CAPITULO IV PRODUCTOS Y PROCESOS DE …tesis.uson.mx/digital/tesis/docs/20185/Capitulo4.pdf ·...
15
CAPITULO IV PRODUCTOS Y PROCESOS DE PRODUCCION EN SONORA FORMING TECHNOLOGIES 8 . La gama de productos automovilísticos y de servicio que ofrece Sonora Forming Technologies a sus clientes, está enfocada a la realización de sistemas de carrocería metálica y chasis para vehículos. Aquí se incluyen algunos de estos sub-ensambles clasificados por proceso. 4.1 Productos Principalmente a Ford, suministran pisos del auto, cofres, compartimentos de motor, puertas, techos, laterales, cajuelas y chasis para los modelos Mercury Milán, Lincoln MKZ y Fusion. Algunos de los productos se muestran en la figura 14. Figura 14. Productos Sonora Forming Technologies para Ford. 4.1.1 Sistemas de cuerpo Se produce una completa gama de soluciones de cuerpo en color blanco, desde un pequeño estampado hasta un ensamblado total como lo es en el caso de Ford Fusion. En la figura 15 se ilustra de manera clara lo que lleva el sistema de cuerpo. 8 Visita en planta dirigida por el Lic. Efraín De Samaniego, gerente de Recursos Humanos de la empresa SONORA FORMING TECHNOLOGIES, abril 2008.
Transcript of CAPITULO IV PRODUCTOS Y PROCESOS DE …tesis.uson.mx/digital/tesis/docs/20185/Capitulo4.pdf ·...
CAPITULO IV
PRODUCTOS Y PROCESOS DE PRODUCCION EN SONORA FORMING TECHNOLOGIES8.
La gama de productos automovilísticos y de servicio que ofrece Sonora Forming
Technologies a sus clientes, está enfocada a la realización de sistemas de carrocería
metálica y chasis para vehículos. Aquí se incluyen algunos de estos sub-ensambles
clasificados por proceso.
4.1 Productos
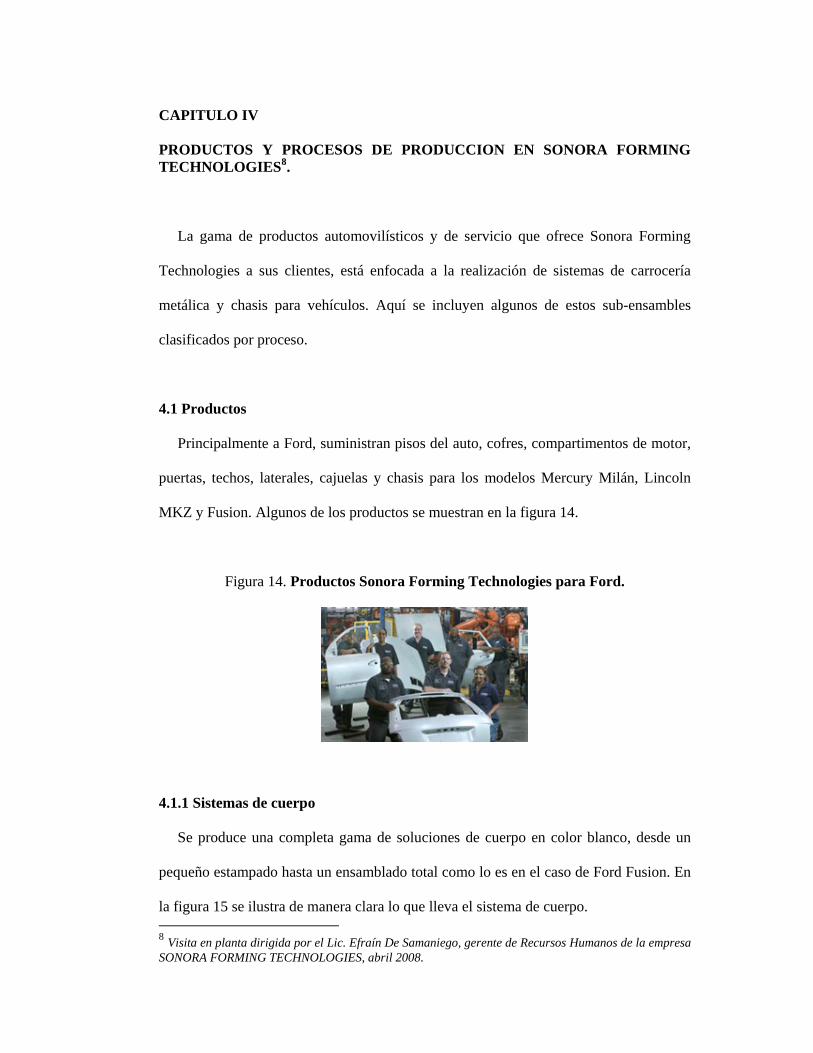
Principalmente a Ford, suministran pisos del auto, cofres, compartimentos de motor,
puertas, techos, laterales, cajuelas y chasis para los modelos Mercury Milán, Lincoln
MKZ y Fusion. Algunos de los productos se muestran en la figura 14.
Figura 14. Productos Sonora Forming Technologies para Ford.
4.1.1 Sistemas de cuerpo
Se produce una completa gama de soluciones de cuerpo en color blanco, desde un
pequeño estampado hasta un ensamblado total como lo es en el caso de Ford Fusion. En
la figura 15 se ilustra de manera clara lo que lleva el sistema de cuerpo. 8 Visita en planta dirigida por el Lic. Efraín De Samaniego, gerente de Recursos Humanos de la empresa SONORA FORMING TECHNOLOGIES, abril 2008.
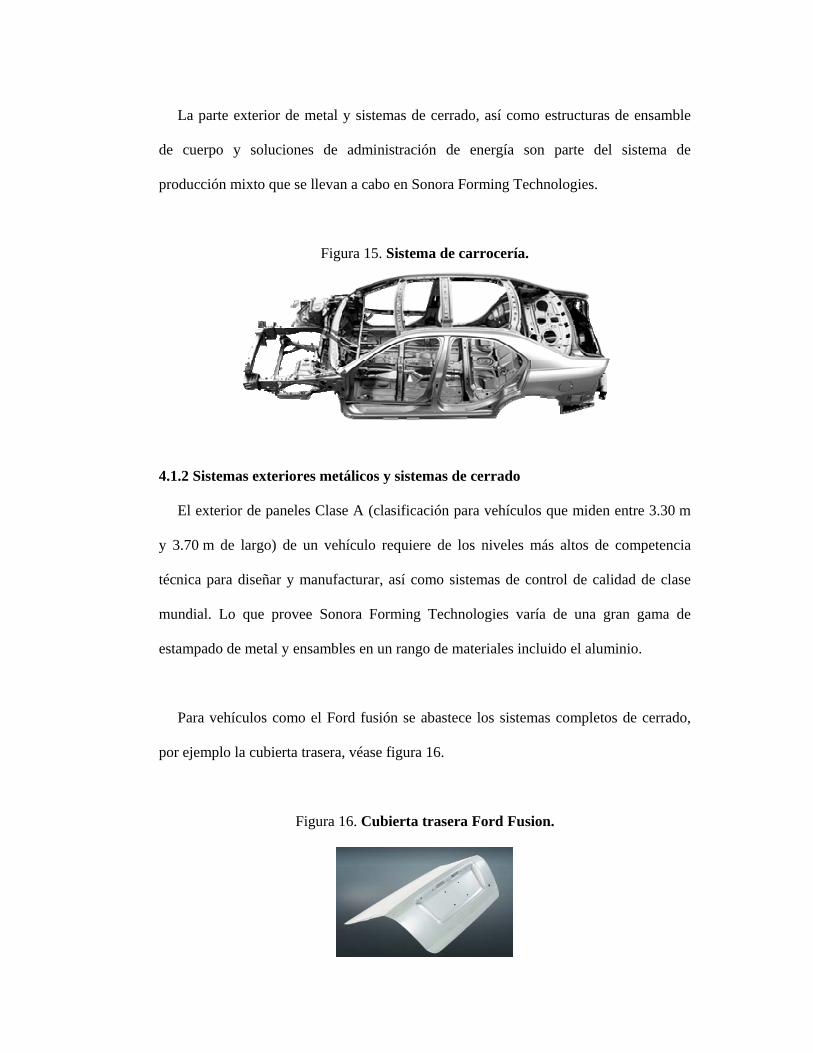
La parte exterior de metal y sistemas de cerrado, así como estructuras de ensamble
de cuerpo y soluciones de administración de energía son parte del sistema de
producción mixto que se llevan a cabo en Sonora Forming Technologies.
Figura 15. Sistema de carrocería.
4.1.2 Sistemas exteriores metálicos y sistemas de cerrado
El exterior de paneles Clase A (clasificación para vehículos que miden entre 3.30 m
y 3.70 m de largo) de un vehículo requiere de los niveles más altos de competencia
técnica para diseñar y manufacturar, así como sistemas de control de calidad de clase
mundial. Lo que provee Sonora Forming Technologies varía de una gran gama de
estampado de metal y ensambles en un rango de materiales incluido el aluminio.
Para vehículos como el Ford fusión se abastece los sistemas completos de cerrado,
por ejemplo la cubierta trasera, véase figura 16.
Figura 16. Cubierta trasera Ford Fusion.
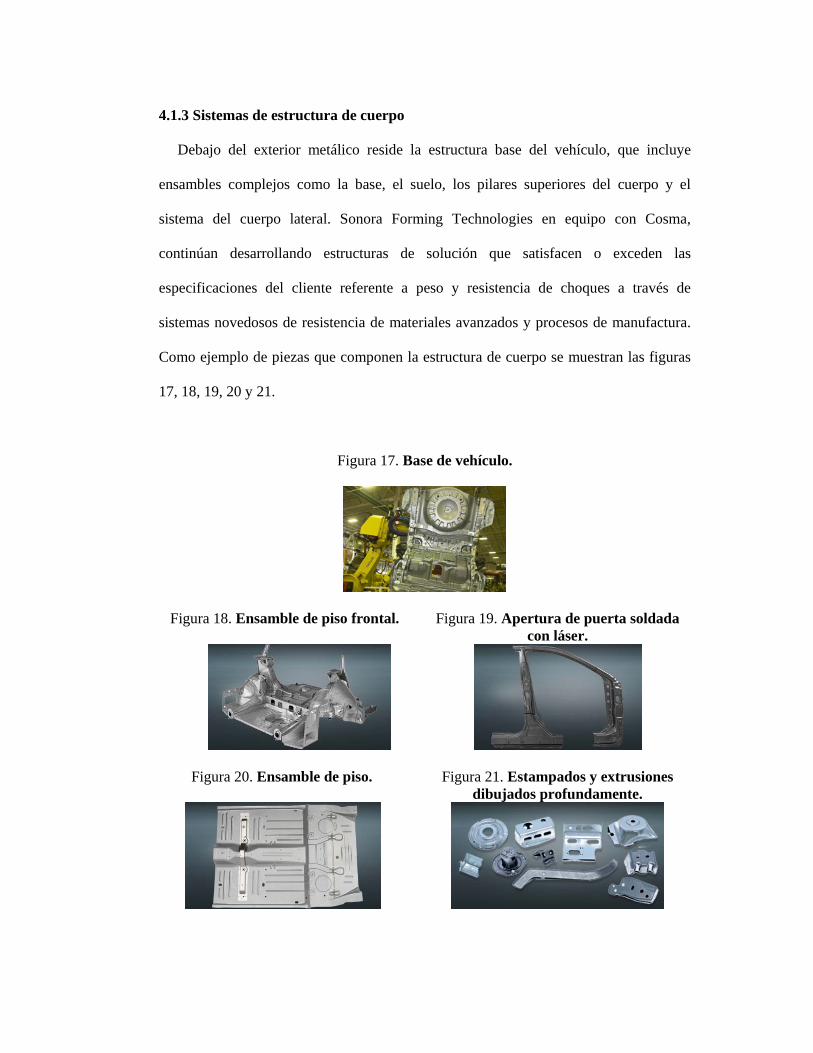
4.1.3 Sistemas de estructura de cuerpo
Debajo del exterior metálico reside la estructura base del vehículo, que incluye
ensambles complejos como la base, el suelo, los pilares superiores del cuerpo y el
sistema del cuerpo lateral. Sonora Forming Technologies en equipo con Cosma,
continúan desarrollando estructuras de solución que satisfacen o exceden las
especificaciones del cliente referente a peso y resistencia de choques a través de
sistemas novedosos de resistencia de materiales avanzados y procesos de manufactura.
Como ejemplo de piezas que componen la estructura de cuerpo se muestran las figuras
17, 18, 19, 20 y 21.
Figura 17. Base de vehículo.
Figura 18. Ensamble de piso frontal. Figura 19. Apertura de puerta soldada con láser.
Figura 20. Ensamble de piso. Figura 21. Estampados y extrusiones dibujados profundamente.
4.1.4 Sistema de chasis
El aumento de los requisitos del cliente por innovar el manejo y una durabilidad a
gran escala del vehículo, les ha llevado a implementar su experiencia en moldeado de
metal y sistemas de suspensión. La figura 22 ilustra el medio para construir un sistema
de chasis.
Figura 22. Sistema de chasis.
4.1.4.1 Marcos y chasis
Una variedad de innovación en procesos de moldeado de metales, incluyendo
hidroconformado, estampado y doblado puede ser aplicada como lo requiera el cliente
en sus especificaciones. Anaqueles de motor de un cuerpo también son parte importante
de los productos que se ofrece, donde utiliza una variedad de materiales desde aluminio
hasta aceros avanzados de gran fuerza. La figura 23 muestra marcos completos, los
cuales son llevados en racks al área de almacén como lo muestra la figura 24.
Figura 23. Marcos completos. Figura 24. Racks de marcos ensamblados.
4.1.4.2 Módulos completos de chasis
El siguiente paso en la evolución de la oferta de productos, ha sido la entrada en
crear chasis completos en segmentos de módulos. Con la habilidad de tomar
responsabilidad completa por el desarrollo de sistemas de chasis, prueba y ensamble,
Sonora Forming Technologies toma su experiencia en manufactura de enlaces de
suspensión y marcos (figuras 25, 26 y 27), y lo conduce al siguiente nivel.
Figura 25. Modulo completo de Figura 26. Modulo completo de suspensión suspensión frontal. trasera.
Figura 27. Modulo de múltiples enlaces de suspensión trasera.
4.2 Producción y capacidades técnicas
En planta se mantiene un extenso inventario de prensas para estampado, equipo de
ensamble y sistemas de automatización, algunos de los más grandes de la zona dan a sus
clientes una competitiva ventaja en calidad, costo y entrega a tiempo.

4.2.1 Estampado
Su innovador proceso de estampado permite la formación de una amplia gama de
materiales como aluminio y aceros de alta resistencia avanzada. Sus capacidades de
estampados incluyen transferencia automática de prensado y operaciones progresivas de
troqueles. Cuenta con 11 prensas de 400, 600 y mil toneladas, las cuales están
equipadas con la última tecnología de control, así como con sistemas de automatizado
para cambios de troqueles. Véase figuras 28, 29 y 30.
Figura 28. Tándem hidráulico de estampado Figura 29. Transferencia automática en línea. de estampado en línea.
Figura 30. Tándem líneas cerradas de clase A.
4.2.1.1 Estampado Caliente
Sonora Forming Technologies y Cosma, han tomado una dirección en la industria
para traer este tipo proceso de formación hacia aplicaciones de estructuras de cuerpo en
áreas donde el rendimiento de choque de vehiculo se ha convertido de un duelo mas
critico a incrementar cada vez más los estándares del gobierno.
El estampado caliente (figura 31) permite la formación de complejas partes
geométricas, tradicionalmente solo se había logrado a través de formaciones en frío de
aceros dulces, logrando con la parte final, propiedades de materiales ultra fuertes. Las
aplicaciones de este proceso incluye pilares de cuerpo, sostenedores, rieles de techo,
parachoques e intrusión de vigas de puertas (figura 32).
Figura 31. El acero al rojo vivo se torna en color blanco.
Figura 32. Aplicaciones de estampado caliente antes de ser estampado.
4.2.1.2 Aceros de alta resistencia avanzada
Con el fin de proporcionar costos efectivos y el peso consecuente de soluciones a sus
clientes, se enfocan en la formación de materiales que puedan optimizar completamente
el rendimiento del vehículo sin comprometer la calidad, costo o peso. Piezas elaboradas
con acero de alta resistencia avanzada se muestran en las figuras 33 y 34.

Figura 33. Estructura de peso ligero Figura 34. Soluciones de administración de usando acero de alta resistencia. energía en acero de alta resistencia avanzada.
4.2.2 Laminado
Se ofrece experiencia en el proceso de laminado y materiales gran alta resistencia.
Con la capacidad de doblar perfectamente (barrido), perforar y soldar componentes
laminados en secuencia (figuras 35 y 36), junto con material de menos residuos, el
cliente ve el beneficio completo del costo de este proceso efectivo en productos como
parachoques, marcos de rieles, y arcos de techo, donde la seguridad del ocupante del
vehículo depende de la rigidez y la integridad estructural de estos componentes.
Figura 35. Gran capacidad en laminado. Figura 36. Proceso de pre-perforado en línea.
4.2.3 Hidroconformado
Consiste en la obtención de la geometría del componente al introducir un líquido a
presiones elevadas. Algunas de las ventajas del hidroconformado sobre el conformado
convencional incluyen la reducción de peso, repetitividad dimensional, y mejora de la
dureza y rigidez estructural, en la industria automotriz se utiliza en una variedad de

productos como marcos, submarcos y estructuras delanteras. Este innovador proceso
permite una considerable flexibilidad en el diseño de productos, la reducción del
número de componentes en el sistema total, y beneficios considerables en muchas áreas
de rendimiento del vehículo. Ver figuras 37, 38, 39 y 40.
Figura 37. Equipo de prensado Figura 38. Herramientas de hidroconformado para hidroconformado. para múltiples cavidades.
Figura 39. Submarco frontal Figura 40. Ensamble de riel para marco
hidroconformado. hidroconformado.
4.2.4 Ensamble
En planta se cuenta con un portafolio extenso de capacidades de ensamble,
incluyendo perforación posterior y mecanizado en línea, soldadura robotizada, sensor
remoto de láser y ensamble flexible robotizado. Ofrece sistemas automatizados para
manipulación de material, transferencia, almacenaje/recuperación. Para incrementar la
productividad, los laterales izquierdo y derecho son ensamblados sobre la misma línea
de tándem donde cada lateral es el reflejo del otro. El proceso de ensamble cumple o
supera los estándares de la industria para tiempos medios entre fallos (TMEF) y tiempos
medios para reparaciones (TMPR).

4.2.4.1 Tecnologías de ensamble
Sonora Forming Technologies utiliza el nivel apropiado de tecnología (figuras 41, 42
y 43) para garantizar al cliente que los requerimientos de rendimiento y calidad sean
cumplidos. Sus procesos de ensamble cumplen o superan los estándares de la industria
en las áreas de TMEF (tiempo medio entre fallos) y el TMDR (tiempo medio de
reparación). Se toma un examen cuidadoso en cuanto a proceso de flexibilidad y de
proceso de convertibilidad.
Figura 41. Revisión de precisión de Figura 42. Prensado y capacidad roll
calidad robotizada. hemming.
Figura 43. Submarco trasero mediante soldadura MIG automatizada.
4.2.4.2 Tecnologías de ensamble flexible
Aún con el desarrollo en curso con los materiales avanzados y procesos de
formaciones metálicas, la tecnología de ensamble flexible implica la utilización de
células de ensamble robotizado para multiplicar líneas de productos de bajo volumen.
Reduciendo sustancialmente la necesidad de accesorios "duros"; una célula flexible
puede reducir requerimientos de capital y espacio de piso hasta en un 30% a lo largo de
los procesos tradicionales de ensamble (figura 44).

Figura 44. Múltiples herramientas en una instalación de célula flexible para numerosos ensambles.
4.2.4.3 Tecnologías de soldadura avanzada
Varias tecnologías de soldadura avanzada se llevan a cabo en Sonora Forming
Technologies. Algunas de las técnicas para soldar que se han implementado incluyen un
mando a distancia para soldadura por láser (figura 45), soldadura por puntos de
resistencia conocida por sus siglas en el idioma inglés RBSW (resistance braze spot
welding), soldadura por punto de un solo lado también conocida por sus siglas en el
idioma inglés SSW (single sided spot welding), y un tándem de soldadura MIG. Los
sistemas de mando a distancia de soldadura láser entregan velocidad y ventajas para el
acceso de soldar por medio del rápido movimiento del rayo láser siendo a partir de un
punto de soldadura hacia otro punto.
RBSW proprociona alta velocidad y un método bajo en calor para soldar secciones
cercanas. El resultado de este proceso único, es un ensamble superior tanto
dimensionalmente como estructuralmente. SSW permite la unión de hojas de metal
estampadas, a secciones tubulares sin la necesidad del acceso de soldar en los agujeros
de los tubos. El tándem de soldadura MIG es un proceso donde se incrementa
dramáticamente la velocidad de soldar, se reduce el costo de ensamble y es fácilmente
adaptable a los equipos existentes.
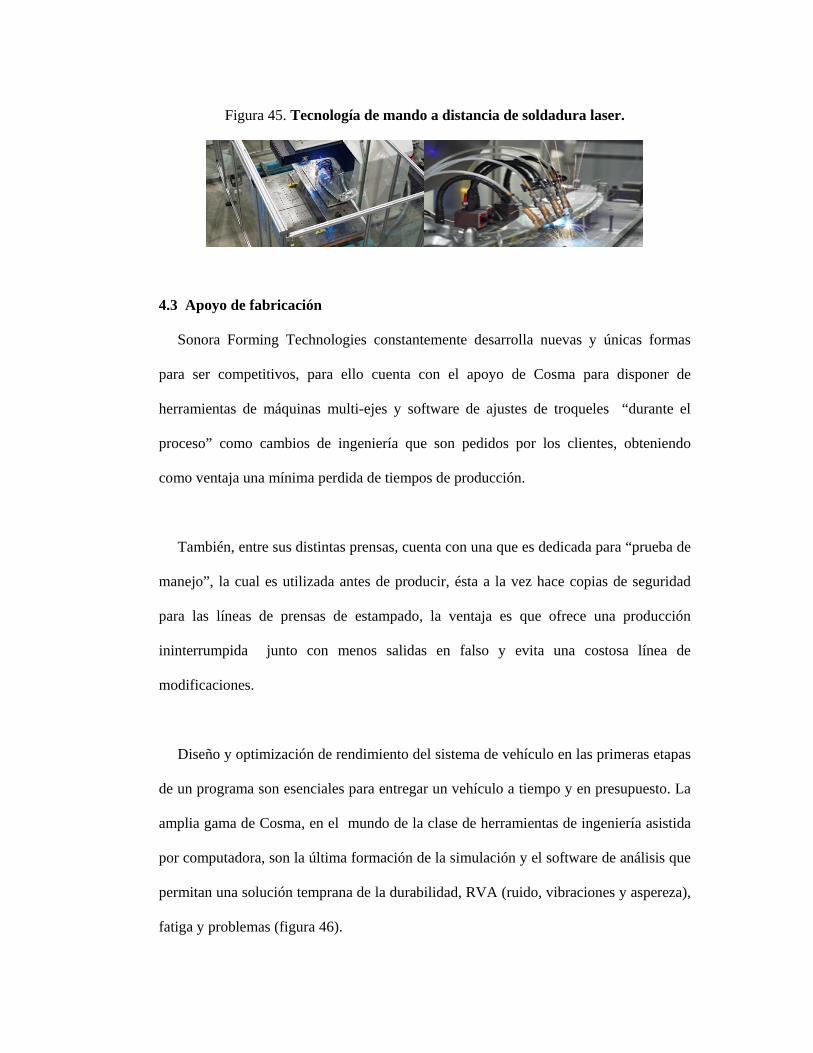
Figura 45. Tecnología de mando a distancia de soldadura laser.
4.3 Apoyo de fabricación
Sonora Forming Technologies constantemente desarrolla nuevas y únicas formas
para ser competitivos, para ello cuenta con el apoyo de Cosma para disponer de
herramientas de máquinas multi-ejes y software de ajustes de troqueles “durante el
proceso” como cambios de ingeniería que son pedidos por los clientes, obteniendo
como ventaja una mínima perdida de tiempos de producción.
También, entre sus distintas prensas, cuenta con una que es dedicada para “prueba de
manejo”, la cual es utilizada antes de producir, ésta a la vez hace copias de seguridad
para las líneas de prensas de estampado, la ventaja es que ofrece una producción
ininterrumpida junto con menos salidas en falso y evita una costosa línea de
modificaciones.
Diseño y optimización de rendimiento del sistema de vehículo en las primeras etapas
de un programa son esenciales para entregar un vehículo a tiempo y en presupuesto. La
amplia gama de Cosma, en el mundo de la clase de herramientas de ingeniería asistida
por computadora, son la última formación de la simulación y el software de análisis que
permitan una solución temprana de la durabilidad, RVA (ruido, vibraciones y aspereza),
fatiga y problemas (figura 46).
Figura 46. Análisis de fatiga y durabilidad.
En definitiva, Sonora Forming Technologies sabe cómo producir el mejor producto
al mejor precio. Se cuenta con el personal y el equipo para la ejecución de cualquier
tamaño de proyecto.
En Sonora Forming Technologies cuando los ingenieros de casa se asocian con los
clientes, se obtienen mejores resultados en los rendimientos de las partes o ensambles.
Grupo Magna y la división matriz Cosma, ofrece avances en ingeniería, diseño y
prueba de capacidades, por lo que permiten apoyar a los clientes hasta cualquier nivel
que ellos deseen.
4.4 Procesos de ensamble en Sonora Forming Technologies
Sonora Forming Technologies en apoyo a la educación, abre sus puertas a los
estudiantes despertando el interés de conocimiento para la elaboración de sus distintas
líneas de productos que se llevan a cabo para Ford, uno de sus principales clientes, de
los cuales se pudo observar que en tres de sus productos se realizan los mismos pasos en
el proceso de ensamble, estos productos son puertas, cofres y cajuelas.
Para que el proceso de ensamble de cualquiera de los tres productos se pueda llevar a
cabo, se requieren tener terminados los componentes llamados inner (parte interior),
outer (parte exterior) y marco, para esto, es necesario que el departamento de calidad
inspeccione cada uno de ellos para determinar si se aceptan o no, antes de ser enviados
colocados en racks al proceso de ensamble.
4.4.1 Descripción del proceso de ensamble para puerta, cofre ó cajuela.
Como se muestra en la figura 47, antes de iniciar el proceso de ensamble de puerta,
cofre o cajuela, se reciben los racks con las partes elaboradas e inspeccionadas del
producto a procesar, donde los inner y marcos son enviados a ensamble interior y los
outer enviados a ensamble exterior.
El proceso de ensamble hace su inicio con el llamado ensamble interior, el cual
consiste en tomar el inner y ensamblarlo de forma manual sobre el marco, para después
ser enviado a soldar. El tipo de soldadura que se usa se le llama soladura RBSW
(Resistance Braze Spot Welding), estos sistemas de mando a distancia de soldadura
láser, entregan velocidad y ventajas para el acceso de soldar por medio del rápido
movimiento del rayo láser siendo a partir de un punto de soldadura hacia otro punto, lo
cual proprociona un método bajo en calor para soldar secciones cercanas. El resultado
de este proceso único, es un ensamble superior tanto dimensionalmente como
estructuralmente. Una vez soldado el inner al marco, se procede a incorporar y
ensamblar el outer, este procedimiento es llamado ensamble exterior, donde
posteriormente se envía al área de prensar conocido como Prensado Roll Hemming, este
sistema dobla los bordes del outer hacia el interior del inner, dejando el borde con un
acabado de superficie plana y fina, obteniendo como resultado un producto final de una
sola pieza. Una vez terminado el proceso de prensado, las piezas son enviadas a una
estación de inspección para verificar si estas cumplen o no con las especificaciones de
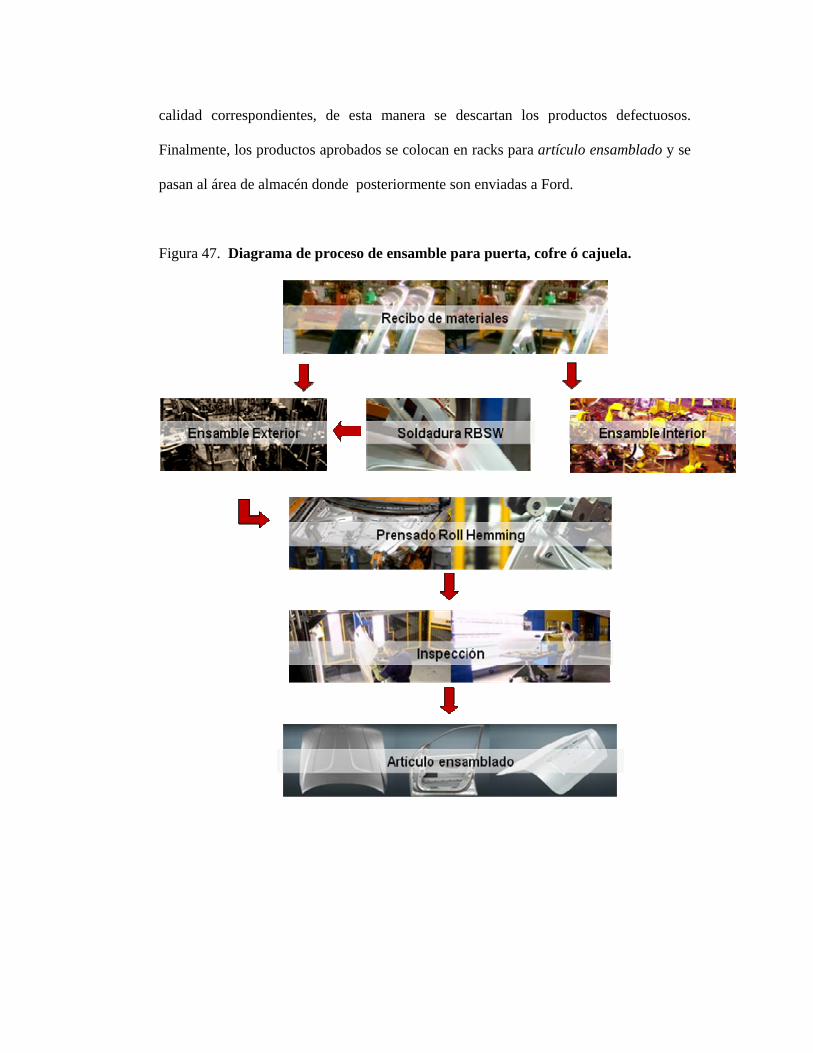
calidad correspondientes, de esta manera se descartan los productos defectuosos.
Finalmente, los productos aprobados se colocan en racks para artículo ensamblado y se
pasan al área de almacén donde posteriormente son enviadas a Ford.
Figura 47. Diagrama de proceso de ensamble para puerta, cofre ó cajuela.