CAPÍTULO 5 - Dr. Andrés López Velázquez | Recursos ... · Web viewEste parámetro se determina...
52
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio CAPÍTULO IV LUBRICACIÓN DE ELEMENTOS DE MÁQUINAS 4.1- INTRODUCCIÓN. La lubricación es una técnica tan antigua en la historia humana como la rueda y el eje. La efectiva lubricación depende de un conjunto de factores estrechamente relacionados, que definen en su conjunto la influencia del lubricante sobre la fricción y el desgaste de las superficies lubricadas. Entre estos factores aparecen: Las propiedades del lubricante y la variación de estas durante el proceso de explotación Estado y propiedades de las superficies y su variación durante el proceso de explotación El carácter de interacción de las superficies de contacto de los cuerpos sólidos y sus capas de óxidos Los parámetros del régimen de fricción (la carga, velocidad, temperatura y otros) En la actualidad el campo de acción de los aceites técnicos es muy extenso y cubre una amplia gama de aplicaciones. De modo general se reconocen tres grandes grupos de aceites: Aceites Industriales. Aceites de Transmisión. Aceites de Motores de Combustión Interna. 4.2- PROPIEDADES DE LOS ACEITES LUBRICANTES Las propiedades de los aceites se resumen en cuatro grandes grupos. Estas propiedades se establecen para controlar la calidad de los lubricantes y determinar su comportamiento ante una determinada aplicación. La adecuada consideración de cada una de estas propiedades, permite seleccionar adecuadamente el lubricante, que permita la eficiente protección y lubricación de los diferentes pares de rozamiento de los sistemas tribológicos. Propiedades Físicas : Peso específico(): se define como la relación entre el peso y el volumen de un aceite dado a una temperatura determinada. ; [ N/mm 3 ] (4.1) Peso específico relativo (gravedad específica)( ): Se define como la relación entre el peso específico del aceite y el peso específico del agua, a una temperatura dada, generalmente de 15.6 º C (60 º F) (4.2) 72
-
Upload
phungtuyen -
Category
Documents
-
view
212 -
download
0
Transcript of CAPÍTULO 5 - Dr. Andrés López Velázquez | Recursos ... · Web viewEste parámetro se determina...

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
CAPÍTULO IVLUBRICACIÓN DE ELEMENTOS DE MÁQUINAS
4.1- INTRODUCCIÓN.La lubricación es una técnica tan antigua en la historia humana como la rueda y el eje.
La efectiva lubricación depende de un conjunto de factores estrechamente relacionados, que definen en su conjunto la influencia del lubricante sobre la fricción y el desgaste de las superficies lubricadas. Entre estos factores aparecen: Las propiedades del lubricante y la variación de estas durante el proceso de explotación Estado y propiedades de las superficies y su variación durante el proceso de explotación El carácter de interacción de las superficies de contacto de los cuerpos sólidos y sus capas de óxidos Los parámetros del régimen de fricción (la carga, velocidad, temperatura y otros)
En la actualidad el campo de acción de los aceites técnicos es muy extenso y cubre una amplia gama de aplicaciones. De modo general se reconocen tres grandes grupos de aceites:
Aceites Industriales. Aceites de Transmisión. Aceites de Motores de Combustión Interna.
4.2- PROPIEDADES DE LOS ACEITES LUBRICANTESLas propiedades de los aceites se resumen en cuatro grandes grupos. Estas propiedades se establecen para controlar la calidad de los lubricantes y determinar su comportamiento ante una determinada aplicación. La adecuada consideración de cada una de estas propiedades, permite seleccionar adecuadamente el lubricante, que permita la eficiente protección y lubricación de los diferentes pares de rozamiento de los sistemas tribológicos.
Propiedades Físicas:
Peso específico(): se define como la relación entre el peso y el volumen de un aceite dado a una temperatura determinada.
; [ N/mm3] (4.1)
Peso específico relativo (gravedad específica)(): Se define como la relación entre el peso específico del aceite y el peso específico del agua, a una temperatura dada, generalmente de 15.6 ºC (60ºF)
(4.2)
Con el objetivo de facilitar el trabajo con los productos derivados del petróleo se relaciona la gravedad específica, con la gravedad en grados API (oAPI), lo cual se refleja en la siguiente ecuación:
(4.3)
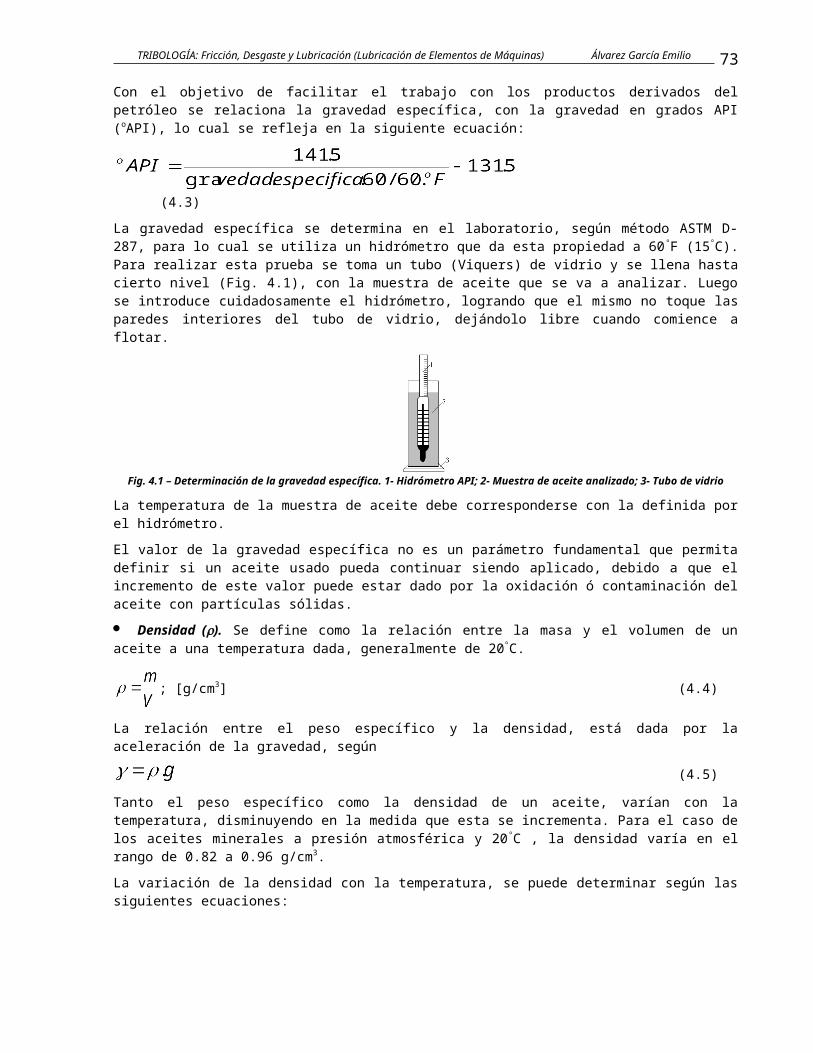
La gravedad específica se determina en el laboratorio, según método ASTM D-287, para lo cual se utiliza un hidrómetro que da esta propiedad a 60ºF (15ºC). Para realizar esta prueba se toma un tubo (Viquers) de vidrio y se llena hasta cierto nivel (Fig. 4.1), con la muestra de aceite que se va a analizar. Luego se introduce cuidadosamente el hidrómetro, logrando que el mismo no toque las paredes interiores del tubo de vidrio, dejándolo libre cuando comience a flotar.
72
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fig. 4.1 – Determinación de la gravedad específica. 1- Hidrómetro API; 2- Muestra de aceite analizado; 3- Tubo de vidrio
La temperatura de la muestra de aceite debe corresponderse con la definida por el hidrómetro.
El valor de la gravedad específica no es un parámetro fundamental que permita definir si un aceite usado pueda continuar siendo aplicado, debido a que el incremento de este valor puede estar dado por la oxidación ó contaminación del aceite con partículas sólidas.
Densidad (). Se define como la relación entre la masa y el volumen de un aceite a una temperatura dada, generalmente de 20ºC.
; [g/cm3] (4.4)
La relación entre el peso específico y la densidad, está dada por la aceleración de la gravedad, según
(4.5)
Tanto el peso específico como la densidad de un aceite, varían con la temperatura, disminuyendo en la medida que esta se incrementa. Para el caso de los aceites minerales a presión atmosférica y 20 ºC , la densidad varía en el rango de 0.82 a 0.96 g/cm3.
La variación de la densidad con la temperatura, se puede determinar según las siguientes ecuaciones:
; [g/cm3] (4.6)
La constante , tomará los siguientes valores según sea el caso:
= 6.6 .10-4 si 20 = 0.87 – 0.88
= 6.47.10-4 si 20 = 0.88 – 0.89
= 6.33.10-4 si 20 = 0.89 – 0.90
= 6.73.10-4 si 20 = 0.90 – 0.96
; [g/cm3] (4.7)
Viscosidad dinámica (). Es una de las propiedades más importantes de cualquier aceite, debido a que ella, en la mayoría de los casos, es la que determina la capacidad del lubricante para formar una película de aceite, que garantice la separación de las superficies de los cuerpos en contacto y con movimiento relativo, disminuyendo así, la fricción y el desgaste.
La viscosidad se puede definir como la resistencia a fluir, por lo que esta se puede considerar como una medida de su fricción interna. En la medida en que esta fricción interna sea menor, el aceite fluirá con mayor facilidad, lo que indica que la viscosidad será menor.
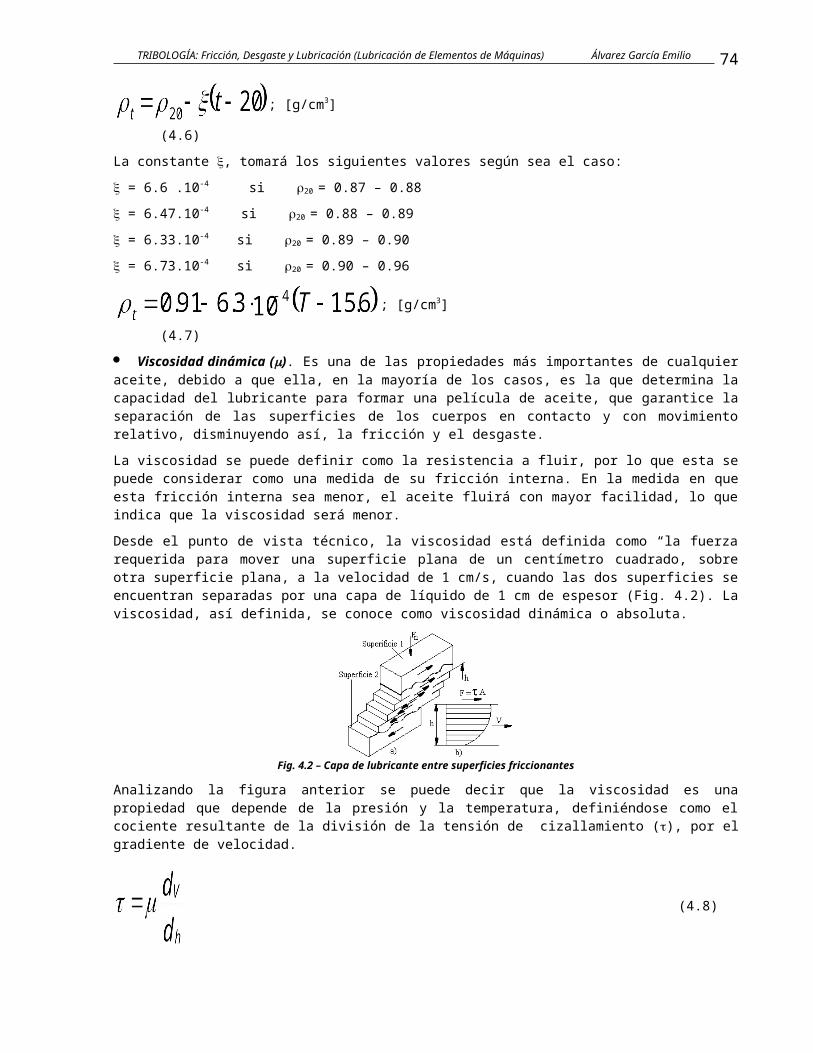
Desde el punto de vista técnico, la viscosidad está definida como “la fuerza requerida para mover una superficie plana de un centímetro cuadrado, sobre otra superficie plana, a la velocidad de 1 cm/s, cuando las dos superficies se encuentran separadas por una capa de líquido de 1 cm de espesor (Fig. 4.2). La viscosidad, así definida, se conoce como viscosidad dinámica o absoluta.
73
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fig. 4.2 – Capa de lubricante entre superficies friccionantes
Analizando la figura anterior se puede decir que la viscosidad es una propiedad que depende de la presión y la temperatura, definiéndose como el cociente resultante de la división de la tensión de cizallamiento (), por el gradiente de velocidad.
(4.8)
(4.9)
Sustituyendo la ecuación 5.8 en la 5.9 se tiene que:
(4.10)
Finalmente se obtiene que la viscosidad cinemática se determina por:
; [ N.S / m2 ] (4.11)
donde:
F – Fuerza de cizallamiento, [N]A – Area de la película lubricante sometida a cizallamiento, [m2]v – Velocidad lineal del elemento, [m/s]h – Espesor de la película lubricante, [m]
En el sistema métrico (CGS), la viscosidad dinámica se expresa en Poise, unidad que lleva este nombre en honor al físico francés Poiseville, quien experimentó con flujos en tubos capilares y que no es más que:
(4.12)
Sin embargo generalmente se trabaja con una unidad más pequeña, con la centésima parte del Poise o sea el centipoise (Cps). La razón es tan solo el orden de magnitud, ya que de esta manera los dígitos que se manejan son menores.
En el sistema internacional (SI), se define como:
74

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
En el sistema técnico de unidades (MKS)
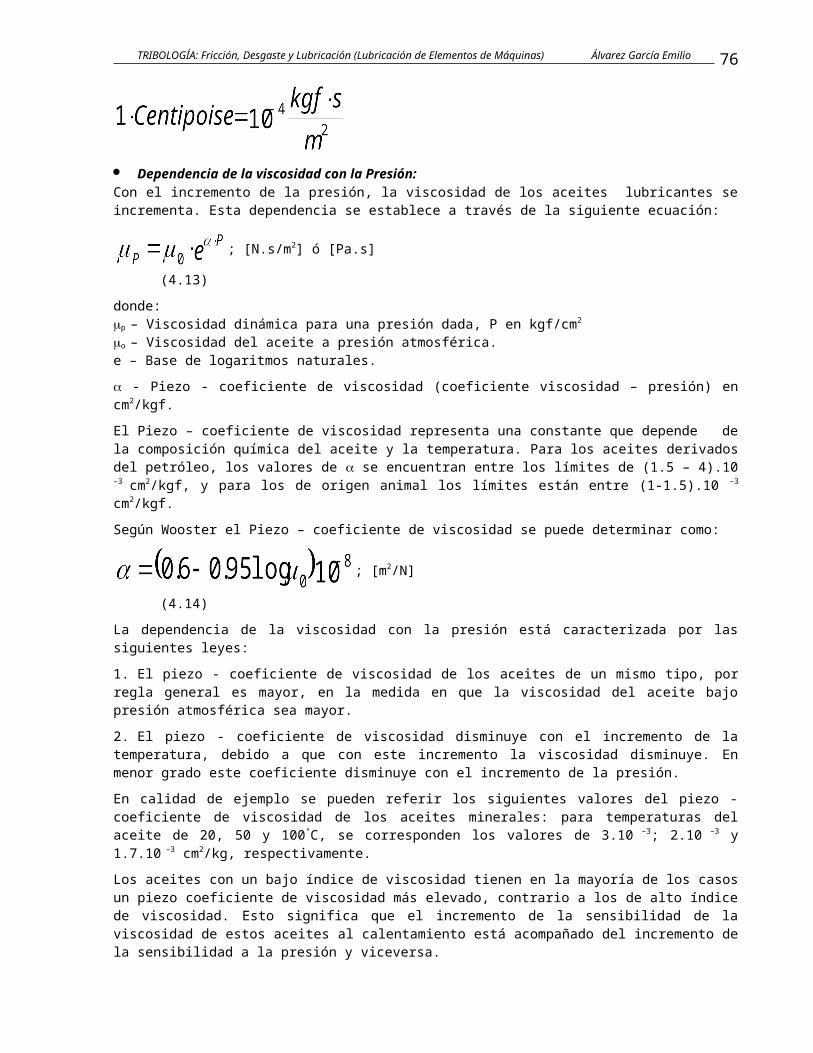
Dependencia de la viscosidad con la Presión:Con el incremento de la presión, la viscosidad de los aceites lubricantes se incrementa. Esta dependencia se establece a través de la siguiente ecuación:
; [N.s/m2] ó [Pa.s] (4.13)
donde:p – Viscosidad dinámica para una presión dada, P en kgf/cm2
o – Viscosidad del aceite a presión atmosférica.e – Base de logaritmos naturales.
- Piezo - coeficiente de viscosidad (coeficiente viscosidad – presión) en cm2/kgf.
El Piezo – coeficiente de viscosidad representa una constante que depende de la composición química del aceite y la temperatura. Para los aceites derivados del petróleo, los valores de se encuentran entre los límites de (1.5 – 4).10 –3 cm2/kgf, y para los de origen animal los límites están entre (1-1.5).10 –3
cm2/kgf.
Según Wooster el Piezo – coeficiente de viscosidad se puede determinar como:
; [m2/N]
(4.14)
La dependencia de la viscosidad con la presión está caracterizada por las siguientes leyes:
1. El piezo - coeficiente de viscosidad de los aceites de un mismo tipo, por regla general es mayor, en la medida en que la viscosidad del aceite bajo presión atmosférica sea mayor.
2. El piezo - coeficiente de viscosidad disminuye con el incremento de la temperatura, debido a que con este incremento la viscosidad disminuye. En menor grado este coeficiente disminuye con el incremento de la presión.
En calidad de ejemplo se pueden referir los siguientes valores del piezo - coeficiente de viscosidad de los aceites minerales: para temperaturas del aceite de 20, 50 y 100ºC, se corresponden los valores de 3.10 –3; 2.10 –3 y 1.7.10 –3 cm2/kg, respectivamente.
Los aceites con un bajo índice de viscosidad tienen en la mayoría de los casos un piezo coeficiente de viscosidad más elevado, contrario a los de alto índice de viscosidad. Esto significa que el incremento de la sensibilidad de la viscosidad de estos aceites al calentamiento está acompañado del incremento de la sensibilidad a la presión y viceversa.
En la figura 4.3 se muestran las curvas que caracterizan la dependencia de la viscosidad con la presión, para diferentes tipos de aceites.
75
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fig.4.3 – Efecto de la presión sobre la viscosidad relativa (p/0) de diferentes aceites. Las líneas discontinuas representa viscosidad a 100 C y las discontinuas a 20 C, la discontinua 3 a 38C y la 5 a 24 C. 1- Aceite de motor MS 20; 2-Aceite
husillo; 3- Aceite nafténico 0 =16 Cps a 100 C; 4 – Aceite parafínico 0 =2.8 Cps a 100 C; 5 – Aceite polisiloxano 0 =13 Cps a 24 C; 6 – Aceite ricino(castor) 0 =20 Cps a 100 C.
Para presiones considerablemente altas, la viscosidad puede incrementarse tanto, que el aceite pierde su propiedad de fluidez y se transforma en un cuerpo semisólido.
La influencia de la presión sobre la viscosidad, no se considera hasta presiones de 3.5 MPa, debido a que esta es compensada con el incremento de la temperatura en 100C. Para presiones de 30 MPa, la viscosidad se duplica y para presiones iguales a 100 MPa, la viscosidad se incrementa 10 veces. En la práctica para altas temperaturas la influencia de la presión resulta despreciable.
La determinación de la viscosidad dinámica o absoluta requiere mediciones complejas y elaboradas. Es por ello que para fines prácticos, en el laboratorio es mucho más sencilla la medición de la viscosidad cinemática.
Viscosidad cinemática (): Es la relación de la viscosidad dinámica de un aceite y su peso específico a la temperatura a la cual se determina la viscosidad. Esto puede realizarse utilizando el método ASTM D88 y/o ASTM D-445.
(4.15)
La unidad de la viscosidad cinemática es el stoke, pero a conveniencia y por las mismas razones referidas para la viscosidad dinámica, usualmente se trabaja con el centistoke.
De esta manera la viscosidad en centistoke multiplicada por el peso específico del aceite a la temperatura de la prueba nos da la viscosidad dinámica en centipoise a esa temperatura.
(centipoise) (4.16)
donde: - en mm2/sdebido a que 1 cSt = 1 mm2/s en gr/cm3 - densidad del aceite.
Con el tiempo se han desarrollado varios métodos para la determinación de la viscosidad cinemática y del mismo modo se han ideados diferentes sistemas de clasificación de los aceites según su viscosidad.
Cualquiera que sea el método empleado el principio de medición es el mismo: se determina el tiempo que se demora en fluir un volumen determinado del líquido, al cual se le desea medir la viscosidad. Para tales fines se emplea un viscosímetro cinemático, tal como se muestra en la figura 4.4. Se introduce un determinado volumen de aceite en el tubo capilar, permitiéndose luego, que descienda por la acción de la gravedad, midiendo el tiempo que demora, el nivel de aceite, en pasar entre dos marcas del tubo capilar. Este tiempo, expresado en segundos, se multiplica por la constante del tubo capilar y se obtiene la viscosidad cinemática en mm2/ s. Para esta prueba el viscosímetro, se sumerge en un baño de aceite o agua, controlando la temperatura a la cual se desea determinar la viscosidad.
76

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fig. 4.4 – Viscosímetro cinemático Fig. 4.5 – Viscosímetro Engler.
Existen otros métodos de medición de la viscosidad cinemática, a través de diferentes tipos de viscosímetros, como el viscosímetro Saybolt, utilizado en los Estados Unidos hasta no hace mucho, y el Redwood usado en Gran Bretaña. Estos consisten esencialmente, en un recipiente para el aceite con un orificio calibrado en el fondo, a través del cual fluye este. La viscosidad se determina midiendo el tiempo, en segundos, que demora cierto volumen de aceite en fluir a través del orificio hacia un recipiente graduado que se encuentra debajo. Estas viscosidades se expresan en segundo Saybolt Universal o en segundo Redwood N0 1 y N0 2 (Fig. 4.7).
Fig. 4.7 – Viscosímetros Saybolt (a) y Redwood (b).
En Alemania y en el resto de Europa se utilizó ampliamente el viscosímetro Engler (Fig.4.7). La diferencia de este, con los ya mencionados, consiste en que lo que se determina es la relación entre el tiempo que tarda en fluir un cierto volumen de aceite y el tiempo que tarda en fluir un volumen similar de agua, siendo expresada la viscosidad en grados Engler (0E).En el caso de los aceites, la viscosidad cinemática se determina a 400C y 1000C. En el caso del viscosímetro Saybolt, generalmente se trabaja a 1000C, mientras que los grados Engler, se determinan a 200C y 500C.
Variación de la viscosidad con la temperatura.Esta relación puede ser determinada, de forma aproximada, por la siguiente ecuación:
(4.17)
t – Viscosidad a la temperatura deseada.
40 – Viscosidad a 400C.
Los valores exactos de la viscosidad para una temperatura dada, se deben determinar a nivel de laboratorio y los resultados se acostumbran a dar en una gráfica con escala logarítmica.
Indice de Viscosidad. Como se ha visto anteriormente, la viscosidad de los aceites varía en dependencia de la temperatura. Para conocer el comportamiento de esta variación, se desarrolló el parámetro empírico conocido como Indice de Viscosidad (I.V.). Este parámetro se determina según lo establecido en la norma ASTM D-2270.
Para determinar el Indice de viscosidad, se tomaron dos aceites patrones, uno con gran variación de la viscosidad con la temperatura, fundamentalmente de naturaleza asfáltica y se le asignó IV = 0 y otro con muy poca variación de la viscosidad con la temperatura, de naturaleza parafínica y se le asignó IV = 10, determinándose en ambos casos la viscosidad a 400C y 1000C. Debe aclararse que la viscosidad de ambos aceites patrones es la misma a los 1000C de temperatura. (Fig. 4.8).
77
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fig. 4.8 – Variación de la viscosidad con la temperatura en aceites con diferentes índice de viscosidad.
donde:A – Viscosidad de los aceites a 1000C.H – Viscosidad a 400C del aceite cuyo IV = 100.L - Viscosidad a 400C del aceite cuyo IV = 0U - Viscosidad a 400C del aceite cuyo IV se desconoce.Para conocer el Indice de viscosidad se tiene que:
% (4.18)
En la tabla 5.3 se ofrecen los valores de L, U, H, y A, en segundo Saybolt Universal (S.S.U), según ASTM D-2270.
Los aceites pueden clasificarse en dependencia del valor del Indice de viscosidad en:
Aceites de Bajo Indice de Viscosidad I.V 60 Aceites de Mediano Indice de Viscosidad 60 I.V 80 Aceites de Alto Indice de Viscosidad I.V 80
Los aceites de alto Indice de viscosidad, presentan poca variación de esta , ante los cambios de temperatura. En la actualidad un alto número de aceites lubricantes, poseen un I.V superior a 100.
En resumen se pude decir que: La viscosidad es una medida de la resistencia a fluir de un líquido. En la actualidad, para aceites lubricantes la unidad más comúnmente utilizada para expresar la viscosidad es el centistoke y las temperaturas de referencias más usuales corresponden a 40 C y 100 C. El índice de viscosidad indica la forma en la cual la viscosidad varia con respecto a la temperatura Aceites de altos índices de viscosidad al ser sometidos a cambios de temperaturas experimentan una variación menor de la viscosidad que los aceites con índices de viscosidades menores. Sistemas de clasificación de las viscosidades. De igual modo como a través del tiempo se desarrollaron e idearon distintos métodos para la determinación de la viscosidad, paralelamente se fueron creando diversas formas de clasificación de los aceites según sus viscosidad.
En este apartado se tratará lo referente a las más comunes clasificaciones en uso hoy en día, así como también la relación que existe entre ellas.
Con el afán de crear un lenguaje común entre los fabricantes de equipos, los suministradores y los usuarios, para designar y seleccionar los lubricantes industriales, hizo que los institutos de normalización de varios países miembros de la ISO (International Organization for standarization), a partir de un esfuerzo conjunto, desarrollaran la clasificación ISO de viscosidades para aceites industriales identificada como ISO 3448, efectiva a partir de Enero de 1978.
Esta norma está basada en las siguientes cuestiones generales: Se establecen 18 grados de viscosidad, comprendidos entre 2 y 1500. Esto cubre el intervalo entre aceites de mínima viscosidad hasta los de máximas viscosidad, en lo que a productos líquidos del petróleo se refiere.
Cada grado de viscosidad se designa por el número entero más cercano a su viscosidad cinemática media, expresada en centistoke a 40 oC, con una variación permitida de 10% de este valor.
La clasificación de las viscosidades para los aceites industriales se muestra en la tabla 4.1.Tabla 4.1 – Clasificación de la viscosidad según ISO para aceites industriales.
Grado deViscosidad
Viscosidad cinemática media, cSt a 40 oC
Límites de viscosidad cinemática, cSt a 40 oC
ISO VG 2 2.2 1.98 2.42ISO VG 3 3.2 2.88 3.52ISO VG 5 4.6 4.14 5.06ISO VG 7 6.8 6.12 7.48ISO VG 10 10.6 9.0 11.0ISO VG 15 15.0 13.5 16.50ISO VG 22 22.0 19.8 24.20ISO VG 32 32.0 28.8 35.20
78

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
ISO VG 46 46.0 41.4 50.60ISO VG 68 68.0 61.2 74.80ISO VG 100 100.0 90.0 110.0ISO VG 150 150.0 135.0 165.0ISO VG 220 220.0 198.0 242.0ISO VG 320 320.0 288.0 352.0ISO VG 460 460.0 414.0 506.0ISO VG 680 680.0 612.0 748.0ISO VG 1000 1000.0 900.0 1100.0ISO VG 1500 1500.0 1350.0 1650.0
Es importante, sin en embargo, destacar que esta clasificación proporciona información solamente sobre la viscosidad del lubricante a la temperatura de 40oC. No contempla ni define características de calidad, comportamiento, aplicación o comportamiento relacionado con el lubricante.
Desde el año 1911, la Sociedad de Ingenieros Automotrices de Los Estados Unidos, SAE ha establecido distintas clasificaciones de viscosidad de los aceites para motores, destinadas a usadas por los fabricantes de vehículos en el momento de determinar los grados de viscosidad a ser recomendados en sus motores y en por los fabricantes de lubricantes en la formulación e identificación de sus productos.
La última revisión de esta clasificación de viscosidad a ser recomendados en sus motores está vigente desde Marzo de 1982 y puede observarse en la tabla 4.2.
Tabla 4.2 – Clasificación de la viscosidad para aceites de Motor SAE J300 Junio 1989.
Viscosidad Grado SAE
Límites de viscosidad cinemática, cSt a 40 oC
Límites de viscosidad cinemática, cSt a 100 oC Temperatura límite de
bombeo, oCMínima Máxima Mínima Máxima
0W 19.0 3.8 - -355W 21.0 3.8 - -3010W 26.0 4.1 - -2515W 42.0 5.6 - -2020W 50.0 5.6 - -1525W 110.0 9.3 - -1010 46.0 50.0 5.6 6.920 55.0 60.0 5.6 < 9.330 109.0 113.0 9.3 < 12.540 140.6 189.0 12.5 < 16.550 192.4 267.0 16.3 < 21.960 21.9 < 26.1
En la tabla anterior se definen dos grupos de viscosidades: Aquellos que están seguidos por la letra W- primera letra de la invierno, en inglés Winter y aquellos que no contienen esa letra – estos son los que se emplean en verano. Los aceites acompañados de la letra W tienen la característica de que a bajas temperaturas no incrementan su viscosidad, sino que permanecen delgados, garantizando de esta manera la adecuada lubricación del motor. Los aceites unígrados se caracterizan por que solo tienen un grado de viscosidad (Tabla 4.2).
Los aceites multígrados se caracterizan porque poseen un alto índice de viscosidad, lo cual posibilita que el aceite pueda ser recomendado para cubrir varios grados SAE de viscosidad. En la tabla 4.3 se dan las características fundamentales de los aceites multígrados para motores de combustión interna.
Tabla 4.3 – Clasificación de los aceites multígrados.
Viscosidad Grado SAE
Límites de viscosidad cinemática, cSt a 40 oC
Límites de viscosidad cinemática, cSt a 100 oC
Mínima Máxima Mínima Máxima5W40 100 120 16.3 19.710W30 60 70 9.3 13.715W40 90 110 13.7 16.315W50 120 130 16.3 19.720W20 61 69 5.6 9.320W30 90 110 9.3 13.720W40 120 130 13.7 16.3
De la misma forma que para los aceites destinados a la lubricación de motores, la Sociedad de Ingenieros Automotrices SAE (Society of Automotive Engineers) de Los Estados Unidos ha desarrollado una clasificación y designación de los aceites destinados a la lubricación de engranajes automotrices
79

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
tales como los utilizados en las cajas de cambio de velocidades manuales o el diferencial, es decir, la clasificación de viscosidades SAE J306B. Dicha clasificación se detalla en la tabla 4.4
Tabla 4.4 – Clasificación de la viscosidad para aceites de engranajes automotrices SAE J306B.
Viscosidad Grado SAE
Límites de viscosidad cinemática, cSt a 40 oC
Límites de viscosidad cinemática, cSt a 100 oC
Mínima Máxima Mínima Máxima75W 20 22 4.1 4.480W 65 70 7.0 9.485W 120 130 11.0 13.080 75 80 8.6 11.390 200 220 13.5 24.0140 420 440 24.0 41.0250 1200 1400 41.0 60.080W90 120 130 14.0 15.085W90 185 200 16.5 17.085W140 300 320 24.1 26.0
Se observan 10 grados de viscosidad. Para los 3 primeros, 75W, 80W, 85W al igual que en el caso de los aceites de motores se establecen requisitos de viscosidad a bajas y altas temperaturas, mientras que para los grados 90, 140 y 250, solo existen requisitos a altas temperaturas.
También en este caso es posible formular aceites que cumplan con los límites a bajas temperaturas impuestos por un grado W y a alta temperatura impuesto por otro grado a 100oC. Así es posible hablar de aceites, por ejemplo de un grado de viscosidad SAE 85W/140 ó SAE 80W/90. Estos aceites se conocen como aceites multígrados.
4.3 - ADITIVOS LUBRICANTESLos aditivos se incorporan a los aceites en muy diversas proporciones, desde partes por millón, hasta el 20% en peso de algunos aceites de motor. Cada aditivo tiene una o varias misiones que cumplir clasificándose al respecto como uni o multifuncionales.
Fundamentalmente los aditivos persiguen los siguientes objetivos:1- Limitar el deterioro del lubricante a causa de fenómenos químicos ocasionados por razón de su entorno o actividad.2- Proteger a la superficie lubricada de la agresión de ciertos contaminantes.3- Mejorar las propiedades físico-químicas del lubricante o proporcionarle otras nuevas.
Los aditivos deben poseer las características siguientes:- Buena solubilidad con los aceites minerales básicos tanto a elevadas temperaturas como a bajas.- Estabilidad durante el almacenamiento.- Ausencia de influencias antagónicas sobre las propiedades del aceite no relacionadas con la acción funcional del aditivo añadido.
Los aditivos se dividen de acuerdo a la función que deben cumplir en el lubricante en:
Detergentes - dispersantesDurante el funcionamiento de los motores de combustión interna, turbinas de gas y otras máquinas, se pueden producir producto de la oxidación o de la combustión, que al depositarse sobre las partes mecánicas producen efectos indeseables. La función de estos aditivos es mantener en estado de suspensión las materias sólidas y semisólidas que se producen en el aceite o que llegan a él evitando que estas se depositen en las diferentes partes de la máquina, además que las fraccionan en partículas pequeñísimas dispersándolas por toda la masa del aceite. Esta afinidad del aditivo con los productos oleoinsolubles indeseados se explica por la atracción eléctrica ya que ambos están cargados con una y otra carga eléctrica.
Antioxidantes - AnticorrosivosEstos tipos de aditivos generalmente se estudian en conjunto porque ellos tienen propiedades bifuncionales es decir que un mismo aditivo puede influir grandemente en ambas propiedades. Pueden actuar de dos formas, frenando las reacciones que dan lugar a la oxidación durante el período de inducción, o destruir los peróxidos formados y formando una película protectora sobre las superficies metálicas que inhiben el efecto corrosivo. Estos aditivos son de gran importancia ya que en sentido
80
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
general es la oxidación el factor que tiene mayor influencia en la alteración de las propiedades del aceite, aumentando su viscosidad y formando productos solubles e insolubles en él .
AntiherrumbresLa formación de herrumbres en los sistemas de circulación de aceites lubricantes se debe, normalmente, al agua de la atmósfera, a las fugas de vapor de agua (turbinas), a la acción de productos ácidos derivados de la oxidación del combustible y del aceite o a los ácidos halogenados formados en los combustibles con tetraetilo de plomo. Los aditivos antiherrumbre son compuestos polares que desplazan la humedad que puede estar presente sobre las superficies metálicas y forman una película protectora gracias a los fenómenos de absorción que hacen que sus moléculas queden fuertemente ligadas al metal separándose del aceite que actúa de barrera contra la humedad.
AntiespumantesEn aquellas máquinas que trabajan con sistemas de lubricación por batimiento o salpicadura, algunos motores de combustión interna, mecanismos que trabajan con sistemas de circulación con bombas y otros, existe una marcada tendencia a la formación de espuma en el aceite. Esto trae como consecuencia una disminución del gasto real de lubricantes y una perdida excesiva del aceite. Los aditivos antiespumantes actúan disminuyendo la estabilidad de la espuma. Son componentes químicos que se mantienen en suspención en el aceite, disminuyendo la tensión interfacial del mismo, de forma tal que las burbujas se rompen al comienzo de su formación.
EmulsionantesEstos se emplean en los aceites que se destinan en la lubricación de maquinaria expuesta al agua, como maquinas de cubierta en barcos y algunos émbolos mecánicos de máquinas de vapor saturado, pues se forma una emulsión perfecta con esta, evitando que el aceite sea desplazado o lavado con los órganos a lubricar. Estos aditivos mejoran la estabilidad de las emulsiones al descender la tensión interfacial del sistema y proteger las gotas de agua por una película interfacial. Estas emulsiones estables son generalmente indeseables para cualquier otro mecanismo por lo que el uso de este aditivo debe estar bien justificado.
Depresores del punto de congelaciónPara obtener aceites de bajo punto de congelación, estos se someten a un proceso de eliminación parcial de las parafinas que son las responsables de la pérdida de fluidez del aceite. Con este proceso se logran temperaturas de alrededor de 15ºC, luego con la utilización de aditivos se mejora esta propiedad hasta alcanzar temperaturas de -25ºC a -30ºC. Los aditivos rebajadores del punto de congelación son sustancias que se absorben fácilmente en la superficie de los cristales de parafina, cubriendo la mayor parte del núcleo en formación y evitando así el crecimiento de grandes cristales o agregados a bajas temperaturas. Estos agentes conservan su actividad durante toda la vida del aceite.
Mejoradores del índice de viscosidadEstos aditivos tienen como función principal limitar las variaciones de la viscosidad de los aceites con la temperatura. Son generalmente compuestos químicos cuyo peso molecular es 20 a 30 veces mayor que el de los aceites bases. Su acción se traduce en un espesamiento general del aceite más pronunciado a temperaturas elevadas que trae consigo un aumento del índice de viscosidad. Estos aditivos no modifican las propiedades intrínsecas del aceite tales como la estabilidad térmica y química, siendo compatibles con otro aditivo.
Aditivos de untuosidadEl empleo de estas sustancias tiene como resultado que el aceite se adhiera con más fuerza a las superficies metálicas. Se utilizan ácidos animales y vegetales, que son compuestos de una alta polaridad, los cuales permiten en condiciones de lubricación límite, disponer sus moléculas adheridas a la superficie metálica mediante fuerzas de tipo electrostático e incluso químicas protegiéndolas cuando existen fuertes cargas o presiones en superficies metálicas que se deslizan entre sí. Se utilizan en lubricación de guías, trenes de laminación y en ciertos tipos de engranajes.
Aditivos de extrema presiónEn ciertos casos existen condiciones de trabajo (temperaturas elevadas, altas presiones y velocidades de deslizamiento) conocidas como condiciones extremas de funcionamiento donde ningún aceite mineral, ni aditivo de untuosidad es capaz de mantener una película de lubricante entre las superficies metálicas. Estas condiciones se dan en los engranajes hipoides utilizados en los automóviles, sistemas de levas de algunas máquinas, husillos que trasmiten gran potencia a alta velocidad, en la extrusión y corte de
81

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
metales, estirado de alambre y otros. Los aditivos de extrema presión reaccionan químicamente en las superficies metálicas formando sales (sulfuros, fosfuros, cloruros, etc.) las cuales revisten las superficies en contacto separándolas.
Mejoradores del régimen de fricciónSon aquellos que se añaden a los aceites básicos para prevenir el agarrotamiento, la reducción del desgaste y la fricción entre las superficies, o sea mejorar la capacidad de lubricidad de los aceites.
4.4 – REGÍMENES DE LUBRICACIÓN.El efecto de la capacidad lubricante del aceite durante la fricción, se define por diferentes mecanismos, fundamentados sobre la base de dos tipos de efectos: 1 – Volumétrico y 2 - Superficial.
Los efectos volumétricos garantizan la fricción fluida y los mismos se definen por las propiedades físicas de los aceites: Densidad; Viscosidad; Indice de viscosidad; Oleosidad.
Los efectos superficiales, garantizan la lubricación límite y se definen por las propiedades físico – químicas y químicas de los aceites, es decir, su capacidad de absorción sobre la superficie y de desprenderse de esta a través de reacciones químicas.
De este modo la capacidad lubricante de los aceites se define ó se fundamenta en los siguientes efectos:
Durante la Lubricación Fluida. Efectos de Viscosidad. Hidrodinámico. Hidrostático.
Efecto Viscoelástico.
Durante la Lubricación Mixta. Efecto de absorción Efecto de reacción química con las superficies de fricción. Absorción de las capas de óxido. Formación de una capa con los elementos activos de los aditivos.
Durante la lubricación de los elementos de máquinas se pueden distinguir diferentes regímenes de lubricación en dependencia de : la carga normal a las superficies, la velocidad de deslizamiento entre los cuerpos, la microgeometría superficial, las propiedades de los lubricantes utilizados y la forma geométrica de los cuerpos en contacto.
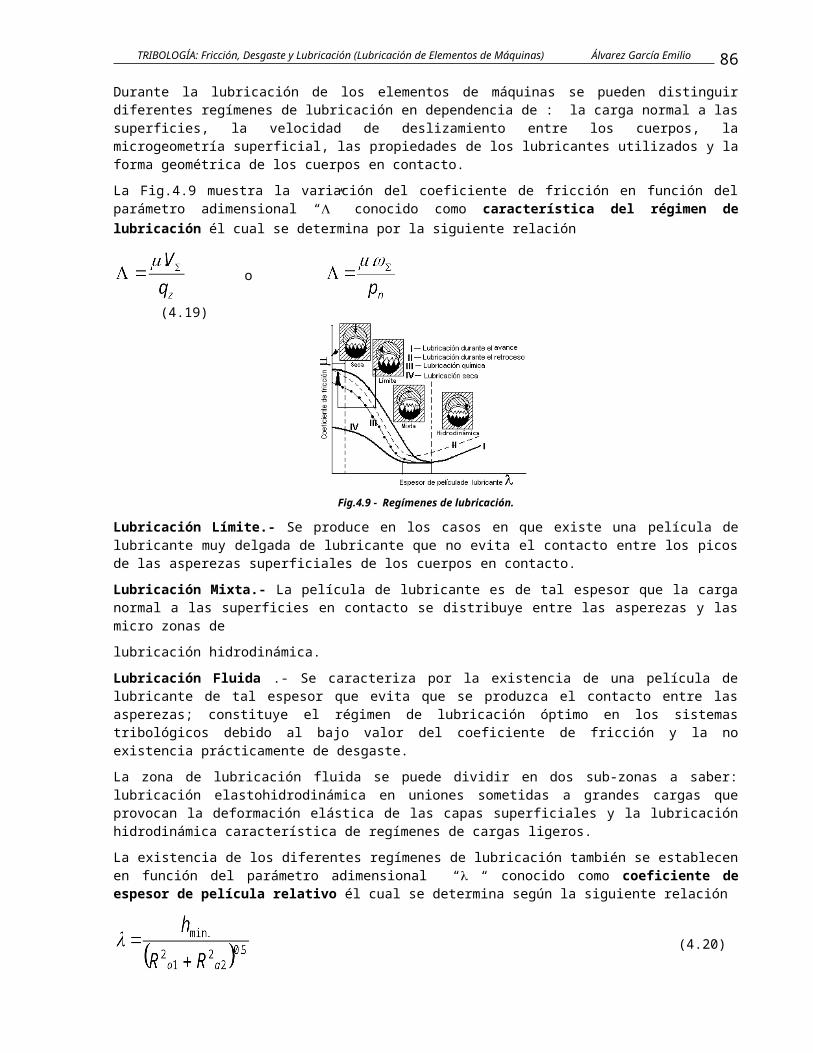
La Fig.4.9 muestra la variación del coeficiente de fricción en función del parámetro adimensional “” conocido como característica del régimen de lubricación él cual se determina por la siguiente relación
o (4.19)
Fig.4.9 - Regímenes de lubricación.
Lubricación Límite.- Se produce en los casos en que existe una película de lubricante muy delgada de lubricante que no evita el contacto entre los picos de las asperezas superficiales de los cuerpos en contacto.
82
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Lubricación Mixta.- La película de lubricante es de tal espesor que la carga normal a las superficies en contacto se distribuye entre las asperezas y las micro zonas de
lubricación hidrodinámica.
Lubricación Fluida .- Se caracteriza por la existencia de una película de lubricante de tal espesor que evita que se produzca el contacto entre las asperezas; constituye el régimen de lubricación óptimo en los sistemas tribológicos debido al bajo valor del coeficiente de fricción y la no existencia prácticamente de desgaste.
La zona de lubricación fluida se puede dividir en dos sub-zonas a saber: lubricación elastohidrodinámica en uniones sometidas a grandes cargas que provocan la deformación elástica de las capas superficiales y la lubricación hidrodinámica característica de regímenes de cargas ligeros.
La existencia de los diferentes regímenes de lubricación también se establecen en función del parámetro adimensional “ “ conocido como coeficiente de espesor de película relativo él cual se determina según la siguiente relación
(4.20)
hmin - espesor mínimo de la película de lubricante.
Ra1; Ra2 rugosidad de los cuerpos en contacto.
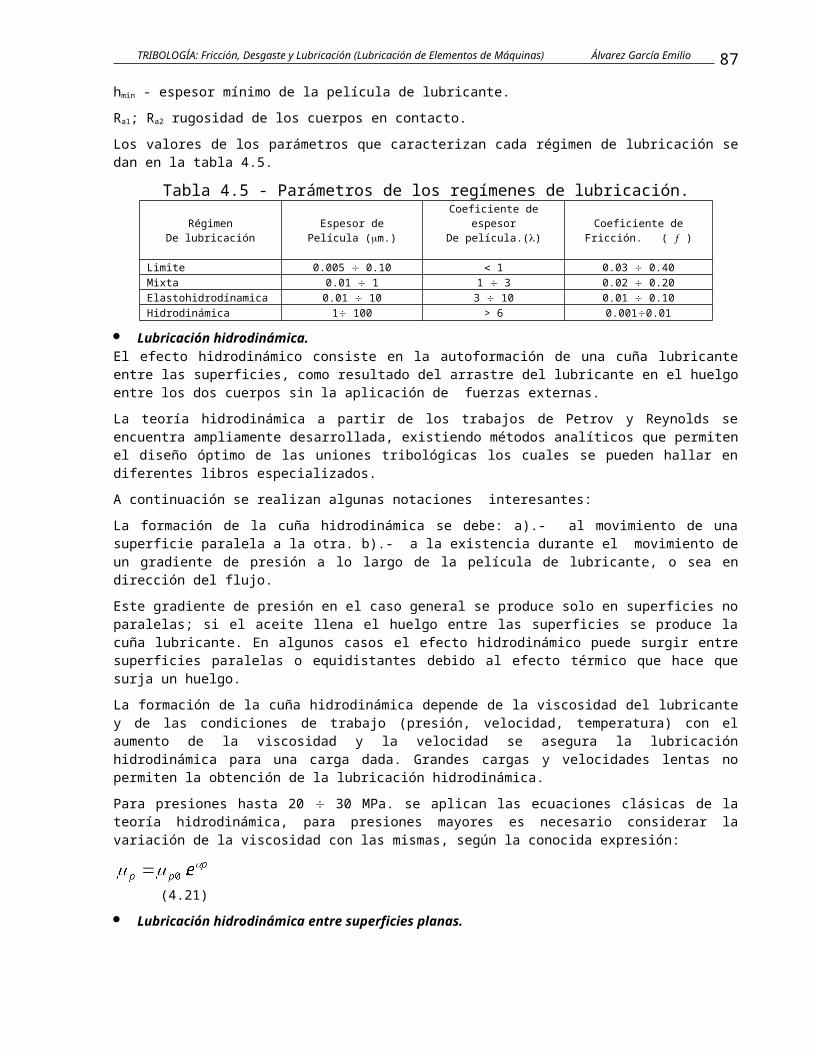
Los valores de los parámetros que caracterizan cada régimen de lubricación se dan en la tabla 4.5.
Tabla 4.5 - Parámetros de los regímenes de lubricación.Régimen
De lubricaciónEspesor de
Película (m.)
Coeficiente de espesorDe película.() Coeficiente de
Fricción. ( )
Limite 0.005 0.10 1 0.03 0.40Mixta 0.01 1 1 3 0.02 0.20Elastohidrodínamica 0.01 10 3 10 0.01 0.10Hidrodinámica 1 100 > 6 0.0010.01
Lubricación hidrodinámica.El efecto hidrodinámico consiste en la autoformación de una cuña lubricante entre las superficies, como resultado del arrastre del lubricante en el huelgo entre los dos cuerpos sin la aplicación de fuerzas externas.
La teoría hidrodinámica a partir de los trabajos de Petrov y Reynolds se encuentra ampliamente desarrollada, existiendo métodos analíticos que permiten el diseño óptimo de las uniones tribológicas los cuales se pueden hallar en diferentes libros especializados.
A continuación se realizan algunas notaciones interesantes:
La formación de la cuña hidrodinámica se debe: a).- al movimiento de una superficie paralela a la otra. b).- a la existencia durante el movimiento de un gradiente de presión a lo largo de la película de lubricante, o sea en dirección del flujo.
Este gradiente de presión en el caso general se produce solo en superficies no paralelas; si el aceite llena el huelgo entre las superficies se produce la cuña lubricante. En algunos casos el efecto hidrodinámico puede surgir entre superficies paralelas o equidistantes debido al efecto térmico que hace que surja un huelgo.
La formación de la cuña hidrodinámica depende de la viscosidad del lubricante y de las condiciones de trabajo (presión, velocidad, temperatura) con el aumento de la viscosidad y la velocidad se asegura la lubricación hidrodinámica para una carga dada. Grandes cargas y velocidades lentas no permiten la obtención de la lubricación hidrodinámica.
Para presiones hasta 20 30 MPa. se aplican las ecuaciones clásicas de la teoría hidrodinámica, para presiones mayores es necesario considerar la variación de la viscosidad con las mismas, según la conocida expresión:
83

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
(4.21)
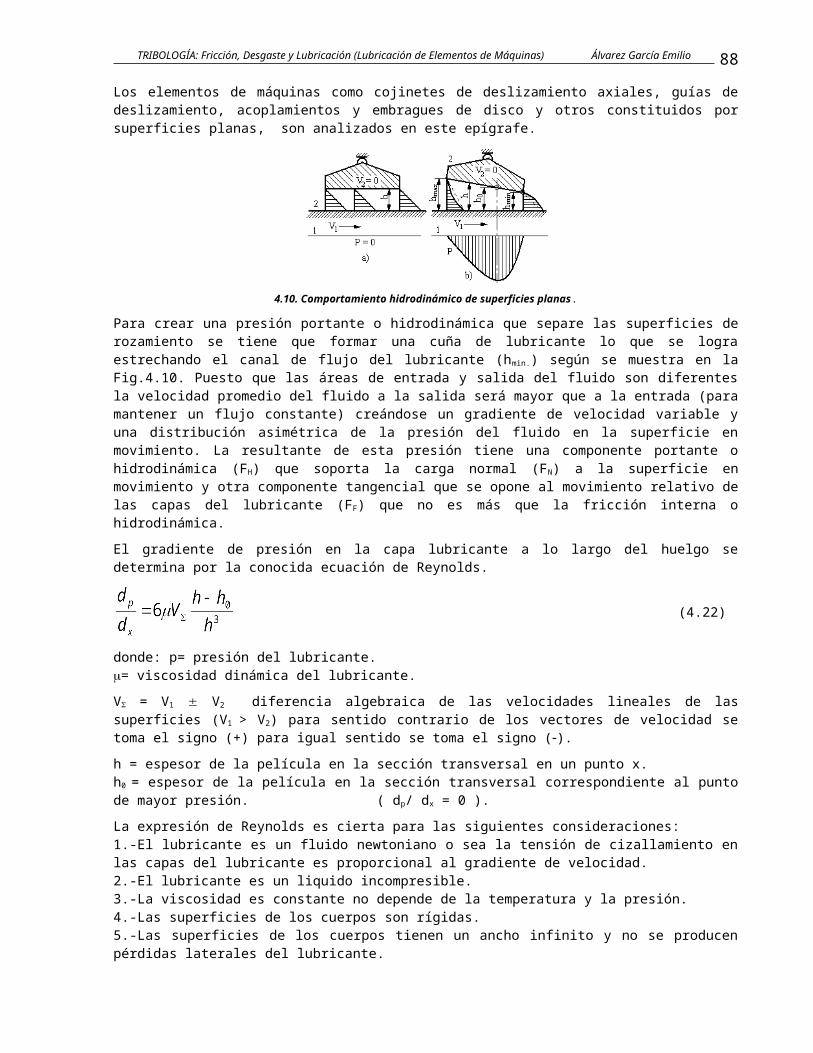
Lubricación hidrodinámica entre superficies planas.Los elementos de máquinas como cojinetes de deslizamiento axiales, guías de deslizamiento, acoplamientos y embragues de disco y otros constituidos por superficies planas, son analizados en este epígrafe.
4.10. Comportamiento hidrodinámico de superficies planas.
Para crear una presión portante o hidrodinámica que separe las superficies de rozamiento se tiene que formar una cuña de lubricante lo que se logra estrechando el canal de flujo del lubricante (hmin.) según se muestra en la Fig.4.10. Puesto que las áreas de entrada y salida del fluido son diferentes la velocidad promedio del fluido a la salida será mayor que a la entrada (para mantener un flujo constante) creándose un gradiente de velocidad variable y una distribución asimétrica de la presión del fluido en la superficie en movimiento. La resultante de esta presión tiene una componente portante o hidrodinámica (FH) que soporta la carga normal (FN) a la superficie en movimiento y otra componente tangencial que se opone al movimiento relativo de las capas del lubricante (FF) que no es más que la fricción interna o hidrodinámica.
El gradiente de presión en la capa lubricante a lo largo del huelgo se determina por la conocida ecuación de Reynolds.
(4.22)
donde: p= presión del lubricante.= viscosidad dinámica del lubricante.
V = V1 V2 diferencia algebraica de las velocidades lineales de las superficies (V1 > V2) para sentido contrario de los vectores de velocidad se toma el signo (+) para igual sentido se toma el signo ().
h = espesor de la película en la sección transversal en un punto x. h0 = espesor de la película en la sección transversal correspondiente al punto de mayor presión. ( dp/ dx = 0 ).
La expresión de Reynolds es cierta para las siguientes consideraciones:1.-El lubricante es un fluido newtoniano o sea la tensión de cizallamiento en las capas del lubricante es proporcional al gradiente de velocidad.2.-El lubricante es un liquido incompresible.3.-La viscosidad es constante no depende de la temperatura y la presión.4.-Las superficies de los cuerpos son rígidas.5.-Las superficies de los cuerpos tienen un ancho infinito y no se producen pérdidas laterales del lubricante.
Estas consideraciones caracterizan la teoría clásica hidrodinámica y se utiliza en elementos con superficies poco cargadas con contacto plano o con contacto interior con pequeña diferencia de curvatura. La única propiedad del lubricante que define la capacidad de trabajo es la viscosidad.
El efecto hidrodinámico se caracteriza por la magnitud del espesor mínimo de la película lubricante (hmin) el cual se corresponde con el punto de menor huelgo.
El espesor mínimo de la película lubricante se obtiene resolviendo la ecuación de Reynolds (4.22) obteniéndose la siguiente expresión :
84
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
(4.23)
donde: ; ; ;
La expresión (4.23) no puede ser resulta ya que hmin forma parte del parámetro geo métrico (k) Por lo que es necesario resolverla respecto a la capacidad de carga portante de la película ( FH = FN ) para lo cual es necesario asumir o seleccionar un valor del espesor de película mínimo (hmin.).
Quedando la expresión de la siguiente forma:
(4.24)
Esta ecuación muestra que la capacidad portante de la película lubricante aumenta con el incremento de la viscosidad y con la disminución del espesor de película; lo cual se cumple para cualquier tipo de superficies en contacto.
En el caso que se tenga diseñada la unión tribológica y se desee conocer la viscosidad necesaria para obtener la lubricación hidrodinámica de la expresión (4.23) se despeja la viscosidad obteniéndose la expresión (4.24).
(4.25)
La relación entre hmin y hmax. dependerá del ángulo de inclinación de la superficie móvil ( ) y de la longitud (l) de la superficie estática. Entre menor sea el ángulo de inclinación ( ) se estimula el efecto hidrodinámico.
Después de resuelto el problema de la capacidad de carga normal o portante, se analizará el problema relacionado con la fricción interna o hidrodinámica, la magnitud del coeficiente de fricción se calcula de acuerdo a la expresión (4.26).
(4.26)
Donde el signo (+) se toma para la superficie que se mueve con mayor velocidad y el signo ( ) para la que se mueve con menor velocidad. De la expresión (5.26) se aprecia que con el aumento de la viscosidad y la velocidad de deslizamiento se incrementa el coeficiente de fricción y por lo tanto las pérdidas energéticas.
Lubricación hidrodinámica entre superficies con contacto lineal .En los pares cinemáticos superiores se produce el contacto lineal entre las superficies según se muestra en la Fig. 4.11.
La figura (4.11 a ) representa esquemática a las transmisiones por engranes; tornillo sinfín; cojinetes de rodillos (rodillo- anillo interior). La Fig.(4.11 b) es característica del contacto leva- seguidor plano. La Fig. (4.11 c) representa a los cojinetes de deslizamiento radial; ruedas dentadas con engranaje interior; cojinetes de rodillo (rodillo- anillo externo).
85
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
a) b) c)
Fig. 4.11 Esquema del contacto de superficies curvas y diagrama de presión.
Un parámetro característico para el efecto hidrodinámico es el radio de curvatura reducido expresión 4.27.
(4.27)
donde: 1 ; 2 radios de curvatura de los cuerpos 1 y 2 en contacto. El signo (+) para el contacto exterior; el signo ( ) para el contacto interior. Para el contacto cilindro- plano 1 = y 2 = . El efecto hidrodinámico será mayor entre mayor sea el radio de curvatura reducido.
Espesor de la película hidrodinámica.El espesor de la película hidrodinámica depende de la forma geométrica de los cuerpos en contacto según se muestra a continuación
a).- Superficies cilíndricas exteriores y cilindro – plano.
(4.28)
En este caso la V se toma como la velocidad sumatoria de rodamiento igual a la suma algebraica de las velocidades circunferenciales V1 , V2 .Por lo tanto V = V1 V2 donde el signo (+) se toma para superficies con el mismo sentido de rotación y el signo () para sentidos contrarios de rotación. Algunos autores
utilizan la media aritmética de la velocidad la que no difiere mucho de lo planteado
En el caso de iguales velocidades circunferenciales y con sentido contrario V = 0 y por lo tanto el efecto hidrodinámico es nulo.
El cálculo por la fórmula (5.29) da valores de hmin. los cuales para elementos de máquinas con cargas media y alta es menor que la sumatoria Ra1 + Ra2 para los acabados normales Ra = 3.2 0.4 m. por lo que la expresión solo es válida para cuerpos cargados ligeramente y que cumplan las consideraciones establecidas para la validez de la ecuación de Reynolds.
b).- Superficies con contacto interior.
(4.29)
donde:
Régimen de lubricación elastohidrodinámico.En las uniones tribológicas sometidas a altas presiones nominales o de Hertz ( p = 300 MPa.) la aplicación de la teoría clásica de la lubricación hidrodinámica es inadecuada debido a dos problemas fundamentales :
a).- la variación de la viscosidad con la presión y la temperatura. b).- las deformaciones elásticas apreciables de las capas superficiales de los cuerpos en contacto.
Los primeros trabajos sobre la lubricación elastohidrodinámica no consideran la variación de la viscosidad del lubricante con el incremento de la temperatura producto del calor generado debido a la fricción; durante su transito en el contacto de los dos cuerpos; ni la influencia del acabado superficial, estas teorías se conocen como “teorías isotérmicas de la lubricación elastohidrodinámica” en la actualidad se desarrollan teorías que toman en consideración la variación de la viscosidad y del acabado superficial a través de coeficientes modificadores de la expresiones de la teorías isotérmicas de la lubricación E.H.D.
Fundamentos de la teoría elastohidrodinámica.
86
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Las ecuaciones que gobiernan el espesor de la película y la distribución de la presión son:
a).- Ecuación de Reynolds o del movimiento.
(4.30)
El perfil del espesor de la película y la variación de la viscosidad dependen de la presión o sea h = (p); = (p),según se muestra en la Fig.5.14.(a). El efecto de la temperatura se introduce multiplicando la expresión (5.38) por el coeficiente “R”.
b).- Ecuación de la elasticidad.
(4.31)
Define la variación del huelgo considerando las deformaciones elásticas de las superficies en contacto sometidas a una carga distribuida.
c).- Ecuación viscosidad - presión.
Un aspecto importante en la teoría isotérmica de la lubricación EHD es la variación de la viscosidad con la presión, la cual se puede calcular por la conocida fórmula
(4.32)
El coeficiente viscosidad – presión () de un aceite típico como regla será mayor para aceites con mayores viscosidades y disminuye con el incremento de la temperatura; así por ejemplo para t=20 0C, =3.10-3 cm2/Kg. y para t =100 0C, =1.7.10-3 cm2/Kg.
El efecto combinado de la presión y la temperatura en la viscosidad se puede calcular por la siguiente expresión:
(4.33)
donde: T = viscosidad a la temperatura T y presión atmosférica en Pa- s. p = presión de Hertz en MPa. = viscosidad local en Pa- s.
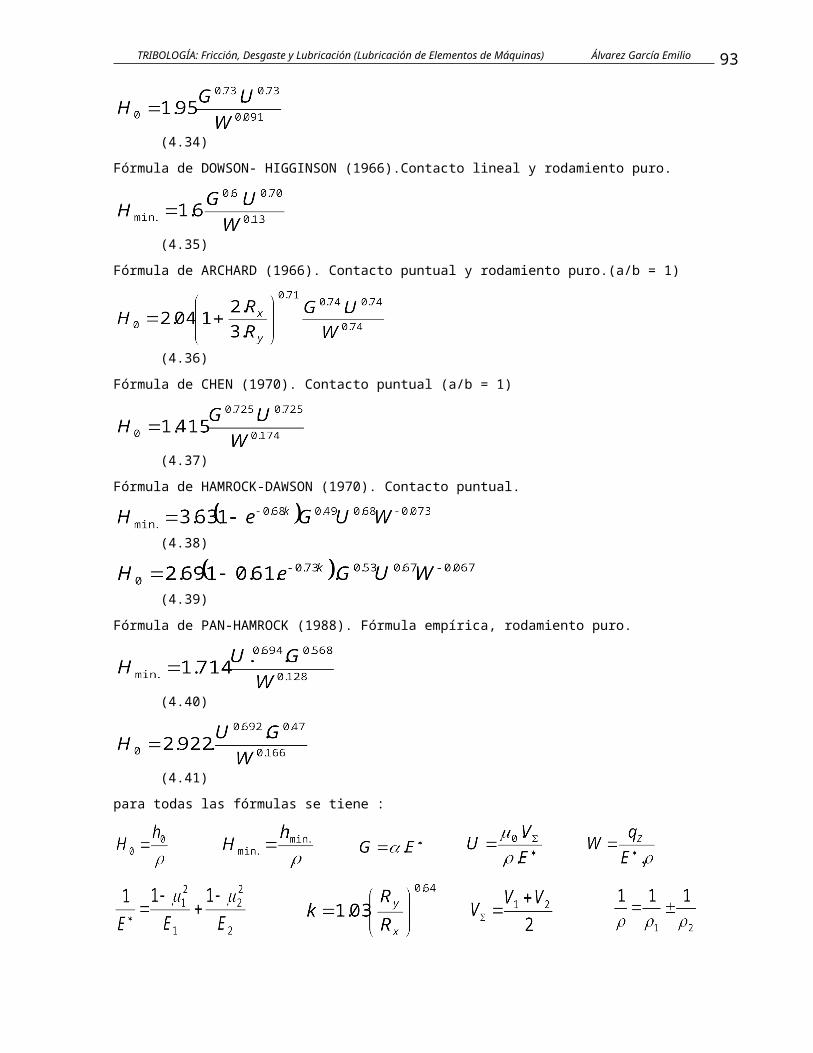
Fórmulas para el cálculo del espesor de la película lubricante. El énfasis del desarrollo de la teoría de lubricación EHD está en la determinación del espesor de película y su distribución, existiendo una amplia gama de fórmulas por diferentes autores; en un orden cronológico de aparición se dan las más difundidas.
Fórmula de GRUBIN (1949) Para el contacto lineal y rodamiento puro.
(4.34)
Fórmula de DOWSON- HIGGINSON (1966).Contacto lineal y rodamiento puro.
(4.35)
Fórmula de ARCHARD (1966). Contacto puntual y rodamiento puro.(a/b = 1)
(4.36)
87
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fórmula de CHEN (1970). Contacto puntual (a/b = 1)
(4.37)
Fórmula de HAMROCK-DAWSON (1970). Contacto puntual.
(4.38)
(4.39)
Fórmula de PAN-HAMROCK (1988). Fórmula empírica, rodamiento puro.
(4.40)
(4.41)
para todas las fórmulas se tiene :
x, y ejes en dirección paralela y perpendicular al rodamiento respectivamente.
a, b semi- eje mayor y menor de la elipse de contacto para el contacto puntual.
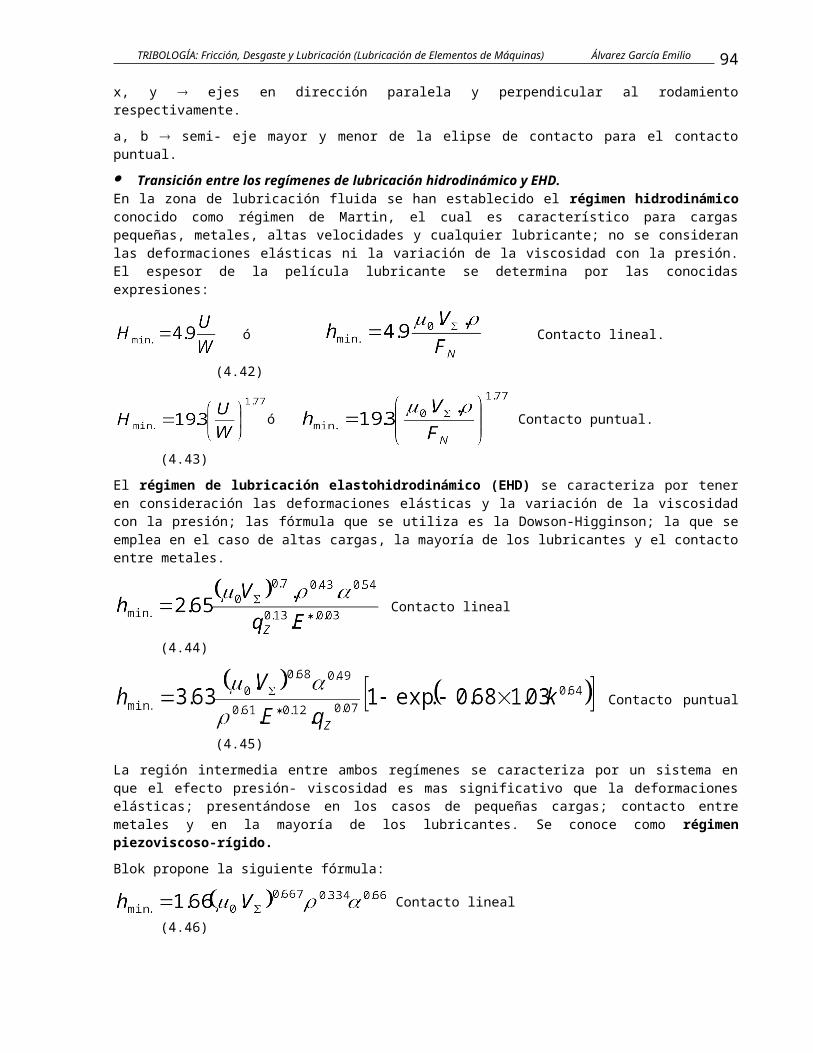
Transición entre los regímenes de lubricación hidrodinámico y EHD. En la zona de lubricación fluida se han establecido el régimen hidrodinámico conocido como régimen de Martin, el cual es característico para cargas pequeñas, metales, altas velocidades y cualquier lubricante; no se consideran las deformaciones elásticas ni la variación de la viscosidad con la presión. El espesor de la película lubricante se determina por las conocidas expresiones:
ó Contacto lineal. (4.42)
ó Contacto puntual. (4.43)
El régimen de lubricación elastohidrodinámico (EHD) se caracteriza por tener en consideración las deformaciones elásticas y la variación de la viscosidad con la presión; las fórmula que se utiliza es la Dowson-Higginson; la que se emplea en el caso de altas cargas, la mayoría de los lubricantes y el contacto entre metales.
Contacto lineal (4.44)
Contacto puntual (4.45)
88

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
La región intermedia entre ambos regímenes se caracteriza por un sistema en que el efecto presión- viscosidad es mas significativo que la deformaciones elásticas; presentándose en los casos de pequeñas cargas; contacto entre metales y en la mayoría de los lubricantes. Se conoce como régimen piezoviscoso-rígido.Blok propone la siguiente fórmula:
Contacto lineal (4.46)
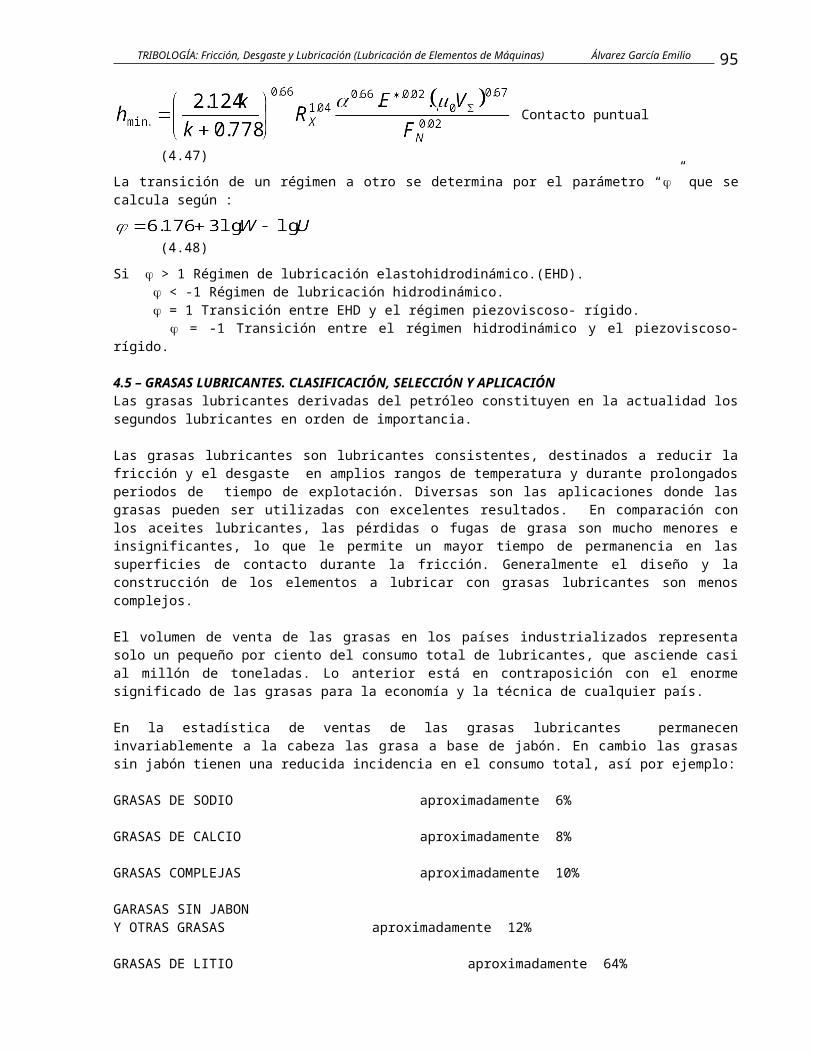
Contacto puntual (4.47)
La transición de un régimen a otro se determina por el parámetro “” que se calcula según :
(4.48)
Si > 1 Régimen de lubricación elastohidrodinámico.(EHD). < -1 Régimen de lubricación hidrodinámico. = 1 Transición entre EHD y el régimen piezoviscoso- rígido. = -1 Transición entre el régimen hidrodinámico y el piezoviscoso- rígido.
4.5 – GRASAS LUBRICANTES. CLASIFICACIÓN, SELECCIÓN Y APLICACIÓN Las grasas lubricantes derivadas del petróleo constituyen en la actualidad los segundos lubricantes en orden de importancia.
Las grasas lubricantes son lubricantes consistentes, destinados a reducir la fricción y el desgaste en amplios rangos de temperatura y durante prolongados periodos de tiempo de explotación. Diversas son las aplicaciones donde las grasas pueden ser utilizadas con excelentes resultados. En comparación con los aceites lubricantes, las pérdidas o fugas de grasa son mucho menores e insignificantes, lo que le permite un mayor tiempo de permanencia en las superficies de contacto durante la fricción. Generalmente el diseño y la construcción de los elementos a lubricar con grasas lubricantes son menos complejos.
El volumen de venta de las grasas en los países industrializados representa solo un pequeño por ciento del consumo total de lubricantes, que asciende casi al millón de toneladas. Lo anterior está en contraposición con el enorme significado de las grasas para la economía y la técnica de cualquier país.
En la estadística de ventas de las grasas lubricantes permanecen invariablemente a la cabeza las grasa a base de jabón. En cambio las grasas sin jabón tienen una reducida incidencia en el consumo total, así por ejemplo:
GRASAS DE SODIO aproximadamente 6%
GRASAS DE CALCIO aproximadamente 8%
GRASAS COMPLEJAS aproximadamente 10%
GARASAS SIN JABONY OTRAS GRASAS aproximadamente 12%
GRASAS DE LITIO aproximadamente 64%
Las grasas lubricantes con respecto a los aceites presentas unas series de ventajas y desventajas, entre las cuales se encuentran las siguientes:
- Ventajas de la lubricación por grasa en comparación de la lubricación por aceites Diseño y construcciones más sencillos Generalmente menor mantenimiento, debido a los largos periodos de lubricación Menor posibilidad de fugas o escapes Juntas de estanqueidad mucho más sencillas
89

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Eficaz obturación Con el empleo de grasas para altas velocidades pueden obtenerse bajas temperaturas del cojinete a
un elevado número de revoluciones Buena capacidad de trabajo para bajas velocidades y altas cargas y cargas dinámicas (choques). Menor consumo o gasto de lubricante.
- Desventajas de la lubricación por grasa en comparación de la lubricación por aceites No es posible la evacuación del calor Absorción y retención de las impurezas por parte de la película de grasa Menores límites de revoluciones o de factores de velocidad admisibles en comparación de la
lubricación con inyección de aceite.
- Clasificación de las grasas lubricantesLa clasificación de las grasas lubricantes no está regulada de forma clara. Las grasas son la combinación de un aceite base (aceites minerales, de éster, de poliglicol, sintéticos de hidrocarburos, de silicona, perfluoroalquil éter, etc.) con aglutinantes o espesantes (jabones metálicos, negro de humo, bentonita, bario, poliurea, plástico (PE, PTFE y FEP) etc.) con rellenos (talco, silicato, asbesto, etc.) y aditivos.
El por ciento de aceite base en una grasa lubricante varia según el tipo y la cantidad de espesante, así como la aplicación prevista de la misma. El aceite base para la mayoría de las grasas varia entre un 85 y 97%.
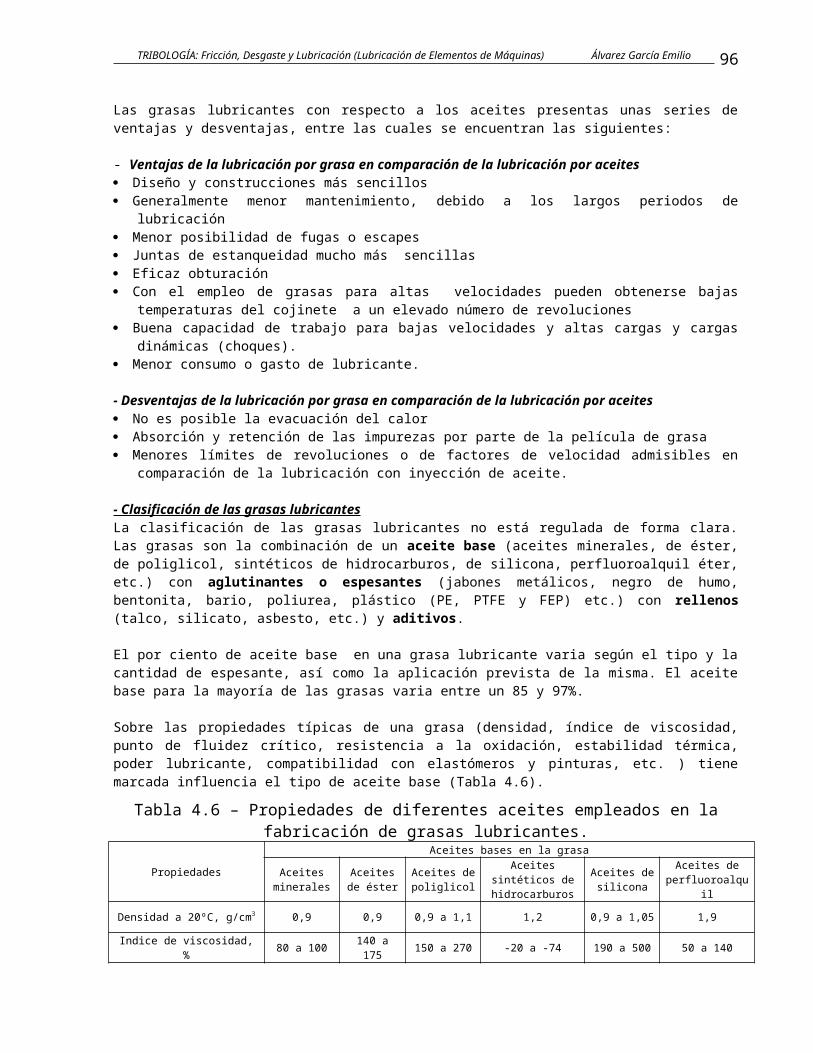
Sobre las propiedades típicas de una grasa (densidad, índice de viscosidad, punto de fluidez crítico, resistencia a la oxidación, estabilidad térmica, poder lubricante, compatibilidad con elastómeros y pinturas, etc. ) tiene marcada influencia el tipo de aceite base (Tabla 4.6).
Tabla 4.6 – Propiedades de diferentes aceites empleados en la fabricación de grasas lubricantes.
PropiedadesAceites bases en la grasa
Aceites minerales
Aceites de éster
Aceites de poliglicol
Aceites sintéticos de hidrocarburos
Aceites de silicona
Aceites de perfluoroalquil
Densidad a 20ºC, g/cm3 0,9 0,9 0,9 a 1,1 1,2 0,9 a 1,05 1,9
Indice de viscosidad, % 80 a 100 140 a 175 150 a 270 -20 a -74 190 a 500 50 a 140
Punto de fluidez, º C -40 a –10 -70 a –20 -50 a –20 -12 a 21 - 80 a - 30 -70 a - 30
Punto de inflamación, º C hasta 300 200 a 280 220 a 260 150 a 340 150 a 350 no inflamables
Resistencia a la oxidación Moderada buena Buena muy buena muy buena muy buena
Estabilidad térmica Moderada buena Buena muy buena muy buena muy buena
Poder lubricante Bueno bueno Muy bueno bueno deficiente a bueno bueno
Comportamiento con elastómeros, pinturas, etc. Bueno deficiente a
buenoDeficiente a
bueno deficiente bueno bueno
Los espesantes se dividen en dos grupos: Los organometálicos(jabones) y los no organometátilcos, y estos confieren a las grasas su comportamiento típico
Las grasas lubricantes se denominan en dependencia del tipo de catión básico del jabón que la constituye; así se tiene:Grasa base jabón de Calcio. Grasa base jabón de Litio. Grasa base jabón de Aluminio. Grasa base jabón de Sodio.Grasa base jabón de Bario. Grasa base jabón de Plomo.
Estos jabones se elaboran a partir de ácidos grasos, que son productos obtenidos de aceites y grasas de origen animal y vegetal.
90

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Esta clasificación según los cationes de jabón es especialmente significativa. Los cationes aportan características especificas e importantes al producto, por ejemplo, el punto de goteo de las grasas de jabón de calcio asciende a 130 °C, mientras que el de las grasa de jabón de litio alcanzan unos 180 °C. Si se combinan dos o más cationes de jabón, se habla de grasas lubricantes de base mixta.
La cantidad de espesante en las grasas lubricantes varia en término medio entre el 3 y el 15%, siendo en ocasiones mayor. La cantidad de espesante en la mezcla depende de la composición de la grasa, de su consistencia, así como del tipo de espesante y del correspondiente procedimiento de fabricación.
Diferentes aceites base y espesantes dan como resultado una gran variedad de grasas lubricantes, obteniéndose características típicas del producto. La tabla 4.7 representa las características medias del producto final (grasa).
Tabla 4.7 – Propiedades de las grasas lubricantes según el espesante y el aceite base.Grasa lubricante Propiedades
Espesante Aceite baseTemperatura de operación,
°C
Punto de goteo, °C
Propiedades a altas presiones
Idoneidad para rodamientos
Aplicación como:
Jabón de Calcio Mineral -20 a 70 <130 * * - - Grasa hermetizante
Jabón de Litio
Mineral -30 a 120 <200 * * * * Grasa para rodamientos
De éster -60 a 120 <200 * * * *Grasa para bajas y altas
temperaturas y altas velocidades
De poliglicol -40 a 140 200 * * * * Grasa para bajas y altas temperaturas
De silicona -60 a 160 200 - - * * Grasa normal para rodamientos
Jabón de Sodio Mineral -20 a 100 130 a 220 * * * Grasa para altas
temperaturasJabón Complejo de Aluminio Mineral -30 a 140 230 * * * * * Grasa para altas
temperaturaJabón Complejo de Litio Mineral -30 a 140 250 * * * Grasa normal para
rodamientos
Jabón Complejo de Bario
Mineral -30 a 120 200 * * * * * * Grasa para altas presiones
De éster -40 a 120 200 * * * * * *
Grasa para bajas temperaturas, altas velocidades y altas
presiones
abón Complejo de Calcio
Mineral -30 a 170 200 * * * * * *Grasa para bajas
temperaturas, altas presiones y hermetzante
De éster -50 a 140 200 * * * * * *
Grasa para bajas temperaturas, altas velocidades y altas
presiones
Jabón Complejo de Sodio
Mineral -30 a 160 220 * * * * * Grasa para altas temperaturas
De silicona -50 a 200 220 - - * * Lubricación de larga duración
Bentonita Mineral -20 a 160 220 * * * * * Grasa para altas temperaturas
Poliurea
Mineral -20 a 160 250 - * * Grasa para altas temperaturas
De éster -40 a 180 250 - * * Grasa para altas temperaturas
De polifenil éster -5 a 200 250 * * * * Lubricación de larga
duraciónPlástico (PE, PTEFE, FEP) De silicona -50 a 200 No se da - - * * Grasa para altas
temperaturas
La lubricación con grasas se logra debido a que las moléculas de jabón son absorbidas por las superficies metálicas creando una película de gran adhesividad que evita el contacto entre las superficies; de esto se infiere que cuando es posible la formación de una película gruesa (hidrodinámica) el aceite que contiene la grasa (hasta 90 %) es el que mayor influencia tiene en la lubricación; pero cuando no es posible la formación de la película gruesa es el jabón metálico el que define la lubricación.
91
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Aditivos de las grasas lubricantesLos aditivos son sustancias activas que se le añaden a las grasas con el objetivo de reducir el desgaste y la oxidación, actúan reduciendo la fricción, además de mejorar la adherencia de la grasa y evitar daños bajo condiciones de fricción límite y mixta.
Los aditivos influyen en la calidad, las propiedades de aplicación y, por último, en el valor de utilización de la grasa. Existen aditivos sólidos, polares y de polímeros.
Como aditivos sólidos comúnmente se emplea el grafito, el disulfuro de milbdeno, el sulfuro de cinc, talco, politetrafluoroetileno, etc. Los cuales se incorporan en las grasas en forma de polvo o de pigmentos. Estos actúan en la zona de fricción límite y mixta. Los aditivos sólidos mejoran el proceso de rodaje el comportamiento de la lubricación de emergencia.
Los aditivos polares son moléculas de hidrocarburos que, como consecuencia de su estructura molecular, es decir, mediante la absorción de otros elementos como oxigeno, azufre y cloro dejan de ser eléctricamente neutros y, en su interacción con las superficies metálicas, permanecen retenidas como a un imán. El contenido de sustancias polares aumenta el efecto de adherencia de la película lubricante.
Los aditivos base de polímeros se emplean para reducir la interdendencia entre la viscosidad y la temperatura. Las moléculas de estas sustancias a temperaturas medias están aovilladas, enderezándose los filamentos a altas temperaturas, posibilitando el paso del aceite base de baja viscosidad a un aceite de mayor índice de viscosidad, la curva de viscosidad temperatura se vuelve más plana. La viscosidad de un aceite base depende del gradiente de velocidad del aditivo polimérico.
Por regla general los polímeros mejoran la protección contra el desgaste de los lubricantes. Los poliisobutilenos y los polímeros de olefina, entre otros, son para las grasas lubricantes aditivos mejoradores de la adherencia. En la tabla 4.8 se muestran los diferentes aditivos empleados en las grasas lubricantes.
Tabla 4.8 – Aditivos para grasas lubricantes.Aditivos Compuestos característicos Función
Extrema presión Compuestos orgánicos de azufre, fósforo y nitrógeno
Mejora la capacidad de absorción de cargas y protección contra microsoldaduras, mediante la formación de capas tribológicas de reacción.
Para la disminución del desgaste
Compuestos orgánicos de azufre, fósforo y nitrógeno, dialquilditiofosfato de cinc
Reducción del desgaste para el regimen de fricción mixta mediante la formación de capas de reacción.
Para la disminucióndel coeficiente de fricción
Aceites grasos, derivados de aceites graso, compuesto de fósforo, PTEFE
Reducción de pérdidas por fricción, inhibición de deslizamiento a sacudidas (stick - slip) y de ruidos mediante la absorción sustancias activas polares en la superficie metálica.
Inhibidores de la corrosión
Sulfonatos metálicos, aminoderivados, ácidos carboxilicos, dialquilditiofosfato de cinc.
Protección contra el ataque agresivo en materiales metálicos, incluso en presencia de agua, neutralización de productos de envejecimiento ácidos.
Inhibidores de Envejecimiento (antioxidantes)
Derivados de fenol, aminas aromáticasalkiladas, dialquilditiofosfato de cinc
Retardan la descomposición por oxidación, reducen la formación de lodos y lacas.
Lubricantes sólidos Grafito, MoS2 PTFE, óxidos de fosfatos, talco
Mejora de la capacidad de absorción de cargas, reducción de la tribocorrosión, y de la tendencia al deslizamiento a sacudidas.
Mejorador de la Adherencia
Poliisobutilenos, polimeros de olefina, latex
Mejora la adherencia del lubricante a la superficie
- Clases de grasas lubricantes.En la actualidad se produce una amplia gama de grasas lubricantes con diferentes propiedades y objetivos de uso. La diferencia de las grasas está definidas por el aceite básico empleado; el tipo de espesante; relleno y aditivos utilizados y por la tecnología de fabricación. Considerando lo anterior se tiene los siguientes tipos de grasas lubricantes: A continuación se da un breve resumen de los diferentes tipos de grasaGrasas de aceite mineral – Estas son compuestos de aceite mineral y jabones simples o jabones metálicos complejos, espesantes orgánicos u inorgánicos.Grasas de aceites sintéticos – Estas al contrario de las de aceites mineral son fabricadas de aceites sintéticos, con diferentes espesantes. Las grasas sintéticas son superiores a las de aceites mineral en muchas de sus características, por ejemplos en su comportamiento a bajas y altas temperaturas,
92
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
estabilidad de oxidación, resistencia a medios líquidos y gaseiformes, etc. En este tipo de grasa juegan un papel muy importante el aceite sintético y el espesante utilizados.Grasas de aceite de éster - Los ésteres son productos de la reacción entre ácidos y alcoholes con la eliminación de agua. Los ésteres de alcoholes superiores con ácidos grasos dibásicos forman los aceites de éster que se usan como aceites sintéticos y aceites base. Al igual que el resto de las grasas a estas se la añaden diferentes espesantes. Se emplean fundamentalmente para bajas temperaturas y altas velocidades.Grasas de Silicona – Son grasas que presentan como aceite base los aceites de silicona con diferentes espesantes. Los jabones metálicos, y los espesantes orgánico–metálicos alcanzan cada día una mayor utilización en la fabricación de este tipo de grasa. Estas grasas tienen muy buenas propiedades a bajas temperaturas. La desventaja fundamental es la baja capacidad de carga.Grasas base de jabón de calcio y jabón complejo de calcio - Fueron el primer tipo de grasa fabricada hasta no hace mucho su producción representaba el 75 % de la producción total. Debido al desarollo de otros tipos de grasas su utilización ha disminuido. Se caracterizan por ser insolubles en agua, poseen temperaturas de goteo 50 - 70 °C (hidratados) y 130 - 140 °C (sin agua); tienen alta capacidad de sellaje, adhesividad y garantizan prolongado servicio. Se utilizan en equipos de la agricultura; de la construcción de la industria metalúrgica, textil, etc.
Grasas base de jabón de sodio y jabón complejo de Sodio - Presentan textura fibrosa; son solubles en agua; tienen buenas propiedades adhesivas; presentan alta temperaturas de goteo T = 150 - 160 °C. Se emplean en la lubricación de cojinetes de rodamiento. Estas presenta un comportamiento en frío relativamente malo y presentan una buena resistencia a altas temperaturas de hasta 160°C. La temperatura de utilización es de –20 a 100°C. Las grasas de jabón complejo de sodio a base de aceite mineral o sintético son adecuadas para altas temperaturas y larga duración.
Grasas base de jabón de aluminio y jabón complejo de aluminio - Son grasas con alto grado de adhesividad; presentan buena estabilidad frente al agua; su temperatura de goteo T = 95 - 120 °C; como temperatura máxima de trabajo se recomienda TT = 65 - 70 °C. Las grasas de complejo aluminio TT = 150 - 160 °C. Se emplean en elementos sometidos directamente a la acción del medio. Su uso esta limitado por su baja estabilidad mecánica.
Grasas base de jabón de litio y jabón complejo de litio - Han obtenido una gran difusión en la actualidad y en muchos países ocupan el primer lugar de utilización. Permiten temperaturas de trabajo TT=110 - 160°C; poseen una alta resistencia a la humedad y el agua; tienen buena estabilidad física y química. Se conocen como grasas de uso múltiple. Según el aceite base y su viscosidad presentan de buenas a muy buenas propiedades en frío. Las grasas de jabón complejo de litio se caracterizan por una mayor estabilidad térmica con puntos superiores a 220°C y por una mayor resistencia a la oxidación.
Grasas base de jabón de bario y jabón complejo de bario - Se han impuestos en todos los sectores industriales en las ultimas décadas. Su fabricación a gran escala es técnicamente difícil. Estas grasas disponen de una muy buena resistencia al agua, una elevada capacidad de carga y estabilidad al cizallamiento. Las grasas de jabón de bario tienen un puntos de goteo de aproximadamente 150°C y las de jabón complejo de bario según su grado de consistencia de hasta 200°C.
Grasas de poliurea – Son grasas lubricantes que presentan como espesantes orgánico- sintéticos a las poliurea, proporcionando según su grado de consistencia temperaturas de goteo por encima de los 220 °C. En dependencia del aceite base y su viscosidad tienen una marcada resistencia al agua, buenas propiedades lubricantes para pares tribológicos metal – plásticos y para elastómeros. Las grasas de urea, a bases de aceites minerales o aceites sintéticos selectos, son de buenas para altas temperaturas y larga duración.
Grasas polietileno (PE) y de Politetrafluoroetileno (PTFE) – Son grasas que presentan como espesantes orgáno – sintéticos a los plásticos, los cuales han abierto nuevos campos al desarrollo de las grasas lubricantes. El PTFE es un espesante de gran estabilidad térmica para grasas de elevada duración y para altas temperaturas, con aceites de alta calidad.
En la tabla 4.9 se muestran las características principales de los diferentes tipos de grasas lubricantes.
93
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Tabla 4.9 – Características principales de las grasa lubricantesNo Tipo de
espesanteAceite base
Temperatura de trabajo °C
Comportamiento frente al agua Indicaciones especiales
1 Jabón de sodio Mineral - 20 a 100 No resistente Grasa que emulsiona con agua, por ello – según el
caso – se vuelve líquido
2 Jabón de litio Mineral - 30 a 120 Resistente hasta
90°C
Grasa que emulsiona con agua pero, con grandes cantidades se reblandece, grasa para múltiples aplicaciones
3Jabón
complejo de litio
Mineral - 30 a 140 Resistente Grasa para múltiples aplicaciones con elevada resistencia térmica
4 Jabón de calcio Mineral - 20 a 70 Muy resistente
Grasa con buen efecto impermeabilizante y hermetizante contra el agua, el agua que se introduce no es absorbida
5 Jabón de aluminio Mineral - 20 a 70 Resistente Grasas con buen efecto impermeabilizante y
hermetizante contra el agua
6Jabón
complejo de sodio
Mineral - 30 a 160 Resistente hasta unos 80°C
Grasa adecuada para elevadas temperaturas y cargas
7Jabón
complejo de calcio
Mineral - 30 a 120 Muy resistenteGrasa para múltiples aplicaciones, adecuadas para elevadas temperaturas, cargas y números de revoluciones
8Jabón
complejo de bario
Mineral - 30 a 120 Muy resistenteGrasas adecuada para elevadas temperaturas, cargas y números de revoluciones y resistentes al vapor
9 Poliurea Mineral - 20 a 160 Resistente Grasa adecuadas para elevadas temperaturas, cargas y números de revoluciones
10Jabón
complejo de aluminio
Mineral - 30 a 140 Resistente Grasa adecuadas para elevadas temperaturas, cargas y números de revoluciones
11 Bentonita Mineral y de éster - 20 a 160 Resistente Grasa de gel, adecuadas para elevadas
temperaturas a bajo número de revoluciones
12 Jabón de litio
Aceite de éster - 60 a 120 Resistente Grasa adecuada para bajas temperaturas y elevado
números de revoluciones
13Jabón
complejo de litio
Aceite de éster - 50 a 160 Resistente Grasa lubricante multigrado para un amplio campo
de temperaturas
14Jabón
complejo de Bario
Aceite de éster - 40 a 120 Resistente
Grasa adecuada para elevado número de revoluciones y bajas temperaturas, resistente al vapor
15Jabón
complejo de calcio
Aceite de éster - 50 a 140 Resistente
Grasa adecuada para elevado número de revoluciones y bajas temperaturas, resistentes al vapor
16 Jabón de litio
Aceite de silicona - 60 a 160 Muy resistente Grasa adecuada para bajas y altas temperaturas a
carga reducida y número medio de revoluciones
Propiedades físico – químicas de las grasas lubricantesLas propiedades físico – químicas de las grasas lubricantes sirven para fijar datos característicos tribotécnicos, necesarios para su selección y aplicación correspondiente.
Densidad - La densidad en las grasas lubricantes depende del aceite base, y del tipo y cantidad de espesante. Para las grasas que poseen como base aceite mineral, la densidad varia en el rango de 0,8 a 1 g/cm3, las de aceite de silicona de 0,9 a 1,3 g/cm3 y determinadas grasas de éteres fluorados de hasta 1,95 g/cm3.
Punto de goteo – El punto de goteo no es más que la temperatura a partir de la cual la grasa al ser calentada a definidas condiciones de ensayo comienza a fluir por el orificio de una boquilla y gotea sobre la base del tubo de ensayo. El punto de goteo no se puede considerar como temperatura de referencia para el empleo de la grasa lubricante, sin embargo esta debe situarse unos 40°C por encima de la temperatura de trabajo máxima permisible. Penetración – En estado de reposo las grasas lubricantes son más duras que en estado de operación. Debido a esto existe una considerable diferencia entre la penetración trabajada y la de reposo. La penetración trabajada se determina después de 60 golpes en el amasador de grasa. Para el caso de las grasas que requieren una mayor estabilidad trabajada el ensayo se realiza con 100 000 o 1000 000 de golpes.
94
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
El valor de la penetración de una grasa lubricante es el resultado de la penetración expresada en décimas de milímetros de un cono normalizado que se deja caer perpendicularmente durante 5 segundos en la muestra de grasa a ensayar bajo condiciones normalizadas (ISO 2137). Los grados de penetración definidos en grados NGLI (National Lubricating Grease Institute) para las grasas lubricantes se muestran en la tabla 4.10. La diferencia entre la penetración en reposo y la trabajada, permite conocer la estabilidad trabajada de la grasa. La penetración establece el grado de dureza de la grasa.
Los valores NLGI indican la suavidad relativa de la grasa, cuanto más grande es el número, más espesa es la grasa. La consistencia de la grasa está definida por la cantidad de espesante utilizado y la viscosidad del aceite base. Tabla 4.10 – Grado de consistencia de la grasa en grados NGLIGrado NGLI Penetración trabajada
ISO 2137, 0,1 mm Estructura Finalidad de uso general
000000
445 – 475 Fluida
Preferentemente para la lubricación de engranajes400 – 430 Casi fluida
355 – 385 Extremadamente blanda
123
310 – 340 Muy blandaLubricación de rodamientos y cojinetes de deslizamiento
265 – 295 Blanda220 – 250 Media
456
175 – 205 SólidaGrasa hermetizante y de bloqueo para laberintos y griferías
130 – 160 Muy sólida85 – 115 Extremadamente sólida
Grado de impermeabilidad y hermetización – El grado de impermeabilidad y hermetización está estrechamente relacionado con el grado de consistencia de la grasa. El grado de impermeabilidad y hermetización incrementa con el aumento de la consistencia de la grasa. Las grasas blandas destinadas a la lubricación de engranajes tienen un bajo poder impermeabilizante y hermetizante.Campo de temperatura de uso – Establece el rango de temperatura de trabajo a la cual la grasa lubricante puede ser empleada. Dentro de los límites de temperatura fijados la grasa lubricante puede alcanzar un periodo de lubricación adecuado. Las grasas lubricantes al igual que el resto de los lubricantes deben se lo suficientemente estables a la temperatura superior de uso y no volverse demasiado consistente a la temperatura mínima de aplicación.Reversibilidad – Es una medida del grado de restablecimiento del estado original de las grasas lubricantes después de terminadas las influencias externas. Los cambios frecuentes de temperatura a los que está sometida una grasa durante su explotación en mayor o menor medida provocan cambios en el grado de consistencia, y consecuentemente, en su poder lubricante.Viscosidad aparente – La viscosidad dinámica en las grasas lubricantes es denominada viscosidad aparente. Es igual a la resistencia interna de una grasa lubricante, es decir, a la fricción interna del lubricante. Su unidad de medida es el Mpa.s.
4.6 - ACEITES PARA MOTORES DE COMBUSTIÓN INTERNALos motores de combustión interna se usan extensamente en la industria, la agricultura, el transporte, etc. Ningún vehículo automotor, ningún avión puede ser concebido, ni funcionar de una manera económica y duradera sin la ayuda de la lubricación. Esta observación se aplica previamente a los motores modernos, de forma que no es exagerado afirmar que el buen rendimiento obtenido en muchos de ellos en gran medida es consecuencia de los progresos alcanzados en el campo de los aceites lubricantes.
El perfeccionamiento de los aceites para motores parece estar justificado de ahora en adelante por la necesidad de los usuarios de realizar los cambios de aceite cada vez más espaciados, por la lubricación de motores de potencia específica más elevada y por las condiciones de funcionamiento cada vez más severas.
Los aceites para motores están sometidos a varias condiciones como son : Temperaturas extremas. Grandes velocidades de fricción (0 - 500 m/min.) Tolerancias mínimas. Ambientes nocivos - gases nocivos. Poca capacidad del cárter.
95
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Las propiedades más importantes de los aceites impuestas por las exigencias de lubricación de los motores modernos rápidos se muestran en la tabla 4.11.
Tabla 4.11 - Propiedades exigidas para los aceites de los motoresPropiedades de los aceites Acción resultante sobre el motor
1- Resistencia a la oxidación Protección a temperatura elevada contra: La formación de depósitos de barnices y de barros. La corrosión de los cojinetes.
2- Detergencia o dispersividad
Protección : A pequeña carga y baja temperatura A carga grande y alta temperatura Contra : La formación de depósitos de barnices, de barros y de carbonos..
3- Pequeña formación de depósitos de carbono o “calamina”
Protección contra la formación de depósitos En las cámaras de combustión. Sobre las bujías
4- Acción antidesgaste
Protección contra: El desgaste corrosivo de los segmentos y cilindros a baja temperatura Desgaste mecánico a todas las temperaturas.
5- Facilidad de arranque y rapidez de puesta en acción.
Reducción del: Desgaste del motor. Desgaste de los elementos de arranque (batería y arranque eléctrico) Consumo de carburantes y combustibles
Con estas características los aceites lubricantes son capaces de satisfacer las siguientes funciones. Refrigerar. Reducir desgastes. Evitar corrosión de cojinetes. Reducir la acumulación de depósitos. Mantener en suspensión los contaminantes. Facilidad de arranque y rapidez de puesta en acción.
Composición de los aceites lubricantes para motores.
Los modernos aceites para motores están constituidos: Por uno o varios aceites bases obtenidos por refino de las fracciones lubricantes extraídas, en la mayor parte de los casos de los crudos del petróleo. Por productos químicos complejos denominados aditivos, cuyo contenido total en el aceite acabado puede variar del 2 al 20% según los casos.La elección de los aceites bases que se utilizan se realiza: En función de la viscosidad del aceite acabado que se desee obtener. En general se prefieren utilizar aceites bases cuyas características físicas sean próximas a las del aceite que se desea obtener y a continuación se corrige su curva de viscosidad y su punto de congelación empleando los aditivos adecuados .En función de los aditivos utilizados En función de la naturaleza química.
Para obtener los aceites lubricantes de motores de combustión interna se utilizan petróleos de naturaleza parafina, nafténica y mezcla de ellos, sin embargo para motores de altas exigencias se prefieren los parafínicos debido a que sus propiedades son mejores como son: Pequeña densidad para una viscosidad dada. Indice de viscosidad alto. Punto de inflamación y de congelación alto. Oxidación retardada
Los aditivos para los aceites de motores se utilizan entre 9,5% y 15,5% del lubricante y aumentan entre 27,6% y 46% del costo de ellos. Pueden clasificarse según actúen sobre:
1- Las propiedades físicas. Color y fluorescencia La viscosidad y el índice de viscosidad. El punto de congelación.
2- Las propiedades físico - químicas.
96

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
El poder dispersante. La reducción del frotamiento y el desgaste. La aptitud al rodaje. El poder antiherrumbre. La resistencia a formar espumas.
3 Las propiedades químicas.
La resistencia a la oxidación y a la corrosión
Esta clasificación es únicamente aproximada debido a la naturaleza funcional de muchos aditivos. En otras palabras, un mismo aditivo puede actuar sobre varias propiedades a la vez por ejemplo: Indice de viscosidad - punto de congelación - poder dispersante Resistencia a la oxidación - resistencia a la corrosión Color - punto de congelación
Clasificación de los lubricantes para motores: Desde hace años se hizo clara la necesidad de sistema mediante el cual los aceites de motor pudieran ser clasificados y descritos, tanto para los fabricantes de automóviles, como para la industria petrolera y los propietarios de vehículos. Los primeros intentos en clasificar e identificar los aceites de motor se hicieron cuando apareció el primer automóvil, pero no fue si no hasta 1911 que la Sociedad de ingenieros automotrices (SAE) Norteamericana, desarrolló un sistema de clasificación basado en la viscosidad.
Clasificación por viscosidadLos aceites para motores se clasifican según su viscosidad por la clasificación SAE (Society of Automotive Engineers) que consiste en un número arbitrario que a medida que aumenta significa mayor viscosidad (ver tabla 5.8). Esta clasificación por consiguiente no considera la calidad del aceite, sino tan solo la viscosidad.
Clasificación API / ASTM / SAE de calidad de los aceites para motor (Gasolina y Diesel).En esta clasificación los motores se designan con dos letras, la primera indica el tipo de motor al cual está destinado ya sea de gasolina (S) o de diesel (C), la otra letra en grado ascendente por el alfabeto indica la calidad del aceite y por tanto las condiciones cada vez más severas de su uso (Ver tablas 4.13 y 4.14).
Tabla 4.13 – Sistema de clasificación API para motores a gasolinaDesignación Cumple con los requisitos del fabricante Mejoras importantes añadidas
SA Primeramente usados para motores diesel y gasolina NingunaSB 1950 – 1963 Mínimo control del desgasteSC 1964 – 1967 (Para motores del 1964) Control de depósitos, desgaste, corrosión y óxidos
SD 1968-1971 Control mejorados de depósitos, desgaste, corrosión, herrumbre
SE 1972 – 1979 Control mejorado de oxidación, depósitos.
SF 1980 – Actual, Pruebas a pasar CRL-38. Secuencia IID, IIID y VD.
Mayor control de desgaste, oxidación y depósitos, capacidad para drenados prolongados.
SG 1989 en adelante: Pruebas a pasar CRL-38. Secuencia IID, IIIE y VE Cartepillar 1H2 Control de lodos y depósitos.
Tabla 5.14 – Sistema de clasificación API para motores DieselDesignación Tipo de servicio Especificaciones
CA Liviano usando combustible de alta calidad MIL-L2104-A (Edición 1954)CB Liviano/moderado, usando combustible de menor calidad MIL-L2104-ACC Moderado a severo para motores diesel y a gasolina MIL-L2104-B (Edición 1964)
CD Servicios para motores diesel. Pruebas a pasar: CRL-38; Cartepillar 1G2 MIL-L2104-D; MIL-L-46152-B; MACK EO-J
CESevero para motores diesel turboalimentados: Pruebas a pasar: CRL-38; Cartepillar 1G2, CUMMINS NTC-400, MACK, T-6 y MACK T-7
MIL-L-46152-B; MIL-L2104-D ; CUMMINS NTC-400; MACK T6 y T7; MACK EO-K
CF - 4
Nivel de calidad oficializado en Enero de 1991 para motores diesel de servicio pesado. Pruebas a pasar: Cartepillar 1K; CUMMINS NTC-400, MACK, T-6 y MACK T-7; CRL-38
CUMMINS NTC-400; MACK T6 y T7; CARTEPILLAR 1K
El primer sistema API de clasificación se instauró en 1947 y contenía tres designaciones, Regular que corresponde con la actual SA, Premiun con el actual SB y Heavy Duty (HD) que corresponde con SC y CA que representaba las condiciones más severas de trabajo encontradas en aquellos tiempos. En 1952
97

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
se creó un nuevo servicio API que es el especificado en la tabla como Servicio API previo al cual se le agregaron dos designaciones en 1964 y en 1968.
Fig. 4.12 – Selección del grado de viscosidad SAE para motores de combustión interna.
4.7- ACEITES LUBRICANTES PARA TRANSMISIONES Los engranajes se utilizan para transmitir movimientos en los dispositivos mecánicos y tienen una gran aplicación tanto en la industria como en la mecánica automotriz. Los engranajes pueden ser cilíndricos de dientes rectos o helicoidales, cónicos de dientes rectos o helicoidales, hipoides y tornillo sinfín - corona como se muestra a continuación (4.13).
Fig. 4.13 – Clasificación de los engranajes
Requisitos de un lubricante para engranajes: Viscosidad e índice de viscosidadLa viscosidad del lubricante a la temperatura de funcionamiento influye sobre su capacidad de soporte de carga y sobre el ruido del engranaje. Además de que puede dar lugar a un aumento del desgaste y del ruido del desgaste y del ruido del engranaje como consecuencia de una resistencia de película inadecuada, una viscosidad demasiado baja presenta el inconveniente de que se traduce en fugas excesivas de la caja de engranajes y en una carencia de estabilidad a altas temperaturas. Si la viscosidad es demasiado elevada el lubricante puede no fluir convenientemente entre los dientes de los engranajes, o provocar, debido al arrastre, una resistencia al movimiento de aquellos, especialmente a bajas temperaturas.
Estabilidad, corrosión y resistencia a la oxidación.El lubricante no debe separarse o deteriorarse durante el almacenamiento. En la mayoria de las aplicaciones a los engranajes las temperaturas no son especialmente elevadas, aunque en condiciones severas la descomposición a elevada temperatura plantea un problema bastante serio. Los lubricantes compuestos y muchos aditivos de extrema presión son fácilmente corrosivos y su empleo puede incluso dar lugar a un aumento del desgaste de los cojinetes y engranajes. Por eso para la producción de lubricantes adecuados hay que basarse en un refino bueno y en el empleo de los aditivos apropiados.
Formación de espumaUna formación de espuma excesiva en el lubricante en servicio es extremadamente inconveniente, ya que se traduce en fugas a través de los respiraderos y orificios que se encuentran situados a una altura superior al nivel normal del lubricante, fugas que dan lugar a que la cantidad de este descienda peligrosamente. (Paul D. Hodson 1970)
Tabla 4. 15 - Clasificación de los lubricantes para engranajes según tipo de aditivos empleados.Utilización Aditivos
98
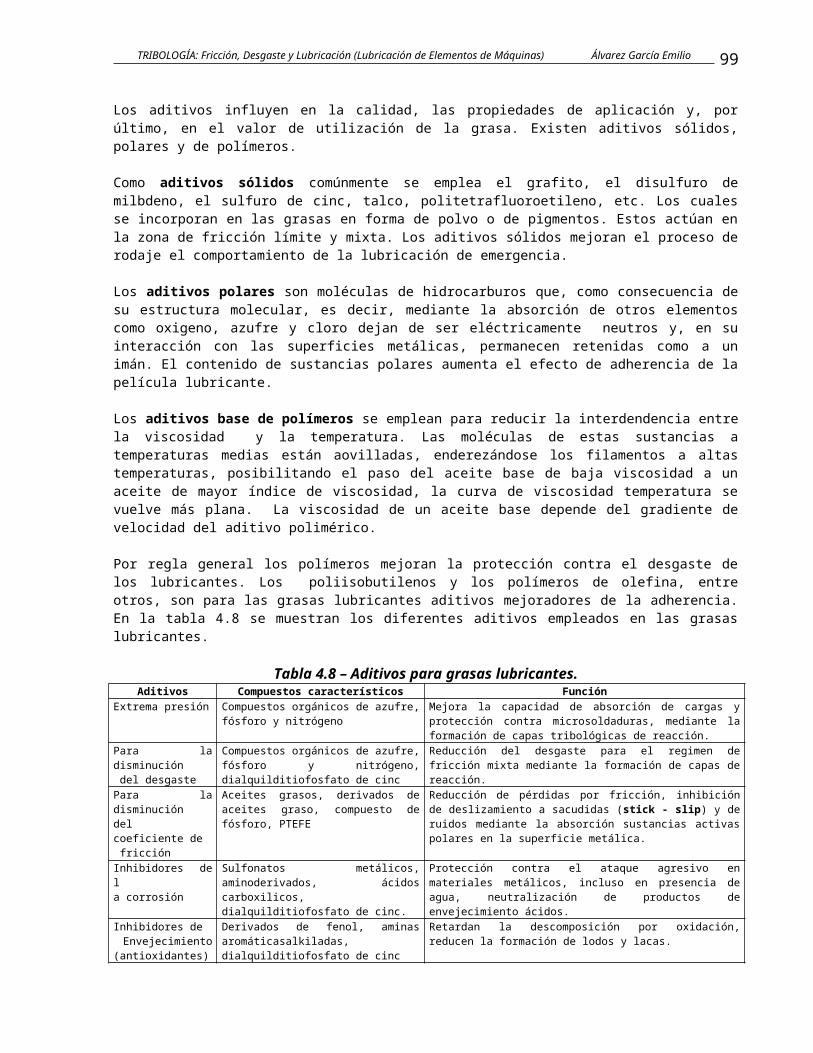
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
A – Pueden incorporarse a cualquier tipo de aceite para engranajes.
· Depresores del punto de congelación · Mejoradores del índice de viscosidad · Antiespumantes· Inhibidores oxidación y corrosión
B – Para aceite de engranajes industriales
· Compuestos polares Condiciones no o grasos muy severas · Grasas sulfuradas · Agentes alta presión Cuando se presentan Pb - S – P cargas continuas
C – Engranajes hipoides (Automoción)· Zn – S CL - P (Tendencia eliminar el CL)· S – CL – Pb (SCL)· S - P (Tendencia actual)
Sistemas de lubricación de los engranajes.En la figura 4.14 se muestran los sistemas de lubricación de engranajes más utilizados.
Fig. 4.14 – Sistemas de lubricación de engranajes.Los engranajes cuya velocidad periférica es inferior a 7.5 m/min. pueden montarse de tal modo que se introduzcan en un baño o “cubeta de engrase” llena de lubricante y otros se lubrican por gota o aerosol, pero el método de lubricación más satisfactorio de estos engranajes consiste en aplicarles un revestimiento de lubricantes adhesivos viscosos de los números AGMA 9, 10, 11 o más pesados. Este lubricante debe aplicarse con una brocha o por aspersión en caliente o diluirse con un disolvente que se evapore como la gasolina.
Clasificación de los lubricantes para engranajes Engranajes de uso automotor
Clasificación por viscosidad Esta es una clasificación de la SAE que duplica la elaborada por esta misma sociedad para los grupos de viscosidad de los aceites de cárter (ver tabla 5.10).
La clasificación por viscosidad AGMA (American Gear Manufacturers Association) designa los lubricantes por números dando rangos de viscosidad a 40ºC y los más viscosos a 100ºC. Los aceites con agentes de extrema presión (EP) sólo deben ser utilizados cuando los recomienda el fabricante del equipo. Los aceites compuestos (COMP) contienen de 3 a 10 % de agentes grasos.
Clasificación de calidad La calidad de los aceites de transmisión se fundamenta en el tipo de engranaje automotor y en la protección antidesgaste que se requiera se determina por el grado de servicio API para lubricantes de uso automotor y se especifica con las letras GL (Gear Lubricant) y un número que, en ascenso, indica mayor calidad. En la tabla 4.16 se muestra el tipo de servicio a que se destina y algunas especificaciones militares.
Los niveles de calidad más comerciales y utilizados son el GL –1 y GL – 5. Las especificaciones militares MIL – L 2105 y MIL – L 2105B permiten una corrosión máxima según el método ASTM D – 130 (3 horas a 250 oF) para el aceite nuevo . Cuando se valla a seleccionar un aceite de este tipo hay que tener en cuenta el grado de viscosidad SAE y el nivel de calidad API. Estos parámetros aparecen tanto en el envase del aceite como en el catálogo del fabricante.
Tabla 4.16 – Especificaciones API para aceites de engranajes automotores.
99
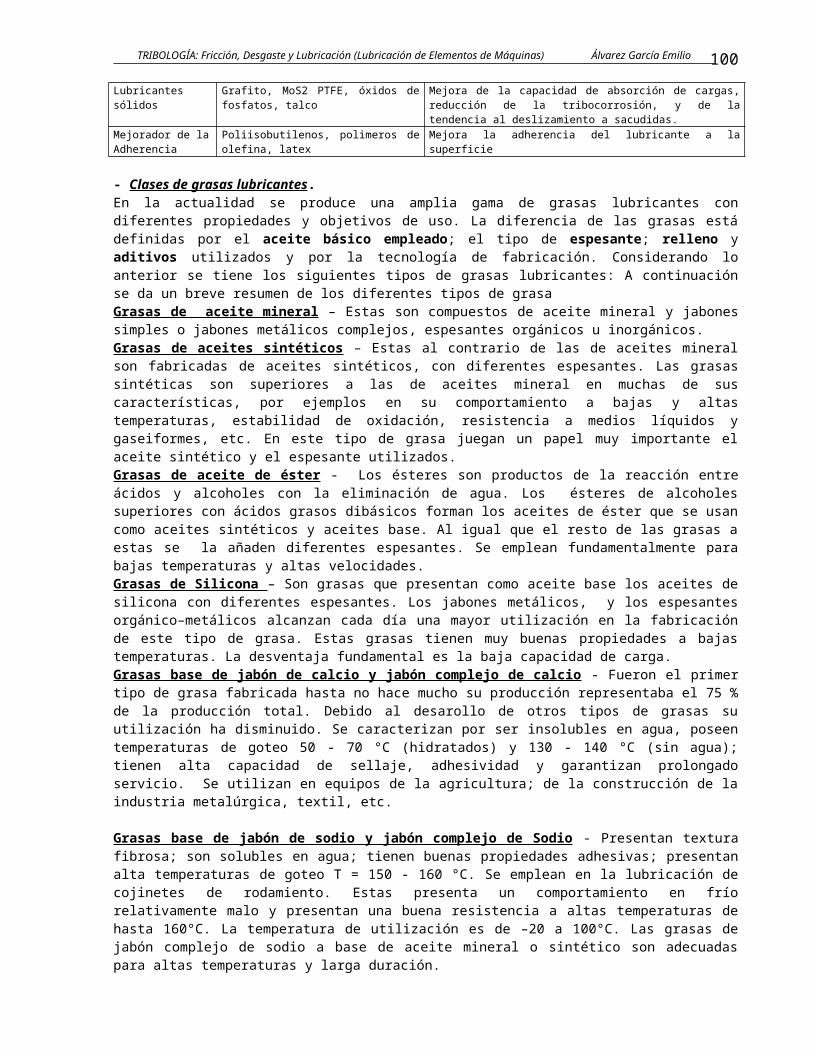
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Especificación API Tipo de engranaje Condiciones de operación Características
GL – 1
GL – 2Cónicos, helicoidales y
sinfín. Baja presión y deslizamientoNo contienen EP ni modificadores de
herrumbre y oxidación, antiespumantes y depresores del punto de fluidez.
GL – 3 Corona Moderadas condiciones de deslizamiento, carga y velocidad. Ligero EP
GL – 4 Todos los tipos Severas condiciones de deslizamiento, carga y velocidad MIL – L 2105. Medio EP
GL – 5 Todos los tiposCondiciones muy severas de
deslizamiento, carga, impacto y velocidad.
Alto EP
GL – 6 Todos los tiposCondiciones muy severas
especialmente para deslizamiento, e impacto
Alto EP con modificadores de fricción.
Selección por aplicación A continuación se muestra una tabla en la cual por medio del tipo de engranaje, sus condiciones de trabajo y tamaño se puede seleccionar el grado AGMA recomendado y mínimo para buen funcionamiento a temperaturas por debajo y por encima de 0ºC. Las revoluciones por minuto son las efectuadas por el engranaje más pequeño. Las cargas que actúan sobre los dientes se miden en Kg./m de longitud del diente y a veces de anchura del engranaje lo que viene a hacer lo mismo en el caso de los engranajes cilíndricos rectos. Estas recomendaciones son para lubricantes excepto de aditivos de extrema presión.
Tabla 4.17 – Recomendaciones para la selección del grado de viscosidad de aceites para engranajes
Tipo de engranaje Tamaño
Temp<0º Temp>0º Rec. Mín Rec. MinViscosidad Núm. AGMA o en ºE
Engranajes de ejes paralelos600 a 1800 rpm600 a 1800 rpmInferior a 600 rpm
Distancia entre centros <50cmDistancia entre centros >50cmCualquiera
233
122
566
455
Todos los tipos por encima de 1800 rpmCarga en el diente <36 Kg/cmCarga en el diente >36 Kg/cm Cualquiera
Cualquiera12
2.1ºE1
33
22
Engranajes planetarios Todas las velocidades
Diam. Ext. A la envuelta Inferior a 40 cmSuperior a 40 cm
23
12
45
34
Engranajes cónicos (excepto los hipoides)Velocidades bajas y mediasVelocidades elevadasVelocidades bajas y mediasVelocidades elevadas
Altura del cono Inferior a 30 cmAltura del conoSuperior a 30 cm
2131
----
5363
4252
Engranajes abiertos Engrasador, gota, aerosolAceitera, niebla de aceite intermitenteLubricante adhesivoAplicado en fríoAplicado en caliente
Todo tamañoTodo tamaño
Todo tamaño Todo tamaño
34
610
2-
610
68
1011
56
810
Selección de los aceites lubricantes para engranajes La selección de los aceites lubricantes para las transmisiones dentadas se realiza en base a recomendaciones obtenidas exclusivamente de la práctica y deben considerarse como preliminares, para la obtención de resultados altamente satisfactorios la selección debe de basarse en los resultados experimentales obtenidos para cada caso concreto.
Los datos necesarios para seleccionar los aceites lubricantes son: Presión en las capas lubricantes. Velocidad de rodamiento y deslizamiento. Temperatura de trabajo. Propiedades de los materiales de las ruedas dentadas.
La presión en las capas lubricantes es próximo a la tensión de contacto determinada según la ecuación de Hertz para las ruedas dentadas.
100

TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Determinación de la viscosidad de los aceites lubricantes. La viscosidad es una de las propiedades más importantes de los lubricantes y entre mayor sea se tiene mayor protección contra los diferentes tipos de desgaste. Sin embargo la viscosidad debe ser limitada para evitar excesiva generación de calor y pérdidas de potencia. La temperatura de operación de los engranes determina la viscosidad de operación del lubricante; si la viscosidad es excesiva se genera considerable calor, el cual a su vez incrementa la temperatura y se reduce la viscosidad.
La velocidad circunferencial es un adecuado índice para definir la viscosidad requerida, una ecuación empírica para determinar la viscosidad de forma aproximada es:
(4.49)
donde:
40 viscosidad a 40 oC en mm2/s.V velocidad circunferencial en pie/min.
Otra recomendación dada para seleccionar la viscosidad del aceite natural se muestra en el Fig. 4.15 a partir del parámetro "X" el cual se calcula por la expresión.
(4.50)
Donde H.V - dureza Vickeers del material más blando.
H - tensión de contacto máximo en el polo de engranaje en Kg./cm2
V - Velocidad circunferencial de la rueda dentada (m/s.)
Fig.4.15 - Selección de la viscosidad de aceites sin aditivos para engranes.
Los valores máximos de la viscosidad para un valor de "X" se recomienda para la existencia en la transmisión de ruedas templadas de acero al níquel o cromoníquel, para transmisiones con cargas dinámicas y para temperaturas del medio superior a los 25 grados. Los valores mínimos para temperaturas del medio menores a 10C.
La dureza superficial del diente define la tendencia al asentamiento: mayor dureza peor capacidad de asentamiento y mayor debe ser la viscosidad para evitar el rayado en este periodo después de logrado el asentamiento se recomienda sustituir el aceite por otro de menor viscosidad.
Durante la lubricación de transmisiones altamente cargada se utilizan aceites con aditivos antirayado para lo cual no es válida la Fig.4.15.
En calidad de valor límite de H en el polo para el cual se puede utilizar aceites sin aditivos se puede tomar las siguientes recomendaciones:
Aceros templados; H 8000Kg./cm2 con buen asentamiento se puede llegar a
H = 10000 Kg./cm2 .
Aceros no templados; H 4000 Kg./cm2 y 6000Kg./cm2 bien asentadas.
La viscosidad del aceite para las transmisiones abiertas se selecciona de la tabla 5.40.
101
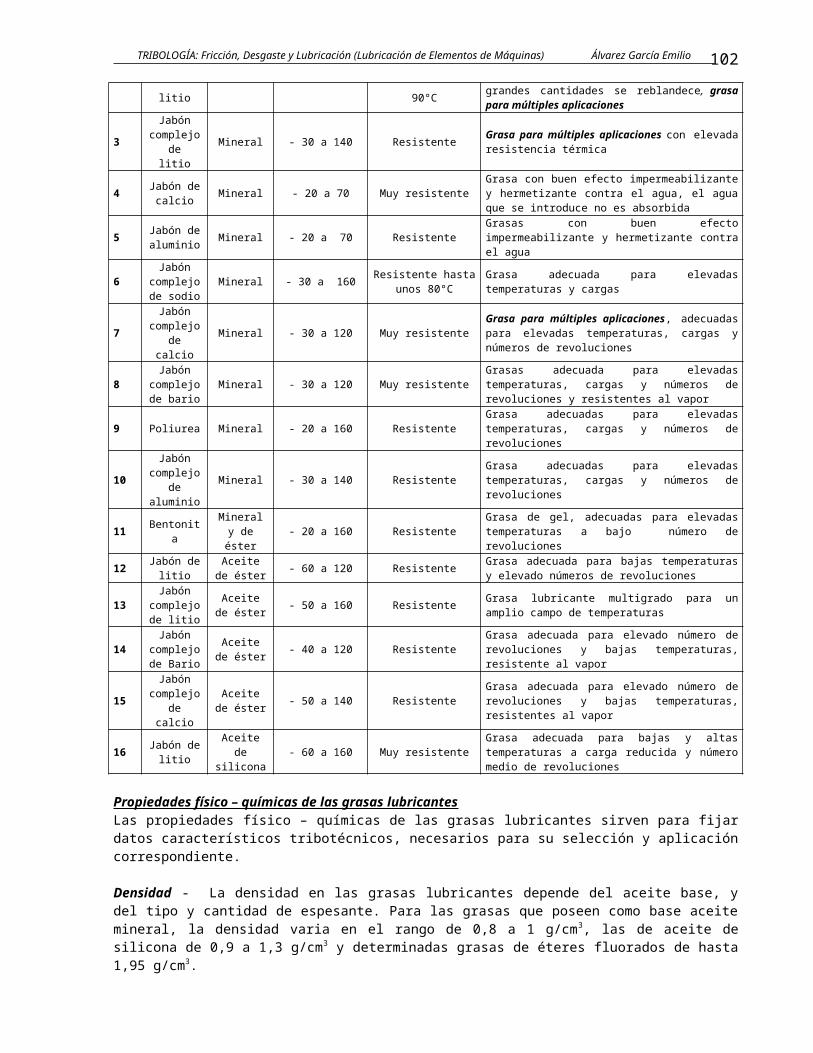
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Tabla 5.43 – Viscosidad cinemática para transmisiones abiertas Viscosidad cinemática a 100 oC en mm2/s
Temperatura del medio circundante Lubricación continua Lubricación periódica-10 a + 15 - 200 – 660
5 a 40 110 a 125 660 – 220020 a 50 185 – 220 660 – 2200
La lubricación de las transmisiones dentadas depende de las condiciones de explotación, en lo fundamental de la velocidad circunferencial y del tipo de transmisión.
Para las transmisiones abiertas se emplean como se planteó anteriormente, las grasas lubricantes para V 4 m/s en el caso de lubricación con aceite esta se realiza de forma periódica, para velocidades circunferenciales V < 1-1,5 m/s se pueden utilizar bandejas en las cuales se deposita el aceite.
En las transmisiones cerradas (reductores, caja de velocidad) se emplea la lubricación por baño cuando la velocidad circunferencial V < 12-14 m/s. La lubricación por baño consiste en verter en el cuerpo del reductor una cantidad de aceite tal que los dientes de la rueda los dientes arrastran el aceite formando en el interior del cuerpo una lluvia de aceite lográndose de este modo la lubricación de todos los elementos. La ventaja de lubricación por baño consiste en su gran fiabilidad de lubricación, el no empleo de aditivos adicionales, la desventaja fundamental es que el aceite no puede filtrarse durante el período de trabajo.
Selección de aceites para las transmisiones sinfín
Para transmisiones cargadas y velocidades no muy altas se recomiendan aceites minerales con alta viscosidad, ella debe ser tan alta como lo permite las pérdidas de potencia y el calentamiento. Las transmisiones rápidas deben lubricarse con un aceite de mediana viscosidad. Los aceites que se emplean en la lubricación de ruedas de bronce o latón no deberán contener en principio, aditivos antirrayado empleados en las ruedas de acero.
Con el objeto de incrementar la eficiencia y disminuir el desgaste de los transmisiones de tornillo sinfín es adecuado utilizar aceites minerales con aditivos antioxidante o emplear aceites sintéticos.
La viscosidad de los aceites minerales puros se puede seleccionar de acuerdo a la Fig.4.16.
Fig.4.16. Selección de la viscosidad de aceites sin aditivos para transmisiones sinfín.
donde:
(4.51)
H - tensión máxima de Hertz en el polo de engrane en Kg/cm².
V - Velocidad circunferencial en m/s.
Si la transmisión trabaja en el régimen variable se debe tomar el valor máximo de la relación X. Para cada valor de X le corresponde un diapasón de variación de la viscosidad, el valor exacto debe determinarse experimentalmente. Si la transmisión trabaja con carga dinámica o para temperatura ambiente superior a los 25C se debe tomar el valor máximo de viscosidad para una X dada. En caso de trabajo discontinuo cuando no se produce un calentamiento fuerte del aceite se toman los valores mínimo de la Fig. 4.15. En la tabla 4.18 se dan otras recomendaciones para la selección de la viscosidad de los aceites puros para las transmisiones de tornillos sinfín.
102
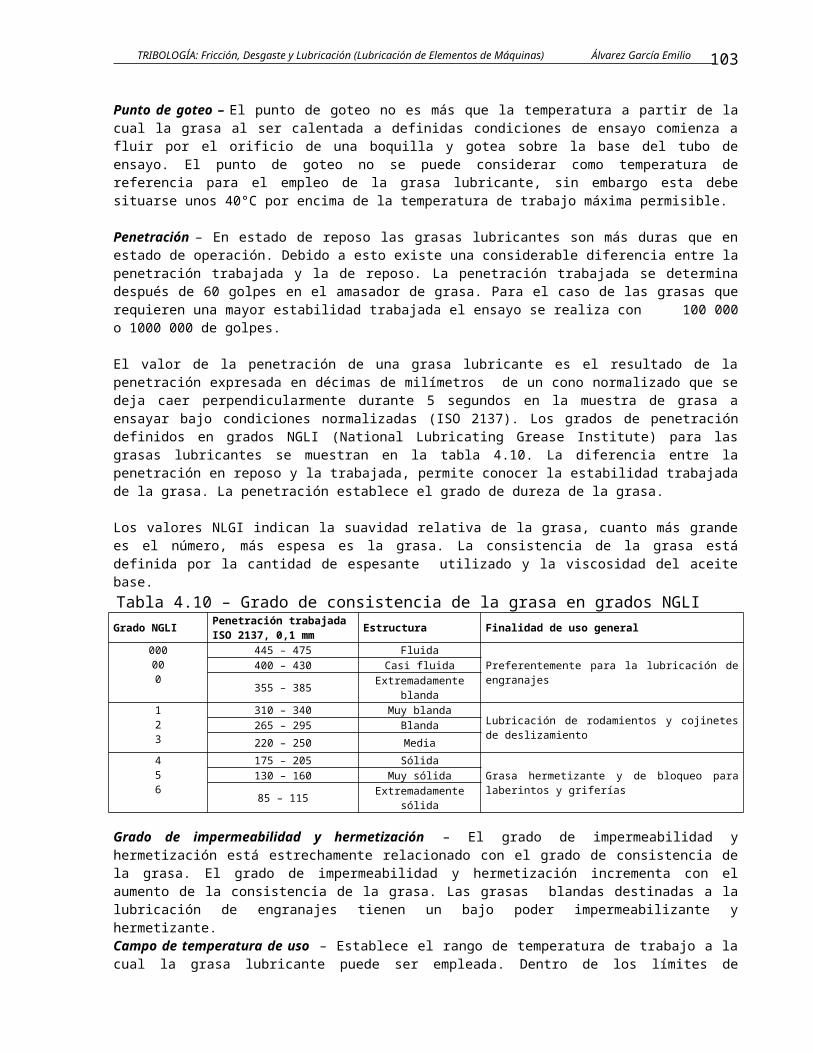
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Tabla 4.18 - Viscosidad cinemática para transmisiones sinfín en mm²/s.Velocidad de deslizamiento en m/s
<1 1 - 2.5 2.5 - 5 5 – 10 10 – 15 15 – 25Condiciones de trabajo P P M - - -
Viscosidad a 50 oC 444 266 177 118 31.5 59Viscosidad a 100 oC 52 32 20 11.5 - -Tipo de lubricación Baño Baño Baño Baño Presión Presión
4.8 - ACEITES LUBRICANTES PARA COMPRESORES En líneas generales un compresor es una bomba construida para funcionar con gases en vez de con líquidos. Estos se clasifican según se representa en la figura 4.17.
Fig. 4.17 – Calcificación de los compresores.
Desde el punto de vista mecánico, el compresor alternativo es una máquina sencilla. A medida que el pistón desciende el gas se introduce a través de una válvula de leva y se vuelve a expulsar a través de otra válvula de este tipo contra la presión de descarga en la carrera ascendente. Estos compresores pueden ser de una, dos o múltiples etapas, de acción simple o doble, horizontales o verticales.
En su lubricación deben distinguirse dos exigencias diferentes la lubricación de los cilindros y de los cojinetes. En los primeros debe establecerse un mínimo consumo de aceite y al mismo tiempo proporcionar la estanqueidad del pistón, válvulas y empaquetaduras para impedir fugas de aire.
Uno de los factores más importantes es la temperatura de servicio ya que afecta a la viscosidad del aceite, a su facilidad de oxidación y a la formación de depósitos. La viscosidad del aceite para cilindros deberá estar comprendida dentro del rango adecuado. El uso de aceites de mayor viscosidad contribuye a la acumulación de depósitos en los segmentos, válvulas y conductos de descarga. Estos depósitos hacen que la válvula funcione con dificultad y según la mayor parte de los técnicos el 98% de los incendios y explosiones que se registran en los compresores se deben a una válvula defectuosa por la acumulación de depósitos lo que impide su buen sellaje y por consiguiente la recirculación del aire o gas comprimido al ser succionado de nuevo.
El fabricante de un determinado compresor suele especificar el aceite que es más adecuado a la máquina y generalmente hay que ajustarse a sus recomendaciones ya que la selección del lubricante está condicionada por un gran número de factores, tales como la velocidad, la presión, el acabado superficial, el tamaño, el juego de los pistones, etc.
Tabla 4.19 - Tipo de lubricante según gas a comprimirTipo de gas Lubricante a utilizar
Aire-hidrógeno-nitrógeno-anhídrico carbónico helio Aceites de turbinas o motor HD de la viscosidad adecuada
Propano y butano De mayor viscosidad que anteriores de 15 a 25ºE a 50ºC
Cloro y clorhídrico No se utilizan aceites minerales ni otro tipo de lubricante. En algunas ocasiones pueden emplearse el ácido sulfúrico como tal
Gas natural
Algunas fracciones de gas pueden disolver los aceites, por tanto requerirán mayores viscosidades entre 15 a 25ºE a 50ºC y en caso que exista agua por condensación deben utilizarse aceites tipo “Compound” o sea con manteca de cerdo entre el 5 al 10%. Cuando se forman lacas o gomas deben utilizarse aceites motor HD
Oxigeno Ninguno, En ocasiones aguaAcido sulfhídrico Altamente refinado, muy seco y en pequeñas cantidades Industria de alimentación y bebida Exentos de aceite en los cilindros. Sólo para cojinetes y otros elementos
Sistemas de lubricación de los compresores Por medio del aceite del cárter, por salpicado a través de los cojinetes de las muñequillas del cigüeñal, por medio de alguna varilla o cucharilla u otro resalte conectado en la biela o cigüeñal. Las válvulas requieren muy poca lubricación, es suficiente con la que recibe desde las paredes del cilindro, o el que llega atomizado juntamente con el aire, excepto en los casos que los compresores funcionen bajo condiciones de excesiva humedad y es necesario proporcionarle una lubricación suplementaria.
103
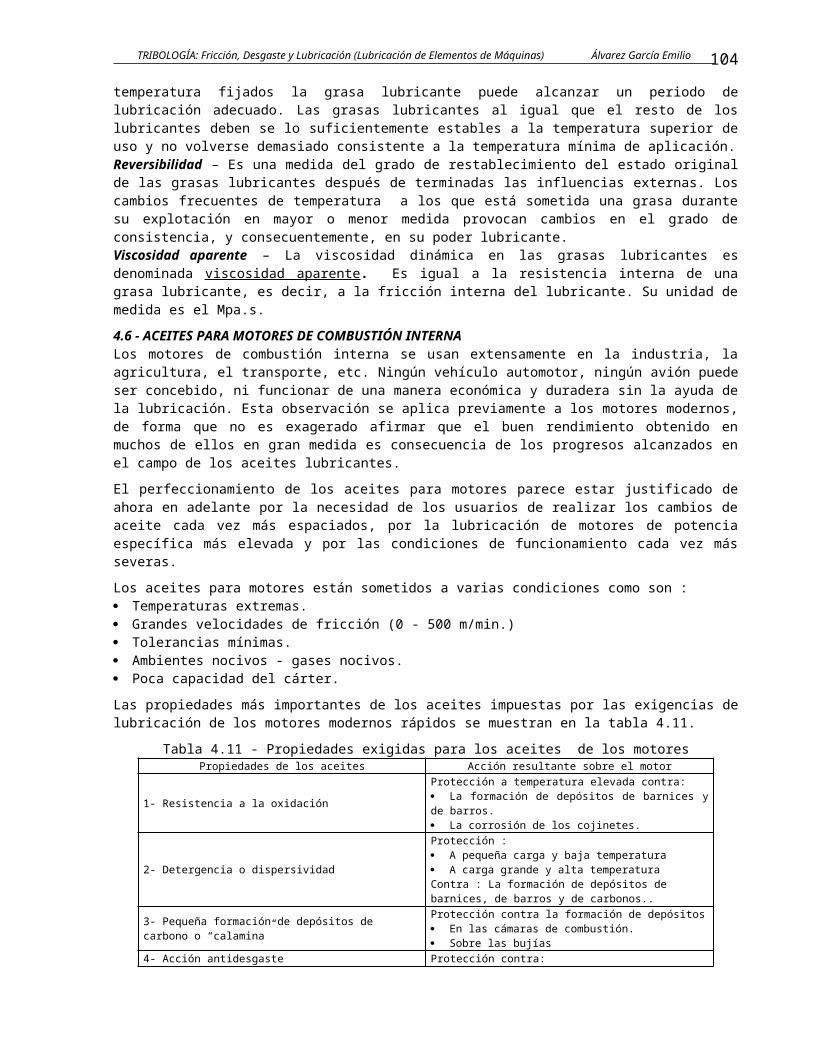
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Selección de lubricantes para compresoresA continuación se muestra una tabla de selección del número SAE de viscosidad de lubricantes para compresores de acuerdo al tipo de compresor y por consiguiente a las partes que en cada uno de ellos hay que lubricar. En el caso de los compresores alternativos se especifica mucho más (posición, tamaño y presión) debido a que son los que presentan mayores dificultades.
Tabla 4.20 – Selección del grado de viscosidad SAE según el tipo de compresores Tipo de Compresor Grado SAE
Alternativo · Pequeño, de elevada velocidad, lubricado por salpicadura Menos de 5 Kg/cm2 por etapa 5 Kg/cm2 y más por etapa · Grande (más de 28,3 m3/min de aire) Menos de 5 Kg/cm2 por etapa 5 Kg/cm2 y más por etapa Horizontal · Con vástago guía (lo mismo que para el vertical) · Sin vástago guía Menos de 5 Kg/cm2 por etapa 5 Kg/cm2 y más por etapa
2030
30 – 5040 – 60
40 – 6050 – 70
Tipo de paletas 20 – 30Rotativos centrífugos y de flujo axial · Sólo cojinetes · De lóbulos y tornillos
2030 – 40
Bombas de vacío 30 – 50
4.9 - ACEITES PARA SISTEMAS HIDRÁULICOS Un sistema hidráulico es aquel en que se emplea un líquido para transmitir fuerza y (o) movimiento y un líquido hidráulico es el transmisor de potencia que se utiliza para transformar, controlar y transmitir los esfuerzos mecánicos a través de una variación en su presión o flujo.
Tabla 4.21 – Viscosidad recomendada para aceites de sistemas hidráulicos
Tipo de bomba Temp. CMín Máx
Presión máx.Kg/cm2
Viscosidaddel fluido Observaciones
Alternativas 15.5 71 -4 63
210210
SAE 20SAE 10
Las aplicaciones a presiones muy altas requieren considerarse por separado
De engranajes 15.5 71 -4 63
3535
SAE 30SAE 10
De paletas
15.5 7115.5 71 -4 60 -30 46
-37 38
35707070
70
SAE 10SAE 20SAE 10
1.9 a 2.1E
1.2 a 1.3E
En una emergencia puede emplearse una mezcla de 25% de queroseno y 75% de aceite SAE 10Como mezcla de emergencia se emplea un 50% de aceite SAE 10
De pistón rotatorio
15.5 7115.5 93
15.5 71 -4 60 -30 46 -37 38
15.5 71 -4 60 -30 46 -37 38
35175
175175175175
350350350350
SAE 10SAE 50
SAE 204 a 5ESAE 10
1.9 a 2.1E
SAE 30SAE 20SAE 10
1.9 a 2.1E
Esta condición de funcionamiento no es aconsejable
SAE 10 pesado o SAE 20 ligero
Mezcla de emergencia de 25% de queroseno y 75% de aceite SAE 10
No es aconsejable la mezcla de aceite y queroseno
4.10 - LUBRICACIÓN DE COJINETES DE RODAMIENTOSEl propósito de la lubricación de rodamientos, es prevenir el contacto metálico directo entre los elementos rodantes y pistas. Lo anterior se logra a través de una fina película de lubricante entre las superficies de contacto. Con una efectiva lubricación de los rodamientos se logra entre otras:
Reducción de la fricción y el desgaste Disipación del calor generado por la fricción
104
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Prevención de la oxidación de las superficies metálicas del rodamiento Vida prolongada del rodamiento Protección de elementos dañinos
En dependencia de las condiciones de trabajo los cojinetes de rodamiento se pueden dividir en:
Cojinetes que trabajan en un régimen ligero: (t < 80 °C; velocidades y cargas medias). En este caso se debe emplear la menor cantidad posible de grasa para obtener bajas pérdidas por fricción.
Cojinetes que trabajan en un régimen pesado: (t > 100°C, altas velocidades y carga), en este caso la misión del lubricante es: disminuir la fricción y el desgaste y además enfriar el cojinete; lo que se logra solo con el empleo de aceites.
Los rodamientos son elementos estandarizados que se seleccionan de un catalogo. Su campo de aplicación depende de la carga que va a soportar, de la velocidad del eje y del diámetro del eje (diámetro de la pista interior del rodamiento). En la figura 4.18 se muestra la influencia de estos factores sobre la selección del rodamiento.
Fig. 4.18 – campo de aplicación de los rodamientos en dependencia de la carga, velocidad y diámetro del eje.
La correcta lubricación de un rodamiento está basada en el régimen de lubricación elastohidrodinámico, debido a que su configuración, tipo de contacto y pistas de rodadura no permiten crear una fricción hidrodinámica pura. El régimen de fricción depende de la velocidad, la carga, la viscosidad y la temperatura en la zona de contacto. En la medida que se incrementa la velocidad o la viscosidad, incrementa el espesor de la película lubricante y disminuye en la medida que se incrementa la carga y la temperatura de trabajo.
Si bien las bajas velocidades no garantizan un adecuado régimen de lubricación las muy altas pueden ocasionar una distribución anormal de la carga sobre los elementos rodantes. Es esta la razón por la que los fabricantes de rodamientos, basados en un factor de velocidad (ndm) establecen los límites de velocidades que permiten seleccionar el lubricante adecuado. En la tabla 4.22 se especifican los factores máximos de velocidad para rodamientos lubricados con grasa o aceite.
El factor de velocidad se determina como:
; min-1mm (4.52)
donde:
D – diámetro exterior del rodamientod – Diámetro interior del rodamienton – velocidad del rodamiento
105
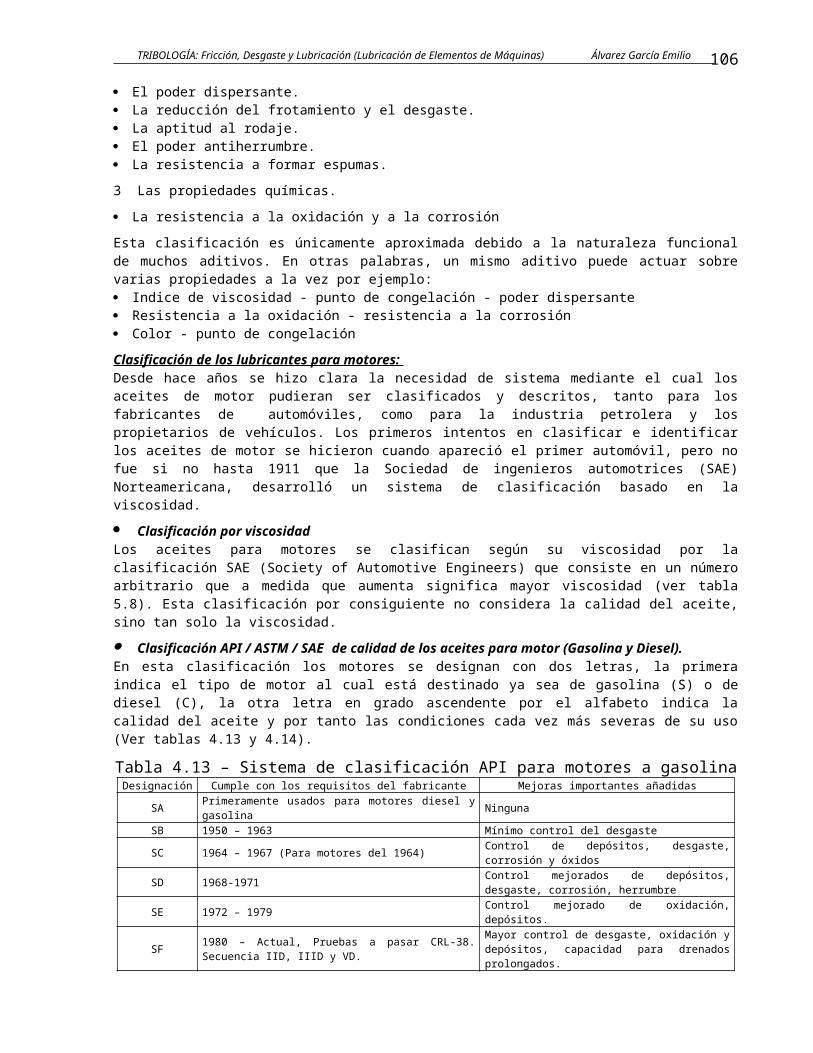
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Tabla 4.22 – Límite máximo de velocidad (dnm)para lubricar rodamientos con grasa o aceiteTipo de rodamiento Tipo de lubricante
Aceite GrasaRígidos de bolas 340 000 500 000De rodillos cilíndricos 300 000 500 000De bolas y rodillos a rótula 145 000 290 000Axiales de bolas y de rodillos 140 000 280 000
La velocidad de un rodamiento se puede clasificar dentro de los siguientes rangos:
Baja < 50 min-1
Media, de 50 a 500 min-1
Alta > 500 min-1
Los números límites de revoluciones (nlim.)dados en las tabla de rodamientos, independientemente para la lubricación con grasa y aceite, solo tienen validez para la ejecución estándar del rodamiento. Cuando los rodamientos radiales tienen carga puramente radial y los axiales puramente axial el número límite de revoluciones se determina según la siguiente ecuación:
Partiendo de la capacidad de carga dinámica del rodamiento C se puede clasificar La carga equivalente (q) que actúa en un rodamiento. Las diferentes categorías de clasificación de los rodamientos según la carga equivalente aparecen en la tabla 4.23
Tabla 4.23 – Clasificación de la carga equivalente que actúa sobre un rodamiento.Carga Tipo de rodamiento
De Bolas De RodillosLigera Hasta 0.07C Hasta 0.08CNormal Por encima de 0.07C hasta 0.15C Por encima de 0.08C hasta 0.18CAlta Por encima de 0.15C hasta 0.25C Por encima de 0.08C hasta 0.30CExtremadamente Alta superior a 0.25C Superior a 0.30C
Para temperaturas de servicio elevadas se requieren aceites de exigencias más elevadas en cuanto a la resistencia térmica. En estos casos ha de garantizarse que la grasa no se salga de la unión y que la viscosidad del aceite no sea inferior a los 12 cSt. En el caso de la lubricación con grasa esta viscosidad se refiere a la del aceite base.
La temperatura de servicio de los rodamientos está influenciada por diferentes factores dentro de los cuales se encuentran:
Calentamiento propio Calentamiento exterior a través del eje, de la caja o por radiación Efecto refrigerante del eje Efecto de ventilación de las partes vecinas Temperatura del medio circundante Tipo y cantidad de lubricante
Lubricación de rodamientos por aceitePara aplicaciones de altas temperaturas y velocidades la lubricación más apropiada es la con aceite. La lubricación con aceite es especialmente efectiva en aquellas aplicaciones donde se requiere que el calor generado por el rodamiento sea extraído del mismo y disipado hacia el exterior.
Un rodamiento se lubrica con aceite cuándo se presentan las siguientes condiciones: Elevadas temperaturas de trabajo y se necesita buen efecto refrigerante Se necesita evacuar contaminantes El factor de velocidad esté dentro de los limites permisibles para cada tipo de rodamiento
El aceite empleado en la lubricación de rodamientos debe cumplir las siguientes características:
Viscosidad adecuada Adecuado índice de viscosidad Buena resistencia a la oxidación Buenas propiedades corrosivas y antiherrumbre Buenas propiedades antiemulsionante. Buenas propiedades antidesgaste y de EP si requiere.
106
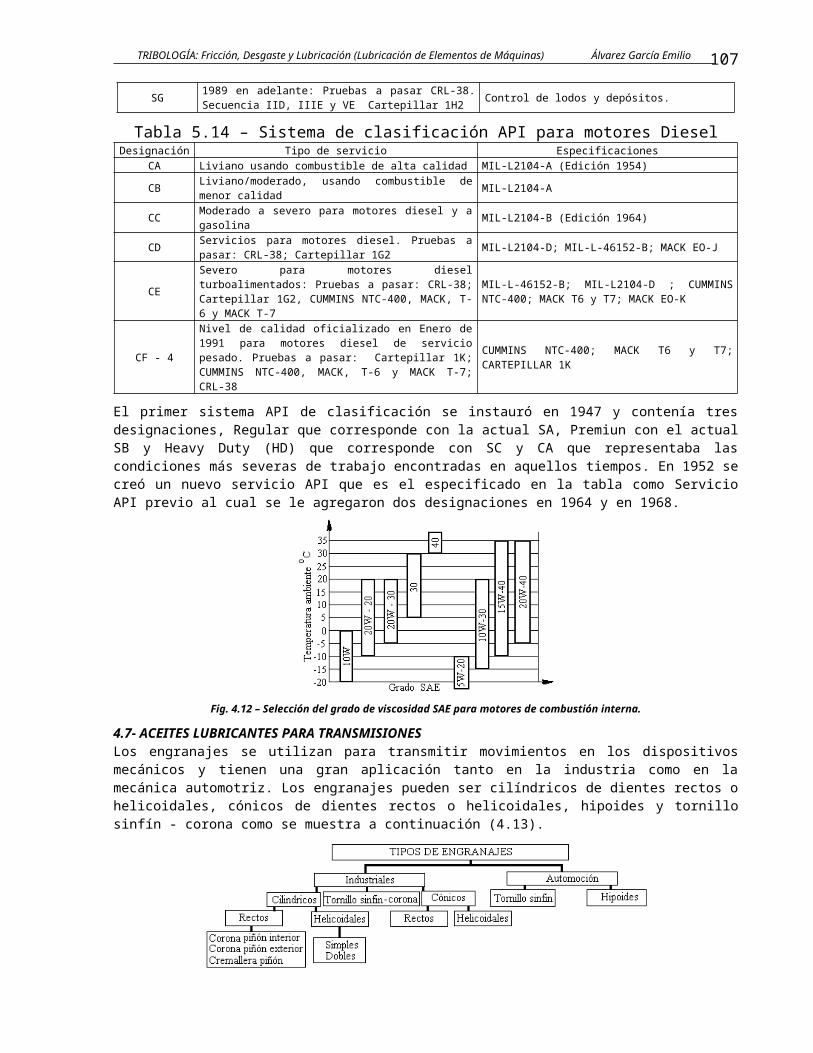
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Viscosidad requerida del aceite para rodamientos.
Ha quedado claro que es la viscosidad la propiedad más importante puesto que es esta la que garantiza el adecuado régimen de fricción bajo las establecidas condiciones de trabajo. Esta debe ser correctamente seleccionada debido a que viscosidades demasiado altas originan peligrosas elevaciones de temperaturas y demasiado bajas no garantizan el adecuado espesor de película lubricante.
Con relación a la temperatura de operación y a la lubricación de rodamientos la tabla 4.24 lista la viscosidad mínima requerida para varios tipos de rodamientos.
Tabla 4.24 – Viscosidad mínima de aceites para lubricación de rodamientos.Tipo de rodamiento Viscosidad mínima en, mm2/s
Rodamientos de bolas, de rodillos cilíndricos, de agujas 13
Rodamientos de rodillos esféricos, de rodillos cónicos, y axiales de agujas 20
Rodamientos axiales de rodillos esféricos 30
La viscosidad requerida de un aceite para rodamiento puede ser seleccionada a partir de las recomendaciones establecidas en la tabla 4.25.
Tabla 4.25 – Estándares de selección de viscosidad para aceites de rodamientos.Temperatura de operación, en oC Factor de velocidad, n.dm
Grado de viscosidad del aceites Tipo de rodamientosCarga ordinaria Carga pesada o
de impacto
- 30 a 0 Hasta las revoluciones permisibles 22 32 46 Todos los tipos
0 a 60
Hasta 15 000 46 68 100 Todos los tipos15 000 a 80 00 32 46 68 Todos los tipos
80 000 a 150 000 22 32 32 Excepto axiales de bolas
150 000 a 500 000 10 22 32 Radiales de bolas, de una sola hilera, de rodillos cilíndricos
60 a 100
Hasta 15 000 150 220 Todos los tipos15 000 a 80 00 100 150 Todos los tipos
80 000 a 150 000 68 100 150 Excepto axiales de bolas
150 000 a 500 000 32 68 Radiales de bolas, de una sola hilera, de rodillos cilíndricos
100 a 150Hasta el número de
revoluciones permisibles
320 Todos los tipos0 a 60 46 68
Rodamientos de rodillos esféricos60 a 100 150
Luego de seleccionada la viscosidad requerida del aceite para una aplicación específica, se selecciona el grado de viscosidad ISO establecido para aceites industriales.
Lubricación de rodamientos con grasaLos lubricantes tipo grasas son, relativamente, fáciles de manejar y requieren solamente el más simple de los dispositivos de sellado; por estas razones, la grasa es el lubricante más ampliamente usado en rodamientos.
Para la lubricación de los rodamientos, se usan grasas de grados de consistencia NLGI 1, 2 y 3. La relación entre la consistencia de la grasa y su aplicación.
4.11 - LUBRICACIÓN DE COJINETES DE DESLIZAMIENTOAlgo importante durante la lubricación de un cojinete de deslizamiento resulta la correcta selección del mismo. El cojinete de deslizamiento radial se selecciona tomando en consideración la velocidad del eje y la carga normal que actúa sobre el cojinete. Los más utilizados son los de fricción pura, en los cuales la superficie del eje y la del buje friccionan directamente, los de material poroso impregnado en aceite y los de película hidrodinámica (Fig. 4.19)
107
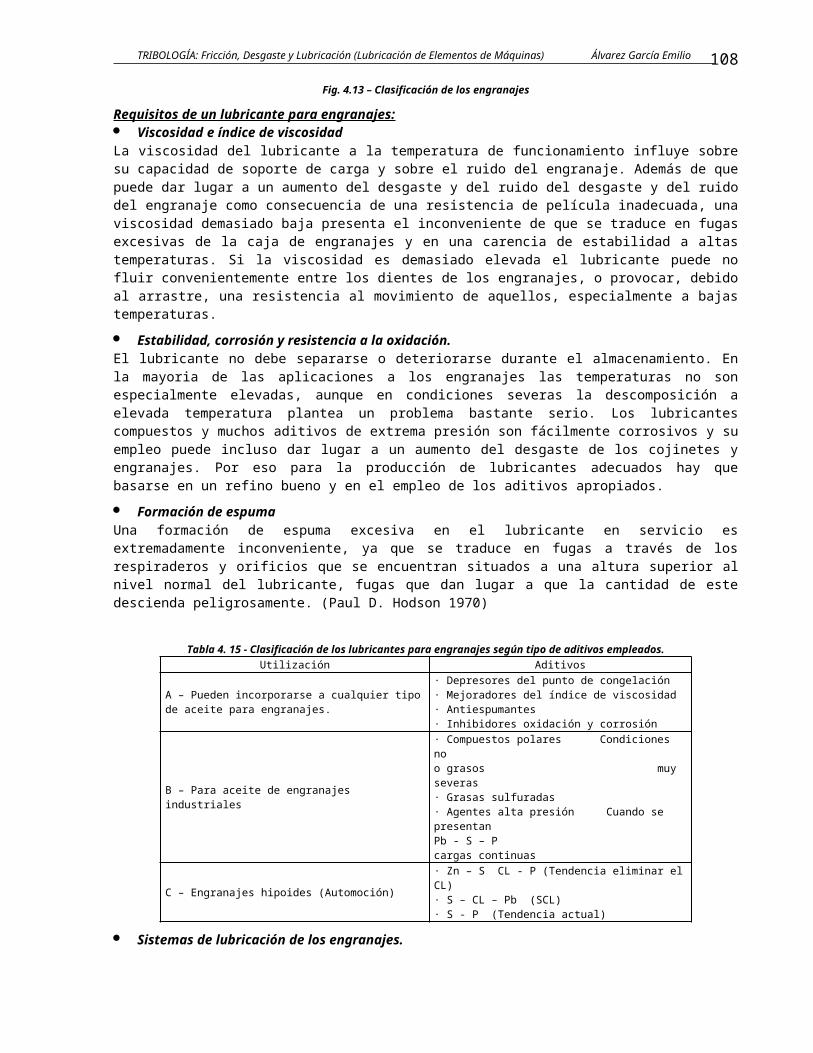
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fig. 4.19 – Selección del tipo de cojinete de deslizamiento radial: ---- Cojinete de fricción pura; Cojinete poroso impregnado de aceite; Cojinete hidrodinámico.
En dependencia de las condiciones de trabajo (presión y velocidad) y de la viscosidad del aceite lubricante en los cojinetes de deslizamiento pueden existir tres regímenes de lubricación: lubricación hidrodinámica, mixta y límite.
Desde el punto de vista de proyección y explotación la lubricación hidrodinámica es la deseada debido al mínimo desgaste que se produce en los cojinetes de deslizamiento y el árbol.
A partir de las condiciones de explotación y las dimensiones del cojinete se puede definir la viscosidad del lubricante para un régimen hidrodinámico:
(Kg-s/m²) (4.53)
donde la c = (4 - 6)10-6 para cojinetes de Babbit y bronce; Fn - fuerza normal al cojinete en Kg.; n- min-1
y d y l diámetro y longitud del cojinete en (m).
En casos de que las condiciones de trabajo (carga y velocidad) no permitan obtener la lubricación hidrodinámica para un cojinete dado la opción que queda es variar las dimensiones del cojinete; sin embargo esta no es siempre posible y por lo tanto surge la lubricación mixta y en caso extremo la lubricación límite (Fig.4.20).
108
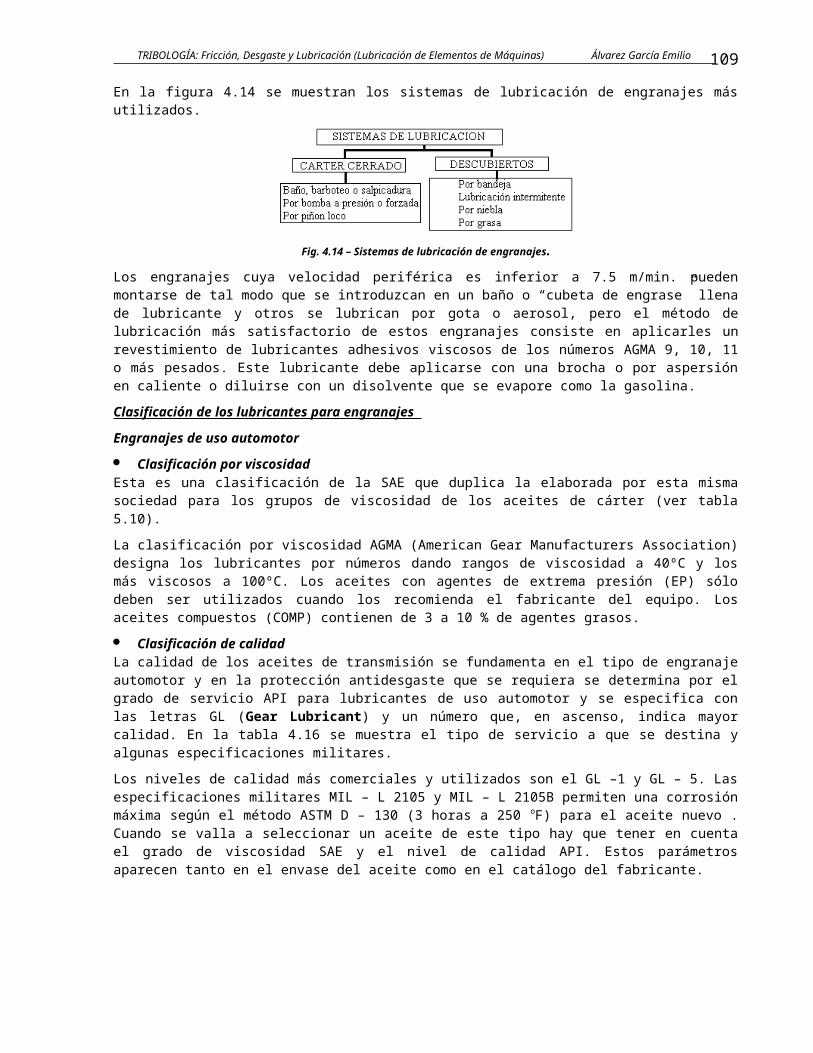
TRIBOLOGÍA: Fricción, Desgaste y Lubricación (Lubricación de Elementos de Máquinas) Álvarez García Emilio
Fig. 4.20 – Regímenes de fricción lubricada
Durante la lubricación mixta o límite la selección del lubricante constituye un aspecto complejo; el criterio más efectivo es evaluar el lubricante en máquinas de ensayo que simulen lo mas cerca posible las condiciones reales de trabajo.
Otra vía es la de guiarse por las recomendaciones dadas por los fabricantes de lubricantes o por la literatura especializada; por ejemplo:
Tabla 4.26 - Viscosidad cinemática de los aceites para cojinetes planos a 40oC (mm²/s).T(°C) Diámetro del cojinete, mm n, min-1 Grado de viscosidad ISO
0 – 66
< 152< 500 32
3222
500 – 1000> 1000
152< 500 100
6832
500 – 1000> 1000
67 – 94
< 152< 500 68
6832
500 – 1000> 1000
152< 500 100
10068
500 – 1000> 1000
Para seleccionar correctamente el lubricante se deben seguir las recomendaciones del fabricante del equipo. En caso de que estas no se conozcan o cuando se trate de un cojinete nuevo, la viscosidad se selecciona de acuerdo a los diferentes parámetros de diseño.
Los factores que influyen sobre la determinación de la viscosidad del aceite son el diámetro del cojinete, la temperatura de funcionamiento, el sistema de lubricación y el tipo de servicio. Mientras mayor sea el diámetro la superficie sobre la cual debe estar esparcido la película de lubricante es mayor, por lo que se requiere de un lubricantes de mayor viscosidad. Altas velocidades dan lugar a una cuña de aceite mayor, lubricando bien la zona de fricción y soportando la carga sin dificultad alguna. Las velocidades bajas no desarrollan la presión necesaria en la cuña de aceite, por lo que se debe lubricar con aceites de elevada viscosidad.
109