Capítulo 1. INTRODUCCIÓN - Biblioteca CIO · 2015-04-29 · 1 Capítulo 1. INTRODUCCIÓN En los...
68
1 Capítulo 1. INTRODUCCIÓN En los últimos años la tecnología ha crecido a una velocidad vertiginosa. Es difícil para un país como el nuestro mantenerse a la vanguardia en cuanto a los conocimientos y más aún, en la generación de tecnología que se equipare a la de los países desarrollados. Es una carrera en la que se nos llevan muchos años de ventaja y a pesar de esto, sólo se pierde cuando no se intenta lo que parece imposible. Para reducir dicha brecha no basta intentar desarrollar prototipos industriales sino también es indispensable desarrollar prototipos experimentales de alto impacto para la formación de ingenieros y así tener una base sólida en la formación científico-tecnológica, para responder a las necesidades que surgen en el proceso de modernización del sector productivo. En una de las visitas a una empresa automotriz, cuyo ramo es dedicado a la fabricación de flechas homocinéticas, se detectaron varios problemas en los procesos de producción y posteriormente se hizo un análisis de éstos. Entre ellos, en la etapa de automatización de la línea de producción de tricetas automotrices que es una parte que conforma la flecha homocinética (ver figura 2.1 del capítulo 2). Surgió la necesidad de automatizar la inspección del producto (conteo de pernos de triceta). En la línea de ensamble de tricetas, dicha empresa implementó un sistema mecánico (un sistema de contacto) de inspección del producto, sin embargo resultó que dicho sistema de inspección es deficiente por intervención mecánica en el proceso de ensamble que frecuentemente interrumpía el proceso. Además el sistema de inspección mecánico retrasa de manera apreciable el tiempo de ensamble. Se propuso la solución para la inspección de la cantidad de pernos (pernos de un determinado diámetro alrededor de cada muñón, ver figura 2.1) en subemsamble de tricetas con un principio que no perturba el proceso de ensamble. El principio básico de funcionamiento del sistema de inspección emplea el efecto de modulación de haz reflejado
Transcript of Capítulo 1. INTRODUCCIÓN - Biblioteca CIO · 2015-04-29 · 1 Capítulo 1. INTRODUCCIÓN En los...

1
Capítulo 1. INTRODUCCIÓN
En los últimos años la tecnología ha crecido a una velocidad vertiginosa. Es difícil
para un país como el nuestro mantenerse a la vanguardia en cuanto a los conocimientos y
más aún, en la generación de tecnología que se equipare a la de los países desarrollados. Es
una carrera en la que se nos llevan muchos años de ventaja y a pesar de esto, sólo se pierde
cuando no se intenta lo que parece imposible. Para reducir dicha brecha no basta intentar
desarrollar prototipos industriales sino también es indispensable desarrollar prototipos
experimentales de alto impacto para la formación de ingenieros y así tener una base sólida
en la formación científico-tecnológica, para responder a las necesidades que surgen en el
proceso de modernización del sector productivo.
En una de las visitas a una empresa automotriz, cuyo ramo es dedicado a la
fabricación de flechas homocinéticas, se detectaron varios problemas en los procesos de
producción y posteriormente se hizo un análisis de éstos. Entre ellos, en la etapa de
automatización de la línea de producción de tricetas automotrices que es una parte que
conforma la flecha homocinética (ver figura 2.1 del capítulo 2). Surgió la necesidad de
automatizar la inspección del producto (conteo de pernos de triceta). En la línea de
ensamble de tricetas, dicha empresa implementó un sistema mecánico (un sistema de
contacto) de inspección del producto, sin embargo resultó que dicho sistema de inspección
es deficiente por intervención mecánica en el proceso de ensamble que frecuentemente
interrumpía el proceso. Además el sistema de inspección mecánico retrasa de manera
apreciable el tiempo de ensamble.
Se propuso la solución para la inspección de la cantidad de pernos (pernos de un
determinado diámetro alrededor de cada muñón, ver figura 2.1) en subemsamble de tricetas
con un principio que no perturba el proceso de ensamble. El principio básico de
funcionamiento del sistema de inspección emplea el efecto de modulación de haz reflejado

2
de una superficie ondulada en la dirección de haz incidente cuando se hace un barrido sobre
ésta. Este principio, comprobando su viabilidad en el laboratorio, admite una variedad de
esquemas opto electrónicos y mecánicos de implementación del sistema de inspección
automatizada.
Además de tener validez para el proceso de producción de tricetas en la empresa,
dicha solución se extiende para fines didácticos, por lo que se retomó este problema para
enfocarlo a la creatividad y enseñanza en las universidades tecnológicas, en particular, en la
Universidad Tecnológica del Norte de Guanajuato (UTNG) para los técnicos superiores
universitarios de las carreras de electricidad y electrónica industrial, procesos de
producción, mantenimiento industrial, así como carreras de ingeniería afines a la
automatización, control y robótica.
El objetivo de esta tesis es el diseño y desarrollo de un prototipo experimental de
un sistema automatizado de conteo de pernos (un análogo de inspección automatizada de
integridad de un trípode automotriz).
La tesis está estructurada de la siguiente manera: El capítulo 1 muestra una
introducción general del problema de inspección automatizada de pernos. En el capítulo 2
se explica el principio básico del funcionamiento del sistema automatizado de inspección
(SAI) de integridad de un trípode (triceta) automotriz y se describe un esquema del SAI. El
capítulo 3 describe el prototipo didáctico de inspección automatizada de pernos detallando
sus partes principales y funcionamiento del mismo. En el capítulo 4 se analiza el problema
de adquisición de datos y se describen las funciones principales de una tarjeta de
adquisición de datos (TAD). Resultados experimentales de pruebas del prototipo se
presentan en el capítulo 5. En el capítulo 6 se presenta el programa de computo utilizando
el software de LabVIEW. En el capítulo 7 se dan las conclusiones, se especifican los
resultados obtenidos, sus aplicaciones actuales y futuras. Por último, en los anexos se
presentan el espectro de emisión del sensor infrarrojo empleado en el SAI y los diagramas
del circuito electrónico y el listado de los componentes utilizados para el prototipo.

3
Capítulo 2. PRINCIPIO BASICO DEL FUNCIONAMIENTO
DEL SAI
2.1 Problema de inspección del producto automotriz
El producto para inspeccionar es el trípode automotriz presentado en la figura 2.1,
que consta de tres muñones, sobre los cuales va un determinado número de pernos
cubiertos por un rodillo y ensanchados con un seguro que no se puede ver en la misma
figura 2.1.
Figura 2.1 Triceta o trípode automotriz de tres muñones
Pernos
Muñón con Rodillo
4
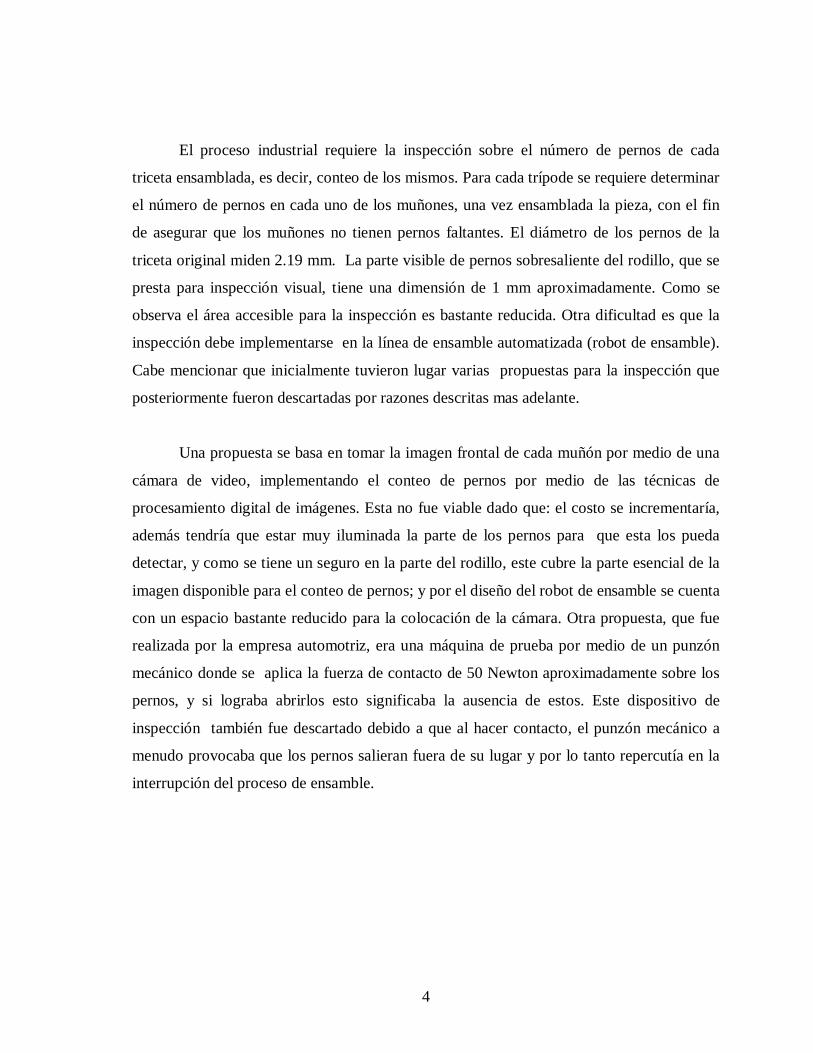
El proceso industrial requiere la inspección sobre el número de pernos de cada
triceta ensamblada, es decir, conteo de los mismos. Para cada trípode se requiere determinar
el número de pernos en cada uno de los muñones, una vez ensamblada la pieza, con el fin
de asegurar que los muñones no tienen pernos faltantes. El diámetro de los pernos de la
triceta original miden 2.19 mm. La parte visible de pernos sobresaliente del rodillo, que se
presta para inspección visual, tiene una dimensión de 1 mm aproximadamente. Como se
observa el área accesible para la inspección es bastante reducida. Otra dificultad es que la
inspección debe implementarse en la línea de ensamble automatizada (robot de ensamble).
Cabe mencionar que inicialmente tuvieron lugar varias propuestas para la inspección que
posteriormente fueron descartadas por razones descritas mas adelante.
Una propuesta se basa en tomar la imagen frontal de cada muñón por medio de una
cámara de video, implementando el conteo de pernos por medio de las técnicas de
procesamiento digital de imágenes. Esta no fue viable dado que: el costo se incrementaría,
además tendría que estar muy iluminada la parte de los pernos para que esta los pueda
detectar, y como se tiene un seguro en la parte del rodillo, este cubre la parte esencial de la
imagen disponible para el conteo de pernos; y por el diseño del robot de ensamble se cuenta
con un espacio bastante reducido para la colocación de la cámara. Otra propuesta, que fue
realizada por la empresa automotriz, era una máquina de prueba por medio de un punzón
mecánico donde se aplica la fuerza de contacto de 50 Newton aproximadamente sobre los
pernos, y si lograba abrirlos esto significaba la ausencia de estos. Este dispositivo de
inspección también fue descartado debido a que al hacer contacto, el punzón mecánico a
menudo provocaba que los pernos salieran fuera de su lugar y por lo tanto repercutía en la
interrupción del proceso de ensamble.

5
2.2 Principio de funcionamiento del SAI
Con el fin de resolver dicho problema de conteo de pernos en la triceta, se
propusieron varios esquemas del SAI que emplean el efecto de la modulación del haz, en
visible o infrarrojo, reflejado en dirección del haz incidente, haciendo un barrido con él a la
superficie del muñón con pernos. Haremos la mención a la ley de reflexión de la luz de una
superficie que constituye la parte fundamental del principio básico del funcionamiento del
SAI.
La ley de la reflexión dice que el rayo incidente, el rayo reflejado y la normal a la
superficie reflectora están en un plano común. Además, la magnitud del ángulo de
reflexión θ´ es igual a la magnitud del ángulo de incidencia θ (véase la figura 2.2).
Figura 2.2 reflexión de la luz
Partiendo de la ley de reflexión de la luz, el principio básico empleado en el SAI se
comprende fácil de las figuras 2.3 y 2.4. En la figura 2.3 (a, b) se representa un arreglo de
pernos de vista frontal sobre un plano. Cuando el haz incidente es perpendicular al plano e
incide sobre un pin exactamente en el punto superior de este, entonces el haz reflejado tiene
dirección exactamente opuesto a la dirección del rayo incidente figura 2.3(a). Si el mismo

6
haz incide sobre un perno en un punto diferente del superior, el haz reflejado se desvía de la
dirección del incidente, hasta tener reflexiones múltiples sobre pernos adyacentes (figura
2.3 (b). Si unimos emisor y detector en un encapsulado como se muestra en la figura 2.4, el
detector se ilumina y produce una señal analógica de encendido (la señal máxima), cuando
se realiza la situación de la figura 2.3 (a). Para la situación (b) el detector percibe la
iluminación disminuida dando una señal menor de encendido. Por tanto, es de esperar que
al hacer un barrido con el haz incidente perpendicular al plano sobre el cual se encuentran
un conjunto de pernos la señal que produce el detector tiene la forma que se muestra en la
figura 2.3 (c). De donde es fácil concluir que para contar los pernos basta contar los picos
de esta señal. Este constituye el principio básico del funcionamiento del prototipo
experimental que se propone para automatizar el conteo de pernos en las tricetas
automotrices.
Figura 2.3 (a) y (b) Diagramas de haces incidente sobre un perno y su reflexión
(c) Señal detectada (supuesta) al hacer un barrido con el haz incidente
perpendicular al plano sobre el cual se encuentra un conjunto de pernos
Respecto a la situación en la industria automotriz, los pernos de una triceta se
encuentran sobre la superficie cilíndrica del muñón correspondiente (véase la figura 2.1).
Por tal razón, para contar los pernos se requiere un barrido mediante una rotación completa
de encapsulado emisor-detector sobre el muñón de tal manera que el haz incidente de
(a) (b)
V (Reflejado)
N (número de ondulaciones)
(c) t

7
emisor siempre se mantenga perpendicular a la superficie del muñón. En la figura 2.4 se
muestra dicho barrido circular mediante la revolución del muñón respecto a su eje
suponiendo que el encapsulado emisor-detector se encuentra fijo. Se puede realizar la
situación opuesta, cuando el muñón se mantiene fijo y el encapsulado ejecuta una rotación
completa en cualquier sentido de giro.
Figura 2.4 Barrido circular con un haz perpendicular a la superficie de un muñón que
sostenga los pernos.
2.3 Esquema del SAI
El dispositivo llamado diodo emisor de luz (led) infrarrojo, al hacer pasar la
corriente eléctrica por éste, emite la radiación electromagnética de cierto espectro. Un foto
detector (fototransistor) es el dispositivo opto electrónico que desarrolla la función opuesta
al emisor, es decir, éste produce una corriente eléctrica al iluminarse por radiación
electromagnética de cierto espectro.
Un arreglo de estos elementos puede usarse como sensor óptico. El sensor reflectivo
básico tiene un transmisor y receptor montados juntos sobre el mismo lado de la superficie.
La mayoría de las unidades operan en una combinación de reflectancia difusa y reflectancia

8
directa. Una superficie altamente pulida (tal como un espejo) dará una reflectancia directa
de alta de energía, mientras que una superficie con reflectancia difusa (tal como una hoja de
papel bond) dará una alta componente de reflectancia difusa de energía. El ángulo de la
componente reflejada directa es igual al ángulo de incidencia, mientras que la componente
difusa podría dirigirse a cualquier lugar arriba de la superficie (véase la figura 2.5). Cuando
una superficie tiende hacer menos pulida, la componente reflejada directa decrecerá y la
componente difusa se incrementará.
Figura. 2.5 Reflectancia difusa y directa.
Cabe mencionar que la superficie reflectiva mantiene la dispersión de energía de tal
manera que el haz real parece seguir la relación de la ley del cuadrado inverso. Así la
intensidad de la luz que ve el sensor del encapsulado en el modo reflectivo es un factor de
cuatro veces menor que la intensidad recibida en la superficie reflectiva. Ya que el
decremento de energía por unidad de área contra la distancia se desvía de la ley del
cuadrado inverso (la fuente de energía a distancias cortas no puede considerarse puntual), la
suposición de la ley del cuadrado inverso es técnicamente falsa pero es buena como una
aproximación de primer orden [1].

9
También se menciona que por las restricciones de la línea de ensamble de tricetas es
conveniente considerar el esquema del SAI para la inspección de trípodes inmóviles. Con
base en el principio básico de funcionamiento se puede proponer el siguiente esquema del
SAI con un encapsulado emisor-detector (en la zona de inspección)
El led infrarrojo y el detector de haz reflejado están integrados en un encapsulado
pequeño. En este caso el SAI funciona de la siguiente manera. El encapsulado emisor-
detector se acerca al muñón y hace una revolución completa alrededor del eje de muñón,
barriendo con el haz la superficie del muñón con pernos los que forman una superficie
ondulada (véase figuras 2.3 y 2.4). El haz de barrido se mantiene perpendicular a la recta
generadora de la superficie ondulada. Cuando el haz incide sobre un pin en el punto
superior del cilindro, éste se refleja en la dirección opuesta del haz incidente entrando la
mayor parte de éste al detector. De esta manera se obtiene la máxima respuesta del detector
para una distancia fija entre la superficie de muñón y el encapsulado. Si el haz emisor
incide sobre la superficie de pin en un punto inferior, el haz reflejado se desvía de la
dirección del incidente sólo captando una parte de éste por el detector. Debido a esta
desviación del haz reflejado y al incremento de la distancia entre el encapsulado y punto de
reflexión, la señal detectada disminuye tomando el mínimo en los puntos entre pernos
adyacentes. Como resultado se espera que la señal tenga la forma mostrada en la figura 2.3.
El número de picos de la señal se obtienen con un contador de modulaciones de picos y el
número de ellos se compara con el número de referencia de pernos.
En este esquema, tanto la corriente eléctrica para el diodo led, y la corriente de la
señal detectada, se transmiten por cables con contactos rotatorios para evitar la torsión y
ruptura de cables. Este esquema admite la inspección de pernos en tres muñones a la vez
véase la figura (2.6). Para evitar los contactos rotatorios, se puede modificar el esquema
anterior de la manera que se haga rotación completa de la triceta alrededor del eje del
muñón, manteniendo fijo el encapsulado diodo-detector. La desventaja de ésta posible
modificación del esquema es que se admite la inspección de un solo muñón a la vez.

10
Figura 2.6 Inspección de pernos en tres muñones a la vez
Cabe mencionar que al el punto que se pretende llegar con esta tesis es proponer un
prototipo experimental para demostrar el principio de funcionamiento del SAI propuestos
en los puntos 2.3 y 2.4, y después se deja para otros estudiantes o la empresa misma pueda
desarrollar un diseño formal del SAI. En el capítulo siguiente se explica el prototipo
experimental propuesto.
11
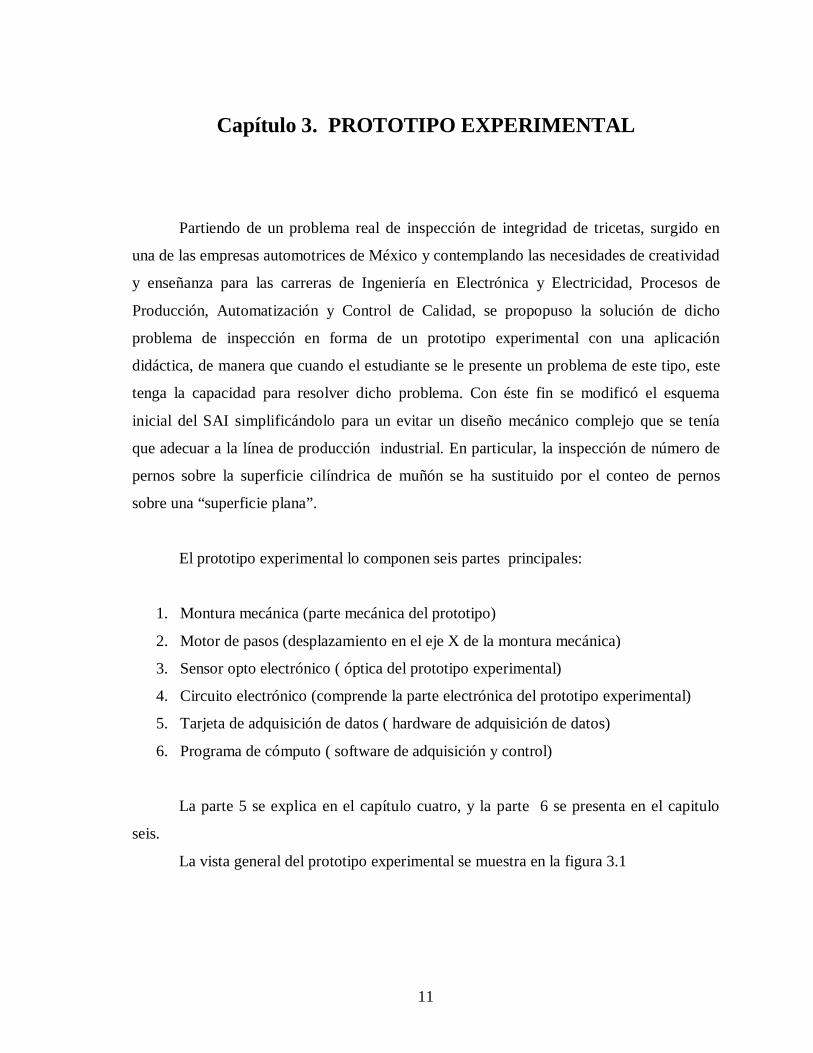
Capítulo 3. PROTOTIPO EXPERIMENTAL
Partiendo de un problema real de inspección de integridad de tricetas, surgido en
una de las empresas automotrices de México y contemplando las necesidades de creatividad
y enseñanza para las carreras de Ingeniería en Electrónica y Electricidad, Procesos de
Producción, Automatización y Control de Calidad, se propopuso la solución de dicho
problema de inspección en forma de un prototipo experimental con una aplicación
didáctica, de manera que cuando el estudiante se le presente un problema de este tipo, este
tenga la capacidad para resolver dicho problema. Con éste fin se modificó el esquema
inicial del SAI simplificándolo para un evitar un diseño mecánico complejo que se tenía
que adecuar a la línea de producción industrial. En particular, la inspección de número de
pernos sobre la superficie cilíndrica de muñón se ha sustituido por el conteo de pernos
sobre una “superficie plana”.
El prototipo experimental lo componen seis partes principales:
1. Montura mecánica (parte mecánica del prototipo)
2. Motor de pasos (desplazamiento en el eje X de la montura mecánica)
3. Sensor opto electrónico ( óptica del prototipo experimental)
4. Circuito electrónico (comprende la parte electrónica del prototipo experimental)
5. Tarjeta de adquisición de datos ( hardware de adquisición de datos)
6. Programa de cómputo ( software de adquisición y control)
La parte 5 se explica en el capítulo cuatro, y la parte 6 se presenta en el capitulo
seis.
La vista general del prototipo experimental se muestra en la figura 3.1

12
Figura 3.1 Vista general del prototipo experimental
El diagrama de bloques de la figura 3.2, explica la forma general del
funcionamiento del prototipo.
Figura 3.2 Diagrama de bloques del prototipo experimental
13
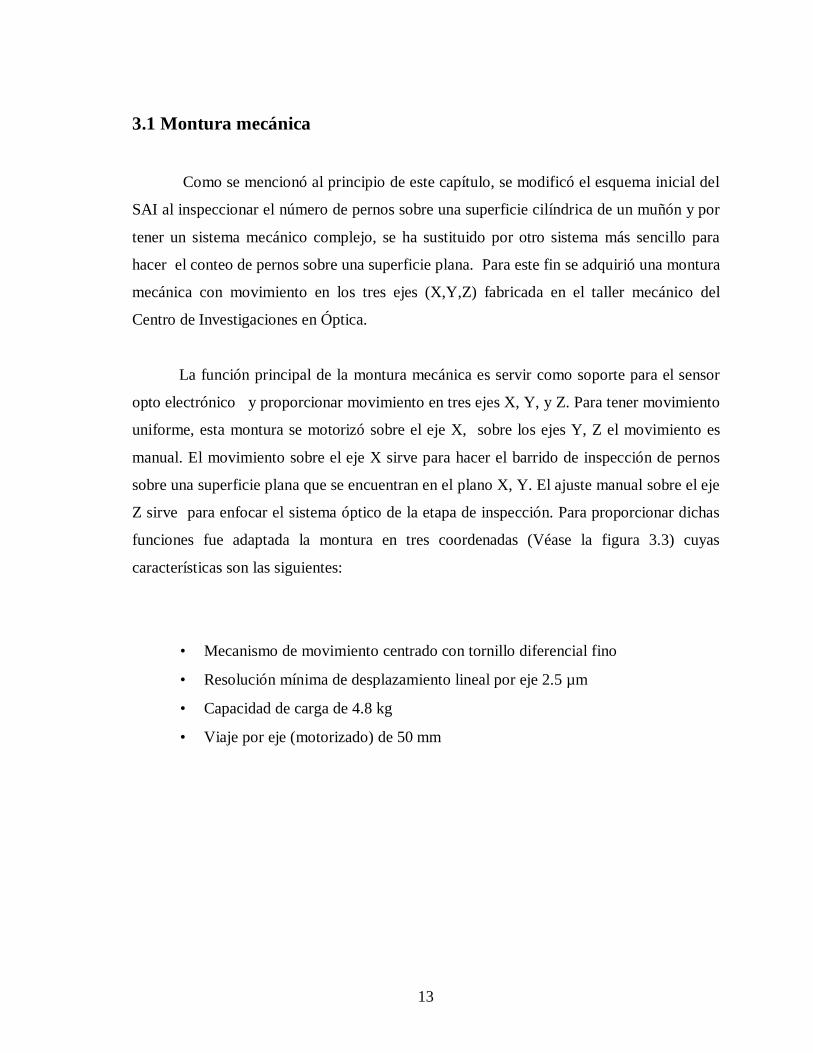
3.1 Montura mecánica
Como se mencionó al principio de este capítulo, se modificó el esquema inicial del
SAI al inspeccionar el número de pernos sobre una superficie cilíndrica de un muñón y por
tener un sistema mecánico complejo, se ha sustituido por otro sistema más sencillo para
hacer el conteo de pernos sobre una superficie plana. Para este fin se adquirió una montura
mecánica con movimiento en los tres ejes (X,Y,Z) fabricada en el taller mecánico del
Centro de Investigaciones en Óptica.
La función principal de la montura mecánica es servir como soporte para el sensor
opto electrónico y proporcionar movimiento en tres ejes X, Y, y Z. Para tener movimiento
uniforme, esta montura se motorizó sobre el eje X, sobre los ejes Y, Z el movimiento es
manual. El movimiento sobre el eje X sirve para hacer el barrido de inspección de pernos
sobre una superficie plana que se encuentran en el plano X, Y. El ajuste manual sobre el eje
Z sirve para enfocar el sistema óptico de la etapa de inspección. Para proporcionar dichas
funciones fue adaptada la montura en tres coordenadas (Véase la figura 3.3) cuyas
características son las siguientes:
• Mecanismo de movimiento centrado con tornillo diferencial fino
• Resolución mínima de desplazamiento lineal por eje 2.5 µm
• Capacidad de carga de 4.8 kg
• Viaje por eje (motorizado) de 50 mm

14
Figura 3.3 Montura con desplazamiento en tres ejes.
Sobre la misma montura se fijó un motor de pasos para tener desplazamiento lineal
en X, y un sensor opto electrónico fijado sobre la misma en dirección del eje Z. Las
características del motor de pasos se especifican en la sección siguiente.
3.2 Motor de pasos
Los motores de pasos se utilizan extensamente en sistemas de control y a diferencia
de los motores de corriente directa y los síncronos, no requieren codificadores para conocer
su posición en un momento dado, ya que ésta depende del número de pulsos de voltaje
recibidos en sus bobinas siguiendo una secuencia para girar en una dirección o en otra. El
control de un motor síncrono o un motor de cd es más complicado, para un motor síncrono
su velocidad depende de la frecuencia del voltaje aplicado, típicamente la frecuencia puede
Sensor opto electrónico
Motor de pasos
Placa de pernos
15
variarse desde la mitad de la frecuencia nominal hasta seis veces esta frecuencia, para
invertir su giro deben conmutarse sus cables. En un motor de cd, la velocidad y el sentido
de giro dependen de la corriente y la polaridad aplicada. Además, ambos necesitan de un
lazo de retroalimentación, por medio de un decodificador óptico, para ubicarse en la
posición deseada [2].
Existe una variedad muy grande de motores de pasos, dividiéndose en 2 grupos por la
forma de alimentación: unipolares y bipolares. Los unipolares funcionan con una sola
fuente de alimentación de cd, los bipolares requieren de dos fuentes de cd, una de voltaje
positivo y otra de voltaje negativo. Ambos pueden manejarse con medios pasos o con pasos
completos, variando la secuencia de energización de sus bobinas. Los parámetros más
importantes de los motores de pasos son:
Ángulo por paso. Es el ángulo que gira el motor por cada pulso de voltaje que
recibe. La selección de este parámetro depende de la resolución requerida. Además, pueden
utilizarse engranes reductores que proporcionen desplazamientos muy pequeños y, por lo
tanto, mayor resolución.
Voltaje. Es el voltaje de cd nominal del motor. Si se opera a mayor voltaje, las
bobinas del motor se sobrecalentarán con riesgo de dañarse. Si el voltaje es menor, el
torque del motor se reducirá y se podría tener problemas para mover su carga.
Corriente por fase. La fuente de voltaje debe ser capaz de suministrar esta corriente,
para evitar caídas de tensión que limitarían el torque del motor.
Resistencia e inductancia por fase. Son parámetros de las bobinas que deben
tomarse en cuenta para diseñar circuitos amortiguadores de sobre tensiones.
Torque. Este es uno de los parámetros más importantes, pues el motor debe
seleccionarse adecuadamente para mover sin dificultad alguna la carga conectada.

16
Velocidad. Es el número de pasos por segundo que el motor puede proporcionar
manteniendo su torque. Es importante no sobrepasar esta velocidad, ya que el motor
comienza a perder torque llegando en un momento dado a detenerse.
Número de terminales. Este número depende del número de bobinas del motor y sus
comunes, los más usuales tienen 4, 5, 6, 8 y 12 terminales [3].
Para el prototipo de inspección de pernos se utilizó el motor de pasos marca
Shinano Kenshi [4], modelo SST58D5121. Véase la figura 3.4 con las siguientes
características:
Figura 3.4 Motor de pasos utilizado para el movimiento de la montura mecánica

17
• voltaje = 8.4V
• corriente por fase = 1.2A
• resistencia por fase = 7 Ohms
• número de terminales = 5 (blanco común)
• inductancia por fase = 14 mH
• torque = 1176 mN-m
• inercia del motor = 430 g-cm2
• ángulo por fase = 1.8 º
• secuencia horaria = amarillo, verde, rojo, azul
Una vez que se energiza el motor de pasos para mover la montura mecánica, la
corriente fase, y el ángulo de paso de 1.8º para una revolución completa del motor se
requieren 200 pasos/vuelta. Como el paso de la rosca que se utiliza es de 0.5mm, por cada
paso del motor se tiene un desplazamiento lineal de 2.5 micras de la montura mecánica, es
decir para un desplazamiento de 100 micras, se requieren 40 pasos del motor. Con su
torque máximo puede girar hasta 100 pasos/s es decir ½ vuelta/s.
Cabe mencionar que el uso de una computadora (PC), permitió evitar la
implementación de varias etapas del circuito electrónico correspondiente al control de
motor de pasos, permitiendo presentarlo en la forma más simple. El motor de pasos se
controló desde la PC, por lo que se programó el retardo entre paso y la secuencia de
energización de las bobinas de 1, 2, 4, 8 donde la computadora lo interpreta en forma
binaria. Véase en el capitulo 6 del programa de LabVIEW donde se especifica la secuencia
de operación del SAI.

18
3.3 Sensor opto electrónico
Como se menciono en el la sección 2.3, el led infrarrojo y el detector de haz
reflejado están acoplados en un bloque pequeño, el bloque utilizado para este proyecto es
un reemplazo de un sensor reflectivo OPB710 de la marca OPTEK integrados el emisor y
el detector. Se utilizó este sensor porque a parte de ser pequeño también es barato y se
ajusta muy bien para nuestros propósitos. Las características técnicas del sensor se
muestran en el anexo A.
Este consiste de un diodo emisor infrarrojo de Arseniuro de Galio (GaAs) y un
fototransistor npn de silicio. La dirección en que emite el diodo y la dirección en que
detecta el fototransistor están perpendiculares a la cara del dispositivo; por consiguiente, la
respuesta del fototransistor a la emisión de radiación desde el diodo se presenta cuando un
objeto o una superficie refleja en el campo de visión del fototransistor.
También este emite en una banda estrecha a una longitud de onda pico de 933nm
cuando se conecta directamente con la fuente (ver anexo A donde se muestra el espectro de
emisión infrarrojo). El fototransistor es sensible a la radiación en el rango de longitud de
onda de los 400 a 1100nm. Sin embargo el fototransistor cuenta con un filtro infrarrojo para
evitar la entrada de luz visible. Las ventajas del sensor reflectivo son las siguientes:
• Se reducen problemas de diseño mecánico y encapsulado: se tienen al emisor y
detector en un solo bloque integrados.
• Alta sensibilidad a la radiación infrarroja:
• Excelente estabilidad: Es estable a vibraciones mecánicas
• Baja variación de características con temperatura: Las temperaturas altas o bajas no
afecta al dispositivo para la inspección.
• Temperatura de operación - 400C a 1000C

19
Características eléctricas del sensor reflectivo de entrada:
• IF corriente directa (cd), 75mA: la corriente (del diodo) al momento de
inspeccionar es de aproximadamente de 10.6mA.
• Voltaje inverso, 3V
• Disipación de potencia a temperatura de 250C, 110mW
Características eléctricas del transistor de salida:
• IC, corriente de colector, 25mA:
• VCE, voltaje de colector a emisor, 12 V
• Disipación de potencia a temperatura a 250C, 167mW
Mas detalles sobre las características pueden consultarse en Optoelectronics Data Books
[5], Optek tecnology, INC [6].
3.3.1 Diseño del sensor opto electrónico
Para proteger al bloque emisor-detector de la radiación infrarroja ambiental, se
encapsuló el sensor reflectivo dentro de un tubo de plástico color negro de 14 mm de
diámetro. Al extremo de dicho encapsulado del tubo se colocó una lente de vidrio (BK7)
que sirve para enfocar el haz incidente de emisor y el reflejado de los pernos. Además de
servir como una montura para el encapsulado y la lente, a este montaje lo llamaremos
simplemente “sensor opto electrónico” y esta fijado en la montura mecánica de
desplazamiento en tres ejes dirigido en dirección del eje Z sobre el cual se alinea el sistema
óptico. (Véase la figura 3.5).

20
Figura 3.5 Sensor opto electrónico
La lente utilizada para este proyecto es plana convexa, ésta se adquirió en el taller
óptico del Centro de investigaciones en Óptica. Se eligió que debería ser corta en diámetro
dadas las características del tubo de la montura, con una distancia focal de 17mm (ver
figura 3.5). Una vez adherida al tubo de montura y colocada a su distancia focal en el eje Z,
realicé las primeras pruebas experimentales y me percaté que para dicha distancia focal, el
sensor opto electrónico detectaba muy bien la superficie reflectiva (de los pernos). La lente
adquirida cuenta con las siguientes características:
• Plana convexa
• Diámetro de 12 mm
• Indice de refracción de 1.516
• Primera curvatura 0
• Segundo radio de curvatura 8.772 mm
• Espesor central 4 mm
• Distancia focal 17 mm
Pin detectado
Tubo de montura
Emisor
Detector
Lente
Cables
Z

21
3.4 Circuito electrónico
El circuito electrónico se diseñó en el área de electrónica del CIO. Éste conforma
toda la parte electrónica del prototipo experimental (véase el diagrama de bloques de la
figura 3.2), y se considera una de las partes importantes del proyecto. Está constituido por
3 partes principales:
a) Fuente de potencia (suministro de potencia para el motor de pasos).
b) Etapas de: detección, amplificación y comparación y filtrado de la señal.
c) Fuentes de alimentación (+12, -12, +5 y +8.4 para las diferentes etapas).
Los incisos (a y b) se explican a detalle en las siguientes secciones excepto el
inciso (c). Los diagramas electrónicos completos se presentan en el anexo B.
3.4.1 Fuente de potencia para el motor de pasos
Para controlar el movimiento del motor de pasos, la PC manda a través de la tarjeta
de adquisición de datos (TAD) una señal de corriente de 20 mA que no es suficiente para
energizar las bobinas del motor de pasos. Por lo cual se diseño un circuito electrónico cuya
función es amplificar dicha corriente. Para este fin se utilizaron cuatro transistores de
potencia TIP122. Los transistores al ser polarizados energizan las bobinas de los motores de
pasos. En cada pulso se alimenta una bobina del motor de pasos y la secuencia se repite
obteniéndose el giro del motor en una dirección. Si se invierte la secuencia, el motor girará
en sentido contrario. También se utilizaron diodos (1N4004) en paralelo con las bobinas
para amortiguar los sobrevoltajes generados al desenergizar las mismas.
Además, para evitar que se dañe la PC, se utilizaron 4 buffers (7407). Estos sirven
para polarizar las bases de los transistores de potencia (TIP122) tipo Darlington npn, a
través de unas resistencias de 560 Ohms, al mismo tiempo protegen al circuito lógico de los
voltajes y corrientes transitorios que las bobinas de los motores de pasos pudieran generar.

22
VCC+12V
DETECCION DE SEÑAL
15k1k
39k
3.4.2 Detección de la señal por el sensor opto electrónico
La detección de señal se implementa por medio del bloque opto electrónico que
internamente esta constituido de un encapsulado del diodo led infrarrojo (emisor) y un
fototransistor (detector) (véase la Figura 3.5). La corriente óptima del diodo
experimentalmente se eligió de 10.6mA, que es una quinta parte de la corriente máxima de
operación del led infrarrojo (ver anexo A. las características técnicas del sensor reflectivo).
Las variaciones de la radiación reflejada por los pernos en el detector provocan que cambie
la polarización del fototransistor causando las variaciones de la corriente (señal analógica)
de la salida del fototransistor (ver figura 3.6). Más a detalle, cuando la luz incide en la parte
superior del pin habrá más radiación infrarroja reflejada hacia el detector, ésta provocará
que la unión base-emisor del fototransistor se polarice directamente y aumente la corriente
del emisor y cuando la luz incida en los bordes del pin la luz reflejada será mínima y la
unión base-emisor dejará de polarizarse y, por lo tanto, el fototransistor estará en el estado
de corte. Los factores que repercuten para que el fototransistor entre en saturación son la
radiación ambiental y el ruido térmico.
Figura 3.6 Polarización del fototransistor cuando la luz incide en la parte superior del pin.

23
+
-741
3
26
7 14 5
18k
2.2MVCC-12V
AMPLIFICACIONVCC+12V
56k
3.4.3 Etapa de amplificación
En esta etapa se utiliza un amplificador operacional LM741 que se alimenta con dos
fuentes de +12 y -12 Volts, tiene una ganancia y una impedancia de entrada muy altas (por
lo general unos cuantos Mega ohms) y una baja impedancia de salida (menos de 100 ohms),
asegurando de esta manera que la señal no se vea afectada por la etapa amplificadora. La
amplificación de la señal de entrada es por la terminal no inversora, esta configuración nos
da una mayor estabilidad en la frecuencia. El voltaje que proviene del sensor opto
electrónico es de aproximadamente 150mV pico a pico, con una componente de dc
(corriente directa) de aproximadamente 50mV. Esta se amplifica por medio de las
resistencias de retroalimentación de 2.2MΩ, y la resistencia de referencia de 56 kΩ, el cual
nos da una ganancia de 40.28 veces. Véase la figura 3.7. En la figura B1 del anexo B, se
muestra el circuito 2 completo.
Figura 3.7 Etapa de amplificación de la señal de entrada
3.4.4 Etapa de comparación y filtrado
En esta etapa el circuito comparador se alimenta con un voltaje de +12 y -12 Volts.
Se ajusta el potenciómetro del comparador dependiendo las condiciones de la luz ambiente
por la componente de infrarrojo que ésta contiene. Para nuestras condiciones, se ajustó el

24
potenciómetro a un valor de referencia aproximada a 35.4kΩ, (véase la figura 3.8), el cual
se tiene un voltaje umbral de 8.4 Volts, calculándose de la siguiente manera:
max).(Re.)..)(Re()(
srefdesVCCumbralV =
Vk
kVumbralV 4.850
)4.35)(12()( =Ω
Ω=
donde: vcc= Voltaje de alimentación
Res. de ref. = Resistencia de referencia del potenciómetro
Res. max. = resistencia máxima del potenciómetro
De tal manera que cuando la señal amplificada sea mayor que el voltaje de umbral,
éste producirá un pulso de 5.33 V a la salida del circuito del comparador. Esto debido al
divisor de voltaje de las resistencias de 12 y 15kΩ. El voltaje de salida en la resistencia de
12 se calcula de la siguiente manera:
=
+= )(
212)( VCCRR
RsalidaV
VVkk
kVsal 33.5)12(1512
12=
+Ω
=
En caso contrario, si la señal amplificada es menor que el voltaje especificado por el
umbral se produce un voltaje de cero Volts a la salida del comparador, y el circuito
proporciona una señal TTL entre 0 y 5 Volts. Véase la figura 3.8

25
12k
10k
Vsal = 5.33V
COMPARADOR
ajuste de disparo
120k
VCC-12V
VCC+12V
+
-LM311
2
37
5 64 1
8
50k
15k
10mVCC+12V
Figura 3.8 Etapa de comparación proporcionando una señal TTL
En este circuito también se empleo un capacitor de 10µF para filtrar las frecuencias
altas y obtener la señal con menos ruido, esto para evitar que las fluctuaciones pudieran
disparar en falso al contador de la PC. Para calcularla se utilizo la siguiente formula:
HzFkRC
frecuecia 3.1)10)(12(2
12
1=
ΩΠ=
Π=
µ
Para la etapa de filtrado se utilizó un disparador de Schmitt Trigger (74LS14), que
es un circuito que permite transformar señales que varían lentamente en señales que varían
rápidamente, transformando la señal analógica en una señal rectangular de flancos breves,
lo que hace del circuito una interfase ideal entre circuitos analógicos y digitales.
Se utilizaron un par de inversores del circuito, los cuales se alimentan con una
fuente de 5 Volts. De esta manera, cuando se haga un barrido sobre la superficie con
pernos, los pulsos cuadrados son los que se cuentan y así se define el numero de pernos que
se encuentran sobre la superficie (véase la figura 3.9).

26
Figura 3.9 Señal de entrada (analógica) y de salida (filtrada), haciendo un barrido de un
grupo de pernos sobre una superficie plana.
Señal de salida
Señal de entrada

27
Capítulo 4. ADQUISICIÓN DE DATOS
La adquisición de datos la podemos interpretar como la captura e interpretación de
los parámetros físicos de un fenómeno el cual genera una señal analógica transportándolos
hacía un medio de procesamiento digital. A pesar del cambio sufrido en el paso de un
medio a otro, la información debe ser representativa de la señal original, susceptible
además de ser manipulada y almacenada en forma electrónica. El conocimiento de la
información de un medio en particular nos permite su análisis y manipulación de los
parámetros físicos. Un sistema de medición y control basado en la computadora personal es
una herramienta que nos permite realizar esta tarea.
Desde hace varios años, el software y el hardware para adquisición de datos asumen
un papel preponderante en los sistemas de automatización. A pesar de su gran
funcionalidad, en algunos sectores de nuestro país su implementación se ha venido
frenando. Se pretende con esta tesis que los alumnos desarrollen su creatividad para la
solución de problemas industriales y que tengan contacto con esta clase de equipos que a
través de los años se ha vuelto más "accesible".
En respuesta a estos problemas, la Universidad Tecnológica del Norte de
Guanajuato (UTNG) y el Centro de Investigaciones en Óptica (CIO) han trabajando en
forma conjunta para desarrollar un proyecto que pueda ser aplicado para resolver el
problema de INSPECCION DE PERNOS en la industria automotriz en forma de un
prototipo experimental. En este prototipo se utilizó una tarjeta de adquisición de datos
(TAD) en conjunto con el software de LabVIEW. El uso de dicha tarjeta en conjunto con el
software nos permitió reducir significativamente la circuitería electrónica y a la vez elevó la
confiabilidad del dispositivo. Por tanto, en este capítulo describimos los principios de
funcionamiento y aplicación de la tarjeta de adquisición de datos y software
correspondiente.

28
4.1 Adquisición de datos en tiempo real
El concepto de tiempo real significa "realmente rápido", es decir una adquisición de
datos sin falla dentro de un tiempo garantizado que se define por el tipo de evento o
proceso a estudiar. Estos requerimientos de tiempo varían de aplicación en aplicación y de
usuario en usuario. Las limitaciones que puede presentar un sistema de adquisición de datos
provienen de dos partes, hardware y software del mismo. Una computadora personal
moderna corriendo Windows puede responder en pocas decenas de milisegundos. Por tanto,
con el uso apropiado de las técnicas de programación se puede reducir la respuesta a solo
algunos milisegundos.
El sistema de adquisición de datos basado en PC para el proyecto está constituido
por solo algunos elementos que se conjugan para la obtención de resultados satisfactorios:
• Hardware para la medición y control
• Computadora personal
• Software
Recordemos que los elementos anteriormente mencionados son componentes de un
mismo sistema que se integran para trabajar en forma conjunta, lo que nos lleva a la
necesidad de tener conocimiento de sus características para lograr un resultado óptimo.
En este proyecto se utilizó una tarjeta NI PCI-6713 con las siguientes
características:
• 8 salidas digitales
• 12 bits de resolución
• 1 MS/s de tiempo de salida
• + - 10V rango de salida
• 2 contadores ascendente/descendente
• 24 bits de resolución
• trigger digital.

29
Esta tarjeta se usa en conjunto con el software de LabVIEW versión 6i para
programación de los instrumentos virtuales, tales como la generación de pulsos digitales
para el motor de pasos y un contador de eventos. El diagrama de bloques de tarjeta se
muestra en la siguiente figura 4.1[8].
Figura 4.1 Diagrama de bloques de la TAD.
En la figura 4.2 se muestra el conector (tablilla de conexiones) de 68 conexiones
numeradas. Este es utilizado para la comunicación entre la computadora incluyendo la
TAD y los dispositivos del SAI (motor de pasos, foto detector y interruptores de límite). La
TAD tiene ocho líneas de entradas y salidas digitales (DIO0 – DIO7), de estas se utilizaron
cuatro salidas (DIO0-DIO3) conectando directamente a las terminales de la tablilla de
conexiones (52, 17, 49, 47), para energizar las bobinas del motor de pasos. También se
utilizaron dos entradas digitales para dos interruptores de límite. (DIO4, DIO5 19 Y 51). La

30
terminal (18) se utilizó como tierra digital (DGND), y la terminal (37) se utilizó como
fuente de contador de eventos (PF18/GPCTR0_SOURCE) para la señal de filtrado. Estas
entradas y salidas fueron configuradas en el software de control de LabVIEW.
Figura 4.2 Conector de 68 conexiones

31
4.2 Funciones de la tarjeta de adquisición de datos
Las funciones de medición y control más comunes en una tarjeta son:
• Conversión analógico-digital (entradas analógicas).
• Conversión digital-analógica (salidas analógicas).
• Entradas y salidas digitales.
• Contador/Temporizador.
4.2.1 Conversión analógica-digital Una señal analógica es una función continua en el tiempo con un parámetro físico
definido para cada instante de tiempo. Esta señal debe ser convertida en una señal en
tiempo discreto para que pueda ser procesada por la computadora para describir la señal
original. La conversión analógica a digital (A/D) es una operación proporcional, en donde
la señal de entrada es comparada con una referencia y convertida en una fracción, la cual es
representada como un número digital codificado. Conceptualmente, podemos ver la
conversión A/D como un proceso de tres pasos [7]:
1.- Muestreo. Es la conversión de una señal en tiempo continuo a una señal en tiempo
discreto, tomando muestras de la señal en tiempo continuo en instantes de tiempo discreto.
2.- Cuantificación. Es la conversión de una señal en tiempo discreto con valores continuos a
una señal en tiempo discreto con valores discretos. El valor de cada muestra se representa
mediante un valor seleccionado de un conjunto finito de valores posibles.
3.- Codificación. En el proceso de codificación, cada valor discreto se representa mediante
una secuencia binaria.

32
4.2.2 Muestreo de señales analógicas
Existen muchas maneras de, muestrear una señal. El tipo más usado en la práctica es
el muestreo periódico o uniforme. Este se describe mediante la relación:
x(n) = xa(nT) - ∞ < n < ∞
donde x(n) es la señal en tiempo discreto obtenida tomando muestras de la señal analógica
xa(t) cada T segundos. Esto se ilustra en la figura 4.3. El intervalo de tiempo T entre dos
muestras sucesivas se denomina periodo de muestreo o intervalo de muestreo, y su
reciproco T-1 = Fs, se llama frecuencia de muestreo.
Figura 4.3. Muestreo periódico de una señal analógica.
Para elegir la frecuencia de muestreo Fs, es necesario conocer información acerca
del contenido frecuencial de la señal que va a ser muestreada. Para evitar que las muestras
obtenidas no sean representativas de la señal muestreada, Fs se selecciona de acuerdo a la
condición:
Fs > 2Fmax
33
donde Fmax es la frecuencia más alta de la señal analógica. En la práctica, es común que en
algunas aplicaciones se coloquen filtros antes del convertidor analógico-digital para
garantizar el valor de Fmax.
4.2.3 Cuantificación de señales
La cuantificación consiste en asignarle valores en código binario a cada una de las
muestras tomadas; para esto, se limita el número de aquellos valores que deban tomarse y
dentro de los cuales cualquier amplitud tendrá asignado un número binario. Esto se debe a
la imposibilidad de tener valores digitales que correspondan exactamente a la señal
analógica, pues, mientras que la señal analógica toma valores infinitos durante su variación
en el tiempo, la señal digital presenta un número finito de combinaciones.
Es evidente que a mayor número de niveles de cuantificación, mayor será la
precisión de la representación de la señal analógica y también será mayor el número de bits
necesarios para representar las muestras. Esto último da origen al concepto llamado
resolución.
Denotaremos la operación de cuantificación de las muestras x(n) como Q[x(n)] y
utilizaremos xq(n) para asignar la secuencia de muestras cuantificadas a la salida del
cuantificador. Así:
por lo tanto, el error de cuantificación de una secuencia eq(n) se define como la diferencia
entre el valor cuantificado y el de la muestra original

34
Es obvio que en muchos casos una muestra x(n) no puede ser almacenada y
procesada con su valor original por un ordenador, pues estos valores tendrán que ser
ajustados a un grupo finito de números. Para eliminar los dígitos sobrantes podemos
simplemente eliminarlos (truncamiento) o aproximar por el número con dígito significativo
más cercano (redondeo). El proceso de cuantificación de la señal en tiempo discreto se
muestra en la figura (a) y redondeo se ilustra en la figura 4.2b. Los valores permitidos en la
señal digital se denominan niveles de cuantificación, mientras que la distancia ∆ entre dos
niveles de cuantificación sucesivos se denomina escalón de cuantificación o resolución. El
error de cuantificación no puede superar la mitad del valor del escalón de cuantificación, es
decir
22 )( ∆∆ ≤≤− neq
Si xmin y xmax representan los valores mínimo y máximo de x(n) y L es el número de niveles
de cuantificación, entonces
1minmax
−−
=∆L
xx
a) Señal en tiempo discreto con valores continuos

35
b) Señal en tiempo discreto con valores discretos
Figura 4.4. Cuantificación y redondeo
4.2.4 Codificación de muestras cuantificadas
El proceso de codificación en un convertidor A/D asigna un número binario único a
cada nivel de cuantificación diferente. Si disponemos de L niveles, necesitamos al menos L
niveles binarios distintos. Con una longitud de palabra de b bits se pueden crear 2b números
binarios diferentes.
4.2.5 Conversión digital-analógica
El proceso de convertir información digital en una señal analógica, usualmente
voltaje o corriente, es llamado conversión digital a analógica. Un convertidor digital a
analógico (CDA) permite tener control sobre equipo que se encuentra en un proceso de
producción y la generación de señales de prueba.
En la figura 4.5 se muestra el diagrama básico de un CDA. Se puede utilizar un
número binario para almacenar la palabra binaria a convertir. Interruptores electrónicos se
conectan en proporción a su posición dentro de la red resistiva. Un amplificador
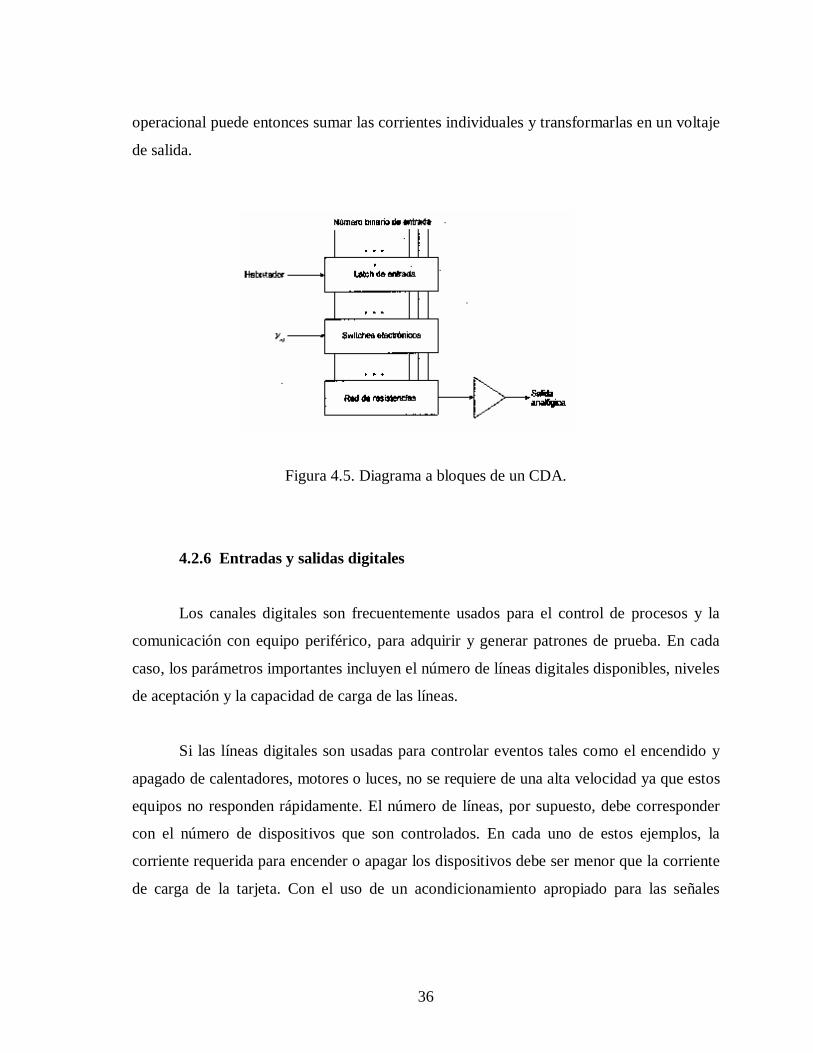
36
operacional puede entonces sumar las corrientes individuales y transformarlas en un voltaje
de salida.
Figura 4.5. Diagrama a bloques de un CDA.
4.2.6 Entradas y salidas digitales
Los canales digitales son frecuentemente usados para el control de procesos y la
comunicación con equipo periférico, para adquirir y generar patrones de prueba. En cada
caso, los parámetros importantes incluyen el número de líneas digitales disponibles, niveles
de aceptación y la capacidad de carga de las líneas.
Si las líneas digitales son usadas para controlar eventos tales como el encendido y
apagado de calentadores, motores o luces, no se requiere de una alta velocidad ya que estos
equipos no responden rápidamente. El número de líneas, por supuesto, debe corresponder
con el número de dispositivos que son controlados. En cada uno de estos ejemplos, la
corriente requerida para encender o apagar los dispositivos debe ser menor que la corriente
de carga de la tarjeta. Con el uso de un acondicionamiento apropiado para las señales

37
digitales se pueden usar señales digitales TTL de baja corriente de la tarjeta de adquisición
para monitorear o controlar alto voltaje y señales de corriente de equipo industrial.
Una aplicación común es la transferencia de datos entre una computadora y equipos
tales como registradores de datos, procesadores de datos e impresoras. Debido a que estos
equipos usualmente transfieren datos en un byte, las líneas digitales en una tarjeta están
dispuestas en grupos de ocho. Adicionalmente algunas tarjetas incorporan circuitería para la
comunicación con protocolo handshaking.
4.2.7 Contador/temporizador
La circuitería del bloque contador/temporizador es útil en muchas aplicaciones,
incluyendo el conteo de las ocurrencias de un evento digital, temporización de pulsos
digitales y la generación de ondas cuadradas y pulsos. Se pueden implementar todas estas
aplicaciones usando tres señales de contador/temporización (compuerta, fuente y salida). La
compuerta es una entrada digital que habilita o deshabilita la función del contador. La
fuente es una entrada digital que origina que el contador se incremente cada vez que ésta
conmute y por ello provee la base de tiempo para la operación del contador. Finalmente, la
salida genera ondas cuadradas digitales y pulsos en la línea de salida.
Las especificaciones más significativas para la operación de un
contador/temporizador son la resolución y la frecuencia de reloj. La resolución es el
número de bits que el contador utiliza. Una alta resolución simplemente significa que el
contador puede contar más alto. La frecuencia de reloj determina que tan rápido se puede
conmutar la fuente digital de entrada. Con una frecuencia más alta, el contador incrementa
más rápidamente y por lo tanto puede detectar pulsos de más alta frecuencia en la entrada y
generar pulsos y ondas cuadradas de frecuencias más altas en la salida.

38
4.3 Consideraciones de las entradas analógicas
Existen varias especificaciones que nos pueden dar información acerca de la
funcionalidad y características del hardware para la adquisición de datos. Se debe tener
cuidado de revisar escrupulosamente las características que ofrece una tarjeta o los
dispositivos candidatos a formar parte del equipo en el caso del diseño. De ello depende la
obtención de los resultados deseados.
4.3.1 Velocidad de muestreo
La velocidad de muestreo determina el número de conversiones que se pueden
realizar en un determinado número de tiempo. Debe tenerse especial cuidado cuando se
digitalizan señales de corriente alterna, pues es aquí donde la velocidad de muestreo
inapropiada desvirtúa la información de la señal original.
De acuerdo con el teorema de muestreo de Nyquis, la frecuencia de muestreo debe
ser por lo menos el doble de la frecuencia máxima de las componentes frecuenciales de la
señal. Como se muestra en la figura 4.6, una tasa de muestreo por debajo de lo especificado
por el teorema da como resultado un error en la interpretación de la señal conocido como
aliasing o traslape.
Figura 4.6. Resultado de un muestreo incorrecto

39
4.3.2 Resolución
El número de bits usados para representar una señal analógica determina la
resolución del CAD (convertidor analógico a digital). Entre mayor sea el número de bits
usados, mayor será la resolución, en la figura 4.7 se muestra una señal senoidal digitalizada
con un CAD de 3 bits. Es evidente que el resultado de esta digitalización no representa en
forma adecuada la señal original debido a que son muy pocas las divisiones para
representar las variaciones de voltaje de la señal. Por otra parte, si la resolución es
aumentada a 12 bits, el número de divisiones aumenta de 8 a 4,096. Ahora se puede
obtener una representación de la señal con una precisión muy alta.
Figura 4.7 Efectos de la resolución en la precisión
4.3.3 Rango
El rango se define como los límites mínimo y máximo que la señal analógica ADC
puede digitalizar. Existen ADC con la capacidad de proveer más de un rango, la capacidad
de tomar ventaja de la resolución. Por ejemplo, en la figura 4.8a, un convertidor de 3 bits
tiene 8 divisiones en un rango de 0 a 5 V. Seleccionando un rango de -5 a 5 V, como se
muestra en la figura 4.8b, el mismo convertidor separa un rango de 20 volts en el mismo

40
número de divisiones. Esto hace que la representación de la señal sea menos precisa pues
el mínimo incremento de voltaje detectable se incrementa de 1.25 a 2.5 volts.
Figura 4.8 Efectos del rango en la precisión
4.3.4 No-linealidad diferencial (DNL)
Idealmente, al incrementar el nivel de voltaje aplicado a una tarjeta de adquisición,
los datos digitales del convertidor analógico-digital deberían incrementarse linealmente. Si
se grafica el voltaje contra el código de salida de un CAD ideal, el resultado sería una línea
recta. A las desviaciones de esta línea se le denomina no linealidad.
La DNL es una medida en LSB del peor caso en la desviación del ancho del código
de su valor ideal de 1 LSB. En una situación perfecta, el hardware para la adquisición de
datos tendría una DNL de 0 LSB. En la práctica, un valor de 0.5 LSB se considera bueno.
4.3.5 Tiempo de establecimiento
Generalmente, en una tarjeta de adquisición una señal es seleccionada por un
multiplexor analógico y posteriormente amplificada por un amplificador de
instrumentación antes de ser digitalizada por el CAD. El amplificador debe ser capaz de

41
seguir la salida de los multiplexores cuando estos conmuten entre canales y establecerse
rápidamente para la precisión del convertidor. De no ser así, el convertidor digitalizará una
señal que aún se encuentra en transición del valor del canal previo al valor del canal que se
desea medir. El tiempo necesario para que el amplificador de instrumentación se establezca
a una exactitud especificada es llamado tiempo de establecimiento. Un tiempo de
establecimiento deficiente representa un gran problema, ya que el tamaño de la inexactitud
usualmente varía con la ganancia y la tasa de muestreo. Debido a que estos errores ocurren
en las etapas analógicas, la tarjeta no puede devolver un mensaje de error a la computadora
cuando el amplificador de instrumentación no se establece.
Debe tenerse cuidado cuando se muestrea a una tasa alta con grandes ganancias.
Cuando la ganancia de un amplificador es incrementada, el tiempo de establecimiento
también se incrementa. Entre más alta sea la ganancia y el tiempo de conmutación entre
canales, es poco probable que el amplificador de instrumentación pueda establecerse. De
hecho, ningún amplificador de instrumentación de ganancia programable puede
establecerse a una precisión de 12 bits en menos de 2µs cuando amplifica a una ganancia de
100.

42
Capítulo 5. PRUEBAS Y RESULTADOS
En este capítulo se muestran de las pruebas y resultados efectuados con el prototipo
experimental del SAI. El objetivo principal de las pruebas es demostrar la capacidad del
prototipo del SAI para detectar los pernos de diferentes diámetros y estudiar los límites de
las posibles aplicaciones del mismo.
5.1 Enfoque del sistema de detección
Las pruebas de funcionamiento del sistema se realizaron con pernos de diferentes
diámetros colocadas sobre una placa (véase la figura 5.1).
Figura 5.1 Placa con pernos de diferentes diámetros
Antes de realizar las pruebas de inspección se debe realizar el enfoque del sistema de
detección que consiste principalmente de los siguientes pasos:

43
1. Se coloca la placa de pernos de un diámetro dado (a inspeccionar) sobre la mesa
portaobjetos bajo el encapsulado emisor-detector a una distancia vertical de
aproximadamente 17 mm (distancia focal de la lente) con respecto a los pernos.
2. El eje del sistema óptico del encapsulado debe ajustarse a la perpendicular de la
superficie portadora de los pernos.
3. Después, se realiza enfoque fino de haz probador incidente sobre el tope de un
perno. Para realizar el enfoque fino nos auxiliamos de un osciloscopio para
monitorear la magnitud de la señal detectada. Con este fin, se selecciona una escala
baja del osciloscopio (100mV/div) en la cual podamos tener mayor magnitud de la
señal sin saturar dicha escala. Girando el tornillo de ajuste fino de la montura
mecánica en el eje Z, se desplaza verticalmente el encapsulado emisor detector con
respecto a la placa con pernos, ajustándose a la distancia que nos proporciona el
máximo de la señal de salida del detector que se observa en el osciloscopio (véase
por ejemplo, la figura 3.9).
El ajuste fino finaliza el enfoque del sistema de detección y se comienza la secuencia de
operación del software de LabVIEW para las pruebas de inspección. (véase la señal
filtrada de salida de la figura 3.9 y el programa de cómputo del capítulo siete).
Nótese que al cambiar el diámetro de pernos, en un principio, se requiere repetir la
calibración del sistema de detección.
5.2 Pruebas con pernos de diferente diámetro
El propósito de las pruebas finales del prototipo es verificar el funcionamiento de
cada uno de las partes constituyentes de éste. Naturalmente, el parámetro global de control
es la coincidencia del número de pernos de un arreglo con el número de pernos detectados
por el sistema de inspección.

44
Como muestras para inspeccionar se usaron arreglos de pernos de acero de
diferentes diámetros. Estos arreglos se implementaron sobre placas de aluminio pintadas de
color negro, donde los cilindros tenían el color natural de acero para imitar los pernos de la
triceta. Las placas tienen dimensiones de aproximadamente 2.5 x 6 cm acorde a la
dimensión de la montura mecánica del prototipo. Para simular los pernos, se usaron pernos
(clavos cortados) de diámetros de 1, 1.61, y 2.16 mm. Un arreglo típico de los usados en los
experimentos se presenta en la figura 5.1.
Una vez enfocado el sistema de detección para un diámetro de pin dado, como se
escribe en la sección anterior, la placa se coloca sobre la mesa porta objetos bajo el par
emisor – detector de manera que el haz probador incide un tanto fuera del área de arreglo
de pernos. Si la distancia entre los extremos del arreglo de pernos es L, entonces, la
distancia de recorrido del par emisor-detector, L´ se escoge un tanto mayor de L y se
programa el número correspondiente de pasos para el motor con el fin de tener barrido
sobre todo el arreglo (véase la figura 5.2). Después, se introduce como dato de control para
la computadora el número de pernos del arreglo. Una vez terminado el barrido de
inspección, la computadora compara el número de pernos detectados con el número de
control establecido.
Figura 5.2 Distancia recorrida por el detector para inspeccionar un arreglo de pernos
Pin faltante
LL
Sensor opto electrónico
pernos

45
Para establecer las condiciones adecuadas de funcionamiento del prototipo y sus
límites, se efectuaron numerosas pruebas con arreglo de pernos de tres diámetros indicados
anteriormente, haciendo barrido de izquierda a derecha y viceversa. Durante las pruebas,
como una medida de control adicional, se observaban las dos señales de la pantalla del
osciloscopio: la señal de salida del foto detector (que a la vez es la señal de entrada para el
circuito comparador) y la reacondicionada que es la salida del Schmitt Trigger. Observando
la señal del foto detector puede darse cuenta sobre la magnitud de ésta y el ruido externo
que lo afecta. La señal típica se muestra en la figura 5.3 para el diámetro de pernos de 1
mm; las figuras 5.3 y 5.4 muestran dichas señales para los pernos de diámetros 1.61 y 2.16
mm, respectivamente.
Figura 5.3 Señal analógica (abajo) y filtrada (arriba) para pernos de diámetro de 1.61 mm.

46
Figura 5.4 Señal analógica (abajo) y filtrada (arriba) para pernos de diámetro de 2,16 mm.
Cabe mencionar que para las pruebas fueron usados dos tipos de arreglos, de
secuencia completa de pernos (cilindros unidos) y secuencia con pernos faltantes (algunos
de los pernos están separados; véase la figura 5.5).
Figura 5.5 Secuencia con un perno faltante de 1mm. de diámetro

47
En nuestros experimentos, una vez enfocado el sistema de detección para pernos de
un diámetro dado, no se observaron las fallas del sistema de inspección, es decir, el número
de pernos de un arreglo, siempre coincidió con el número de los detectados por el sistema
de inspección.
Resultó que el prototipo posee cierto grado de tolerancia en cuanto a la enfoque del
sistema de detección, es decir, el enfoque del sistema para los pernos de diámetro de 1 mm
puede usarse confiablemente para la inspección de arreglos de pernos de diámetros de 1.61
y 2.16 mm. Dicha tolerancia es explicada de la siguiente manera. Cuando el spot del haz
probador tiene la dimensión bastante mayor del diámetro de un pin (es decir cubre más de
dos pernos), la componente difusa de reflexión es mayor que la componente reflectiva
directa. En este caso no se consigue una buena modulación de la señal del foto detector. Al
realizar las pruebas para determinar el tamaño de la mancha (spot) con un visor infrarrojo y
con una tarjeta detectora de infrarrojo, determinamos que el spot se midió
aproximadamente de 0.7 mm. Por tanto, el haz probador es apropiado para detectar pernos
de diámetros mencionados. Otro factor importante para la modulación de la señal del
detector, es la altura de la placa hasta la altura de un pin, que es igual al diámetro del perno.
Este factor determina la atenuación de la intensidad del haz reflejado directo con la
distancia que aproximadamente sigue la ley del cuadrado inverso (véase la sección 2.3). La
combinación de dichos factores junto a una absorción de la energía por la superficie
reflejante, da lugar a la tolerancia mencionada del enfoque del sistema de detección a la
variación de los diámetros de pernos.
Cabe mencionar que debe tomarse en cuenta que un haz probador muy agudo
requiere de un ajuste muy fino de la perpendicularidad de incidencia con respecto al plano
soporte de pernos. El detector se debe de mover paralelo a la superficie de soporte de
pernos conservado la perpendicularidad de incidencia. Es bueno enfocar hasta el pin que se
quiere detectar.
48
Se debe tener cuidado con la presencia de una fuente de infrarrojo que afecta a la
señal del foto detector y por consiguiente se alteran los resultados de conteo. Dicho
fenómeno se observó, por ejemplo, ante la presencia de la luz del sol. Esto se solucionó
aislando el sistema de la luz ambiental.
En nuestro experimento la velocidad de conteo de pernos es de ¼ pin por segundo.
La única limitante de velocidad de conteo es la velocidad de desplazamiento del detector
que, a su vez, es limitado por el motor de pasos lento y la cuerda diferencial fina (véase la
sección 3.1). Sin embargo, la baja velocidad de conteo es muy conveniente para fines
experimentales, dado que permite observar fácilmente la formación de la señal análoga del
detector y la señal filtrada cuadrada mediante un osciloscopio. Además, con el diseño
electrónico actual se puede aumentar la señal de detección (sin atenuación) de hasta 20
pernos por segundo, aumentando el ángulo entre paso del motor por medio del driver
(manejador de potencia electrónico) y cambiando la cuerda diferencial fina por una más
gruesa.
49
Capítulo 6. Programa de Cómputo
El programa de cómputo fue desarrollado usando el ambiente de programación
gráfica, éste lo constituye el ambiente de programación LabVIEW versión 6i de National
Instruments [9]. En donde los programas son llamados Instrumentos Virtuales (VI) y están
formados por dos partes principales:
a) Panel Frontal (interfase del usuario)
b) Diagrama a Bloques (código del programa)
El programa del SAI se explica a grandes rasgos, comenzando con una descripción
breve de los elementos que conforman el panel frontal y siguiendo después con el código
del programa, haciendo referencia a cada una de las figuras.
6.1 Interfase del usuario
En las figuras 6.1 (a, b) se muestran dos paneles de control del prototipo, donde
representamos los parámetros de nuestro interés a una aplicación particular, dándole al
interfase de usuario una operabilidad intuitiva y sencilla, en este caso el conteo de pernos
del sistema automatizado de inspección.
El panel de control consta de la perilla de “RETARDO” esta es para el período de
energización entre pasos de las bobinas del motor, su rango va desde un mínimo de 5
milisegundos hasta 100 milisegundos. Estos intervalos se establecen para garantizar que el
motor trabaje perfectamente y evitar que se dañe o pierda pasos.
El indicador de “set de pernos” nos muestra el número correcto de pernos que se van a
contar, tiene un rango de - α a + α. El número se introduce manualmente de acuerdo a la
muestra de pernos que se va a inspeccionar.

50
El indicador de “giro izq” y “giro der” nos indica la dirección del giro del motor
hacia la izquierda o derecha según sea el caso. En este indicador se introduce manualmente
el número de iteraciones para tener control de posición del bloque emisor-detector. Por
ejemplo, en el panel de la figura 6.1 (a) si se introduce el valor de 1400, indica que el
bloque emisor-detector se desplazará 14mm y en el panel de la figura 6.1 (b) el valor de
1300 indica que se desplazará 13 mm. Los números mínimo y máximo que le podemos
introducir van de –2147483648 a 2147483647.
Se tiene también el indicador “contador de pernos” (un contador de eventos) que esta
cambiando su valor a la unidad cada vez que se detecta un pin. Este tiene un intervalo de 0
a 42944967295 de eventos contables.
Por último se tiene el indicador booleano de “Aceptado”, si el valor de “contador de
pernos” es igual al valor de “set de pernos” y “Rechazado” si éstos son diferentes.
Figura 6.1 (a). Panel de control mostrando la aceptación de la pieza

51
Figura 6.1 (b). Panel de control mostrando el rechazo de la pieza 6.2 Código del programa La programación a través de diagramas a bloque se aproxima a la programación
utilizada en los diagramas de flujo utilizados por muchos ingenieros y científicos, de hecho
también se le conoce como programación por flujo de datos. Véase el manual del usuario
[9]. La figura 6.2 muestra el código del programa de LabVIEW. El diagrama a bloques
está libre de muchos de los detalles sintácticos de los lenguajes de programación
convencional, lo que permite construir los programas en menor tiempo.
En esta parte se explica el código del programa a grandes rasgos en un diagrama a
bloques del prototipo experimental de inspección de pernos, siguiendo la secuencia
siguiente:

52
a) Como se muestra en la figura 6.2, antes de correr, el programa inicia al contador de
eventos y se asegura que estén desenergizadas todas las bobinas.
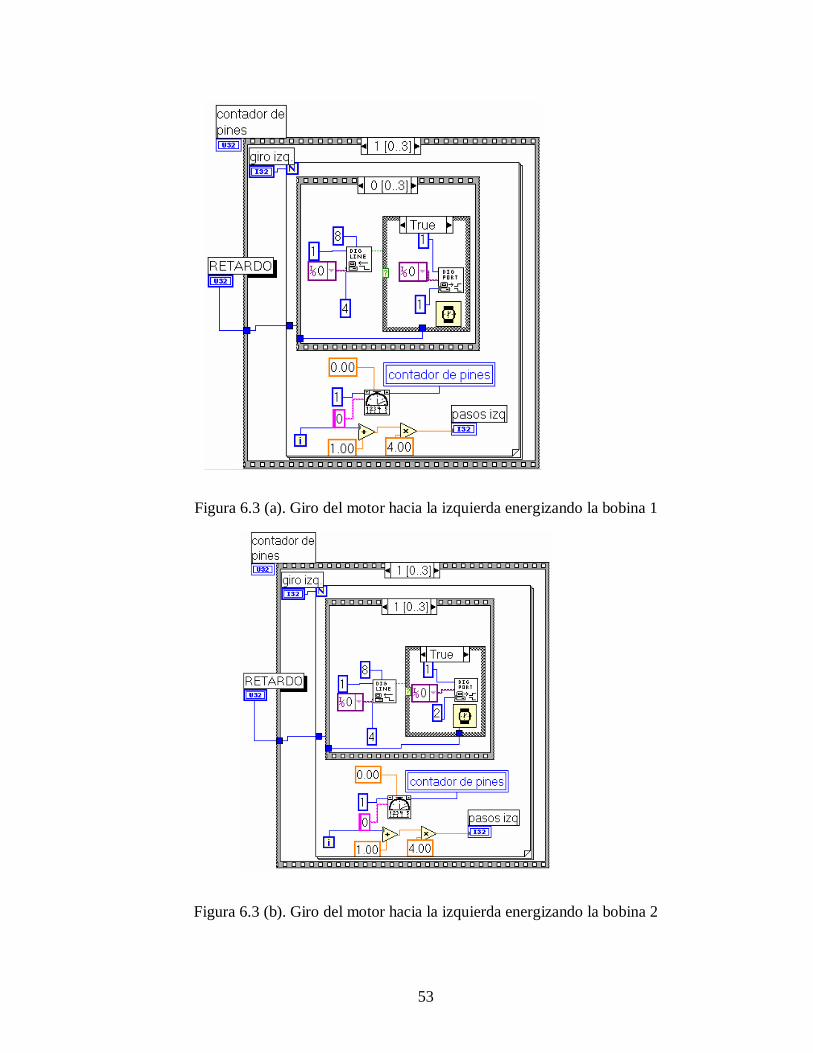
b) En las figuras 6.3 (a, b, c y d), el motor gira hacia la izquierda rastreando la cantidad de
iteraciones indicada en el panel de control. A 1400 iteraciones corresponden 5600 pasos.
Cada iteración es una secuencia de cuatro pasos y la secuencia a seguir es de 1, 2, 4, 8.
c) En las figuras 6.4 (a, b, c y d), se observa la misma descripción a la anterior pero la
secuencia cambia a 4, 2, 1, y 8 y el motor girará hacia la derecha. Cuando está girando el
motor hacia la izquierda o hacia la derecha está funcionando el contador de eventos
indicando cada nuevo perno detectado.
d) Una vez completado el movimiento de la montura mecánica hacia la izquierda o derecha
se desenergizan las bobinas del motor de pasos y se desactiva el contador de eventos como
se muestra en la figura 6.5. Al mismo tiempo se compara el número de pernos detectados
contra el set de pernos. El resultado de comparación se envía al panel de control en forma
de un mensaje visible, “ACEPTADO” cuando los números son iguales y “RECHAZADO”
en el caso opuesto. Véase las figuras 6.1(a, b).
Figura 6.2. Contador de eventos y bobinas desenergizadas.
53
Figura 6.3 (a). Giro del motor hacia la izquierda energizando la bobina 1
Figura 6.3 (b). Giro del motor hacia la izquierda energizando la bobina 2

54
Figura 6.3 (c). Giro del motor hacia la izquierda energizando la bobina 3
Figura 6.3 (d). Giro del motor hacia la izquierda energizando la bobina 4

55
Figura 6.4 (a). Giro del motor hacia la derecha energizando la bobina 3
Figura 6.4 (b). Giro del motor hacia la derecha energizando la bobina 2

56
Figura 6.4 (c). Giro del motor hacia la derecha energizando la bobina 1
Figura 6.4 (d). Giro del motor hacia la derecha energizando la bobina 4

57
Figura 6.5. Terminación de conteo y la desenergización de bobinas
58
Capítulo 7. CONCLUSIONES Y PROPUESTAS
A continuación se enlistan los hallazgos más importantes encontrados a lo largo del
desarrollo de la tesis y luego se muestran propuestas para la aplicación didáctica del sistema
automatizado de inspección y sus posibles modificaciones.
1. Con fines didácticos hemos desarrollados un prototipo experimental del sistema
automatizado de conteo de pernos que es un análogo a la inspección de integridad
de trípodes automotrices, donde inicialmente surgió el problema.
2. El método propuesto y empleado en el SAI es no destructivo (no hay contacto
mecánico con los pernos). Además, este no requiere punto de referencia para
empezar el conteo de pernos.
3. El SAI puede ser empleado para la detección y conteo de pernos de diferentes
diámetros. El límite inferior del espesor de pernos a detectar esta determinado
básicamente por el diámetro de la mancha focal del haz probador.
4. El SAI basado en el método propuesto, se presta para la automatización y con
ciertas modificaciones y perfeccionado, puede ser incorporado al proceso
productivo (tecnológico) existente de una empresa. El prototipo final del SAI puede
ser muy compacto y se estima a un bajo costo.
5. La instrumentación virtual mediante el software de LabVIEW quito la necesidad de
desarrollar una parte sustancial de la electrónica. Por medio del programa podemos
controlar la secuencia de los pulsos para el motor de pasos, el tiempo entre pasos; al
mismo tiempo se tiene un contador y comparador de los eventos detectados y una
indicación visual de aceptación o rechazo de acuerdo al número establecido de
pernos.
6. Aunque la velocidad actual de conteo de pernos es muy baja, ¼ de pin por segundo,
la limitante principal es el sistema mecánico de desplazamiento del par emisor-
detector. Cambiando el sistema mecánico de desplazamiento, se estima que

59
podemos fácilmente aumentar la velocidad de detección de hasta 20 pernos por
segundo.
7. El prototipo posee cierto grado de tolerancia en cuanto al enfoque del sistema de
detección, es decir, el enfoque del sistema para pernos de diámetro de 1 mm puede
usarse confiablemente para la inspección de arreglos de pernos de diámetros de 1.61
y 2.16 mm. El tamaño de la mancha focal del haz probador debe ser adecuado al
tamaño (diámetro) de objeto al detectar. El haz muy agudo, aunque permite detectar
objetos más pequeños, requiere un ajuste mucho más fino de perpendicularidad
entre el plano soporte y el haz incidente.
8. El diámetro del pin más pequeño que puede detectarse confiablemente es de 0.7
mm con el arreglo óptico existente.
9. Modificando el sistema óptico, el SAI puede tener otros campos de aplicación, por
ejemplo: hacer el conteo de grapas en fila, de pernos en un circuito integrado, contar
los alambres en un cable plano, alfileres o agujas, etc.
El enfoque experimental de esta tesis puede ayudar a los estudiantes técnicos
universitarios a desarrollar su creatividad y habilidades en los distintos campos (mecánica,
electrónica, óptica, automatización y control). Tomando como base el prototipo existente,
se pueden presentar distintos esquemas de solución para el sistema automatizado de conteo
de pernos.
El arreglo final de ésta tesis es multidisciplinaria, conteniendo parte óptica,
electrónica, mecánica y software, y por tanto, se presta para una variedad de mini proyectos
(partes del mismo proyecto) y prácticas que enseñen a los estudiantes a resolver problemas
de control de calidad o inspección en línea de producción industrial. Para empezar,
podemos proponer los siguientes temas de mini proyectos:

60
Ø Metodología de desarrollo de un proyecto tecnológico, los pasos principales (en
forma interactiva).
Ø Principio básico de funcionamiento del SAI y posibles esquemas de
implementación.
Ø Diseño mecánico del prototipo: la idea de la parte mecánica del SAI (parte creativa
del diseño), diseño asistido por computadora (Autocad), (parte técnica del diseño).
Ø Implementación del Software de LabVIEW para instrumentación virtual y
modificaciones al sistema.
Ø Diseño de esquemas electrónicos e implementación de estos, por ejemplo: diseño de
manejadores (drivers) para mover diferentes tipos de motores de pasos,
amplificación de una señal analógica, cambio de un nivel de umbral por medio del
amplificador comparador, filtrado de señales analógicas por medio de Schmitt-
Trigger, etc.
Ø Diseño opto electrónico para el SAI (caracterización de un LED infrarrojo y un
detector foto transistor, un sistema óptico, etc.).
Ø Diseño del sistema de servomotores y su control.
Ø Optimización de los parámetros del SAI (velocidad de conteo, el diámetro mínimo
detectable de pernos).
Ø Automatización de enfoque fino (optimización de altura de encapsulado con
respecto de un plano).

61
B i b l i o g r a f i a
[1] William Nunley, J. Scott Bechtel., Infrared Optoelectronics, Devices and applications,
Carrolton, Texas.
[2] R.J. Lawrie Motores eléctricos, Oceano/Centrum.
[3] Valdivia Ricardo, Apuntes sobre motores de pasos, 1999.
[4] Stepper motors Catalogue, Shinano Kenshi 2002.
[5] Optoelectronics Data Book, Mountain View California 1980.
[6] Optek Techology, Inc, Carrolton, Texas 1990.
[7] Getting Started with Lab Windows. National Instruments 1999.
[8] Measurement and Automation Catalogue, National Instruments 1999.
[9] Lisa K. Wells., The LabVIEW Students Editions, National Instruments, Prentice Hall,
New Yersey.
[10] H. Carter y M. Donker., Optoelectronica Aplicada, Paraninfo, Madrid 1981.

62
A N E X O A
Espectro de emisión del diodo led infrarrojo
En la figura A1 se muestra la caracterización del espectro del sensor reflectivo
utilizado en el SAI, que es un reemplazo de la serie OPB710 de la marca OPTEK. Este se
caracterizó con un espectrofotómetro en el Centro de investigaciones en Óptica. Se obtuvo
una longitud de onda de 933 nm a fin de asegurarnos de que el sensor emitía en el
infrarrojo. Se anexan las características técnicas del espectro de emisión.
Figura A1. Espectro de emisión infrarrojo empleado en el SAI

63
Características técnicas del espectro de emisión

64

65
560
ENTR
ADAS
DIG
ITAL
ES
TIP122
1 2 1N4004TIP122
1k
1 2
VCC+8.4V
L1
1N4004
1k
1k
L2TIP122
1N4004
L3
560
1k
560
VCC+8.4V
L4
1N4004
1 2
TIP122
560
7407
1 2
VCC+5V
A N E X O B
C i r c u i t o s e l e c t r ó n i c o s
En este anexo se presentan los circuitos de potencia (figura B1) y en la figura (B2)
se presentan las distintas etapas de: detección, amplificación, comparación y filtrado de la
señal correspondientes a la sección 3.4.
Figura B1. Diagrama del circuito de potencia

66
39k
15k14
74LS14/SO
1 2
FILTRADO
14
VCC+12V
VCC-12V
12k
AMPLIFICACION
ajuste de disparo
VCC+12V
10k
15k
COMPARADOR
L.37
120k1k
contador
VCC-12V
56k
OPB 710
VCC+12V 10m
+
-LM311
2
37
5 64 1
818k
DETECCION DE SEÑAL
50k
+
-741
3
26
7 14 5
+5V
2.2M
+5V
1 2
Figura B2. Circuito electrónico de las diferentes etapas de procesamiento de la señal

67
A N E X O C
LISTA DE MATERIALES DEL PROTOTIPO EXPERIMENTAL
LISTA DE MATERIALES.
CANTIDAD
MATERIAL MODELO C/U $ COSTO TOTAL $
1 Amplificador Op.
LM741 4.348 7.50
1 Buffer 7407 18.50 18.50 1 Smitt Trigger 74LS14 22.80 22.80 1 Comparador LM311 7.50 7.50 4 Transistor PNP TIP122 6.08 24.34 6 Diodos 1N4002 1.00 6.00 1 Resistencias 2.2M¼ 0.43 0.43 1 Resistencias 56K¼ 0.36 0.36 4 Resistencias 560K¼ 0.36 1.44 1 Resistencias 12K ¼ 0.36 0.36 1 Resistencias 120K¼ 0.36 0.36 1 Resistencias 10K ¼ 0.36 0.36 2 Resistencias 15K ¼ 0.36 0.72 1 Resistencias 39K ¼ 0.35 0.35 7 Resistencias 1K ¼ 0.36 2.52 1 Resistencias 18K½ 0.36 0.36 1 Potenciómetro
100K 101-100K 12.50 12.50
1 Potenciómetro
50K 101-50K 9.50 9.50
8 Aislantes ATO-3 0.87 6.96 1 Capacitor 220µF 1-65R 6.00 6.00 1 Capacitor 10µF 1.63R 6.00 6.00 1 Capacitor 0.47µF .47-250 3.00 3.00 4 Capacitor 4700µF 4700-25R 8.50 34.00 3 Capacitor 0.1µF P-01 1.30 3.90 2 Base para TO-3 BTO-3 8.50 17.00 1 Regulador 7805 7.50 7.50 1 Regulador 7809 8.50 8.50

68
LISTA DE ACCESORIOS ADICIONALES DEL PROTOTIPO EXPERIMENTAL
CANTIDAD MATERIAL ACCESORIOS COSTO UNIT .$
COSTO TOTAL $
1 MONTURA X,Y,Z.MOTORIZADA
6,900 6,900
1 TARJETA DE ADQUISION DE
DATOS (PC1 6713) INCLUYENDO
SOFTWARE
BLOCK CONECTOR TBX-68 E/S
18,000 18,000
TOTAL 24,900
1 Regulador 7812 10.50 10.50 1 Regulador 7912 10.50 10.50 2 Tablillas
perforadas 700-1 35.00 70.00
1 Porta fusible europeo
AMPF-4
4.00 4.00
1 Switch S-116 7.50 7.50 1 Gabinete GM-08 79.50 79.50 2 Fusibles europeos
0.25 A GMA 1 1.30 2.60
1 Transformador 127/24V500Ma
38.5 38.50
3 Perilla baquelita P-01 9.00 27.00 1 Interruptor 2 polos
2 tiros S-119 9.50 9.50
1 Transformador 127/9V2A
22.50 22.50
1 mt Cable mult. FTP305 22.50 22.50 2 mts. Cable duplex 12.00 22.00
TOTAL 535.36


















