
Segurinsa - Cap 5 Detección Identificación y Equipos de Medición
Upload
ximena-mejia-medinaCategory
view
221download
0
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 1/109
M Sc Ing. Oswaldo Rodríguez Salazar 1
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 2/109
Defnición de Medición
del TrabajoLa medición del
trabajo es laaplicación de técnicas
para determinar eltiempo ue in!ierteun trabajadorcali"cado en lle!ar acabo una tarea
de"nida# e$ectu%ndolaseg&n una norma deejecución establecida.
M Sc Ing. Oswaldo RodríguezSalazar '

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 3/109
Objetivo de la Medición delTrabajo
Sirve para investigar, reducir, y fnalmenteeliminar el tiempo improductivo, es decir, eltiempo durante el cual no se ejecuta trabajoefcaz, por cualquier causa que sea.
s el medio por el cual la dirección puedemedir el tiempo que se invierte en ejecutaruna operación o una serie de operaciones, detal !orma que el tiempo improductivo sedestaque y sea posible separarlo del tiempoproductivo.
"s# se descubren su e$istencia, naturaleza eimportancia, que antes estaban ocultas dentrodel tiempo total.
M Sc Ing. Oswaldo Rodríguez Salazar (

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 4/109
M Sc Ing. Oswaldo Rodríguez Salazar )

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 5/109
%. studio de Tiempos por&ronómetro
s una t'cnica de medición del trabajoempleada para registrar los tiempos y ritmosde trabajo correspondientes a los elementosde una tarea defnida.
!ectuada en condiciones determinadas y
para analizar los datos , a fn de averiguar eltiempo requerido para e!ectuar la tarea,seg(n una norma de ejecución preestablecida.
M Sc Ing. Oswaldo Rodríguez Salazar *
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 6/109
)entajas de las T'cnicas de
Medición del Trabajostudio de Tiempos por &ronómetro* +apacita al analista para obser!ar el ciclo
completo# d%ndole por este medio una oportunidad
de sugerir e iniciar el mejoramiento de métodos. ,s la &nica técnica ue e$ecti!amente mide -
registra el tiempo real empleado por el operario. ,s m%s probable ue comprende auellos
elementos ue ocurren menos de una !ez por
ciclo. roporciona r%pidamente !alores e/actos para
elementos controlados por mauina. ,s relati!amente sencillo de aprender - e/plicar.
M Sc Ing. Oswaldo Rodríguez Salazar 0

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 7/109
Situaciones en donde seaplica mejor determinada
t'cnicastudio de Tiempos por &ronómetro*
onde se tienen ciclos de trabajo repetiti!os#desde corta 2asta larga duración.
onde se pueden realizar nue!as operacionessin est%ndares 2asta ue se e$ect&e un estudio.
onde se lle!a a cabo una amplia !ariedad de
trabajos distintos. onde los elementos de control de proceso
constitu-an una parte del ciclo.
M Sc Ing. Oswaldo Rodríguez Salazar 3

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 8/109
.Trabajo
s una t'cnica que consiste en e!ectuardurante cierto periodo gran n(mero deobservaciones instantneas de un grupo demquinas, procesos o trabajadores.
n cada observación se registra lo que
ocurre en ese instante.&uando se e!ect(a con valoración se aplica
un coefciente a cada elemento de la tareapara poder determinar su contenido de
trabajo, adems de la proporción deltiempo dedicada a otras actividades yesperas.
M Sc Ing. Oswaldo Rodríguez Salazar 4
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 9/109
)entajas de las T'cnicas de
Medición del TrabajoMuestreo del Trabajo*
limina las tensiones causadas por la
observación constante del operario -cuando seemplea el estudio de tiempos por cronómetro. /epresenta las condiciones t#picas o medias en
un periodo donde las circunstancias cambiande 0ora a 0ora o de d#a a d#a.
1ermite el desarrollo simultaneo de estndarespara una variedad de operaciones.
Se adapta idealmente a estudios de utilizaciónde maquinas, anlisis de actividades ydemoras inevitables y personales.
Se puede utilizar par evaluar la actuación a fnde determinar tiempos estndares.
M Sc Ing. Oswaldo Rodríguez Salazar 5
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 10/109
aplica mejor determinadat'cnica
Muestreo del Trabajo*
1ara establecer tolerancias por demora paradiversos procesos o departamentos.
Donde 0ay di!erencia considerable en el
contenido de trabajo de ciclo a ciclo, comoen ciertas actividades de embarque, manejode materiales y trabajos de ofcina.
1ara determinar el grado de utilización demaquina o de espacio, o el porcentaje detiempo dedicado a diversas actividades.
Donde los estndares son necesarios paraactividades de grupos que var#an de ciclo enciclo.
Donde 0ay objeciones al estudio de tiempospor cronómetro.
M Sc Ing. Oswaldo Rodríguez Salazar 16

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 11/109
2. Sistema de Tiempos1redeterminados de los
MovimientosSon t'cnicas de medición del trabajo en que se
utilizan los tiempos determinados para los
movimientos 0umanos bsicos -clasifcados seg(nsu naturaleza y las condiciones en que se 0acen,Se utilizan a fn de establecer el tiempo requerido
por una tarea e!ectuada seg(n una norma dadade ejecución.
ntre los principales tenemos* 3or4 5actor-detallado, simplifcado, abreviado y !cil,Met0ods Time Measurement -MTM6%, MTM67eneral 1urpose Data, MTM6+, MTM62 y 8asicMotion Time Study.
M Sc Ing. Oswaldo Rodríguez Salazar 11

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 12/109
)entajas de las T'cnicas de
Medición del TrabajoSistema de Tiempos 1redeterminados* Obligan a tener una descripción detallada -
precisa de la distribución en el sitio de trabajo delos patrones de mo!imientos# - de la $orma#tama7o - ajuste de componentes - 2erramientas.
,stimulan la simpli"cación del trabajo para reducirlos tiempos est%ndares.
,liminan la cali"cación de la actuación8!aloración9.
ermiten establecer métodos - est%ndares antesde ue comience la producción.
:acen posibles ajustes $%ciles - e/actos de losest%ndares de tiempo para intercalar cambiosligeros en el método.
roporcionan est%ndares m%s consistentes.
M Sc Ing. Oswaldo Rodríguez Salazar 1'

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 13/109
Situaciones en donde seaplica mejor determinada
t'cnicaSistema de ;iempos redeterminados< onde el trabajo es controlado
predominantemente por el operario.
Si e/isten ciclos de trabajo repetiti!os conduración de corta a mediana.
ara planear métodos de trabajo# inclu-endoeuilibrio o compensación en líneas# antes de laproducción.
onde 2an 2abido contro!ersias acerca delprocedimiento para e!aluar la actuación8!aloración9.
onde se 2an pro!ocado contro!ersias en lore$erente a la consistencia de los est%ndares.
M Sc Ing. Oswaldo Rodríguez Salazar 1(
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 14/109
9. "plicación de Datosstndares
:a aplicación de los datos de tiempoestndar es, !undamentalmente, unae$tensión de la misma clase de proceso
que se emplea para llegar a los tiemposelementales, mediante el estudio a basede cronómetros.
:os datos de tiempo estndar en su mayor
parte son estndares de tiempoelementales tomados de estudios detiempos que 0an demostrado sersatis!actorios.
M Sc Ing. Oswaldo Rodríguez Salazar 1)

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 15/109
)entajas de las T'cnicas de
Medición del TrabajoT'cnicas de Datos stndares, 5órmulas yTeor#as de &olas*
,liminan la cali"cación de la actuación
8!aloración9. ,stablecen est%ndares consistentes. ermiten establecer métodos - est%ndares
antes de la producción.
ermiten ue se establezcan los est%ndaresr%pida - económicamente. =dmiten un ajuste $%cil de est%ndares de tiempo
a "n de incluir cambios ligeros en el método.
M Sc Ing. Oswaldo Rodríguez Salazar 1*

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 16/109
Situaciones en donde seaplica mejor determinada
t'cnicaT'cnicas de Datos stndares, 5órmulas yTeor#a de &olas*
onde e/iste trabajo similar de corta a larga
duración. onde 2a 2abido contro!ersia a causa delprocedimiento para e!aluar la actuación8!aloración9.
onde e/istió discrepancia acerca de la
consistencia de los est%ndares.
M Sc Ing. Oswaldo Rodríguez Salazar 10
ó
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 17/109
;. laboración de5órmulas
&omprende el dise<o de una e$presiónalgebraica o un sistema de curvas que permitaestablecer un estndar de tiempo antes de
iniciarse la producción, permitiendo sustituirvalores conocidos propios del trabajo en vez delos elementos variables.
=na !órmula para estudio de tiempos
representa una simplifcación de datosestndares y tiene aplicación particular entrabajo no repetitivo, en el que es imprcticoestablecer estndares sobre la base de unestudio de tiempo individual para cada trabajo.
M Sc Ing. Oswaldo Rodríguez Salazar 13

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 18/109
M Sc Ing. Oswaldo Rodríguez Salazar 14
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 19/109
1rocedimiento 8sico,/isten etapas $undamentales para el ,studio
del ;rabajo completo# unas comunes al,studio de Métodos - a la Medición del
;rabajo# - otras particulares a cada caso.
Independientemente del procedimientoparticular de cada una de las técnicas demedición. ,n $orma genérica se deben seguirlos siguientes pasos<
M Sc Ing. Oswaldo Rodríguez Salazar 15

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 20/109
1rocedimiento 8sicoS:&&>O?"/* ,l trabajo ue !a a ser objeto deestudio.
/7>ST/"/* ;odos los datos relati!os a lascircunstancias en ue se realiza el trabajo# a losmétodos - a los elementos de acti!idad uesupone.
MD>/* La cantidad de trabajo de cada elemento#e/pres%ndola en tiempo# mediante la técnica m%sapropiada de Medición del ;rabajo.
M Sc Ing. Oswaldo Rodríguez Salazar '6

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 21/109
1rocedimiento 8sico@"M>?"/* Los datos registrados - el detalle de
los elementos con espíritu crítico para !eri"car sise utilizan los métodos - mo!imientos m%se"caces - separar los elementos improducti!os oe/tra7os# de los producti!os.
&OM1>:"/* ,l tiempo est%ndar de la operaciónpre!iendo m%rgenes para bre!es descansos#necesidades personales# contingencias# etc.
D5>?>/* +on precisión la serie de acti!idades#2erramientas# euipos - materiales utilizados ->onecesarios# a los ue corresponde el tiempoest%ndar# - noti"car ue éste ser% !%lido para lasacti!idades - métodos especi"cados.
M Sc Ing. Oswaldo Rodríguez Salazar '1

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 22/109
M Sc Ing. Oswaldo Rodríguez Salazar ''

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 23/109
de Tiempos por
&ronómetro,s una técnica# ue
partiendo de undeterminado n&mero
de obser!acionesdebidamenteregistradas# permiteencontrar el tiemponecesario pararealizar una tarea
especí"ca de acuerdoa un métodoestablecido -trabajando a un ritmonormal.
M Sc Ing. Oswaldo RodríguezSalazar '(

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 24/109
Material 5undamental,l estudio de ;iempo por cronómetro e/igecierto material $undamental# a saber<?n cronómetro.?n tablero de obser!aciones.=lgunos l%pices.@ormularios para estudios de tiempos.Reloj e/acto con segundero.
M Sc Ing. Oswaldo Rodríguez Salazar ')

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 25/109
Material 5undamental,stos son los &tiles ue debe lle!ar entodo momento el =nalista# pero adem%stendr% en su o"cina<+alculadoraInstrumentos para medir< cinta métrica# regla
de metal# balanza# contador de !ueltas#contómetro# - otros a"nes# seg&n el tipo detrabajo ue estudia.
+omputadora personal.@ormularios para an%lisis de tiempos - 2ojas
para descripciones - anotaciones.
M Sc Ing. Oswaldo Rodríguez Salazar '*

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 26/109
l &ronómetro ,s el instrumento principal en la aplicación deesta técnica.
Aarios tipos de cronómetros est%n en uso
actualmente# la ma-oría de los cuales se 2allancomprendidos en alguna de las clasi"cacionessiguientes<1. =parato para decimales de minuto 8de 6.61 min.9
'. =parato para centésimas de minuto 8de 6.661 min.9
(. =parato para decimales de 2ora 8de 6.6661 de 2ora9). +ronómetro electrónico
M Sc Ing. Oswaldo Rodríguez Salazar '0

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 27/109
&lasifcación de
&ronómetros
M Sc Ing. Oswaldo Rodríguez Salazar '3
Cronómetro decimal de minutos doble acciónCronómetro decimal de minuto

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 28/109
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 29/109
Tablero de
Observaciones,s sencillamente un tablero liso#generalmente de madera o de un materialpl%stico apropiado# donde se "jan los$ormularios para anotar las obser!aciones.eber% ser rígido - de un tama7o ma-orue el m%s grande de los $ormularios uese utilice. ;iene un dispositi!o para sujetar
el cronómetro# de modo ue el analistauede con las manos relati!amente libres- !ea $%cilmente el cronómetro.
M Sc Ing. Oswaldo Rodríguez Salazar '5
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 30/109
Tablero de
Observaciones
M Sc Ing. Oswaldo Rodríguez Salazar (6
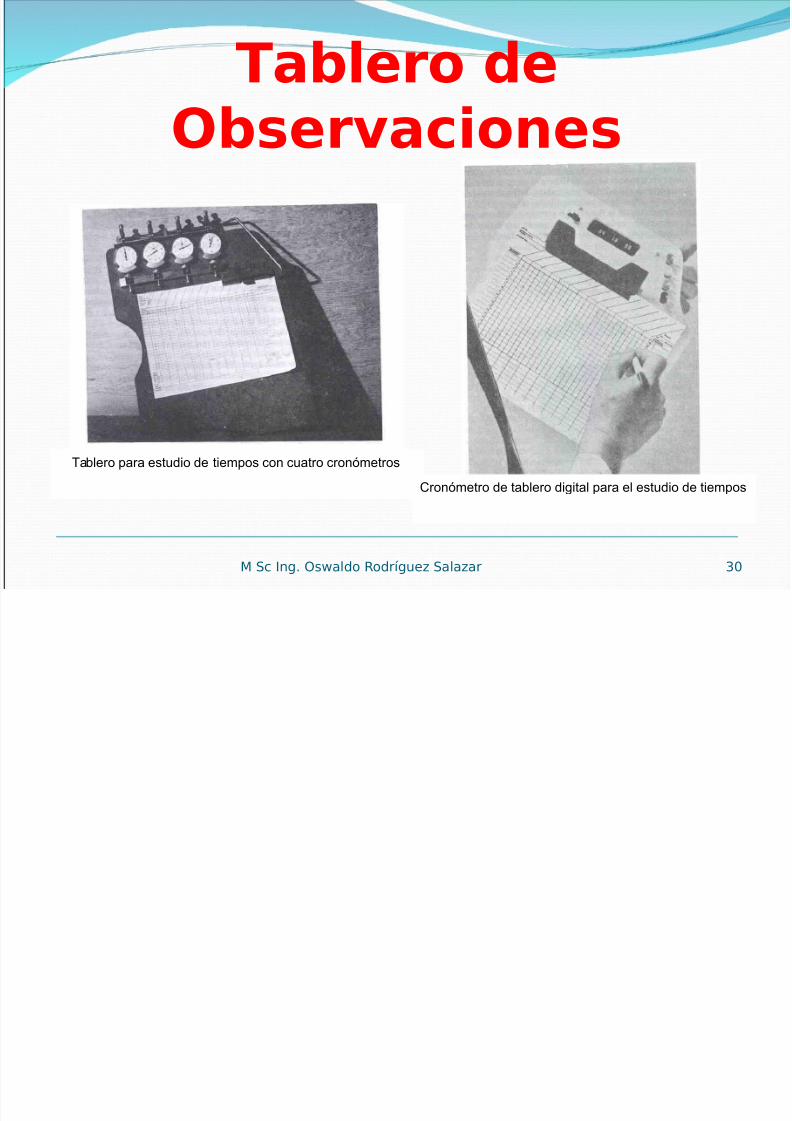
Tablero para estudio de tiempos con cuatro cronómetros
Cronómetro de tablero digital para el estudio de tiempos

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 31/109
5ormularios,s m%s cómodo para el trabajo en campo emplear
$ormularios impresos# todos del mismo $ormato# loue adem%s permite colocarlos en "c2eros $%cilesde consultar después# como lo e/ige un estudio detiempos bien 2ec2o. or otra parte los $ormulariosimpresos o $otocopiados pr%cticamente obligan aseguir cierto método - no dejan omitir ning&ndato esencial.
Los principales modelos caen en dos categorías<
los ue se utilizan mientras se 2acen lasobser!aciones# de modo ue deben tener un$ormato adaptado a las características del tablero#- los ue sir!en después# en la o"cina# cuando se2an reunido -a los datos.
M Sc Ing. Oswaldo Rodríguez Salazar (1

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 32/109
M Sc Ing. Oswaldo Rodríguez Salazar ('

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 33/109
M Sc Ing. Oswaldo Rodríguez Salazar ((

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 34/109
M Sc Ing. Oswaldo Rodríguez Salazar ()

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 35/109
M Sc Ing. Oswaldo Rodríguez Salazar (*
%. /econocimiento del 1roceso 1roductivo.+. studio en el 1uesto de Trabajo.
". "nlisis del M'todo. Observación y anotación del m'todo.
Descomposición en operaciones elementales. &omprobación del m'todo.
8. Toma de Datos. &ronometraje. )aloración. Determinación del n(mero de observaciones.
2. "nlisis de los datos.". &lculo del tiempo normal.8. Determinación de tolerancias o suplementos.&. &lculo del tiempo estndar o tiempo del ciclo de producción.
Tiempo estndar elemental. Tiempo estndar de ciclo o Tiempo de ciclo.
D. &lculo de /esultados.
1roducción estndar. fciencia de Mquina. Saturación. &arga de trabajo de ciclo. &arga de Trabajo "ctual. &apacidad de atención.

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 36/109
%. /econocimiento del
1roceso 1roductivo&onsiste en tomar conocimiento in situ
del proceso productivo, caracter#sticas,!ormas de trabajo, as# como la obtención
y registro de toda la in!ormación posibleacerca de la tarea, del operario y de lascondiciones que pueden inAuir en laejecución del estudio.
M Sc Ing. Oswaldo Rodríguez Salazar (0

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 37/109
+. studio en el 1uestode Trabajo
". "?B:>S>S D: MCTODO 1ara e!ectuar el anlisis se deber
recopilar toda la in!ormaciónnecesaria, mediante observacióndirecta, de la tarea, mquina, equipoy del trabajador seleccionado, as#
como la secuencia de realización deltrabajo, para luego dividirla enelementos que !aciliten el estudio.
M Sc Ing. Oswaldo Rodríguez Salazar (3
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 38/109
+. studio en el 1uesto
de TrabajoObservación y "notación del M'todo ,l estudio de tiempos sólo ser% posible e$ectuarlo
en $unción del método de trabajo establecido#para realizar la tarea en estudio.
,n esta $ase del estudio es necesario anotartodos los datos - detalles ue pueden 2acer!ariar el tiempo de ejecución de una tarea# asídeber% realizarse un an%lisis de< materiales uese utilizan# mauinaria empleada# &tiles -
2erramientas# así también de los operarios. =dem%s analizaremos las condiciones e/ternas
de trabajo# como< temperatura# ruidos#iluminación# tedio# monotonía# concentración#etc.
M Sc Ing. Oswaldo Rodríguez Salazar (4
+ t di l 1 t

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 39/109
+. studio en el 1uestode Trabajo
Descomposición en Operacioneslementales
ara un an%lisis correcto ser% necesario
$amiliarizarse con las operaciones de procesoB paraello se estudian los diagramas ue las describen#se identi"can el o los puestos de trabajo# lamauinaria# los materiales# etc.# para luegoobser!ar directamente el desarrollo de la tarea.
ara describir detalladamente una tarea# no puede2acerse en conjunto# 2a- ue identi"car primero elciclo de trabajo - luego descomponerlo en unaserie de partes o elementos.
M Sc Ing. Oswaldo Rodríguez Salazar (5

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 40/109
. de Trabajo&>&:O D T/"8"O* e"nido como el conjunto de operaciones
elementales ue es preciso e$ectuar para 2acer una unidad deproducción.
:M?TO* ,s una parte esencial - de"nida de la tarea# ue puedeestar compuesta de uno o !arios mo!imientos $undamentalesrealizados por el operario o la m%uina - ue $orma parte de lapieza o tarea ue se !a a estudiar.
&:"SS D :M?TOS* ,stos se clasi"can de acuerdo a tres
criterios<Seg(n su repetición en el ciclo de trabajo*
/7=:"/S* Son auellos ue se presentan en todos losciclos de trabajo una o m%s !eces por unidad de producción.
>//7=:"/S D 5/&=?&>"* Son los ue siendonecesarios para la realización de la tarea# no se presentan en
todos los ciclos# sino cada cierto n&mero de piezas# pudiendo2acerlo en $orma periódica o en $orma irregular. @T/"EOS >M1/)>STOS* Son auellos ue no se 2a
presentado durante el periodo dedicado a la descomposiciónde elementos# - pueden o no ser necesarios para ejecutar latarea. ,n general se presentan en $orma irregular.
M Sc Ing. Oswaldo Rodríguez Salazar )6
s u o en e ues o

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 41/109
. s u o en e ues ode Trabajo
Seg(n quien lo ejecute<MBF=>?"* Son auellos en los cuales la m%uina# sin ue el
operario la dirija# est% realizando trabajo &til sobre la pieza.M"?=":S* Son los ue realiza el operario - ue pueden
subdi!idirse en<&O? M"F=>?" 1"/"D"* Los ue son precisos ue realice el
operario# mientras la m%uina no realiza trabajo &til.
&O? M"F=>?" ? M"/&G"* Los ue el operario realizasobre unas piezas# mientras la mauina 2ace trabajo &til sobreotra.
T&?OM"?=":S* Lo ue es preciso ue realice el operario juntamente con la m%uina en la misma pieza.
Seg(n la magnitud del tiempo*&O?ST"?TS* Son los ue en las di$erentes tareas tienen elmismo !alor de tiempo.
)"/>"8:S* Son auellos en ue el tiempo de ejecucióndepende de las características del producto# proceso o euipo.
M Sc Ing. Oswaldo Rodríguez Salazar )1
+ studio en el 1uesto

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 42/109
+. studio en el 1uestode Trabajo
&omprobación del M'todo
or lo general es necesario e$ectuar un ,studio de
Métodos adecuado antes de realizar un ,studio de ;iempos
ero en ciertas ocasiones no 2a- m%s remedioue prescindir de este ,studio de Métodoscompleto# en tal caso es necesario e$ectuar unan%lisis super"cial del método empleado#determinar si es el m%s adecuado# el m%spr%ctico# el m%s sencillo - el m%s económico.
M Sc Ing. Oswaldo Rodríguez Salazar )'
+ studio en el 1uesto

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 43/109
+. studio en el 1uestode Trabajo
8. TOM" D D"TOS
,sta etapa corresponde propiamente a larealización del estudio de tiempos#cronometraje o medición directa de latareaB adem%s de la selección deloperador# la cali"cación de su actuación
- la determinación del n&mero deobser!aciones.
M Sc Ing. Oswaldo Rodríguez Salazar )(
+ di l 1

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 44/109
+. studio en el 1uestode Trabajo
&ronometrajeLa determinación del tiempo de trabajo es un
problema de medición - reuiere esencialmente
de saber e!aluar lo siguiente<:&&>H? D: O1/"DO/
,s posible ue el analista al realizar el estudiodel método# se encuentre ante di!ersas
personas ue realizan la misma tarea# debeentonces elegir al trabajador a uiencronometrar% su acti!idad.
M Sc Ing. Oswaldo Rodríguez Salazar ))

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 45/109
+. studio en el 1uesto
de Trabajo:&&>H? D: O1/"DO/ Iic2a elección no puede ser 2ec2a al azar - considerar%
principalmente<
Cue debe eliminar a los operadores e/cesi!amentelentos - a los e/cepcionalmente r%pidos pues impidenuna correcta !aloración de la acti!idad.
Cue el puesto de trabajo esté estabilizado. Cue el trabajador realice las tareas con destreza -
constancia. Cue los materiales o elementos ue inter!ienen no se
modi"uen.
Cue los materiales se suministren con regularidad.
M Sc Ing. Oswaldo Rodríguez Salazar )*
+ t di l 1 t

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 46/109
+. studio en el 1uestode Trabajo
MCTODOS D :&T=/"ara la lectura - registro de los tiempos durante un
estudio e/isten dos procedimientos.
Su elección depender% de la naturaleza del trabajo -luego de considerados los incon!enientes - !entajas uecada método tiene.
,llos son< el método de !uelta a cero o lectura repetiti!a- el método de lectura continua o al paso.
,n el primero se toman tiempos parciales - se retorna lalectura a cero# mientras ue en el segundo se acumulanlos tiempos - se apunta la lectura registrada al términode cada elemento.
M Sc Ing. Oswaldo Rodríguez Salazar )0

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 47/109
+. studio en el 1uesto
de Trabajo1/O&D>M>?TO D "?OT"&>H?Se registra la 2ora de inicio - la de término# usando para
el e$ecto un reloj com&n.
Los tiempos ue se obtienen de leer el cronómetro# seregistran en los $ormatos respecti!os.
=l e$ectuar la notación pueden ocurrir algunas situacionesespeciales# de las cuales se se7alan las m%s $recuentes<
Si no se pudo obser!ar un tiempo# se registra M en la "la
o columna de lectura# de ning&n modo se puede calcularo asumir.
Si el trabajador omitiese un elemento# se pondr% una ra-aen el espacio correspondiente a la lectura.
M Sc Ing. Oswaldo Rodríguez Salazar )3

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 48/109
. TrabajoSi se modi"ca la secuencia de los elementos# ue
generalmente ocurre cuando los ciclos son largos# se di!ideen dos casilleros de los elementos a$ectados# registrando laslecturas en la parte superior. Luego se registran en la partein$erior las lecturas ue corresponderían al comienzo deltiempo de cada elemento.
Si se presentan elementos e/tra7os 8$actor aleatorio uepro!oca interrupción de una operación9# su registro se 2acemediante letras - su orden al$abético en $orma independiente- en casillero especial se !an anotando en el orden de lasocurrencias# e/plicando la razón - el tiempo en ue empieza- termina el elemento e/tra7o. ,l tiempo ue corresponde a
él se descuenta del cómputo del tiempo del elemento.+uando el elemento e/tra7o es demasiado bre!e 8menos de
6.609 se considera dentro del tiempo del elemento# pero seanula. ara identi"carlo se traza un círculo en el casillerocorrespondiente.
M Sc Ing. Oswaldo Rodríguez Salazar )4
stu o en e uesto e

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 49/109
. stu o en e uesto eTrabajo
)aloración o &alifcaciónAaloración es la cali"cación del trabajador#e$ectuada por el analista en base a su acti!idadnormal 8ritmo normal9 de la tarea.
;ambién se dice< Aaloración es la operación mental
mediante la cual compara la actuación del operarioa uien se obser!a# con el propio concepto delritmo normal de ejecución del trabajo.
or ejemplo# cuando un operario debe realizar una
tarea cualuiera# puede él imprimirle la !elocidadue esté de acuerdo con el %nimo con ue seencuentre# también inDuir%n su conocimiento deltrabajo - su 2abilidad.
M Sc Ing. Oswaldo Rodríguez Salazar )5
+ t di l 1 t d

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 50/109
+. studio en el 1uesto deTrabajo
:as principales causas o !actores que ocasionan lasvariaciones en el tiempo de ejecución de una tarea son lassiguientes*
)oluntad del trabajador* es una situación de inter's deltrabajador, que se modifca por causas internas o e$ternas ala planta.
"ptitud del trabajador* es la predisposición natural de laspersonas para realizar una tarea. s consecuencia de ladestreza y 0abilidad del operador.
M'todo seguido* debe estar establecido y el operadorconvenientemente adiestrado. Si 'l no se ajusta al m'todo,
naturalmente el tiempo de ejecución tendr variación.&aracter#stica del trabajo* son particularidades de la
actividad que modifca el ritmo del movimiento, a pesar derealizar una actividad normal similar.
M Sc Ing. Oswaldo Rodríguez Salazar *6
+ studio en el 1uesto de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 51/109
+. studio en el 1uesto deTrabajo
?>):S D "&T>)>D"DSi bien los cuatro !actores anteriores modifcan el tiempo
que emplear el trabajador en realizar una actividad, losdos (ltimos -m'todos y caracter#sticas del trabajopermanecern ms o menos constantes, luego sernespecialmente importantes* la voluntad y la aptitud del
trabajador.Ser necesario e!ectuar una apreciación de los distintos
niveles de actividad que puede desarrollar el trabajador ypara tal fn resulta imprescindible considerar comore!erencia al operario medio. n base a 'l se establecendi!erentes niveles de actividad, basndose e$clusivamente
en la apreciación personal del analista o del operador.?o e$iste ning(n m'todo matemtico para ello, por lo que
ser necesario adiestrar convenientemente a la personaencargada de realizarlo.
M Sc Ing. Oswaldo Rodríguez Salazar *1

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 52/109
+. studio en el 1uesto de
TrabajoToda persona tiene el concepto de lavelocidad de realización de cualquier tarea,de tal manera, que es !cil advertir si es
rpido, lento o normal.stos serian tres niveles de actividad, pero
para el studio de Tiempos es necesariodeterminar mayor n(mero de niveles, a
partir de un claro concepto de lo que esactividad normal de una tarea en estudio.
M Sc Ing. Oswaldo Rodríguez Salazar *'

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 53/109
+. studio en el 1uesto de
TrabajoOperario Medio* es el trabajador adaptado a sutarea# con su"ciente e/periencia - ue posee lascualidades $ísicas - mentales para 2acer el
trabajo con calidad - en cantidad aceptable."ctividad ?ormal* es la ue puede realizar un
trabajador a un ritmo e"caz ue no es r%pido nilento# ue le permite pasar de un elemento a otrosin retrasos - lo 2ace con mu- poca o ningunasuper!isión. ,l ritmo es esencial para e$ectuar unaoperación sua!e - autom%ticamente.
*(M Sc Ing. Oswaldo Rodríguez Salazar
+ t di l 1 t

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 54/109
+. studio en el 1uestode Trabajo
S&":" D )":O/"&>H?Las escalas de !aloración sir!en para se7alar los distintos
ni!eles de actuación# re$eridos al operador ue desarrolla un
ritmo normal de trabajo. =ctualmente se utilizan !ariasescalas de !aloración# las m%s usadas son las 166E1((# la06E56# la 3*E166 - la norma brit%nica 6E166# ue es una!ariante de la 3*E166.
=l elegir al trabajador ue ser% cronometrado# se decidió por
su condición de operario medio# esto en ning&n modo uieredecir ue él trabajar% en $orma uni$orme - con constante!oluntad durante todo el día - todos los días. Se dice ue laacti!idad del 2ombre puede !ariar cada )* segundos.
M Sc Ing. Oswaldo Rodríguez Salazar *)

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 55/109
+. studio en el 1uesto
de Trabajo= "n de ue el tiempo de trabajo sea FnormalizadoGo corregido para F2acerlo normalG es necesarioutilizar un $actor compensador o euilibrador
denominado @actor de Aaloración o @actor de=ctuaciónB en la generalidad de los casos éste ser%ma-or si el tiempo transcurrido en la operación esmenor - ser% menor si se empleó ma-or tiempo.
La escala ue se 2a utilizado en el estudio es la de6E166B en donde 6 representa la acti!idad nula -166 el ritmo normal o acti!idad normal del operariopromedio.
M Sc Ing. Oswaldo Rodríguez Salazar **
+ studio en el 1uesto de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 56/109
+. studio en el 1uesto deTrabajo
&HMO S 5&TJ" :" )":O/"&>H?
La ci$ra 166 representa el ritmo normal. Si el analista opinaue el elemento se est% realizando a una !elocidad in$eriora la ue en su concepto es la norma# aplicar% un $actor
in$erior a 166# digamos 56 ó 3*# lo ue le parezcarepresenta la realidad.
Si en cambio# opina ue el ritmo e$ecti!o de trabajo essuperior a la norma# aplicar% un $actor superior a 166< 116#11* ó 1'6# por ejemplo. Si la !aloración $uese siempre
impecable# por muc2as !eces ue se !alorara -cronometrara un elemento# el resultado seríain!ariablemente ue<
Tiempo observado $ 5actor de )aloración K &onstante
M Sc Ing. Oswaldo Rodríguez Salazar *0
+ studio en el 1uesto de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 57/109
+. studio en el 1uesto deTrabajo
=cerca del proceso de !aloración es con!eniente establecer lo siguiente<
1. ,l $actor de !aloración resulta ser el cociente ue se obtiene de di!idir la!aloración o cali"cación de la acti!idad obser!ada# entre la cali"cación de laactuación normal.
5)K "o
"n'. ,l $actor de !aloración es resultado de la cali"cación del analista# uien da
!alor a la actuación de acuerdo a su criterio# para ue este sea acertado#reuiere entrenamiento especial.
(. Ser%n aceptadas las cali"caciones del analista ue proporcionen resultadosdentro de m%s o menos el *H de la cali"cación !erdadera.
). Las cali"caciones se 2ar%n en porcentajes !ariables de *H# $raccionesmenores son m%s di$íciles de apreciar# por lo ue resultan poco consistentes.
*. Las operaciones controladas por m%uina o eléctricamente# se cali"can comonormales 81669 puesto ue su !elocidad no se modi"ca a !oluntad deloperador.
M Sc Ing. Oswaldo Rodríguez Salazar *3

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 58/109
+ studio en el 1uesto de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 59/109
+. studio en el 1uesto deTrabajo
La longitud del estudio de tiempos depender% en gran parte de lanaturaleza de la operación indi!idual. ,l n&mero de ciclos ue deber%obser!arse para obtener un tiempo medio representati!o de unaoperación determinada depende de los siguientes procedimientos<
1. or $órmulas estadísticas.
'. or medio del %baco de Li$son.
(. or medio del criterio de las tablas esting2ouse.
). or medio del criterio de la Jeneral ,lectric. Katuralmente ue estos procedimientos se aplican cuando se pueden
realizar gran n&mero de obser!aciones# pues cuando el n&mero de éstases limitado - peue7o se utiliza para el c%lculo del tiempo normalrepresentati!o la medida aritmética de las mediciones e$ectuadas.
ara la determinación de las obser!aciones necesarias por !órmulasestad#sticas# el n&mero ? de obser!aciones necesarias para obtener el
tiempo de reloj representati!o con un error de e H# con riesgo "jado deR H# se aplica la siguiente $órmula<
M Sc Ing. Oswaldo Rodríguez Salazar *5
+ t di l 1 t d

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 60/109
+. studio en el 1uesto deTrabajo
Siendo# el coe"ciente de riesgo cu-os !alores son< 1 para riesgo de error de (' H ' para riesgo de error de * H ( para riesgo de error de 6.( H
La des!iación típica de la cur!a de la distribución de $recuencias de lostiempos de reloj obtenidos es igual a<
onde<
Ni los !alores obtenidos de los tiempos de reloj@ K la media aritmética de los tiempos de reloj K $recuencia de cada tiempo de reloj tomadon K n&mero de mediciones e$ectuadase K error e/presado en $orma decimal
M Sc Ing. Oswaldo Rodríguez Salazar 06
+ studio en el 1uesto

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 61/109
+. studio en el 1uestode Trabajo
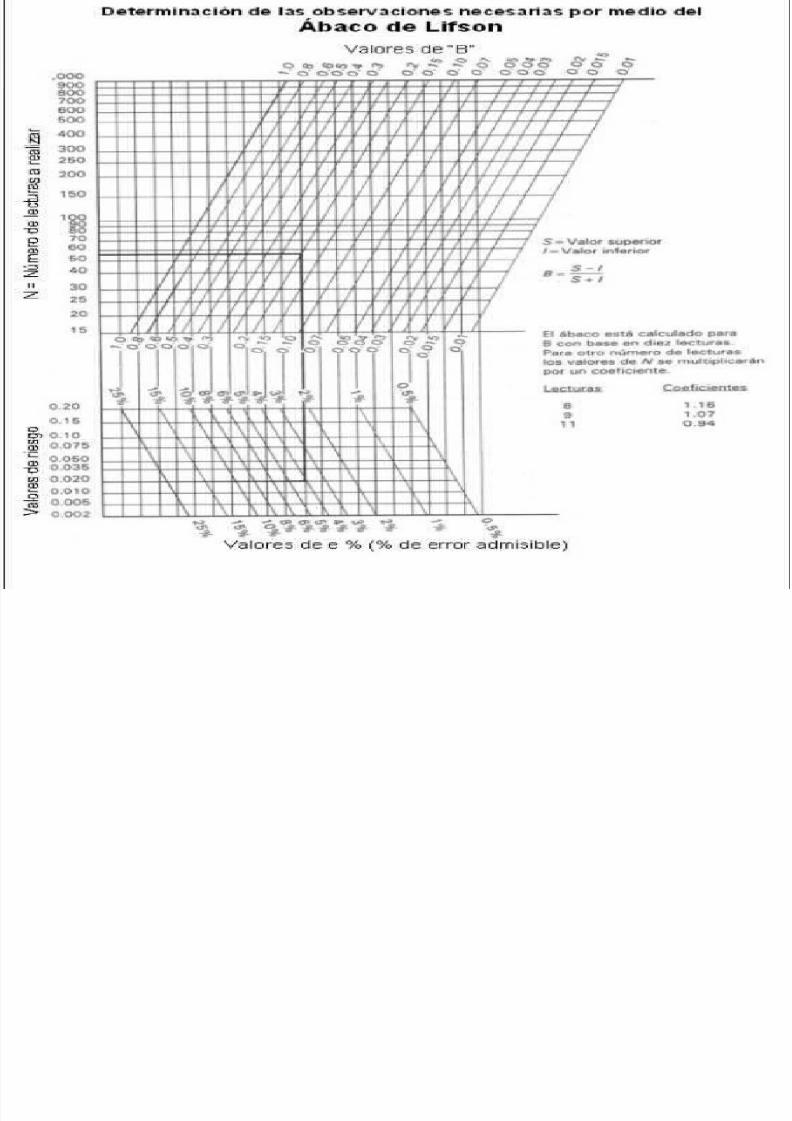
,l %baco de Li$son es una aplicación gr%"cadel método estadístico para un n&mero "jode mediciones n 16# donde la des!iación
típica se sustitu-e por un $actor P# ue secalcula<
M Sc Ing. Oswaldo Rodríguez Salazar 01
8 K L.+, eK9N /KL.L+N
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 62/109
M Sc Ing. Oswaldo Rodríguez Salazar 0'

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 63/109
M Sc Ing. Oswaldo Rodríguez Salazar 0(
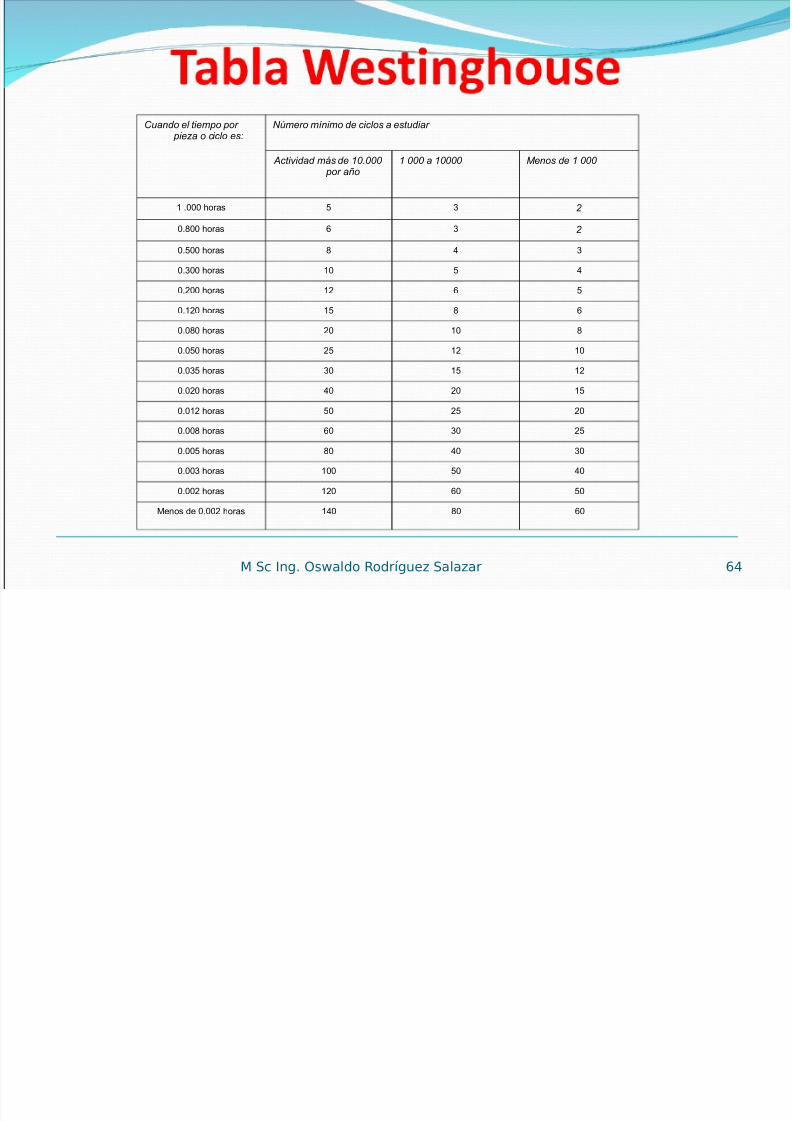
+. studio en el 1uesto deTrabajo :a tabla 3esting0ouse, !ue obtenida
emp#ricamente y da el n(mero deobservaciones necesarias en !unción dela duración del ciclo y del n(mero de
piezas que se !abrican al a<o. sta tabla sólo es de aplicación a
operaciones muy repetitivas, realizadaspor operarios muy especializados. n
caso de que 'stos no tengan laespecialización requerida, debermultiplicarse el n(mero de observacionesobtenidas por %.;.
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 64/109
M Sc Ing. Oswaldo Rodríguez Salazar 0)
Cuando el tiempo por pieza o ciclo es:
Número mínimo de ciclos a estudiar
Actividad más de 10.000 por año
1 000 a 10000 Menos de 1 000
1 .000 horas 5 3 2
0.800 horas 6 3 2
0.500 horas 8 4 3
0.300 horas 10 5 4
0.200 horas 12 6 5
0.120 horas 15 8 6
0.080 horas 20 10 8
0.050 horas 25 12 10
0.035 horas 30 15 12
0.020 horas 40 20 15
0.012 horas 50 25 20
0.008 horas 60 30 25
0.005 horas 80 40 30
0.003 horas 100 50 40
0.002 horas 120 60 50
Menos de 0.002 horas 140 80 60

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 65/109
Tabla 7eneral lectric
M Sc Ing. Oswaldo Rodríguez Salazar 0*
Tiempo de ciclo (minutos) Número de ciclos que cronometrar
0.10 200
0.25 100
0.50 60
0.5 40
1.00 30
2.00 20
4.00!5.00 15
5.00!10.00 10
10.00!20.00 8
20.00!40.00 5
M"s de 40.00 3

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 66/109
2. "nlisis de Datos,sta etapa del cronometraje comprende losc%lculos destinados a lograr el tiempo normal#obtener - aplicar las tolerancias# para
"nalmente establecer el tiempo est%ndar# apartir de la in$ormación registrada en lasetapas anteriores.
M Sc Ing. Oswaldo Rodríguez Salazar 00
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 67/109
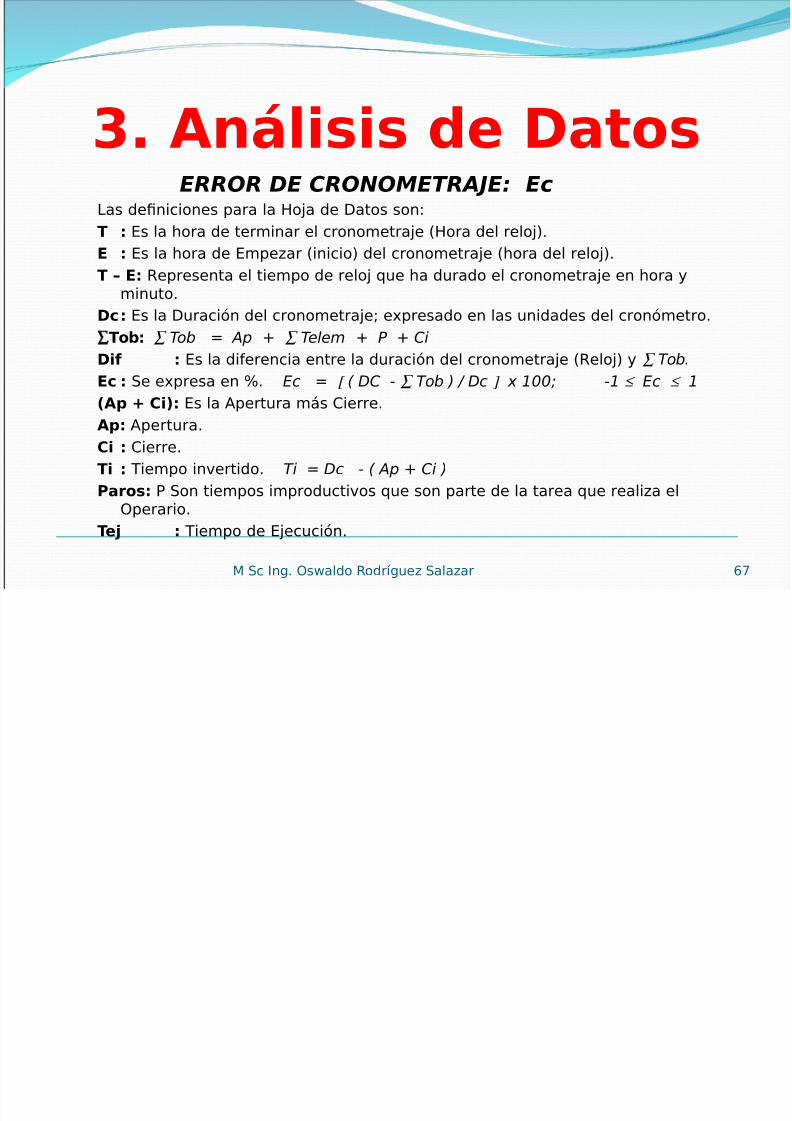
2. "nlisis de DatosERROR DE CRONOMETRAJE: EcLas de"niciones para la :oja de atos son<
T * ,s la 2ora de terminar el cronometraje 8:ora del reloj9.
* ,s la 2ora de ,mpezar 8inicio9 del cronometraje 82ora del reloj9.
T * Representa el tiempo de reloj ue 2a durado el cronometraje en 2ora -minuto.
Dc* ,s la uración del cronometrajeB e/presado en las unidades del cronómetro.
∑Tob* ∑ Tob = Ap + ∑ Telem + P + Ci
Di! * ,s la di$erencia entre la duración del cronometraje 8Reloj9 - ∑ Tob.
c * Se e/presa en H. Ec = [ ( DC - ∑ Tob ) / Dc ] x 100; -1 ≤ Ec ≤ 1
-"p P &i* ,s la =pertura m%s +ierre.
"p* =pertura.&i * +ierre.
Ti * ;iempo in!ertido. Ti = Dc - ( Ap + Ci )
1aros* Son tiempos improducti!os ue son parte de la tarea ue realiza elOperario.
Tej * ;iempo de ,jecución.
M Sc Ing. Oswaldo Rodríguez Salazar 03
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 68/109
2. "nlisis de Datos
". &B:&=:O D: T>M1O ?O/M": ,n la medición de un tiempo determinado
de !arias piezas an%logas producidas eniguales condiciones se obtienen resultadosligeramente distintos.
Ocurre lo mismo cuando con un
cronómetro medimos el tiempo deejecución de un elemento ue se repite!arias !eces en el transcurso de sutrabajo.
M Sc Ing. Oswaldo Rodríguez Salazar 04
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 69/109
M Sc Ing. Oswaldo Rodríguez Salazar 05
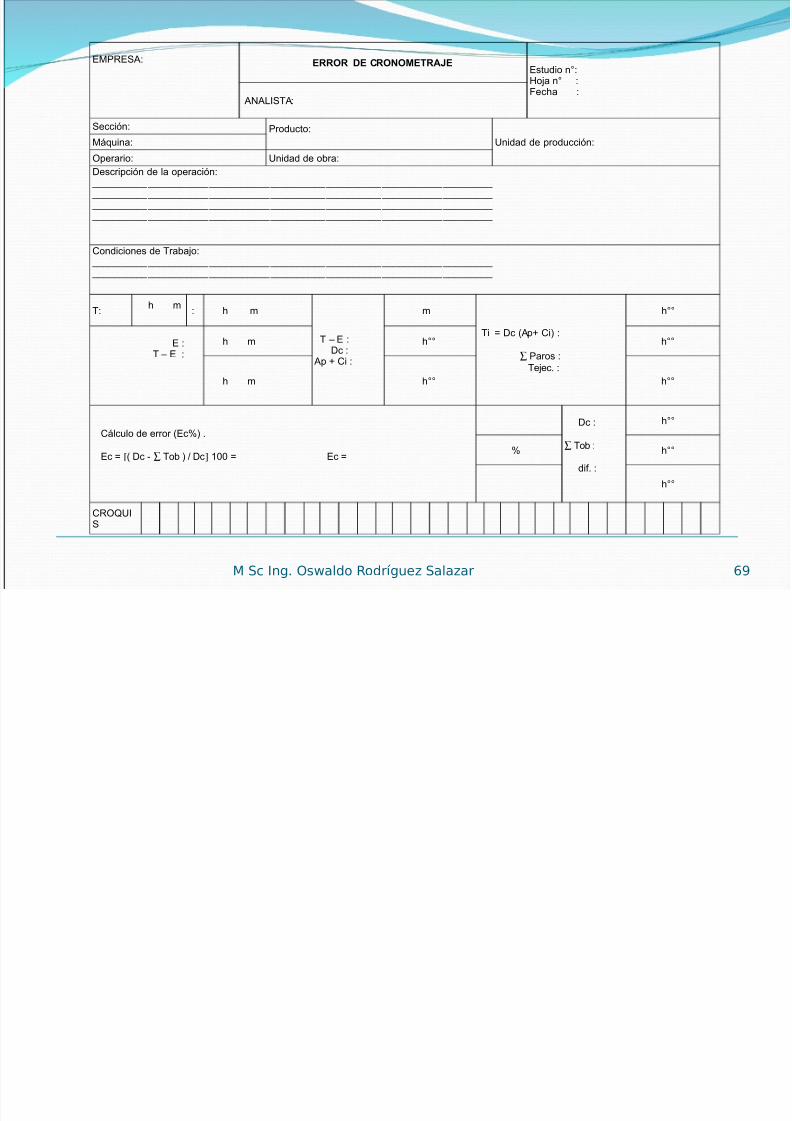
#M$%#&'( ERROR DE CRONOMETRAJE#studio n)(*o+a n) (,echa (
'-'/&T'(
&ección( $roducto(
nidad de producción(M"uina(
perario( nidad de obra(
escripción de la operación(
Condiciones de Traba+o(
T( h m
( h m
T # (c (
'p Ci (
m
Ti 7 c 'p Ci9 (
∑ $aros (
Te+ec. (
h))
# (
T # (
h m h)) h))
h m h)) h))
C"lculo de error #c:9 .
#c 7 [ c ! ∑ Tob 9 ; c] 100 7 #c 7
c (
∑ Tob (
di<. (
h))
: h))
h))
C%=/&
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 70/109
2. "nlisis de Datos
Recurrimos a la estadística para poderestabilizar los resultados# -a ue ellacuenta con recursos matem%ticosprecisamente orientados 2acia ese "n -consiste en tomar un n&mero abundantede datos ue nos dé su"ciente
in$ormación - elementos de juicio para2allar !alores medios - detectar losposibles errores.
M Sc Ing. Oswaldo Rodríguez Salazar 36

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 71/109
2. "nlisis de Datos
= continuación se presentan algunas de"nicionesue se deben conocer<Media "ritm'tica -M"* Suma de todos lo !alores
di!idido por el n&mero de ellos.Moda o )alor modal -M* ,s el !alor ue corresponde a
la ma-or $recuencia.
Tiempo ?ormal -T?* ,s el tiempo obser!ado a$ectadopor la acti!idad o $actor de !aloración.
5recuencia -5* ,s el n&mero de !eces ue unelemento se repite durante un periodo de obser!ación.
M Sc Ing. Oswaldo Rodríguez Salazar 31

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 72/109
2. "nlisis de DatosT'cnica del "nlisis
M'todo "nal#tico Directo &on el m'todo anal#tico directo, que es el m'todo es el ms e$acto,
se emplea normalmente cuando el n(mero de datos es muy peque<o.
Se procede uno a uno tomando los tiempos observados para elelemento que se analiza, se van escribiendo en la 0oja de anlisis enla columna encabezada por la actividad que les 0a sido apreciada.
!ectuado esto con todos los elementos, se suman los valores decada columna.
:as sumas obtenidas se reducen a la actividad normal y losresultados se suman entres si, luego la suma total se divide por eln(mero de valores que 0an apreciado del mismo elemento, de estamanera se obtiene la media aritm'tica de los datos a la actividadnormal.
M Sc Ing. Oswaldo Rodríguez Salazar 3'

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 73/109
2. "nlisis de Datos
8. DT/M>?"&>H? D TO:/"?&>"S OS=1:M?TOS
,l tiempo normal resulta ser representati!o de
lo ue un trabajador necesita para realizar unaoperación o tarea# pero es $%cil comprender ueese tiempo no podr% mantenerse a lo largo dela jornada# pues ine!itablemente ocurrir%n
retrasos debido a causas de índole personal odel medio en el cual se e$ect&a la labor.
M Sc Ing. Oswaldo Rodríguez Salazar 3(

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 74/109
2. "nlisis de Datos Ocurrir%n consultas al superior# satis$acción de
necesidades "siológicas# limpieza de manos#$atiga por e/cesi!o calor e iluminación de"ciente#
etc.# ue ir%n consumiendo tiempo ue noconsidera el tiempo normal.
,sta situación obliga a ue sea necesarioconceder un tiempo adicional denominado ;olerancia o Suplemento# el cual por su
característica especial se establece para undeterminado lugar - trabajo# ue permanecer%nconstantes mientras las condiciones e/istentes nose modi"uen.
M Sc Ing. Oswaldo Rodríguez Salazar 3)

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 75/109
2. "nlisis de Datos Se realiza la suplementación esencialmente
para conseguir ue la operación pueda serrealizada sin agotar al trabajador# -
generalmente se obtiene como porcentaje deltiempo normal.
M Sc Ing. Oswaldo Rodríguez Salazar 3*

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 76/109
2. "nlisis de Datos
&:"SS D S=1:M?TOSara una mejor determinación del suplemento# las causas
ue dan lugar a ello permiten di!idirlos en los cuatro grupossiguientes<
Suplementos por descanso - por necesidades personales.
Suplementos por car%cter del proceso.
Suplementos especiales.
Suplementos discrecionales.
,l primero# o sea los suplementos por descanso - pornecesidades personales 2a- ue a7adirlos a todos loselementos normales. Los otros se a7aden o no seg&n lascaracterísticas de cada elemento.
M Sc Ing. Oswaldo Rodríguez Salazar 30
2 "nlisis de Datos

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 77/109
2. "nlisis de Datos
S=1:M?TOS 1O/ DS&"?SO O 1O/ ?&S>D"DS1/SO?":S
s el margen de tiempo que se a<ade al tiempo normal -entanto por ciento, para proporcionar al trabajador laoportunidad de recuperarse de los e!ectos fsiológicos ypsicológicos causados por la ejecución de un trabajo espec#fcoen determinadas condiciones y para atender a sus necesidades
personales. :os suplementos por descanso pueden ser de dos clases* &O?ST"?TS* Se componen de dos suplementos, el primero
por necesidades personales y el segundo por !atiga bsica,destinado a recuperar las energ#as consumidas en laejecución de un trabajo y para aliviar la monoton#a. n elprimero contempla la satis!acción de necesidades
personales como lavarse, ir al ba<o o beber agua. )"/>"8:S* :as variables se asignan cuando las condicionesde trabajo diferen muc0o, por ejemplo, cuando lascondiciones ambientales son malas y no pueden mejorar,cuando aumentan el es!uerzo y la tensión para ejecutardeterminada tarea, etc., y son los siguientes*
M Sc Ing. Oswaldo Rodríguez Salazar 33
2 " li i d D t

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 78/109
2. "nlisis de Datos T/"8"O D 1>* Se concede este suplemento cuando es
indispensable ue un operario ejecute su trabajo de pieB sinembargo# siempre ue sea posible deber% proporcion%rseleasiento.
T/"8"O D 1OST=/" ?O/M":* Se consideran normales lasposturas de pie o sentado# teniendo a la altura de la cinturaapro/imadamenteB por lo tanto# otras posturas puedenconsiderarse anormales.
M":" >:=M>?"&>H?* Si la iluminación es in$erior - no esposible mejorarla# deber% asignarse un suplemento adicional ales$uerzo adicional necesario.
&O?D>&>O?S "TMOS5C/>&"S* ,n general# el cuerpo 2umanogenera calor# cu-o e/ceso se elimina gracias a la transpiración.La proporción en ue se e$ect&a esta pérdida de calor depende
de !arios $actores# los cuales pueden e!aluarse mediante eltermómetro 2&medo de ata.
&O?&?T/"&>H? >?T?S"* @atiga la !ista tener ue prestaruna concentración intensa al trabajo o al instrumento ue utiliza#como en trabajo de relojería o al inspeccionar tejidos.
M Sc Ing. Oswaldo Rodríguez Salazar 34

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 79/109
2. "nlisis de Datos /=>DOS* &ausan !atiga y tensión los ruidos !uertes
que se repiten a intervalos regulares, como los quese producen en las operaciones de remac0ado uotras.
T?S>H? M?T":* =na concentración prolongada,como cuando se trata de recordar un proceso largoy complicado puede ser causa de tensión mental,tambi'n puede e$istir tensión si el operario atiendevarias mquinas como en la industria te$til, ello leproduce una sensación de ansiedad.
MO?OTO?Q"* Suele ser el resultado del uso
reiterado de determinadas !acultades mentales,como en el clculo mental, por ejemplo. TD>O* s el cansancio que produce la repetición de
los mismos movimientos en diversas clases detrabajo.
M Sc Ing. Oswaldo Rodríguez Salazar 35
2 "nlisis de Datos

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 80/109
2. "nlisis de Datos
S=1:M?TOS 1O/ &"/"&T/>ST>&"S D: 1/O&SO Se llama as# al margen de tiempo que se concede para
compensar la inactividad !orzosa -y por consiguiente lamerma de ingresos del operario, debido a la naturalezamisma del proceso o de la operación que ejecuta. stainactividad puede presentarse por los siguientes motivos*
a&uando un operario atiende una sola mquina que!unciona automticamente durante el ciclo de trabajo.b&uando uno o ms operarios atienden varias mquinas
en condiciones anlogas a las del punto a.c &uando los operarios controlan el proceso y tienen por
misión principal observar la marc0a del mismo o de lasinstrucciones de actuar solamente si se producen ciertos
cambios en el !uncionamiento, el estado del proceso oen las indicaciones de los instrumentos.d&uando varios operarios !orman un grupo de trabajo en
mutua dependencia y es imposible nuclear las tareas decada uno de ellos, de suerte que algunos quedaninactivos durante alg(n periodo del ciclo de trabajo.
M Sc Ing. Oswaldo Rodríguez Salazar 46
2 " li i d D t

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 81/109
2. "nlisis de Datos
S=1:M?TOS S1&>":S ueden concederse suplementos especiales para acti!idades uenormalmente no $orma parte del ciclo de trabajo# pero ue sonesenciales para la buena ejecución del trabajo.
Se clasi"can en tres categorías generales<
aS=1:M?TOS 1O/ "&T>)>D"DS 1/>OD>&"S* Sonlos ue pre!én para los trabajos ue se realizan
periódicamente en una $abricación determinada# o cuandouna tarea concreta se e$ect&a durante un cierto periodo.+ubren las acti!idades preparatorias - secundarias ue seagrupan como sigue<
a9 Suplementos por acti!idades ejecutadas a inter!alosregulares o después de ejecutar cierto n&mero de ciclos.
b9 Suplementos por acti!idades ue se ejecutan solamenteuna !ez en el curso de un lote de producción o de unperiodo# sin tener en cuenta la importancia del mismo#ni la duración del trabajo.
M Sc Ing. Oswaldo Rodríguez Salazar 41

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 82/109
2. "nlisis de Datosb S=1:M?TOS 1O/ >?T//=1&>O?S D
MBF=>?"S< :a- interrupciones de m%uinas cuandoun operario atiende a una o m%s m%uinas - una o!arias de ellas se paran mientras el trabajador est%ocupado en otra. :a- interrupción cíclica si !arias
m%uinas se paran a inter!alos "jos. :a- interrupciones$ortuitas si !arias m%uinas se paran al azar. ,stossuplementos compensan al operario el tiempoimproducti!o de las m%uinas paradas por causa deestar atendiendo a otras.
c S=1:M?TOS 1O/ &O?T>?7?&>"S< ,ndeterminadas circunstancias# puede ser necesarioasignar un peue7o suplemento en pre!isión de ciertase!entualidades# ue se saben son ine!itables pero cu-a$recuencia ser% imposible o antieconómico estudiar.
4'M Sc Ing. Oswaldo Rodríguez Salazar
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 83/109
2. "nlisis de Datos&B:&=:O D: T>M1O STB?D"/ ,l tiempo est%ndar es auel ue
corresponde al ue por término medionecesita un operario medio para ejecutaruna tarea# trabajando a una !elocidadnorma# de acuerdo a un método
establecido - con las tolerancias osuplementos respecti!os.
M Sc Ing. Oswaldo Rodríguez Salazar 4(

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 84/109
2. "nlisis de DatosT>M1O ST"?D"/ :M?T":,s el tiempo necesario para ejecutar un elemento
de acuerdo al método establecido# mientras setrabaja a un ritmo normal - con tolerancia parareponerse de la $atiga# necesidades personales oretrasos ine!itables.
,s el tiempo normal m%s el porcentaje desuplementos asignados a cada elemento.
M Sc Ing. Oswaldo Rodríguez Salazar 4)

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 85/109
2. "nlisis de Datos ;I,MO ,S;=K=R , +I+LO O ;I,MO , +I+LO,s la sumatoria de los tiempos est%ndar
elementales con sus respecti!as $recuencias#correspondientes a un ciclo de trabajo#=nalíticamente se e/presa así<
Se e/presa en 2QQ.ara ma-or claridad se concept&an los términos
ue tiene relación con este punto.
M Sc Ing. Oswaldo Rodríguez Salazar 4*
MaquinaTiempol Tecnomanua
Tiempo Parada MaquinaTiempoCICLO ESTANDARTIEMPO
+
+=
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 86/109
2. "nlisis de Datos
&>&:O D T/"8"O,s el conjunto de elementos ue es preciso
se realicen sin !ariación sensible# cada !ez
ue se ejecuta una ?nidad de roducción.=?>D"D D 1/OD=&&>H?,s el patrón de medida de un material#
producto o tarea# e/presada en términos de
peso# !olumen o cantidad# com&nmenteutilizados por la $%brica - ue in!olucra alconjunto 2ombreEm%uina ->o euipodesignados para tal operación.
M Sc Ing. Oswaldo Rodríguez Salazar 40

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 87/109
2. "nlisis de Datos
D. &B:&=:O D /S=:T"DOSSe reuieren los siguientes resultados<1/OD=&&>H? STB?D"/
,s el n&mero de unidades de producción ue sedebe alcanzar# realizando las labores deacuerdo al método - especi"cacionesestablecidas# manteniendo el trabajador unaacti!idad normal - contando con los
suplementos correspondientes. =nalíticamente se e/presa así<
M Sc Ing. Oswaldo Rodríguez Salazar 43
CICLODETIEMPO006.0
PRODUCIDUNIDADESEFECTIVOTURNOESTÁNDAR PRODUCCIÓN
×
×

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 88/109
2. "nlisis de Datos5>&>?&>" D MBF=>?"
,s el porcentaje de tiempo de ciclo en ue lam%uina necesariamente realiza de manera
directa# trabajo &til para e$ectuar una unidad deproducciónB analíticamente se e/presa así<
onde< ;m tiempo m%uina. ;tm tiempo tecnomanual.
M Sc Ing. Oswaldo Rodríguez Salazar 44
10CICLODETIEMPO
TtmTm%EFICIENCIA ×

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 89/109
2. "nlisis de DatosS"T=/"&>H?,s el porcentaje de atención o de trabajo manual
ue debe realizar un trabajador para la ejecuciónde una unidad de producción. =nalíticamente see/presa así<
onde< ;mp ;iempo manual a m%uina parada. ;mm ;iempo manual a m%uina en marc2a. ;tm ;iempo tecno manual.
M Sc Ing. Oswaldo Rodríguez Salazar 45
10CICLODETIEMPO
TtmTmmTmp%SATURACIÓN ×
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 90/109
2. "nlisis de Datos&"/7" D T/"8"O D: &>&:O,s el porcentaje de tiempo del ciclo ue un
trabajador permanece ocupado realizando labores&tiles para la obtención de una unidad deproducción# es decir# la carga de trabajo del cicloes igual a la saturación# en los casos ue eltrabajador atiende solo una m%uina<
M Sc Ing. Oswaldo Rodríguez Salazar 56
SATURACIOCICLODELTRABAJOCARGA

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 91/109
2. "nlisis de Datos&"/7" D T/"8"O "&T=":,n general# es el porcentaje del tiempo de ciclo
ue un trabajador 2a permanecido ocupadorealizando labores &tiles# durante un determinadoperiodo de trabajo real o de $uncionamiento de lam%uina ->o euipoB se e/presa de la siguientemanera<
M Sc Ing. Oswaldo Rodríguez Salazar 51
Está!"# $!%&&'(P#
&'&)!*)T#"+",$!*""#-C")R*$!%&&'(P# ACTUALTRABAJODECARGA
×

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 92/109
2. "nlisis de Datos&"1"&>D"D D "T?&>H?,s el n&mero de m%uinas similares ue un
trabajador est% en capacidad de atender# seg&n
su carga de trabajo del ciclo. Se e/presa así<
M Sc Ing. Oswaldo Rodríguez Salazar 5'
C'&)!*)T#"+",$!*""#-C100
ATENCIÓNDECAPACIDAD

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 93/109
5(M Sc Ing. Oswaldo Rodríguez Salazar
/evisión de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 94/109
/evisión de
stndaresLos est%ndares de tiempo son $undamentalespara la operación de cualuier empresa demanu$actura o de negocios.
,l tiempo es el denominador com&n del uesurgen todos los elementos de costo.
Ing. Oswaldo Rodríguez Salazar 5)
8ases del 1lan de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 95/109
8ases del 1lan de
>ncentivos SalarialesLos métodos - tiempos estandarizados son las2erramientas b%sicas de medición para lasaplicaciones de incenti!os salariales.
Sin est%ndares euitati!os no tendr% é/ito unplan de incenti!os ue compense enproporción a la producción.
Ing. Oswaldo Rodríguez Salazar 5*5*
&omparación de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 96/109
&omparación de
M'todosado ue el tiempo es una medida com&npara todas las tareas# los est%ndares detiempo son una base para comparar los
distintos métodos para realizar el mismotrabajo.
ara tomar una decisión adecuada alcomparar ué método es mejor# los
analistas deben desarrollar un est%ndar detiempo para cada procedimiento - despuéscomparar los resultados.
Ing. Oswaldo Rodríguez Salazar 5050
=tilización !ectiva del

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 97/109
spacio,l tiempo es la base para determinar cu%ntos
euipos de cada tipo se necesitan.
La administración sólo puede 2acer el mejor
uso posible del espacio si conoce losreuerimientos e/actos para las instalaciones.
Ing. Oswaldo Rodríguez Salazar 5353
Determinación de la

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 98/109
Determinación de la
&apacidad de 1lanta=l usar los est%ndares de tiempo se puededeterminar la capacidad de m%uinas#departamentos - planta.
?na !ez ue se conocen las 2orasdisponibles de la instalación - el tiemporeuerido para producir una unidad de
producto# con c%lculos aritméticossencillos# se estima el potencial delproducto.
Ing. Oswaldo Rodríguez Salazar 5454
8ase para la &ompra de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 99/109
8ase para la &ompra de
?uevos quiposLos est%ndares también proporcionan lain$ormación necesaria para determinarcu%ntas instalaciones son necesarias - de
ué tipo para un !olumen de produccióndado.
Los est%ndares comparati!os precisos
también resaltan las !entajas de unainstalación respecto de sus competidores.
Ing. Oswaldo Rodríguez Salazar 55
5uerza de Trabajo contra
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 100/109
5uerza de Trabajo contra
Trabajo Disponible=l tener in$ormación completa sobre !olumende producción re uerido - tiempo necesariopara producir una unidad# el analista puede
determinar la $uerza de trabajo reuerida.
Ing. Oswaldo Rodríguez Salazar 166166
Mejoramiento del &ontrol
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 101/109
Mejoramiento del &ontrol
de la 1roducción,l control de la producción es la etapa deuna operación ue programa# determinarutas# acelera - da seguimiento a las
órdenes de producción# en un es$uerzo poreconomizar - satis$acer los reuerimientosde los clientes.
La $unción completa de control de la
producción se basa en determinar dónde -cu%ndo se puede realizar el trabajo.,sto no se puede lograr si una idea concreta
de Fcu%nto tiempoG.
Ing. Oswaldo Rodríguez Salazar 161
fciencia de la Mano de
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 102/109
fciencia de la Mano deObra
+on est%ndares de tiempo con"ables# no esnecesario ue una planta tenga un sistema depago de incenti!os para determinar -
controlar sus costos de mano de obra.La razón de los ingresos por 2ora de
producción entre las 2oras reloj# da lae"ciencia del departamento.
Ing. Oswaldo Rodríguez Salazar 16'16'M Sc Ing. Oswaldo Rodríguez Salazar

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 103/109
8ases de &osteo,l costeo de re"ere al procedimiento dedeterminar los costos con e/actitud antes de laproducción.
La ma-oría de contratos actuales se "rman conbase en un Fcosto "rmeG# ue signi"ca ue el$abricante debe predeterminar los costos deproducción# a "n de establecer un precio "rmecomo para tener utilidad.
=l tener est%ndares de tiempo en las operacionesde trabajo directo# los $abricantes pueden asignarun precio a los elementos ue integran el costoprimo del producto.
Ing. Oswaldo Rodríguez Salazar 16(16(M Sc Ing. Oswaldo Rodríguez Salazar
)igilancia y &ontrol de

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 104/109
)igilancia y &ontrol de
stndares de calidadLos est%ndares de tiempo obligan amantener los reuerimientos de calidad.
+omo los est%ndares de producción sebasan en la cantidad de piezas aceptablesproducidas en una unidad de tiempo -como no se reconoce el trabajo
de$ectuoso# e/iste un es$uerzo constante eintenso por parte de los trabajadores paraproducir sólo partes aceptables.
Ing. Oswaldo Rodríguez Salazar 16)16)
1roblemas de
7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 105/109
1roblemas de
"dministraciónLos est%ndares de tiempo !anacompa7ados de muc2as medidas decontrol# como programación# rutas# control
de materiales# presupuestos# pronósticos#planeación - costos est%ndar.
;ener control sobre pr%cticamente todas
las etapas de una empresa# incluso las deproducción# ingeniería# !entas - costos#minimiza los problemas de administración.
Ing. Oswaldo Rodríguez Salazar 16*16*

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 106/109
Servicio a &lientesLa e/periencia indica ue es m%s probableue las compa7ías ue 2an desarrolladoest%ndares justos basados en la medición#
cumplan con las $ec2as de entregaprogramadas para sus productos.,l uso de est%ndares de tiempo permite la
introducción de procedimientos de control
actualizado con !entajas para losconsumidores ue obtienen su mercancíacuando la necesitan o desean.
Ing. Oswaldo Rodríguez Salazar 160160

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 107/109
163M Sc Ing. Oswaldo Rodríguez Salazar

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 108/109
&o de "ctividades,$ectuar estudios de métodos de los puestos -operaciones e/istentes# a "n de implantarmétodos per$eccionados.
,$ectuar mediciones del trabajo - determinarnormas de tiempo.
,/aminar los pro-ectos ue inDu-an en el trabajode los operarios# - en particular preparar planosde la disposición de instalaciones - m%uinas en
caso de ampliación o reorganización.,$ectuar e!aluaciones de tipo ergonómico de los
puestos de trabajo.
Ing. Oswaldo Rodríguez Salazar 164164
& d " ti id d

7/26/2019 Cap.4 Medición Del Trabajo
http://slidepdf.com/reader/full/cap4-medicion-del-trabajo 109/109
&o de "ctividades
ise7ar sistemas de trabajo.
+ompilar estados de control para la dirección.
Idear e implantar sistemas de remuneraciónpor rendimiento.


















