CNC.pptx
26
CONTROL NUMÉRICO COMPUTARIZADO MÁQUINAS CNC
-
Upload
daniel-cordova -
Category
Documents
-
view
110 -
download
1
Transcript of CNC.pptx

CONTROL NUMÉRICO COMPUTARIZADOMÁQUINAS CNC

1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
CNCCNC
Dispositivo capaz de dirigir posicionamientos de un órgano
mecánico móvil
Para la elaboración de piezas y partes
A partir de informaciones numéricas:• Manual• Programa
Elaboradas en forma totalmente automática

La primera maquina CNC fue diseñada en el año de 1950 en el Instituto de tecnología de Massachusetts (MIT), en la cual se automatizo una fresadora a través de un computador de tarjetas perforadas y cinta magnética.
CONOZCAMOS UN POCO DE HISTORIA…
Hoy día las computadoras son cada vez más pequeñas y económicas, con lo que el uso del CNC se ha extendido a todo tipo de maquinaria:
TORNOS RECTIFICADORASELETROEROSIONADORASMÁQUINAS DE COSER
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

1. Husillo Principal o Eje Z
2. Motor Principal
3. Columna
4. Servomotores de Avance
5. Base
6. Bancada
7. Carrusel
PARTES MECÁNICAS DE UNA MÁQUINA CNC
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
1
2
3
4
5
4
6
7

PARTES MECÁNICAS DE UNA MÁQUINA CNC
1
2
3
1. Superficie útil de la mesa
2. Ancho de las ranuras
3. Número de ranuras
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

El sistema de coordenadas utilizado en las máquinas de control numérico es el sistema cartesiano, donde:
El eje Z se encuentra situado en la dirección del husillo principal (el que proporciona la potencia de corte). Si no existiera el husillo principal el eje Z se obtiene según la normal saliente al plano de sujeción de la pieza. Su sentido positivo es aquel en el que se aleja la herramienta de la pieza.
El eje X es perpendicular a Z y se elige sobre un plano horizontal paralelo a la superficie de sujeción de la pieza. Su sentido positivo es aquel tal que la herramienta se aleja de la pieza. En máquinas en las que el eje Z es horizontal , X también es horizontal.
El eje Y forma un triedro a derechas con X y Z
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

Las maquinas CNC funcionan a través de ordenes numéricas introducidas a través de lenguajes de programación estandarizadas (ISO, DIN). Este lenguaje es compilado por la maquina y lo traduce en posiciones coordenados, es decir, el cabezal de la maquina se ubica según un eje coordenado X Y Z.
CÓDIGO ISO
Comúnmente conocido como lenguaje G, está compuesto por unas letras que siempre van en mayúscula y se les conoce como direcciones. Las letras se combinan con números y a ese conjunto se le llama instrucción, varias instrucciones en la misma línea se llaman bloques, la máquina ejecuta las órdenes por bloques:
A# ............. B#C#DIRECCIÓN INSTRUCCIÓN
BLOQUE
Las máquinas CNC son capaces de mover la herramienta en los tres ejes (uno a la vez) para ejecutar trayectorias tridimensionales como las que se requieren para el maquinado de complejos moldes y troqueles.
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

Corresponde a instrucciones de operaciones .
G0: movimiento rápido, no se utiliza para mecanizar si no para desplazamiento y posicionamiento rápido de la herramienta en un punto determinado, ejm: G0X0Y0Z0
COORDENADAS
La cantidad de decimales que acepta la máquina para operar depende del tipo de máquina. Las máquinas pequeñas aceptan centésimas de mm y las grandes milésimas de mm.
Los bloques con instrucciones ¨G¨ utilizan las letras X,Y,Z,A,B,C,I,J,K para dar la posición, donde:
X Movimiento en el eje XLineal Y Movimiento en el eje Y
Z Movimiento en el eje Z
A Rotación en XEn grados 0°-
360°B Rotación en Y
C Rotación en Z
I Vector unitario de XPara hacer
arcosJ Vector unitario de Y
K Vector unitario de Z
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

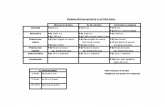
Para determinar el sistema de unidades que se va a utilizar para la programación de la máquina se utilizan las siguientes instrucciones:
CNC Sistema Métrico (mm)
Sistema Inglés (in)
Método antiguo G21 G20
Método actual G71 G70
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

Ejemplo: Instrucción G73: Ciclo de taladrado rompiendo la viruta
Los parámetros utilizados en la función G73 para realizar una operación de taladrado en una fresadora con un control numérico FANUC 21i, son los siguientes:N0150 G98/99 G73 X_ Y_ R_ Z_ Q_ F_
Donde:G98 /99: Volver a "Z" de seguridad, es decir, arriba del todo, o al punto de referencia indicado por el parámetro R.G90 /91: Programación en cotas absolutas o incrementales.X: Cota "X" del agujero a mecanizar.Y: Cota "Y" del agujero a mecanizar.Z: Profundidad del taladrado.Q: Profundidad de ajuste.R: Punto de referencia.F: Avance.K: Número de repeticiones.
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

Son instrucciones para indicaciones tecnológicas como encender o apagar el husillo , prender o apagar el refrigerante, entre otras
INSTRUCCIÓN SIGNIFICADO
M0 Parar
M3 Prender el husillo en sentido horario
M4 Prender el husillo en sentido anti horario
M5 Apagar el husillo
M7 Prende el refrigerante interno
M8 Prende el refrigerante externo
M9 Apaga el refrigerante interno y externo
M30 Fin de programa
Para encender el husillo se requiere dar velocidad, por lo tanto M3 y M4 van acompañadas de la letra S que es la velocidad en RPM, ejm:
N4,1M3S52500 Enciende el husillo a 2500 RPM.N33.1M5 Apaga el husillo
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

TORNOSSe denomina torno a un conjunto de máquinas y herramientas que permiten mecanizar piezas de forma geométrica de revolución. Estas máquinas-herramienta operan haciendo girar la pieza a mecanizar mientras una o varias herramientas de corte son empujadas en un movimiento regulado de avance contra la superficie de la pieza, cortando la viruta de acuerdo con las condiciones tecnológicas de mecanizado adecuadas.
PROCESOS QUE SE REALIZAN EN UN TORNO
Cilindrado: Permite la obtención de una geometría cilíndrica de revolución. Puede aplicarse tanto a exteriores como a interiores. Refrentado: Permite la obtención de superficies planas perpendiculares al eje de rotación de la máquina. Roscado: Permite la obtención de roscas, tornillos en el caso de roscado exterior y tuercas en el caso de roscado interior. Cajeado o Ranurado: Permite la obtención de cajas o ranuras de revolución. Tronzado: Permite cortar o tronzar la pieza perpendicularmente al eje de rotación de la pieza. Taladrado: Permite la obtención de taladros coaxiales con el eje de rotación de la pieza. Moleteado: Permite el marcado de la superficie cilíndrica de la pieza a fin de facilitar la rotación manual de la misma.
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

FRESADORAS
Utilizadas para realizar mecanizados por arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa. Mediante el fresado es posible mecanizar los más diversos materiales como madera, acero, fundición de hierro, metales no férricos y materiales sintéticos, superficies planas o curvas, de entalladura, de ranuras, de dentado, etc. A demás de las piezas fresadas pueden ser desbastadas o afinadas.
SEGÚN EL NÚMERO DE EJES TENEMOS:
Fresadora de tres ejes: Puede controlarse el movimiento relativo entre pieza y herramienta en los tres ejes de un sistema cartesiano.
Fresadora de cuatro ejes: Además del movimiento relativo entre pieza y herramienta en tres ejes, se puede controlar el giro de la pieza sobre un eje, como con un mecanismo divisor o un plato giratorio. Se utilizan para generar superficies con un patrón cilíndrico, como engranajes o ejes estriados.
Fresadora de cinco ejes: Además del movimiento relativo entre pieza y herramienta en tres ejes, se puede controlar o bien el giro de la pieza sobre dos ejes, uno perpendicular al eje de la herramienta y otro paralelo a ella (como con un mecanismo divisor y un plato giratorio en una fresadora vertical); o bien el giro de la pieza sobre un eje horizontal y la inclinación de la herramienta alrededor de un eje perpendicular al anterior
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

PROCESOS QUE SE REALIZAN EN UNA FRESADORA
Planeado: tiene por objetivo conseguir superficies planas. Para el planeado se utilizan generalmente fresas de planear de plaquitas intercambiables de metal duro, existiendo una gama muy variada de diámetros de estas fresas y del número de plaquitas que monta cada fresa.
Fresado en escuadra: es una variante del planeado que consiste en dejar escalones perpendiculares en la pieza que se mecaniza. Para ello se utilizan plaquitas cuadradas o rómbicas situadas en el portaherramientas de forma adecuada.
Cubicaje: la operación de cubicaje es muy común en fresadoras verticales u horizontales y consiste en preparar los tarugos de metal u otro material como mármol o granito en las dimensiones cúbicas adecuadas para operaciones posteriores.
Corte: Una de las operaciones iniciales de mecanizado que hay que realizar consiste muchas veces en cortar las piezas a la longitud determinada partiendo de barras y perfiles comerciales de una longitud mayor. Para el corte industrial de piezas se utilizan indistintamente sierras de cinta o fresadoras equipadas con fresas cilíndricas de corte. Lo significativo de las fresas de corte es que pueden ser de acero rápido o de metal duro
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

Ranurado recto: para el fresado de ranuras rectas se utilizan generalmente fresas cilíndricas con la anchura de la ranura y, a menudo, se montan varias fresas en el eje portafresas permitiendo aumentar la productividad de mecanizado. Al montaje de varias fresas cilíndricas se le denomina tren de fresas o fresas compuestas. Las fresas cilíndricas se caracterizan por tener tres aristas de corte: la frontal y las dos laterales.
Ranurado de forma: se utilizan fresas de la forma adecuada a la ranura, que puede ser en forma de T, de cola de milano, etc.
Ranurado de chaveteros: se utilizan fresas cilíndricas con mango, conocidas en el argot como bailarinas, con las que se puede avanzar el corte tanto en dirección perpendicular a su eje como paralela a este.
Copiado: para el fresado en copiado se utilizan fresas con plaquitas de perfil redondo a fin de poder realizar operaciones de mecanizado en orografías y perfiles de caras cambiantes. Existen dos tipos de fresas de copiar: las de perfil de media bola y las de canto redondo o tóricas.
Fresado de roscas: el fresado de roscas requiere una fresadora capaz de realizar interpolación helicoidal simultánea en dos grados de libertad: la rotación de la pieza respecto al eje de la hélice de la rosca y la traslación de la pieza en la dirección de dicho eje.
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

Fresado frontal: se realiza con fresas helicoidales cilíndricas que atacan frontalmente la operación de fresado. En las fresadoras de control numérico se utilizan cada vez más fresas de metal duro totalmente integrales que permiten trabajar a velocidades muy altas.
Fresado de engranajes: se realiza en máquinas especiales llamadas talladoras de engranajes y con el uso de fresas especiales del módulo de diente adecuado.
Taladrado, escariado y mandrinado: estas operaciones se realizan habitualmente en las fresadoras de control numérico dotadas de un almacén de herramientas y utilizando las herramientas adecuadas para cada caso.
Mortajado: consiste en mecanizar chaveteros en los agujeros, para lo cual se utilizan brochadoras o bien un accesorio especial que se acopla al cabezal de las fresadoras universales y transforma el movimiento de rotación en un movimiento vertical alternativo.
Fresado en rampa: es un tipo de fresado habitual en el mecanizado de moldes que se realiza con fresadoras copiadoras o con fresadoras de control numérico.
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Aplicaciones
9. Máquinas existentesEn PROESCA

1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
Fresado de cavidades: en este tipo de operaciones es recomendable realizar un taladro previo y a partir del mismo y con fresas adecuadas abordar el mecanizado de la cavidad teniendo en cuenta que los radios de la cavidad deben ser al menos un 15% superior al radio de la fresa.
Torno-fresado: este tipo de mecanizado utiliza la interpolación circular en fresadoras de control numérico y sirve tanto para el torneado de agujeros de precisión como para el torneado exterior. El proceso combina la rotación de la pieza y de la herramienta de fresar siendo posible conseguir una superficie de revolución. Esta superficie puede ser concéntrica respecto a la línea central de rotación de la pieza. Si se desplaza la fresa hacia arriba o hacia abajo coordinadamente con el giro de la pieza pueden obtenerse geometrías excéntricas, como el de una leva, o incluso el de un árbol de levas o un cigüeñal. Con el desplazamiento axial es posible alcanzar la longitud requerida.

1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
HERRAMIENTAS PARA TORNEADO
Operaciones de tronzado, perfilado y ranurado.
Torneado interno y externo de piezas pequeñas, largas y delgadas.
Operaciones de roscado

1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
Fresa de planear ajustable para operaciones de acabado en piezas de fundición, que exigen un acabado superficial de gran calidad.
HERRAMIENTAS PARA FRESADO
Fresa de plaquitas intercambiables para el fresado de engranajes
Para operaciones de perfilado en 2D de alta productividad en piezas de titanio

1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
Sistema de fresado intercambiable: planeado con avance elevado:1. Fresado de ranuras.2. Interpolación helicoidal.3. Fresado en escuadra.4. Fresado de perfiles. 5. Fresado de chaflanes.6. Planeado con avance elevado
Permite cambiar de forma rápida, fácil y precisa entre varias operaciones, como tipo de fresa, variación de radio, frecuencia de dientes, geometría y calidad.
1 2 3 4
56

1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
MATERIALES DE LAS HERRAMIENTAS
Es importante un conocimiento básico de cada uno de los materiales de las
herramientas y de su rendimiento con el fin de realizar la selección correcta para
cada aplicación. Se debe tener en cuenta el material de la pieza que se va a
mecanizar, el tipo de pieza y su forma, las condiciones de mecanizado y el nivel
de calidad superficial que se requiere para cada operación.
CÓDIGO DESCRIPCIÓN
HW Metal duro sin recubrimiento compuesto principalmente por carburo de tungsteno (WC)
HT Metal duro sin recubrimiento, también denominado cermet, que contiene carburos de titanio (TIC) o nitruros de titanio (TIN) o ambos.
HC Metal duro como el anterior pero con recubrimiento.
CA Cerámica de óxido que contiene principalmente óxido de aluminio (Al2 O3 )
CM Cerámica mixta que contiene principalmente óxido de aluminio (Al2 O3 ) y también otros componentes.
CN Cerámica de nitruro que contiene principalmente nitruro de silicio (Si3N4).
CC Cerámicas como las anteriores pero con recubrimiento
DP Diamante policristalino
BN Nitruro de boro cúbico
Los materiales de la herramienta de corte tienen distintas combinaciones de
dureza, tenacidad y resistencia al desgaste, y se dividen en varias calidades con
propiedades específicas. En general, el material de herramienta idóneo para una
aplicación debe ser:
Duro, resistente al desgaste en incidencia y a la deformación.
Tenaz, resistente a rotura del núcleo.
No reactivo en contacto con el material de la pieza.
Químicamente estable, resistente a oxidación y difusión.
Resistente a cambios repentinos de temperatura.

1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA
METAL DURO CON RECUBRIMIENTOSe combina el metal duro con un recubrimiento. Juntos constituyen una calidad que se puede adaptar a distintas aplicaciones.
Recubrimientos:
Recubrimiento: CVD (Chemical Vapor Deposition): presenta alta resistencia al desgaste y excelente adherencia al metal duro. Son la primera elección en una amplia gama de aplicaciones en las que resulta importante la resistencia al desgaste.
Recubrimiento: PVD (Physical Vapor Deposition): aportan resistencia al desgaste a la calidad gracias a su dureza. Se recomiendan cuando se necesita un filo tenaz y agudo al mismo tiempo, y también para mecanizar materiales pastosos.
Metal duro: es un material metalúrgico en polvo; un compuesto de partículas de carburo de tungsteno (WC) y un aglutinante rico en cobalto metálico (Co)., dependiendo del tamaño del grano se utiliza en brocas de metal duro, fresas de metal duro, plaquitas para tronzar y ranurar, fresar y calidades para acabado.
METAL DURO SIN RECUBRIMIENTO
Las aplicaciones típicas son mecanizado de HRSA (superaleaciones termorresistentes) o de aleación de titanio y torneado de materiales templados a baja velocidad.
La velocidad de desgaste de las calidades de metal duro sin recubrimiento es rápida pero controlada, con acción autoafilante.

En la industria manufacturera del acero, para la fabricación de matrices, moldes de inyección, piezas, etc.
En la industria automotriz para la fabricación de partes y piezas.
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Herramientas
9. Aplicaciones
10. Máquinas existentesen PROESCA

En la industria electrónica para el prototipado de circuitos impresos.
En la industria maderera.
En la industria del calzado.
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Aplicaciones
9. Máquinas existentesEn PROESCA

En la industria del grabado
En la industria joyera
Arte y creación
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Aplicaciones
9. Máquinas existentesEn PROESCA

Fresadora vertical modelo J1VMC 50MB
Longitud de mesa de trabajo (longitud x anchura)(mm): 1000x500
Máxima velocidad del cabezal (RPM): 6000 Potencia del motor del husillo (Kw): 7,5
Fresadora vertical modelo J1VMC 60MB
Longitud de mesa de trabajo (longitud x anchura)(mm): 1300x600
Máxima velocidad del cabezal (RPM): 6000
Fresadora vertical modelo J1VMC 70MB
Longitud de mesa de trabajo (longitud x anchura)(mm): 1400x700
Máxima velocidad del cabezal (RPM): 5000
1. Control Numérico Computarizado
2. Máquinas CNC
3. Sistema de Coordenadas
4. Programación CNC
5. Instrucciones ¨G¨
6. Instrucciones ¨M¨
7. Tipos de máquinasCNC
8. Aplicaciones