenido
c) Normalización
d) Recocido
Austenita
Austenita + ferrita
Ferrita + perlita
Austenita
Enfriamiento a temperatura ambiente
Ferrita
Perlita
Perlita
A3
A1
(a)
(b)
(c) (d)
O 0,2 0,8
1666
1333
Tem
per
atu
ra o
C
Ferrita
% de carbono por peso
3
E. E. T. Nº 466
Temple y Revenido
Al temple se someten los aceros al carbono y aleados con contenido de carbono mayor de 0.35%, y el procedimiento en síntesis consiste en calentar la pieza a altas temperaturas, (rojo vivo) podriamos decir en general superando la linea de A3 y luego enfriarla rápidamente hasta temperaturas próximas a la ambiente. Durante este proceso la pieza se endurece notablemente y adquiere mayor rigidez pero resulta muy frágil, por lo que vuelve a calentarse a temperaturas menores de 300 oC y se deja enfriar lentamente, procedimiento conocido comorevenido. Este revenido, reduce notablemente la fragilidad sin afectar en mucho la dureza, haciendo finalmente la pieza dura pero que pueda soportar las cargas dinámicas sin quebrarse.
Hay en la industria muchos tipos de aceros con diferente composición y además hay muchas aplicaciones para un mismo tipo de acero, por tal motivo los fabricantes proporcionan tablas con los valores óptimos de temperatura y tiempo de permanencia a ella de la pieza, así como la velocidad de enfriamiento durante el temple y también para el revenido posterior, para obtener los diferentes valores de dureza y resistencia que el constructor de maquinaria usa según su propósito. En ocasiones (especialmente para los aceros aleados) este temple resulta un complejo proceso de calentamientos y enfriamientos a largas horas de permanencia.
Normalización
Se conoce como normalización a un proceso similar al temple pero en el que el revenido final se hace a temperaturas mas altas, (Por encima de A3 )
El propósito de la normalización es lograr una pieza con la máxima resistencia mecánica sin aumentar apreciablemente la dureza permitiendo un mecanizado posterior al tratamiento térmico. Se someten a normalización con frecuencia los tornillos, pasadores etc.
Recocido
El recocido es un tratamiento térmico que puede realizarse para diferentes propósitos, los mas comunes son:
Recocido de ablandamiento: es un recocido profundo que se hace para eliminar la dureza de una pieza para ser maquinada (cortada, barrenada etc.) y consiste en calentar la pieza a temperatura de temple y dejarla enfriar muy lentamente (una suerte de anti-temple). Las propiedades de la pieza una vez maquinada se restablecen volviendo a templarla.
Recocido de reducción de acritud o de recristalización: este recocido es menos profundo y se hace para reducir la fragilidad de las piezas que han sido conformadas en frío (estiradas, dobladas, forjadas etc.) . Es común que las piezas que se someten a varios conformados en frío para lograr la forma final, se les aplique un recocido de este tipo entre una conformación y otra para evitar la fractura durante la elaboración.
Recocido de homogeneización: este recocido se usa principalmente en aceros de alto carbono y aleados y tiene el objetivo de permitir la difusión y homogeneización de los elementos aleantes y el carbono dentro de la estructura del acero. Este recocido es bastante especializado y en ocasiones toma muchas horas su ejecución.
ELABORACIÓN DE PIEZAS MEDIANTE DEFORMACIÓN DEL MATERIAL.
La laminación del acero es la deformación plástica de los metales o aleaciones, realizada por la deformación mecánica entre cilindros modificando a formas comerciales los perfiles colados en lingoteras o en máquinas de colada continua. Algunas de estas formas son aptas para su empleo directo (carriles, vigas…). Otras, han de sufrir modificaciones adicionales como es el caso de la chapa o alambre.
Los semiproductos obtenidos en las máquinas de colada continua (palanquillas y llantones) no pueden utilizarse directamente, ya que requieren un proceso que les dé forma comercial a la vez que mejore sus carac-terísticas mecánicas. Como más usuales se pueden citar:
Conformación: Laminación y forja. Acabado: Deformación en frío, recubrimientos, mecanizado y soldadura. Modificación de propiedades: Tratamientos térmicos, tratamientos termomecánicos. La laminación en caliente es el proceso más importante de conformado en lo que se refiere a cantidad y
variedad de productos fabricados. Es el más utilizado para obtener productos de la forma adecuada para su
4
E. E. T. Nº 466
utilización directa, tanto en construcción civil como por industrias transformadoras. La diferencia básica entre laminación y forja radica en que en la primera la deformación se produce en
una sola dirección del espacio. Se obtienen productos de sección constante como chapas, perfiles o barras. En la forja, por el contrario, se modifica tridimensionalmente la forma del metal mediante la deformación plástica producida por presión o impacto. Se obtienen piezas como cigüeñales, árboles de levas, piñonería, herramien-tas agrícolas o mecánicas, cubertería, etc.
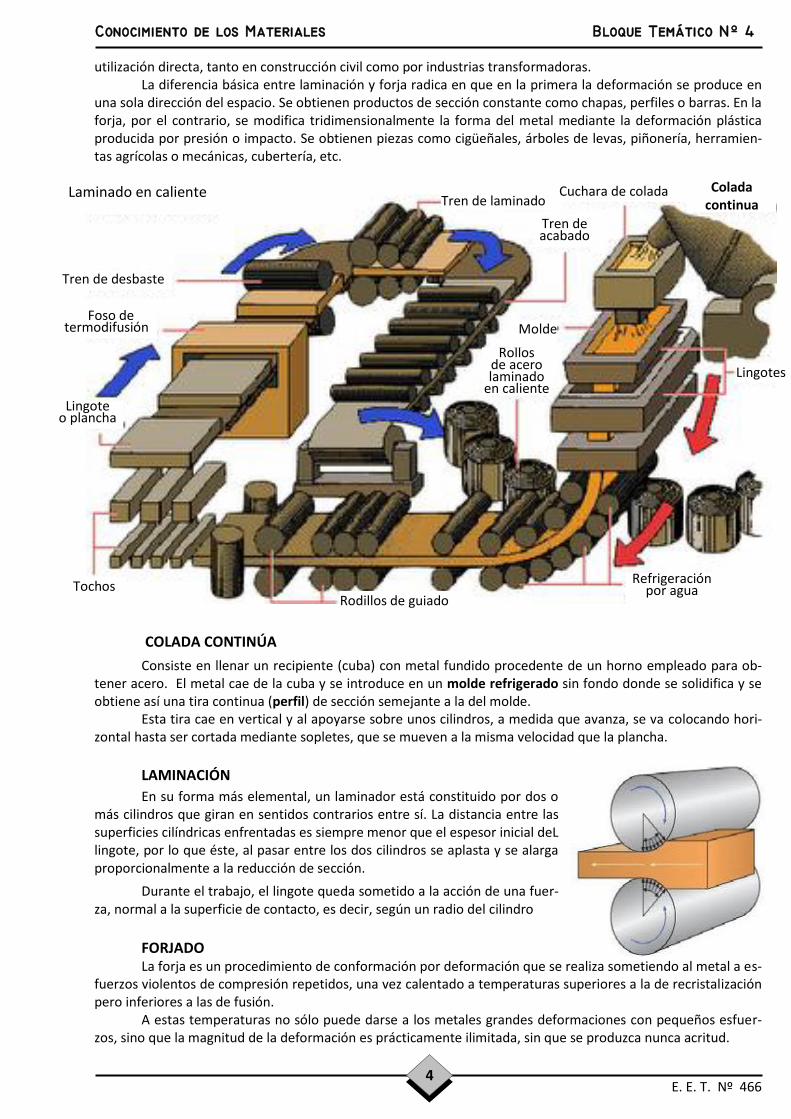
COLADA CONTINÚA
Consiste en llenar un recipiente (cuba) con metal fundido procedente de un horno empleado para ob-tener acero. El metal cae de la cuba y se introduce en un molde refrigerado sin fondo donde se solidifica y se obtiene así una tira continua (perfil) de sección semejante a la del molde.
Esta tira cae en vertical y al apoyarse sobre unos cilindros, a medida que avanza, se va colocando hori-zontal hasta ser cortada mediante sopletes, que se mueven a la misma velocidad que la plancha.
LAMINACIÓN
En su forma más elemental, un laminador está constituido por dos o más cilindros que giran en sentidos contrarios entre sí. La distancia entre las superficies cilíndricas enfrentadas es siempre menor que el espesor inicial deL lingote, por lo que éste, al pasar entre los dos cilindros se aplasta y se alarga proporcionalmente a la reducción de sección.
Durante el trabajo, el lingote queda sometido a la acción de una fuer-za, normal a la superficie de contacto, es decir, según un radio del cilindro
FORJADO La forja es un procedimiento de conformación por deformación que se realiza sometiendo al metal a es-
fuerzos violentos de compresión repetidos, una vez calentado a temperaturas superiores a la de recristalización pero inferiores a las de fusión.
A estas temperaturas no sólo puede darse a los metales grandes deformaciones con pequeños esfuer-zos, sino que la magnitud de la deformación es prácticamente ilimitada, sin que se produzca nunca acritud.
Laminado en caliente
Tren de desbaste
Foso de termodifusión
Tren de laminado
Tren de acabado
Molde
Lingotes
Rollos de acero laminado
en caliente
Refrigeración por agua
Colada
continua Cuchara de colada
Lingote o plancha
Tochos Rodillos de guiado

5
E. E. T. Nº 466
También se puede realizar un forjado en frío cuando se producen pequeñas piezas por martilleo (torni-llos, varillas, arandelas, etc.) o cuando se quieren mejorar las propiedades mecánicas de los metales. En el for-jado en frío las máquinas empleadas son prensas de mayor potencia que las empleadas en el forjado en calien-te.
La forja puede ser: Forja libre: no impone ninguna forma específica a la herramienta. Forja con estampa (estampación): requiere la construcción de una estampa que reproduce la forma y dimensiones de la pieza a forjar Forjado a mano: apenas tiene importancia industrial. Se efectúa dando forma al metal candente con un martillo de forja, mientras se sujeta la pieza que se forja con unas tenazas y se apoya en un bloque de acero llamado yunque Utilizando diversas herramientas, en el forjado a mano se puede realizar toda una serie de operaciones de forja: estirado, recalcado, estampado, curvado, punzonado, etc.. Forjado a máquina El forjado de grandes piezas o el forjado en serie se realizan con la ayuda de máquinas (forja mecánica). Si el trabajo de deformación es por choque, se llaman martinetes, y si es por presión, se llaman prensas.
ESTAMPADO Es un forjado mecánico en el que se emplea
un molde o estampa para conformar la pieza. La es-tampa se compone de dos partes (estampa y contra-estampa) que se acoplan entre sí. Al diseñar las es-tampas hay que aumentar sus dimensiones en previ-sión de la posterior contracción del material que se produce. También es preciso prever unas salidas de material para asegurar que el llenado de la estampa es correcto. La rebaba producida se eliminará en una operación posterior.
La estampación se puede realizar tanto en frío como en caliente. Hasta hace poco la estampación en frío se reservaba únicamente para metales muy dúcti-les (plomo, estaño, etc.) y para aceros con bajo con-tenido de carbono en piezas pequeñas. Actualmente es posible estampar en frío aceros aleados bajo cier-tas condiciones.
MATERIALES EMPLEADOS Y CALIDADES OBTENIDAS EN PIEZAS POR FORJADO Y ESTAMPADO Los metales son forjables (maleables) únicamente cuando al ser calentados aumentan notablemente su
plasticidad, mientras disminuye simultáneamente su resistencia a la deformación. Los más importantes metales forjables son:
Acero: Cigüeñales, bielas, llaves mecánicas,... Aluminio: Utensilios de cocina. Aleaciones maleables de aluminio: Utensilios Cobre y aleaciones maleables de cobre: Válvulas. El estado superficial de las piezas obtenidas por forja o estampación es generalmente basto. La calidad
dimensional que genera el procedimiento de forja es escasa, motivo por el que una pieza forjada necesita un posterior mecanizado en sus partes funcionales para tener unos valores aceptables de precisión y buen funcio-namiento.
En cuanto a la calidad dimensional que genera el procedimiento de estampación puede decirse que es de una exactitud aceptable en la mayoría de los casos, si bien las piezas han de someterse al desbarbado con herramienta de corte. En las piezas obtenidas por forja y estampación, las fibras no se interrumpen. La estructura es más compacta y la resistencia mecánica mayor.
EXTRUSIÓN Es la operación en la cual una masa de material dúctil fluye a través de un orificio por medio de un im-
pacto o una fuerte compresión, ocasionada por un émbolo o punzón, para formar una pieza de sección constan-
Cigüeñal estampado
pieza
estampa inferior
estampa superior

6
E. E. T. Nº 466
te, hueca o no, y cuya longitud depende básicamente de la aporta-ción de material efectuada.
Por este procedimiento se obtienen perfiles o tubos de secciones perfectamente uniformes y excelente acabado. La extru-sión puede hacerse en caliente o en frío.
La extrusión se realiza en frío, obligando a una porción de material, colocada en el fondo de una matriz, a deformarse plásticamente, extendiéndose entre las paredes de ésta y las del punzón que la comprime.
Se requiere el empleo de materiales muy dúctiles y grandes presiones de actuación, que generalmente se dan por impacto La extrusión en frío se realiza por extrusión directa o por extrusión inversa.
EXTRUSIÓN EN CALIENTE El material metálico, a temperatura
cercana a la de fusión, es comprimido fuertemente contra una matriz de forma, fluyendo a través de ella, con lo cual adquiere la forma de la sección recta del orificio de la matriz. La extrusión en caliente, también, se realiza por extrusión directa o por extrusión inversa.
ESTIRADO Y TREFILADO
Son dos procedimientos de conformación por deformación plástica casi idénticos que consisten en hacer pasar el material de aportación por una matriz o hilera de forma determinada. Es procedimiento se realiza en ambos casos en frío.
FORMAS COMERCIALES DE LOS PERFILES LAMINADOS. Por medio del laminado se transforman los lingotes metálicos en productos semielaborados comercia-
les, aptos para su empleo directo o para servir de base a nuevas elaboraciones (productos acabados). Los materiales que se emplean en el conformado de perfiles por laminación son:
Aceros Aluminios Latones Etc.
Productos semielaborados: Desbaste: producto de sección cuadrada o rectangular y sin aristas vivas. Palanquilla: producto de sección aproximadamente cuadrada y sin aristas Llantón: producto de sección aproximadamente rectangular.
1 2
3 4
5
6
7
11
10
9
8 Partes esenciales de una prensa de extrusión en caliente: 1: cilindro; 2: embolo; 3:punzón; 4; contenedor; 5: matriz; 6: portamatriz; 7: bastidor; 8:perfil extruido; 9 y 11: discos limpiadores; 10: material
1 2 3 4 5
1: punzón, 2: contenedor, 3: metal, 4: matriz, 5: pieza extruida
Desbaste Palanquilla Llantón

7
E. E. T. Nº 466
Productos acabados: Chapa: producto plano de ancho superior a 600 mm. Puede ser:
Chapa gruesa: grueso ≥ 6 mm. Chapa media: grueso entre 3 y 6 mm. Chapa fina: grueso ≤ 3 mm.
Plano ancho: producto de sección rectangular. Grueso = 6 a 20 mm. Ancho = 200 a 600 mm
Llanta (A) Pletina (B) Fleje (C) Redondo (D): producto de sección circular. Su designación viene determinada por su diámetro en mm.
Ejemplo: Redondo 8 Medio redondo (E): producto de sección semicircular. Su designación viene determinada por su ancho
(b) y su altura y espesor (h) en mm. Ejemplo 30 x 15 Pasamano (F): producto de sección inferior a un semicírculo. Sudesignación viene determinada por su
ancho (b) y su altura o espesor (h) en mm. Ejemplo: Pasamano 30 x 8 Cuadrado (G): producto de sección cuadrada. Su designación viene determinada por la longitud de su
lado en mm. Ejemplo: Cuadrado 18 Hexagonal: producto de sección hexagonal. Su designación viene determinada por su distancia entre
caras en mm. Ejemplo: Hexagonal 18 Angular de lados iguales (H): la designación se realiza por la longitud de sus alas (h) y su espesor (e) en
mm. Ejemplo: L (PN) 50 x 50 x 7 Angular de lados desiguales (I): la designación se realiza por las longitudes de sus alas (b y b1) y su es-
pesor (e) en mm. Ejemplo: L (PN) 60 x 40 x 6 Perfil en U normal (J): la designación se realiza por el valor h en cm. Losdemás valores vienen en fun-
ción de h. Ejemplo: U (PN) 12 Perfil en T normal (K): se designa por los valores de h, b y e en mm. Los valores de h y b son iguales para
un perfil en T normal. Ejemplo: T (PN) 40 x 40 x 5 UNE 36 533 Doble T perfil normal (L): su designación viene dada por su altura h en cm. Ejemplo: Ι (PN) 16
A
B
C
D
E
F
G
H
I
J
K
L
M
Perfiles laminados comerciales

8
E. E. T. Nº 466
Viga de ala ancha (M): se designa por su anchura b o su altura h en mm, ya que ambas son iguales. Ejemplo: viga de ala ancha 180
Cada día se emplea más la viga de ala ancha con alas paralelas. Tubo cuadrado: su designación viene dada por el valor de su lado exterior y su espesor en mm. Tubo redondo: su designación viene dada por el diámetro exterior y el espesor en mm.
PRODUCCION DE TUBOS SIN COSTURA
El proceso de producción de tubos de acero sin costura se hace de dos insumos primarios: chatarra seleccionada y mineral de hierro. El mineral de hierro pasa por un proceso de reducción directa para desoxidar el mineral produciendo "Hierro Esponja". Este hierro esponja se carga a un horno de arco eléctrico junto con la chatarra selecciona da (aproximadamente 65% hierro esponja y 35% chatarra). En una primera etapa se descarga en el horno la chatarra metálica por medio de una cesta y en un paso posterior el hierro esponja se carga en forma continua a través de una cinta transportadora. Durante el proceso de fusión en el horno, se alcanzan temperaturas de alrededor de los 1650°C circulando por los electrodos, a través de una tensión de 1000 V. Una vez que se separa la escoria, se vierten el acero fundido (líquido) a una cuchara donde, por medio de un horno de afino, se realiza una homogeneización térmica y un ajuste químico en el cual se le agregan ferro-aleaciones para conseguir la composición química necesaria. En esta etapa la temperatura ronde los 1570 ºC. barras de acero continuas con diámetros desde los 148 mm has ta los 310 mm. Estas barras son acondicionadas y preparadas para ser enviadas a los laminadores, es decir, primero son cortadas en tramos de acuerdo a la medida requerida y luego son enfriadas por convección natural.
Las barras provenientes de la acería son cortadas en trozos de menor longitud llamados "tochos" para luego ser introducidos en el horno giratorio donde serán calentados hasta alcanzar una temperatura de 1250 °C. Al salir del horno se les quita la capa de óxido que se forma durante el calentamiento. Al salir del horno giratorio, pasa a ser perforado en el laminador perforador, quedando un semi- elaborado llamado "Forado". Este perforador consta de dos rodillos alabeados que le provocan al tocho un estado de tensiones de corte en su superficie que produce la rotura del mismo en su centro. En el instante que se produce la rotura en el centro, el tocho se encuentra con un perforador en forma de ojiva que completa el perforado.Luego se pasa por el laminador continuo para reducir espesor y estirarlo, obteniendo otro semi-elaborado llamado "Esbozado". Este proceso se lleva a cabo in troduciendo en el tubo un mandril flotante que le definirá el diámetro interior y haciendo pasar el conjunto por pares de rodillos (dispuestos a 180° uno del otro y a 90° entre pares) que reducen el espesor del tubo y lo estiran. A esta altura del proceso, el esbozado perdió temperatura. En un horno de barras móviles se ca- lientan los tubos hasta una tem- peratura de aproximadamente 900° C. Luego se vuelve a quitar el óxido superficial que se les forma durante el calentamiento y en el último paso de la laminación, el esbozado entra en el Laminador Reductor Estirador, donde se reduce principal mente su diámetro y se alarga su cuerpo. Se obtiene el “semielaborado”. Esto de logra mediante conjuntos de tres rodllos dispuestos a 120° entre sí. Luego el semielaborado es en friado por convección natural y cortado en tramos mediante una sierra a la medida requerida.
Una vez cumplidas las dimensiones especificadas, el tubo pasa por un tratamiento térmico para conseguir las propiedades físicas y mecánicas requeridas.
Por ultimo, los tubos pasan a ser inspeccionados (controles no destructivos) y roscados para ser despachados.
PROCESO DE TREFILADO EN FRÍO DE LOS TUBOS DE ACERO
1. Tratamiento superficial:
Se prepara químicamente la superficie de los tubos para formarle una capa lubricante que reduce la fricción y hace posible la deformación en frío.
Los tratamientos son:
Desengrase Decapado Fosfatizado Lubricación 2. Apunteado: Se reduce el diámetro en uno de los extremos del tubo para permitir su posterior enhebrado en una matriz de trefilado.
9
E. E. T. Nº 466
3. Trefilado en frío: Se modifica el diámetro y espesor del tubo llevándolo a las dimensiones requeridas por el cliente. 4. Tratamiento térmico: Se calienta el material hasta una temperatura de entre 500° C y 920° C para darle las pro- piedades mecánicas requeri das. 5. Enderezado: Se endereza el tubo ya que ha sufrido distorsiones debidas a los procesos anteriores. 6. Control no destructivos (CND): Se controlan diversas características del tubo: diámetro externo, existencia de fisuras y características del acero. 7. Corte e inspección: Se corta el tubo a la longitud solicitada por el cliente y se inspeccionan las tolerancias especificadas.
FUNDICIONES
Las fundiciones férricas son aleaciones de hierro y carbono cuyo porcentaje está comprendido entre el l 2,06% (ó 1,7%) y 6,67%, también contiene cantidades de Silicio del 2 al 4%, de Manganeso hasta 1%, y porcentajes menores de Azufre y Fósforo. Se caracterizan porque su colada se puede vaciar del horno cubilote para obtener piezas de muy diferente tamaño y complejidad de acuerdo con sus moldes. Las piezas de fundición de hierro no pueden ser sometidas a deformación plástica, no son dúctiles ni maleables y poco soldables pero sí maquinables, relativamente duras y resistentes al desgaste.
Las fundiciones tienen innumerables aplicaciones y sus ventajas más importantes son:
Más fáciles de mecanizar que los aceros.
Se pueden fundir piezas de diferente tamaño y complejidad.
No se necesitan equipos ni hornos muy costosos.
Absorben bien las vibraciones mecánicas y actúan como autolubricantes.
Son resistentes al choque térmico, y tienen buena resistencia al desgaste.
Tipos:
Fundición gris
Fundición dúctil
Fundición blanca
Fundición maleable
FUNDICION GRIS
Las llamadas fundiciones grises son las más utilizadas en la industria metalúrgica para la producción de piezas que requieran operaciones de mecanizado finales debido a que son muy mecanizables en todo tipo de máquinas herramienta excepto en rectificadoras, admiten bien el taladrado, el roscado y son soldables. Sus principales aplicaciones son la fabricación de bancadas de máquinas, bloques de motores térmicos, piezas de cerrajería, etc.

10
E. E. T. Nº 466
Las fundiciones grises son aleaciones que contienen entre 2,5 y 4% de Carbono, además tienen pequeños porcentajes de Fósforo y Silicio. Funde entre los 1390 y 1420 °C. Tiene un peso específico de (7-7,2) según sea la composición, es muy fluida y tiene la propiedad de llenar bien los moldes por dilatación al solidificarse, la superficie de su fractura es de color gris. Se caracteriza porque una parte del carbono se separa en forma de grafito al solidificarse.
Cuando la fundición gris está constituida por mezcla de grafito y ferrita es la más blanda y la que menor resistencia mecánica presenta; la resistencia a la tracción y la dureza aumentan con la cantidad de carbono combinada que existe, alcanzando su valor máximo en la fundición gris perlítica.
Propiedades de la fundición gris:
Resistencia a la tracción: la fundiciíon gris tiene una carga de rotura a la tracción pequeña, en torno a los 15 kg/mm² y llega a los 30 , 40 y 45 kg/ mm² según sea su composición.
Resistencia a la compresión: esta resistencia es mayor, y para las fundiciones grises normales resulta cerca de tres veces la de la tracción, por eso, sus aplicaciones principales se da en piezas sometidas a esfuerzos de compresión, más bien que a los de tracción.
Resistencia a la flexión: puesto que en la flexión las fibras del elemento quedan tensas en la parte convexa, y comprimidas en la cóncava, la resistencia a la flexión varia según la orientacion de la sección.
Resistencia al choque: el choque y la resiliencia son solicitaciones dinámicas, y en su confrontación la fundición se comporta de un modo particular. Las fundiciones grises , resisten muy mal los choques y son frágiles porque no sufren deformaciones plásticas.
Dureza: la dureza de la fundición gris es relativamente elevada, esta varía entre 140 a 250 Brinell según sea su composición. A pesar de su elevada dureza se puede mecanizar fácilmente, porque la viruta se desprende mejor y por la presencia de grafito liberado, que lubrica el paso de la viruta sobre el corte de la herramienta.
Resistencia química: la fundición tiene poca resistencia química, y se deteriora con los ácidos, los álcalis y las oxidaciones.
Otras propiedades: la fundición gris no es dúctil, no es maleable; se puede soldar al latón; en la soldadura oxiacetilénica y en la eléctrica de arco. La fundición puede recibir baños galvánicos (ser niquelada, por ejemplo), ser galvanizada en caliente, estañada y esmaltada al fuego (piezas de uso doméstico y para la industria química)
FUNDICIÓN NODULAR
Al contrario de una fundición gris, la cual contiene hojuelas de grafito, la fundición nodular tiene una estructura de colada que contiene partículas de grafito en forma de pequeños nódulos esferoidales en una matriz metálica dúctil. De este modo la fundición nodular tiene una resistencia mucho mayor que una fundición gris y un considerable grado de ductilidad, estas propiedades y otras tantas pueden mejorarse con la utilización de tratamientos térmicos. Al igual que una fundición gris, este material tiene la ventaja de poseer una excelente fluidez. De este modo es posible obtener piezas de reducidos espesores, siempre que se asegure un flujo lineal y calmado a la hora de llenar los moldes, esto es imprescindible para evitar el endurecimiento de los bordes y la formación de carburos en las secciones más delgadas.
La fundición nodular se fabrica tratando el hierro liquido bajo en azufre (< 0,02% en peso) en cuchara, con un aditivo que contiene magnesio (0,04 a 0,06% en peso) para luego ser inoculado usando una aleación de silicio minutos antes de ser vertido. En general, los rangos de composición química son similares a los de la fundición gris, pero en este caso existe un importante numero de diferencias.
Para obtener la mejor combinación de resistencia, ductilidad y tenacidad, la materia prima debe ser escogida de modo que sea baja en impurezas. Particularmente deben evitarse aquellos elementos que promueven la reacción perlifica de la matriz.
11
E. E. T. Nº 466
El elemento que controla el tipo de matriz es el manganeso, si se pretende conseguir una matriz ferritita de colada, el contenido de manganeso no debe superar el 0,2% y si se desea obtener una matriz perlítica sin la utilización de tratamientos térmicos, el contenido de manganeso debe alcanzar el 1% en peso.
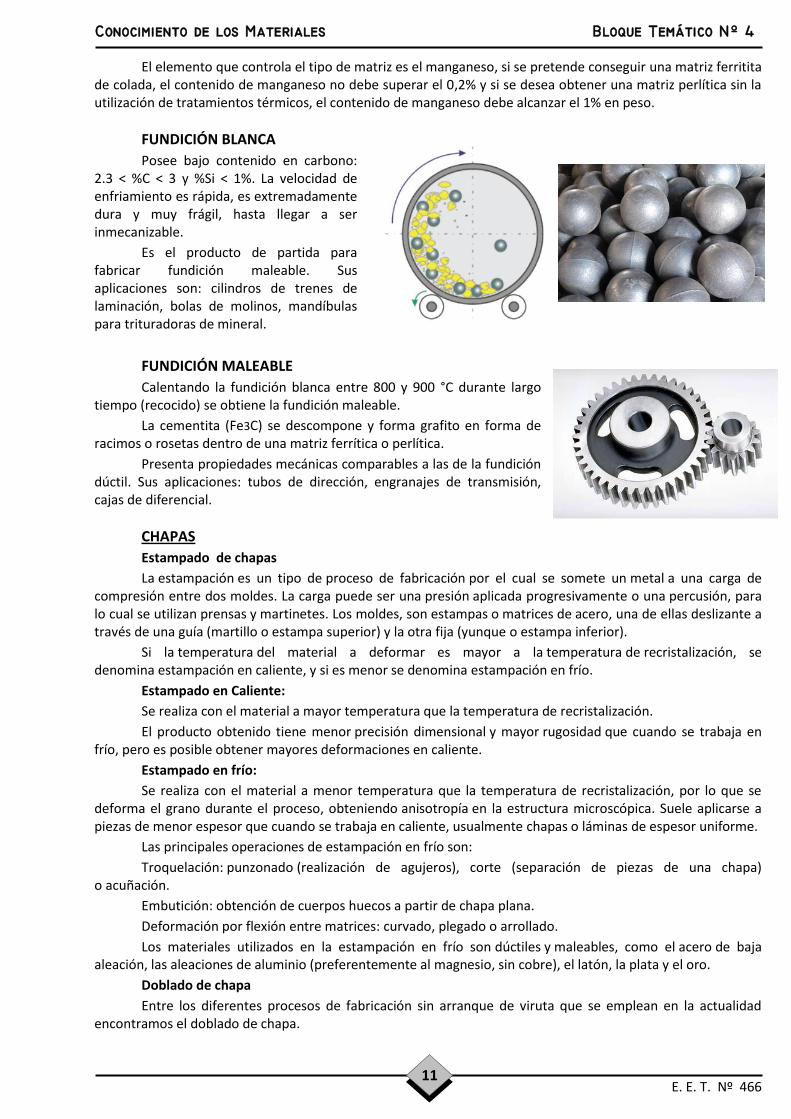
FUNDICIÓN BLANCA
Posee bajo contenido en carbono: 2.3 < %C < 3 y %Si < 1%. La velocidad de enfriamiento es rápida, es extremadamente dura y muy frágil, hasta llegar a ser inmecanizable.
Es el producto de partida para fabricar fundición maleable. Sus aplicaciones son: cilindros de trenes de laminación, bolas de molinos, mandíbulas para trituradoras de mineral.
FUNDICIÓN MALEABLE
Calentando la fundición blanca entre 800 y 900 °C durante largo tiempo (recocido) se obtiene la fundición maleable.
La cementita (Fe3C) se descompone y forma grafito en forma de racimos o rosetas dentro de una matriz ferrítica o perlítica.
Presenta propiedades mecánicas comparables a las de la fundición dúctil. Sus aplicaciones: tubos de dirección, engranajes de transmisión, cajas de diferencial.
CHAPAS
Estampado de chapas
La estampación es un tipo de proceso de fabricación por el cual se somete un metal a una carga de compresión entre dos moldes. La carga puede ser una presión aplicada progresivamente o una percusión, para lo cual se utilizan prensas y martinetes. Los moldes, son estampas o matrices de acero, una de ellas deslizante a través de una guía (martillo o estampa superior) y la otra fija (yunque o estampa inferior).
Si la temperatura del material a deformar es mayor a la temperatura de recristalización, se denomina estampación en caliente, y si es menor se denomina estampación en frío.
Estampado en Caliente:
Se realiza con el material a mayor temperatura que la temperatura de recristalización.
El producto obtenido tiene menor precisión dimensional y mayor rugosidad que cuando se trabaja en frío, pero es posible obtener mayores deformaciones en caliente.
Estampado en frío:
Se realiza con el material a menor temperatura que la temperatura de recristalización, por lo que se deforma el grano durante el proceso, obteniendo anisotropía en la estructura microscópica. Suele aplicarse a piezas de menor espesor que cuando se trabaja en caliente, usualmente chapas o láminas de espesor uniforme.
Las principales operaciones de estampación en frío son:
Troquelación: punzonado (realización de agujeros), corte (separación de piezas de una chapa) o acuñación.
Embutición: obtención de cuerpos huecos a partir de chapa plana.
Deformación por flexión entre matrices: curvado, plegado o arrollado.
Los materiales utilizados en la estampación en frío son dúctiles y maleables, como el acero de baja aleación, las aleaciones de aluminio (preferentemente al magnesio, sin cobre), el latón, la plata y el oro.
Doblado de chapa
Entre los diferentes procesos de fabricación sin arranque de viruta que se emplean en la actualidad encontramos el doblado de chapa.
12
E. E. T. Nº 466
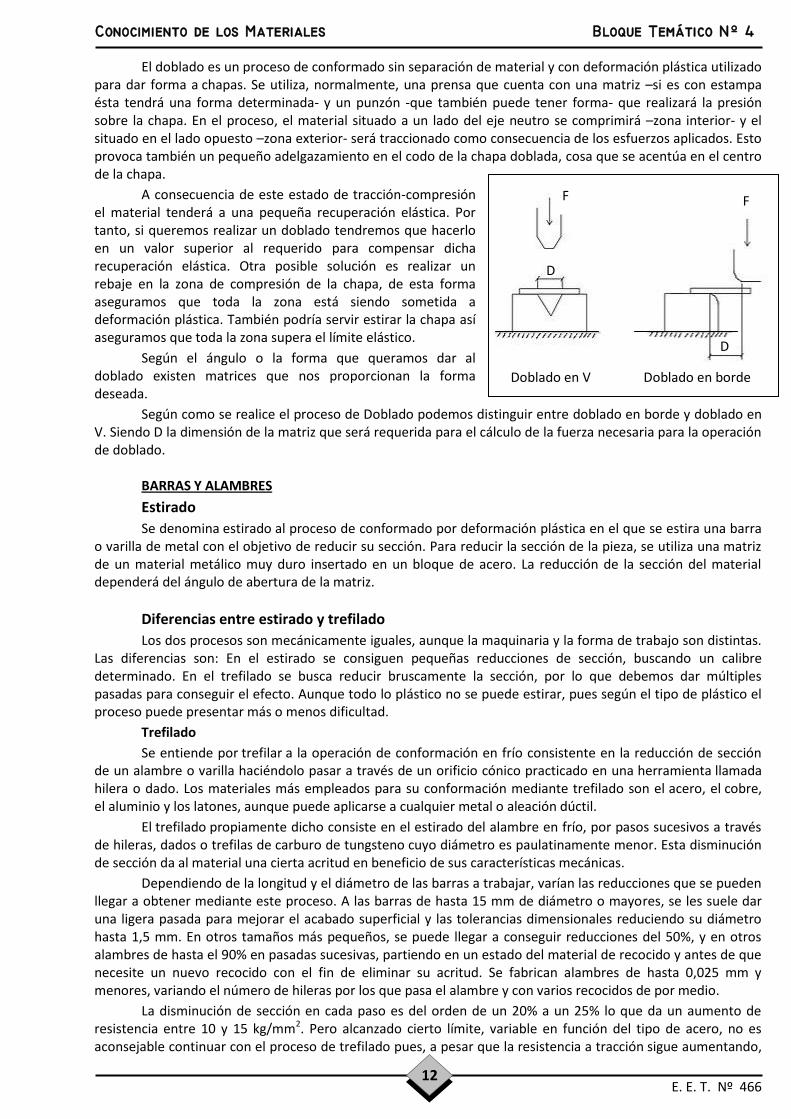
El doblado es un proceso de conformado sin separación de material y con deformación plástica utilizado para dar forma a chapas. Se utiliza, normalmente, una prensa que cuenta con una matriz –si es con estampa ésta tendrá una forma determinada- y un punzón -que también puede tener forma- que realizará la presión sobre la chapa. En el proceso, el material situado a un lado del eje neutro se comprimirá –zona interior- y el situado en el lado opuesto –zona exterior- será traccionado como consecuencia de los esfuerzos aplicados. Esto provoca también un pequeño adelgazamiento en el codo de la chapa doblada, cosa que se acentúa en el centro de la chapa.
A consecuencia de este estado de tracción-compresión el material tenderá a una pequeña recuperación elástica. Por tanto, si queremos realizar un doblado tendremos que hacerlo en un valor superior al requerido para compensar dicha recuperación elástica. Otra posible solución es realizar un rebaje en la zona de compresión de la chapa, de esta forma aseguramos que toda la zona está siendo sometida a deformación plástica. También podría servir estirar la chapa así aseguramos que toda la zona supera el límite elástico.
Según el ángulo o la forma que queramos dar al doblado existen matrices que nos proporcionan la forma deseada.
Según como se realice el proceso de Doblado podemos distinguir entre doblado en borde y doblado en V. Siendo D la dimensión de la matriz que será requerida para el cálculo de la fuerza necesaria para la operación de doblado.
BARRAS Y ALAMBRES
Estirado
Se denomina estirado al proceso de conformado por deformación plástica en el que se estira una barra o varilla de metal con el objetivo de reducir su sección. Para reducir la sección de la pieza, se utiliza una matriz de un material metálico muy duro insertado en un bloque de acero. La reducción de la sección del material dependerá del ángulo de abertura de la matriz.
Diferencias entre estirado y trefilado
Los dos procesos son mecánicamente iguales, aunque la maquinaria y la forma de trabajo son distintas. Las diferencias son: En el estirado se consiguen pequeñas reducciones de sección, buscando un calibre determinado. En el trefilado se busca reducir bruscamente la sección, por lo que debemos dar múltiples pasadas para conseguir el efecto. Aunque todo lo plástico no se puede estirar, pues según el tipo de plástico el proceso puede presentar más o menos dificultad.
Trefilado
Se entiende por trefilar a la operación de conformación en frío consistente en la reducción de sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado en una herramienta llamada hilera o dado. Los materiales más empleados para su conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque puede aplicarse a cualquier metal o aleación dúctil.
El trefilado propiamente dicho consiste en el estirado del alambre en frío, por pasos sucesivos a través de hileras, dados o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor. Esta disminución de sección da al material una cierta acritud en beneficio de sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros tamaños más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros alambres de hasta el 90% en pasadas sucesivas, partiendo en un estado del material de recocido y antes de que necesite un nuevo recocido con el fin de eliminar su acritud. Se fabrican alambres de hasta 0,025 mm y menores, variando el número de hileras por los que pasa el alambre y con varios recocidos de por medio.
La disminución de sección en cada paso es del orden de un 20% a un 25% lo que da un aumento de resistencia entre 10 y 15 kg/mm2. Pero alcanzado cierto límite, variable en función del tipo de acero, no es aconsejable continuar con el proceso de trefilado pues, a pesar que la resistencia a tracción sigue aumentando,
Doblado en V Doblado en borde
F F
D
D
13
E. E. T. Nº 466
se pierden otras características como la flexión.
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes: buena calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por supuesto la posibilidad de producir secciones muy finas.
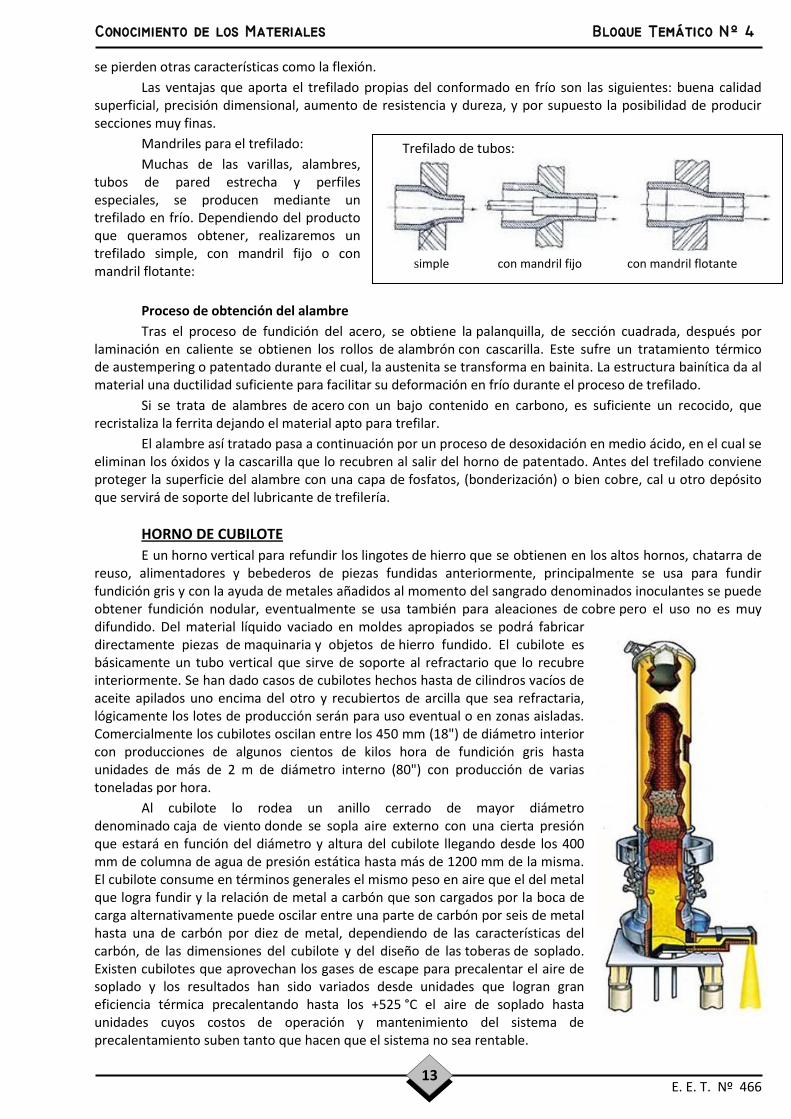
Mandriles para el trefilado:
Muchas de las varillas, alambres, tubos de pared estrecha y perfiles especiales, se producen mediante un trefilado en frío. Dependiendo del producto que queramos obtener, realizaremos un trefilado simple, con mandril fijo o con mandril flotante:
Proceso de obtención del alambre
Tras el proceso de fundición del acero, se obtiene la palanquilla, de sección cuadrada, después por laminación en caliente se obtienen los rollos de alambrón con cascarilla. Este sufre un tratamiento térmico de austempering o patentado durante el cual, la austenita se transforma en bainita. La estructura bainítica da al material una ductilidad suficiente para facilitar su deformación en frío durante el proceso de trefilado.
Si se trata de alambres de acero con un bajo contenido en carbono, es suficiente un recocido, que recristaliza la ferrita dejando el material apto para trefilar.
El alambre así tratado pasa a continuación por un proceso de desoxidación en medio ácido, en el cual se eliminan los óxidos y la cascarilla que lo recubren al salir del horno de patentado. Antes del trefilado conviene proteger la superficie del alambre con una capa de fosfatos, (bonderización) o bien cobre, cal u otro depósito que servirá de soporte del lubricante de trefilería.
HORNO DE CUBILOTE
E un horno vertical para refundir los lingotes de hierro que se obtienen en los altos hornos, chatarra de reuso, alimentadores y bebederos de piezas fundidas anteriormente, principalmente se usa para fundir fundición gris y con la ayuda de metales añadidos al momento del sangrado denominados inoculantes se puede obtener fundición nodular, eventualmente se usa también para aleaciones de cobre pero el uso no es muy difundido. Del material líquido vaciado en moldes apropiados se podrá fabricar directamente piezas de maquinaria y objetos de hierro fundido. El cubilote es básicamente un tubo vertical que sirve de soporte al refractario que lo recubre interiormente. Se han dado casos de cubilotes hechos hasta de cilindros vacíos de aceite apilados uno encima del otro y recubiertos de arcilla que sea refractaria, lógicamente los lotes de producción serán para uso eventual o en zonas aisladas. Comercialmente los cubilotes oscilan entre los 450 mm (18") de diámetro interior con producciones de algunos cientos de kilos hora de fundición gris hasta unidades de más de 2 m de diámetro interno (80") con producción de varias toneladas por hora.
Al cubilote lo rodea un anillo cerrado de mayor diámetro denominado caja de viento donde se sopla aire externo con una cierta presión que estará en función del diámetro y altura del cubilote llegando desde los 400 mm de columna de agua de presión estática hasta más de 1200 mm de la misma. El cubilote consume en términos generales el mismo peso en aire que el del metal que logra fundir y la relación de metal a carbón que son cargados por la boca de carga alternativamente puede oscilar entre una parte de carbón por seis de metal hasta una de carbón por diez de metal, dependiendo de las características del carbón, de las dimensiones del cubilote y del diseño de las toberas de soplado. Existen cubilotes que aprovechan los gases de escape para precalentar el aire de soplado y los resultados han sido variados desde unidades que logran gran eficiencia térmica precalentando hasta los +525 °C el aire de soplado hasta unidades cuyos costos de operación y mantenimiento del sistema de precalentamiento suben tanto que hacen que el sistema no sea rentable.
Trefilado de tubos:
simple con mandril fijo con mandril flotante

14
E. E. T. Nº 466
El cubilote es el único horno de fusión secundaria, no siderúrgico, que tiene al metal y al combustible en contacto directo por lo que logra altos grados de eficiencia térmica. El combustible más usado es el coque de carbón, el carbón mineral y el carbón vegetal obteniéndose con este último fierro fundido de muy bajo contenido de azufre, la implicancia de tipo ecológico hace que esto solo sea posible actualmente con carbón obtenido de bosques cultivados. Actualmente hay una empresa inglesa que ha desarrollado un cubilote que no usa carbón y lo reemplaza por quemadores de gas natural con la adición de unas bolas cerámicas dentro del horno para permitir el paso de los gases de combustión.
El cubilote está forrado interiormente de ladrillos refractarios y tiene dos aberturas opuestas en la parte baja a las cuales se les da el nombre de boca de sangría y de escoriado: por ellas sale el metal líquido fundido y por la otra la escoria de fundición que no es otra cosa que las cenizas de combustión, los óxidos metálicos no reducidos, las impurezas de la chatarra, el refractario consumido y cualquier otro elemento diferente al metal deseado. Con la finalidad de darle mayor fluidez a la escoria se carga junto con el carbón un porcentaje de alrededor de 6% de piedra caliza en trozos que se fundirá y dará facilidad a la descarga de la escoria del horno.
En cubilotes primitivos la boca de sangrado se usaba para vaciar el caldillo del metal después de fundido, el cual viene por un caño de hierro y cae en la cuchara corriendo por ella hasta la pieza que debe fundirse. En la actualidad es frecuente en las operaciones comerciales la descarga continua en un ante crisol que es un recipiente de almacenaje temporal que permite vaciar piezas de mayores dimensiones y sobre todo de una calidad más homogénea al permitir la mezcla de las diferentes cargas que se han realizado al cubilote. En el fondo del cubilote se encuentra una tapa articulada cuya función es descargar los sobrantes de carbón, metal y escoria cuando se desea acabar con el ciclo de fundido.
En la parte alta tiene el cubilote otra abertura llamada boca de carga por la cual se echa el metal que debe fundirse con el carbón que se cargaran junto con el fundente en cargas alternadas sobre una cama de carbón incandescente que se carga inicialmente al prender el cubilote sin ningún metal, una vez esta carga denominada cama se encuentra totalmente encendida se inician las cargas alternadas de metal y carbón/fundente, la altura de la cama debe de mantenerse a lo largo de la fusión para asegurar una temperatura homogénea en el metal obtenido y el lograrlo es la parte más compleja de la operación del cubilote.
Además de las aberturas indicadas, hay otros agujeros circulares o rectangulares para que a través de ellos entre el aire de soplado, en la actualidad el número de toberas será dependiente del diámetro del cubilote y su área es usualmente proporcional al área interna del mismo. Hay numerosas disposiciones de las mismas en una o dos capas, con funcionamiento alternante para prevenir la obturación de las mismas y aún las hay fabricadas de bronce con refrigeración interna para producir un soplado que penetre más al centro del cubilote a fin de que arda el combustible más eficientemente.
El cubilote aún en la actualidad sigue siendo el horno de fundición para metal ferroso de uso más extendido en el mundo teniendo solo como limitante el que no llega a fundir aceros por la ganancia de carbono que se produce dentro del cubilote aún cargando solo chatarra de acero. Se usa también como elemento primario de fusión para trabajar en forma "duplex" con hornos eléctricos de inducción o arco en donde se hace la reducción del carbono y ajuste metalúrgico.