CASOS DE IMPLEMENTACION SISTEMA LEAN MDC PARA FLUJO CONTINUO KAIZEN – 5 S’s – SMED
Upload
pedro-torresCategory
view
33download
6
CONSOLIDACIÓN E IMPLEMENTACIÓN DE
FLUJO CONTINUO EN LA LÍNEA DE PCR`S
PROYECTO DE INVESTIGACIÓN
PARA OBTENER EL TÍTULO DE INGENIERO EN PROCESOS Y
OPERACIONES INDUSTRIALES
RESUMEN
El presente proyecto pretende consolidar la línea de PCR´S en la Motorola Solutions,
dicho proyecto se tomara como base el estudio en diseño de instalaciones de
manufactura óptimas, estudios de tiempo y, a su vez se apoyara con las
herramientas de manufactura esbelta.
Este proyecto tiene como principio buscar la reducción de espacio (ft2) y eliminar
horas de inventario en la línea de PCR´S VS12, a través de una metodología
sistematizada, la cual se puede ver en el capítulo uno donde se menciona el objetivo
general y objetivos específicos. Posteriormente se encuentran metodología, teorías,
fundamentos, conceptos e información necesaria para poder ejecutar la
consolidación de la línea de producción.
En el capítulo tres se encuentra la ejecución de las metodologías ya mencionadas
para poder optimizar la línea de producción y producto. Describe y planea la
obtención de la información que da soporte para un análisis de medición mediante
formatos implementados para adquirir información de vital importancia para el
proyecto. Para finalizar, en el capítulo se encuentra a detalle un análisis para
determinar alternativas potenciales de solución, los análisis financieros y la
consolidación e implementación de flujo continuo junto con sus controles que
permiten garantizar la eficacia y eficiencia del proyecto.
Todo lo mencionado fue utilizado para lograr objetivos y obtener un resultado
satisfactorio.
iv
ABSTRACT
This following project hope to consolidate to line of PCR´S in Motorola Solutions, the
project will take based on study design optimal manufacturing facilities , time studies ,
and in turn support the lean manufacturing tools .
This project is the first search space reduction (ft2 ) and eliminate hours of inventory
on -line PCR 'S VS12 , through a systematic methodology , which can be seen in
chapter one , where the overall objective mentioned and specific objectives ,later
found methodology , theories, fundamentals , concepts and information necessary to
execute the consolidation of the production line .
In chapter three is the implementation of the aforementioned methodologies to
optimize the production line and product. Describe plans and obtaining information
that supports analysis for measurement formats implemented by acquiring vital
information for the project. Finally , the chapter is a detailed analysis to identify
potential alternative solutions , financial analysis and consolidation and
implementation of continuous flow with their controls to ensure the effectiveness and
efficiency of the project.
All of the above was used to achieve goals and get a satisfactory result.
v
ÍNDICE DE CONTENIDO
DEDICATORIA ............................................................................................................ ii
AGRADECIMIENTOS ................................................................................................. iii
RESUMEN .................................................................................................................. iv
ABSTRACT..................................................................................................................v
CAPITILO I: EL PROBLEMA DE INVESTIGACIÓN................................................. 15
1. ANTECEDENTES DE INVESTIGACIÓN......................................................... 15
2. ENUNCIADO DEL PROBLEMA ...................................................................... 19
3. FORMULACIÓN .............................................................................................. 19
4. OBJETIVOS .................................................................................................... 19
5. JUSTIFICACIÓN ............................................................................................. 20
6. ALCANCES DE LA INVESTIGACIÓN............................................................. 21
CAPITILO II.CONSOLIDACIÓN DE LA LÍNEA DE PCR´S E IMPLEMENTACIÓN DE
FLUJO CONTINUO. ................................................................................................. 21
INTRODUCCIÓN AL DISEÑO DE INSTALACIONES DE MANUFACTURA ......... 21
2. La importancia del diseño de instalaciones de manufactura ........................... 21
3. Distribución planta ........................................................................................... 23
4. Tipos de distribución........................................................................................ 23
5. Técnicas del diseño por computadora............................................................. 24
6. Líneas de producción ...................................................................................... 25
7. Técnicas de análisis de flujo............................................................................ 26
8. Diagrama de flujo ............................................................................................ 26
9. Diagrama de pescado. .................................................................................... 26
10. Diagrama de procesos .................................................................................... 27
vi
11. Diagrama de del proceso de operación ....................................................... 27
12. Tabla del proceso......................................................................................... 28
13. Gráfica de operaciones ................................................................................ 28
14. Gráfica de flujo de procesos......................................................................... 29
15. Diagrama de recorridos................................................................................ 29
ESTUDIOS DE TIEMPOS...................................................................................... 29
16. Introducción al estudio de tiempos............................................................... 29
17. Medición del trabajo ..................................................................................... 30
18. La medición del trabajo como factor de eficiencia........................................ 31
19. ¿Qué es un estándar de tiempo?................................................................. 32
20. Importancia de estándares de tiempo .......................................................... 33
21. Técnicas de estudio ..................................................................................... 33
22. Estándares de tiempo para el diseño de instalaciones de manufactura ...... 35
23. Eficiencia...................................................................................................... 35
24. Datos estándar............................................................................................. 35
DISEÑO DEL PROCESO ...................................................................................... 38
25. Introducción al diseño del proceso............................................................... 38
26. Balanceo de línea de ensamble ................................................................... 39
27. Procedimiento pasó a paso para elaborar el balanceo de la línea de
ensamble. Solutions(2000) .................................................................................... 40
28. Gráfica de Balanceo del operador................................................................ 41
MANUFACTURA ESBELTA .................................................................................. 41
29. Ventajas de la manufactura esbelta ............................................................. 43
HERRAMIENTAS DE LA MANUFACTURA ESBELTA.......................................... 43
30. 7 Desperdicios ............................................................................................. 43
vii

31. Mapeo de la Cadena de Valor (VSM Value Steam Mapping). ..................... 44
32. Takt Time ..................................................................................................... 44
33. Kaizen .......................................................................................................... 44
34. 5`s ................................................................................................................ 45
35. Flujo de unidad a unidad (One-Piece-Flow) ................................................. 46
36. Diagrama de Spaghetti................................................................................. 46
CAPITULO III. ANÁLISIS TÉCNICO ........................................................................ 47
1. ENFOQUE DEL PROYECTO.......................................................................... 47
2. DEFINICIÓN DEL PROYECTO....................................................................... 49
3. DIAGRAMA DE FLUJO DE PROCESO .......................................................... 50
3.1. Distribución actual de la línea de PCR`S. .................................................... 44
4. MAPEO DE CADENA DE LA CADENA DE VALOR ....................................... 46
4.1. Métricos del proceso.................................................................................... 48
4.2. Críticos del Cliente....................................................................................... 52
5. PLANEACIÓN DE LA INFORMACIÓN ............................................................ 52
6. ANÁLISIS DEL SISTEMA DE MEDICIÓN ....................................................... 64
7. PRONÓSTICOS DE AHORRO Y/O BENEFICIOS.......................................... 67
8. ANÁLISIS DE ALTERNATIVA DE SOLUCIÓN ............................................... 68
9. ANȦLISIS PARA DETERMINAR LAS ALTERNATIVAS POTENCIALES ....... 74
10. ANÁLISIS FINANCIERO................................................................................ 84
11. PLAN DE TRABAJO ....................................................................................... 90
12. IMPLEMENTACIÓN FÍSICA DEL PROYECTO-MEJORA .............................. 92
13. CONTROLES PARA DETERMINAR LA MEJORA A TRAVÉS DEL TIEMPO.
............................................................................................................................. 113
CONCLUSIONES ................................................................................................... 117
viii

GLOSARIO ............................................................................................................. 118
FUENTES DE INFORMACIÓN ............................................................................... 120 ANEXOS ................................................................................................................. 122
ix
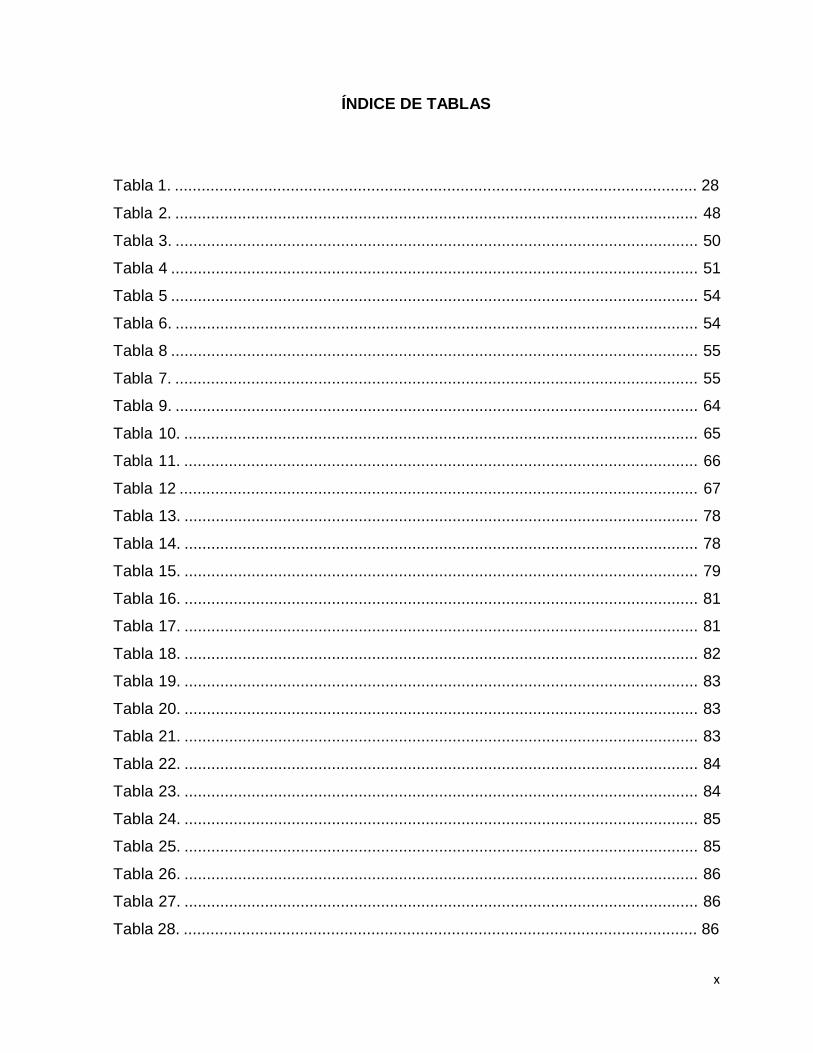
ÍNDICE DE TABLAS
Tabla 1. ..................................................................................................................... 28
Tabla 2. ..................................................................................................................... 48
Tabla 3. ..................................................................................................................... 50
Tabla 4 ...................................................................................................................... 51
Tabla 5 ...................................................................................................................... 54
Tabla 6. ..................................................................................................................... 54
Tabla 8 ...................................................................................................................... 55
Tabla 7. ..................................................................................................................... 55
Tabla 9. ..................................................................................................................... 64
Tabla 10. ................................................................................................................... 65
Tabla 11. ................................................................................................................... 66
Tabla 12 .................................................................................................................... 67
Tabla 13. ................................................................................................................... 78
Tabla 14. ................................................................................................................... 78
Tabla 15. ................................................................................................................... 79
Tabla 16. ................................................................................................................... 81
Tabla 17. ................................................................................................................... 81
Tabla 18. ................................................................................................................... 82
Tabla 19. ................................................................................................................... 83
Tabla 20. ................................................................................................................... 83
Tabla 21. ................................................................................................................... 83
Tabla 22. ................................................................................................................... 84
Tabla 23. ................................................................................................................... 84
Tabla 24. ................................................................................................................... 85
Tabla 25. ................................................................................................................... 85
Tabla 26. ................................................................................................................... 86
Tabla 27. ................................................................................................................... 86
Tabla 28. ................................................................................................................... 86
x
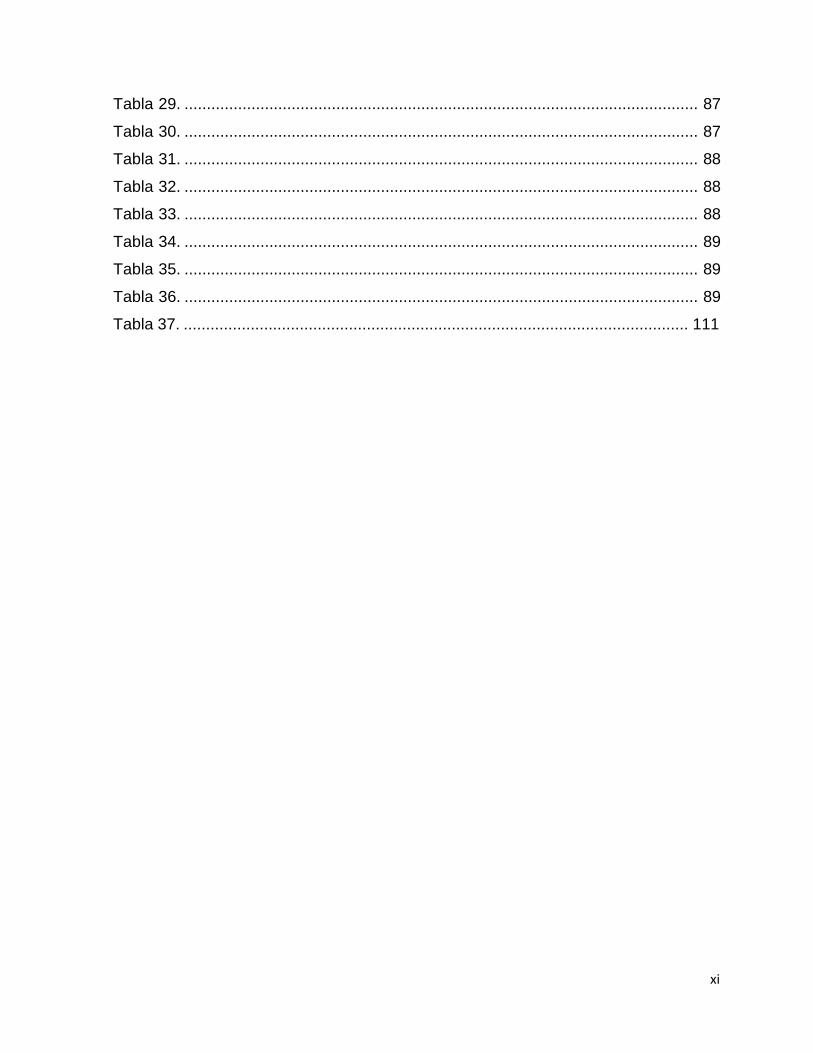
Tabla 29. ................................................................................................................... 87
Tabla 30. ................................................................................................................... 87
Tabla 31. ................................................................................................................... 88
Tabla 32. ................................................................................................................... 88
Tabla 33. ................................................................................................................... 88
Tabla 34. ................................................................................................................... 89
Tabla 35. ................................................................................................................... 89
Tabla 36. ................................................................................................................... 89
Tabla 37. ................................................................................................................. 111
xi
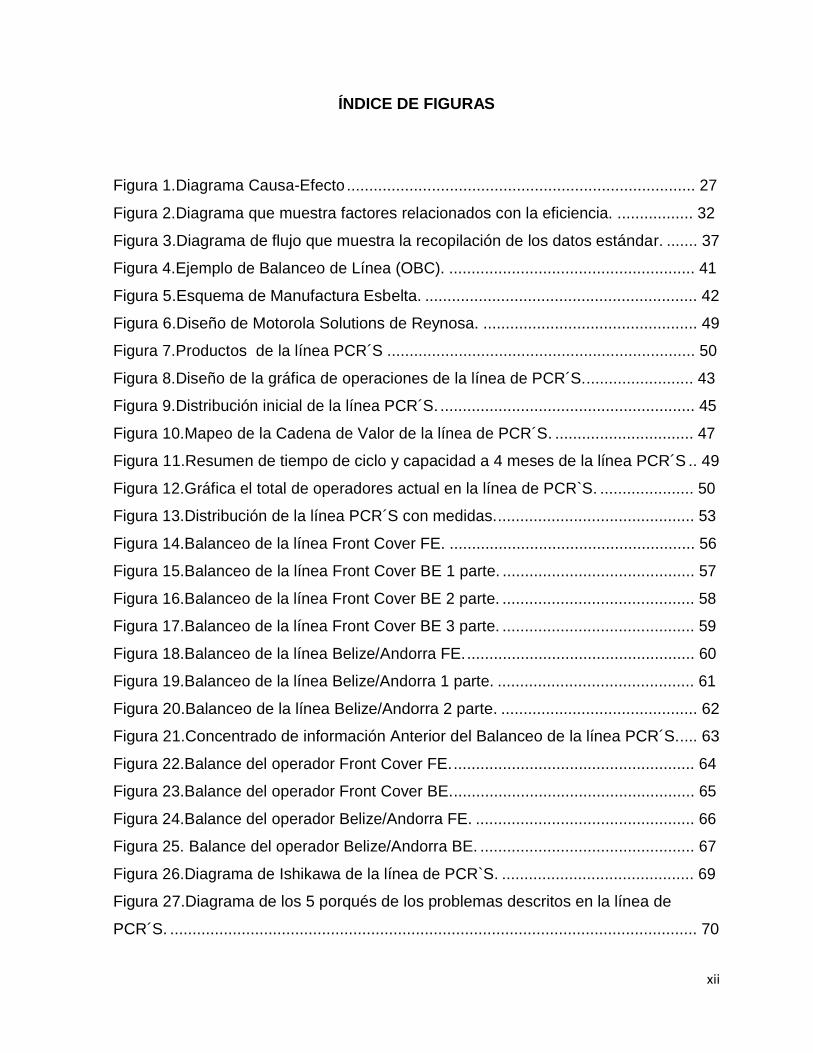
ÍNDICE DE FIGURAS
Figura 1.Diagrama Causa-Efecto .............................................................................. 27
Figura 2.Diagrama que muestra factores relacionados con la eficiencia. ................. 32
Figura 3.Diagrama de flujo que muestra la recopilación de los datos estándar. ....... 37
Figura 4.Ejemplo de Balanceo de Línea (OBC). ....................................................... 41
Figura 5.Esquema de Manufactura Esbelta. ............................................................. 42
Figura 6.Diseño de Motorola Solutions de Reynosa. ................................................ 49
Figura 7.Productos de la línea PCR´S ..................................................................... 50
Figura 8.Diseño de la gráfica de operaciones de la línea de PCR´S......................... 43
Figura 9.Distribución inicial de la línea PCR´S. ......................................................... 45
Figura 10.Mapeo de la Cadena de Valor de la línea de PCR´S. ............................... 47
Figura 11.Resumen de tiempo de ciclo y capacidad a 4 meses de la línea PCR´S .. 49
Figura 12.Gráfica el total de operadores actual en la línea de PCR`S. ..................... 50
Figura 13.Distribución de la línea PCR´S con medidas............................................. 53
Figura 14.Balanceo de la línea Front Cover FE. ....................................................... 56
Figura 15.Balanceo de la línea Front Cover BE 1 parte. ........................................... 57
Figura 16.Balanceo de la línea Front Cover BE 2 parte. ........................................... 58
Figura 17.Balanceo de la línea Front Cover BE 3 parte. ........................................... 59
Figura 18.Balanceo de la línea Belize/Andorra FE.................................................... 60
Figura 19.Balanceo de la línea Belize/Andorra 1 parte. ............................................ 61
Figura 20.Balanceo de la línea Belize/Andorra 2 parte. ............................................ 62
Figura 21.Concentrado de información Anterior del Balanceo de la línea PCR´S..... 63
Figura 22.Balance del operador Front Cover FE....................................................... 64
Figura 23.Balance del operador Front Cover BE....................................................... 65
Figura 24.Balance del operador Belize/Andorra FE. ................................................. 66
Figura 25. Balance del operador Belize/Andorra BE. ................................................ 67
Figura 26.Diagrama de Ishikawa de la línea de PCR`S. ........................................... 69
Figura 27.Diagrama de los 5 porqués de los problemas descritos en la línea de
PCR´S. ...................................................................................................................... 70
xii

Figura 28.Recorrido total actual del producto de la línea PCR´S. ............................ 71
Figura 29.Distribución señalando visualmente las mejoras....................................... 73
Figura 30.Identificación de oportunidades de mejora. ............................................... 75
Figura 31.Distribución de la línea propuesta No. 1.................................................... 77
Figura 32.Distribución de la línea propuesta No.2..................................................... 80
Figura 33.Actividades para realizar el proyecto......................................................... 91
Figura 34.Equipo de soporte. .................................................................................... 92
Figura 35.Esquema de Lluvia de ideas. .................................................................... 92
Figura 36.Comparación en horas de inventario antes, propuesta 1 y 2. ................... 93
Figura 37.Comparación en ft2 antes, propuesta 1 y 2. .............................................. 93
Figura 38.Simbología de Corriente eléctrica y aire comprimido. ............................... 94
Figura 39.Simbología de nodos................................................................................. 94
Figura 40.Fixture FDNA-1114. Belice........................................................................ 94
Figura 41.Fixture FMRAHDNA-1112. Belice. ............................................................ 94
Figura 42.Carrito transportador. ................................................................................ 95
Figura 43.Mesa de trabado estándar. ....................................................................... 95
Figura 44.Bolsa de plástico. ...................................................................................... 96
Figura 45.Caja con capacidad de 40 unidades ......................................................... 96
Figura 46.Equipos de Prueba de Funcional. ............................................................. 96
Figura 47.Cuadrante estándar para las estaciones de trabajo. ................................. 97
Figura 48.Formato General para identificar área en construcción............................. 97
Figura 49.Señalamiento estándar de la línea de producción. ................................... 98
Figura 50 Símbolo de Pokayoke: .............................................................................. 98
Figura 51.Símbolo de Calidad. .................................................................................. 98
Figura 52.Distribución de la línea Antes.................................................................. 100
Figura 53.Distribución de la línea después de la Consolidación. ............................ 101
Figura 54.Análisis en horas de inventario antes y después.................................... 102
Figura 55.Análisis en horas de inventario antes y después.................................... 102
Figura 56.Balanceo del operador antes de la Consolidación de la línea. ................ 103
Figura 57.Balanceo del operador después de la Consolidación de la línea. ........... 103
Figura 58.Balanceo antes de la Consolidación de Front Cover BE......................... 104
xiii

Figura 59.Balanceo después de la Consolidación de Front Cover BE. ................... 104
Figura 60.Balanceo antes de la Consolidación Belize/Andorra FE. ........................ 105
Figura 61.Balanceo después de la Consolidación Belize/Andorra FE..................... 105
Figura 62.Balanceo antes de la Consolidación Belize/Andorra BE. ........................ 106
Figura 63.Balanceo después de la Consolidación Belize/Andorra BE. ................... 106
Figura 64.Cantidad de Operadores antes de la Consolidación. .............................. 107
Figura 65.Cantidad de Operadores después de la Consolidación. ......................... 107
Figura 66.Tiempo de construcción de una pieza antes y después.......................... 108
Figura 67.Comparación rate/hora antes y después de la Consolidación. ............... 108
Figura 68.Espacio total en ft2 antes de la Consolidación de la línea. ...................... 109
Figura 69.Espacio total en ft2 después de la Consolidación de la línea. ................. 110
Figura 70.Comparación de espacio en ft2 antes y después. ................................... 111
Figura 71.Foto de Evidencia antes de la mejora. .................................................... 112
Figura 72.Foto de la evidencia después de la implementación. .............................. 113
Figura 73.Formato de análisis críticos de material. ................................................. 115
Figura 74.Formato de Actividades durante un movimiento de línea........................ 116
xiv
CAPITILO I: EL PROBLEMA DE INVESTIGACIÓN
En este apartado se encuentra información referente a la investigación sobre la
consolidación de espacio y aplicación de flujo continuo en una línea de producción
como antecedentes de investigación que han sido realizadas en diferentes áreas
industriales, permitiendo el uso de manufactura esbelta para solución de problemas,
también se encuentra el principal problema, en qué consiste y en donde se encuentra
ubicado, así como los objetivos tanto general como especifico que se han realizado
para desarrollar con éxito este tesis, también se muestra la justificación del porque se
pensó en elaborar esta investigación y que beneficios se obtendrán con ella, por otro
lado también se presenta el alcance de este proyecto que se realizara en la industria
Motorola Solutions de Reynosa Tamaulipas
1. ANTECEDENTES DE INVESTIGACIÓN.
Se muestran 5 investigaciones, las cuales tienen relación con ciertas herramientas
que pueden ser útiles para el desarrollo del tesis de consolidación e implementación
de flujo continuo que se va a realizar en la empresa Motorola, cabe destacar que
cada investigación que se encuentra en este apartado han sido elegidas por los
beneficios que se obtuvieron al aplicar mejoras en distintos departamentos de áreas
industriales.
Optimización de operaciones en la línea de producción para incrementar la
productividad y disminuir el desperdicio. (Ramos, 2001)
El proyecto se enfoca en las mejoras que se requieren para la reducción de
desperdicio en los procesos en maquinaria y mano de obra. La siguiente
investigación muestra el comportamiento de los métodos de manufactura en los
diferentes procesos de producción, el cual está enfocado en la reducción de espacios
aplicando manufactura esbelta, por el cual el estudio queda recabado para una línea
15
de producción con problemas de control en el proceso sin llevar acabo
modificaciones serias en dicho mecanismo de operación. Este estudio o análisis está
reflejado en una línea de producción real en tiempo real para la planta maquiladora
Square-D. Una vez realizado este análisis se implementaron aquellas alternativas
aprobadas por la gerencia en un plan piloto que duro 6 meses, el cual muestra los
siguientes resultados.
Reducción del espacio en piso (pies cuadrados) 998ft2
Reducción de WIP (o trabajo en proceso) 3k
Tiempo de distancia reducido (min por día) 231
Tiempo de reducción de set up (min por día) 29
Tiempo de ciclo de reducción (min. por día) 876
Este proyecto genero un impacto positivo en la motivación del empleado.
2,315 ideas se han generado desde Mayo de 2001 (70%) de lo cual se ha imp-
implementado y completado por un 20% del empleado en la planta demostró el
crecimiento que se ha logrado en tres grandes áreas: Impacto de Operaciones,
Motivación y Confianza. (Ramos, 2001)
Implementación de un método para la distribución física de una línea de
producción. (Salinas, 2001).
La importancia de la administración de operaciones ha marcado la diferencia entre
los líderes y los seguidores. Administrar con un sentido común no es otra cosa más
que multiplicar lo poco o lo mucho con que se cuenta. La diferencia estriba siempre
en la forma de hacer las cosas. La manera en que producimos, la manera en que
motivamos a nuestro personal base de cualquier organización con presencia
mundial.
Esta tesis contiene información valiosa para la distribución de una línea de
producción. Su enfoque es el de coordinar todas las actividades relacionadas con el
objetivo. La distribución física de los componentes de una empresa (líneas de
ensamble, almacenes, departamentos de producción y calidad) determinan el éxito
16
de las operaciones a largo plazo. El objetivo de distribuir los componentes, es lograr
la interrelación óptima entre dichos departamentos agilizando el mecanismo laboral.
Lo primero que se hizo fue establecer metas reales, concisas y sencillas.
Lograr Maximizar el espacio disponible sin interferir o dañar el actual ritmo de
producción.
Coordinar de una manera efectiva el flujo de la información fomentando el trabajo
en equipo siempre con la mentalidad de "Ganar-Ganar
Una vez realizado este análisis se implementaron aquellas alternativas aprobadas
por la gerencia en un plan piloto que duro 6 meses, el cual muestra los siguientes
resultados.
Como se puede observar, la intervención como mejora continua fue el uso de
herramientas de manufactura esbelta, comúnmente se empieza con un análisis, para
conocer el proceso de producción y determinar las posibles soluciones.
Segundo El departamento de Ingeniería inicio el dibujo de los planos elaborados de
acuerdo a la información recabada en la línea colocando los departamentos de
manera que el flujo de la información fuera lo más ágil posible. Debido a la mezcla de
productos fue necesaria la creación de 2 pequeños almacenes para poder mantener
el flujo de producción. Antes de profundizar la distribución fue necesaria la
reestructuración del almacén debido a las modificaciones arancelarias y al gasto
excesivo para el confinamiento de materiales peligrosos. Después de establecer un
programa de asignaciones y una revisión semanal de cada una de ellas en una
teleconferencia con el cliente los problemas realmente graves fueron resueltos, los
niveles de desempeño fueron relativamente mejorados, sin embargo la empresa bajo
estudio cuenta aun con un patriarcado gerencial, que no se decide a romper la
tradición.
Balanceo de líneas de producción (Cubero, 2002)
El proyecto de investigación tiene como su fundamento la implementación de la
filosofía manufactura esbelta donde se destacan distintas herramientas que han sido
de beneficio para la solución de problemas en áreas industriales.
17
En esta investigación, se elaboraron métodos como mapeo del estado actual de la
línea de producción, la determinación de los medibles de manufactura esbelta (se
identifico cada posible razón desperdicio), así como el diseño de distribución de
líneas.
Dicho proyecto logro en demostrar que la filosofía de manufactura esbelta puede
proporcionar las mejoras que se requieren en la línea uno de producción, pues una
vez implementada la filosofía se redujo el promedio semanal de desperdicio de 63 mil
a 42 mil pesos, lo que representa el 33% de mejora.
Optimización de la manufactura en la confección de la empresa Wellman
Utilizando el sistema lineal. (Gualsaqui, 2003).
El presente trabajo aplica los conocimientos adquiridos sobre estudio del trabajo,
balanceo de líneas, distribución de planta y confección lineal en la empresa
WELLMAN, dónde existe el trabajo en por operación, teniendo problemas con los
niveles de inventario en proceso , desperdicio de recursos, una imposible
programación de la producción, un alto índice de ausentismo y rotación del personal.
Para implantar este sistema se verificó los tiempos y secuencia de las operaciones
de los productos a elaborarse, la maquinaria con la que cuenta la empresa y la
cantidad de recurso humanos, para luego poder balancear las líneas de confección
con su correspondiente distribución y formar los módulos de trabajo, los cuales
funcionan con un número de personas definido y elaboran varios productos
semejantes entre sí. Implementando el sistema de confección lineal permite la
optimización de recursos, disminución del nivel de inventario en proceso, aumento de
la producción, ahorro de espacio físico. Hay un verdadero trabajo en equipo lo que
permite disminuir el ausentismo y la rotación de personal.
La realización de este proyecto logro ahorrar a la empresa 10 millones de dólares
anuales. Lograron su objetivo y se obtuvo más de lo esperado.
Como se puede observar, la aplicación de mejora continua en las industrias tiene
como base el balanceo de líneas de producción, la consolidación de espacios, el flujo
continuo, la reducción de empleados, todo esto como consecuencia trae grandes
18

beneficios, no solo por reducción de costos, si no como mejoramiento de la empresa,
logrando una mejora continua en todos los departamentos.
Aumento de la eficiencia del despliegue de operaciones de la línea de vestidura
de cabina pick-up y camiones mediante la técnica de balanceo de la línea.
(Ferreira, 2009)
Este trabajo de tesis, ahorro $ 2, 496,898 dolls. Aplicando en método de balanceo de
línea, reduciendo 13 operadores, y ahorrando espacio de materiales al costado de la
línea de ensamble a través del despeje de 6 operaciones.
2. ENUNCIADO DEL PROBLEMA
Con la transferencia de una nuevas líneas de producción de Penang a Reynosa
Tamaulipas, se requiere reducir el espacio que ocupa la línea de PCR´S en el área
de expansión, otro punto es la baja optimización por la distribución de esta, debido
a que el producto recorre largas distancias antes de ser empacado, falta de flujo
continuo y esto conlleve a tener sobre inventario y si se produce cualquier problema
de ensamblaje la consecuencia es inmediata, toda la línea se detiene. Los registros
de estos problemas se encuentran en el departamento de ingeniería y producción del
área VS12 en la base de datos.
3. FORMULACIÓN
¿Cuáles son las causas que ocasionan haya una incorrecta distribución de la línea
de producción donde el material recorre largas distancias antes de llegar a la
estación de empaque generando además horas de inventario durante el turno, y que
estrategias serán necesarias realizar para consolidar la línea e implementar el flujo
continuo de la línea de PCR’S Belize/Andorra?
4. OBJETIVOS
19

General:
Determinar cómo re -distribuir de la mejor manera la línea PCR’S Belize/Andorra,
para poder reducir espacio, horas de inventarios, sobre procesos, manos de obra y
horas estándares.
Específicos:
Definir las acciones a realizar en la línea de PCR’S Belize/Andorra.
Realizar un estudio de Capacidad de la línea.
Elaborar un análisis del proceso del producto elaborado.
Analizar el Balanceo y el tiempo de ciclo de cada operación.
Comprobar los tiempos y modificar el formato de balanceo de la línea de
producción.
Con los resultados obtenidos, elaborar 2 propuestas y diseñarlas en el programa
autocad.
Determinar las estrategias de mejora continua a aplicar.
Aplicar las herramientas de lean en la línea de producción.
5. JUSTIFICACIÓN
El presente proyecto se realizara con el fin de reducir espacio e implementar el flujo
continuo en la línea de PCR’S con esto se eliminaran horas de inventario, para
beneficiar a la empresa y a su vez reducir costos monetarios y obtener mayor
productividad y calidad en la producción.
Los beneficiarios con este proyecto serán la empresa en el momento de reducir sus
costos de producción, logrando mayor calidad y aumentar la productividad de la
línea, así como a los operadores pues tendrán que recorrer menor distancias para
elaborar el producto, facilitando el trabajo y brindando una metodología de trabajo
estandarizada que les permita comprender con claridad lo que se debe elaborar.
20

6. ALCANCES DE LA INVESTIGACIÓN
Este proyecto cuenta con los recursos económicos y con el apoyo del equipo de
soporte (Calidad, Ing, Industrial, Procesos, Materiales, y Producción) para llevarse a
cabo en el periodo de Diciembre-Abril del 2014, el cual será la reducción de espacio
y la implementación de flujo continuo, en la línea de PCR’S por medio de la filosofía
de la manufactura esbelta, en la empresa Motorola Solutions, en Reynosa
Tamaulipas.
CAPITILO II.CONSOLIDACIÓN DE LA LÍNEA DE PCR´S E IMPLEMENTACIÓN DE
FLUJO CONTINUO.
Es esta etapa del proyecto se mencionan las herramientas necesarias que serán
utilizadas Consolidación e implementación de flujo continuo en las línea PCR’S
Belize/Andorra en la empresa Motorola Solutions, contiene información básica acerca
del diseño de instalaciones como líneas de producción, estudios de tiempos,
aplicación de flujo continuo y manufactura esbelta, su teoría, objetivos, herramientas
que se utilizan dentro de este campo así como su implementación en áreas
industriales.
A continuación se muestra el mapa conceptual de este capítulo Anexos A.
INTRODUCCIÓN AL DISEÑO DE INSTALACIONES DE MANUFACTURA 2. La importancia del diseño de instalaciones de manufactura
Fred E & Meyers (2006, pág. 2) Mencionan:
21
El diseño de las instalaciones de manufactura y manejo de materiales
afecta casi siempre a la productividad y a la rentabilidad de una
compañía, más que cualquier otra decisión corporativa importante. El
diseño de instalaciones de manufactura se refiere a la organización de
las instalaciones de las físicas de la compañía con el fin de promover el
uso eficiente de recursos, como líneas de producción, personal, equipo,
material y energía.
a. Metas del diseño de instalaciones de manufactura
Las metas y los objetivos de la producción en consistencia con la misión de la
corporación pueden deducirse al siguiente enunciado.
Se agregan subtemas para ayudar a alcanzar metas específicas. Las metas
potenciales podrían incluir las siguientes:
Minimizar los costos unitarios y del proyecto.
Optimizar la calidad.
Promover el uso eficaz del:
El personal, b) el equipo, c) el espacio, y d) la energía.
Proporcionar a los empleados:
Conveniencia, b) seguridad, y c) comodidad.
Controlar los costos del proyecto.
Alcanzar la fecha de inicio de la producción.
Dar flexibilidad al plan.
Reducir o eliminar inventarios excesivos.
Alcanzar varias metas.
b. Subtemas al diseño de instalaciones
Minimizar los costos unitarios y del proyecto. Esto significa que cada dólar
gastado sobre el método más económico de la producción, debe justificar su
costo. No significa comprar la máquina más barata porque la más cara produciría
el costo unitario más bajo. Cuando los productos son nuevos, el volumen de
22
producción puede ser bajo. No se puede gastar mucho en tecnología avanzada
de manufactura, pero aun se necesita equipo. Entonces es cuando compra la
más barata disponible.
Optimizar la calidad. La calidad es crítica y difícil de medir. La producción en
masa es posible gracias a que proporciona productos a los que las multitudes
pueden tener acceso. Esto propicia la disminución de la resistencia de diseño del
material, el costo de la producción y, por tanto, de la calidad real del producto
terminado.
Promover el uso eficaz de personal, equipo, espacio y energía. Ésta es otra
manera de decir “reducir costos” o “eliminar muda”. Personal, equipo, espacio y
energía son los recursos de una compañía. Son caros y deben usarse con
eficiencia. Hay que recordar, la localización de la maquinaria, el flujo de los
materiales, el manejo de éstos y el diseño de las estaciones de trabajo, todos,
afectan, el uso del equipo. El espacio también es costoso, por lo que los
diseñadores necesitan promover su uso efectivo. Los procedimientos correctos
para la distribución de las estaciones de trabajo incluirán todo lo que se requiere
para la operación de éstas, pero no espacio adicional. (Fred E.Meyers, 2006)
3. Distribución planta
El objetivo principal de la distribución eficaz de una planta y líneas de producción
consiste en desarrollar un sistema de producción que permita la fabricación del
número deseado de productos con la calidad que se requiere y a bajo costo. La
distribución física constituye un elemento importante de todo sistema de producción
que incluye tarjetas de operación, control de inventarios, manejo de materiales,
programación, enrutamiento y despacho. Todos estos elementos deben estar
cuidadosamente integrados para cumplir con el objetivo establecido. La pobre
distribución de las plantas y líneas de producción da como resultado elevados
costos. (Zandin, 2005)
4. Tipos de distribución
23

Distribución por productos
Tiene algunas desventajas distintivas. Debido a que en un área relativamente
pequeña se encuentra gran variedad de ocupaciones, es posible que el nivel de
insatisfacción de los empleados aumente. Esta insatisfacción es particularmente
notable cuando diferentes oportunidades conllevan un diferencial significativo en
cuanto a nivel salarial. Debido a que están agrupadas instalaciones diferentes, el
entrenamiento del operador puede ser más ineficaz, especialmente si en las
inmediaciones no está disponible un empleado con experiencia para entrenar al
nuevo operario. El problema que representa encontrar supervisores competentes es
enorme debido a la gran variedad de equipos y tareas que deben ser supervisadas.
La distribución por procesos
Implica agrupar instalaciones similares. Por lo tanto, todos los tornos de torreta
deben agruparse en una sección, departamento o edificio. Las máquinas de fresado,
las prensas de taladro y la prensas de perforado también tienen que estar agrupadas
en sus respectivas secciones. Este tipo de distribución proporciona una apariencia
general de limpieza y orden y tiende a promover una buena economía interna. Otra
ventaja de la distribución funcional es la facilidad con la que un nuevo operador
puede entrenarse.
Distribución de posición Esta distribución se establece cuando hombres, materiales y equipo se llevan al lugar
y allí la estructura final toma la forma de un producto acabado. Criollo(2009)
Menciona los siguientes ejemplos “El ensamblaje de barcos, aviones etcétera” (pág.
145).
5. Técnicas del diseño por computadora
24

El diseño de distribuciones de planta asistido por computadora es la técnica más
reciente. Las ventajas aumentan con el CAD, y las desventajas se han minimizado.
Esto es en el supuesto de que la compañía disponga de un operador capacitado, del
equipo y del programa. Para cualquier empresa resulta de mucho valor contar con
planeadores nuevos dotados de experiencia en CAD y conocimientos de distribución
de plantas y líneas de producción.
6. Líneas de producción
Las líneas de producción son una clase importante en los sistemas de manufactura
cuando deben hacerse grandes cantidades de productos idénticos o similares. Están
diseñados para situaciones donde el trabajo total que debe realizarse en la pieza o
producto consiste en muchos pasos separados. Entre los ejemplos están los
productos ensamblados (por ejemplo, los automóviles y los aparatos eléctricos), así
como las piezas maquinadas que se producen en forma masiva, en las cuales se
requieren múltiples operaciones de maquinado (por ejemplo, bloques de motores y
receptáculos de transmisiones). En una línea de producción, el trabajo total se divide
en tareas pequeñas y se asignan trabajadores o máquinas para realizar estas
actividades con gran eficiencia. (P.Groover, 2007)
a. Fundamentos de la línea de producción
Una línea de producción consiste en una serie de estaciones de trabajo ordenadas
para que el producto pase de una estación a la siguiente y en cada ubicación se
realice una parte de trabajo total. La velocidad de producción de la línea se
determina por medio de su estación más lenta. Las estaciones de trabajo con ritmos
más rápidos que el de la estación más lenta estarán limitadas por este cuello de
botella.
b. Líneas de ensamble manual
25

La línea de ensamble manual fue un descubrimiento importante en el crecimiento de
la industria de Estados Unidos en la primera mitad del siglo XX .Aun en la actualidad
tiene importancia global en la manufactura de productos ensamblados, incluyendo
automóviles y camiones, productos electrónicos de consumo, aparatos eléctricos,
herramientas mecánicas y otros productos hechos en grandes cantidades.
Consiste en múltiples estaciones de trabajo ordenadas en forma secuencial en las
cuales trabajadores humanos ejecutan operaciones de ensamble
7. Técnicas de análisis de flujo
Análisis de flujo es el corazón de la planta y el comienzo del plan de manejo de
materiales. El flujo de una parte es la trayectoria que ésta sigue mientras se mueve a
través de la planta. El análisis de flujo no sólo considera la trayectoria que cada parte
sigue por la planta, sino también trata de minimizar: 1. la distancia que viaja (medida
en pies), 2. Los retrocesos, 3. El tráfico cruzado, y 4. El costo de la producción. El
análisis de flujo auxiliará al diseñador de instalaciones de manufactura en la
selección del arreglo más eficaz de las máquinas, las instalaciones, las estaciones de
manufactura y los departamentos.
8. Diagrama de flujo
Los diagramas de flujo muestran la trayectoria que recorre cada parte, desde la
recepción, los almacenes, la fabricación de cada parte, el su ensamble, el ensamble
final, el empaque, el almacenamiento y el envío. Estas trayectorias se dibujan en una
distribución de planta.
9. Diagrama de pescado.
Konz S(1997, pág. 118) Menciona que “Los diagramas de pescado son un
instrumento útil de comunicación para uno mismo y otros. Indican las diversas
facetas de un problema, así como los niveles de importancia”
26

Figura 1.Diagrama Causa-Efecto Fuente: (Tomas, 2011, pág. 38)
10.Diagrama de procesos
Criollo (2005, pág. 42) Señala la explicación de Diagrama de procesos de la
siguiente manera:
Esta herramienta de análisis es una representación gráfica de los
pasos que se siguen en una secuencia de actividades que se
constituyen en un proceso o procedimiento, identificándolos mediante
símbolos de acuerdo con su naturaleza; además, incluye toda la
información, que se considera necesaria para el análisis , tal como
distancias recorridas, cantidad considera y tiempo requerido. Con fines
analíticos y como ayuda para descubrir y eliminar ineficiencias, es
conveniente clasificar las acciones que tienen lugar durante un proceso
dado en cinco categorías, conocidas bajo los términos de operaciones,
transporte, inspecciones, retrasos o demoras y almacenajes.
11. Diagrama de del proceso de operación
El diagrama del proceso de operación es la representación gráfica de los puntos en
lo que se introducen materiales en el proceso y el orden de las inspecciones y de
todas las operaciones, excepto las incluidas en la manipulación de los materiales;
además puede comprender cualquier otra información que se considere necesaria
27

para el análisis; por ejemplo, el tiempo requerido, la situación de cada paso o si los
de los de fabricación son los adecuados. Criollo(2005).
12.Tabla del proceso
La tabla del proceso se usa sólo para una parte, con el registro de todo lo que le
ocurre a ésta desde el momento en que llega a la planta hasta que se reúne con las
demás partes. Para describir lo que sucede se utilizan los símbolos siguientes:
Tabla 1. Símbolos del diagrama de Procesos.
Nota. Fuente, Elaboración Propia
13. Gráfica de operaciones
La gráfica de operaciones tiene un círculo para toda operación requerida para
fabricar cada parte, montarla en el ensamble final, y empacar el producto terminado.
En una hoja de papel se incluye toda operación de producción, todo trabajo y toda
parte. Las tablas de operaciones muestran la introducción de materias primas en la
parte superior de la página, El número de partes determinará el tamaño y la
complejidad de la gráfica de operaciones. Debajo de la línea de materias primas se
dibuja una línea vertical que conecte los círculos (etapas de la fabricación, desde la
materia prima hasta las partes terminadas.
28
14. Gráfica de flujo de procesos
La gráfica de flujo del proceso combina la gráfica de las operaciones con la gráfica
del proceso. La gráfica de las operaciones usa un solo símbolo, el círculo, o símbolo
de operación. La gráfica de flujo del proceso es tan sólo cinco veces más, porque
usa los cinco símbolos de la gráfica del proceso. Otra diferencia es que las partes
que se adquieren en el exterior se tratan igual que las manufacturadas. No existe un
formato estándar para hacer la gráfica de flujo del proceso. La gráfica de flujo del
proceso es la más completa de todas las técnicas y cuando está terminada, el
ingeniero sabrá más que nadie acerca de la operación de la planta. Konz S ,(1997).
15. Diagrama de recorridos
El diagrama de recorrido indica la distribución del producto, con una línea que
representa el trayecto que siguen las piezas, desde el punto de llegada del producto
hasta los estantes del depósito. Kanawaty,(2002)
ESTUDIOS DE TIEMPOS
16.Introducción al estudio de tiempos
Los estándares de tiempo se encuentran entre los elementos de información más
importantes que requiere el planeador de instalaciones. Los estándares de tiempo o
manufactura se usan para distintos propósitos dentro de una organización. Sus usos
incluyen asignación y control de costos y presupuestos; producción y planeación y
administración de inventarios; evaluación del desempeño y pago de incentivos,
donde los haya; y evaluación de métodos alternativos de operación. Para el
planeador de instalaciones, el tiempo estándar es el dato principal para determinar el
número que se requiere de personas y de estaciones de manufactura para alcanzar
la producción programada, y para calcular el número de máquinas, celdas de
29

manufactura, balanceo de la línea de ensamble, y asignación de personal. En última
instancia, esta información se usa para calcular los requerimientos de espacio de
todos los centros de manufactura y los de las instalaciones comunes de la
producción.
En esta sección consta de siete partes:
1) Medición del trabajo.
2) La medición del trabajo como factor de eficiencia.
3) Definición de estándares de tiempo.
4) Importancia y usos de los estándares de tiempo.
5) Técnicas del estudio de tiempos.
6) Estándares de tiempo para el diseño de instalaciones de manufactura.
7) Datos Estándar.
17.Medición del trabajo
La medición del trabajo es un método investigativo basado en la aplicación de
diversas técnicas para determinar el contenido de una tarea definida fijando el tiempo
que un trabajador calificado invierte en llevarla a cabo con arreglo a una norma de
rendimiento preestablecida.
a. Aplicación de la medición del trabajo
Con el propósito de entender más fácilmente el objetivo y las aplicaciones de la
medición del trabajo en la industria, a continuación se ofrecen las siguientes
definiciones.
Medición del trabajo. Es la parte cuantitativa del estudio del trabajo, que indica el
resultado del esfuerzo fisco desarrollado en función del tiempo permitido a un
operador para terminar una tarea específica, siguiendo a un ritmo normal un
método predeterminado.
30

Tiempo estándar. Es el patrón que mide el tiempo requerido para terminar una
unidad de trabajo, mediante el empleo de un método y equipo estándar, por un
trabajador que posee la habilidad requerida, que desarrolla una velocidad normal
que pueda mantener día tras día, sin mostrar síntomas de fatiga. (B.Zandin, 2005)
Aplicaciones del tiempo estándar. En la actualidad las aplicaciones que pueden
darse al tiempo estándar son múltiples, entre las cuales Criollo (2005),Cita
acontinuacion. ( págs. 179-178)
1) Para determinar el salario devegable por esa tarea especifica,solo es necesario
convetir el tiempo en valor monetario.
2) Apoyar a la planeacion de la produccion:
3) Es una herramienta que ayuda a establcer estandares de produccion precisos y
justos.
4) Ayuda a formular un sistema de costo estandar.
5) Proporciona tiempos estimados.
6) Ayuda a entrenar nuevos trabadores.
7) Ayudar a establcer las cargas de trabajo.
8) Proporciona bases solidas para establecer sistemas de incentivos y su control.
9) Facilita la supervision.
18. La medición del trabajo como factor de eficiencia
¿Qué es la eficiencia? Para los presentes fines se puede definir la eficiencia como el
grado de rendimiento en que se realiza un trabajo con respecto a una norma
preestablecida (tiempo tipo o estandar)
Factores de efiencia. Un análisis de los factores relacionados con la eficiencia del
trabajo nos lleva a revisar el siguiente esquema:
31
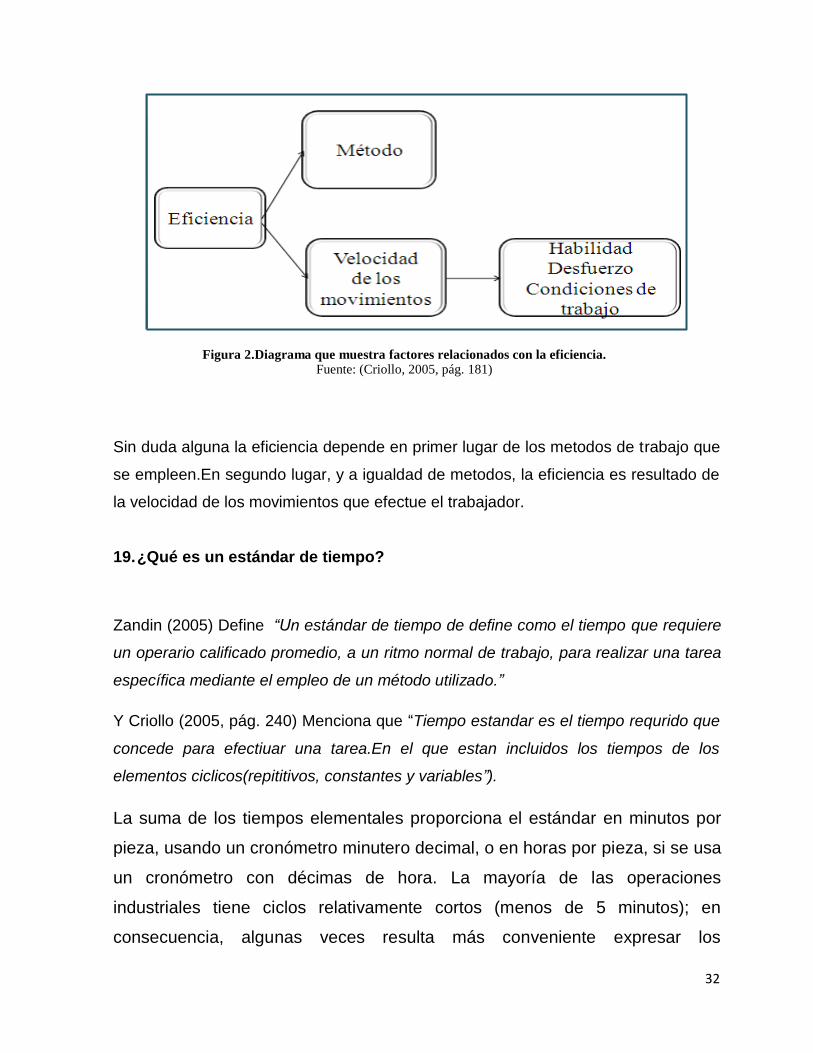
Figura 2.Diagrama que muestra factores relacionados con la eficiencia. Fuente: (Criollo, 2005, pág. 181)
Sin duda alguna la eficiencia depende en primer lugar de los metodos de trabajo que
se empleen.En segundo lugar, y a igualdad de metodos, la eficiencia es resultado de
la velocidad de los movimientos que efectue el trabajador.
19.¿Qué es un estándar de tiempo?
Zandin (2005) Define “Un estándar de tiempo de define como el tiempo que requiere
un operario calificado promedio, a un ritmo normal de trabajo, para realizar una tarea
específica mediante el empleo de un método utilizado.”
Y Criollo (2005, pág. 240) Menciona que “Tiempo estandar es el tiempo requrido que
concede para efectiuar una tarea.En el que estan incluidos los tiempos de los
elementos ciclicos(repititivos, constantes y variables”).
La suma de los tiempos elementales proporciona el estándar en minutos por
pieza, usando un cronómetro minutero decimal, o en horas por pieza, si se usa
un cronómetro con décimas de hora. La mayoría de las operaciones
industriales tiene ciclos relativamente cortos (menos de 5 minutos); en
consecuencia, algunas veces resulta más conveniente expresar los
32

estándares en horas por cientos de piezas. Por ejemplo, el estándar en una
operación de prensa podría ser 0.085 horas por cien piezas. Éste es un
método más satisfactorio para expresar el estándar que 0.00085 horas por
pieza o 0.051 minutos por pieza.
a. Hora estándar
Es el costo de la hora laboral definida por finanzas para cada empleado de la planta,
su valor se expresa en dólares (3.60) y esta sujetas a cambios. Solutions(2000).
20.Importancia de estándares de tiempo
Se ilustra con tres estadísticas: 60, 85 y 120 por ciento de desempeño. Es común
que una operación que no está dentro de los estándares de tiempo trabaje 60 por
ciento del tiempo. Aquellas operaciones que trabajan dentro de los estándares de
tiempo, lo hacen al 85 por ciento de desempeño normal. Este incremento en la
productividad es igual al 42 por ciento, aproximadamente. En una planta pequeña de
100 personas, esta mejora es igual a 42 personas adicionales o a un ahorro cercano
a un millón de dólares al año. El estándar de tiempo, además de muy importante,
también es muy eficaz en cuanto a costos. Brambila,(2013)
21.Técnicas de estudio
Esta sección presenta un panorama de las técnicas del estudio de tiempos. Si se
desea establecer estándares de tiempo o aplicar cualquiera de estas técnicas, se
requiere un estudio más profundo. El estudio de tiempos (establecer estándares de
tiempo) cubre una amplia variedad de situaciones. Antes de que se construya la
planta deben ocurrir al mismo tiempo varias cosas: diseñar el trabajo, construir
máquinas y estaciones, y establecer un estándar de tiempo. En esta situación, las
técnicas que se utilizan para establecer el estándar de tiempo serán un PTSS o
métodos de medición de tiempo (MTM). Una vez que la máquina o estación de
manufactura se ha operado durante cierto tiempo, se usa la técnica del cronómetro.
33
Algunos trabajos tienen lugar una o dos veces a la semana, mientras que otros se
Repiten miles de veces al día. Algunos más son muy rápidos y otros toman horas.
¿Qué técnica usar? El trabajo del ingeniero industrial y del tecnólogo es emplear la
técnica que sea correcta para cada situación y aplicarla en forma apropiada. Fred
E.Meyers( 2006)
a. Estudio de tiempos con cronómetro
El estudio de tiempos con cronómetro es el método en el que piensa la mayoría de
los empleados de manufactura cuando hablan sobre estándares de tiempo. Fredrich
W. Taylor comenzó a usar el cronómetro alrededor de 1880 para estudiar el trabajo.
Un estudio de tiempos con cronómetro se lleva a cabo cuando:
Se va a ejecutar una nueva operación, actividad o tarea.
Se presentan quejas de los trabajadores o sus representantes sobre el tiempo
que insume una operación.
Surgen demoran causadas por 8una operación lenta.
Se pretende fijar los tiempos estándar de un sistema de incentivos.
Se detectan tiempos muertos, de alguna maquina, o grupo de maquinas.
b. Procedimiento del estudio de tiempos paso a paso El procedimiento del estudio de tiempos se ha reducido a 10 pasos y su formato se
ha diseñado para auxiliar al tecnólogo que lo realiza a ejecutarlos en la secuencia
apropiada. Esta sección está organizada de acuerdo con 10 pasos secuenciales
siguientes:
Paso 1. Seleccionar el trabajo a estudiar.
Paso 2. Recabar información acerca del trabajo.
Paso 3. Dividir el trabajo en elementos.
Paso 4. Hacer el estudio de tiempos reales.
Paso 5. Extender el estudio de tiempos.
Paso 6. Determinar el número de ciclos por cronometrar.
34
Paso 7. Calificar, nivelar y normalizar el rendimiento del operador.
Paso 8. Aplicar tolerancias.
Paso 9. Verificar la lógica.
Paso 10. Publicar el estándar de tiempo.
22.Estándares de tiempo para el diseño de instalaciones de manufactura
El estudio de tiempos no siempre significa hacerlo con cronómetro. El método del
cronómetro para establecer estándares de tiempo no es muy útil en el diseño de
instalaciones de manufactura porque se necesita saber el tiempo requerido por cada
elemento del trabajo antes de que comience la producción. Por esta razón, se
emplean estándares de tiempo predeterminados o sistemas de datos estándar. Los
estándares de tiempo se utilizan con cinco propósitos principales en el diseño de
instalaciones: Fred E.Meyers(2006)
1. Determinar el número de estaciones de manufactura y máquinas.
2. Definir el número de personas.
3. Calcular las velocidades de las líneas de montaje.
4. Balanceo de las líneas de ensamble y empaque.
5. Cargar celdas de manufactura.
23.Eficiencia
Expresa que tan bien se aprovecha el tiempo asignado de una estación de trabajo.
Siempre se busca que la eficiencia sea mayor al 80% pero menor al 98%, ya que de
existir alguna en las operaciones de ensamble se podría crear un cuello de botella en
una estación.
La fórmula para determinar la eficiencia de la línea:
Eficiencia=Total labor de Construcción
Tiempo labor Medido
24.Datos estándar
35

Los datos estándar son, en su mayor parte, tiempos, elementales estándar tomados
de su estudio de tiempo que ha probado ser satisfactorios.los datos estándar
comprenden todos los elementos estándar: tabulados, monogramas, tablas, que se
ha recopilado para la medición de un trabajo específico.
a. Obtención de datos de tiempo estándar
Para obtener estos datos es preciso distinguir los elementos constantes de los
elementos variables.
Elemento constante.
Es aquel donde el tiempo asignado permanecerá aproximadamente igual para
cualquier pieza dentro de un trabajo específico
Elemento variable.
Es aquel donde el tiempo asignado cambia dentro de una variable específica de
trabajos.
Los elementos de la preparación del equipo deben mantenerse por separado de los
elementos incorporados en el tiempo de cada pieza, y los elementos constantes
deben naturalmente conservarse separados de las variables.
A continuación se muestra el diagrama de flujo de la obtención de datos estándar.
36

Figura 3.Diagrama de flujo que muestra la recopilación de los datos estándar.
Fuente: Criollo,( 2005, pág. 277 )
37

DISEÑO DEL PROCESO
25.Introducción al diseño del proceso
El ingeniero de procesos tal vez sea la misma persona que el diseñador de
instalaciones, pero entre más grande sea la empresa, menos probable es que sea
así. En las compañías grandes, el diseñador de instalaciones de manufactura es
alguien que recaba la información que se usa en dicha labor. Las compañías grandes
tienen departamentos llamados de procesamiento, de diseño de herramientas, de
estándares de tiempo, de ergonomía, de empaque de la producción, etc. En esencia,
el ingeniero de procesos o diseñador, ya sea un individuo o un departamento, está a
cargo de todas esas tareas. El diseñador de procesos determina cómo se fabricará el
producto y todos sus componentes. Entre la información que provee el diseñador de
procesos se encuentra la siguiente: Fred E.Meyers(2006)
Secuencia de operaciones para manufacturar cada parte del producto (las partes
que “hace” la empresa, porque las que “compra” no son problema suyo).
Maquinaria, equipo, herramientas y accesorios, entre otros, que son necesarios.
Secuencia de operaciones en el ensamblado y el empaque.
Tiempo estándar para cada elemento de manufactura.
Determinación de velocidades del transportador de montaje para las celdas,
líneas de ensamble y empaque, y pintura u otros sistemas de terminado.
Balanceo de las cargas de trabajo en las líneas de ensamble y empaque.
Asignación de trabajos en las celdas de manufactura.
Desarrollo de un plano de la estación de manufactura para cada operación, con la
inclusión de todos los principios de economía de movimientos y ergonomía.
En esta sección se considerará que el diseñador del proceso y el diseñador de las
instalaciones son una misma persona, y que toda la información producida en el
departamento de manufactura será hecha por el mismo individuo: usted. Ésta sería
una buena descripción del trabajo y una de las mejores experiencias laborales que
experimentaría. Entonces, entenderá en verdad cómo opera su planta. El diseño del
proceso puede dividirse en dos amplias categorías, la fabricación y el ensamble. En

38
esencia, el proceso de fabricación es, en principio, una actividad que se planea en
una hoja de ruta. El diseño del ensamblado y el empaque utilizan las técnicas de las
gráficas de ensamble y balanceo de la línea de ensamble.
26.Balanceo de línea de ensamble
a. Propósito de Balanceo de una línea de ensamble
Los propósitos de la técnica de balanceo de la línea de ensamble son los siguientes:
Igualar la carga de trabajo de los ensambladores.
Identificar la operación que constituya el cuello de botella.
Establecer la velocidad de la línea de ensamble.
Determinar el número de estaciones de manufactura.
Calcular el costo de la mano de obra de ensamblado y empaque.
Establecer la carga de trabajo porcentual de cada operador.
b. Objetivo del balanceo de la línea de ensamble
El objetivo del balanceo de la línea de ensamble es dar a cada trabajador una
cantidad de trabajo tan parecida como sea posible. El balance de las celdas de
manufactura tiene el mismo objetivo. No tiene sentido que una persona o una celda
tenga la capacidad de rebasar al resto de la planta en un 25 por ciento, pues otro
trabajador no podrá producir más de la cantidad que se le ha asignado o más de lo
que las operaciones posteriores puedan utilizar. Si la persona tiene tiempo adicional,
podría recibir algo de trabajo de una estación más ocupada. (Fred E.Meyers, 2006)
El balanceo de la línea es una herramienta importante para muchos aspectos de la
ingeniería industrial, y uno de los más importantes en donde se utiliza es en la
distribución de la línea de ensamble.

39
27.Procedimiento pasó a paso para elaborar el balanceo de la línea de
ensamble. Solutions(2000)
1) Núm. de producto: dibujo del producto o número de parte del producto.
2) Fecha: fecha completa de desarrollo de esta solución.
3) Elaboró: nombre del ingeniero que hace el balanceo de la línea de ensamble.
4) Descripción del producto: nombre del producto que se ensambla.
5) Número de unidades requeridas por turno: cantidad de producción que se
necesita para cada turno.
6) Revisión: Se controlara cada que se haga un cambio.
7) Hora estándar: Es el tiempo de manufactura declarado en SAP. Esta se calcula el
tiempo de construcción de una operación entre el valor de la horas estándar
$3.69.
8) No. parte: Este dato depende del modelo que se analice.
9) Nombre de la operación: Al final del balanceo de obtiene este dato.
10)Tiempo de construcción. Tiempo promedio total.
11) Resumen (que incluye, Total de operadores, pcs/hora, 100% balanceo, y tiempo
de ciclo.
12)Núm.: cifra secuencial de la operación. Los números de operación proporcionan
un método sencillo y útil para hacer referencia a un trabajo específico.
13)Operación/Descripción: unas cuantas palabras bien escogidas comunican lo que
se hace en la estación de manufactura. Las palabras clave son los nombres de
las partes y funciones del trabajo. Los ejemplos al final de este capítulo son
buenas guías.
14)Tiempo promedio: Es el tiempo promedio, de cada actividad.
15)Frecuencia: La frecuencia de la pieza.
16)Tiempo Interno. Este es 1 o 0 1= cuando el operador interactúa 100% con la
actividad, y 0, cuando el operador no interactúa 100 con la operación, por ejemplo
en una prueba el tiempo de prueba seria 0.
17)Tiempo en seg. Resumen del tiempo en segundos.
18)Sub promedio total.: Es tiempo el total de la actividad en segundos.
40
19)Tiempo total + 15% (N55=0;"";N55*(1+$O$52/100)).
20)Pizas por hora. Es el tiempo total entre 3600 seg.
Siguiendo este método se elabora el formato de Balanceo de línea. Anexo B.
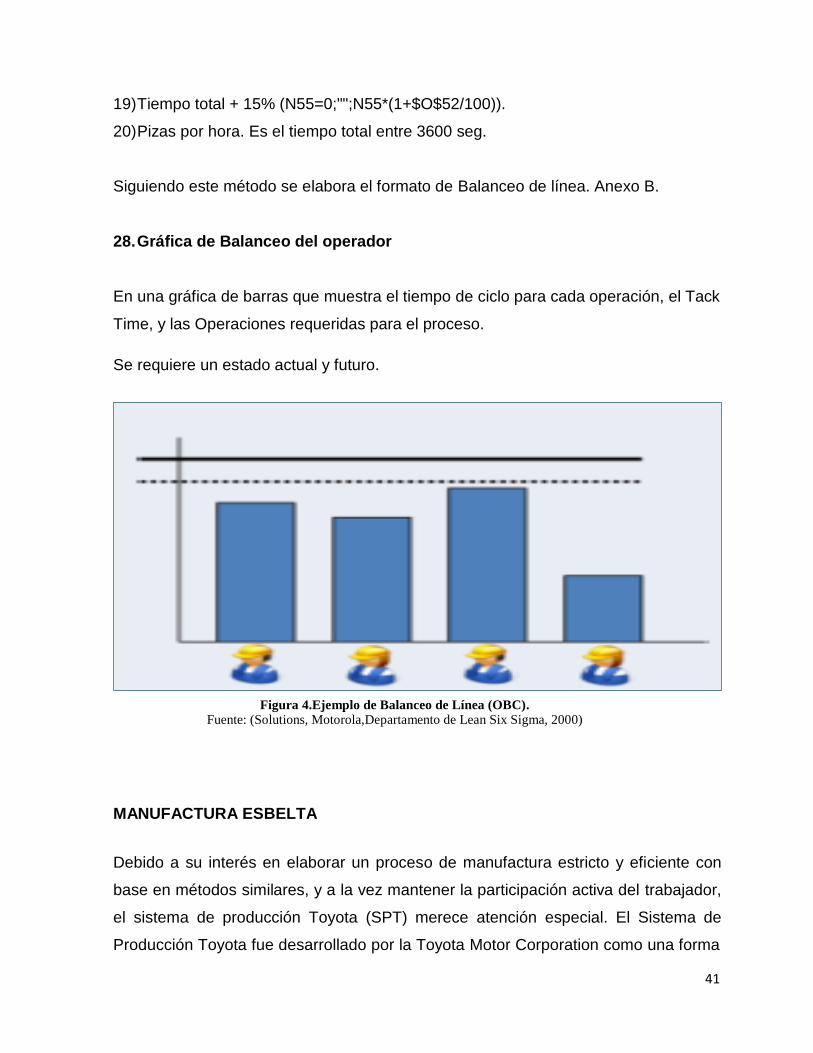
28.Gráfica de Balanceo del operador
En una gráfica de barras que muestra el tiempo de ciclo para cada operación, el Tack
Time, y las Operaciones requeridas para el proceso.
Se requiere un estado actual y futuro.
Figura 4.Ejemplo de Balanceo de Línea (OBC). Fuente: (Solutions, Motorola,Departamento de Lean Six Sigma, 2000)
MANUFACTURA ESBELTA
Debido a su interés en elaborar un proceso de manufactura estricto y eficiente con
base en métodos similares, y a la vez mantener la participación activa del trabajador,
el sistema de producción Toyota (SPT) merece atención especial. El Sistema de
Producción Toyota fue desarrollado por la Toyota Motor Corporation como una forma
41
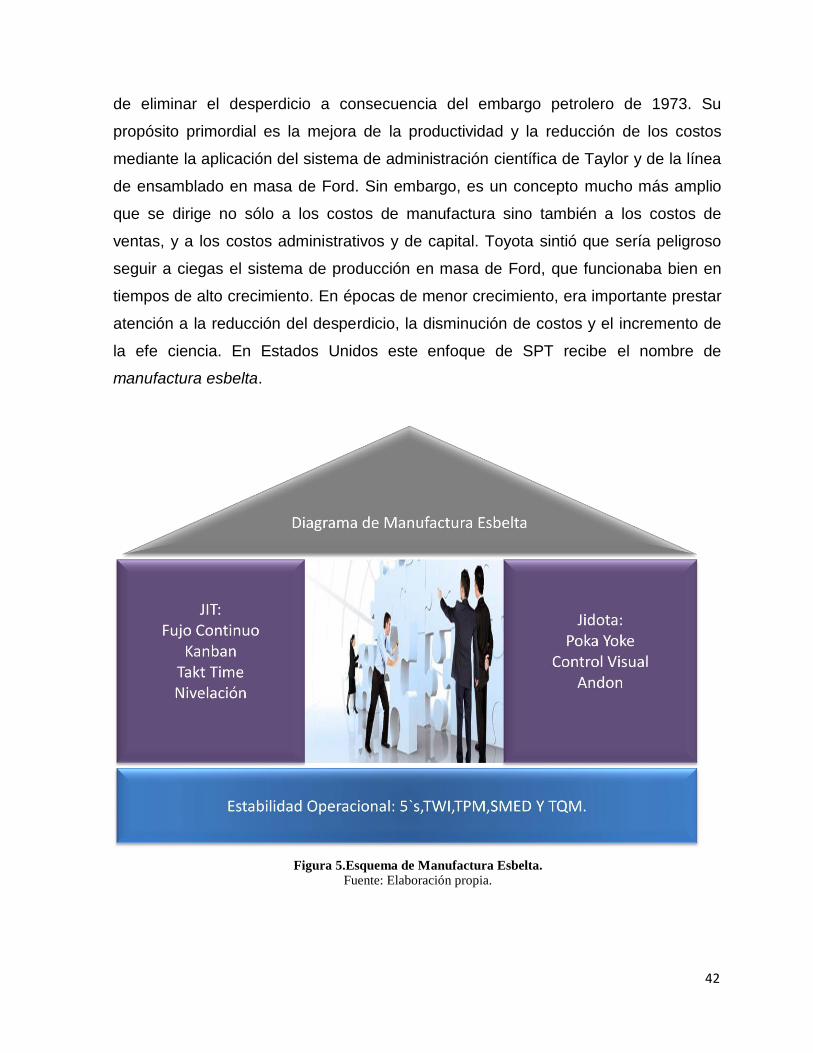
de eliminar el desperdicio a consecuencia del embargo petrolero de 1973. Su
propósito primordial es la mejora de la productividad y la reducción de los costos
mediante la aplicación del sistema de administración científica de Taylor y de la línea
de ensamblado en masa de Ford. Sin embargo, es un concepto mucho más amplio
que se dirige no sólo a los costos de manufactura sino también a los costos de
ventas, y a los costos administrativos y de capital. Toyota sintió que sería peligroso
seguir a ciegas el sistema de producción en masa de Ford, que funcionaba bien en
tiempos de alto crecimiento. En épocas de menor crecimiento, era importante prestar
atención a la reducción del desperdicio, la disminución de costos y el incremento de
la efe ciencia. En Estados Unidos este enfoque de SPT recibe el nombre de
manufactura esbelta.
Figura 5.Esquema de Manufactura Esbelta. Fuente: Elaboración propia.
42

29.Ventajas de la manufactura esbelta
La implantación de manufactura esbelta es importante en diferentes áreas, puesto
que se emplean diferentes herramientas, por lo que beneficia a la empresa y sus
empleados. Algunos de los beneficios que genera son:
Reducción de costos de producción
Reducción de inventarios
Reducción del tiempo de entrega
Mejor Calidad
Menos mano de obra
Mayor eficiencia de equipo Disminución de los desperdicios Sobreproducción
Tiempo de espera (los retrasos)
Reducción en costos y tiempo de transporte.
Mejoras en el proceso de inventario
Reducción de movimientos
Aumento de la calidad
“Sin estándares, los fabricantes pueden pasar la mayor parte de su tiempo tratando
de averiguar cómo utilizar la tecnología productiva, en lugar de aprovechar sus
capacidades inherentes”. Brandl, (2008)
HERRAMIENTAS DE LA MANUFACTURA ESBELTA
30. 7 Desperdicios
Desperdicio o muda: toda actividad que agrega costo pero no valor al producto
Transportación
Inventario
Movimiento
Defectos
43
Espera
Sobreproducción
Sobre proceso
31.Mapeo de la Cadena de Valor (VSM Value Steam Mapping).
Calva,(2009) Define a El mapeo del flujo de valor como:
Una herramienta que sirve para ver y entender un proceso e
identificar sus desperdicios, permitiendo detectar fuentes de ventaja
competitiva, ayuda a establecer un lenguaje común entre los usuarios
del mismo y comunica ideas de mejora enfocando al uso de un plan
priorizando los esfuerzos de mejoramiento. Un flujo de valor muestra a
secuencia y el movimiento de lo que el cliente valora, incluye
materiales, información y procesos que contribuyen a obtener lo que al
cliente le interesa y compra.
Cadena de valor, establece como base fundamental el concepto de lo que es
realmente importante y tiene valor ara el cliente final y como mejorar el proceso en
todo el sistema
32.Takt Time
Takt Time en una palabra alemana que significa Ritmo.
Principio: Todas las actividades de una organización están sincronizadas por un
pulso establecido por la demanda del cliente.
Formula:
Takt Time =Tiempo Neto Disponible de manufactura
Demanda del cliente
.
33.Kaizen
44

Kaizen es una palabra japonesa que significa “Cambiar para bien” o “cambiar para
mejorar” Kaizen es una metodología de mejora continua basada en un enfoque que
se caracteriza por:
Mejorar en pequeños pasos.
Sin grandes inversiones.
Con la participación de todos los empleados.
Actuando, e implementado rápidamente las mejoras.
La metodología Kaizen requiere la aportación de todas las personas de la empresa y
sirve para aumentar su motivación. Anima al trabajo en equipo y enseña a sus
integrantes a trabajar en la mejora sistemática y ordena, evitando en todo momento
la fácil adaptación de la idea.
34.5`s
Las 5’s son una metodología de origen japonés que consta de cinco pasos que se
basa principalmente en mantener el orden dentro de un lugar y se puede aplicar
desde una empresa e incluso una casa.
Los cinco pasos de esta metodología son los siguientes:
Seiri (Clasificación): Separar innecesarios eliminar del espacio de trabajo lo que
sea inútil.
Seiton (Orden): Situar necesarios organizar el espacio de trabajo de forma eficaz
Seiso (Limpieza): Suprimir suciedad mejorar el nivel de limpieza de los lugares
Seiketsu (Estandarización): Señalizar anomalías prevenir la aparición de la
suciedad y el desorden
Shitsuke (Mantener la disciplina): Seguir mejorando fomentar los esfuerzos en
este sentido
Con estos cinco pasos se pretende:
Mejorar las condiciones de trabajo y la moral del personal. Es más agradable y
seguro trabajar en un sitio limpio y ordenado.
45
Reducir riesgos de accidentes o sanitarios.
Mejorar la calidad de la producción.
Mejorar la seguridad en el trabajo.
Esta disciplina se realiza automáticamente, en el momento en que se estructuran las
líneas de producción, pues se estandarizan los procesos, y se empiezan a identificar
cada componente, maquina, ayuda manual, para que sea más fácil para cada
operador que esté preparado para operar en cada línea de producción.
35.Flujo de unidad a unidad (One-Piece-Flow)
El flujo unidad a unidad es la solución a la acumulación de inventario en la línea. Se
trata de conseguir que las piezas pasen de estación en estación de trabajo una a una
en lugar de hacerlo en lotes. Este sistema de producción tiene ventajas, de las
cuales, merece la pena destacar:
Hace visibles los problemas: La fabricación pieza a pieza no permite ningún
“colchón” que pueda ocultar los errores. Si se produce cualquier problema en un
puesto de montaje, la consecuencia es inmediata, toda la cadena se para.
Fuerza la resolución de problemas: Una vez se ha identificado un problema y se
ha convertido en un problema de la mayor gravedad (la cadena de montaje está
parada) toda la energía de la organización se centra en resolver el problema, y
hacerlo de una manera permanente para evitar que se repita.
Fuerza a tener el trabajo estandarizado: La resolución del problema con garantía
de que no se repita en el futuro pasa necesariamente por el hecho de la
estandarización. Sólo con una buena estandarización se puede asegurar que el
problema no se repetirá.
Resulta, por tanto, una de las herramientas más potentes de la fabricación Lean, ya
que nos permite identificar rápidamente el despilfarro, fuerza a corregirlo e impulsa la
estandarización del proceso.
36.Diagrama de Spaghetti
46

El diagrama spaghetti es una herramienta sencilla que ayuda a identificar los
movimientos de los operarios, de una forma muy visual. Se trata de un esquema en
el que aparece una distribución la planta de la zona a analizar, y sobre él se dibujan
todos los recorridos que realizan los operarios, o uno en concreto, dependiendo de lo
que interese. Una vez los recorridos están dibujados se puede ver dónde se generan
más despilfarros de transporte., qué puntos son conflictivos porque se cruzan
muchos caminos, etc. Si además contamos los metros que se recorren en cada
movimiento podemos disponer de un buen análisis de los movimientos en la fábrica y
así analizar su coste y sus despilfarros.
Es un mapa de flujo que usa una línea continua para trazar la ruta de un producto
través de todas las fases de los procesos de manufactura. Solutions,(2000).
CAPITULO III. ANÁLISIS TÉCNICO
En esta sección se muestra los análisis realizados y las actividades que se
elaboraron para la Consolidación e Implementación de flujo continuo en la línea de
PCR´S con el fin de lograr la reducción de distancias de material, pies2, tiempo de
ciclo, y días de inventarios para la empresa y para el cliente, a su vez reducir perdida
monetaria a la empresa Motorola Solutions.
1. ENFOQUE DEL PROYECTO
La Siguiente investigación se llevara a cabo en Motorola Solutions, de R.L. de C.V,
fundada en 1982 Chicago, por Paul V. Galvin y su hermano Joseph.
El nombre "Motorola" fue adoptado en 1947, pero ha sido utilizado como marca
comercial desde que en 1930 desarrolla la primera radio para automóvil. Se inventa
47

la palabra Motorola, uniendo el término "motor" con el sufijo "ola", para sugerir la idea
de sonido en movimiento. Al final de los años 1960 Motorola comienza a trabajar en
el desarrollo de la telefonía móvil. A principios de los años ochenta, Motorola lanzó
una agresiva cruzada para mejorar la calidad de sus productos, primero diez veces, y
luego cien veces. La compañía se fijó la meta de calidad "seis sigma"
En el 2007 Motorola adquiere a Symbol Technologies, ampliando su portafolio de
soluciones, con productos como lectura de código de barras (Escaners para punto de
venta, e industrial) Computo mobil, RFID, Software y servicios.
El 4 de enero de 2011, Motorola, Inc. divide sus negocios en dos empresas
independientes: Motorola Mobility, Inc. (NYSE: MMI) y Motorola Solutions (NYSE:
MSO). La primera continuaría el negocio de dispositivos móviles que incluye
teléfonos móviles, smartphones y accesorios, y el negocio de decodificadores,
módems y soluciones para el hogar, la segunda se enfocaría en los negocios b2b de
la compañía, dedicados a ofrecer soluciones de telecomunicaciones para gobiernos y
empresas. Su apertura en México se estableció en 1999, en la ciudad de Reynosa,
en donde laboran un aproximado de 1300 empleados. A principios del 2007 por la
adquisición de Motorola cambia su nombre a Motorola Solutions de Reynosa,
actualmente cuenta con 1200 empleados distribuidos en diferentes turnos.
Misión. Solutions.Solutions,( 2000)
Utilizar Lean Six Sigma para mejorar el valor de la cadena de suministro de Motorola
Solutions como: calidad de clase mundial, costo, entrega a tiempo, flexibilidad y
servicio.
Visión. Solutions,( 2000)
Mejorar la competitividad de Motorola Solutions, manufacturando sin desperdicios
productos libres de defectos.
48

Nuestros valores. Solutions,( 2000)
Somos innovadores.
Somos apasionados.
Somos responsables.
Somos rigurosos.
Somos socios
2. DEFINICIÓN DEL PROYECTO
El proyecto que se enfoca en la línea de PCR´S es la Consolidación e
Implementación de Flujo Continuo esto debido al sobre inventario y largas distancias
que recorre el material.
49

Con la Consolidación de la línea e implementación de flujo continuo se busca:
Eliminar inventario, reducir las distancias del material, reducir los pies cuadrados de
la línea, mejorar la comunicación, reducir mano de obra y sobre procesos.
3. DIAGRAMA DE FLUJO DE PROCESO
En el siguiente diagrama de flujo de proceso, en la línea de PCR´S en el cual se
podrá apreciar que actividades se realizan desde que se obtiene la materia prima
hasta la pieza terminada.
50
En el diagrama de flujo se observa la secuencia de las operaciones en las cuales se da a conocer paso a paso todo lo que se requiere para la elaboración del producto.
3.1. Distribución actual de la línea de PCR`S.
El siguiente plano muestra la distribución actual de la línea PCR`S, está constituida
por cuatro pequeñas celdas separadas la cuales se encuentran instaladas y
diseñadas de acuerdo al flujo del proceso.
A. Front Cover Front End.1
B. Belize/Andorra Front End.2
C. Front Cover Back End.3
D. Belize/Andorra Back End.4
1 Nombre Estándar de la Configuración.
2 Nombre Estándar de la Configuración.
3 Nombre Estándar de la Configuración.
4 Nombre Estándar de la Configuración.
En la distribución anterior se observa la secuencia de las operaciones en las cuales
se da a conocer paso a paso todo lo que se requiere para la elaboración del
producto.
4. MAPEO DE CADENA DE LA CADENA DE VALOR
A continuación visualiza el mapeo de la cadena de valor, de la línea de PCR´S, el
cual se mapean las secuencia de las actividades y los movimientos con valor
agregado incluyendo los materiales, información y el proceso de acuerdo al producto
desde la materia prima a producto terminado.
46
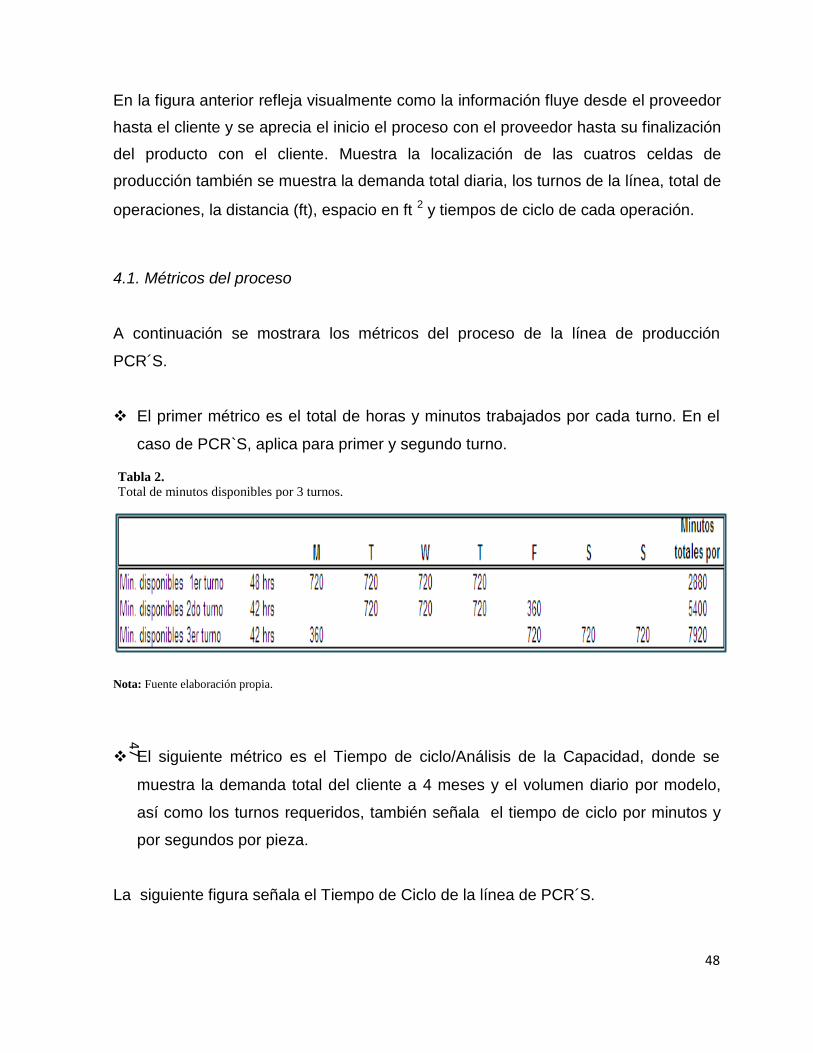
47
En la figura anterior refleja visualmente como la información fluye desde el proveedor
hasta el cliente y se aprecia el inicio el proceso con el proveedor hasta su finalización
del producto con el cliente. Muestra la localización de las cuatros celdas de
producción también se muestra la demanda total diaria, los turnos de la línea, total de
operaciones, la distancia (ft), espacio en ft 2 y tiempos de ciclo de cada operación.
4.1. Métricos del proceso
A continuación se mostrara los métricos del proceso de la línea de producción
PCR´S.
El primer métrico es el total de horas y minutos trabajados por cada turno. En el
caso de PCR`S, aplica para primer y segundo turno. Tabla 2.
Total de minutos disponibles por 3 turnos.
Nota: Fuente elaboración propia.
El siguiente métrico es el Tiempo de ciclo/Análisis de la Capacidad, donde se
muestra la demanda total del cliente a 4 meses y el volumen diario por modelo,
así como los turnos requeridos, también señala el tiempo de ciclo por minutos y
por segundos por pieza.
La siguiente figura señala el Tiempo de Ciclo de la línea de PCR´S.
48
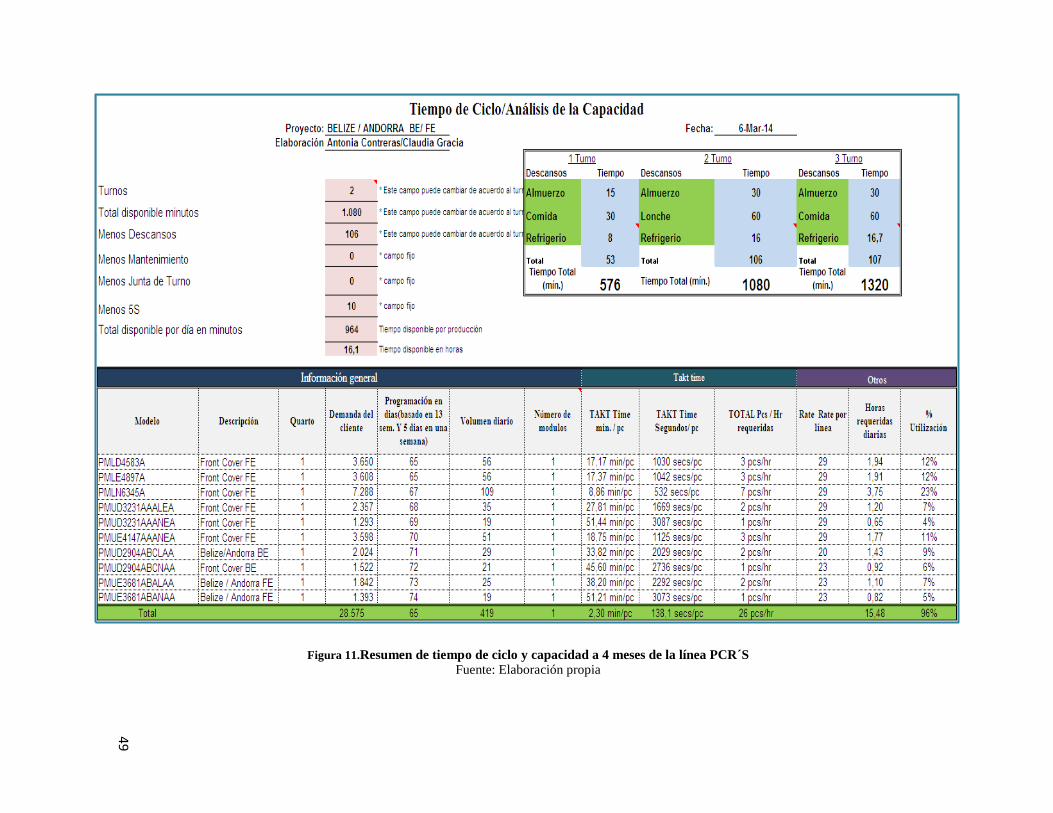
49
Figura 11.Resumen de tiempo de ciclo y capacidad a 4 meses de la línea PCR´S Fuente: Elaboración propia
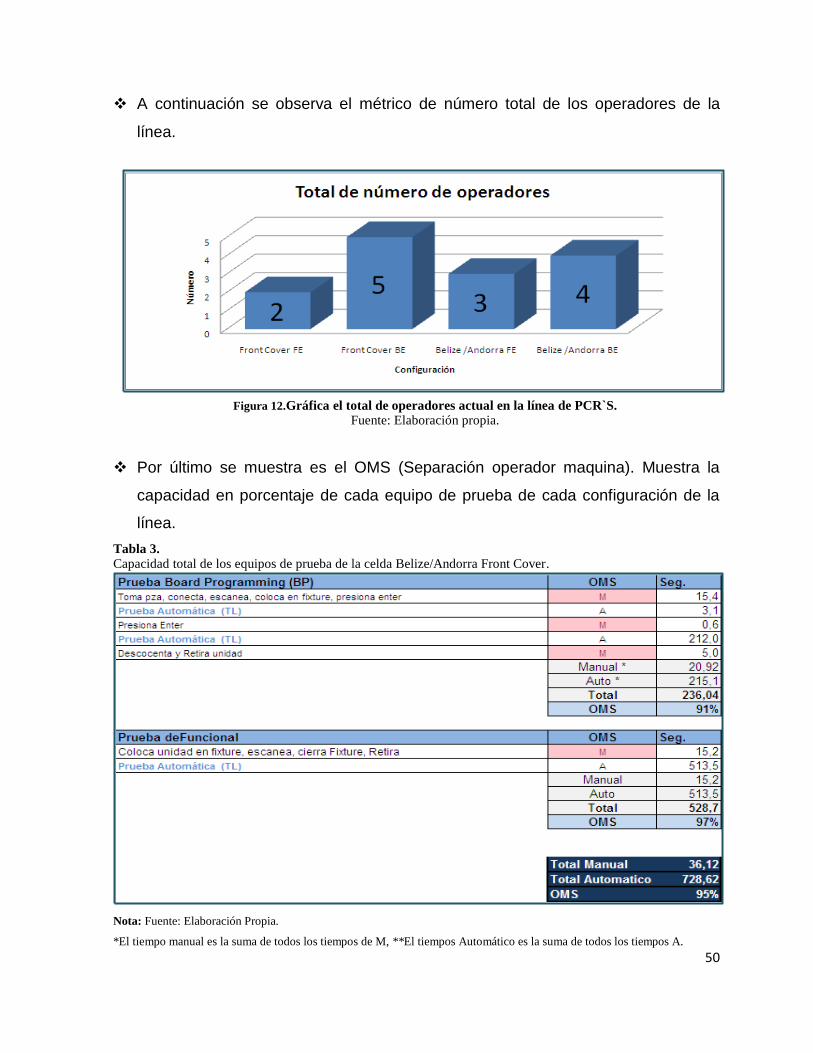
A continuación se observa el métrico de número total de los operadores de la
línea.
Figura 12.Gráfica el total de operadores actual en la línea de PCR`S. Fuente: Elaboración propia.
Por último se muestra es el OMS (Separación operador maquina). Muestra la
capacidad en porcentaje de cada equipo de prueba de cada configuración de la
línea.
Tabla 3.
Capacidad total de los equipos de prueba de la celda Belize/Andorra Front Cover.
Nota: Fuente: Elaboración Propia.
*El tiempo manual es la suma de todos los tiempos de M, **El tiempos Automático es la suma de todos los tiempos A.
50

Tabla 4
Capacidad total de los equipos de prueba de la celda Belize/Andorra BE.
Nota: Fuente: Elaboración Propia.
*El tiempo manual es la suma de todos los tiempos de M, **El tiempos Automático es la suma de todos los tiempos A.
51

4.2. Críticos del Cliente
Los críticos del cliente en la línea de producción son las actividades de valor no
agregado, para la realización del producto. Los críticos los cuales se mencionan son
del cliente de Motorola Solutions, enlistando a continuación:
Sobre inventario en las líneas, debido a que genera pérdidas para la empresa,
como se sabe el inventario permite tener un “colchón” y este oculta los errores.
Otro crítico son las especificaciones y tolerancias por el cliente en el diseño.
Piezas defectuosas.
Seguridad.
Órdenes recibidas a tiempo.
Mano de obra.
Calidad. 5. PLANEACIÓN DE LA INFORMACIÓN
Como primer punto se mostrara visualmente un plano de la distribución de cada
celda con sus respectivas medidas, la cual nos proporcionara datos para futuros
cálculos, como por ejemplo, el espacio en ft2., la distancia ft., y la distribución de
cada configuración.
52
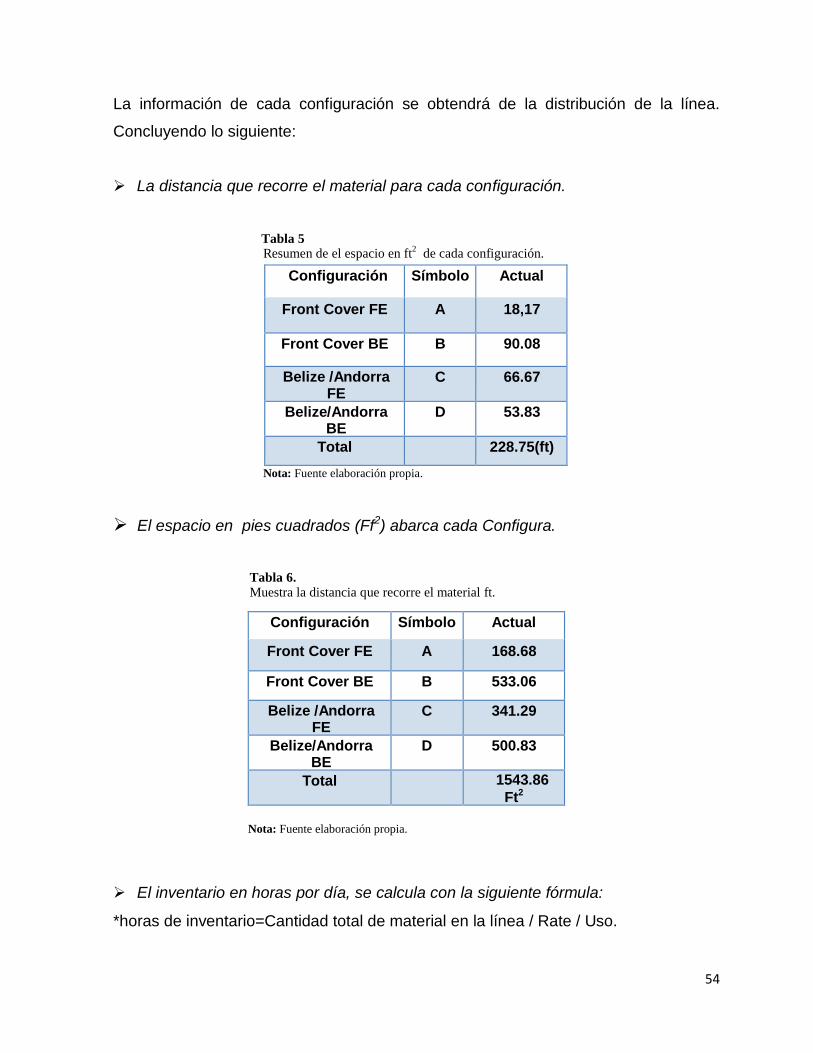
La información de cada configuración se obtendrá de la distribución de la línea.
Concluyendo lo siguiente:
La distancia que recorre el material para cada configuración.
Tabla 5 Resumen de el espacio en ft
2 de cada configuración.
Configuración Símbolo Actual
Front Cover FE A 18,17
Front Cover BE B 90.08
Belize /Andorra FE
C 66.67
Belize/Andorra BE
D 53.83
Total 228.75(ft)
Nota: Fuente elaboración propia.
El espacio en pies cuadrados (Ff2) abarca cada Configura.
Tabla 6.
Muestra la distancia que recorre el material ft.
Configuración Símbolo Actual
Front Cover FE A 168.68
Front Cover BE B 533.06
Belize /Andorra FE
C 341.29
Belize/Andorra BE
D 500.83
Total 1543.86
Ft2
Nota: Fuente elaboración propia.
El inventario en horas por día, se calcula con la siguiente fórmula:
*horas de inventario=Cantidad total de material en la línea / Rate / Uso.
54

Tabla 7. Horas de inventario por día en cada configuración.
Nota: Fuente; Elaboración propia.
aLa cantidad de contenedor, empaque o cantidad total en la línea de se calcula: =Cantidad * empaque /Cantidad de empaques
requeridos.
bHoras de inventario =Cantidad total en la línea / Demanda por hora.
Tabla 8
Porcentaje en horas de inventario total.
Configuración Símbolo Antes
Front Cover FE A 8
Front Cover BE B 5,45
Belize/Andorra FE C 6
Total 19,45(hras)
Nota: Fuente elaboración propia.
En el departamento de ingeniería Industrial el balanceo de la línea de producción se
adquiere con el Formato ED47191.en el anterior capítulo apartado 26. Se menciono
paso a paso la elaboración de este. A continuación como segundo punto se muestra
el balaceo anterior de cada celda de producción.
55
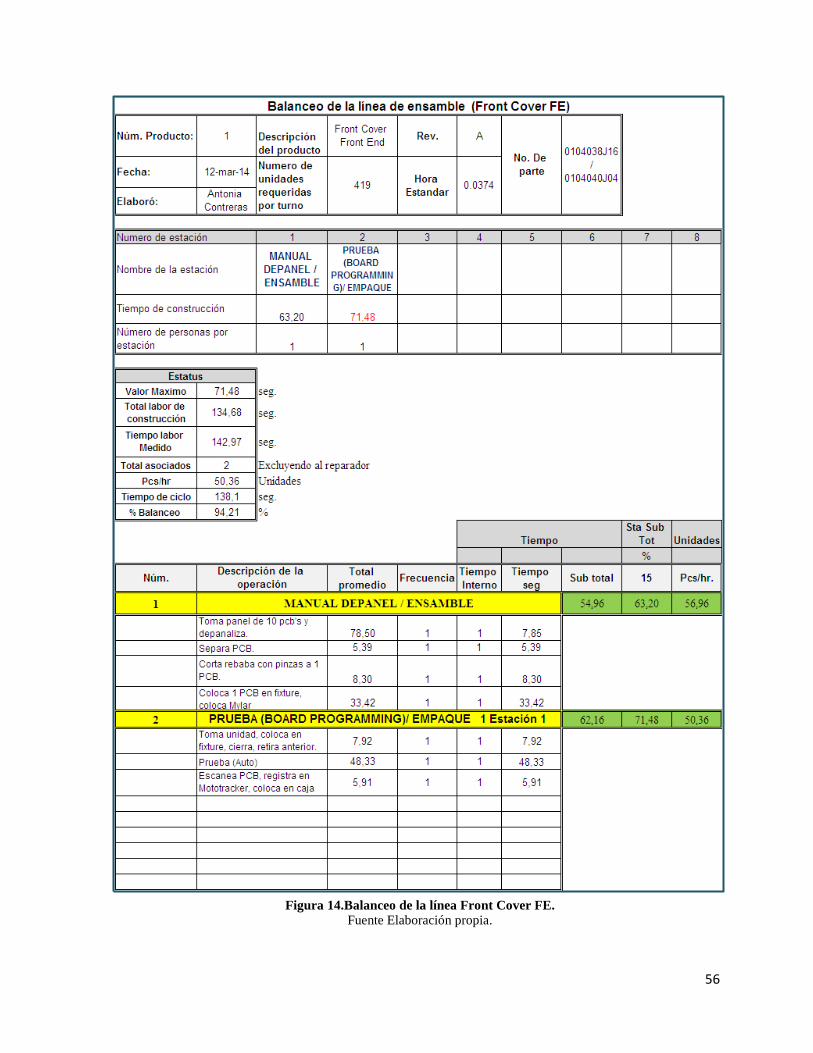
Figura 14.Balanceo de la línea Front Cover FE. Fuente Elaboración propia.
56

Figura 15.Balanceo de la línea Front Cover BE 1 parte. Fuente Elaboración propia.
57
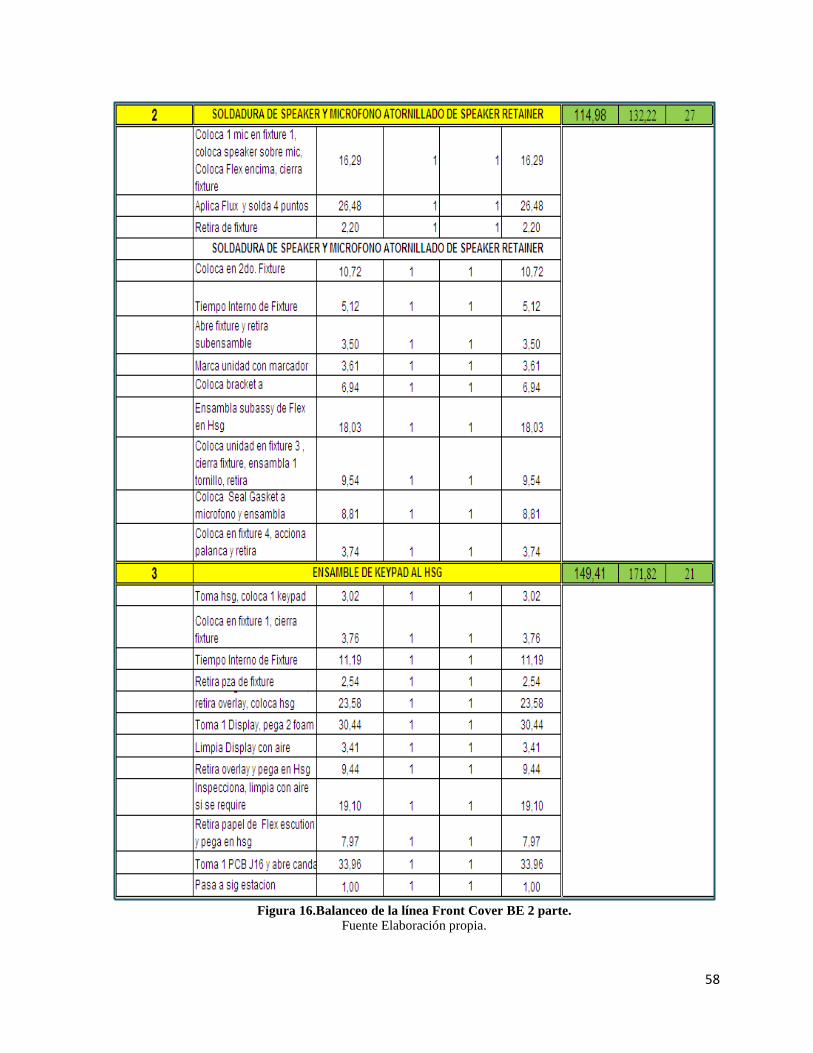
Figura 16.Balanceo de la línea Front Cover BE 2 parte. Fuente Elaboración propia.
58

Figura 17.Balanceo de la línea Front Cover BE 3 parte. Fuente Elaboración propia.
59
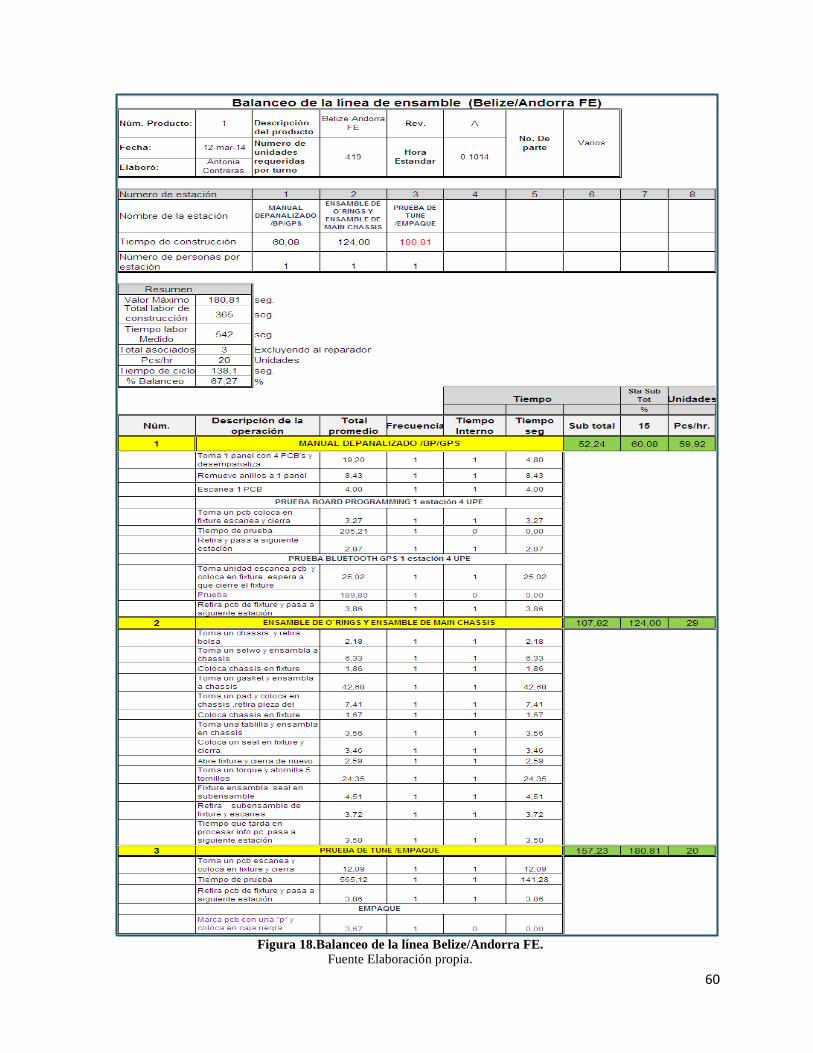
Figura 18.Balanceo de la línea Belize/Andorra FE. Fuente Elaboración propia.
60

Figura 19.Balanceo de la línea Belize/Andorra 1 parte.
Fuente Elaboración propia.
61

Figura 20.Balanceo de la línea Belize/Andorra 2 parte. Fuente Elaboración propia.
62

63
Figura 21.Concentrado de información Anterior del Balanceo de la línea PCR´S. Fuente: Elaboración propia.

6. ANÁLISIS DEL SISTEMA DE MEDICIÓN
Con la información anterior se observó el balanceo de cada configuración,
señalando el número de operaciones, y el tiempo de construcción y el tiempo de
ciclo.
Con estos datos se hará el siguiente resumen, mostrando una tabla, y la gráfica del
balance del operador.
Tabla 9.
Tiempo de construcción y tiempo de ciclo de la configuración Front Cover FE.
Nota: Fuente Elaboración propia.
Figura 22.Balance del operador Front Cover FE. Fuente: Elaboración propia.
64
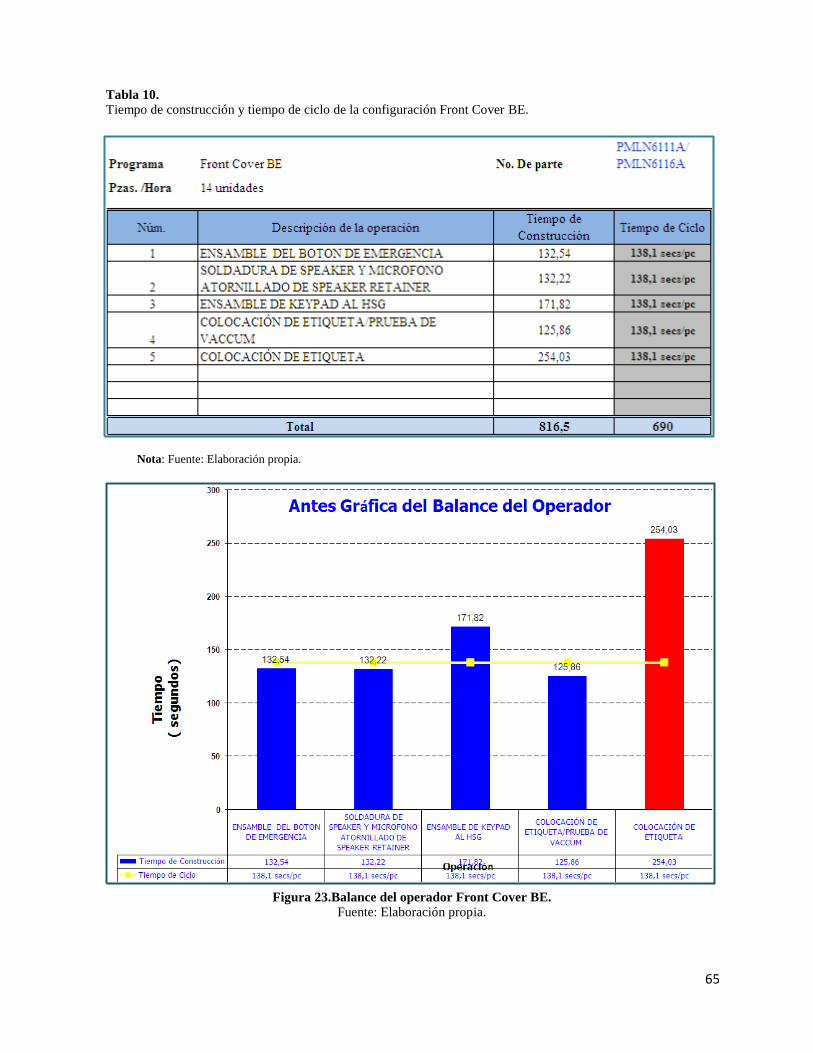
Tabla 10.
Tiempo de construcción y tiempo de ciclo de la configuración Front Cover BE.
Nota: Fuente: Elaboración propia.
Figura 23.Balance del operador Front Cover BE. Fuente: Elaboración propia.
65

Tabla 11.
Tiempo de construcción y tiempo de ciclo de la configuración Belize/Andorra FE.
Nota: Fuente Elaboración propia.
Figura 24.Balance del operador Belize/Andorra FE.
Fuente: Elaboración propia.
66

Tabla 12
Tiempo de construcción y tiempo de ciclo de la configuración Belize/Andorra BE.
Nota: Fuente Elaboración propia.
Figura 25. Balance del operador Belize/Andorra BE. Fuente: Elaboración propia.
67
7. PRONOSTICOS DE AHORRO Y/O BENEFICIOS
Con este proyecto se van a obtener los siguientes beneficios.
Reducir el 90% en horas de inventario con esto se busca un flujo continuo en la
línea de producción, evitar acumulado asimismo probabilidad de rechazos del
material.
Reducir el espacio de la línea de PCR`S, con esto se obtendrá una mejora del
93%.
Reducir el 50% de distancias del material, esto nos ayudara disminuir el tiempo de
construcción del producto.
Se optimizará la mano de obra, con la eliminación de las estaciones de empaque y
con la reducción de distancias, se reducirá el personal.
Eliminación de 3 estaciones de empaque, nos ayudara a reducir el desperdicio
(sobre procesos).
Como beneficios con la Consolidación e implementación del flujo continuo, se
obtendrán los siguientes:
La implementación de un sistema de flujo continuo, evita el acumulamiento de
material, elimina el sobre inventario en la línea de PCR`S con esto se obtendrá
ganancias para la empresa.
Con la Redistribución de la línea de PCR´S se aplicaran las 5´s, con esto se
espera mayor productividad y eficiencia, y se obtendrá la satisfacción del cliente.
8. ANÁLISIS DE ALTERNATIVA DE SOLUCIÓN
El primer punto que afecta en línea de PCR´S, Belize/Andorra es el exceso de horas
de inventario y falta de flujo continuo entre las operaciones de empaque.
A continuación se muestra un diagrama de Ishikawa, en el cuál se puede observar la
casusa raíz del problema baja optimización de la línea.
68

69
Figura 26.Diagrama de Ishikawa de la línea de PCR`S. Fuente Elaboración propia.
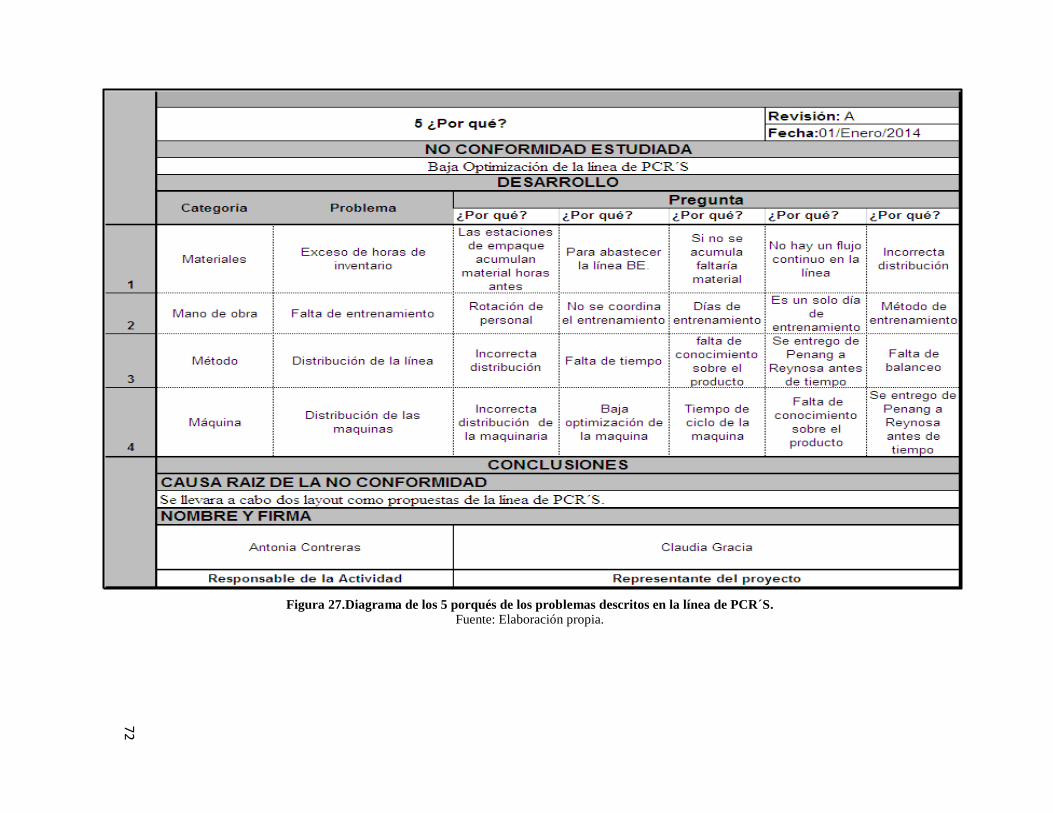
72
Figura 27.Diagrama de los 5 porqués de los problemas descritos en la línea de PCR´S. Fuente: Elaboración propia.

El anterior diagrama muestra el recorrido del material, de Post5, ensamble y sub-
ensamble. El total de pies cuadrados de cada configuración y el total de la línea de
producción. La línea de trazo representa el trayecto que siguen las piezas. Desde el
punto de llegada de Post hasta los estantes de producto terminado.
a. Solución para el problema de largas distancias.
Reacomodar el equipo y los contenedores analizando la mejor forma de cada
estación, y cual estaciones recorre mayor distancia.
En la línea de BE la estación Inspección final 3 ft se eliminara y la estación ensamble
de housing6 se compactara así se eliminara una estación de trabajo de 4 ft.
En la línea de Front Cover BE se reacomodara los equipos y se eliminaran dos
estaciones de 4 ft y una de 5 ft. En la línea Belize/Andorra se reacomodaran los
carritos de material de SMT.
b. Falta de Flujo Continuo en las estaciones de empaque.
Unir las configuraciones de Front Cover Front y BE, a Belize/Andorra, FE y BE.
c. Exceso en horas en inventario, en las estaciones de empaque.
Se eliminaran las estaciones de empaque Front Cover FE y BE, estas no serán
necesarias al juntar la línea.
d. Balanceo de la línea.
Se re-balanceara toda la línea de producción tomando tiempos a cada operación.
A continuación se mostrando visualmente las soluciones anteriormente
mencionadas.
5
Tablilla SMT. 6
Descripción de material Rohs.
72

La distribución visualiza a detalle las mejoras que se realizaran para implementar la
consolidación de la línea de producción.
9. ANÁLISIS PARA DETERMINAR LAS ALTERNATIVAS POTENCIALES
Se detallara en un Mapeo de la cadena de valor las áreas de oportunidad para cada
configuración de la línea de PCR´S.
Señalando con un símbolo la mejora que se va a realizar y que herramientas de lean
se van a utilizar.
Reducción de inventario (supermercado) utilizando la herramienta pieza por
pieza, flujo continuo y kanban.
Mejorar el tiempo de construcción del producto, re-balanceo de la línea de
producción.
Eliminación de espacios, aplicando 5´s mapa de procesos, y diagrama de
recorridos.
74
Analizando los distintos casos que provocan el sobre inventario y la falta de flujo
continuo en las estaciones de empaque se toma la decisión de consolidar la línea de
producción esto es juntar las línea de FE, BE, eliminar las estaciones de empaque
las cuáles causan perdida monetaria a la empresa Motorola.
A continuación se dan dos propuestas, se detallaran con plano y se analizaran cada
una de ellas en cuanto abarca en espacio, pie cuadrados, y en horas de inventario.
Al final se tomara cual es la mejor alternativa potencial para la solución de cada
problema.
76
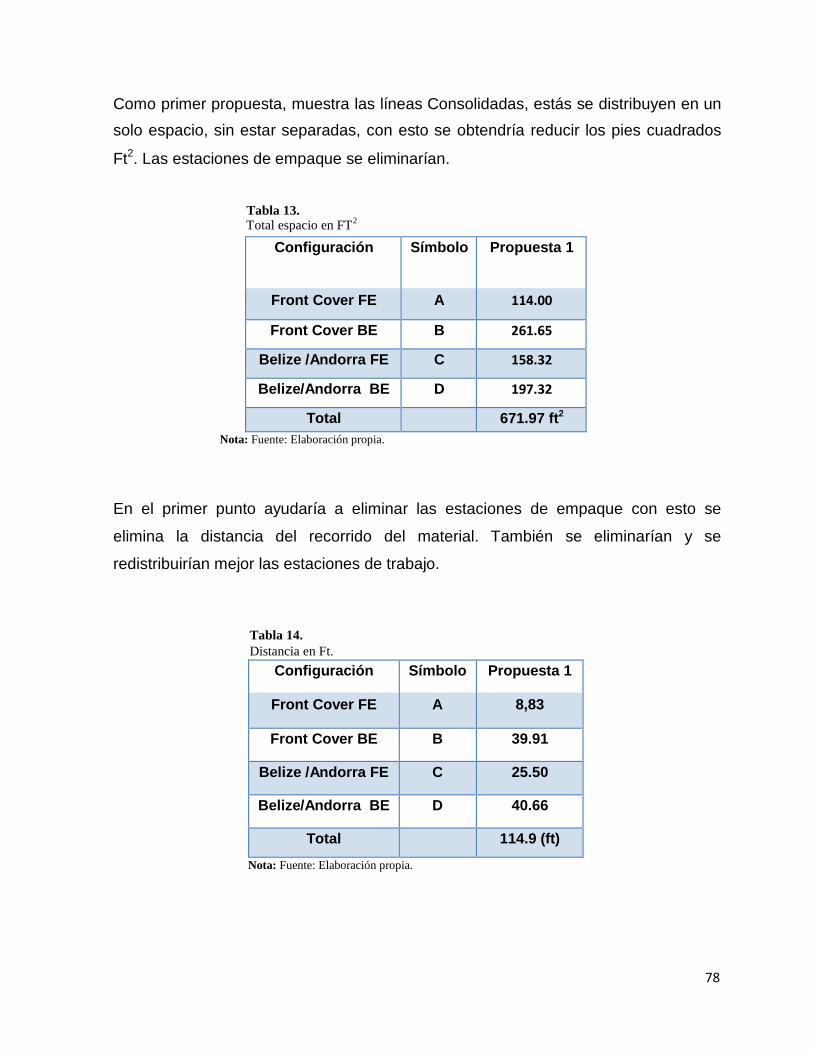
Como primer propuesta, muestra las líneas Consolidadas, estás se distribuyen en un
solo espacio, sin estar separadas, con esto se obtendría reducir los pies cuadrados
Ft2. Las estaciones de empaque se eliminarían.
Tabla 13. Total espacio en FT
2
Configuración Símbolo Propuesta 1
Front Cover FE A 114.00
Front Cover BE B 261.65
Belize /Andorra FE C 158.32
Belize/Andorra BE D 197.32
Total 671.97 ft2
Nota: Fuente: Elaboración propia.
En el primer punto ayudaría a eliminar las estaciones de empaque con esto se
elimina la distancia del recorrido del material. También se eliminarían y se
redistribuirían mejor las estaciones de trabajo.
Tabla 14.
Distancia en Ft.
Configuración Símbolo Propuesta 1
Front Cover FE A 8,83
Front Cover BE B 39.91
Belize /Andorra FE C 25.50
Belize/Andorra BE D 40.66
Total 114.9 (ft)
Nota: Fuente: Elaboración propia.
78
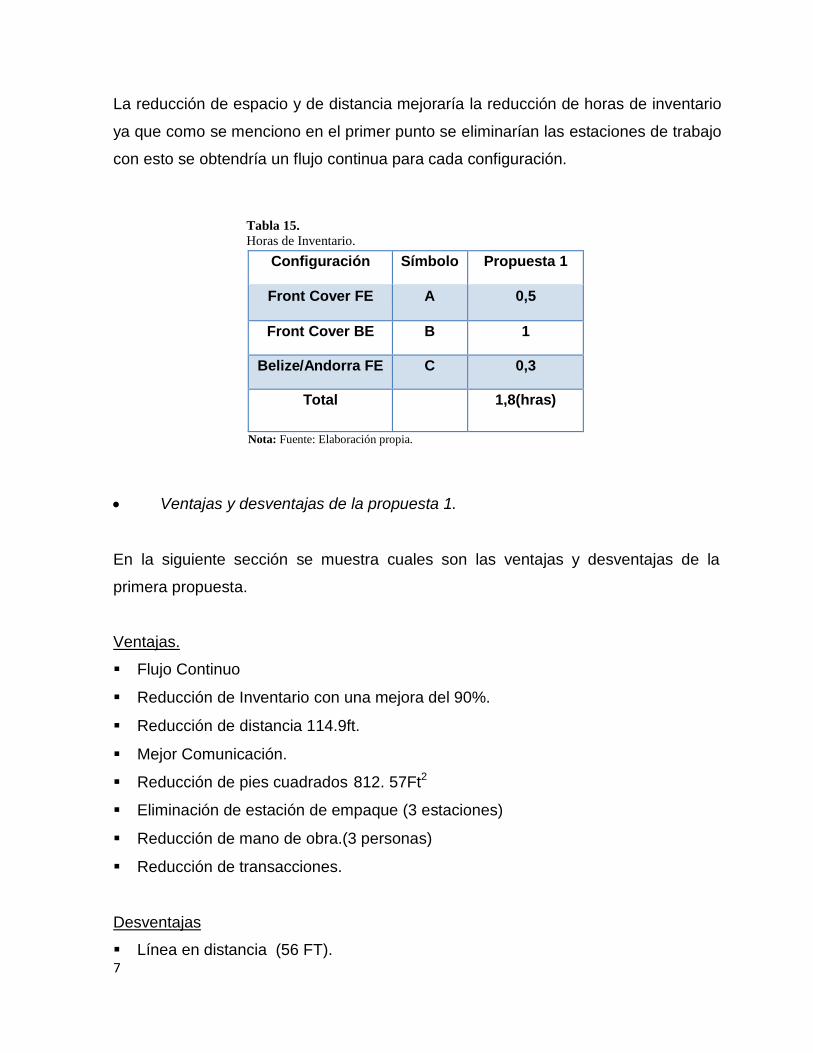
La reducción de espacio y de distancia mejoraría la reducción de horas de inventario
ya que como se menciono en el primer punto se eliminarían las estaciones de trabajo
con esto se obtendría un flujo continua para cada configuración.
Tabla 15.
Horas de Inventario.
Configuración Símbolo Propuesta 1
Front Cover FE A 0,5
Front Cover BE B 1
Belize/Andorra FE C 0,3
Total 1,8(hras)
Nota: Fuente: Elaboración propia.
Ventajas y desventajas de la propuesta 1.
En la siguiente sección se muestra cuales son las ventajas y desventajas de la
primera propuesta.
Ventajas.
Flujo Continuo
Reducción de Inventario con una mejora del 90%.
Reducción de distancia 114.9ft.
Mejor Comunicación.
Reducción de pies cuadrados 812. 57Ft2
Eliminación de estación de empaque (3 estaciones)
Reducción de mano de obra.(3 personas)
Reducción de transacciones.
Desventajas
Línea en distancia (56 FT). 7
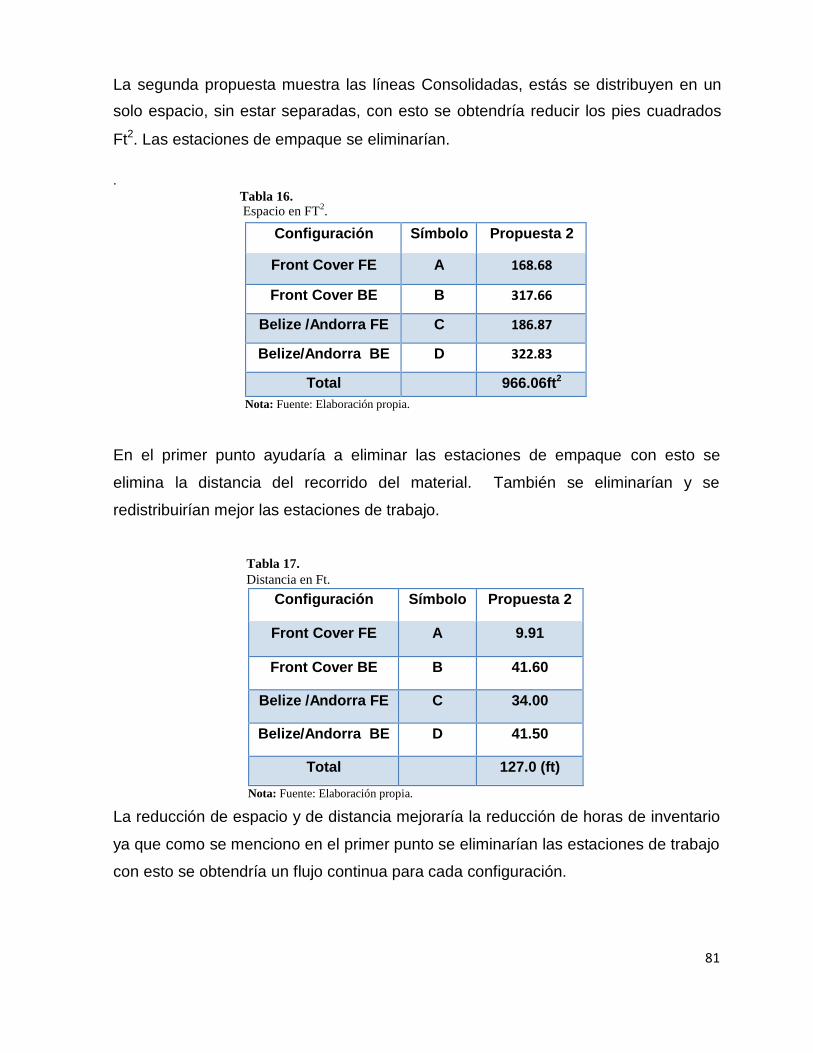
La segunda propuesta muestra las líneas Consolidadas, estás se distribuyen en un
solo espacio, sin estar separadas, con esto se obtendría reducir los pies cuadrados
Ft2. Las estaciones de empaque se eliminarían.
.
Tabla 16. Espacio en FT
2.
Configuración Símbolo Propuesta 2
Front Cover FE A 168.68
Front Cover BE B 317.66
Belize /Andorra FE C 186.87
Belize/Andorra BE D 322.83
Total 966.06ft2
Nota: Fuente: Elaboración propia.
En el primer punto ayudaría a eliminar las estaciones de empaque con esto se
elimina la distancia del recorrido del material. También se eliminarían y se
redistribuirían mejor las estaciones de trabajo.
Tabla 17.
Distancia en Ft.
Configuración Símbolo Propuesta 2
Front Cover FE A 9.91
Front Cover BE B 41.60
Belize /Andorra FE C 34.00
Belize/Andorra BE D 41.50
Total 127.0 (ft)
Nota: Fuente: Elaboración propia.
La reducción de espacio y de distancia mejoraría la reducción de horas de inventario
ya que como se menciono en el primer punto se eliminarían las estaciones de trabajo
con esto se obtendría un flujo continua para cada configuración.
81
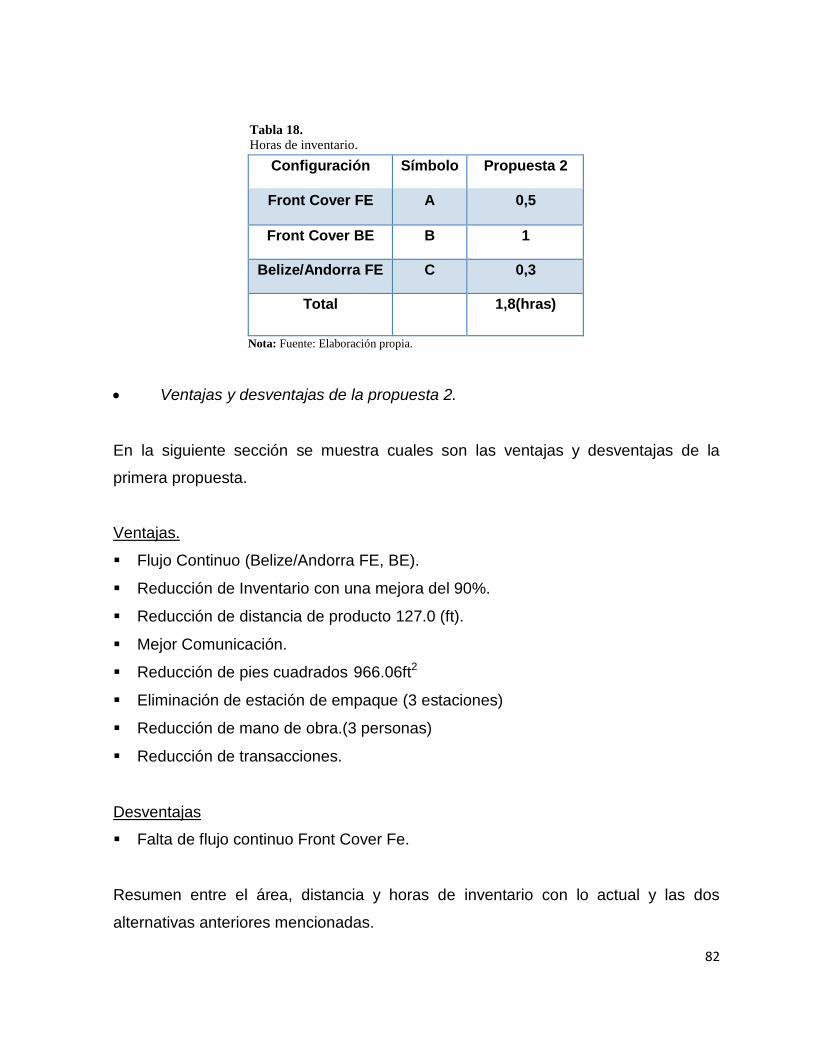
Tabla 18.
Horas de inventario.
Configuración Símbolo Propuesta 2
Front Cover FE A 0,5
Front Cover BE B 1
Belize/Andorra FE C 0,3
Total 1,8(hras)
Nota: Fuente: Elaboración propia.
Ventajas y desventajas de la propuesta 2.
En la siguiente sección se muestra cuales son las ventajas y desventajas de la
primera propuesta.
Ventajas.
Flujo Continuo (Belize/Andorra FE, BE).
Reducción de Inventario con una mejora del 90%.
Reducción de distancia de producto 127.0 (ft).
Mejor Comunicación.
Reducción de pies cuadrados 966.06ft2
Eliminación de estación de empaque (3 estaciones)
Reducción de mano de obra.(3 personas)
Reducción de transacciones.
Desventajas
Falta de flujo continuo Front Cover Fe.
Resumen entre el área, distancia y horas de inventario con lo actual y las dos
alternativas anteriores mencionadas.
82
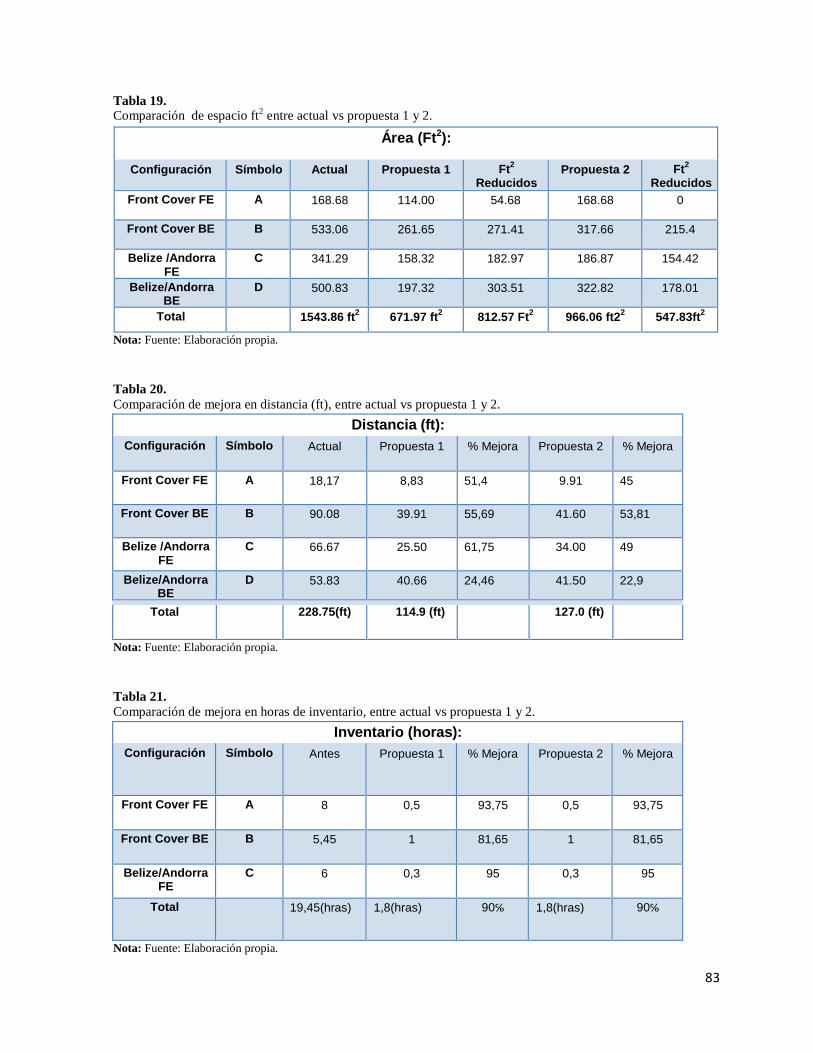
Tabla 19. Comparación de espacio ft
2 entre actual vs propuesta 1 y 2.
Área (Ft2):
Configuración Símbolo Actual Propuesta 1 Ft2
Reducidos Propuesta 2 Ft
2
Reducidos
Front Cover FE A 168.68 114.00 54.68 168.68 0
Front Cover BE B 533.06 261.65 271.41 317.66 215.4
Belize /Andorra FE
C 341.29 158.32 182.97 186.87 154.42
Belize/Andorra BE
D 500.83 197.32 303.51 322.82 178.01
Total 1543.86 ft2
671.97 ft2
812.57 Ft2
966.06 ft22
547.83ft2
Nota: Fuente: Elaboración propia.
Tabla 20.
Comparación de mejora en distancia (ft), entre actual vs propuesta 1 y 2.
Distancia (ft):
Configuración Símbolo Actual Propuesta 1 % Mejora Propuesta 2 % Mejora
Front Cover FE A 18,17 8,83 51,4 9.91 45
Front Cover BE B 90.08 39.91 55,69 41.60 53,81
Belize /Andorra FE
C 66.67 25.50 61,75 34.00 49
Belize/Andorra BE
D 53.83 40.66 24,46 41.50 22,9
Total 228.75(ft) 114.9 (ft) 127.0 (ft)
Nota: Fuente: Elaboración propia.
Tabla 21.
Comparación de mejora en horas de inventario, entre actual vs propuesta 1 y 2.
Inventario (horas):
Configuración Símbolo Antes Propuesta 1 % Mejora Propuesta 2 % Mejora
Front Cover FE A 8 0,5 93,75 0,5 93,75
Front Cover BE B 5,45 1 81,65 1 81,65
Belize/Andorra FE
C 6 0,3 95 0,3 95
Total 19,45(hras) 1,8(hras) 90℅ 1,8(hras) 90℅
Nota: Fuente: Elaboración propia.
83
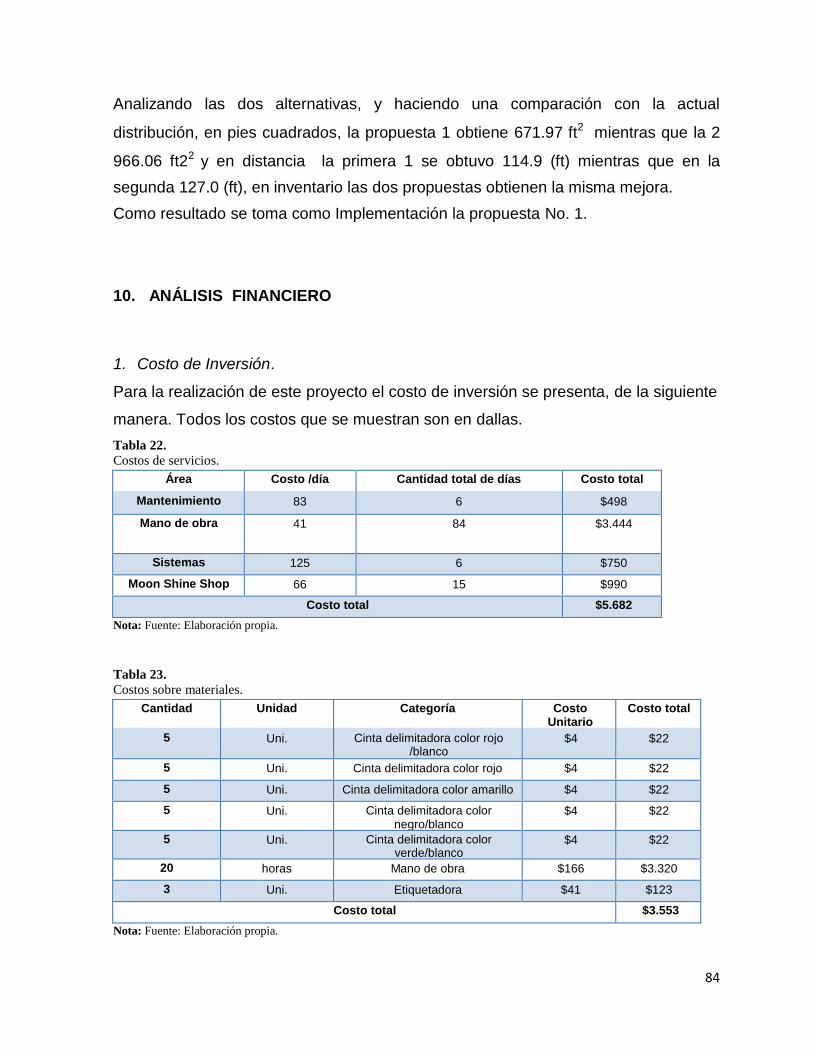
Analizando las dos alternativas, y haciendo una comparación con la actual
distribución, en pies cuadrados, la propuesta 1 obtiene 671.97 ft2 mientras que la 2
966.06 ft22 y en distancia la primera 1 se obtuvo 114.9 (ft) mientras que en la
segunda 127.0 (ft), en inventario las dos propuestas obtienen la misma mejora.
Como resultado se toma como Implementación la propuesta No. 1.
10. ANÁLISIS FINANCIERO
1. Costo de Inversión.
Para la realización de este proyecto el costo de inversión se presenta, de la siguiente
manera. Todos los costos que se muestran son en dallas.
Tabla 22.
Costos de servicios.
Área Costo /día Cantidad total de días Costo total
Mantenimiento 83 6 $498
Mano de obra 41 84 $3.444
Sistemas 125 6 $750
Moon Shine Shop 66 15 $990
Costo total $5.682
Nota: Fuente: Elaboración propia.
Tabla 23.
Costos sobre materiales.
Cantidad Unidad Categoría Costo Unitario
Costo total
5 Uni. Cinta delimitadora color rojo /blanco
$4 $22
5 Uni. Cinta delimitadora color rojo $4 $22
5 Uni. Cinta delimitadora color amarillo $4 $22
5 Uni. Cinta delimitadora color negro/blanco
$4 $22
5 Uni. Cinta delimitadora color verde/blanco
$4 $22
20 horas Mano de obra $166 $3.320
3 Uni. Etiquetadora $41 $123
Costo total $3.553
Nota: Fuente: Elaboración propia.
84
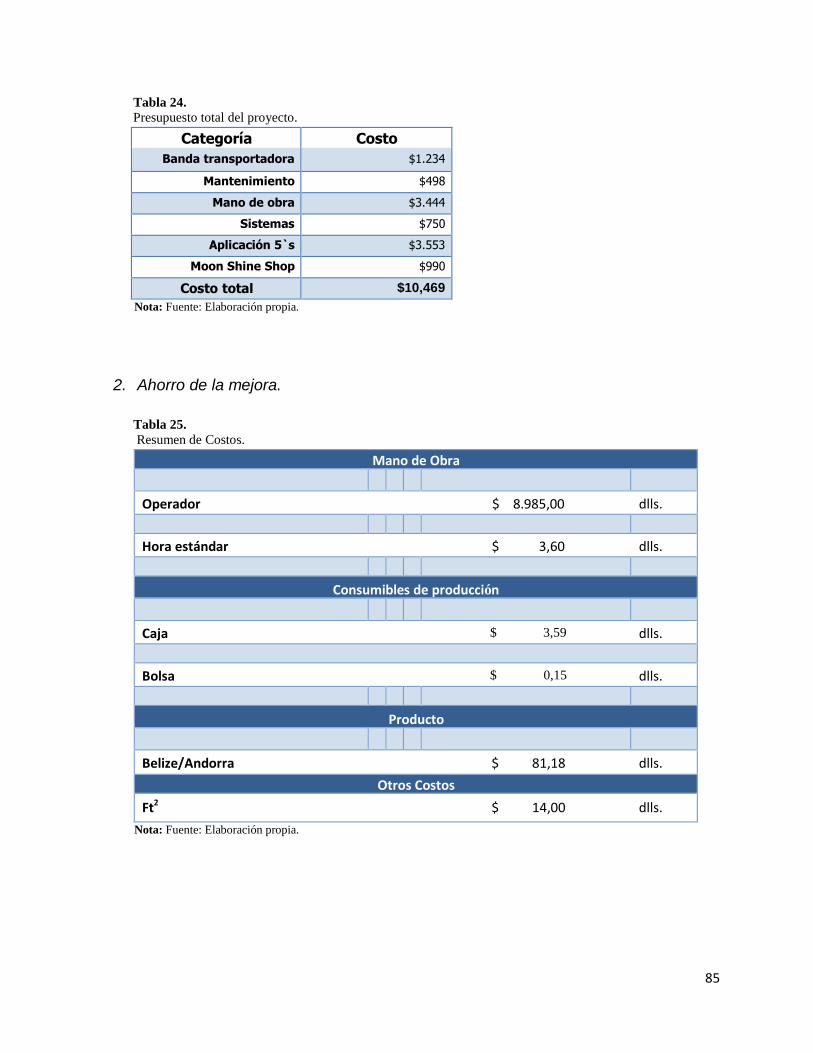
Tabla 24.
Presupuesto total del proyecto.
Categoría Costo
Banda transportadora $1.234
Mantenimiento $498
Mano de obra $3.444
Sistemas $750
Aplicación 5`s $3.553
Moon Shine Shop $990
Costo total $10,469
Nota: Fuente: Elaboración propia.
2. Ahorro de la mejora.
Tabla 25.
Resumen de Costos.
Mano de Obra
Operador $ 8.985,00 dlls.
Hora estándar $ 3,60 dlls.
Consumibles de producción
Caja $ 3,59 dlls.
Bolsa $ 0,15 dlls.
Producto
Belize/Andorra $ 81,18 dlls.
Otros Costos
Ft2 $ 14,00 dlls.
Nota: Fuente: Elaboración propia.
85

Ahorro en Ft2.
Datos para realizar el cálculo: Tabla 26. Reducción Total en Ft
2.
Reducción ft2
812,57ft2
Nota: Fuente: Elaboración propia.
Tabla 27. Calculo de ahorro en Ft
2 dlls.
Configuración Símbolo Antes Después Ft2
Reducidos Ahorro dlls
Front Cover FE A 168.68 114.00 54.68 76.52
Front Cover BE B 533.06 261.65 271.41 399.74
Belize /Andorra FE
C 341.29 158.32 182.97 2561.58
Belize/Andorra BE
D 500.83 197.32 303.51 4249.14
Total 1543.86 ft
2 671.97 ft
2 812.57 Ft2 15,302 dlls
Total
$15,302 dlls
Nota: Fuente: Elaboración propia.
Ahorro del empaque:
Datos para hacer el cálculo:
Tabla 28.
Datos para realizar el cálculo de ahorro en materia prima (caja y bolsa).
Precio actual de empaque
Artículo No. Parte Precio/U Cantidad Price/M
Caja 5680247R20 $ 3,59 100 $359,00
Bolsa 5680247R32 $ 0,15 1.000 $150,00
Nota: Fuente: Elaboración propia.
86
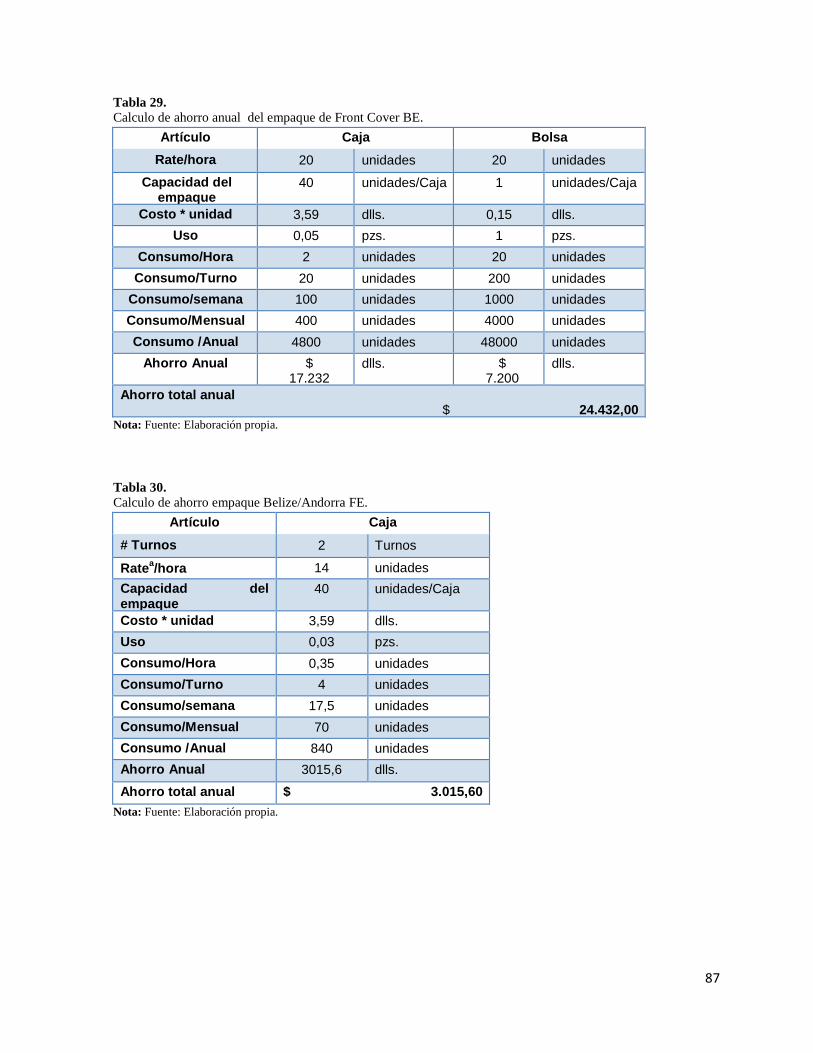
Tabla 29.
Calculo de ahorro anual del empaque de Front Cover BE.
Artículo Caja Bolsa
Rate/hora 20 unidades 20 unidades
Capacidad del empaque
40 unidades/Caja 1 unidades/Caja
Costo * unidad 3,59 dlls. 0,15 dlls.
Uso 0,05 pzs. 1 pzs.
Consumo/Hora 2 unidades 20 unidades
Consumo/Turno 20 unidades 200 unidades
Consumo/semana 100 unidades 1000 unidades
Consumo/Mensual 400 unidades 4000 unidades
Consumo /Anual 4800 unidades 48000 unidades
Ahorro Anual $ 17.232
dlls. $ 7.200
dlls.
Ahorro total anual $ 24.432,00
Nota: Fuente: Elaboración propia.
Tabla 30.
Calculo de ahorro empaque Belize/Andorra FE.
Artículo Caja
# Turnos 2 Turnos
Ratea/hora 14 unidades
Capacidad del empaque
40 unidades/Caja
Costo * unidad 3,59 dlls.
Uso 0,03 pzs.
Consumo/Hora 0,35 unidades
Consumo/Turno 4 unidades
Consumo/semana 17,5 unidades
Consumo/Mensual 70 unidades
Consumo /Anual 840 unidades
Ahorro Anual 3015,6 dlls.
Ahorro total anual $ 3.015,60
Nota: Fuente: Elaboración propia.
87

Ahorro de personal:
Tabla 31.
Calculo de ahorro en mano de obra.
Mano de obra
Número de operadores reducidos
3
Costo por operador 8965.60
Ahorro Total $ 26.895,00 Nota: Fuente: Elaboración propia.
Ahorro en tiempo en distancia.
Datos para el cálculo:
Tabla 32.
Distancia en ft antes de la implementación.
Antes
Configuración Símbolo Distancia (FT):
Front Cover FE A 18,17
Front Cover BE B 90,83
Belize FE C 66,67
Belize BE D 53,83
Total en ft 229,5
Nota: Fuente: Elaboración propia.
Tabla 33.
Distancia en ft después de la implementación.
Después
Configuración Símbolo Distancia (FT):
Front Cover FE A 6,90
Front Cover BE B 34,17
Belize FE C 30,00
Belize BE D 33,00
Total en ft 104,07
Nota: Fuente: Elaboración propia.
88

Tabla 34.
Calculo de horro en distancia.
Datos Categoría
Total ft ahorrados 125,43 ft
Total en Tiempo en seg. 596019 seg.
Total en Tiempo en min. 165,5608333 min.
Total Tiempo en horas/Turno
2,76 horas
Total Tiempo semana 13,80 hrs.
Total semana 289,73 horas
Total por mes 3476,78 horas
Costo por hora 3,6 dlls.
Total ahorro dlls. $ 12.516,40 dlls.
Nota: Fuente: Elaboración propia.
Tabla 35.
Sumario de ahorro total del proyecto.
Categoría Ahorro en dlls.
Empaque FE $ 24,432
Empaque BE $ 3,015
Ft2 $ 15,302
Mano de obra $ 26,895
Tiempo en distancia $ 14,321
Ahorro Total $ 83,965
Nota: Fuente: Elaboración propia.
3. Ganancia.
Tabla 36.
Calculo de la ganancia del proyecto.
Ganancia
Ahorro de implementación $83,965
Costo de inversión $10,469
Ganancia $73,469
Nota: Fuente: Elaboración propia.
4. ROI = $83,965 = 8 meses.
$10,469
89

11. PLAN DE TRABAJO
El plan de trabajo que se debe de organizar, necesita ser claro y conciso, de forma
que se comprenda al interpretarlo en la gráfica de Gantt, la cual nos es de apoyo
para realizar las actividades en su debido tiempo y momento.
Al realizar esta gráfica, se tomaron ciertos puntos más importantes que permitirán
establecer orden y balance de de la línea, que al mismo tiempo permitirá reducir los
costos de perdida monetaria a la empresa Motorola Solutions.
A continuación se puede observar la gráfica de Gantt, con las primeras actividades
que se llevaran a cabo durante el año Enero -Abril 2014 la primera etapa Causa Raíz
del problema.
90

91
Figura 33.Actividades para realizar el proyecto. Fuente: Elaboración propia.

12. IMPLEMENTACIÓN FÍSICA DEL PROYECTO-MEJORA
En este apartado se detallara paso a paso la implementación del proyecto propuesta
No.1, de acuerdo al plan de trabajo.
1. Detectar causa raíz del problema de la línea PCR´S.
1.1. Programar junta para el personal de soporte: (Ingeniería Industrial, Procesos,
Supervisor, Prueba y Técnicos) esta se llevo a cabo dentro del turno normal.
Figura 34.Equipo de soporte.
Fuente: Elaboración propia.
1.2. Realizar lluvia de ideas: El personal de soporte realizo lluvia de ideas para la
implementación de las mejoras en la línea de PCR´S.
Figura 35.Esquema de Lluvia de ideas.
Fuente: Elaboración propia.
1.3. Diseñar diagrama de pescado: Este se llevo a cabo con el personal de soporte
en un lapso de tres días, para dar posibles soluciones al problema.
92
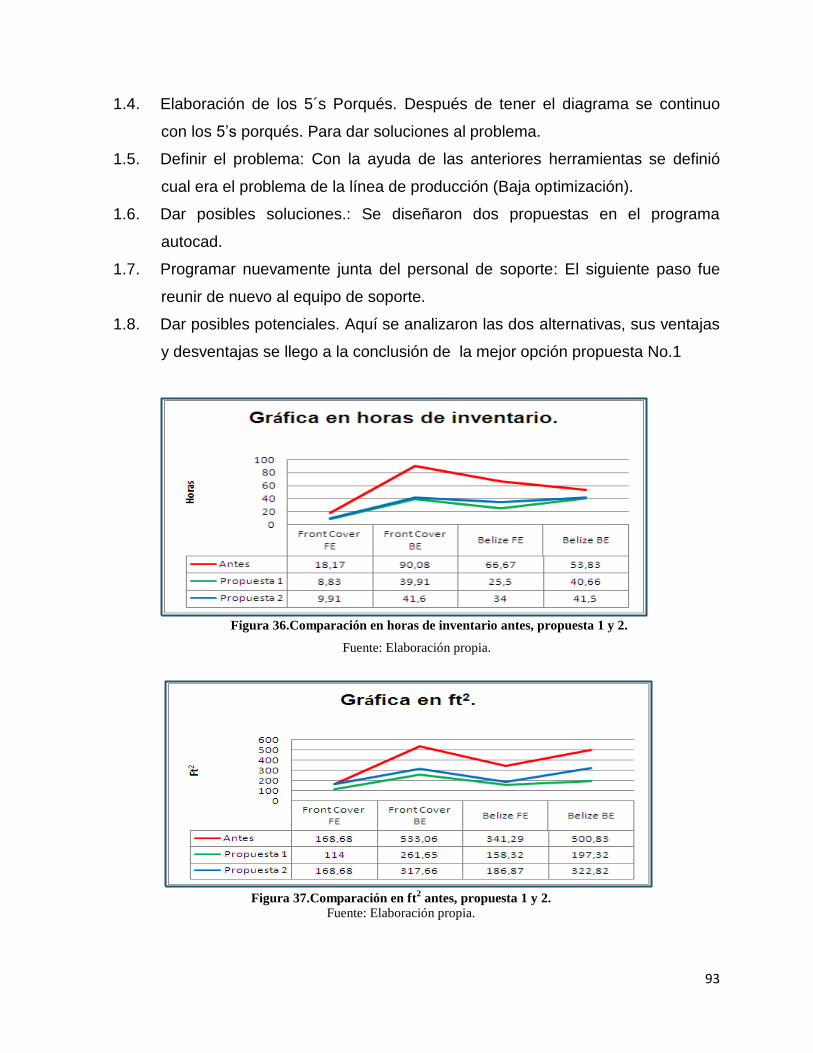
1.4. Elaboración de los 5´s Porqués. Después de tener el diagrama se continuo
con los 5’s porqués. Para dar soluciones al problema.
1.5. Definir el problema: Con la ayuda de las anteriores herramientas se definió
cual era el problema de la línea de producción (Baja optimización).
1.6. Dar posibles soluciones.: Se diseñaron dos propuestas en el programa
autocad.
1.7. Programar nuevamente junta del personal de soporte: El siguiente paso fue
reunir de nuevo al equipo de soporte.
1.8. Dar posibles potenciales. Aquí se analizaron las dos alternativas, sus ventajas
y desventajas se llego a la conclusión de la mejor opción propuesta No.1
Figura 36.Comparación en horas de inventario antes, propuesta 1 y 2.
Fuente: Elaboración propia.
Figura 37.Comparación en ft2
antes, propuesta 1 y 2. Fuente: Elaboración propia.
93
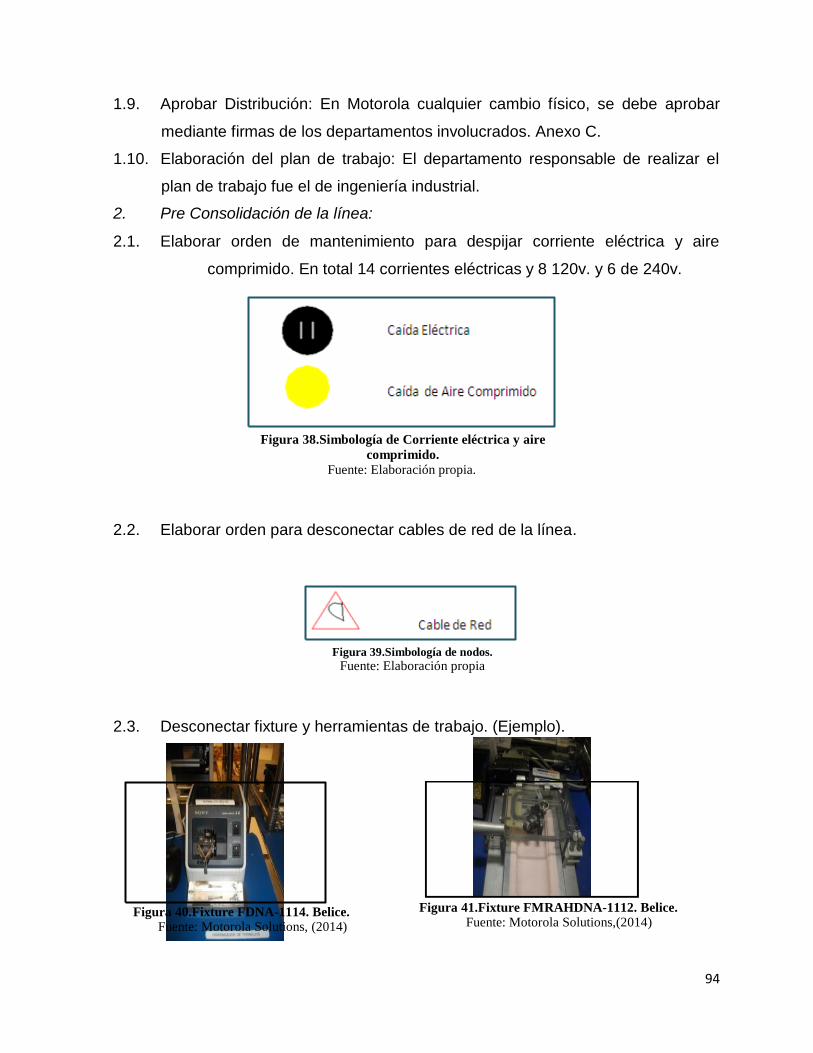
Figura 41.Fixture FMRAHDNA-1112. Belice. Fuente: Motorola Solutions,(2014)
1.9. Aprobar Distribución: En Motorola cualquier cambio físico, se debe aprobar
mediante firmas de los departamentos involucrados. Anexo C.
1.10. Elaboración del plan de trabajo: El departamento responsable de realizar el
plan de trabajo fue el de ingeniería industrial.
2. Pre Consolidación de la línea:
2.1. Elaborar orden de mantenimiento para despijar corriente eléctrica y aire
comprimido. En total 14 corrientes eléctricas y 8 120v. y 6 de 240v.
Figura 38.Simbología de Corriente eléctrica y aire
comprimido.
Fuente: Elaboración propia.
2.2. Elaborar orden para desconectar cables de red de la línea.
Figura 39.Simbología de nodos.
Fuente: Elaboración propia
2.3. Desconectar fixture y herramientas de trabajo. (Ejemplo).
Figura 40.Fixture FDNA-1114. Belice. Fuente: Motorola Solutions, (2014)
94

2.4. Fabricar dos bandas transportadoras: Estas serán hechas por el área de Moon
Shine Shop. (37pulgadas de altura por 5 pies de anchura.) Anexo D.
Figura 42.Carrito transportador.
Fuente: Motorola Solutions,(2014)
3. Consolidación de la línea:
3.1. Reacomodo de estaciones de trabajo al nuevo espacio asignado.
Figura 43.Mesa de trabado estándar. Fuente: Motorola Solutions,(2014)
95

3.2. Eliminación de las estaciones de empaque:
Se eliminaron 3 estaciones de empaque asimismo la materia prima.
Figura 45.Bolsa de plástico. Fuente: Motorola Solutions,(2014)
Figura 44.Caja con capacidad de
40 unidades. Fuente: Motorola Solutions,(2014)
3.3. Reacomodo de tapetes anti fatiga: Se colocaron tapetes anti fatiga a la línea
de PCR`S.
3.4. Conectar equipos y fixture de acuerdo a las instalaciones: El equipo de
soporte de prueba son los encargados de conectar los equipos.
Figura 46.Equipos de Prueba de Funcional. Fuente: Motorla Solutions,(2014)
3.5. Aplicación de fábrica de futuro: Se coloco información visual de acuerdo a los
estándares de la empresa, por ejemplo.
96
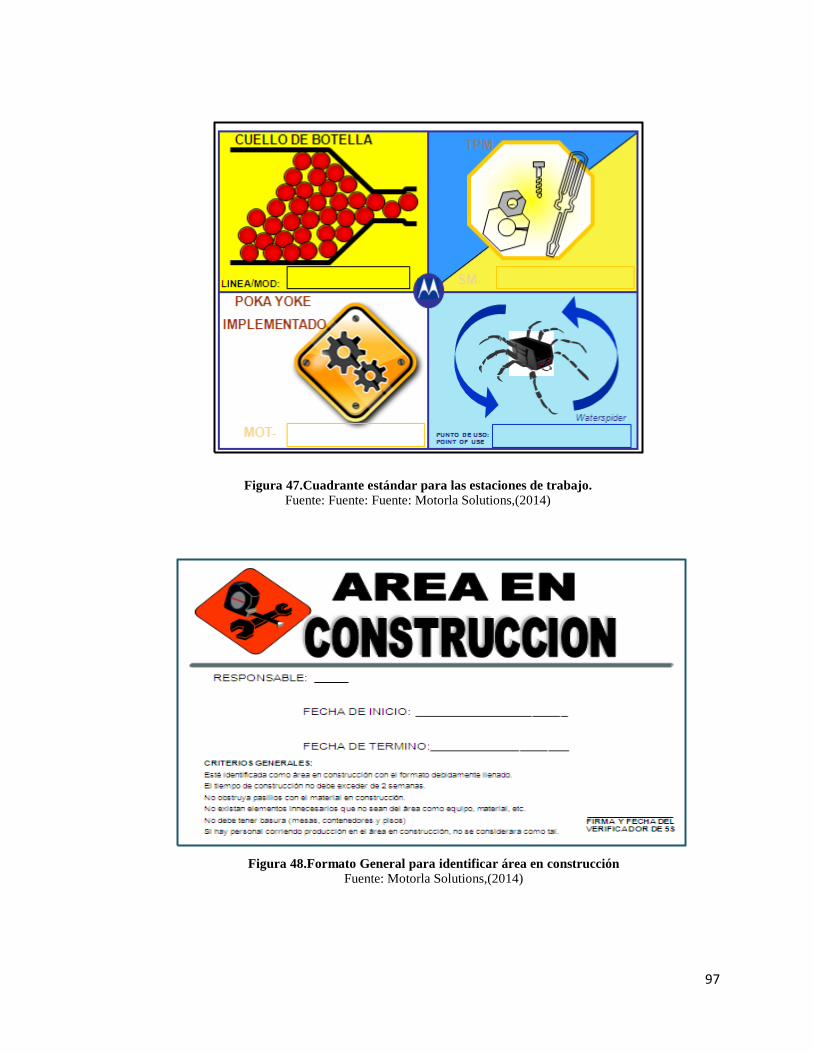
Figura 47.Cuadrante estándar para las estaciones de trabajo. Fuente: Fuente: Fuente: Motorla Solutions,(2014)
Figura 48.Formato General para identificar área en construcción Fuente: Motorla Solutions,(2014)
97
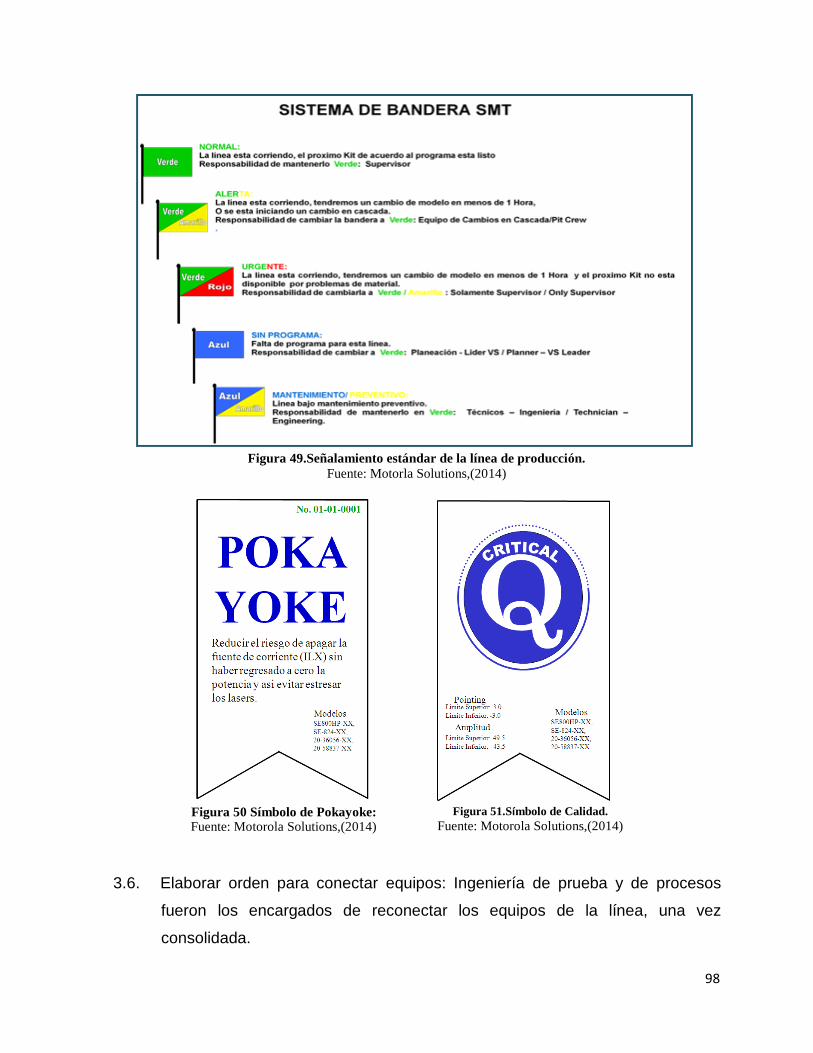
Figura 49.Señalamiento estándar de la línea de producción.
Fuente: Motorla Solutions,(2014)
Figura 50 Símbolo de Pokayoke: Fuente: Motorola Solutions,(2014)
Figura 51.Símbolo de Calidad.
Fuente: Motorola Solutions,(2014)
3.6. Elaborar orden para conectar equipos: Ingeniería de prueba y de procesos
fueron los encargados de reconectar los equipos de la línea, una vez
consolidada.
98
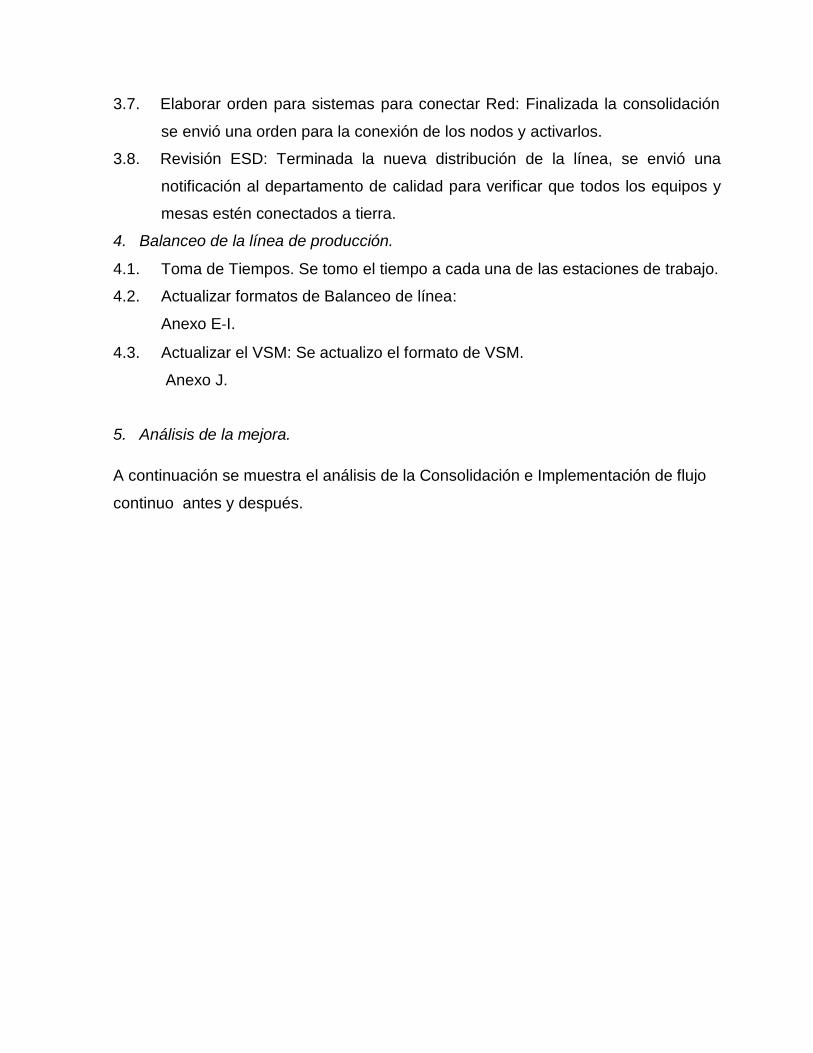
3.7. Elaborar orden para sistemas para conectar Red: Finalizada la consolidación
se envió una orden para la conexión de los nodos y activarlos.
3.8. Revisión ESD: Terminada la nueva distribución de la línea, se envió una
notificación al departamento de calidad para verificar que todos los equipos y
mesas estén conectados a tierra.
4. Balanceo de la línea de producción.
4.1. Toma de Tiempos. Se tomo el tiempo a cada una de las estaciones de trabajo.
4.2. Actualizar formatos de Balanceo de línea:
Anexo E-I.
4.3. Actualizar el VSM: Se actualizo el formato de VSM.
Anexo J.
5. Análisis de la mejora.
A continuación se muestra el análisis de la Consolidación e Implementación de flujo
continuo antes y después.

Ho
as
Inventario en horas.
9.00 8.00 7.00 6.00 5.00 4.00 3.00 2.00 1.00 0.00
Antes
Después
Front Cover FE
8.00
0.50
Front Cover BE
3.64
0.26
Belize FE
4.00
0.30
Belize BE
0
0
Figura 54.Análisis en horas de inventario antes y después Fuente: Elaboración propia.
En la gráfica anterior se observa, la implementación de flujo continuo y con esto la
reducción en horas de inventario fue de un 93% en la línea de PCR´S. análisis
Figura 55.Análisis en horas de inventario antes y después Fuente: Elaboración propia.
Se muestra un 51% de mejora en distancia de recorrido del material.
102
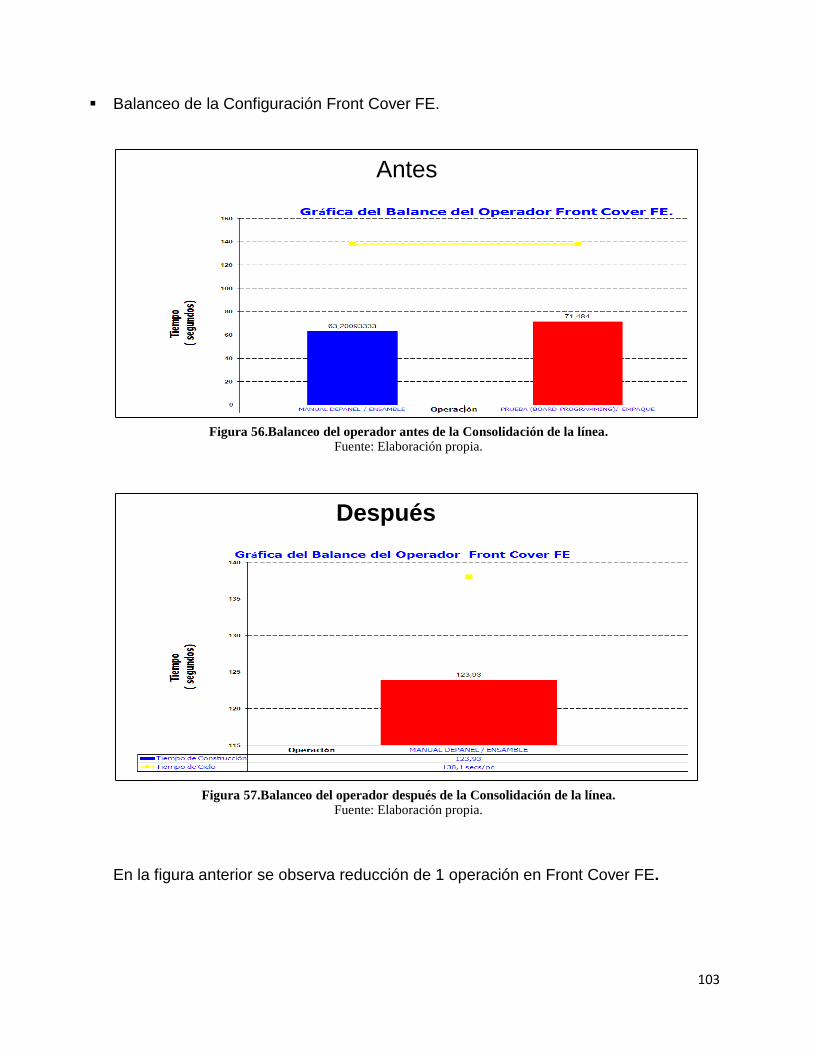
Balanceo de la Configuración Front Cover FE.
Antes
Figura 56.Balanceo del operador antes de la Consolidación de la línea. Fuente: Elaboración propia.
Después
Figura 57.Balanceo del operador después de la Consolidación de la línea. Fuente: Elaboración propia.
En la figura anterior se observa reducción de 1 operación en Front Cover FE.
103
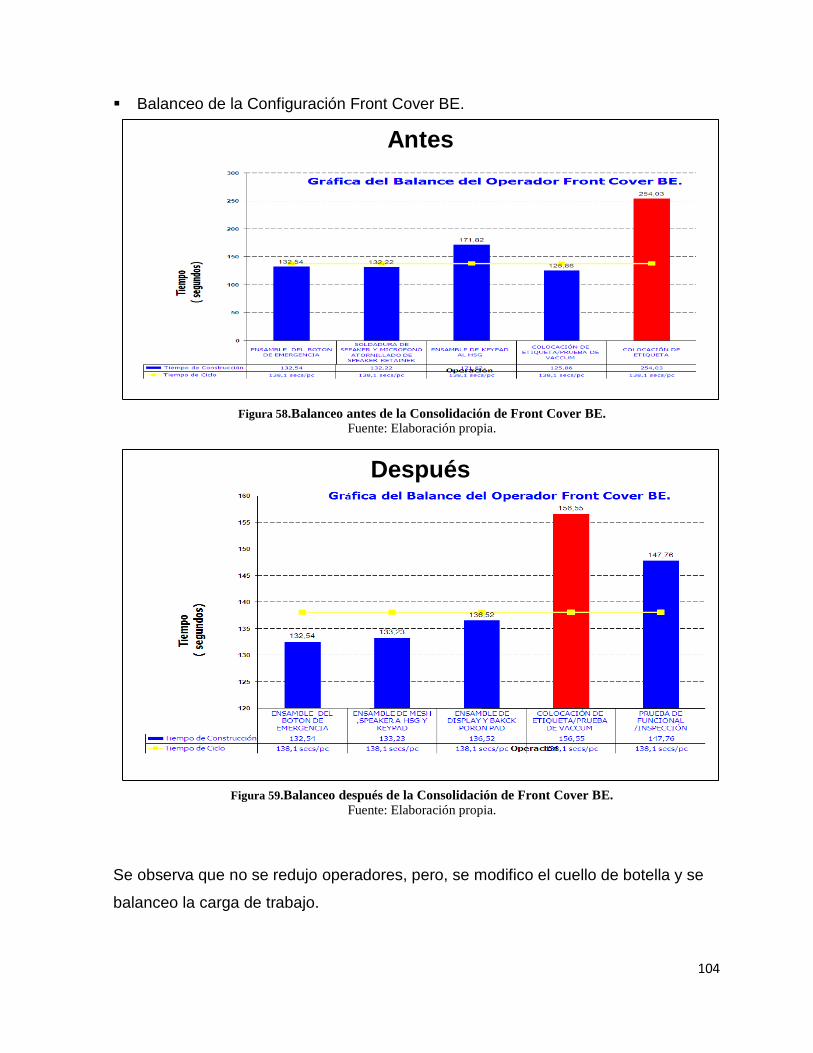
Balanceo de la Configuración Front Cover BE.
Antes
Figura 58.Balanceo antes de la Consolidación de Front Cover BE. Fuente: Elaboración propia.
Después
Figura 59.Balanceo después de la Consolidación de Front Cover BE. Fuente: Elaboración propia.
Se observa que no se redujo operadores, pero, se modifico el cuello de botella y se
balanceo la carga de trabajo.
104

Balanceo de la configuración Belize/Andorra FE.
Antes
Figura 60.Balanceo antes de la Consolidación Belize/Andorra FE. Fuente: Elaboración propia.
Después
Figura 61.Balanceo después de la Consolidación Belize/Andorra FE. Fuente: Elaboración propia.
Como se observa se redujo 1 operación en Belize/Andorra FE.
105

Balanceo de la configuración Belize/Andorra BE.
Antes
Figura 62.Balanceo antes de la Consolidación Belize/Andorra BE. Fuente: Elaboración propia.
Después
Figura 63.Balanceo después de la Consolidación Belize/Andorra BE. Fuente: Elaboración propia.
106

2
6
Nú
me
o
2
6
Nú
me
o
De la información anterior se concluye la reducción de operadores antes y
después de la consolidación.
Total 3 operadores.
Antes
Total de número de operadores
4
0
2 Front
Cover FE
5 Front
Cover BE
3 4 Belize Belize No. Operadores
/Andorra /Andorra FE BE
Configuración
Figura 64.Cantidad de Operadores antes de la Consolidación. Fuente: Elaboración propia.
Después
Total de número de operadores
4
0
1 Front
Cover FE
5 Front
Cover BE
2 Belize
/Andorra FE
3 Belize No. Operadores
/Andorra BE
Configuración
Figura 65.Cantidad de Operadores después de la Consolidación. Fuente: Elaboración propia.
107
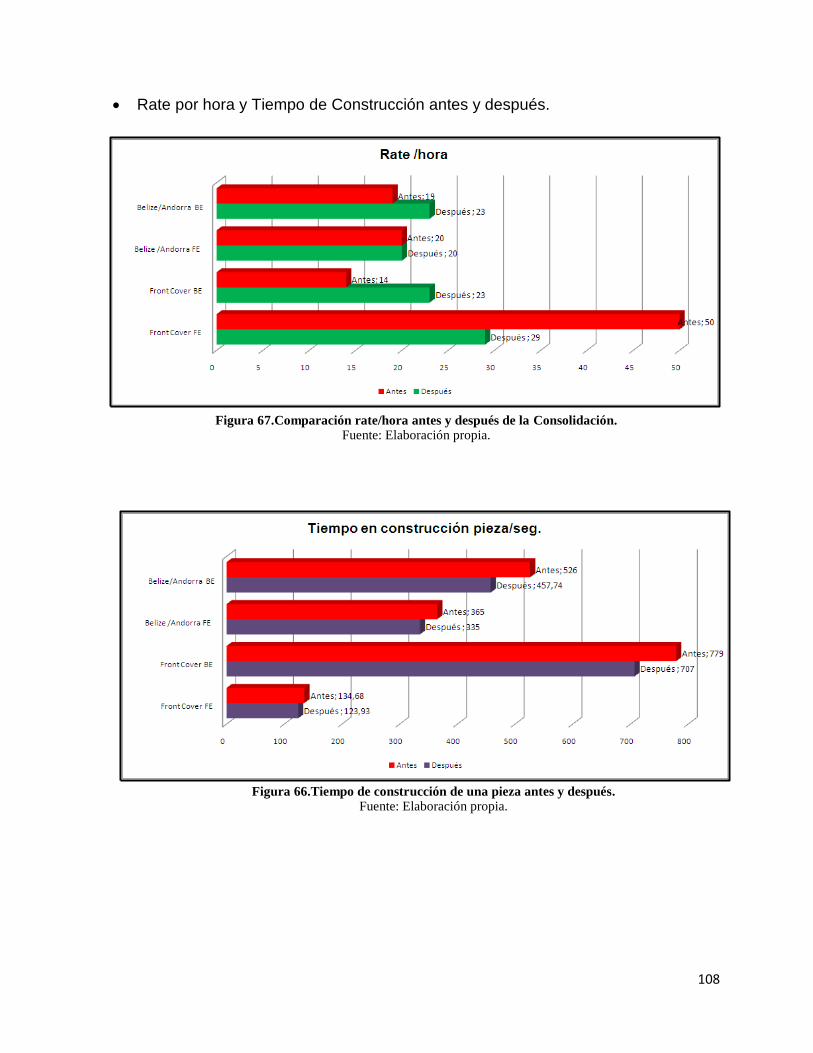
Rate por hora y Tiempo de Construcción antes y después.
Figura 67.Comparación rate/hora antes y después de la Consolidación. Fuente: Elaboración propia.
Figura 66.Tiempo de construcción de una pieza antes y después. Fuente: Elaboración propia.
108

109
Haciendo un análisis de los dos diagramas anteriores se deduce lo siguiente.
Figura 70.Comparación de espacio en ft2
antes y después. Fuente: Elaboración propia.
La gráfica anterior muestra el espacio el cual se redujo obteniendo una mejora del
60%.
En la siguiente tabla se muestra el resumen del antes y después de la Consolidación
e implementación de flujo continuo en la línea.
Tabla 37.
Comparación antes y después de la consolidación de la línea PCR`S.
Nota: Fuente: Elaboración propia.
Se puede concluir que se tiene obtuvo una mejora del 71/% en la línea de PCR´S.
111

13. CONTROLES PARA DETERMINAR LA MEJORA A TRAVÉS DEL TIEMPO.
Los planes de mejoras necesitan determinar controles que permiten realizar su
seguimiento detallado para garantizar eficacia y eficiencia. La jerarquización de las
acciones implicará especificar tareas y asignar responsables, lo que obligará a
realizar gestiones de manera que se asegure el logro de los objetivos propuestos y
por consiguiente la mejora de optimación de la línea de PCR´S
Es importante asignar el responsable de su seguimiento, control y evaluación. El
monitoreo de las acciones de mejora y el cumplimiento de las tareas a ejecutar son
aspectos importantes a tener en cuenta. La autorregulación debe ser el resultado de
los avances y logros en el cumplimiento de cada tarea, revisados periódicamente y
plasmar en informes o reportes bimestrales o trimestrales.
Se debe realizar un plan de entrenamiento para que el balanceo de la línea funcione,
controlar la rotación del personal, cursos y capacitación tanto para los integrantes
nuevos como los actuales, mejorar continuamente actualizando los formatos de
ayudas visuales y alertas de calidad, cartas de procesos.
Anadir un formato de Análisis de Materiales Críticos de la línea para se controle las
horas de inventario. Esto nos ayudara a saber cuánto material se debe de tener en la
línea de producción.
Se añadió un formato de control de actividades que se deben de ejecutar durante
un movimiento de línea.
114

115
Figura 73.Formato de análisis críticos de material. Fuente: Elaboración propia.
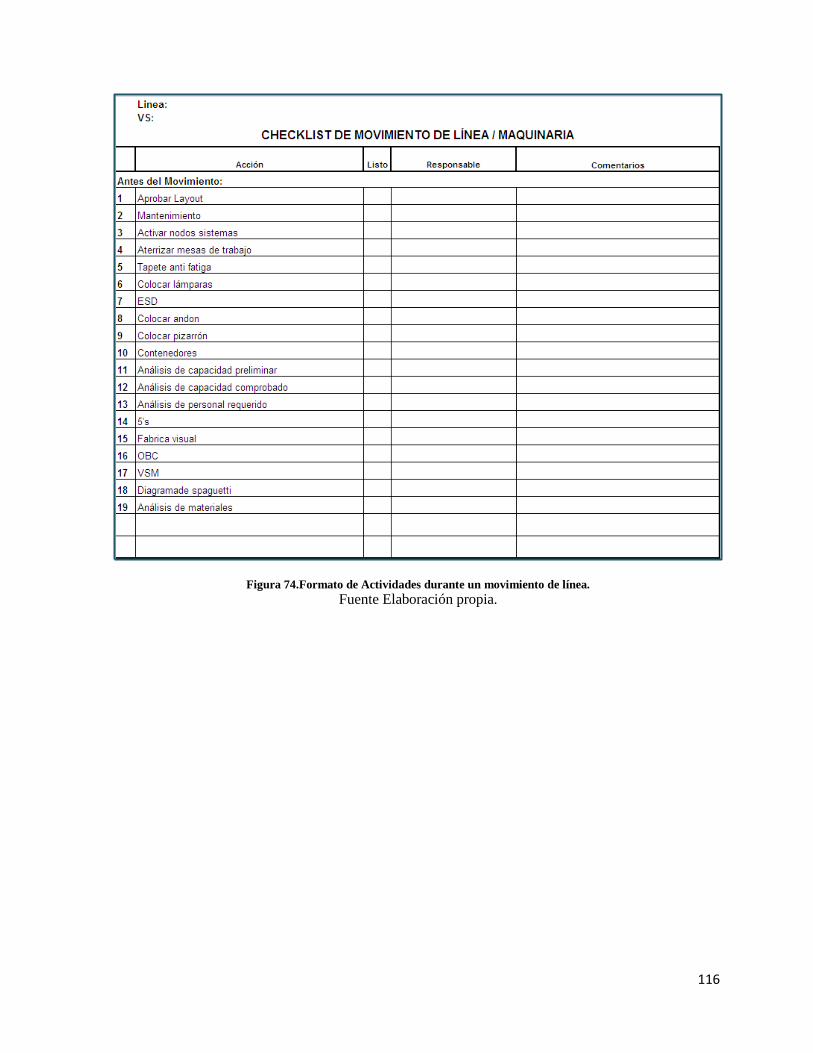
Figura 74.Formato de Actividades durante un movimiento de línea.
Fuente Elaboración propia.
116
CONCLUSIONES
El proyecto que se realizo ha contribuido de manera muy importante para identificar y
resaltar los puntos que se deben cubrir para llevar a cabo una implementación
exitosa de la consolidación e implementación de flujo continuo.
La distribución de la línea de producción es la integración de toda la maquinaria,
materiales, recursos humanos, es una gran unidad operativa, como consecuencia de
lo anteriormente dicho se deduce que la adecuada planeación y diseño que se
realice de la distribución dependerá el buen funcionamiento de los procesos que se
ejecuten en la empresa.
Cabe mencionar que el objetivo general para determinar cómo re -distribuir de la
mejor manera la línea PCR’S Belize/Andorra, para así reducir espacio, horas de
inventarios, sobre procesos, manos de obra y horas estándares se cumplió, se
diseñaron dos distribuciones como propuesta y después de analizar cada una de
ellas, se obtuvieron resultados con mayor optimización de la línea con la elección de
la presupuesta No.1. Con esta nueva distribución se elimino el proceso de empaque
y 6 estaciones de trabajo, lo que representan 812.57 Ft2.
Se llevó a cabo el balanceo de la línea después de su consolidación, mejorando el
tiempo de construcción del producto, y también un control de horas de inventario.
Al concluir este proyecto se obtuvo beneficio para la empresa y para los que
realizaron este proyecto, pues se adquirió experiencia en el análisis de problemas,
encontrar causas y soluciones de los mismos así como el conocer que herramientas
implementar para la Consolidación y flujo continuo de la línea.
117
GLOSARIO
Cinco Why´s?: Referente a 5 ¿Por qué´s? Método utilizado para encontrar
causas raíz de los problemas, así como soluciones.
Cliente: En una manufactura Lean lo más importante es el cliente y es en éste en
el que la empresa debe pensar antes que en mantener las máquinas en marcha.
Asegurar que el cliente recibe lo que quiere cuando lo quiere asegura su
satisfacción, lo cual repercutirá en las ventas.
Consolidación: Reducción de volúmenes.
Fabrica visual: Es un concepto de manufactura esbelta que hace énfasis en la
necesidad de colocar información critica donde se necesite.
JIT: Siglas en ingles de Just In Time, lo que significa justo a tiempo, se refiera a
los productos elaborados de acuerdo al tiempo determinado que el cliente pide.
Lean manufacturing: Manufactura esbelta.
Mejora Continua: El término mejora continua se describe como una mejora de
los productos, procesos o servicios que aumente con el tiempo con el objetivo de
reducir pérdidas, incrementar la funcionalidad del sitio del trabajo, mejorar el
servicio al cliente y la actividad del producto.
Pokayoke: Dispositivo que permite al ser humano evitar errores que perjudiquen
el trabajo diario.
118
Rohs:(De las siglas en Inglés Restriction of Hazardous Substances) Se refiere a
la directiva 2002/95/CE de Restricción de ciertas Sustancias Peligrosas en
aparatos eléctricos y electrónicos.
SMED: por sus siglas en ingles Single-Minute Exchange of Dies (cambio de
herramienta en un solo digito de minuto). Shingo,(989)
Tormenta de ideas: Herramienta por medio de la cual se puede potenciar la
participación y la creatividad de un grupo de personas, enfocándolas hacia un
objetivo común.
119

FUENTES DE INFORMACIÓN
B.Zandin, K. (2005). Maynard,Manual del Ingeniero Industrial. McGraw Hill.
Brambila, G. (2013). Introduccion a la Ingenieria de proceso. Limusa.
Brandl, D. (2008). Los Gurus de la Calidad . McGraw Hill.
Calva, R. C. (2009). Analisis de la Cadena de Valor.
Criollo, R. G. (2005). Estudio del Trabajo, Ingenieria de metodos y medicion del
trabajo. (Inte, Ed.) Mc Graw Hill.
Cubero, I. A. (2002). Balanceo de lineas de Produccion. San Nicolas de los Garza.
Ferreira, A. V. (2009). Aumento de la eficiencia del despliegue de operaciones de la
linea de vestidura de cabina de pick-up y camiones mediante la tecnica de balanceo
de linea. D.F., Mexico: Instituto Politecnico Nacional.
Fred E.Meyers, M. P. (2006). Diseño de Instalaciones de Manufactura. (Tercera, Ed.)
Pearson.
Gualsaqui, I. W. (2003). Optimización de la manufactura en la confección de la
empresa Wellman Utilizando el sistema lineal. Ecuador.
Kanawaty, G. (2002). Introduccion al estudio del trbajo. Limusa Noriega Editores.
Konz, S. (1997). Diseño de Sistemas de Trabajo. (G. Noriega, Ed.) Limusa S.A de
C.V.
Motorla Solutions, D. d. (2000). Guia de Conceptos Basicos de Lean Six Sigma.
P.Groover, M. (2007). Fundamentos de Manufactura Moderna (3era ed.). McGrawHil.
Ramos, I. C. (2001). Optimizacion de operaiones en la linea de produccion para
incrementar la productividad y disminuir el desperdicio. Monterrey.
120

Salinas, D. G. (2001). Implementación de un método para la distribución física de una
línea de producción.
Shingo. (1989). El sistema de proudccion Toyota desde el punto de vista de la
Ingenieria.
Solutions, Motorola,Departamento de Lean Six Sigma. (2000). Grafica de Balance del
Operador. Reynosa, Tamaulipas.
Tomas, I. R. (2011). Metodologia para reducir tiempos de paro de una linea de
produccion de etiquetas. Mexico D.F.
Zandin, K. B. (2005). Manual Maynard del Ingeniero Industrial . McGrawHill.
121

122