
Construcción de Una Fresadora CNC Como Prototipo Experimental v2
124
1 CONSTRUCCION DE UNA FRESADORA CNC COMO PROTOTIPO EXPERIMENTAL MIGUEL ANGEL CARRILLO MORENO UNIVERSIDAD CENTRAL FACULTAD DE INGENIERIA ELECTRONICA BOGOTÁ 2013
-
Upload
alvaro-castillo -
Category
Documents
-
view
47 -
download
0
description
tesis sobre fresadora cnc
Transcript of Construcción de Una Fresadora CNC Como Prototipo Experimental v2
1
CONSTRUCCION DE UNA FRESADORA CNC
COMO PROTOTIPO EXPERIMENTAL
MIGUEL ANGEL CARRILLO MORENO
UNIVERSIDAD CENTRAL
FACULTAD DE INGENIERIA ELECTRONICA
BOGOTÁ
2013
2
CONSTRUCCION DE UNA FRESADORA CNC
COMO PROTOTIPO EXPERIMENTAL
MIGUEL ANGEL CARRILLO MORENO
Trabajo de grado para aspirar al título de Ingeniero Electrónico
Director: Doctor Oscar Fernando Avilés Sánchez
Co-director: Ingeniero Elkin Gabriel Muskus Rincón
UNIVERSIDAD CENTRAL
FACULTAD DE INGENIERIA ELECTRONICA
BOGOTÁ
2013
3
Nota de aceptación:
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
__________________________________
Firma del presidente del jurado
__________________________________
Firma del jurado
__________________________________
Firma del jurado
Bogotá, 10/05/2013
4
DEDICATORIA
Principalmente dedico este trabajo a Dios por toda la sabiduría que nos brinda
para llevar a cabo todos los proyectos que nos trazamos en la vida.
Dedico este trabajo a mi Madre María Albina quien es la razón de mi existencia y
quien siempre ha creído y confiado en mí, eres y seguirás siendo lo más
importante en mi vida.
A Claudia Emilia por ser una persona muy especial que aunque lejos de mí por
razones divinas siempre me acompañaste, creíste en mí, me diste tus palabras de
aliento y estarás conmigo por siempre.
5
AGRADECIMIENTOS
Agradezco a Dios, a mi Madre y mi Familia por creer en mí y apoyarme, por darme
la posibilidad de ser quien soy hoy día, gracias a su apoyo y su comprensión he
podido alcanzar grandes cosas en mi vida, gracias por estar conmigo y por
compartir su conocimientos y su sabiduría conmigo.
También agradezco mis profesores quienes con sus conocimientos y su
colaboración me han permitido crecer como persona y como profesional y han
motivado el desarrollo de ideas y proyectos como el presente proyecto.
Agradezco a mis amigos y compañeros quienes con sus ideas me han permitido
abrir más posibilidades y nuevos caminos en mi vida.
Finalmente a la vida por permitirme estar acá y hacer lo que hago, lo cual me llena
y me satisface como persona.

6
“Nada dignifica más al hombre, que ser coherente con lo que piensa, lo que dice y
lo que hace”
Anónimo
7
RESUMEN
El proyecto consiste en la construcción de una máquina de fresado CNC de tipo
mesa xyz, de características tales que, las piezas a mecanizar no requieran de
alta precisión de acabado; Contempla la construcción de la mesa y las interfaces
electrónicas necesarias para comunicar al PC con los motores, no contempla un
diseño mecánico detallado ni cálculos de diseño mecánico ni resistencia de
materiales; El objetivo principal es que mediante el uso de materiales de fácil
acceso se pueda construir la mesa de trabajo y las interfaces de control y potencia
entre el PC y los motores a fin de desarrollar un producto que sea de bajo coste y
que facilite el acceso a estudiantes, aficionados y pequeñas empresas.
El proyecto busca satisfacer la necesidad de personas y empresas interesadas en
desarrollar sus propios productos y/o prototipos, facilitando el acceso a
herramientas de fabricación con tecnología CNC, sin que ello implique altas
inversiones de capital.
Se estudiaran los mecanismos de transmisión de movimiento a fin de ver cuál o
cuáles de ellos son los más efectivos para este tipo de aplicaciones, se evaluaran
las características de los mismos y se determinara en base a estas características
y a los costos de los materiales cuál de ellos será la mejor opción para
implementarlos en la máquina. Así mismo se estudiaran las características y
ventajas de los tipos de motores comúnmente usados en este tipo de máquinas y
habiendo escogido el tipo de motor a usar se diseñara y construirá las interfaces
de control para dichos motores.
En cuanto al software y teniendo en cuenta la premisa de bajo costo con la cual se
quiere diseñar la máquina, se tendrán en cuenta las opciones de software de
licencia de uso libre y algunas de pago de bajo precio y se escogerá la que
8
ofrezca mayores ventajas en cuanto a facilidad de uso y características en
general.
Finalmente con este trabajo se busca la realización de un modelo inicial que sirva
como base de diseños más sofisticados para el desarrollo de máquinas con
mejores características y mayor precisión, y que de la misma manera pueda
impulsar y facilitar la construcción de una máquina a otras personas interesadas
en llevar a cabo su construcción.
9
LISTA DE FIGURAS
Ilustración 1. Torno Paralelo (Izq.) y Fresadora Universal (Der.), tomado de Emco Group.
........................................................................................................................................................... 29
Ilustración 2. Tabla XY (Albert, 2010) ......................................................................................... 37
Ilustración 3. Voladizo (Albert, 2010) .......................................................................................... 38
Ilustración 4. Mesa móvil (Albert, 2010) ...................................................................................... 39
Ilustración 5. Pórtico móvil (Albert, 2010) ................................................................................... 40
Ilustración 6. Péndulo (Albert, 2010) ........................................................................................... 42
Ilustración 7. Máquina 5 ejes (Albert, 2010) ............................................................................... 43
Ilustración 8. Tipos de movimiento .............................................................................................. 44
Ilustración 9. Robot industrial ....................................................................................................... 45
Ilustración 10. Ejes circulares lineales, tomado de Thomson Linear ..................................... 46
Ilustración 11. Ejemplos de ejes con rodamientos circulares y rodamientos V .................... 47
Ilustración 12. Cojinete de rodamiento en bronce, tomado de Direct Industry. .................... 48
Ilustración 13. Eje lineal y Rodamientos lineales a bolas, tomado de FSK Linear Motion. 49
Ilustración 14. Corte típico de tablero de MDF .......................................................................... 53
Ilustración 15. Diseño preliminar estructura de la maquina CNC ........................................... 56
Ilustración 16. Diseño final estructura máquina CNC ............................................................... 57
Ilustración 17. Boceto usado para dimensionar el comportamiento de los objetos móviles
dentro de la máquina. .................................................................................................................... 58
Ilustración 18. Corte transversal de un rodamiento lineal a bolas .......................................... 61
Ilustración 19. Grafica polar de capacidad de carga del rodamiento según la orientación de
la carga. ........................................................................................................................................... 61
Ilustración 20. Compensación de la desalineación por el rodamiento lineal a bolas. ......... 62
Ilustración 21. Desalineación y efectos de compensación sobre un rodamiento de perfil
rectangular. ...................................................................................................................................... 63
Ilustración 22. Característica de autoalineamiento de un rodamiento circular a bolas. ...... 64
Ilustración 23. Diferentes situaciones donde se aprovecha la característica de
autoalineamiento. ........................................................................................................................... 65
Ilustración 24. Calculo de fuerzas en posición horizontal. ....................................................... 66
10
Ilustración 25. Calculo de fuerzas en posición horizontal 2. .................................................... 67
Ilustración 26. Calculo de fuerzas en posición lateral. ............................................................. 67
Ilustración 27. Calculo de fuerzas en posición vertical. ............................................................ 68
Ilustración 28. Deflexión del eje debida a la carga con un bloque. ........................................ 69
Ilustración 29. Deflexión del eje debido a la carga con dos bloques. .................................... 70
Ilustración 30. Diferentes tipos de interfaz de control de máquinas CNC. ............................ 72
Ilustración 31. Interfaz de control propietaria A2MC. ................................................................ 75
Ilustración 32. Interfaz de comunicación por puerto paralelo. ................................................. 75
Ilustración 33. Interfaz de comunicación por puerto USB. ....................................................... 76
Ilustración 34. Diagrama esquemático del sistema de control CNC de la empresa Planet
CNC. ................................................................................................................................................. 78
Ilustración 35. Controlador MK1 de la empresa Planet CNC. ................................................. 79
Ilustración 36. Grafica característica de un motor Torque vs Velocidad ............................... 82
Ilustración 37. Diagrama de un servomotor ............................................................................... 86
Ilustración 38. Grafica de torque vs velocidad y torque de pull-in y pull-out. ........................ 90
Ilustración 39. Representación de la perdida de torque. .......................................................... 91
Ilustración 40. Perfiles de movimiento Trapezoidal y triangular. ............................................. 96
Ilustración 41. Grafica Torque vs Velocidad de motor Nema 23 de National Instruments.
......................................................................................................................................................... 100
Ilustración 42. Driver de potencia DQ542MA de la empresa Want Motor........................... 102
Ilustración 43. Diagrama de conexión del driver DQ542MA. ................................................. 103
Ilustración 44. Fotografía de un tornillo a bolas y su tuerca a bolas. ................................... 104
Ilustración 45. Calculo de las RPM máxima método gráfico. ................................................ 106
11
LISTA DE TABLAS
Tabla 1. Porcentaje de utilización de maquinas herramienta por tipo de industria (Schvab,
2011). ............................................................................................................................................... 25
Tabla 2. Porcentaje de uso de maquinas herramienta a diferentes procesos productivos
(Schvab, 2011). ............................................................................................................................... 26
Tabla 3. Propiedades comunes de los tableros de MDF tomada de ANSI A208.2-2002 ... 53
Tabla 4. Constantes para el cálculo de la deflexión del eje, por Thomson Linear. .............. 70
Tabla 5. Comparación de motor servo y motor de pasos ........................................................ 83
Tabla 6. Comparación de velocidades de avance entre distintos fabricantes. ..................... 94
Tabla 7. Velocidades de avance de maquina con servomotor. .............................................. 94
Tabla 8. Factor de corrección según tipo de soporte, para el cálculo de la velocidad critica.
......................................................................................................................................................... 108
Tabla 9. Factor de corrección según el tipo de soporte para el cálculo de la Carga de
Compresión Máxima. ................................................................................................................... 109
12
LISTA DE ABREVIATURAS
AC – Corriente Alterna
Acc/Dec – Aceleración/Desaceleración
ACS – Sistema de control autónomo
AP – Protocolo de aplicación
API – Interface, Interfaz de programación de aplicación
APT – Herramienta programada automáticamente
ARM – Modelo de referencia de aplicación
ASCII – Código estándar americano para intercambio de información
CAD – Diseño asistido por computador
CAI – Inspección asistida por computador
CAM – Manufactura asistida por computador
CCW – Sentido anti horario
CMM – Maquina de medición de coordenadas
CNC – Control numérico Computarizado
CW – Sentido Horario
D/A – Digital a Análogo
DC – Corriente directa
DNC – Control numérico directo
DSP – Procesador digital de señal
EIA – Asociación de industrias electrónicas
EOB – Final de bloque
FA – Automatización flexible
FBD – Diagrama de bloque de funciones
FMS – Sistema de manufactura flexible
GPMC – Control de movimiento de propósito general
GUI – Interfaz de usuario grafica
HMI – Interfaz hombre máquina
IS – Estándar internacional
13
ISO – Organización internacional para la estandarización
LED – Diodo emisor de luz
LM – Movimiento lineal
LSI – Circuito integrado del alta escala
MDI – Interfaz de documento múltiple
MMC – Control hombre maquina
MMI – Interfaz hombre maquina
MPG – Generador de pulsos manual
NC – Control numérico
OAC – Controlador de arquitectura abierta
OS – Sistema Operativo
PC – Computador personal
PCI – Interfaz de comunicación de periféricos
PLC – Controlador lógico programable
RPM – Revoluciones por minuto
RS – Estándar recomendado
RTOS – Sistema operativo en tiempo real
STEP – Estándar para el intercambio de datos de modelado de productos
TPG – Generación de recorrido de herramienta
VME – Ambiente de máquina virtual
WD – Borrador de trabajo
14
CONTENIDO
1. INTRODUCCION AL CNC Y LAS MAQUINAS HERRAMIENTA 22
1.1 RESEÑA HISTORICA 22
1.2 MAQUINAS HERRAMIENTA 24
1.3 MECANIZADO 27
1.3.1 MECANIZADOS SIN ARRANQUE DE VIRUTA. 27
1.3.2 MECANIZADOS POR ABRASIÓN. 28
1.3.3 MECANIZADOS CON ARRANQUE DE VIRUTA. 28
1.4 MAQUINAS HERRAMIENTA CONVENCIONALES 29
1.4.1 EL TORNO. 30
1.4.2 LA FRESADORA UNIVERSAL. 30
1.5 MAQUINAS HERRAMIENTA Y CNC 32
1.6 CENTRO DE MECANIZADO 33
2. SISTEMA ESTRUCTURAL Y MECANICO 35
2.1 CONFIGURACIONES DE MAQUINAS DE FRESADO CNC 36
2.1.1 TABLA XY. 37
2.1.2 VOLADIZO. 38
2.1.3 MESA MÓVIL. 39
2.1.4 PÓRTICO MÓVIL. 40
2.1.5 PÉNDULO. 41
2.1.6 MÁQUINAS DE 5 EJES. 42
2.2 TRANSMISION DE MOVIMIENTO 43
2.2.1 SISTEMAS DE EJES LINEALES. 46
2.2.2 MECANISMOS PARA TRANSMISIÓN DE MOVIMIENTO. 49
2.3 DEFINICION DEL MATERIAL Y LA ESTRUCTURA DE SOPORTE 50
2.3.1 MDF COMO MATERIAL PARA LA ESTRUCTURA DE LA MAQUINA CNC. 52
2.4 REALIZACION DEL DISEÑO 54
2.4.1 ANÁLISIS DE ESPACIO Y MOVIMIENTO. 58
2.5 CONSIDERACIONES MECANICAS 60
2.5.1 CAPACIDAD DE CARGA DINÁMICA. 60
2.5.2 VENTAJAS DE LOS RODAMIENTO LINEALES CIRCULARES. 62
2.5.3 AUTOALINEAMIENTO. 63
2.5.4 CONSIDERACIONES DE CARGA. 65
3. SISTEMA ELECTRONICO 71
15
3.1 INTERFAZ DE CONTROL 71
3.2 INTERFAZ DE COMUNICACIÓN 73
3.2.1 INTERFAZ PROPIETARIA PARA SISTEMA CNC DE AXYZ INTERNATIONAL. 74
3.2.2 INTERFAZ DE COMUNICACIÓN POR PUERTO PARALELO. 75
3.2.3 INTERFAZ DE COMUNICACIÓN POR PUERTO SERIE, INTERFAZ USB. 76
3.3 INTERFACES DE POTENCIA 79
4. MOTORES 81
4.1 CURVAS TORQUE VS VELOCIDAD 81
4.2 COMPARATIVA DE UN SERVOMOTOR Y UN MOTOR DE PASOS 83
4.2.1 EL SERVOMOTOR. 86
4.2.2 EL MOTOR DE PASOS. 87
5. CALCULOS PARA EL DISEÑO 93
5.1 CALCULO DE LAS RPM DEL MOTOR 95
5.2 CALCULO DE EMPUJE O CARGA DEL SISTEMA LINEAL 97
5.3 CALCULO DEL TORQUE DEL MOTOR 98
5.4 SELECCIÓN DEL DRIVER DE POTENCIA 101
5.5 TORNILLO A BOLAS 104
5.5.1 VELOCIDAD CRITICA DEL TORNILLO A BOLAS. 104
5.5.2 VELOCIDAD CRITICA DE LA TUERCA A BOLAS. 107
5.5.3 CARGA DE COMPRESIÓN PERMISIBLE. 107
5.5.4 FACTORES DE CORRECCIÓN SEGÚN LOS SOPORTES DEL EJE. 108
6. CONCLUSIONES Y RECOMENDACIONES 110
6.1 CONCLUSIONES 110
6.2 RECOMENDACIONES 111
7. BIBLIOGRAFIA 113
8. ANEXOS 118
ANEXO A. DIAGRAMA ESQUEMÁTICO INTERFAZ DE CONTROL 118
ANEXO B. DISEÑO IMPLEMENTADO PARA ESTE PROYECTO 121
ANEXO C. IMÁGENES DE LA INTERFAZ DE CONTROL CONSTRUIDA 122
ANEXO C. PLANOS MAQUINA CNC. 123
ANEXO D. DISEÑO FINAL ESTRUCTURA MÁQUINA CNC 124

16
17
INTRODUCCION
En la sociedad hay un creciente número de personas y pequeñas empresas las
cuales no disponen de los recursos económicos necesarios para la adquisición de
tecnología de punta que facilite, incremente y/o mejore sus procesos de
producción y fabricación de productos y prototipos, no solo los factores
económicos son la única fuente del problema en algunos casos, factores de
carácter cultural o social como la desinformación y la falta de empresas locales
que faciliten el acceso a dicha tecnología es una causal importante para que se
presente este problema.
Desde una pequeña fábrica de tarjetas de regalo hasta un vasto taller de
ornamentación requieren procesos de corte, grabado, fresado, etc. Estos procesos
muchas veces son llevados a cabo manualmente por personas cuya experiencia
permite que en algunos casos se realicen verdaderas obras de arte, sin embargo,
el creciente avance tecnológico y la alta demanda de productos de extrema
calidad han forzado a la automatización de algunos de estos procesos, por tanto,
muchas empresas han optado por mejorar sus procesos de producción o
manufactura, incluyendo en sus talleres herramientas automatizadas que ayudan
a mejorar la calidad final de sus productos, sin embargo las pequeñas empresas
se han visto desplazadas por el alto valor de estos equipos, llegando incluso a
cerrar o, continuando con producciones pequeñas y de baja calidad, no pudiendo
explotar todo su potencial.
Las máquinas herramienta no son más que la automatización de una herramienta
manual para realizar trabajos con mayor precisión, se han convertido en la pieza
fundamental de cualquier taller de manufactura, el caso de las fresadoras CNC,
las cuales son el objeto de estudio de este proyecto, son máquinas con múltiples
funcionalidades, fácilmente adaptables a cualquier tipo de necesidad y con
diversas versiones de software y hardware, lo cual ha hecho que estas se puedan
18
usar en una diversa variedad de aplicaciones aptas para todo tipo de negocio; El
problema radica en que el costo de estas máquinas asciende a unas decenas o
cientos de millones de pesos, siendo esto una limitante para el caso de la pequeña
industria colombiana, como se mencionaba anteriormente, forzando a estas
empresas a continuar con procesos deficientes y limitando su crecimiento o
expansión.
19
MOTIVACION
La idea de desarrollar una máquina fresadora CNC, surge con la necesidad de
fabricar partes para auto modelos a radio control con un grado de calidad superior
que el de un método manual, se evidencio la mala calidad del acabado final de las
piezas en cuanto a presentación y precisión usando métodos manuales. A partir
de esto se comenzó a investigar métodos artesanales de fabricación, encontrando
un sin número de fuentes donde se desarrollaban máquinas de fresado CNC con
métodos caseros y con materiales de bajo coste. Esto impulso la idea de
desarrollar un producto de características superiores pero que conservara la
premisa de tener un costo final de fabricación asequible. Ya inmerso en el tema de
la fabricación artesanal de máquinas CNC se evidencio el potencial que estas
máquinas podrían llegar a tener en un mercado no conquistado por los grandes
fabricantes de máquinas CNC, dicho mercado corresponde a pequeñas empresas
que realizan procesos manuales o artesanales en los que se requieren tareas de
corte, marcado, fresado, etc.
Los beneficios de disponer de una máquina de fresado CNC son enormes, debido
a que esto permitirá el desarrollo de productos de mejor calidad y con mayor
facilidad que un método manual, imaginemos un taller de ornamentación que se
dedica a la fabricación de perfiles para ventanales decorativos, en un método
manual el tiempo, la dedicación y el esfuerzo invertido en realizar dichos cortes
con una pistola de plasma o un láser de alta potencia, se podrían invertir en
mejorar los diseños o sacar más variedad de diseños, mientras la máquina realiza
el trabajo pesado, con mayor rapidez y precisión.
Las aplicaciones de estas máquinas solo se limitan por la creatividad de quienes
deseen usarla por lo cual podemos imaginar cientos de aplicaciones solo para una
máquina, dichas aplicaciones a groso modo pueden ser, corte, grabado, fresado,
acanalado, impresión, etc… El producto final el cual será el primer prototipo de
20
una línea de máquinas CNC para diferentes usos, será orientado a empresas de
artesanías, publicidad, diseño, universidades, colegios, diseño arquitectónico,
diseño mecánico, etc. las cuales se verán beneficiadas al contar con una
herramienta de bajo coste que facilitara y mejorara sus tareas de fabricación, así
mismo abrirá una amplia gama de posibilidades de diseño las cuales no son
posibles o son poco prácticas para un método de fabricación manual,
incrementando el desarrollo de dichas empresas pudiendo apuntar sus objetivos
de negocio a un mercado internacional, en el contexto social facilitar el acceso a
tecnologías de punta mejorara la calidad de vida y las experiencias de negocio de
proveedores y clientes, poniendo en la mano de diseñadores, artistas, estudiantes
y personas en general la posibilidad de desarrollar sus ideas con facilidad y con
alto grado de calidad.
Dicho esto, y en un contexto más personal, el desarrollo de una máquina de
fresado CNC se realiza con miras a comenzar una negocio de fabricación de
máquinas para diferentes usos, teniendo en cuenta la posibilidad de acceso a los
materiales necesarios para su construcción y a la facilidad relativa que representa
su construcción se opta por desarrollar un prototipo que sirva como base para el
desarrollo de un modelo comercial y de esta manera dar inicio a una empresa
enfocada en esto.
21
OBJETIVOS
Realizar la construcción de un prototipo de máquina de fresado CNC, capaz de
realizar mecanizado y corte de materiales blandos, tales como, madera, plástico y
polímeros de alta densidad como el teflón o el ultrapol.
22
1. INTRODUCCION AL CNC Y LAS MAQUINAS HERRAMIENTA
1.1 RESEÑA HISTORICA
Para hablar de herramientas debemos remontarnos a los comienzos del origen del
hombre quien en base sus necesidades comenzó a usar y a desarrollar
herramientas con la finalidad de ayudar a resolver problemas que su cuerpo y sus
capacidades no le permitían resolver por sí mismo, sin lugar a dudas la palanca y
las piedras fueron las más primitivas herramientas usadas por el hombre1 y se
puede afirmar que las herramientas son una extensión de las capacidades
manuales del hombre, por lo cual estas se han venido desarrollando a lo largo de
la historia cambiando de forma, tamaño y aplicación, siendo hoy en día las
herramientas, el principal auxilio con el que se cuenta para realizar una tarea.
Las maquinas herramienta son un tipo de máquinas las cuales son usadas para
dar forma a una pieza de material virgen, en sus orígenes este tipo de materiales
vírgenes eran principalmente piezas de metal como hierro o acero las cuales
después de ser moldeadas se usaban en otras herramientas, maquinas o
artículos, con el pasar de los años y el desarrollo de la industria nuevos materiales
fueron apareciendo, por lo cual el bronce, el aluminio, el cobre y el plástico fueron
tomando lugar y se convirtieron también en materias primas que eran
frecuentemente usadas en diferentes procesos industriales, convirtiéndose
entonces estos materiales en los de más frecuente uso en procesos de
mecanizado.
Se considera una máquina herramienta a una herramienta que pueda ser
accionada por un sistema de potencia diferente a la potencia generada por
cualquier acción humana, lo cual no quiere decir que estas, no puedan ser
accionadas de esta manera. Las primeras máquinas herramienta eran maquinas
1 http://www.museo-maquina-herramienta.com/historia/Lehenengoko-erremintak/Harri-Aroa
23
robustas y muy voluminosas estas contaban con sistemas de engranajes y poleas
complejos que permitían el accionamiento de uno o varios ejes los cuales
actuaban sobre la pieza a mecanizar.
Varias fuentes concuerdan con que el primer torno considerado como máquina
herramienta fue desarrollado hacia 1751 por Jacques de Vaucanson2 el cual
incorporaba un mecanismo que permitía la sujeción y el movimiento de un
instrumento de corte que se podía ajustar mecánicamente, por tanto eliminaba la
acción del operario (Schvab, 2011).
La aparición de la máquina de vapor hacia finales del siglo XVIII impulso
significativamente el desarrollo de las máquinas herramienta, al contar con un
sistema de propulsión constante, el cual permitía obtener la potencia requerida
para su operación. Esto fue lo que realmente ayudo al desarrollo de estas
máquinas hecho que llevo a la revolución industrial hasta mediados del siglo XIX.
Fue entonces cuando por manos de Jhon T. Parsons hacia 1950 se concibe la
idea de una máquina de fresado que contenía un sistema de servomecanismos
que facultaba a la máquina para realizar movimientos en tres dimensiones, los
cuales eran gobernados por tarjetas perforadas que contenían comandos
numéricos. Parsons recibe una patente por dicho invento y se llama por primera
vez a este tipo de máquinas con funciones automáticas maquinas por control
numérico o maquinas CN, hoy en día conocido como CNC o Control Numérico
Computarizado dado que ya no se usan tarjetas perforadas sino que se valen de
las herramientas de computación que les brindan mayor autonomía control y
precisión en sus operaciones (Makely, 2005).
Hoy día Jhon T. Parsons es considerado el padre de las maquinas CN y por
algunos entusiastas del tema es considerado también como el padre de la
2 http://www.museo-maquina-herramienta.com/historia/Lehenengoko-erremintak
24
segunda revolución industrial, lo cual de hecho es algo que puede llegar a ser
cierto dado que la inclusión del control numérico a múltiples procesos industriales
ha ocasionado mejoras significativas en las procesos de producción y el acabado
final de los productos.
1.2 MAQUINAS HERRAMIENTA
Como se mencionó anteriormente se denomina máquina herramienta es toda
máquina que no use como fuente de alimentación la fuerza humana, ni la
intervención de una acción humana para llevar a cabo la tarea de mecanizado,
esto por supuesto no implica que no pueda haber una tracción humana o animal
para alimentar este tipo de sistema dado que las primeras máquinas herramienta
usaron durante largo tiempo este tipo de tracción.
El desarrollo industrial derivado de inventos como la maquina a vapor propulso
significativamente el uso y la evolución de estas máquinas y llevo rápidamente a la
siguiente etapa en su desarrollo lo cual involucra el desarrollo de mecanismos que
permitieron a las maquinas realizar tareas de manera totalmente automática, en
las últimas décadas y con la ayuda de las herramientas computacionales, las
maquinas CNC se han convertido en un elemento fundamental en el desarrollo de
cualquier proceso industrial, por tanto cualquier producto involucrado a una
cadena de producción rentable ha pasado si no en todo el proceso al menos en
una mínima parte por el control o manipulación de una máquina herramienta.
Las maquinas herramienta originalmente eran dispositivos simples montados en
un marco base o estructura y disponían de instrumentos que por efecto de una
acción rotatoria o pendular permitían dar forma a una pieza o estampar ciertos
patrones a un material virgen, estas funciones fueron mejorando con el tiempo
pero el principio o acción que en sí mismo permite mecanizar una pieza que
consiste en la acción repetitiva de arranque de viruta o desgaste, representa el
25
trabajo real de la máquina herramienta y este a su vez es el principio y la razón de
la popularización de estas máquinas, dado que mejora los características del
mecanizado debido a la eliminación de la acción humana en la operación, reduce
el tiempo de mecanizado y optimiza el proceso de producción de una pieza en
serie, lo cual fue muy importante por aquella época para producir productos que
pudieran ser reparados con cierta facilidad hecho que hasta esa época no era
posible.
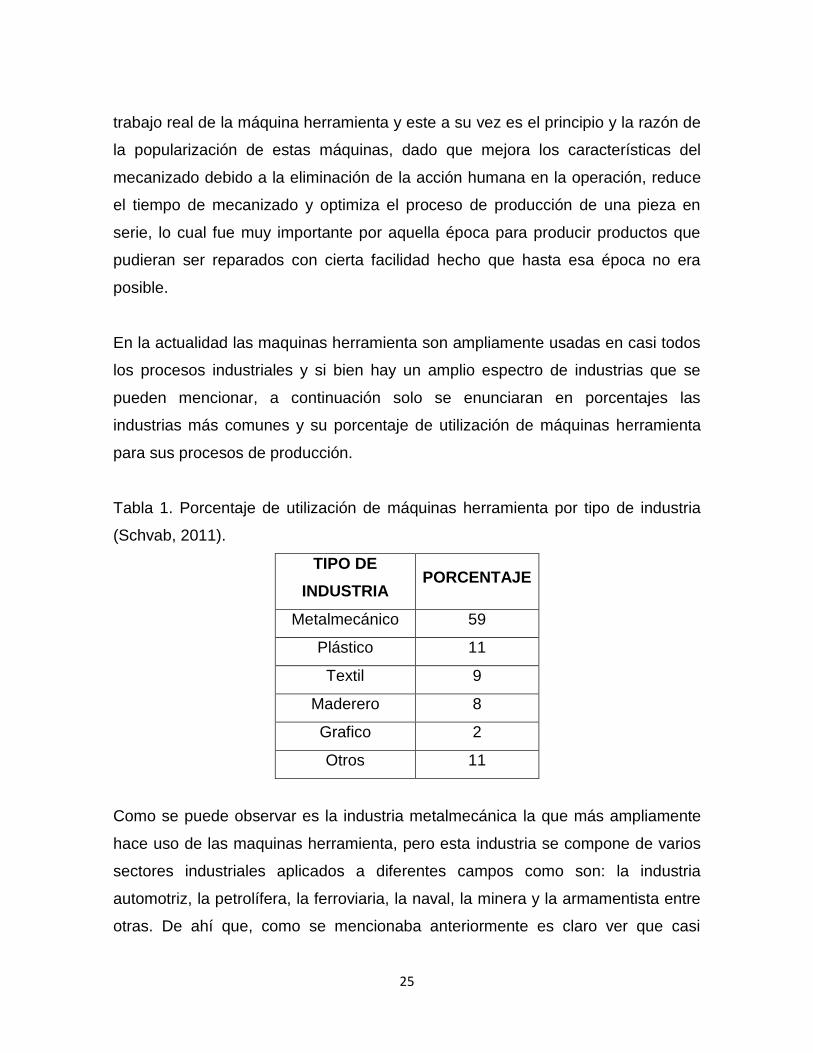
En la actualidad las maquinas herramienta son ampliamente usadas en casi todos
los procesos industriales y si bien hay un amplio espectro de industrias que se
pueden mencionar, a continuación solo se enunciaran en porcentajes las
industrias más comunes y su porcentaje de utilización de máquinas herramienta
para sus procesos de producción.
Tabla 1. Porcentaje de utilización de máquinas herramienta por tipo de industria
(Schvab, 2011).
TIPO DE
INDUSTRIA PORCENTAJE
Metalmecánico 59
Plástico 11
Textil 9
Maderero 8
Grafico 2
Otros 11
Como se puede observar es la industria metalmecánica la que más ampliamente
hace uso de las maquinas herramienta, pero esta industria se compone de varios
sectores industriales aplicados a diferentes campos como son: la industria
automotriz, la petrolífera, la ferroviaria, la naval, la minera y la armamentista entre
otras. De ahí que, como se mencionaba anteriormente es claro ver que casi
26
cualquier producto con el que tengamos contacto hoy día ha pasado por una línea
de producción que incluye el uso de las maquinas herramienta, por ende la
importancia de las mismas en nuestro vida en la actualidad.
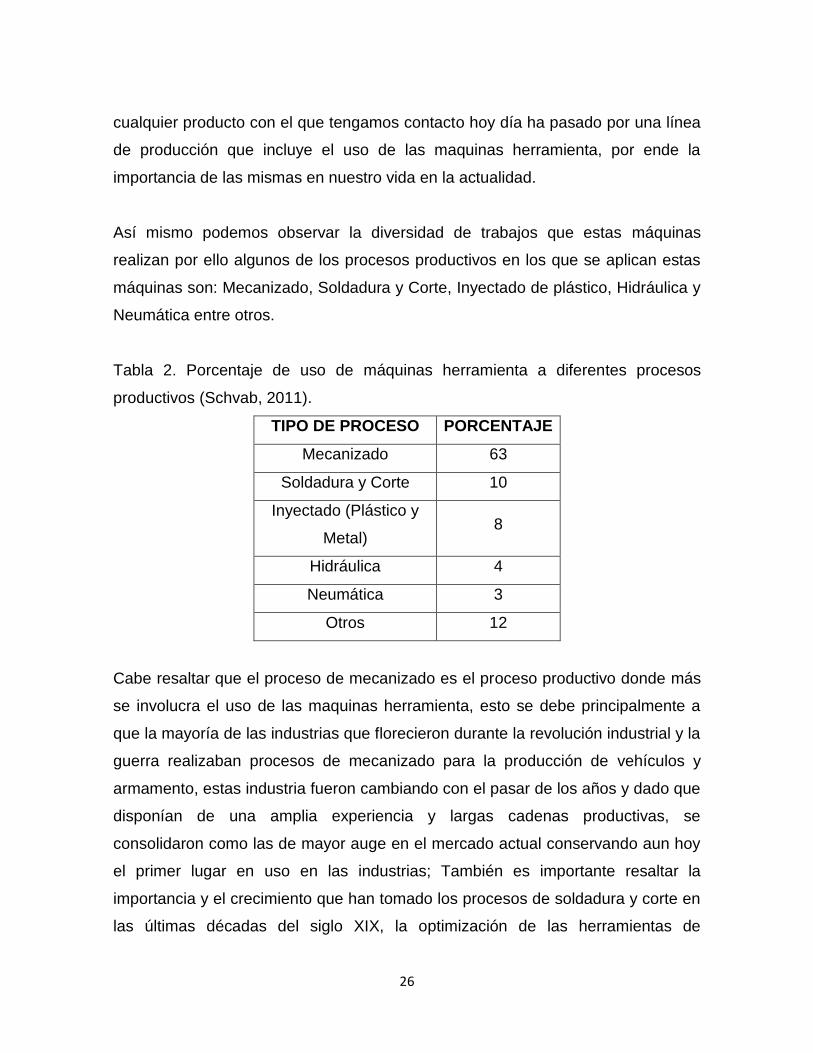
Así mismo podemos observar la diversidad de trabajos que estas máquinas
realizan por ello algunos de los procesos productivos en los que se aplican estas
máquinas son: Mecanizado, Soldadura y Corte, Inyectado de plástico, Hidráulica y
Neumática entre otros.
Tabla 2. Porcentaje de uso de máquinas herramienta a diferentes procesos
productivos (Schvab, 2011).
TIPO DE PROCESO PORCENTAJE
Mecanizado 63
Soldadura y Corte 10
Inyectado (Plástico y
Metal) 8
Hidráulica 4
Neumática 3
Otros 12
Cabe resaltar que el proceso de mecanizado es el proceso productivo donde más
se involucra el uso de las maquinas herramienta, esto se debe principalmente a
que la mayoría de las industrias que florecieron durante la revolución industrial y la
guerra realizaban procesos de mecanizado para la producción de vehículos y
armamento, estas industria fueron cambiando con el pasar de los años y dado que
disponían de una amplia experiencia y largas cadenas productivas, se
consolidaron como las de mayor auge en el mercado actual conservando aun hoy
el primer lugar en uso en las industrias; También es importante resaltar la
importancia y el crecimiento que han tomado los procesos de soldadura y corte en
las últimas décadas del siglo XIX, la optimización de las herramientas de
27
CAD/CAM han permitido el mejoramiento en la seguridad y la calidad de estas
tareas posicionando a las herramientas de soldadura automática por encima de
los procesos manuales.
1.3 MECANIZADO
Se entiende como mecanizado a un proceso de construcción que se compone de
varias operaciones para conformar una pieza, donde la eliminación de material es
el principal objetivo del proceso, hay dos tipos de mecanizado principales, sin
arranque de viruta, con arranque de viruta y abrasivos, dichos procesos son
llevados a cabo en piezas semielaboradas como lingotes o moldes preformados
por fundición, forja o inyección3.
1.3.1 Mecanizados sin arranque de viruta.
El mecanizado sin arranque de viruta comprende el forjado de las piezas metálicas
las cuales pasan por diferentes procesos de calentado, enfriado, estirado,
laminado para poder darle una forma tubular por ejemplo, por tanto todos estos
procesos conforman el mecanizado de una pieza sin arranque de viruta, en otras
palabras se podría decir que el mecanizado sin arranque de viruta es donde a
través de métodos de deformación del material se puede lograr obtener una forma
o patrón deseado, tal como se fabricaban las piezas de metal en la antigüedad
solo que ahora hecho por una máquina.
Las maquinas que realizan mecanizados sin arranque de viruta son consideradas
máquinas de segundo nivel ya que realizan un proceso de mecanizado simple o
básico, ya que ninguna de ellas efectúan operaciones de pieza terminada y en la
mayoría de los casos estas piezas deben pasar por otros procesos antes de su
finalización; los procesos de mecanizado sin arranque de viruta más comunes son:
laminado, forja, estampado, prensado, trefilado, extrusión, doblado, embutido, etc.
3 http://es.wikipedia.org/wiki/Mecanizado
28
Estos procesos transforman (deformando) el material físicamente para llevarlo a
un determinado formato o tamaño que en ocasiones pueden ser realzados en frio
o caliente de acuerdo a las características del material y al proceso al cual será
sometido.
1.3.2 Mecanizados por abrasión.
La abrasión es la eliminación de material desgastando la pieza en pequeñas
cantidades, desprendiendo partículas de material, en muchos casos,
incandescente. Este proceso se realiza por la acción de una herramienta
característica, la muela abrasiva. En este caso, la herramienta (muela) está
formada por partículas de material abrasivo muy duro unidas por un aglutinante.
Esta forma de eliminar material rayando la superficie de la pieza, necesita menos
fuerza para eliminar material apretando la herramienta contra la pieza, por lo que
permite que se puedan dar pasadas de mucho menor espesor. La precisión que
se puede obtener por abrasión y el acabado superficial puede ser muy buena pero
los tiempos productivos son muy prolongados4.
1.3.3 Mecanizados con arranque de viruta.
Este tipo de mecanizado es el más común y durante el desarrollo de la industria es
el que más desarrollo y aplicaciones ha tenido por tanto es el tipo de mecanizado
que ha alcanzado el mayor desarrollo desde los inicios de las maquinas
herramienta, los mecanizados con arranque de viruta consisten en la deformación
de una pieza o material virgen arrancando literalmente capaz de material hasta
obtener el modelo deseado; Entre las tareas de mecanizado con arranque de
viruta más comunes se tienen: torneado, fresado, perforado, taladrado,
mandrilado, cepillado, escariado, aserrado, rectificado, bruñido, tronzado, alesado
y electro erosionado entre otros; Para los mecanizados con arranque de viruta se
deben tener en cuenta dos aspectos fundamentales, el primero de ellos es como
se realizara el movimiento durante el mecanizado y a partir de lo anterior, el
4 http://es.wikipedia.org/wiki/Mecanizado

29
segundo aspecto a definir es quien realizara el movimiento, el material o la
herramienta, dependiendo de esto hay una gran cantidad distinta de diseños de
máquinas especializadas en realizar ciertas tareas basadas en los dos aspectos
mencionados anteriormente, de allí la gran variedad de máquinas encontradas en
el mercado.
Dicho esto cabe anotar que, hay dos tipos de máquinas que cumplen con ciertas
funciones básicas pero que su diseño las posibilita para realizar un sin número de
tareas diferentes, por lo cual se convierten en las maquinas por esencia de
cualquier industria, estas son el torno y la fresadora y continuaremos hablando de
ellas con más detalle.
Ilustración 1. Torno Paralelo (Izq.) y Fresadora Universal (Der.), tomado de Emco
Group.
1.4 MAQUINAS HERRAMIENTA CONVENCIONALES
Las maquinas herramientas que vemos con más frecuencia en la industria son los
tornos paralelos y las fresadoras universales, estas son las llamadas
convencionales, disponen de estructuras o chasis relativamente simples y su
funcionamiento es básico comparado con algunas máquinas actuales con
funciones especializadas, estas máquinas se encuentran fácilmente en talleres de
mecanizado convencionales o hasta en industrias de gran tamaño.
30
1.4.1 El torno.
El torno es la máquina herramienta más antigua, con más funciones y aplicaciones
y las más utilizada aun hoy día en todo el mundo en el ámbito industrial, el torno
está conformado por un bastidor que generalmente es una pieza fundida y
rectificada en la parte superior para dar apoyo a los demás componentes, allí se
instalan la bancada, la caja de avances, la caja de velocidades y el plato, los
cuales permiten el desplazamiento de las herramientas a lo largo del eje central
del torno. Sobre la bancada se instala el carro principal, el carro transversal y el
contrapunto, y finalmente sobre el carro transversal la torreta portaherramientas,
esto es a groso modo la descripción de un torno básico.
En la actualidad los tornos disponen de un sin número de herramientas y
accesorios los cuales dotan a la maquina con capacidades de reproducción semi-
automática de piezas, así como se fabrican en distintas dimensiones desde
tamaños industriales hasta tamaños de aficionado de algunos pocos centímetros
de longitud en la bancada, estos últimos sin desmejorar sus capacidades de
mecanizado ni calidad en el acabado final de las piezas.
En un torno la pieza a mecanizar es montado sobre el plato el cual gira
paralelamente a los ejes de la bancada, en la cual se montan los carros de
desplazamiento principal y transversal, allí se colocan las herramientas con las
cuales se pretende mecanizar el material y deslizando estas herramientas sobre el
material se obtiene formas cilíndricas del mismo; No obstante debido la
versatilidad de esta herramienta y el acople con otros dispositivos es posible
obtener piezas de forma cónica, roscada, esmerilada entre otras.
1.4.2 La fresadora universal.
Al igual que el torno la fresadora ocupa un lugar privilegiado en la industria
ocupando el segundo lugar en el ranking de las maquinas más usadas y de mayor
desarrollo en la industria (Schvab, 2011), la fresadora se usa para reproducir
31
piezas mecanizadas en una superficie plana, al contrario de un torno, pero con
principios de construcción muy parecidos, ya que la fresadora es construida sobre
una bancada de hierro fundido en la cual se instalan mecanismos que le permiten
a la pieza desplazarse longitudinalmente en los dos ejes alrededor de la fresa, la
cual a diferencia del torno está montada sobre un pedestal vertical el cual
generalmente también es de hierro fundido y posee unas guías que le permiten
desplazarse verticalmente para alcanzar distintos niveles de profundidad sobre el
material.
El proceso de mecanizado de la fresadora consiste también en un movimiento
rotatorio de la herramienta llamada fresa, a diferencia del torno el movimiento lo
realiza el material que se desea mecanizar y en la fresadora, el material es
desplazado alrededor de la fresa para obtener los contornos deseados.
Otra de las diferencias significativas entre el torno y la fresadora es que el torno
dispone de movimiento en dos ejes mientras que la fresadora en tres ejes y si
incluimos un sistema CNC podríamos habilitar un 4 o 5 eje en una de estas
máquinas, siendo esto una ventaja importantísima a la hora de realizar piezas de
alto grado de complejidad.
Dentro de las fresadoras podemos encontrar tres grupos o distribuciones de
fresadoras que básicamente se diferencian por la posición de la herramienta y la
mesa de trabajo; estos tres grupos son:
Las fresadoras horizontales simples
Las fresadoras horizontales universales
Las fresadoras verticales
No entraremos en detalle ya que como se dijo anteriormente cambia la distribución
de los componentes de la herramienta pero el principio de trabajo y sus funciones
son relativamente las mismas.
32
1.5 MAQUINAS HERRAMIENTA Y CNC
La llegada del computador a nuestras vidas dio un vuelco de 360 grados a la
forma en que apreciamos el mundo, desde el primer computador que ocupaba
cientos de metros cuadrados de espacio físico y que apenas podía realizar unas
pocas operaciones matemáticas hasta los ordenadores de hoy que realizan tareas
complejas en cuestión de segundos, el mundo ha venido cambiando de manera
significativa gracias a estos aparatos; Un estado de cuenta, un sistema de
navegación satelital, un programa de reconocimiento de gestos, un simulador de
vuelo, son simplemente unos ejemplos de lo que un sistema de cómputo actual
puede lograr, todo ellos casi imperceptible para nosotros dado que el computador
de ha vuelto una parte esencial en nuestras vidas.
Las ventajas de los sistemas de cómputo también fueron aprovechadas por las
maquinas herramienta para potencializar sus capacidades y brindar condiciones
de operación más precisas, la aplicación del control numérico a las maquinas
herramienta cambio también la forma como operábamos y usábamos dichas
herramientas y permitió alcanzar un nivel de calidad excepcional en los productos
terminados por estas máquinas.
El control numérico computarizado impulso también el desarrollo de nuevas
aplicaciones y el desarrollo de máquinas con características especiales para su
uso en aplicaciones muy específicas, todo esto combinado con una correcta
selección de herramientas y un proceso de programación de la herramienta
adecuado permite obtener piezas de altísima calidad con cambios casi
imperceptibles de una pieza a otra, el grado de precisión, calidad, velocidad y
eficiencia de una máquina herramienta por control numérico es impresionante y
desde un punto de vista económico es enormemente rentable, de hecho esa es la
razón de porque la industria se ha desarrollado y se seguirá desarrollando en
torno a este conjunto de herramientas.
33
El control numérico computarizado es un conjunto de símbolos alfa-numéricos que
dados en el orden correcto actúan como los pasos a seguir por una máquina para
llevar a cabo la realización de una pieza, dichos símbolos son traducidos por un
sistema electrónico y convertidos en tensiones y corrientes, que son las
encargadas de gobernar a los motores o actuadores para que las maquinas
cobren movimiento, el nivel de calidad de estas señales y el nivel con que el
intérprete y los motores de una maquina puedan reproducir dichas instrucciones
de manera correcta se traduce en el nivel de calidad y acabado de la pieza final.
Por ende el CNC o control numérico computarizado a pesar de que inicialmente se
trata de unas líneas de código bien escrito, se vale y depende en gran medida de
los sistemas mecánicos y electrónicos que serán los encargados de reproducir en
señales y movimiento ese código y por tanto dichos componentes juegan un papel
crucial en el desarrollo de una máquina herramienta.
1.6 CENTRO DE MECANIZADO
Dadas las capacidades computacionales actuales y el desarrollo en sistemas de
movimiento lineal y motores de alta precisión, las maquinas herramienta han ido
aumentando sus capacidades funcionales y de operación, como se mencionó
anteriormente las fresadoras universales con la ayuda de la tecnología CNC han
ido incorporando más ejes y hoy es posible encontrar fresadoras con 4, 5 y hasta
6 ejes, convirtiendo a estas últimas en centros de mecanizado integrales, con la
capacidad asombrosa de tomar un pedazo de material en bruto y mecanizarlos
desde todos los ángulos posibles hasta entregar una pieza totalmente terminada,
este hecho ha convertido a las fresadoras en herramientas muy versátiles y ha
potencializado su crecimiento y desarrollo a tal punto que en pocos años el torno
dejaría de ser la maquina más usada en la industria y le cedería este puesto a los
centro de mecanizado, con el pasar de los años se ha visto como estos equipos
han ido desplazando a las máquinas convencionales de los talleres.
34
El centro de mecanizado elimina por completo la acción del operario sobre la
pieza, esto permite que el desarrollo de la pieza sea integral y 100% por parte de
la maquina imposibilitando la ocurrencia de errores por acciones o decisiones mal
tomadas por parte del operador, a su vez facilita y abarata el proceso de
producción dado que optimiza los tiempos de ejecución y mejorar el nivel de
producción de productos terminados.
Los centros de mecanizado al igual que otras herramientas de las que hemos
hablado son variados y se destacan principalmente tres tipos de centros de
mecanizado, así:
Centro de mecanizado horizontal
Centro de mecanizado vertical
Centro de mecanizado universal
Los centro de mecanizado horizontal y vertical como un podría imaginarse
cambian la forma de posicionar la herramienta básicamente para optimizar el
proceso cuando se trata de un material u otro, por ejemplo, en el caso de los
centros de mecanizado verticales los cuales son principalmente usados para
mecanizar piezas planas o sujetas a una prensa.
Por el contrario el caso de los centro de mecanizado universales, estos combinan
las características de los centros de mecanizado horizontales y verticales para
permitir a la maquina realizar el fresado desde todos los ángulos y costados de
una pieza, permitiendo como se mencionó antes, el tomar un material virgen y
mecanizarlo hasta terminar la totalidad de la pieza; Esto gracias también a el uso
de herramientas especializadas como variadores de velocidad automáticos e
intercambiadores de herramientas automáticos.
35
2. SISTEMA ESTRUCTURAL Y MECANICO
Cuando hablamos de un sistema estructural pensamos en una serie de elementos
que de manera organizada se juntan para formar un todo, que permite o sirve
como base para algún componente adicional, la estructura de un sistema
mecánico debe permitir que el sistema sea estable, resistente y principalmente
facilite la o las operaciones para lo cual fue diseñado. Es claro que la estructura de
una maquina es un componente clave en el desempeño de la misma y que se
debe calcular, diseñar y construir acorde con las necesidades intrínsecas del
proceso que la maquina va a desarrollar, por tanto hay una variedad de
características a evaluar para que el diseño de la estructura, su construcción y
posterior operación no se conviertan en un problema que ocasione mal
funcionamiento o pérdidas de tiempo y materiales en el proceso de fabricación.
La ayuda de los software de Manufactura Asistida por Computador o CAM por sus
siglas en Ingles han sido claves en el mejoramiento de las técnicas de
construcción de este tipo de sistemas estructurales, facilitando el proceso de
diseño y casi pronosticando el comportamiento real de dicha estructura una vez
finalizada, este tipo de herramientas de software permiten realizar simulaciones
las cuales facilitan la comprensión del comportamiento de sistemas mecánicos
bajo ciertas condiciones de operación, lo cual permite realizar cambios en el
diseño a fin de identificar las falencias y mejorar la estructura en si del
componente mecánico.
Para el caso de las maquinas CNC como lo son los tornos y las fresadoras, se
había mencionado anteriormente que los cuerpos de dichas maquinas
generalmente se conformaban de piezas grandes de hierro fundidas y rectificadas
en su superficie superior con la finalidad de realizar allí las instalación de otros
componentes de la máquina, sin embargo en la actualidad podemos encontrar
muchas formas de construcción de estructuras para maquinas CNC, la posibilidad
36
y el desarrollo de máquinas de corte y soldadura han facilitado y abaratado los
costes de construcción de estructuras de otros tipos permitiendo entonces realizar
estructuras igual de estables que las piezas de hierro fundido, pero con
características más sofisticas en cuanto a diseño y aplicaciones, un caso particular
de diseño y flexibilidad es la extrusión de aluminio 80/20 o los llamados T-Slots,
este sistema es una línea de perfiles de aluminio estructural que permite construir
fácilmente estructuras de tipo industrial de una manera flexible y confiable. Este
tipo de elemento y otros han facilitado y disminuido los costes de fabricación de
máquinas y herramientas en general, por lo cual vamos a revisar algunas maneras
posibles de construcción de una estructura de una maquina CNC.
Cada sistema, material o forma dada a la estructura, trae consigo ciertas
características que pueden llegar a mejorar o no las condiciones de operación de
la maquina por lo cual conviene conocer las características físicas de los
materiales que se usaran para la construcción de la estructura de una maquina
CNC y usar dicha información para sacar ventaja de ellas en base a las
necesidades de fuerza, resistencia o capacidad de carga de la máquina, como
ejemplo se puede anotar que la estructura de soporte para una máquina de corte
por plasma puede llegar a ser más ligera que una ruteadora para madera, esto
porque el plasma no tiene contacto con el material lo cual implica que no van a
haber fuerzas asociadas al proceso de corte del material.
2.1 CONFIGURACIONES DE MAQUINAS DE FRESADO CNC
Al hablar de la estructura de una maquina podemos hablar de la forma que esta
tendrá al final del proceso de construcción, dicha forma no depende totalmente de
los materiales usados sino más bien de unas configuraciones básicas que se
expondrán a continuación, estas configuraciones determinan la forma y las
características finales de la máquina, así como las posibles aplicaciones de la
misma en los diferentes campos de la industria.
37
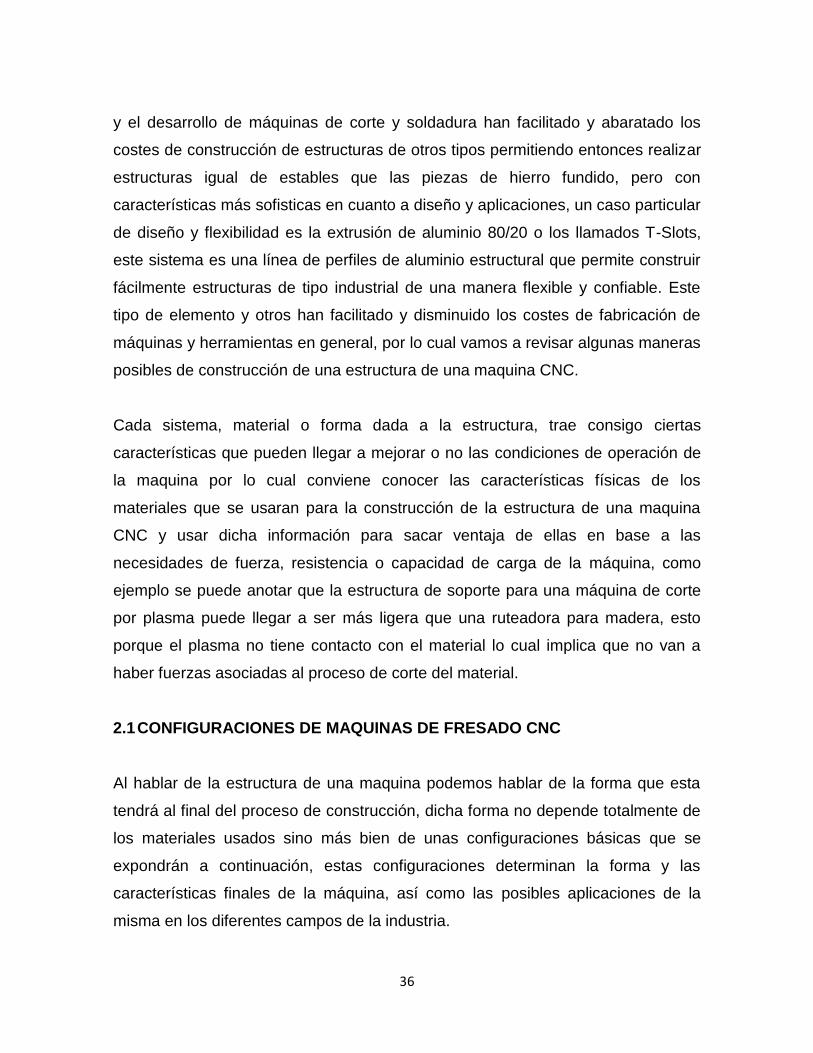
2.1.1 Tabla XY.
Este tipo de configuración es poco vista hoy día, sin embargo fue una de las
primeras configuraciones vistas en las máquinas de fresado, consta de una tabla o
mesa la cual está capacitada para realizar movimientos de izquierda a derecha y
de adelante a atrás, ósea haciendo la comparación con un plano cartesiano puede
lograr moverse a los lago de los ejes “X” y “Y”. El cabezal superior donde se monta
la herramienta de corte, no tiene movimiento autónomo, sino que este se sitúa en
posiciones definidas previamente a la tarea de mecanizado y se actúa la maquina
en los dos ejes mencionados anteriormente. Hoy podemos ver este tipo de
configuración en un taladro de pedestal, al cual se pueden adicionar los
mecanismos necesarios para que tenga movimiento en los ejes “X” y “Y” son lo
cual se tendría una máquina de fresado básica (Albert, 2010).
Ilustración 2. Tabla XY (Albert, 2010)
La estructura de este tipo de máquinas puede ser una base rígida en forma de “C”
con una zapata de hierro fundido que le dé estabilidad y que permita sentar la
maquina sobre una superficie plana, el husillo debe estar sujetado a la parte
superior de la máquina y la longitud del eje vertical no debe ser muy larga dado
que esto haría inestable e impráctica la máquina; En la actualidad hay una
variedad de kits que se comercializan a través de internet los cuales permiten
realizar la conversión de una máquina de fresado convencional a una máquina de
38
fresado CNC, estos kits constan de unos motores que son adaptados a cada eje
de la maquina con sus respectivas tarjetas controladoras y un interfaz que permite
el control de dichos motores, estos kits se consiguen en diferentes versiones de
tamaño y potencia facilitando la conversión de múltiples modelos de máquinas y el
precio de los mismo varias entre unos 500 a 2000 USD dependiendo de la
potencia de los mismos; También se encuentran en el mercado controladores
electrónicos de mando directo los cuales permiten controlar la máquina de manera
semiautomática, estos controladores son operados manualmente por el operario,
quien introduce los pasos y las coordenadas en que desea que la maquina realice
los movimientos.
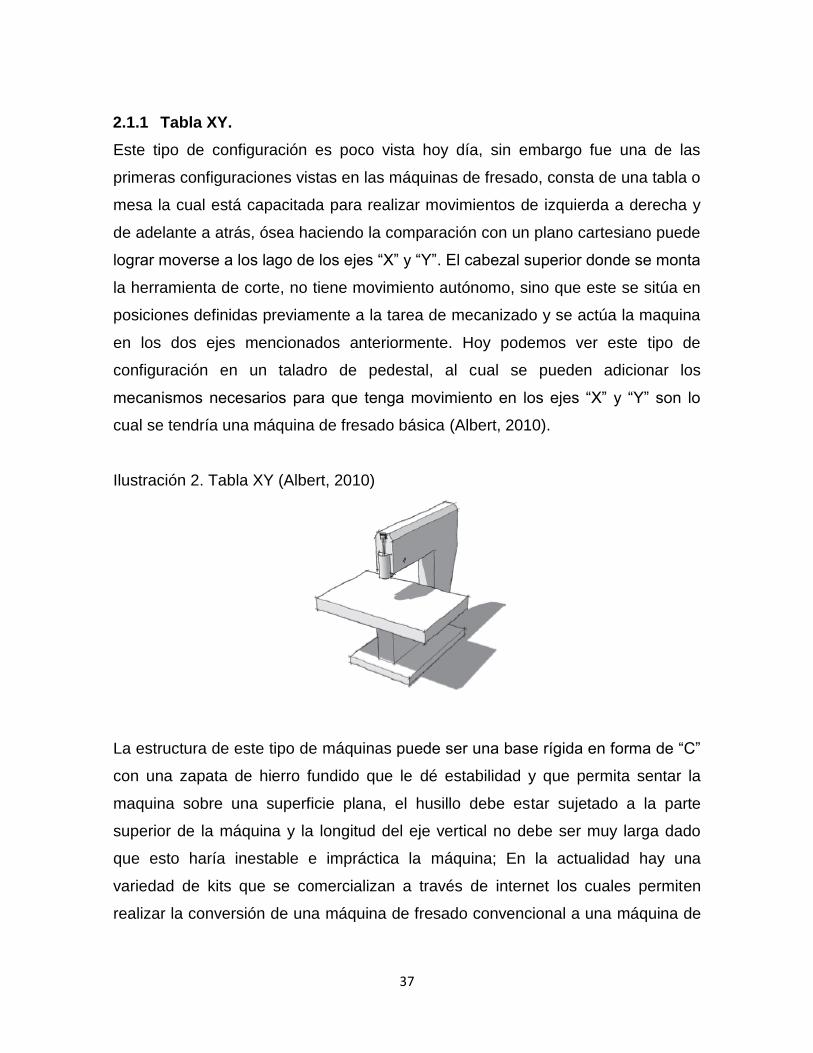
2.1.2 Voladizo.
La imagen que se muestra a continuación muestra la estructura de una fresadora
de tipo Voladizo.
Ilustración 3. Voladizo (Albert, 2010)
A este tipo de configuración se le conoce comúnmente en la industria como punto
a punto, en la actualidad es muy poco común encontrar este tipo de máquinas, por
lo que las maquinas que tienen esta configuración generalmente son máquinas
muy antiguas. La ventaja de este tipo de configuración es que los mecanismos
que accionan los ejes se encuentran detrás del área de trabajo por lo cual permite
fácilmente ubicar el material que se va a mecanizar, adicional a esto su
39
configuración permite una fácil ensamble u desensamble de la maquina lo cual
representa una ventaja de movilidad que permite desplazarla maquina en una
determinada situación.
Una desventaja clara de este sistema estructural es que el brazo superior o
voladizo por su misma condición de brazo oscilante puede llegar a afectar el
acabo final de la pieza debido a las oscilaciones presentes en el husillo y las
fuerzas aplicadas sobre la pieza mecanizada, para minimizar este efecto se
requiere que el voladizo y la estructura base sean de grandes dimensiones y de
mucho peso, lo cual reduce el problema de la oscilación y las vibraciones
indeseadas.
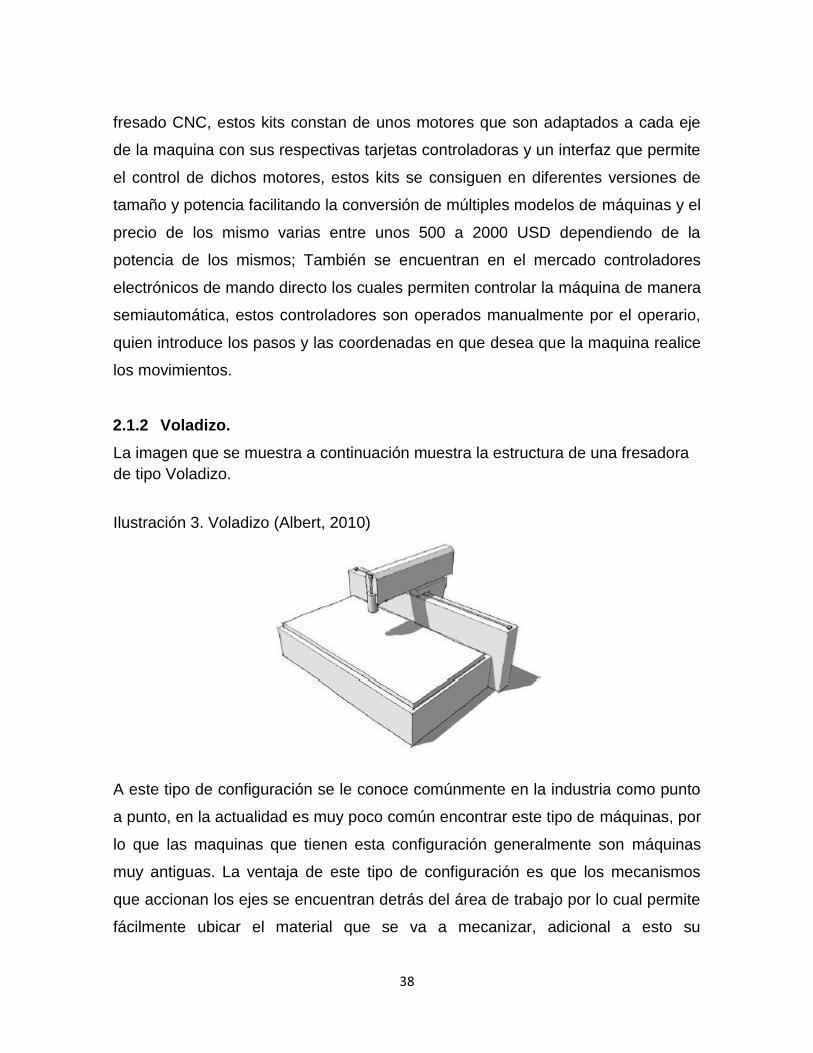
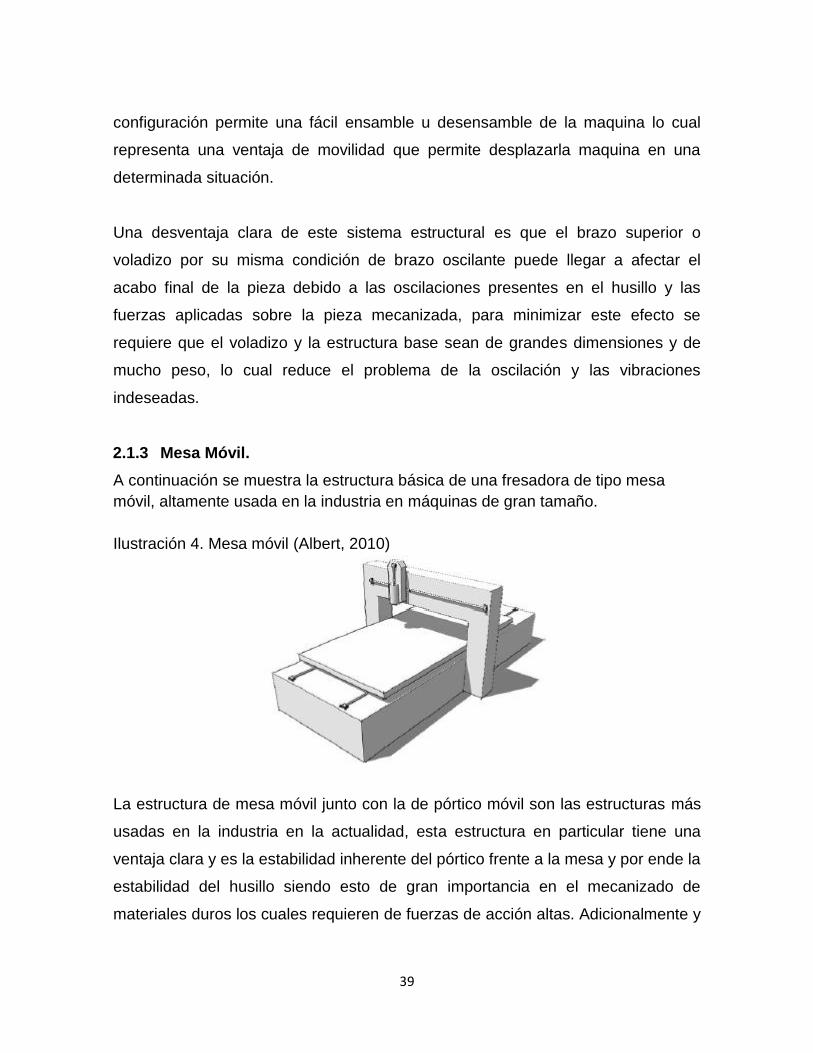
2.1.3 Mesa Móvil.
A continuación se muestra la estructura básica de una fresadora de tipo mesa
móvil, altamente usada en la industria en máquinas de gran tamaño.
Ilustración 4. Mesa móvil (Albert, 2010)
La estructura de mesa móvil junto con la de pórtico móvil son las estructuras más
usadas en la industria en la actualidad, esta estructura en particular tiene una
ventaja clara y es la estabilidad inherente del pórtico frente a la mesa y por ende la
estabilidad del husillo siendo esto de gran importancia en el mecanizado de
materiales duros los cuales requieren de fuerzas de acción altas. Adicionalmente y
40
otra característica importante de este tipo de estructuras es que el eje “Y” solo
debe soportar el peso de la mesa y del material mas no del pórtico y el husillo por
lo cual es posible usar un solo tornillo o cadena para hallar la mesa a lo largo del
eje, esto reduce el costo de construcción de la máquina, la electrónica y el control
en general.
Los materiales para la construcción de este tipo de estructura pueden ser láminas
de aluminio, aluminio estructural, tubos de hierro y hasta madera, basta con lograr
una buena alineación de los ejes para obtener buenos resultados, dada su
simplicidad es posible encontrar este tipo de configuración en el mundo de las
maquinas DIY y teniendo en cuenta los materiales con los cuales puede
construirse su estructura cabe tenerlo en cuenta como posible opción para el
diseño de una maquina propia.
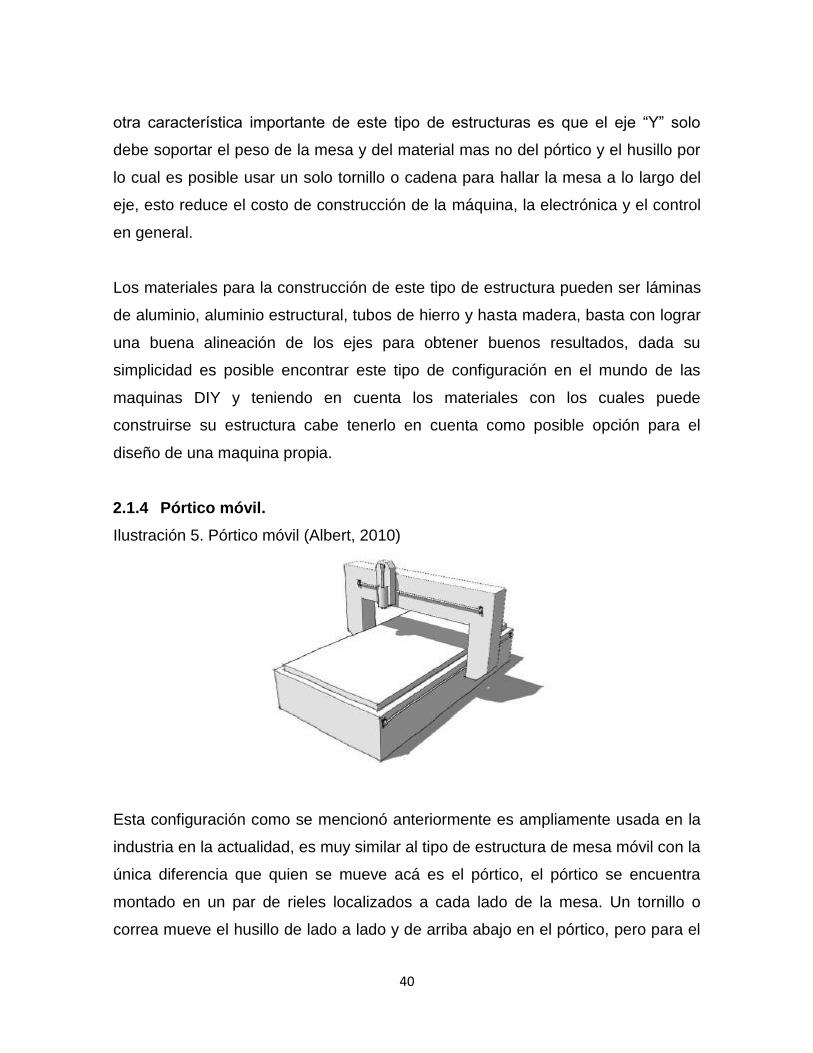
2.1.4 Pórtico móvil.
Ilustración 5. Pórtico móvil (Albert, 2010)
Esta configuración como se mencionó anteriormente es ampliamente usada en la
industria en la actualidad, es muy similar al tipo de estructura de mesa móvil con la
única diferencia que quien se mueve acá es el pórtico, el pórtico se encuentra
montado en un par de rieles localizados a cada lado de la mesa. Un tornillo o
correa mueve el husillo de lado a lado y de arriba abajo en el pórtico, pero para el
41
movimiento del pórtico dado su peso y las fuerzas generadas por la acción de
mecanizado debe hacer uso de dos tornillos o correas que se colocan de lado y
lado de la mesa tal como los rieles laterales, esto básicamente incrementa el costo
de la máquina y el control de la misma dado que se requiere compensación de
independiente para cada motor o actuador lateral demandando más capacidad en
el controlador.
Una de las ventajas de este tipo de configuración es que prácticamente usa la
mitad del espacio que ocuparía una de tipo mesa móvil, dado que es el pórtico
quien acerca al husillo al punto requerido sobre el área de trabajo. Adicionalmente
y también de gran importancia es la capacidad de carga de la mesa, dado que
esta es fija se pueden diseñar estructuras que soporten enormes piezas de gran
peso por tanto estas máquinas son ampliamente usadas para trabajar con piedra y
metales.
Al igual que las de estructura de mesa móvil, el diseño de estas mesas de corte se
pueden hacer en materiales como aluminio, hierro o madera, siendo esto una
ventaja significativa y de gran utilidad para el fabricante DIY, por tanto también se
convierte en una opción viable para el desarrollo de una maquina propia.
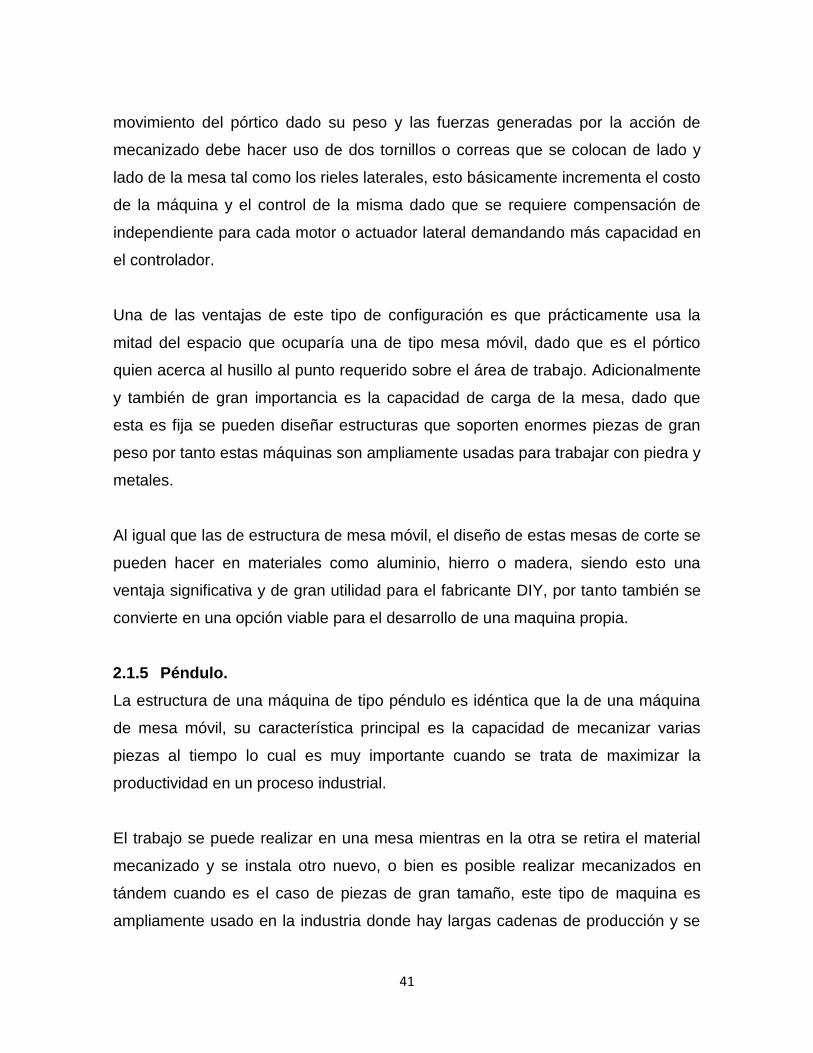
2.1.5 Péndulo.
La estructura de una máquina de tipo péndulo es idéntica que la de una máquina
de mesa móvil, su característica principal es la capacidad de mecanizar varias
piezas al tiempo lo cual es muy importante cuando se trata de maximizar la
productividad en un proceso industrial.
El trabajo se puede realizar en una mesa mientras en la otra se retira el material
mecanizado y se instala otro nuevo, o bien es posible realizar mecanizados en
tándem cuando es el caso de piezas de gran tamaño, este tipo de maquina es
ampliamente usado en la industria donde hay largas cadenas de producción y se
42
busca agilizar y optimizar los procesos de mecanizado, también se aplica este tipo
de estructura en el diseño de máquinas de gran tamaño.
Ilustración 6. Péndulo (Albert, 2010)
Actualmente es relativamente fácil el acceso a este tipo de máquinas dada la
reducción de los costes de fabricación y cuando de maximizar la producción se
trata esta es la solución más efectiva, es posible también ver este tipo de
máquinas en configuraciones donde se incluyen múltiples husillos.
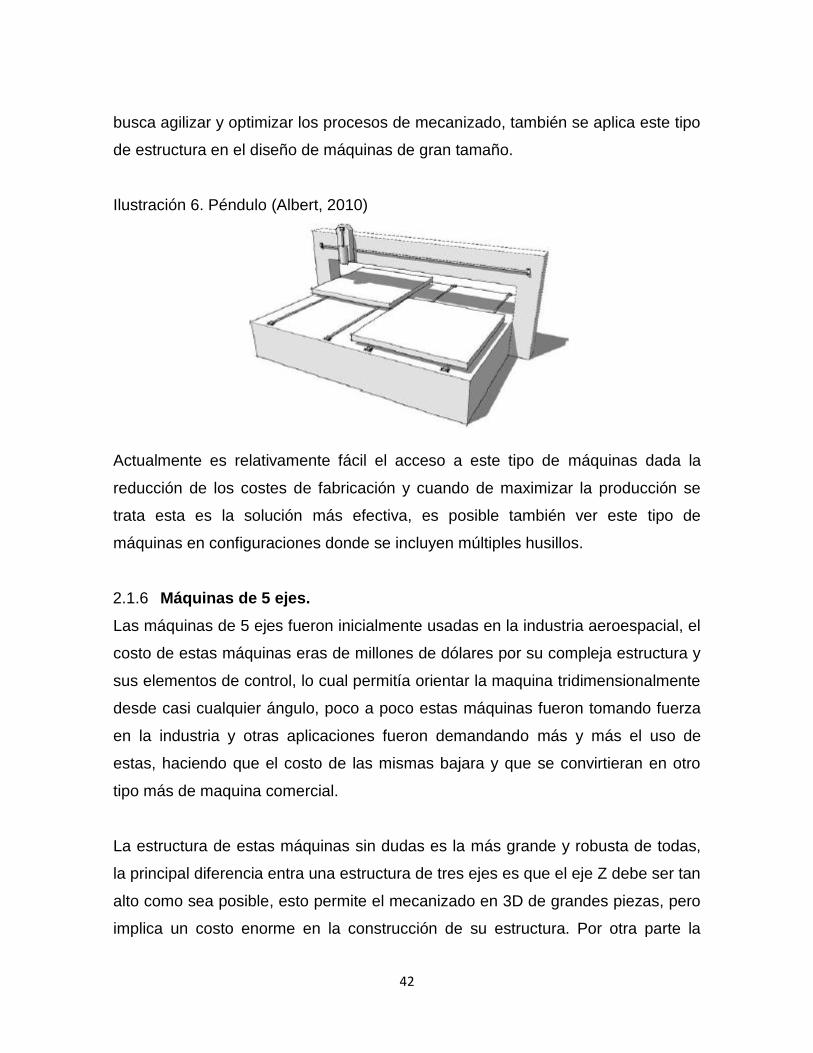
2.1.6 Máquinas de 5 ejes.
Las máquinas de 5 ejes fueron inicialmente usadas en la industria aeroespacial, el
costo de estas máquinas eras de millones de dólares por su compleja estructura y
sus elementos de control, lo cual permitía orientar la maquina tridimensionalmente
desde casi cualquier ángulo, poco a poco estas máquinas fueron tomando fuerza
en la industria y otras aplicaciones fueron demandando más y más el uso de
estas, haciendo que el costo de las mismas bajara y que se convirtieran en otro
tipo más de maquina comercial.
La estructura de estas máquinas sin dudas es la más grande y robusta de todas,
la principal diferencia entra una estructura de tres ejes es que el eje Z debe ser tan
alto como sea posible, esto permite el mecanizado en 3D de grandes piezas, pero
implica un costo enorme en la construcción de su estructura. Por otra parte la
43
estabilidad y precisión de este tipo de estructuras se ve comprometida, haciendo
que las aceleraciones y desaceleración se deban reducir a fin de evitar los efectos
de la inercia sobre las piezas mecanizadas.
Ilustración 7. Máquina 5 ejes (Albert, 2010)
Por tal razón es aconsejable mantener el eje “Z” lo más bajo posible en cada
mecanizado que se realice, la construcción de una estructura de este tipo requiere
de gran conocimiento, maquinaria y esfuerzo, por tanto esta estructura no facilita
el proceso de construcción DIY y no es recomendable intentar la fabricación de
una estructura similar si no se tiene un conocimiento amplio en el tema.
2.2 TRANSMISION DE MOVIMIENTO
Cuando hablamos de un sistema mecánico debemos hablar de transmisión de
movimiento, el movimiento en un sistema es la cualidad que permite que una
maquina o herramienta pueda realizar una tarea específica y por tanto dicha
cualidad es clave a la hora de diseñar un sistema, el movimiento en una maquina
puede ser de tipo lineal o rotacional y se tienen 3 movimientos por cada tipo
anteriormente mencionado los cuales se ajustan específicamente a los tres ejes
44
del plano cartesiano en las coordenadas “X”, “Y” y “Z”, como se observa en la
ilustración 8, los movimientos descritos en los ejes de coordenadas cartesianas
son longitudinales y describen las trayectorias, adelante-atrás, izquierda-derecha y
arriba-abajo, estos movimientos se describen de manera general como X+, X-, Y+,
Y-, Z+ y Z-, adicionalmente se tienen los movimientos rotacionales permiten girar
los planos en cada eje y se describen como Rx, Ry y Rz y se usa también la
notación + y – para describir el sentido de giro también es común ver el uso de
CW y CCW para describir el sentido de giro horario y anti horario respectivamente.
Para el caso de las maquinas convencionales específicamente hablando de las
fresadoras de configuraciones mesa móvil y pórtico móvil los movimiento
longitudinales en “xyz” son su mecanismos de transmisión de movimiento y a
través de esto se logra desplazar al husillo en un espacio tridimensional en toda la
superficie de trabajo de la máquina, se dice que estas máquinas tienes 3 ejes, se
podría mencionar también que estas máquinas cuentan con tres grados de
libertad.
Ilustración 8. Tipos de movimiento
Las máquinas que cuentan con actuadores que les permiten lograr movimientos
rotacionales pueden no solo ubicarse tridimensionalmente en un espacio sino que
también pueden alcanzar un punto desde casi cualquier ángulo estas máquinas
45
cuentan con 4, 5 y 6 ejes, como se dijo anteriormente cada eje de movimiento
posible dota a la máquina de un grado de libertad, cuantos más grados de libertad
mayores son las capacidades de la máquina, en el ambiente industrial los robots
industriales son las maquinas privilegiadas al contar con 6 grados de libertad, los
robots industriales se posicionan un paso por encima de las maquinas
herramienta, sin embargo son parte del ambiente industrial y día por día se usan
más en la industria en las tareas y procesos de mecanizado, soldado,
ensamblado, etc.
Ilustración 9. Robot industrial
En la ilustración 9 se puede apreciar un robot industrial de 6 ejes o grados de
libertad con una fresadora o spindle como actuador.
Para el caso de las máquinas de fresado CNC se revisaran los mecanismos que
permiten ejercer los movimientos longitudinales típicos de estas máquinas y
particularmente se describirán los elementos que conforman dichos sistemas, en
este campo se tienen los ejes, rieles, tornillos, cadenas, bandas, soportes
laterales, etc.
46
2.2.1 Sistemas de ejes lineales.
Los ejes lineales son elementos mecánicos sobre los cuales la maquina soporta el
peso de las partes móviles que la conforman, estos ejes vienen diseñados en
diferentes formas y materiales y soportan diferentes tipos de cargas y pesos, los
ejes de una máquina herramienta deben estar capacitados para soportar el peso
de la máquina y las fuerzas asociadas al proceso de corte por tanto se deben
tener en cuenta estas condiciones y sobredimensionar la capacidad de carga de
los mismos con la finalidad de que soporten las condiciones más extremas de
operación.
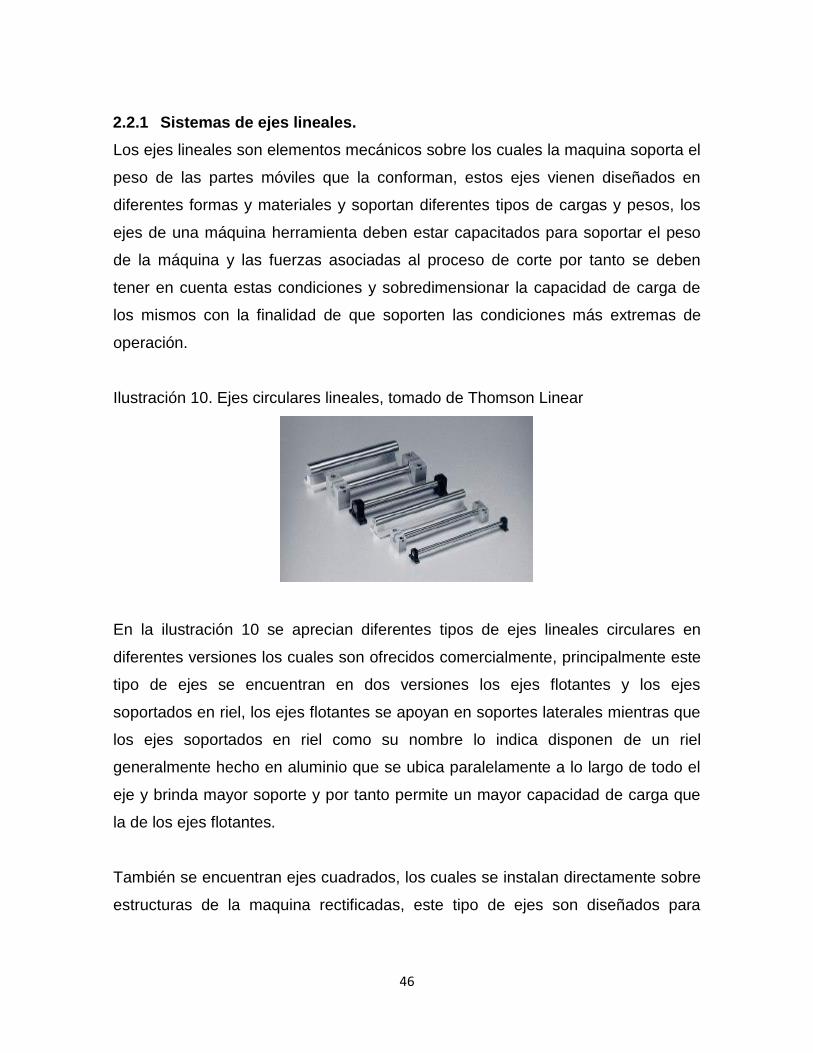
Ilustración 10. Ejes circulares lineales, tomado de Thomson Linear
En la ilustración 10 se aprecian diferentes tipos de ejes lineales circulares en
diferentes versiones los cuales son ofrecidos comercialmente, principalmente este
tipo de ejes se encuentran en dos versiones los ejes flotantes y los ejes
soportados en riel, los ejes flotantes se apoyan en soportes laterales mientras que
los ejes soportados en riel como su nombre lo indica disponen de un riel
generalmente hecho en aluminio que se ubica paralelamente a lo largo de todo el
eje y brinda mayor soporte y por tanto permite un mayor capacidad de carga que
la de los ejes flotantes.
También se encuentran ejes cuadrados, los cuales se instalan directamente sobre
estructuras de la maquina rectificadas, este tipo de ejes son diseñados para
47
ofrecer altas capacidades de carga y muy bajos ángulos de deflexión, otra
característica adicional de este tipo de ejes es que el perfil del eje es muy bajo y
esto los hace ideales para aplicaciones donde es espacio o las condiciones de
diseño son específicas y requieren de situar los elementos de manera especial.
En el mundo DIY se encuentran otros tipos de ejes de características no estándar
en la industria pero que por su facilidad de construcción y costo los hace
fácilmente asequibles y implementarles en máquinas y herramientas de bajo
coste, este tipo de ejes están construidos con rodamientos circulares
convencionales y funcionan sobre superficies planas rectificadas y lubricadas para
mejorar el rendimiento del eje, a continuación se mostraran algunas de estas
soluciones usadas por aficionados y en la pequeña y mediana industria.
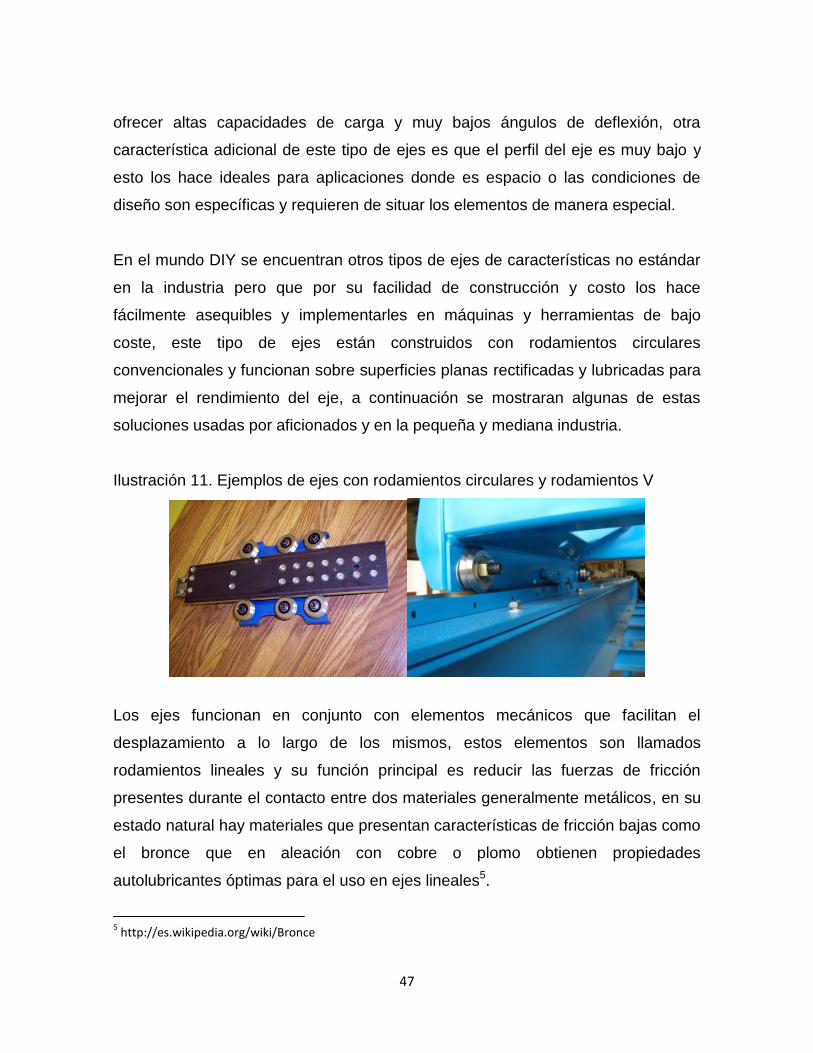
Ilustración 11. Ejemplos de ejes con rodamientos circulares y rodamientos V
Los ejes funcionan en conjunto con elementos mecánicos que facilitan el
desplazamiento a lo largo de los mismos, estos elementos son llamados
rodamientos lineales y su función principal es reducir las fuerzas de fricción
presentes durante el contacto entre dos materiales generalmente metálicos, en su
estado natural hay materiales que presentan características de fricción bajas como
el bronce que en aleación con cobre o plomo obtienen propiedades
autolubricantes óptimas para el uso en ejes lineales5.
5 http://es.wikipedia.org/wiki/Bronce
48
Ilustración 12. Cojinete de rodamiento en bronce, tomado de Direct Industry.
Para reducir aún más los coeficientes de fricción de las rodamientos lineales se
emplea tecnología de punta para desarrollar mecanismos como los rodamientos
lineales a bolas recirculantes, estos rodamientos hacen uso de principios
mecánicos simples como lo es la reducción de la superficie de contacto entre el
rodamiento y el eje, de esta menara y haciendo uso de pequeños balines de acero
el contacto se minimiza lo cual reduce considerablemente el coeficiente de
fricción, en adiciona esto su diseño les brinda de una cualidad que un rodamiento
con el de la ilustración 12 no tiene y es la capacidad de ajustarse de manera
autónoma al desgaste del eje lo cual les da una mayor tolerancia y por ende
alarga la vida útil del rodamiento, en consecuencia son más costosos que los
rodamientos convencionales pero ofrecen mejor desempeño y mayor precisión en
las maquinas o herramientas que los usan, hoy día los rodamientos lineales a
bolas recirculantes son el producto de mayor uso y más difundido en las
aplicaciones de automatización industrial y la construcción de máquinas6.
Estos rodamientos se encuentran también en versiones para ejes cuadrados,
aportando mejores características de respuesta a fricción en este tipo de ejes,
dado que las fuerzas aplicadas son normales a la superficie del eje, la reducción
en la superficie de contacto ayuda enormemente a la reducción de las fuerzas de
fricción presentes en ese tipo de ejes.
6 http://es.wikipedia.org/wiki/Rodamiento
49
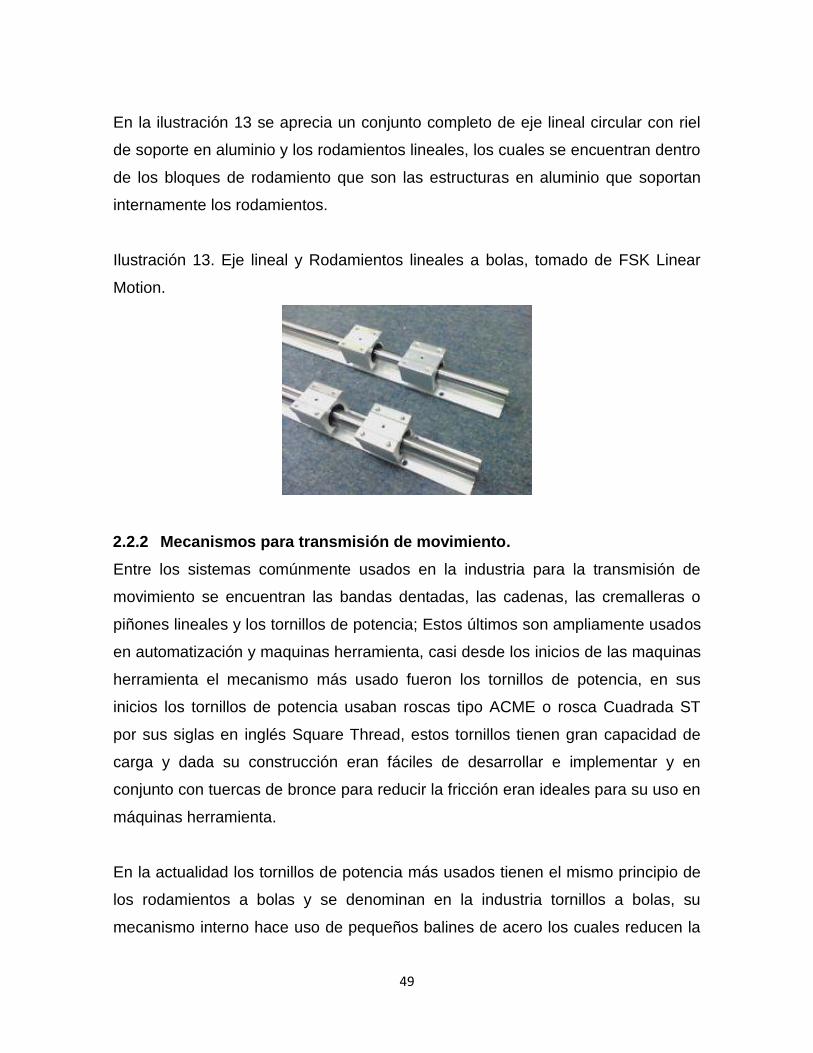
En la ilustración 13 se aprecia un conjunto completo de eje lineal circular con riel
de soporte en aluminio y los rodamientos lineales, los cuales se encuentran dentro
de los bloques de rodamiento que son las estructuras en aluminio que soportan
internamente los rodamientos.
Ilustración 13. Eje lineal y Rodamientos lineales a bolas, tomado de FSK Linear
Motion.
2.2.2 Mecanismos para transmisión de movimiento.
Entre los sistemas comúnmente usados en la industria para la transmisión de
movimiento se encuentran las bandas dentadas, las cadenas, las cremalleras o
piñones lineales y los tornillos de potencia; Estos últimos son ampliamente usados
en automatización y maquinas herramienta, casi desde los inicios de las maquinas
herramienta el mecanismo más usado fueron los tornillos de potencia, en sus
inicios los tornillos de potencia usaban roscas tipo ACME o rosca Cuadrada ST
por sus siglas en inglés Square Thread, estos tornillos tienen gran capacidad de
carga y dada su construcción eran fáciles de desarrollar e implementar y en
conjunto con tuercas de bronce para reducir la fricción eran ideales para su uso en
máquinas herramienta.
En la actualidad los tornillos de potencia más usados tienen el mismo principio de
los rodamientos a bolas y se denominan en la industria tornillos a bolas, su
mecanismo interno hace uso de pequeños balines de acero los cuales reducen la
50
fricción, aumentan el torque y reducen considerablemente el juego entre tornillo y
tuerca, estas características hacen de los tornillos a bolas los mecanismo ideales
para transmisión de movimiento en aplicaciones que requieran altos grados de
precisión y repetibilidad7.
Los tornillos de potencia son comúnmente encontrados en el mercado en conjunto
con, las tuercas a bolas y los soportes laterales,
2.3 DEFINICION DEL MATERIAL Y LA ESTRUCTURA DE SOPORTE
Los materiales en ingeniería son los componentes de la naturaleza que en su
estado físico puro o tratado por el hombre permiten el desarrollo de elementos que
conforman una estructura, estos materiales tienen algunas características que
diferencian y limitan principalmente su uso en diversas aplicaciones, es por eso
que el uso de los materiales en una u otra aplicación se debe estudiar de manera
especial y se deben realizar diversos análisis para determinar los
comportamientos que estos van a tener en una aplicación definida.
El comportamiento de los materiales en una solución de ingeniería depende
principalmente de factores como la homogeneidad, la elasticidad, la isotropía, la
plasticidad, la resistencia a la tensión, el esfuerzo, la deformación y la resistencia a
la fractura entre otras; Todas estas características mecánicas son objeto de
estudio en áreas de diseño de estructuras con la única finalidad de ofrecer
condiciones favorables y seguras para la construcción de una estructura.
Una estructura puede definirse como “cualquier disposición de materiales
realizada para soportar cargas” (Gordon, 1978) sin embargo podemos ver que a
nuestro alrededor estamos llenos de estructuras como lo son las miles de
estructuras que forman nuestros cuerpos o nuestros sistemas vitales, las
7 ACME Thread Spindles de bj.gear, sitio web http://www.bj-gear.dk/
51
estructuras de la naturaleza o del universo mismo y en un contexto más actual las
estructuras sociales, políticas o económicas que forman nuestro entorno
contemporáneo.
Retomando el tema de los materiales, hoy día los materiales de ingeniería usados
con más frecuencia en el ámbito industrial son los metales ferrosos, como el hierro
y el acero, otros materiales como lo son metales no ferrosos como el aluminio, el
cobre, el bronce también son ampliamente usados en la industria, y por último y no
menos importante dado que este tipo de materiales juegan un papel
importantísimo en la industria desde hace algunas décadas son los materiales
plásticos, polímeros y polietilenos, estos últimos juegan un papel importante en el
desarrollo de máquinas y elementos de máquinas de última generación.
Otro material ampliamente usado durante muchos años quizás no tanto en la
actualidad es la madera, la madera si bien no alcanza a sobrepasar algunas de las
características físicas de algunos materiales es un material que por sus
características facilita el uso aun en ambiente no muy industrializados y con
herramientas de uso general o manual; Otra de las razones por las cuales la
madera ofrece una posibilidad enorme para su trabajo es la de su bajo costo
comparado con el aluminio o el hierro; De esta forma la madera se convierte en un
material bastante factible para su uso en este proyecto.
La madera en su forma natural es un elemento de resistencia media lo cual
permite una relativa facilidad para realizar procesos de mecanizado y corte esto
ayuda en el proceso de construcción de una estructura que servirá de prototipo
para una maquina CNC; Hoy en día podemos encontrar una gran variedad de
maderas vírgenes y procesadas con diferentes características como lo son los
aglomerados entre los cuales se pueden encontrar los siguientes: Aglomerados de
fibras orientadas, aglomerados decorativos, aglomerados de tres capas,
aglomerados de una capa, etc. Otros tipos de maderas procesadas son los
52
contrachapados y los tableros de fibras, estos últimos se caracterizan por tener
unas propiedades muy similares a las de una buena madera pura y son de amplio
uso en la industria hoy día.
Los tableros de fibras están constituidos por elementos de maderas puras las
cuales han sido reducidas a su mínima expresión (fibra o pulpa de madera), estas
fibras son reconstituidas luego para formar un material estable y homogéneo,
dicho proceso se realiza con la aplicación de presión y aglutinantes especiales que
le dan una densidad especifica al tablero permitiendo de hecho la clasificación de
los mismos en tres tipos principales: los tableros semiduros o tableros de alta
densidad, los tableros blandos o de baja densidad y los tableros de densidad
media, estos últimos son conocidos en el mercado como MDF por sus siglas en
Ingles Medium Density Fibreboard, estos tableros se fabrican con las dos caras
lisas mediante un proceso de fabricación en seco unidos por un adhesivo de
resina sintética, se fabrican comercialmente en espesores de 3 a 32mm y su
estructura final es lo más parecido a una madera maciza por lo cual facilita el
proceso de corte y maquinado.
2.3.1 MDF como material para la estructura de la maquina CNC.
El MDF o tablero de densidad media como se mencionó anteriormente es un
aglomerado elaborado con fibras de madera las cuales se unen en un proceso de
fabricación seca mediante el uso de resinas sintéticas y bajo la acción de calor y
alta presión, esto produce una estructura de madera uniforme y homogénea con
un acabado casi perfecto, fácil de fresar y tallar en su totalidad.
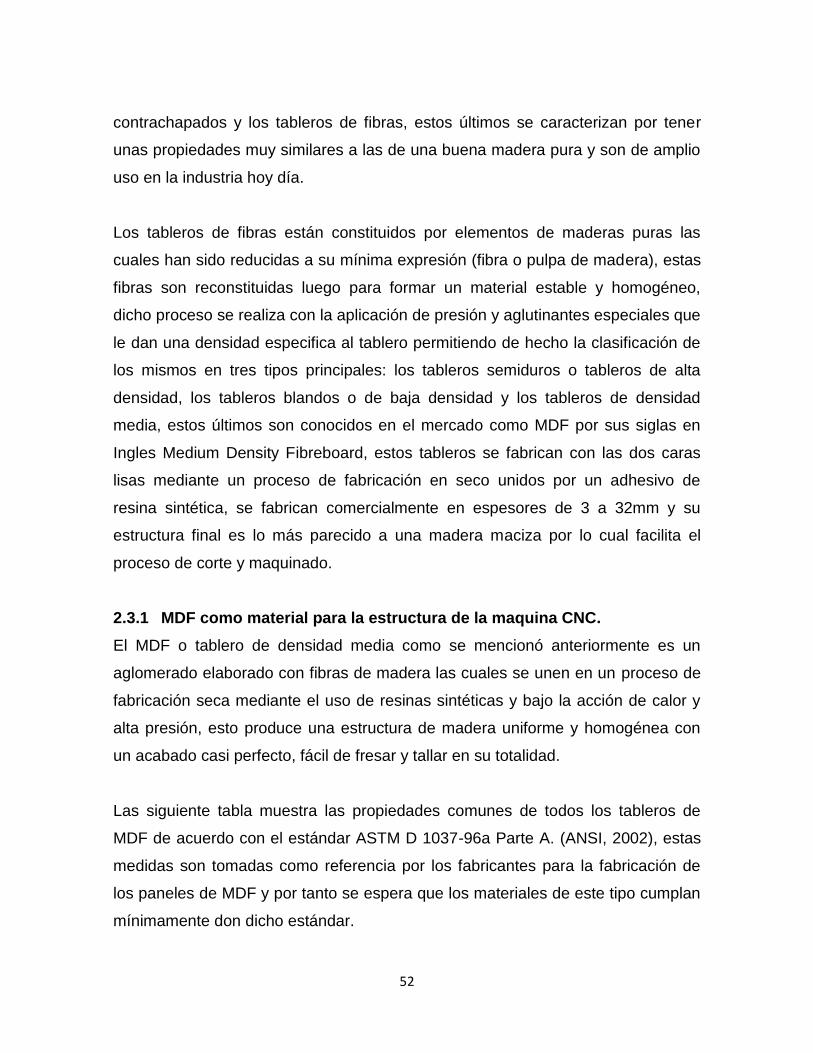
Las siguiente tabla muestra las propiedades comunes de todos los tableros de
MDF de acuerdo con el estándar ASTM D 1037-96a Parte A. (ANSI, 2002), estas
medidas son tomadas como referencia por los fabricantes para la fabricación de
los paneles de MDF y por tanto se espera que los materiales de este tipo cumplan
mínimamente don dicho estándar.
53
Tabla 3. Propiedades comunes de los tableros de MDF tomada de ANSI A208.2-
2002
Como podemos ver en la tabla anterior las características de tolerancia para este
tipo de aglomerados son del orden de las +/- 125 micras para el caso de las
variaciones de espesor, esto supone una ventaja significativa a la hora de usar
este material como componente para el desarrollo de la estructura de una
maquina CNC si bien no compite con otros materiales como el aluminio o el acero,
es suficiente para las necesidades y el desarrollo de un prototipo.
Ilustración 14. Corte típico de tablero de MDF
La ilustración anterior muestra un corte típico de MDF de diferentes dimensiones
como se puede observar en el corte transversal es posible ver la uniformidad del
54
tejido interno del tablero, esto aporta un grado de rigidez y estabilidad en las
estructuras creadas con este tipo de maderas.
Teniendo en cuenta lo anterior y otro factor muy importante el cual es el bajo costo
de este tipo de material para el desarrollo del prototipo, se opta por definir las
dimensiones con las cuales se construirá la máquina, estas dimensiones se
definen en base a otros componentes como son los ejes. De esta manera se opta
por acondicionar el diseño en base a las dimensiones de los ejes dado que estos
se consiguen en el mercado con ciertas medidas específicas.
2.4 REALIZACION DEL DISEÑO
Para la realización del diseño se tuvieron en cuenta algunos aspectos los cuales
debido a su importancia limitaban o no la realización de una estructura uniforme y
resistente. Estos aspectos se definen a continuación:
El primero de ellos se basa en la longitud de los ejes y los tornillos de potencia,
aun cuando no se ha hablado de esto, la longitud de los mismos es el factor
principal y definitivo en las dimensiones que tendrá la maquina final, lo anterior
dado que estos elementos se consiguen en el mercado de unas dimensiones
específicas y por ende el diseñador o constructor de la maquina debe ajustarse a
estos parámetros. Para el caso del diseño de la maquina CNC descrita en este
proyecto las dimensiones de los ejes fueron de 1300x800x300 mm, por tanto al
momento de adquirir los ejes ya se puede ir formando una idea más clara sobra el
tamaño resultante de la máquina que será construida.
El segundo factor a tener en cuenta es la longitud de los tornillos de potencia,
estos tornillo por lo general son de 5 a 7cm más largos que la longitud total de
cada eje, esto se hace para colocar las terminaciones del tornillo y por ende
aumenta un poco más el tamaño total de la maquina; Adicionalmente y de acuerdo
55
a la disposición de los motores es posible que la maquina aumente entre 5 a 15
cm de longitud en todos los ejes.
El tercer factor muy importante también en la etapa de diseño corresponde a las
dimensiones de la lámina de MDF sobre la cual se van a recortar las diferentes
partes que confirman la estructura de la máquina, para este caso las láminas de
MDF se comercializan con dimensiones de 1500 x 2800mm y de acuerdo a esto
es necesario ajustar el diseño para lograr cortes y láminas de una sola pieza, lo
cual evita desalineaciones de las diferentes superficies de la estructura.
Se optó por tomar la configuración de pórtico móvil descrita anteriormente como
modelo para realizar el diseño de la máquina, este tipo de configuración tiene tres
componentes principales que conforman la estructura de la maquina cada
componente soporta uno de los ejes de la maquina CNC X, Y, Z. El componente
estructural más grande es el que soporta el eje Y que a su vez hace de mesa y es
donde se soporta también el material que se va a mecanizar, este primer
componente debe soportar el peso de los otros dos ejes, del material y de las
herramientas de corte, así como los componentes mecánicos como lo son los
ejes, los tornillos de potencia y los motores.
Los otros dos componentes estructurales son más pequeños y deben soportar
menos peso y deben estar correctamente alineados con respecto al anterior dado
que de ellos depende la alineación final de la herramienta de corte con respecto a
la posición del material.
Una vez se ha determinado el espacio ocupado por cada elemento se procede a
dimensionar las superficies requeridas para conformar las diferentes partes de la
estructura de este primer análisis se obtiene un diseño inicial el cual debe ser
evaluado uno y otra vez hasta estar seguros de que todas las piezas ocuparan su
lugar sin interferir con otras ni en la operación de las mismas. Para el diseño y
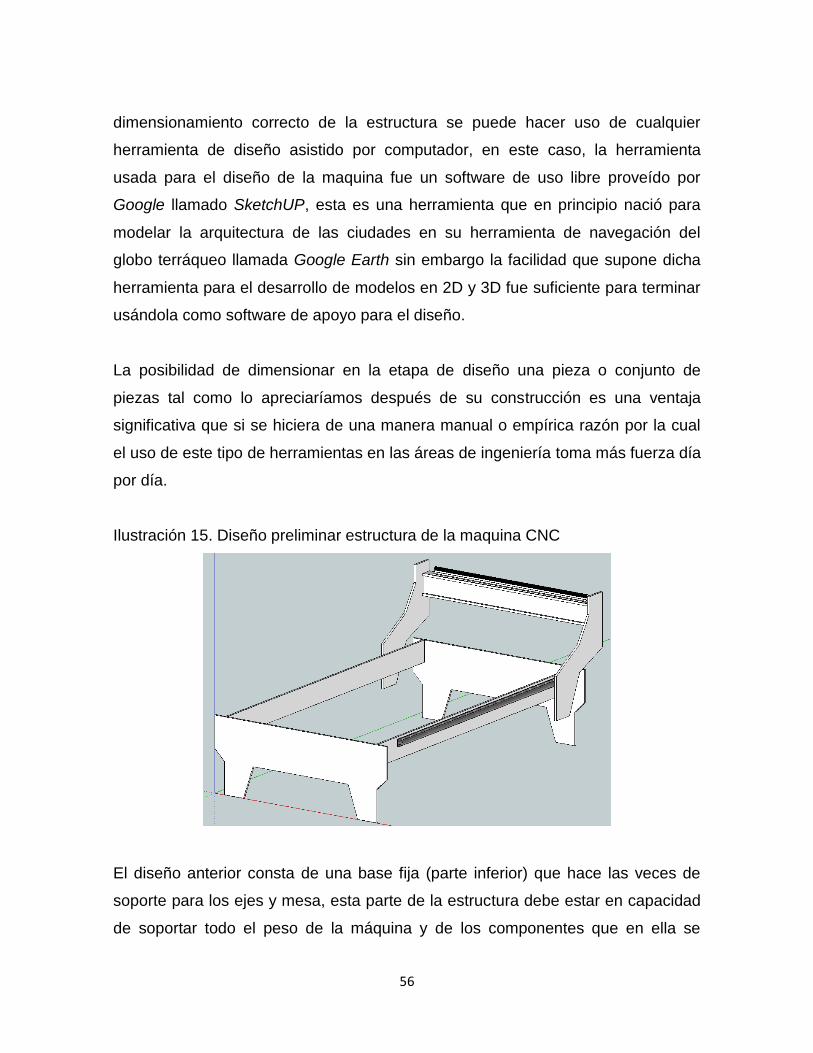
56
dimensionamiento correcto de la estructura se puede hacer uso de cualquier
herramienta de diseño asistido por computador, en este caso, la herramienta
usada para el diseño de la maquina fue un software de uso libre proveído por
Google llamado SketchUP, esta es una herramienta que en principio nació para
modelar la arquitectura de las ciudades en su herramienta de navegación del
globo terráqueo llamada Google Earth sin embargo la facilidad que supone dicha
herramienta para el desarrollo de modelos en 2D y 3D fue suficiente para terminar
usándola como software de apoyo para el diseño.
La posibilidad de dimensionar en la etapa de diseño una pieza o conjunto de
piezas tal como lo apreciaríamos después de su construcción es una ventaja
significativa que si se hiciera de una manera manual o empírica razón por la cual
el uso de este tipo de herramientas en las áreas de ingeniería toma más fuerza día
por día.
Ilustración 15. Diseño preliminar estructura de la maquina CNC
El diseño anterior consta de una base fija (parte inferior) que hace las veces de
soporte para los ejes y mesa, esta parte de la estructura debe estar en capacidad
de soportar todo el peso de la máquina y de los componentes que en ella se
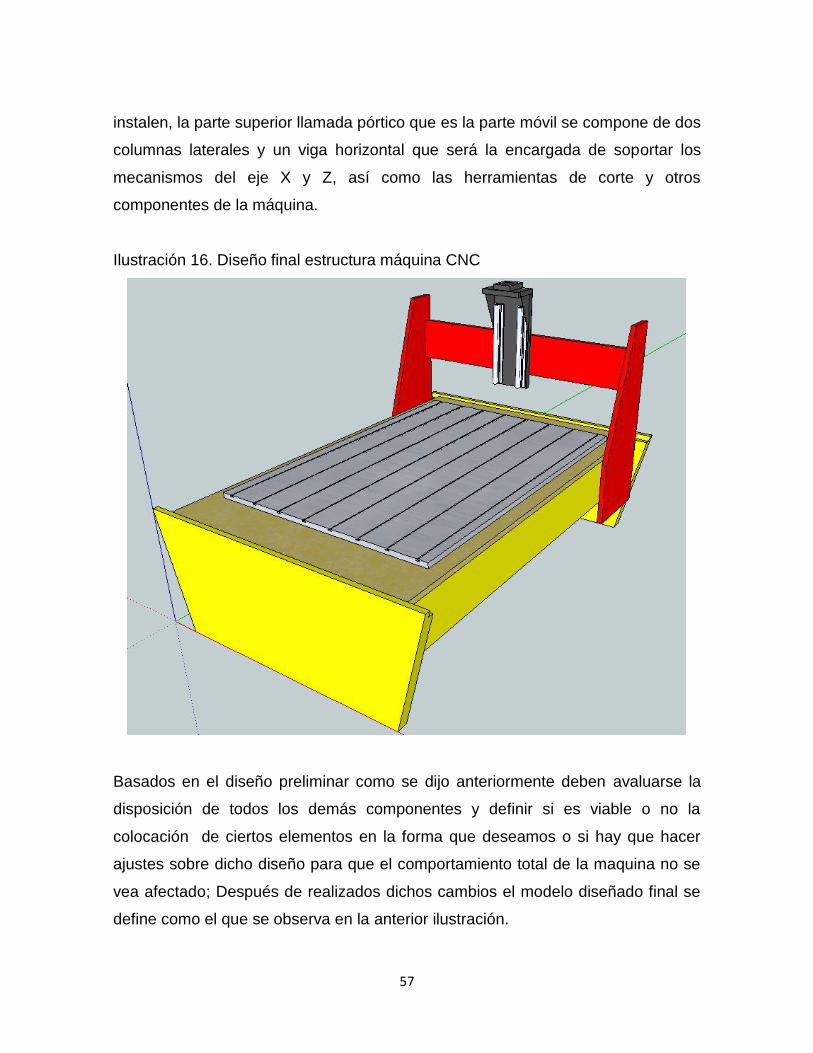
57
instalen, la parte superior llamada pórtico que es la parte móvil se compone de dos
columnas laterales y un viga horizontal que será la encargada de soportar los
mecanismos del eje X y Z, así como las herramientas de corte y otros
componentes de la máquina.
Ilustración 16. Diseño final estructura máquina CNC
Basados en el diseño preliminar como se dijo anteriormente deben avaluarse la
disposición de todos los demás componentes y definir si es viable o no la
colocación de ciertos elementos en la forma que deseamos o si hay que hacer
ajustes sobre dicho diseño para que el comportamiento total de la maquina no se
vea afectado; Después de realizados dichos cambios el modelo diseñado final se
define como el que se observa en la anterior ilustración.
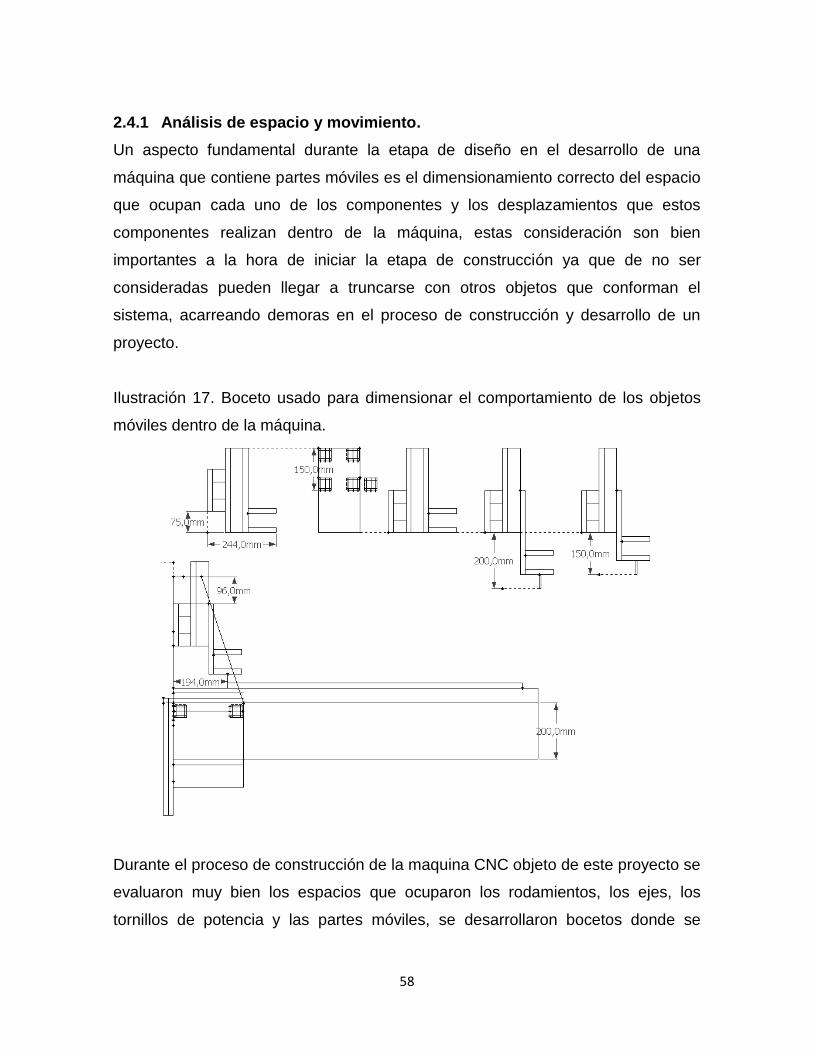
58
2.4.1 Análisis de espacio y movimiento.
Un aspecto fundamental durante la etapa de diseño en el desarrollo de una
máquina que contiene partes móviles es el dimensionamiento correcto del espacio
que ocupan cada uno de los componentes y los desplazamientos que estos
componentes realizan dentro de la máquina, estas consideración son bien
importantes a la hora de iniciar la etapa de construcción ya que de no ser
consideradas pueden llegar a truncarse con otros objetos que conforman el
sistema, acarreando demoras en el proceso de construcción y desarrollo de un
proyecto.
Ilustración 17. Boceto usado para dimensionar el comportamiento de los objetos
móviles dentro de la máquina.
Durante el proceso de construcción de la maquina CNC objeto de este proyecto se
evaluaron muy bien los espacios que ocuparon los rodamientos, los ejes, los
tornillos de potencia y las partes móviles, se desarrollaron bocetos donde se
59
pintaron los elementos que realizaban el movimiento en las posiciones máxima y
mínima para evaluar los posibles problemas de interferencia de estos objetos y se
realizaron recorridos simulando el recorrido a lo largo de los ejes para determinar
si dicho recorrido estaba libre de obstáculos o si se debía realizar algún reajuste al
diseño. La ilustración 17 es un ejemplo de uno de los bocetos desarrollados para
evaluar el comportamiento de la máquina y la ocupación de los componentes
dentro de la estructura de la máquina.
En esta etapa del diseño se buscó analizar y determinar la capacidad de
movimiento de la máquina y las restricciones de movimiento que los diferentes
objetos pudieran llegar a tener, una vez hecho esto se procede a generar unos
planos con medidas los cuales dependiendo de si se presenta alguna nueva
situación pueden llegar a ser los planos de corte definitivos.
Anteriormente se había mencionado las dimensiones de los ejes usados para la
construcción de la máquina los cuales correspondían a 1300 x 800 x 300 mm, en
gran medida estas dimensiones dan una idea aproximada de las dimensiones de
la maquina sin embargo están definitivamente son un valor muy aproximado y que
hay que tener en cuenta todos los demás mecanismos de soporte que la maquina
debe usar para poder dar un valor más real; Por el contrario se espera que la
longitud de los ejes lineales sea muy cercana a la longitud de desplazamiento que
tendrá el actuador, pero hay que tener en cuenta que hay que descontar el
espacio que los rodamientos ocupan ya que estos limitan el desplazamiento total
de las partes móviles.
De acuerdo a esto y a el análisis de los espacios de la máquina y de cómo se
dimensionó la estructura los valores de los recorridos son: 1050mm en el eje Y,
650mm en el eje X y 150mm en el eje Z, esto nos da una idea del área y el
volumen de operación que tendrá la maquina después de finalizada; Estos
características son de gran importancia ya que de ellos depende el tamaño de las
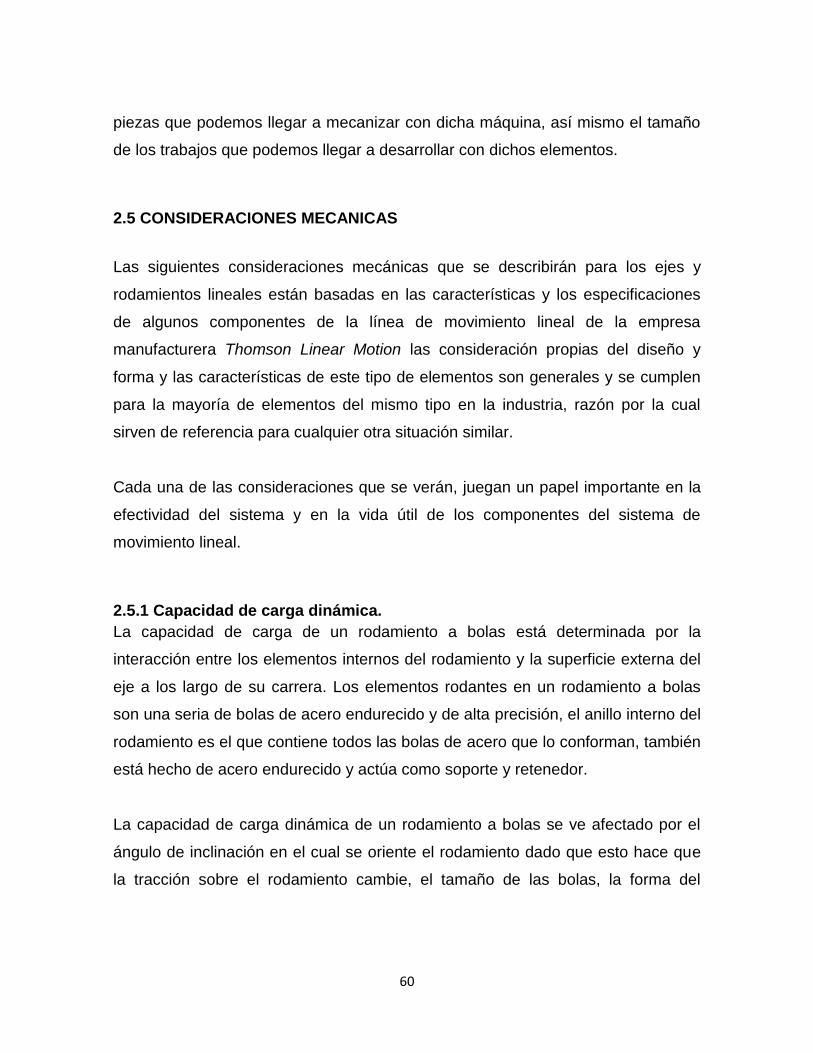
60
piezas que podemos llegar a mecanizar con dicha máquina, así mismo el tamaño
de los trabajos que podemos llegar a desarrollar con dichos elementos.
2.5 CONSIDERACIONES MECANICAS
Las siguientes consideraciones mecánicas que se describirán para los ejes y
rodamientos lineales están basadas en las características y los especificaciones
de algunos componentes de la línea de movimiento lineal de la empresa
manufacturera Thomson Linear Motion las consideración propias del diseño y
forma y las características de este tipo de elementos son generales y se cumplen
para la mayoría de elementos del mismo tipo en la industria, razón por la cual
sirven de referencia para cualquier otra situación similar.
Cada una de las consideraciones que se verán, juegan un papel importante en la
efectividad del sistema y en la vida útil de los componentes del sistema de
movimiento lineal.
2.5.1 Capacidad de carga dinámica.
La capacidad de carga de un rodamiento a bolas está determinada por la
interacción entre los elementos internos del rodamiento y la superficie externa del
eje a los largo de su carrera. Los elementos rodantes en un rodamiento a bolas
son una seria de bolas de acero endurecido y de alta precisión, el anillo interno del
rodamiento es el que contiene todos las bolas de acero que lo conforman, también
está hecho de acero endurecido y actúa como soporte y retenedor.
La capacidad de carga dinámica de un rodamiento a bolas se ve afectado por el
ángulo de inclinación en el cual se oriente el rodamiento dado que esto hace que
la tracción sobre el rodamiento cambie, el tamaño de las bolas, la forma del
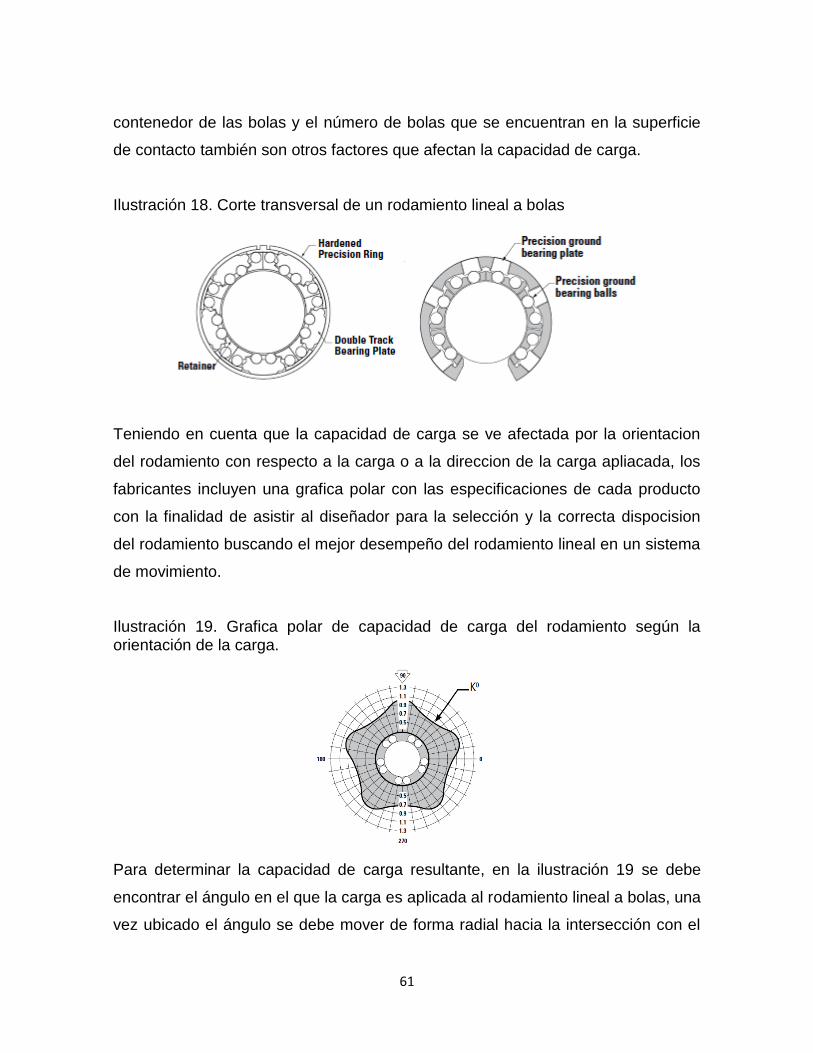
61
contenedor de las bolas y el número de bolas que se encuentran en la superficie
de contacto también son otros factores que afectan la capacidad de carga.
Ilustración 18. Corte transversal de un rodamiento lineal a bolas
Teniendo en cuenta que la capacidad de carga se ve afectada por la orientacion
del rodamiento con respecto a la carga o a la direccion de la carga apliacada, los
fabricantes incluyen una grafica polar con las especificaciones de cada producto
con la finalidad de asistir al diseñador para la selección y la correcta dispocision
del rodamiento buscando el mejor desempeño del rodamiento lineal en un sistema
de movimiento.
Ilustración 19. Grafica polar de capacidad de carga del rodamiento según la orientación de la carga.
Para determinar la capacidad de carga resultante, en la ilustración 19 se debe
encontrar el ángulo en el que la carga es aplicada al rodamiento lineal a bolas, una
vez ubicado el ángulo se debe mover de forma radial hacia la intersección con el
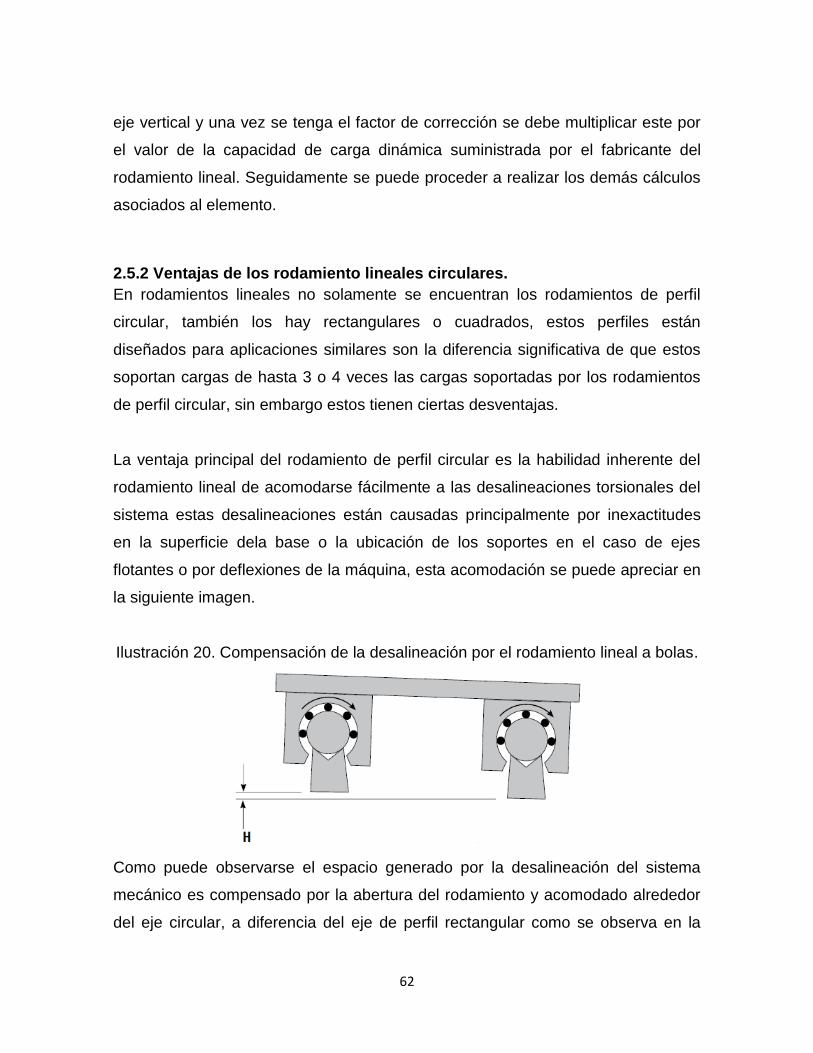
62
eje vertical y una vez se tenga el factor de corrección se debe multiplicar este por
el valor de la capacidad de carga dinámica suministrada por el fabricante del
rodamiento lineal. Seguidamente se puede proceder a realizar los demás cálculos
asociados al elemento.
2.5.2 Ventajas de los rodamiento lineales circulares.
En rodamientos lineales no solamente se encuentran los rodamientos de perfil
circular, también los hay rectangulares o cuadrados, estos perfiles están
diseñados para aplicaciones similares son la diferencia significativa de que estos
soportan cargas de hasta 3 o 4 veces las cargas soportadas por los rodamientos
de perfil circular, sin embargo estos tienen ciertas desventajas.
La ventaja principal del rodamiento de perfil circular es la habilidad inherente del
rodamiento lineal de acomodarse fácilmente a las desalineaciones torsionales del
sistema estas desalineaciones están causadas principalmente por inexactitudes
en la superficie dela base o la ubicación de los soportes en el caso de ejes
flotantes o por deflexiones de la máquina, esta acomodación se puede apreciar en
la siguiente imagen.
Ilustración 20. Compensación de la desalineación por el rodamiento lineal a bolas.
Como puede observarse el espacio generado por la desalineación del sistema
mecánico es compensado por la abertura del rodamiento y acomodado alrededor
del eje circular, a diferencia del eje de perfil rectangular como se observa en la
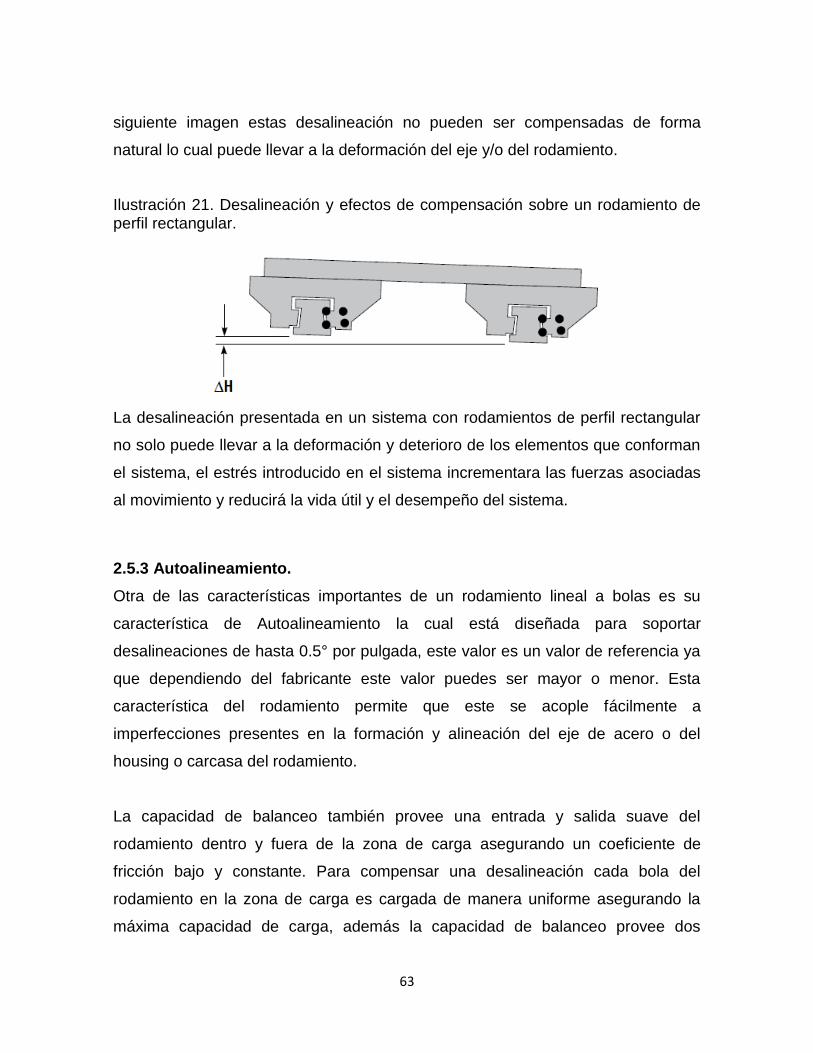
63
siguiente imagen estas desalineación no pueden ser compensadas de forma
natural lo cual puede llevar a la deformación del eje y/o del rodamiento.
Ilustración 21. Desalineación y efectos de compensación sobre un rodamiento de perfil rectangular.
La desalineación presentada en un sistema con rodamientos de perfil rectangular
no solo puede llevar a la deformación y deterioro de los elementos que conforman
el sistema, el estrés introducido en el sistema incrementara las fuerzas asociadas
al movimiento y reducirá la vida útil y el desempeño del sistema.
2.5.3 Autoalineamiento.
Otra de las características importantes de un rodamiento lineal a bolas es su
característica de Autoalineamiento la cual está diseñada para soportar
desalineaciones de hasta 0.5° por pulgada, este valor es un valor de referencia ya
que dependiendo del fabricante este valor puedes ser mayor o menor. Esta
característica del rodamiento permite que este se acople fácilmente a
imperfecciones presentes en la formación y alineación del eje de acero o del
housing o carcasa del rodamiento.
La capacidad de balanceo también provee una entrada y salida suave del
rodamiento dentro y fuera de la zona de carga asegurando un coeficiente de
fricción bajo y constante. Para compensar una desalineación cada bola del
rodamiento en la zona de carga es cargada de manera uniforme asegurando la
máxima capacidad de carga, además la capacidad de balanceo provee dos
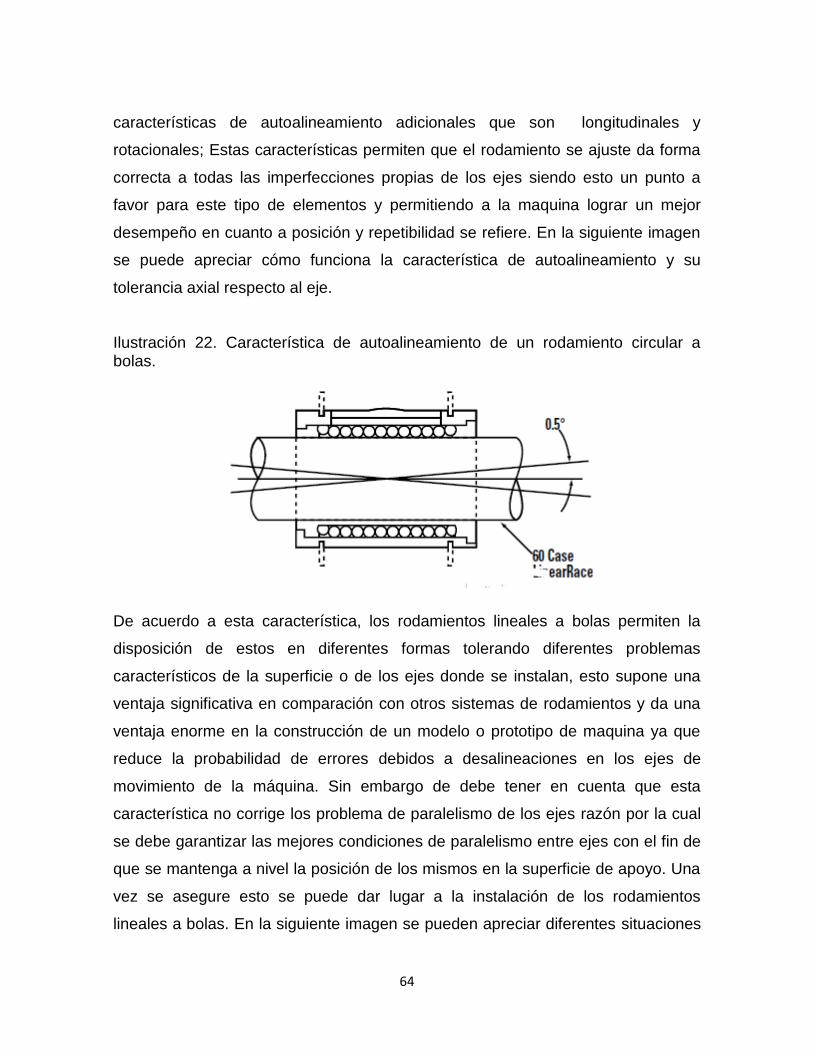
64
características de autoalineamiento adicionales que son longitudinales y
rotacionales; Estas características permiten que el rodamiento se ajuste da forma
correcta a todas las imperfecciones propias de los ejes siendo esto un punto a
favor para este tipo de elementos y permitiendo a la maquina lograr un mejor
desempeño en cuanto a posición y repetibilidad se refiere. En la siguiente imagen
se puede apreciar cómo funciona la característica de autoalineamiento y su
tolerancia axial respecto al eje.
Ilustración 22. Característica de autoalineamiento de un rodamiento circular a bolas.
De acuerdo a esta característica, los rodamientos lineales a bolas permiten la
disposición de estos en diferentes formas tolerando diferentes problemas
característicos de la superficie o de los ejes donde se instalan, esto supone una
ventaja significativa en comparación con otros sistemas de rodamientos y da una
ventaja enorme en la construcción de un modelo o prototipo de maquina ya que
reduce la probabilidad de errores debidos a desalineaciones en los ejes de
movimiento de la máquina. Sin embargo de debe tener en cuenta que esta
característica no corrige los problema de paralelismo de los ejes razón por la cual
se debe garantizar las mejores condiciones de paralelismo entre ejes con el fin de
que se mantenga a nivel la posición de los mismos en la superficie de apoyo. Una
vez se asegure esto se puede dar lugar a la instalación de los rodamientos
lineales a bolas. En la siguiente imagen se pueden apreciar diferentes situaciones
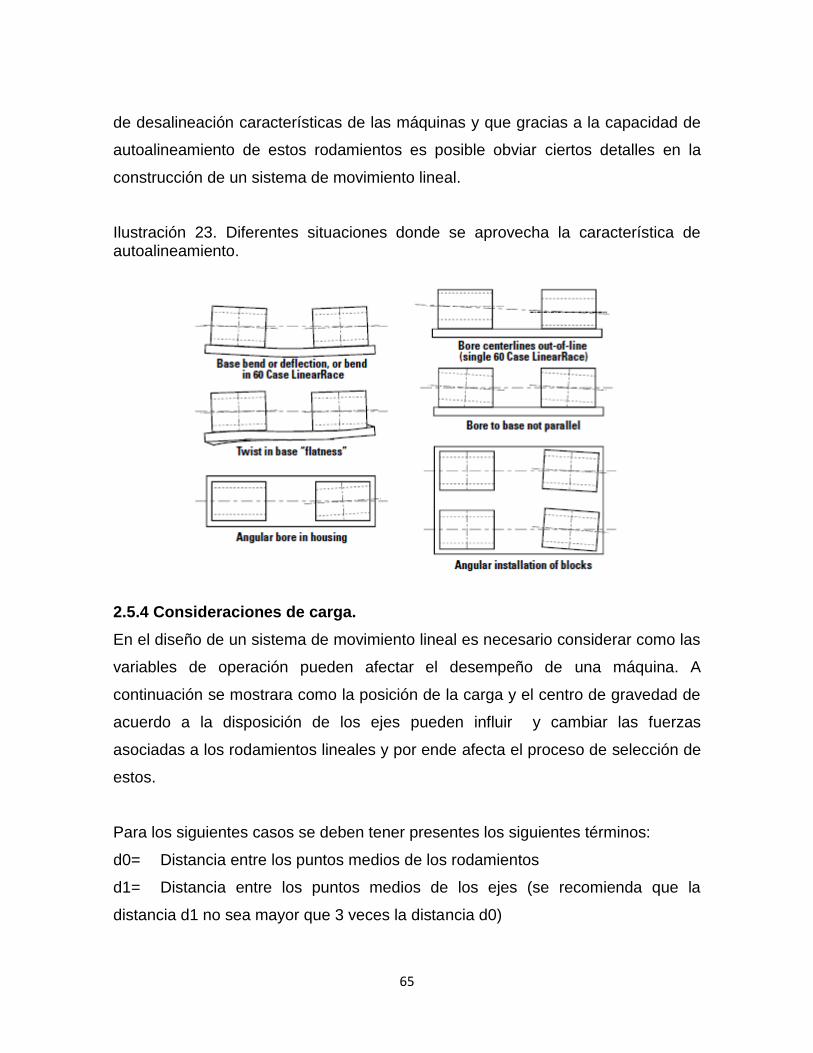
65
de desalineación características de las máquinas y que gracias a la capacidad de
autoalineamiento de estos rodamientos es posible obviar ciertos detalles en la
construcción de un sistema de movimiento lineal.
Ilustración 23. Diferentes situaciones donde se aprovecha la característica de autoalineamiento.
2.5.4 Consideraciones de carga.
En el diseño de un sistema de movimiento lineal es necesario considerar como las
variables de operación pueden afectar el desempeño de una máquina. A
continuación se mostrara como la posición de la carga y el centro de gravedad de
acuerdo a la disposición de los ejes pueden influir y cambiar las fuerzas
asociadas a los rodamientos lineales y por ende afecta el proceso de selección de
estos.
Para los siguientes casos se deben tener presentes los siguientes términos:
d0= Distancia entre los puntos medios de los rodamientos
d1= Distancia entre los puntos medios de los ejes (se recomienda que la
distancia d1 no sea mayor que 3 veces la distancia d0)
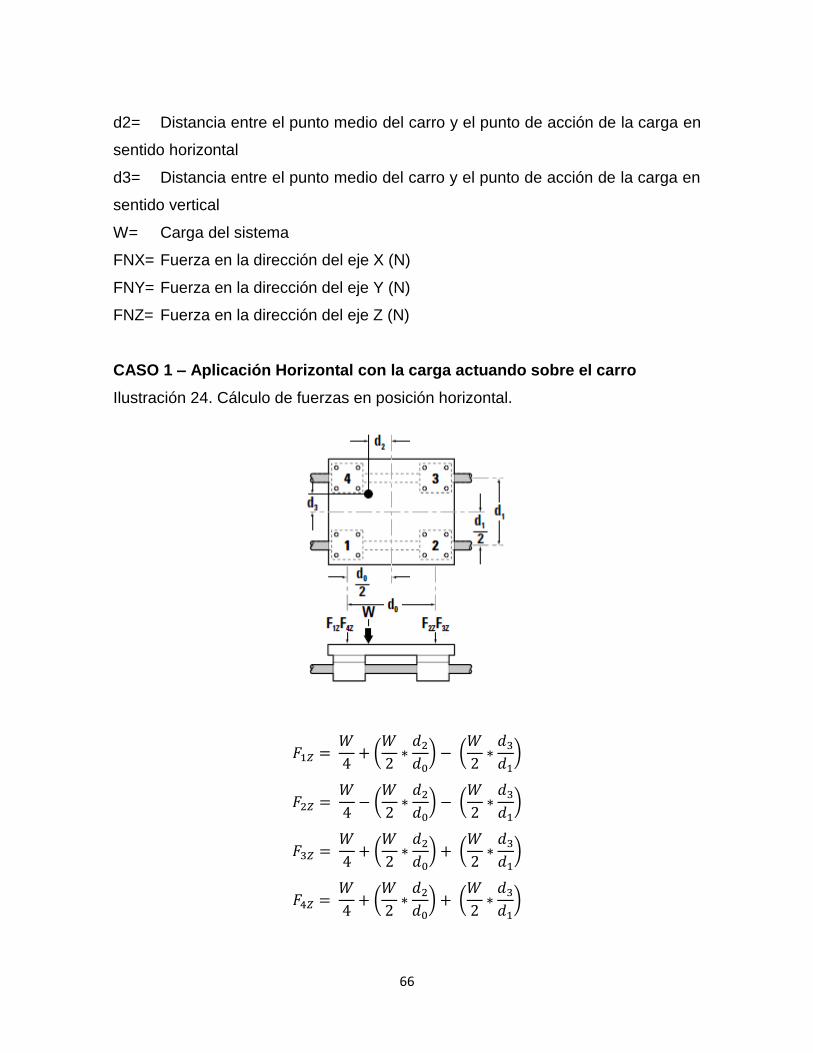
66
d2= Distancia entre el punto medio del carro y el punto de acción de la carga en
sentido horizontal
d3= Distancia entre el punto medio del carro y el punto de acción de la carga en
sentido vertical
W= Carga del sistema
FNX= Fuerza en la dirección del eje X (N)
FNY= Fuerza en la dirección del eje Y (N)
FNZ= Fuerza en la dirección del eje Z (N)
CASO 1 – Aplicación Horizontal con la carga actuando sobre el carro
Ilustración 24. Cálculo de fuerzas en posición horizontal.
(
) (
)
(
) (
)
(
) (
)
(
) (
)
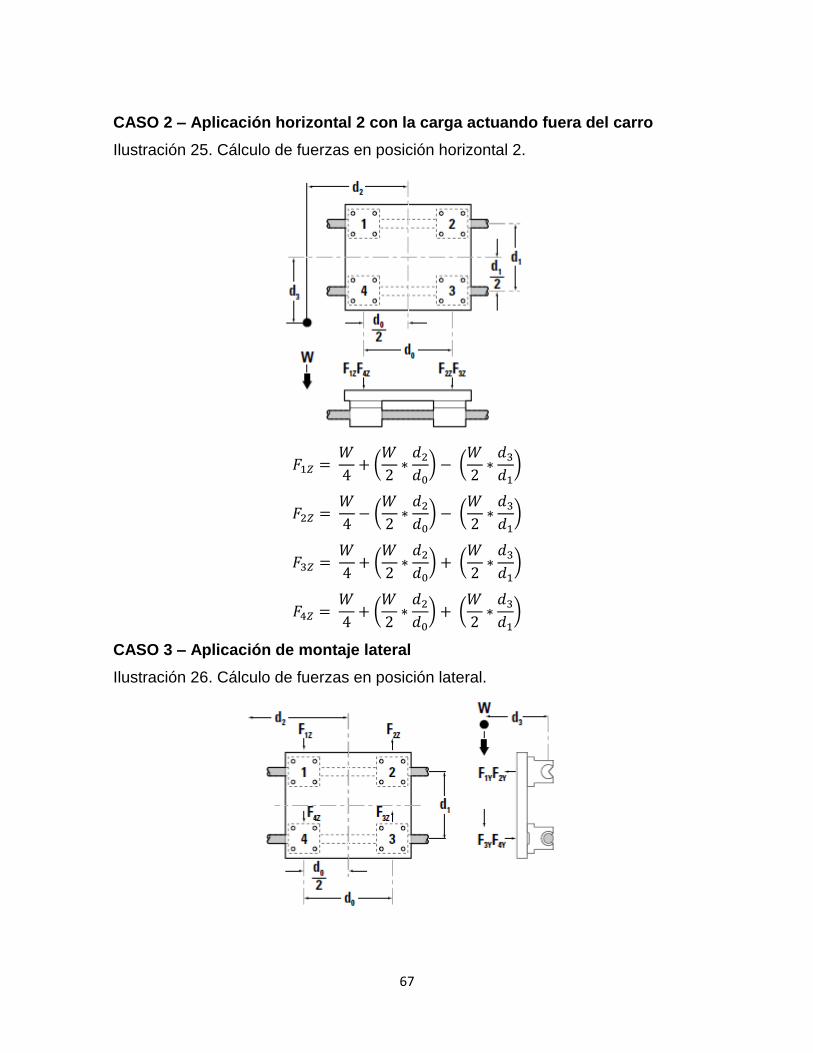
67
CASO 2 – Aplicación horizontal 2 con la carga actuando fuera del carro
Ilustración 25. Cálculo de fuerzas en posición horizontal 2.
(
) (
)
(
) (
)
(
) (
)
(
) (
)
CASO 3 – Aplicación de montaje lateral
Ilustración 26. Cálculo de fuerzas en posición lateral.
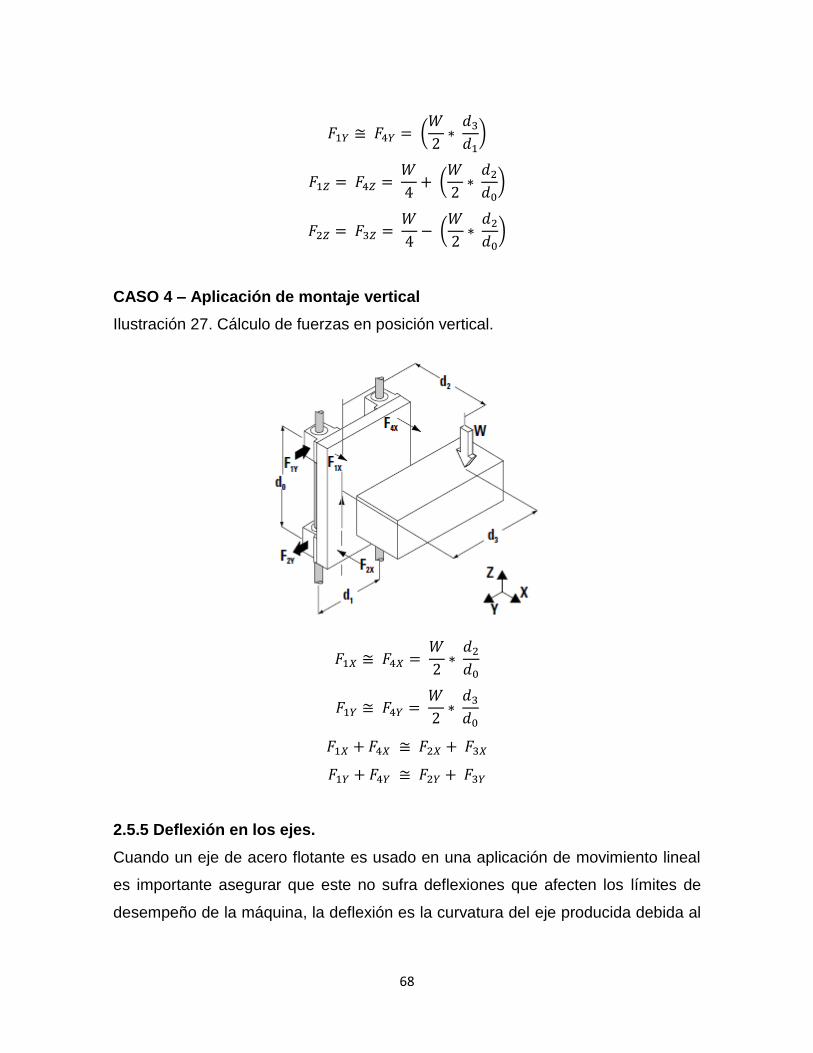
68
(
)
(
)
(
)
CASO 4 – Aplicación de montaje vertical
Ilustración 27. Cálculo de fuerzas en posición vertical.
2.5.5 Deflexión en los ejes.
Cuando un eje de acero flotante es usado en una aplicación de movimiento lineal
es importante asegurar que este no sufra deflexiones que afecten los límites de
desempeño de la máquina, la deflexión es la curvatura del eje producida debida al
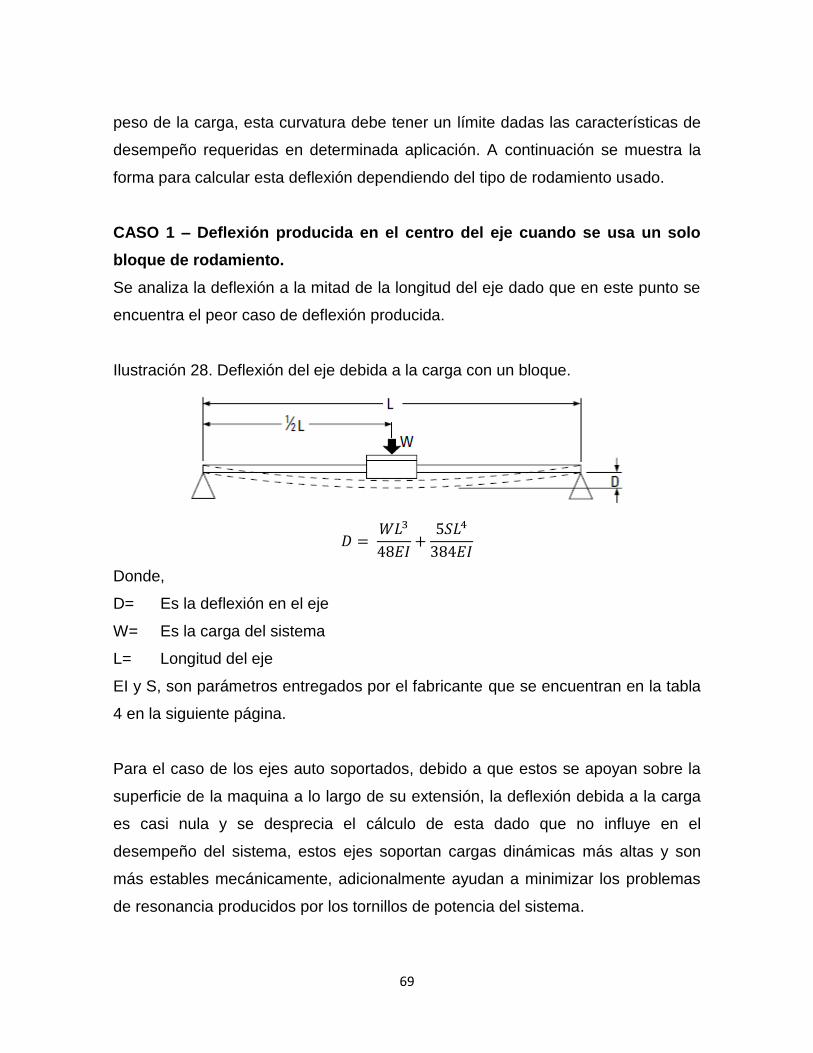
69
peso de la carga, esta curvatura debe tener un límite dadas las características de
desempeño requeridas en determinada aplicación. A continuación se muestra la
forma para calcular esta deflexión dependiendo del tipo de rodamiento usado.
CASO 1 – Deflexión producida en el centro del eje cuando se usa un solo
bloque de rodamiento.
Se analiza la deflexión a la mitad de la longitud del eje dado que en este punto se
encuentra el peor caso de deflexión producida.
Ilustración 28. Deflexión del eje debida a la carga con un bloque.
Donde,
D= Es la deflexión en el eje
W= Es la carga del sistema
L= Longitud del eje
EI y S, son parámetros entregados por el fabricante que se encuentran en la tabla
4 en la siguiente página.
Para el caso de los ejes auto soportados, debido a que estos se apoyan sobre la
superficie de la maquina a lo largo de su extensión, la deflexión debida a la carga
es casi nula y se desprecia el cálculo de esta dado que no influye en el
desempeño del sistema, estos ejes soportan cargas dinámicas más altas y son
más estables mecánicamente, adicionalmente ayudan a minimizar los problemas
de resonancia producidos por los tornillos de potencia del sistema.
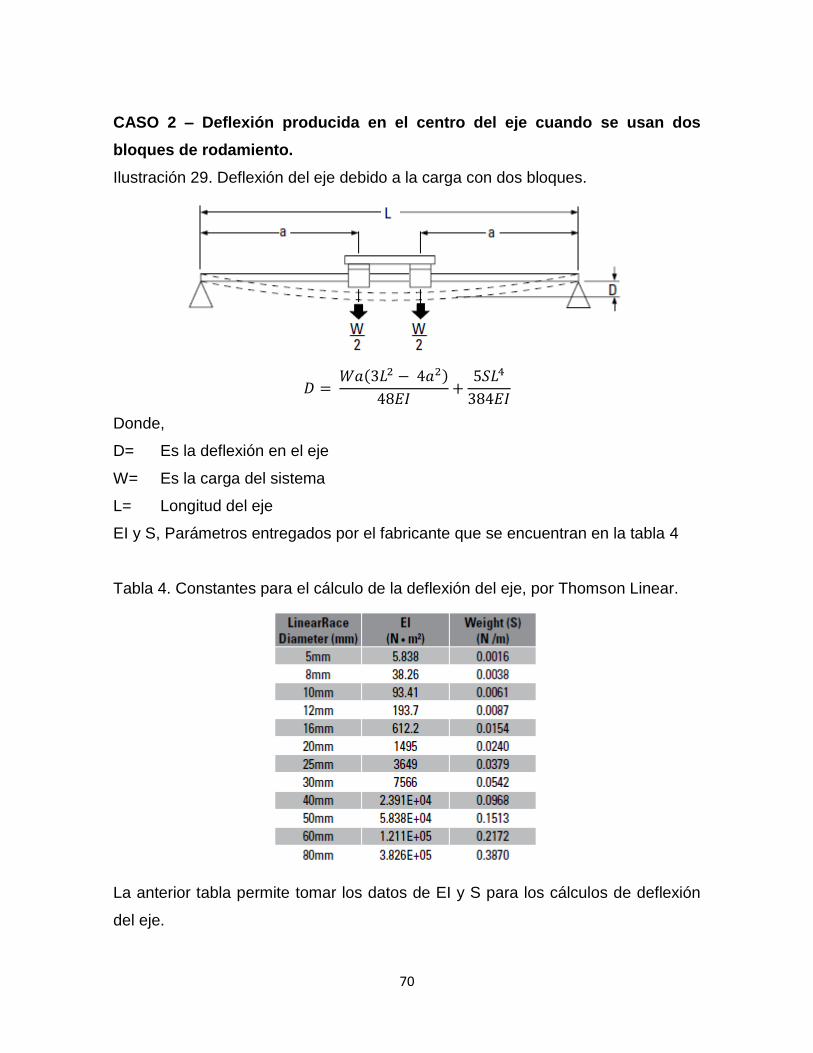
70
CASO 2 – Deflexión producida en el centro del eje cuando se usan dos
bloques de rodamiento.
Ilustración 29. Deflexión del eje debido a la carga con dos bloques.
( )
Donde,
D= Es la deflexión en el eje
W= Es la carga del sistema
L= Longitud del eje
EI y S, Parámetros entregados por el fabricante que se encuentran en la tabla 4
Tabla 4. Constantes para el cálculo de la deflexión del eje, por Thomson Linear.
La anterior tabla permite tomar los datos de EI y S para los cálculos de deflexión
del eje.
71
3. SISTEMA ELECTRONICO
En un sistema CNC los componentes electrónicos que realizan el control de los
movimientos y manejan la potencia de los actuadores son fundamentales en el
desempeño del dispositivo, en la actualidad es fácil encontrar en el mercado
diferentes tipos de soluciones que varían en calidad, funcionalidades y precio, así
como los crecientes desarrollos de hardware libre que facilitan aún más la
posibilidad de llevar a cabo proyectos de este tipo.
Los componentes electrónicos de una maquina CNC se pueden dividir en tres
grupos principales, el primero de ellos la interfaz de control, el segundo es la
interfaz entre el PC y la máquina y el tercero es la electrónica de potencia que
permite controlar los motores y/o actuadores de la máquina, se explicara cada uno
de ellos con más detalle a continuación.
3.1 INTERFAZ DE CONTROL
La interfaz de control de un sistema CNC puede encontrarse en el mercado bajo
dos grandes marcos que delimitan en particular los sistemas CNC dedicados o de
alto coste y los sistemas CNC de bajo coste.
Para el caso de los sistemas de alto coste los fabricantes de dichos productos han
desarrollado interfaces de control propietarias donde se conjugan hardware y
software en interfaces de alto rendimiento y hechas a la medida para sistemas
específicos, estas interfaces poseen controles específicos para la manipulación de
ciertas características propias de la máquina por ende son más avanzados y su
rendimiento es superior a un sistema genérico, así mismo es posible encontrar
controladores compatibles con varios tipos de máquinas pero todas pertenecientes
a una misma línea de producto. Estas interfaces de control aun cuando son muy
potentes para los equipos para las que fueron diseñadas son inservibles con otros

72
sistemas ya que hay características de comunicación y operación que las hacen
inoperables en otro tipo de máquinas.
En la siguiente ilustración se puede apreciar tres tipos de controladores el de
arriba un controlador diseñado para una maquina CNC Mitsubishi con algunos
controles básicos y otros más que cumplen funciones específicas, como controles
de aceleración y botones programables para operación de funciones dedicadas
por el usuario, en la imagen del medio se aprecia una interfaz de control más
avanzada con pantalla incluida y con toda la variedad de funciones y parámetros
que se pueden configurar en la máquina y la imagen de abajo muestra una interfaz
de control netamente basada en software que a través de una pantalla las cuales
generalmente son táctiles permiten el control y configuración de los parámetros de
operación de la máquina.
Ilustración 30. Diferentes tipos de interfaz de control de máquinas CNC.
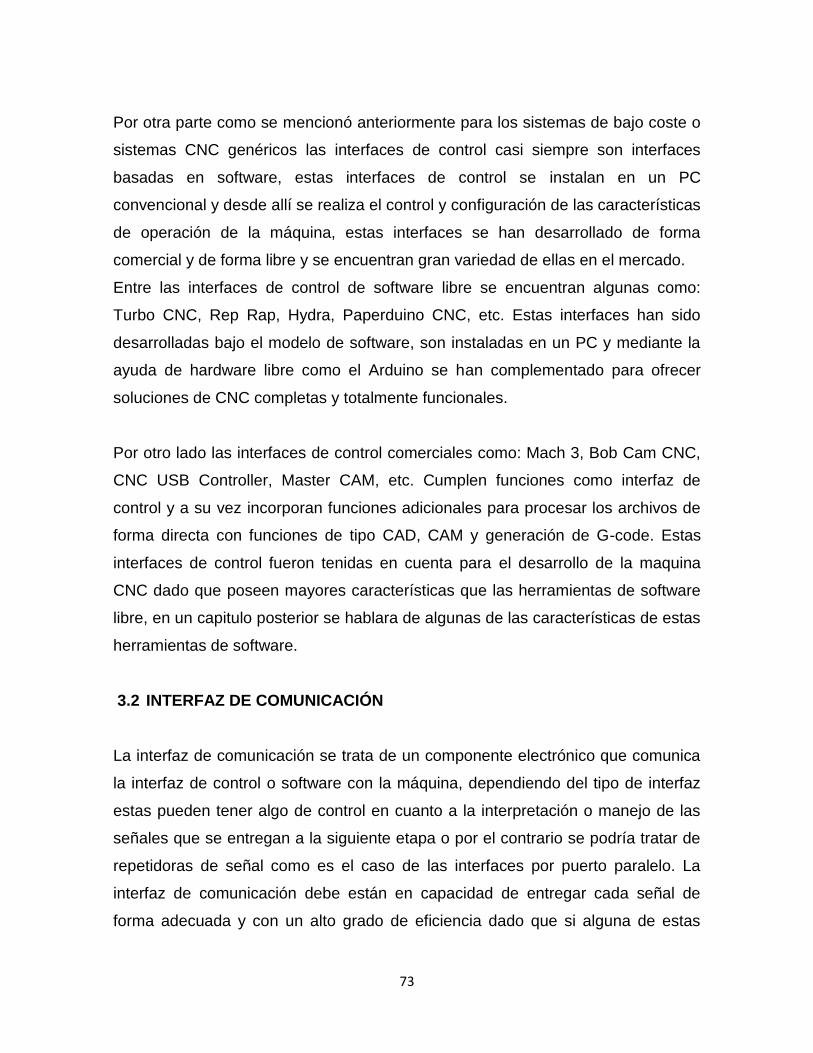
73
Por otra parte como se mencionó anteriormente para los sistemas de bajo coste o
sistemas CNC genéricos las interfaces de control casi siempre son interfaces
basadas en software, estas interfaces de control se instalan en un PC
convencional y desde allí se realiza el control y configuración de las características
de operación de la máquina, estas interfaces se han desarrollado de forma
comercial y de forma libre y se encuentran gran variedad de ellas en el mercado.
Entre las interfaces de control de software libre se encuentran algunas como:
Turbo CNC, Rep Rap, Hydra, Paperduino CNC, etc. Estas interfaces han sido
desarrolladas bajo el modelo de software, son instaladas en un PC y mediante la
ayuda de hardware libre como el Arduino se han complementado para ofrecer
soluciones de CNC completas y totalmente funcionales.
Por otro lado las interfaces de control comerciales como: Mach 3, Bob Cam CNC,
CNC USB Controller, Master CAM, etc. Cumplen funciones como interfaz de
control y a su vez incorporan funciones adicionales para procesar los archivos de
forma directa con funciones de tipo CAD, CAM y generación de G-code. Estas
interfaces de control fueron tenidas en cuenta para el desarrollo de la maquina
CNC dado que poseen mayores características que las herramientas de software
libre, en un capitulo posterior se hablara de algunas de las características de estas
herramientas de software.
3.2 INTERFAZ DE COMUNICACIÓN
La interfaz de comunicación se trata de un componente electrónico que comunica
la interfaz de control o software con la máquina, dependiendo del tipo de interfaz
estas pueden tener algo de control en cuanto a la interpretación o manejo de las
señales que se entregan a la siguiente etapa o por el contrario se podría tratar de
repetidoras de señal como es el caso de las interfaces por puerto paralelo. La
interfaz de comunicación debe están en capacidad de entregar cada señal de
forma adecuada y con un alto grado de eficiencia dado que si alguna de estas
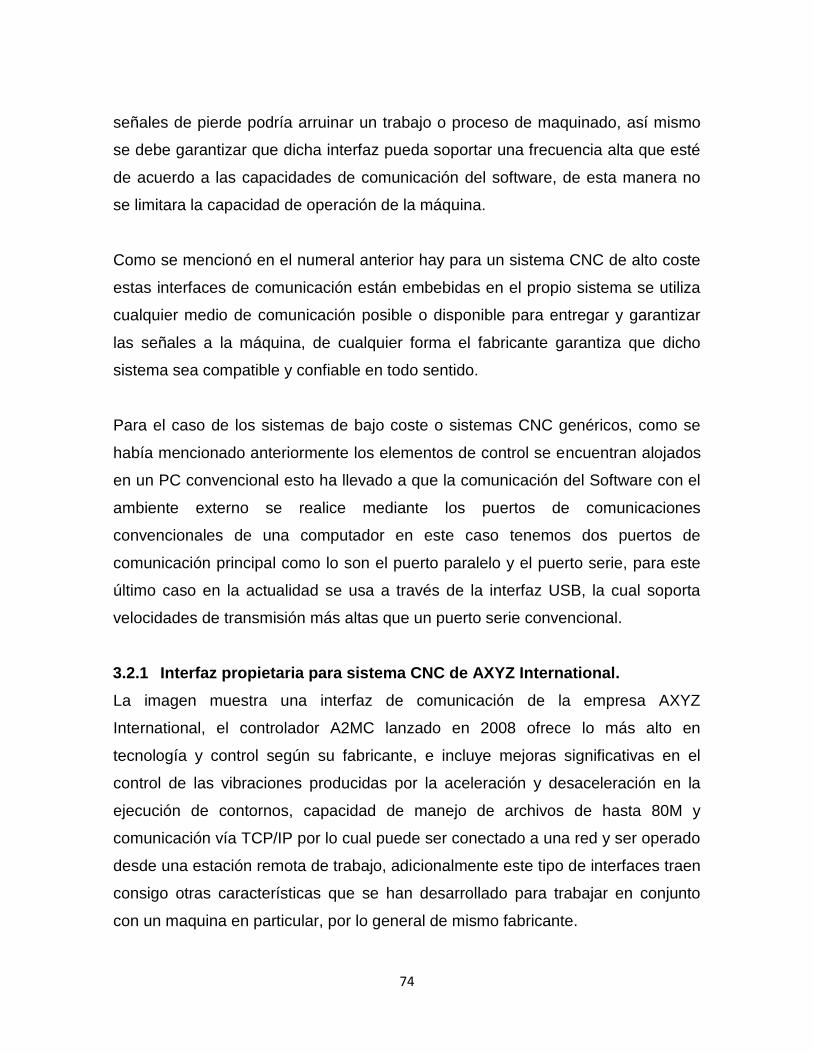
74
señales de pierde podría arruinar un trabajo o proceso de maquinado, así mismo
se debe garantizar que dicha interfaz pueda soportar una frecuencia alta que esté
de acuerdo a las capacidades de comunicación del software, de esta manera no
se limitara la capacidad de operación de la máquina.
Como se mencionó en el numeral anterior hay para un sistema CNC de alto coste
estas interfaces de comunicación están embebidas en el propio sistema se utiliza
cualquier medio de comunicación posible o disponible para entregar y garantizar
las señales a la máquina, de cualquier forma el fabricante garantiza que dicho
sistema sea compatible y confiable en todo sentido.
Para el caso de los sistemas de bajo coste o sistemas CNC genéricos, como se
había mencionado anteriormente los elementos de control se encuentran alojados
en un PC convencional esto ha llevado a que la comunicación del Software con el
ambiente externo se realice mediante los puertos de comunicaciones
convencionales de una computador en este caso tenemos dos puertos de
comunicación principal como lo son el puerto paralelo y el puerto serie, para este
último caso en la actualidad se usa a través de la interfaz USB, la cual soporta
velocidades de transmisión más altas que un puerto serie convencional.
3.2.1 Interfaz propietaria para sistema CNC de AXYZ International.
La imagen muestra una interfaz de comunicación de la empresa AXYZ
International, el controlador A2MC lanzado en 2008 ofrece lo más alto en
tecnología y control según su fabricante, e incluye mejoras significativas en el
control de las vibraciones producidas por la aceleración y desaceleración en la
ejecución de contornos, capacidad de manejo de archivos de hasta 80M y
comunicación vía TCP/IP por lo cual puede ser conectado a una red y ser operado
desde una estación remota de trabajo, adicionalmente este tipo de interfaces traen
consigo otras características que se han desarrollado para trabajar en conjunto
con un maquina en particular, por lo general de mismo fabricante.

75
Ilustración 31. Interfaz de control propietaria A2MC.
Este tipo de controladoras ofrecen excelentes características pero su costo es
demasiado elevado para al caso de una maquina CNC de bajo coste como la que
se busca desarrollar en este proyecto.
3.2.2 Interfaz de comunicación por puerto paralelo.
Ilustración 32. Interfaz de comunicación por puerto paralelo.
En esta imagen podemos apreciar una tarjeta de comunicación por puerto paralelo
genérica y compatible con sistema de CNC de bajo coste, este tipo de tarjetas
tienen poca o nula capacidad de control ya que en su mayoría la electrónica usada
para sus construcción se trata de buffers de 8 canales u opto acopladores para
aislar el puerto del PC de los periféricos externos, esto es usado con el fin de
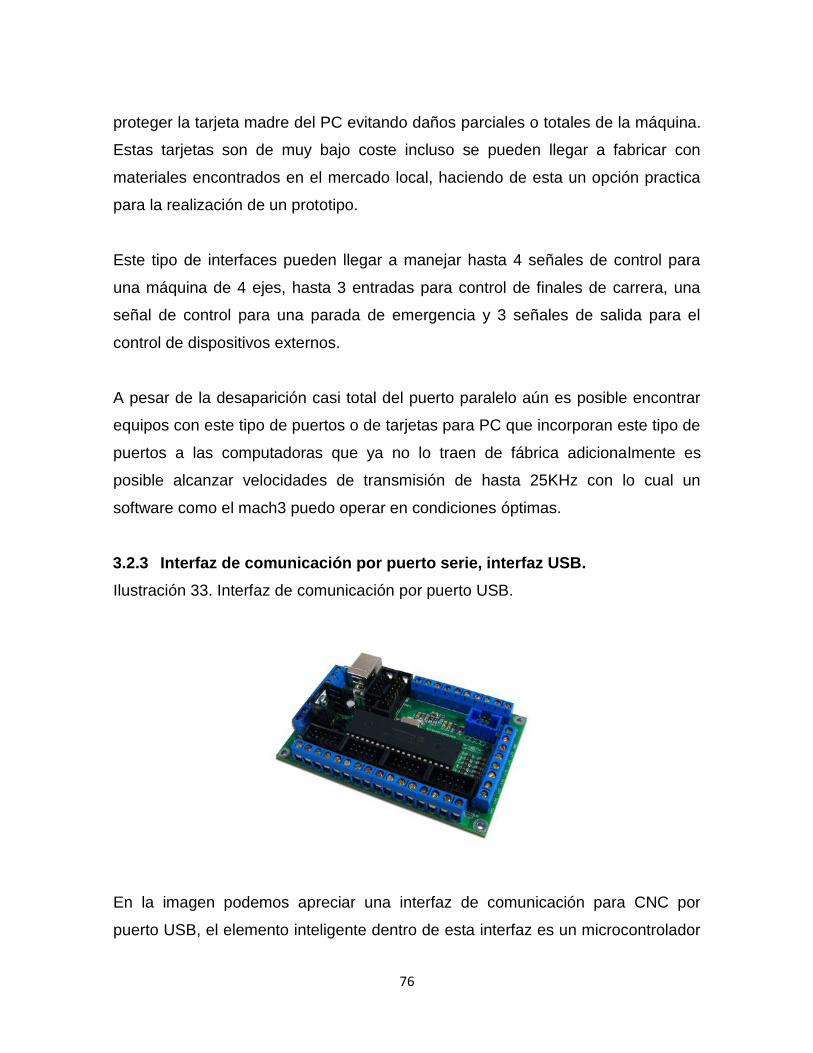
76
proteger la tarjeta madre del PC evitando daños parciales o totales de la máquina.
Estas tarjetas son de muy bajo coste incluso se pueden llegar a fabricar con
materiales encontrados en el mercado local, haciendo de esta un opción practica
para la realización de un prototipo.
Este tipo de interfaces pueden llegar a manejar hasta 4 señales de control para
una máquina de 4 ejes, hasta 3 entradas para control de finales de carrera, una
señal de control para una parada de emergencia y 3 señales de salida para el
control de dispositivos externos.
A pesar de la desaparición casi total del puerto paralelo aún es posible encontrar
equipos con este tipo de puertos o de tarjetas para PC que incorporan este tipo de
puertos a las computadoras que ya no lo traen de fábrica adicionalmente es
posible alcanzar velocidades de transmisión de hasta 25KHz con lo cual un
software como el mach3 puedo operar en condiciones óptimas.
3.2.3 Interfaz de comunicación por puerto serie, interfaz USB.
Ilustración 33. Interfaz de comunicación por puerto USB.
En la imagen podemos apreciar una interfaz de comunicación para CNC por
puerto USB, el elemento inteligente dentro de esta interfaz es un microcontrolador
77
de 8 bits de la empresa Microchip, el PIC 18F4550, el cual en este caso se
encarga de reorganizar la información que llega a través del puerto serie y de
entregarla a cada pin según la función que a este le haya sido asignada, esta
tarjeta en particular tiene la capacidad de manejar hasta 4 ejes, 8 entradas para
control manual de los ejes, 8 entradas para finales de carrera y parada de
emergencia y tres salidas para dispositivos auxiliares y puede llegar a manejar una
velocidad de hasta 25KHz por eje accionado. Dada la posibilidad relativamente
sencilla de conseguir los componentes y de la fabricación de un circuito impreso
es posible llegar a construir interfaces de este tipo de manera independiente.
3.3 CONTROLADOR “CNC USB CONTROLLER”
Teniendo como referencia los puntos anteriores, se definió que la solución más
asequible desde el punto de vista económico dado que su costo en el mercado es
de 69 Euros, alrededor de 180.000 pesos colombianos, adicionalmente el
fabricante da la posibilidad de realizar la construcción de uno de sus modelos de
tarjeta entregando los diagramas esquemáticos para que el interesado realice su
propio diseño. Esta tarjeta tiene comunicación USB, lo cual también representa
una ventaja dado los PC portátiles de la actualidad no cuentan con puertos
paralelo y no tienen ranuras para la instalación de tarjetas adicionales que permita
la instalación de un puerto de ese tipo, de esta manera no se hace necesaria la
compra de un PC para disponer de un puerto paralelo. Otra funcionalidad
importante de esta interfaz es que el fabricante entrega el código fuente de la
aplicación para las personas que quieran mejorar dicho diseño, de esto nos
ocuparemos más adelante.
Las características de esta tarjeta son:
Controles de Habilitación, Frecuencia o Numero de Pasos y Dirección de
movimiento disponibles para 4 motores o ejes.
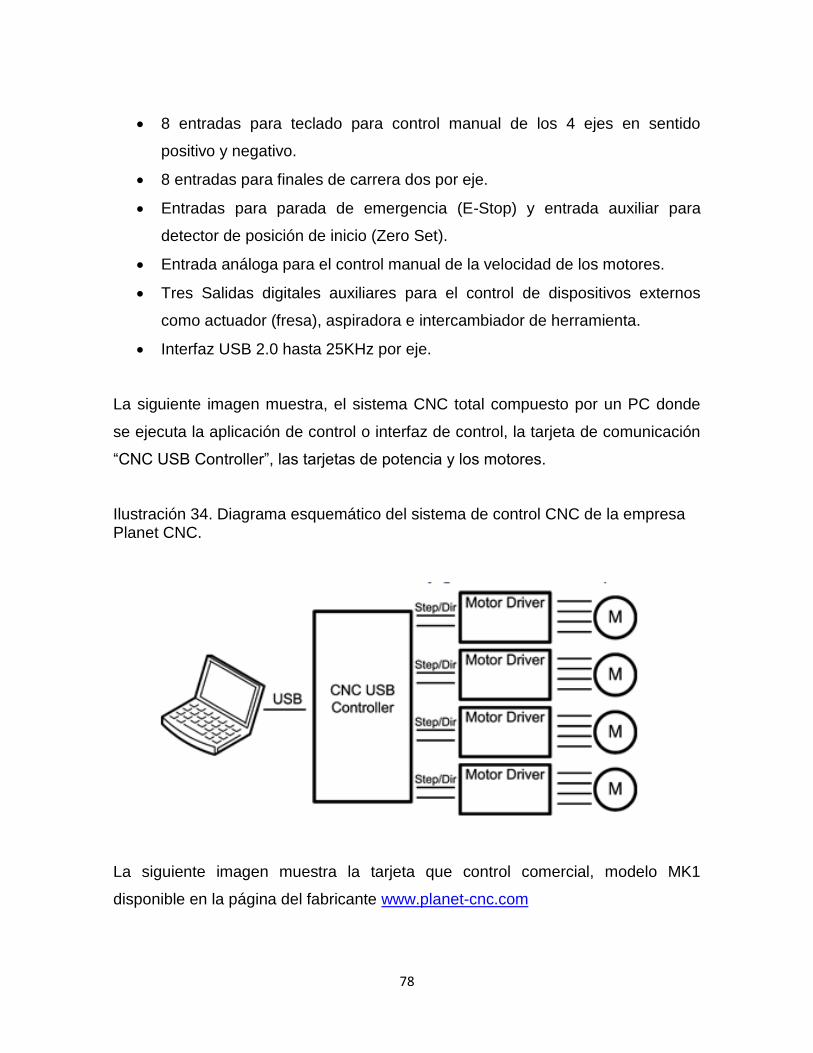
78
8 entradas para teclado para control manual de los 4 ejes en sentido
positivo y negativo.
8 entradas para finales de carrera dos por eje.
Entradas para parada de emergencia (E-Stop) y entrada auxiliar para
detector de posición de inicio (Zero Set).
Entrada análoga para el control manual de la velocidad de los motores.
Tres Salidas digitales auxiliares para el control de dispositivos externos
como actuador (fresa), aspiradora e intercambiador de herramienta.
Interfaz USB 2.0 hasta 25KHz por eje.
La siguiente imagen muestra, el sistema CNC total compuesto por un PC donde
se ejecuta la aplicación de control o interfaz de control, la tarjeta de comunicación
“CNC USB Controller”, las tarjetas de potencia y los motores.
Ilustración 34. Diagrama esquemático del sistema de control CNC de la empresa Planet CNC.
La siguiente imagen muestra la tarjeta que control comercial, modelo MK1
disponible en la página del fabricante www.planet-cnc.com
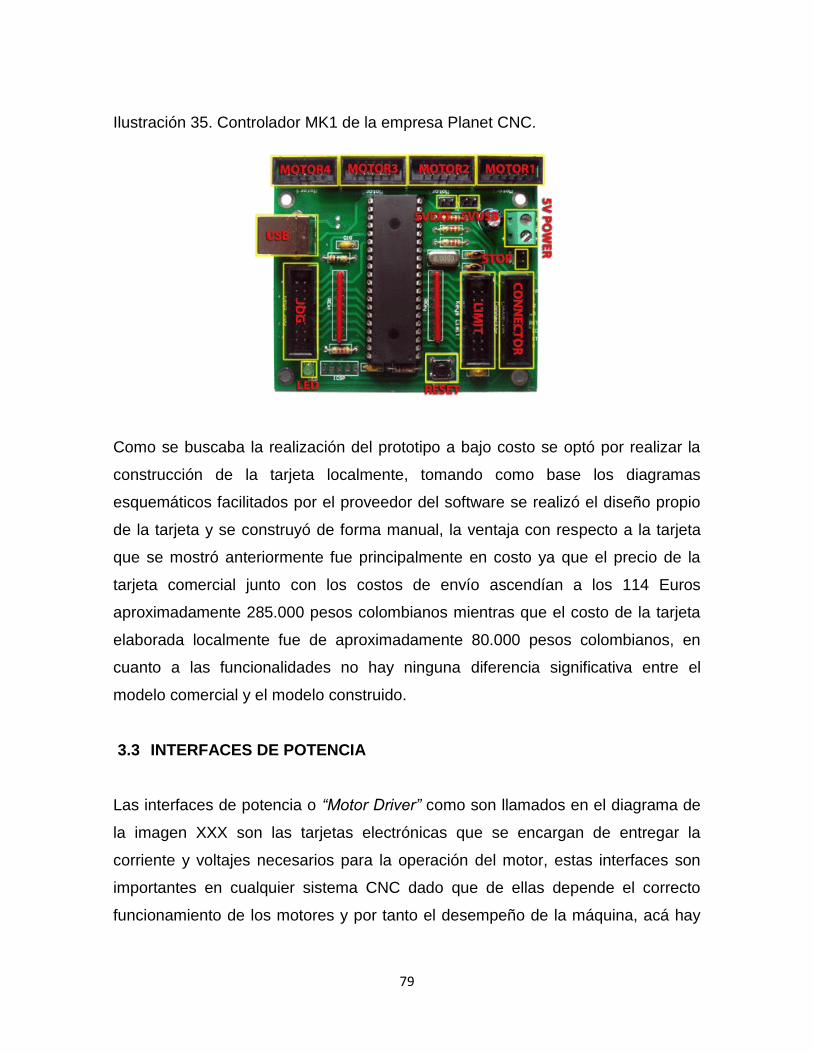
79
Ilustración 35. Controlador MK1 de la empresa Planet CNC.
Como se buscaba la realización del prototipo a bajo costo se optó por realizar la
construcción de la tarjeta localmente, tomando como base los diagramas
esquemáticos facilitados por el proveedor del software se realizó el diseño propio
de la tarjeta y se construyó de forma manual, la ventaja con respecto a la tarjeta
que se mostró anteriormente fue principalmente en costo ya que el precio de la
tarjeta comercial junto con los costos de envío ascendían a los 114 Euros
aproximadamente 285.000 pesos colombianos mientras que el costo de la tarjeta
elaborada localmente fue de aproximadamente 80.000 pesos colombianos, en
cuanto a las funcionalidades no hay ninguna diferencia significativa entre el
modelo comercial y el modelo construido.
3.3 INTERFACES DE POTENCIA
Las interfaces de potencia o “Motor Driver” como son llamados en el diagrama de
la imagen XXX son las tarjetas electrónicas que se encargan de entregar la
corriente y voltajes necesarios para la operación del motor, estas interfaces son
importantes en cualquier sistema CNC dado que de ellas depende el correcto
funcionamiento de los motores y por tanto el desempeño de la máquina, acá hay
80
dos tipos principales de interfaces de potencia de acuerdo al tipo de motor que se
use para el sistema CNC, estos son los servo motores o los motores paso a paso.
Los servo motores por su parte requieren de un sistema de realimentación o
codificador que indique al sistema de control donde está ubicado el actuador
respecto a su posición inicial, este sistema de realimentación hace un poco más
costoso el mecanismo de control de motor. Por su parte el motor paso a paso aun
cuando no tiene realimentación por su forma de operación características en
pasos de igual magnitud se puede determinar su posición final contando el número
de pasos que este ha dado y se asume que este haya llegado hasta dicha
posición, para garantizar esto y evitar problemas de perdida de pasos por exceso
de torque se sobre ratean los márgenes de operación de estos motores, con ellos
se busca evitar la pérdida de pasos debida a esfuerzos mecánicos indeseados.
Para el caso de la maquina CNC objeto de esta tesis se definieron los motores
paso a paso como alternativa debido a la relativa facilidad de conseguir estos
motores en el mercado, por ende las tarjetas de control de potencia fueron
obtenidas para este tipo de aplicación.
81
4. MOTORES
Los motores en un sistema CNC son los que finalmente convierten todas las
señales eléctricas en movimiento y transmiten dicho movimiento a la máquina para
que finalmente un sistema CNC cobre vida, en este caso como se mencionó
anteriormente existen en el mercado dos tipos de motores usados ampliamente en
la industria en aplicaciones CNC, lo son los Servomotores y los motores paso a
paso, estos son el corazón de un sistema CNC y de acuerdo al tipo y tamaño de
los mismos se puede determinar la precisión, velocidad y exactitud de un sistema
CNC, entre las dos clases de motores mencionados anteriormente hay varias
clases de motores que de acuerdo a sus características se configurar de diversas
maneras, para entender un poco más sobre motores se debe hablar de dos
aspectos fundamentales en otras palabras dos términos ampliamente usados
cuando nos referimos a un motor, las RPM y el torque.
Las RPM o revoluciones por minuto no es otra cosa que la velocidad rotacional de
un motor descrita en revoluciones por minuto o cuantas vueltas da el eje del motor
por minuto; En cuanto al torque podemos decir que se trata de la fuerza rotacional
que ejerce el eje al rotar en otros contextos se usa el término “par motor” para
referirse al torque, el torque es una unidad de fuerza que se expresa generalmente
como oz-in, ft-lb o N-m, y se debe ser muy cuidadoso con este parámetro dado
que si es mal calculado y elegido puede no ser suficiente para la aplicación que se
requiere y podría desperdiciarse dinero y tiempo en la construcción de una
máquina.
4.1 CURVAS TORQUE VS VELOCIDAD
Las curvas de torque vs velocidad son extremadamente útiles a la hora de escoger
un motor ya que dan una idea clara del comportamiento del motor a determinadas
revoluciones, esta información es de gran ayuda ya que en base a ellas se puede
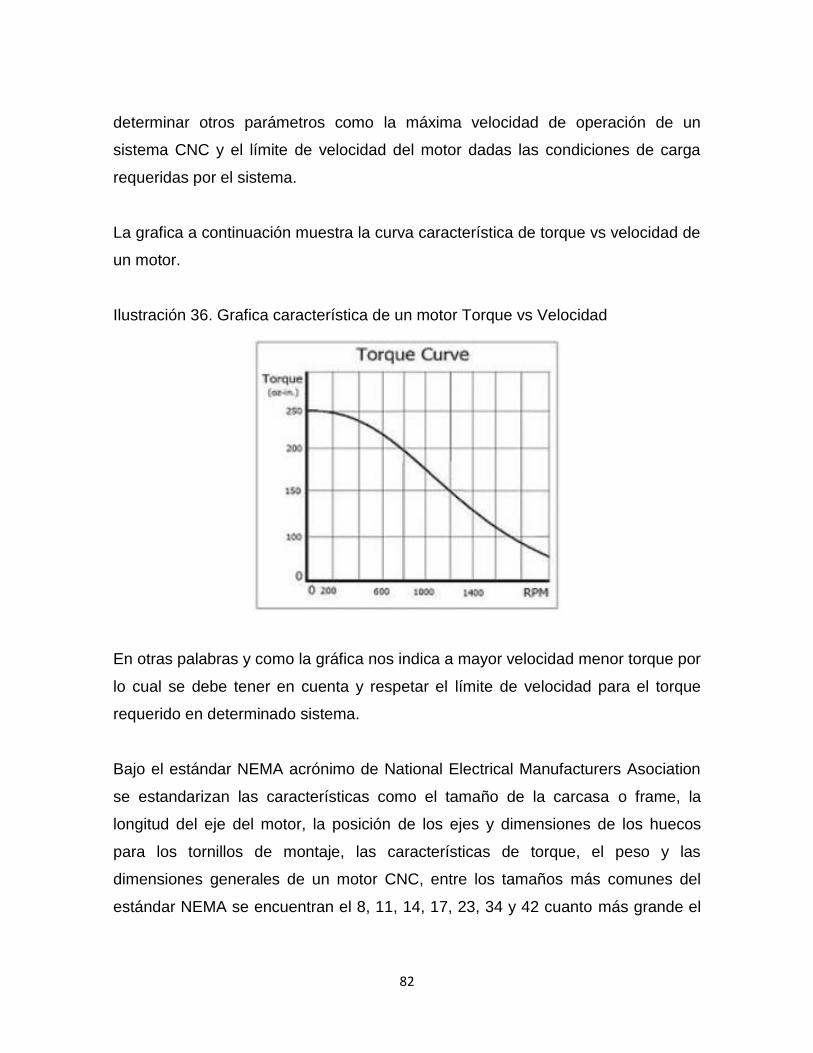
82
determinar otros parámetros como la máxima velocidad de operación de un
sistema CNC y el límite de velocidad del motor dadas las condiciones de carga
requeridas por el sistema.
La grafica a continuación muestra la curva característica de torque vs velocidad de
un motor.
Ilustración 36. Grafica característica de un motor Torque vs Velocidad
En otras palabras y como la gráfica nos indica a mayor velocidad menor torque por
lo cual se debe tener en cuenta y respetar el límite de velocidad para el torque
requerido en determinado sistema.
Bajo el estándar NEMA acrónimo de National Electrical Manufacturers Asociation
se estandarizan las características como el tamaño de la carcasa o frame, la
longitud del eje del motor, la posición de los ejes y dimensiones de los huecos
para los tornillos de montaje, las características de torque, el peso y las
dimensiones generales de un motor CNC, entre los tamaños más comunes del
estándar NEMA se encuentran el 8, 11, 14, 17, 23, 34 y 42 cuanto más grande el
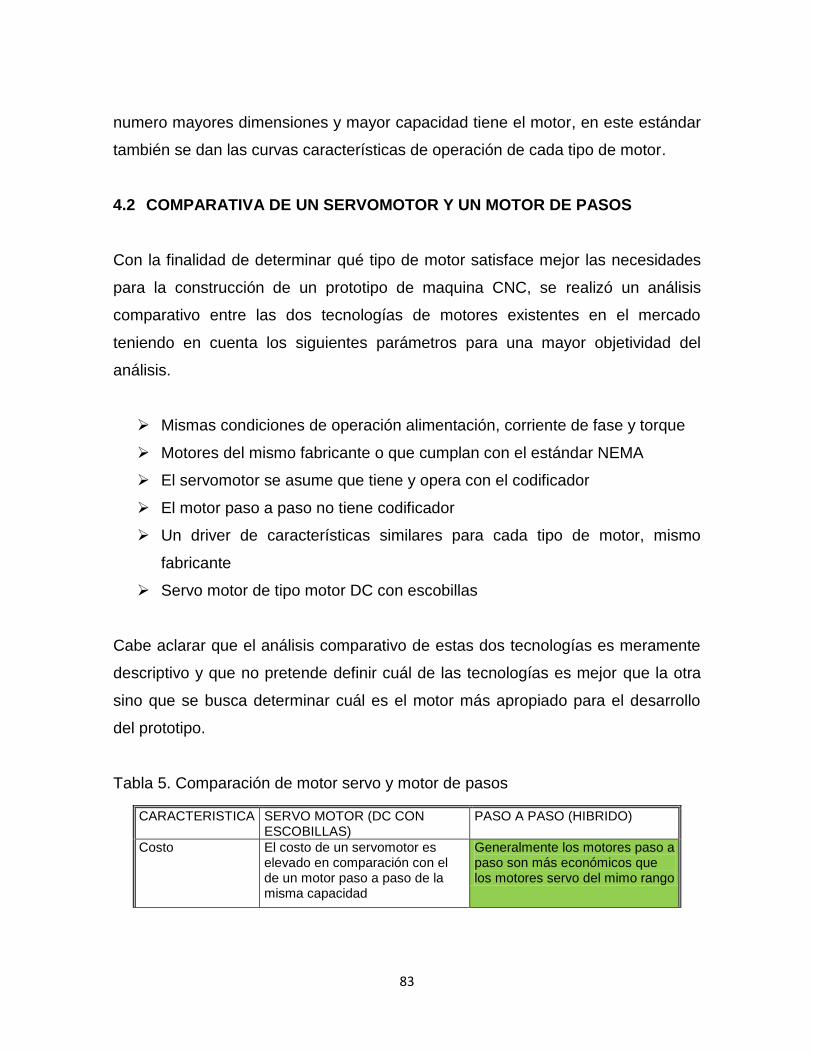
83
numero mayores dimensiones y mayor capacidad tiene el motor, en este estándar
también se dan las curvas características de operación de cada tipo de motor.
4.2 COMPARATIVA DE UN SERVOMOTOR Y UN MOTOR DE PASOS
Con la finalidad de determinar qué tipo de motor satisface mejor las necesidades
para la construcción de un prototipo de maquina CNC, se realizó un análisis
comparativo entre las dos tecnologías de motores existentes en el mercado
teniendo en cuenta los siguientes parámetros para una mayor objetividad del
análisis.
Mismas condiciones de operación alimentación, corriente de fase y torque
Motores del mismo fabricante o que cumplan con el estándar NEMA
El servomotor se asume que tiene y opera con el codificador
El motor paso a paso no tiene codificador
Un driver de características similares para cada tipo de motor, mismo
fabricante
Servo motor de tipo motor DC con escobillas
Cabe aclarar que el análisis comparativo de estas dos tecnologías es meramente
descriptivo y que no pretende definir cuál de las tecnologías es mejor que la otra
sino que se busca determinar cuál es el motor más apropiado para el desarrollo
del prototipo.
Tabla 5. Comparación de motor servo y motor de pasos
CARACTERISTICA SERVO MOTOR (DC CON ESCOBILLAS)
PASO A PASO (HIBRIDO)
Costo El costo de un servomotor es elevado en comparación con el de un motor paso a paso de la misma capacidad
Generalmente los motores paso a paso son más económicos que los motores servo del mimo rango
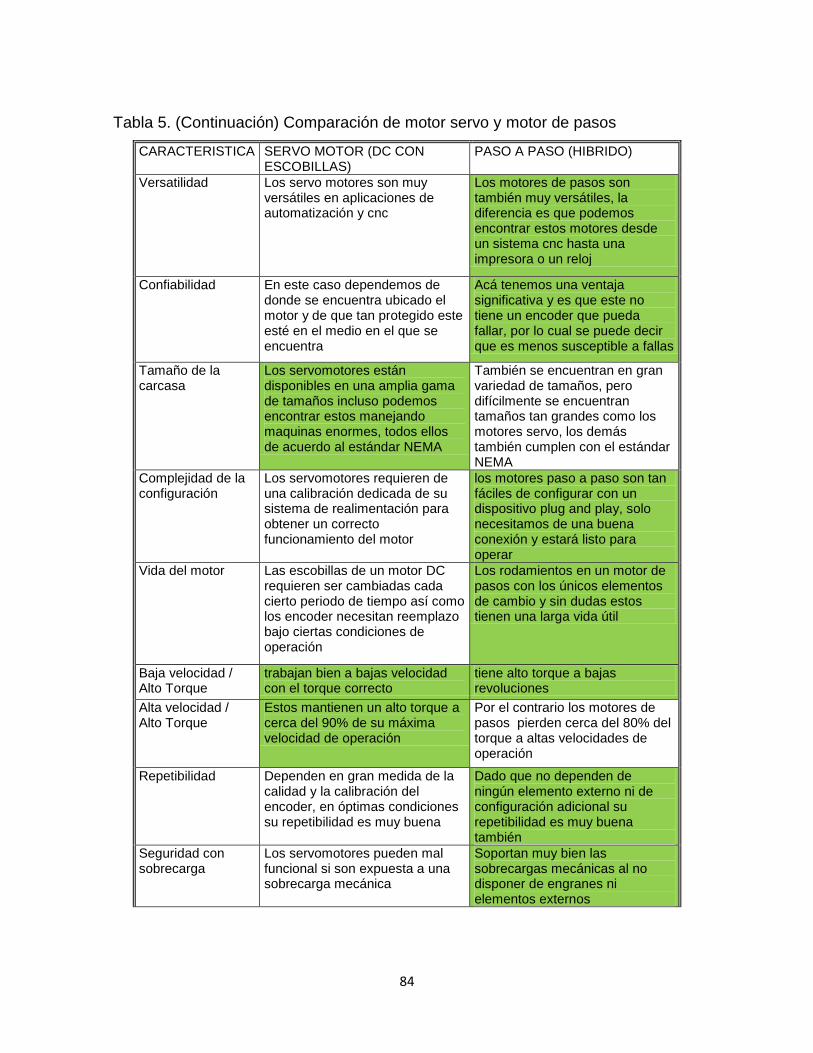
84
Tabla 5. (Continuación) Comparación de motor servo y motor de pasos
CARACTERISTICA SERVO MOTOR (DC CON ESCOBILLAS)
PASO A PASO (HIBRIDO)
Versatilidad Los servo motores son muy versátiles en aplicaciones de automatización y cnc
Los motores de pasos son también muy versátiles, la diferencia es que podemos encontrar estos motores desde un sistema cnc hasta una impresora o un reloj
Confiabilidad En este caso dependemos de donde se encuentra ubicado el motor y de que tan protegido este esté en el medio en el que se encuentra
Acá tenemos una ventaja significativa y es que este no tiene un encoder que pueda fallar, por lo cual se puede decir que es menos susceptible a fallas
Tamaño de la carcasa
Los servomotores están disponibles en una amplia gama de tamaños incluso podemos encontrar estos manejando maquinas enormes, todos ellos de acuerdo al estándar NEMA
También se encuentran en gran variedad de tamaños, pero difícilmente se encuentran tamaños tan grandes como los motores servo, los demás también cumplen con el estándar NEMA
Complejidad de la configuración
Los servomotores requieren de una calibración dedicada de su sistema de realimentación para obtener un correcto funcionamiento del motor
los motores paso a paso son tan fáciles de configurar con un dispositivo plug and play, solo necesitamos de una buena conexión y estará listo para operar
Vida del motor Las escobillas de un motor DC requieren ser cambiadas cada cierto periodo de tiempo así como los encoder necesitan reemplazo bajo ciertas condiciones de operación
Los rodamientos en un motor de pasos con los únicos elementos de cambio y sin dudas estos tienen una larga vida útil
Baja velocidad / Alto Torque
trabajan bien a bajas velocidad con el torque correcto
tiene alto torque a bajas revoluciones
Alta velocidad / Alto Torque
Estos mantienen un alto torque a cerca del 90% de su máxima velocidad de operación
Por el contrario los motores de pasos pierden cerca del 80% del torque a altas velocidades de operación
Repetibilidad Dependen en gran medida de la calidad y la calibración del encoder, en óptimas condiciones su repetibilidad es muy buena
Dado que no dependen de ningún elemento externo ni de configuración adicional su repetibilidad es muy buena también
Seguridad con sobrecarga
Los servomotores pueden mal funcional si son expuesta a una sobrecarga mecánica
Soportan muy bien las sobrecargas mecánicas al no disponer de engranes ni elementos externos
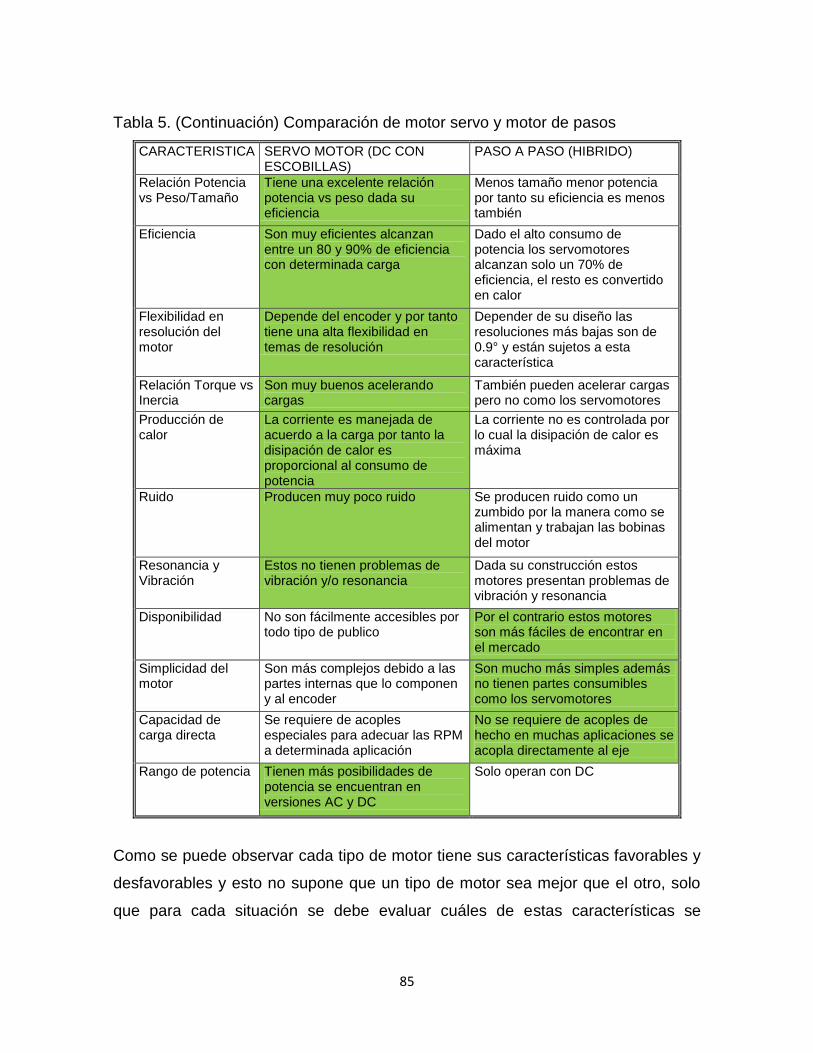
85
Tabla 5. (Continuación) Comparación de motor servo y motor de pasos
CARACTERISTICA SERVO MOTOR (DC CON ESCOBILLAS)
PASO A PASO (HIBRIDO)
Relación Potencia vs Peso/Tamaño
Tiene una excelente relación potencia vs peso dada su eficiencia
Menos tamaño menor potencia por tanto su eficiencia es menos también
Eficiencia Son muy eficientes alcanzan entre un 80 y 90% de eficiencia con determinada carga
Dado el alto consumo de potencia los servomotores alcanzan solo un 70% de eficiencia, el resto es convertido en calor
Flexibilidad en resolución del motor
Depende del encoder y por tanto tiene una alta flexibilidad en temas de resolución
Depender de su diseño las resoluciones más bajas son de 0.9° y están sujetos a esta característica
Relación Torque vs Inercia
Son muy buenos acelerando cargas
También pueden acelerar cargas pero no como los servomotores
Producción de calor
La corriente es manejada de acuerdo a la carga por tanto la disipación de calor es proporcional al consumo de potencia
La corriente no es controlada por lo cual la disipación de calor es máxima
Ruido Producen muy poco ruido Se producen ruido como un zumbido por la manera como se alimentan y trabajan las bobinas del motor
Resonancia y Vibración
Estos no tienen problemas de vibración y/o resonancia
Dada su construcción estos motores presentan problemas de vibración y resonancia
Disponibilidad No son fácilmente accesibles por todo tipo de publico
Por el contrario estos motores son más fáciles de encontrar en el mercado
Simplicidad del motor
Son más complejos debido a las partes internas que lo componen y al encoder
Son mucho más simples además no tienen partes consumibles como los servomotores
Capacidad de carga directa
Se requiere de acoples especiales para adecuar las RPM a determinada aplicación
No se requiere de acoples de hecho en muchas aplicaciones se acopla directamente al eje
Rango de potencia Tienen más posibilidades de potencia se encuentran en versiones AC y DC
Solo operan con DC
Como se puede observar cada tipo de motor tiene sus características favorables y
desfavorables y esto no supone que un tipo de motor sea mejor que el otro, solo
que para cada situación se debe evaluar cuáles de estas características se
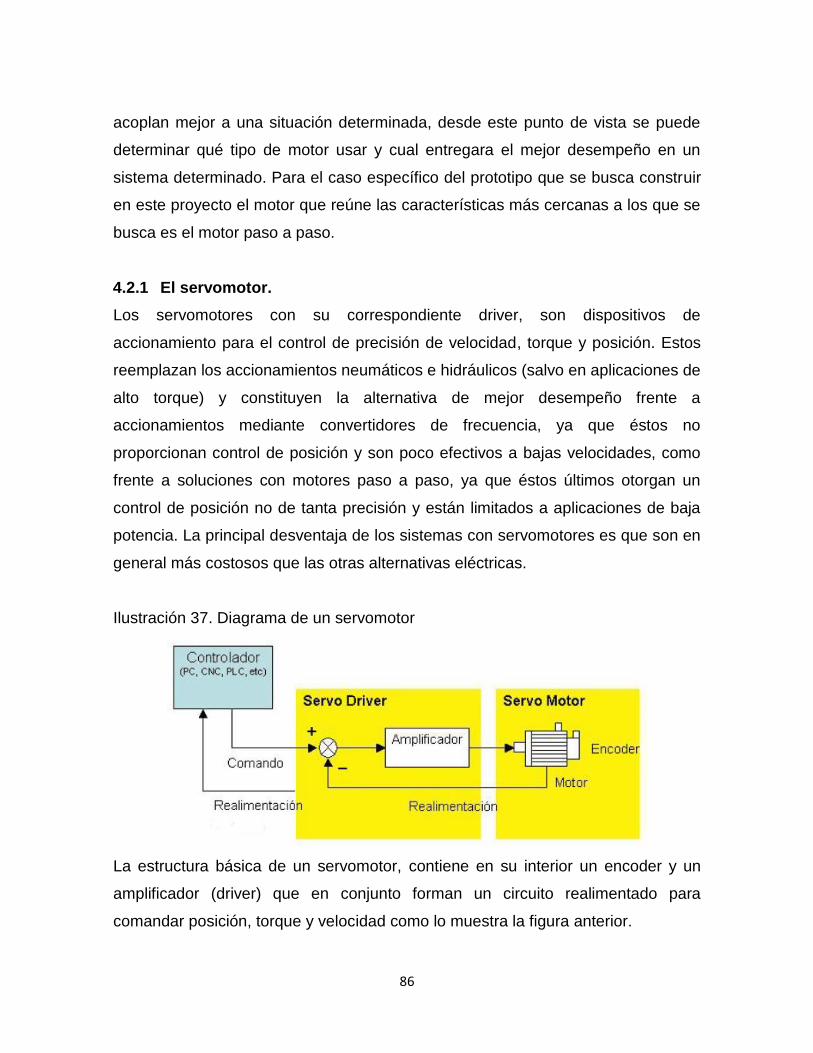
86
acoplan mejor a una situación determinada, desde este punto de vista se puede
determinar qué tipo de motor usar y cual entregara el mejor desempeño en un
sistema determinado. Para el caso específico del prototipo que se busca construir
en este proyecto el motor que reúne las características más cercanas a los que se
busca es el motor paso a paso.
4.2.1 El servomotor.
Los servomotores con su correspondiente driver, son dispositivos de
accionamiento para el control de precisión de velocidad, torque y posición. Estos
reemplazan los accionamientos neumáticos e hidráulicos (salvo en aplicaciones de
alto torque) y constituyen la alternativa de mejor desempeño frente a
accionamientos mediante convertidores de frecuencia, ya que éstos no
proporcionan control de posición y son poco efectivos a bajas velocidades, como
frente a soluciones con motores paso a paso, ya que éstos últimos otorgan un
control de posición no de tanta precisión y están limitados a aplicaciones de baja
potencia. La principal desventaja de los sistemas con servomotores es que son en
general más costosos que las otras alternativas eléctricas.
Ilustración 37. Diagrama de un servomotor
La estructura básica de un servomotor, contiene en su interior un encoder y un
amplificador (driver) que en conjunto forman un circuito realimentado para
comandar posición, torque y velocidad como lo muestra la figura anterior.
87
El controlador entrega el comando al servo sobre la posición, velocidad o torque, o
bien una combinación de las tres variables que se requiere y el servo ejecuta el
comando y opcionalmente le entrega el valor obtenido. Los comandos pueden
enviarse al servo mediante señales análogas, de pulso o vía puerto de
comunicación.
Para seleccionar el servomotor apropiado es necesario considerar los siguientes
datos:
Potencia
Velocidad
Inercia de la carga
Torque requerido
Requerimientos de frenado
Tamaño
Tipo de encoder
Referente al tipo de encoder, el más común es el de tipo incremental, existiendo la
alternativa de absoluto.
4.2.2 El motor de pasos.
El motor paso a paso o motor de pasos es un actuador o transductor
electromagnético incremental que convierte pulsos eléctricos en desplazamientos
angulares de un eje, este tipo de motor es en sí mismo un conversor digital-
analógico ya que convierte una señal eléctrica digital en un desplazamiento
angular del rotor, las características anteriormente mencionadas hacen que el
movimiento sea preciso, constante y repetible; dándole al motor paso a paso una
elevada capacidad de posicionamiento, lo que permite utilizarlos en sistemas que
requieren un control exacto de velocidad, distancia y dirección de un movimiento,
su relativo bajo costo y su eficiencia lo han convertido en un motor ampliamente
88
usado en la industria en todo tipo de aplicaciones y para el caso de las maquinas
CNC se ha ido implementando recientemente en diferentes tipo de máquinas.
Lo más importante del motor paso a paso es que el único error sistemático que
produce es el error de paso que generalmente es menor que el 5% del valor del
paso. Este error no es acumulativo, o sea que es independiente del
desplazamiento total girado y del número de veces que se repita la posición final,
el motor paso a paso es generalmente controlado por una fuente de potencia de
corriente continua y un circuito lógico (driver) que constituyen un elemento clave
en el desempeño del mismo.
Desde el punto de vista mecánico, es importante conocer algunas de las
principales características que se definen sobre un motor paso a paso.
Par dinámico o de trabajo (Working Torque): depende de sus
características dinámicas y es el momento máximo que el motor es capaz
de desarrollar sin "perder" pasos, es decir, sin dejar de responder a algún
impulso de excitación del estator y dependiendo, evidentemente, de la
carga. Generalmente se ofrecen, por parte del fabricante, curvas
denominadas de arranque sin error (pull-in) y que relaciona el par en
función del número de pasos por segundo.
Par de mantenimiento (Holding Torque): es el par requerido para desviar,
en régimen de excitación, un paso del rotor cuando la posición anterior es
estable; es mayor que el par dinámico y actúa como freno para mantener el
rotor en una posición estable dada.
Par de detención (Detent Torque): es un par de freno que, siendo propio de
los motores de imán permanente, es debido a la acción del rotor cuando los
devanados del estator están desactivados.
89
Según lo anterior, las características principales que definen a un motor paso a
paso son:
Angulo de paso (Step angle): avance angular producido bajo un impulso de
excitación. Se expresa en grados.
Número de pasos por vuelta: es la cantidad de pasos que ha de efectuar el
rotor para realizar una revolución completa.
Error de paso: indica el error total introducido por el motor en el movimiento
de un paso simple. Se expresa en porciento, y en construcciones normales
es inferior al 5%.
Frecuencia de paso máxima: es el máximo número de pasos por segundo
que el rotor puede efectuar obedeciendo a los impulsos de control.
Momento de inercia del rotor: es su momento de inercia asociado que se
expresa en gramos por centímetro cuadrado (g.cm2).
Par de mantenimiento, de detención y dinámico: definidos anteriormente y
expresados en mili Newton * metro (mN * m).
Además de las características mencionadas anteriormente, en la elección de un
motor paso a paso deben considerarse otros parámetros como por ejemplo la
relación torque vs velocidad mencionada anteriormente. El torque dinámico de un
motor paso a paso va disminuyendo con la velocidad porque cuando la
alimentación se realiza a tensión constante (como lo son todas las aplicaciones
prácticas) la velocidad de crecimiento de la corriente a través de los devanados
depende do la constante de tiempo L/R, y a medida que aumenta la frecuencia de
los pulsos aplicados al motor, la corriente efectiva que circula por los devanados
es menor y en consecuencia menor es el torque. Además en el caso del motor de
imanes permanentes se genera una FCEM que tiende a impedir la circulación de
la corriente por los devanados. La característica torque – velocidad de un motor
paso a paso no tiene la misma interpretación que la curva torque – velocidad de
un motor convencional. En el motor paso a paso esta curva característica no
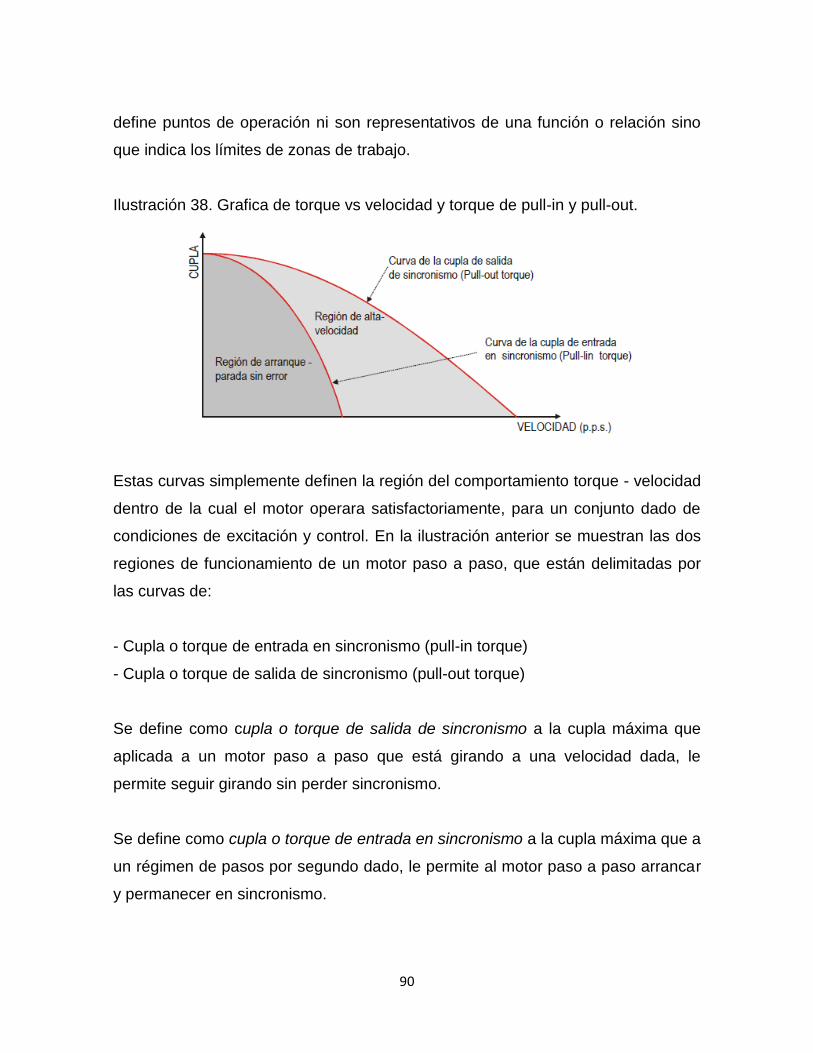
90
define puntos de operación ni son representativos de una función o relación sino
que indica los límites de zonas de trabajo.
Ilustración 38. Grafica de torque vs velocidad y torque de pull-in y pull-out.
Estas curvas simplemente definen la región del comportamiento torque - velocidad
dentro de la cual el motor operara satisfactoriamente, para un conjunto dado de
condiciones de excitación y control. En la ilustración anterior se muestran las dos
regiones de funcionamiento de un motor paso a paso, que están delimitadas por
las curvas de:
- Cupla o torque de entrada en sincronismo (pull-in torque)
- Cupla o torque de salida de sincronismo (pull-out torque)
Se define como cupla o torque de salida de sincronismo a la cupla máxima que
aplicada a un motor paso a paso que está girando a una velocidad dada, le
permite seguir girando sin perder sincronismo.
Se define como cupla o torque de entrada en sincronismo a la cupla máxima que a
un régimen de pasos por segundo dado, le permite al motor paso a paso arrancar
y permanecer en sincronismo.
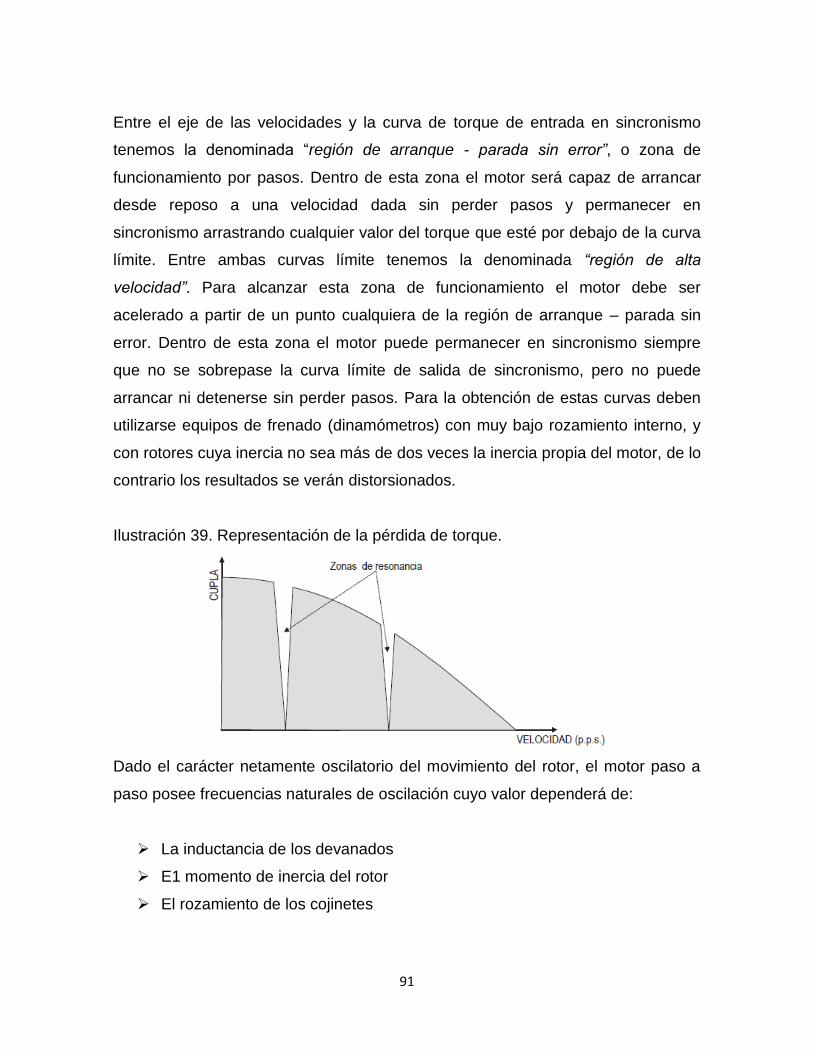
91
Entre el eje de las velocidades y la curva de torque de entrada en sincronismo
tenemos la denominada “región de arranque - parada sin error”, o zona de
funcionamiento por pasos. Dentro de esta zona el motor será capaz de arrancar
desde reposo a una velocidad dada sin perder pasos y permanecer en
sincronismo arrastrando cualquier valor del torque que esté por debajo de la curva
límite. Entre ambas curvas límite tenemos la denominada “región de alta
velocidad”. Para alcanzar esta zona de funcionamiento el motor debe ser
acelerado a partir de un punto cualquiera de la región de arranque – parada sin
error. Dentro de esta zona el motor puede permanecer en sincronismo siempre
que no se sobrepase la curva límite de salida de sincronismo, pero no puede
arrancar ni detenerse sin perder pasos. Para la obtención de estas curvas deben
utilizarse equipos de frenado (dinamómetros) con muy bajo rozamiento interno, y
con rotores cuya inercia no sea más de dos veces la inercia propia del motor, de lo
contrario los resultados se verán distorsionados.
Ilustración 39. Representación de la pérdida de torque.
Dado el carácter netamente oscilatorio del movimiento del rotor, el motor paso a
paso posee frecuencias naturales de oscilación cuyo valor dependerá de:
La inductancia de los devanados
E1 momento de inercia del rotor
El rozamiento de los cojinetes
92
El amortiguamiento propio.
Cuando los devanados se excitan con una frecuencia tal que el sistema “campo
magnético–rotor” entre en resonancia, el rotor pierde sincronismo con los pulsos
de alimentación y en consecuencia el torque entregado por el motor se reduce a
cero. Para salvar este inconveniente se han desarrollado diversos sistemas de
amortiguamiento que podemos clasificar en:
Viscosos
De fricción
De corrientes parásitas
En todos los casos se trata de elementos agregados al motor que además de
incrementar su costo, reducen la performance. Por esto es conveniente salvar el
problema de resonancia eligiendo el motor más adecuado a cada aplicación, de
modo que las propias características de amortiguamiento del sistema accionado
(fricción, inercia) sean utilizadas para superar los 'pozos' de la curva de torque.
93
5. CALCULOS PARA EL DISEÑO
El primer paso para el análisis de una aplicación de control de movimiento tiene
que ver con la correcta selección de los actuadores, estos deben tener la
capacidad de realizar los movimientos requeridos por la aplicación de manera
correcta y eficaz, asegurando el desempeño de la máquina y minimizando la
posibilidad de error. Las características de una aplicación de control de
movimiento requeridas para una aplicación determinada de pueden describir
fácilmente a través de un perfil de movimiento, este perfil de movimiento está
basado en la distancia que se quiere recorrer y la cantidad de tiempo en el cual se
necesita hacer ese movimiento; Cuando se diseña una maquina se quiere lograr el
máximo de desempeño pero este obviamente se ve afectado por las limitaciones
propias de los mecanismos que componen la máquina, los motores, poleas,
piñones, tornillos, ejes, etc. Poseen limitaciones mecanizas que limitan dicho
desempeño por ende lo se busca es maximizar o aprovechar estos elementos al
máximo y por tanto se deben realizar cálculos adecuados basados en dichas
características.
Para el caso del diseño de la maquina CNC, se definieron los motores paso a
paso como actuador de cada eje, estos motores poseen limitaciones de velocidad
implícitas debidas a la estructura del motor, adicionalmente se tienen limitaciones
de torque bien conocidas las cuales deben ser muy bien estudiadas a fin de que
no se presenten problemas con el funcionamiento de la maquina debidas a esto,
con el objeto de definir el primer parámetro de operación de la fresadora CNC se
evaluó una característica de operación de otros fabricantes, esta característica es
la velocidad de traslación del eje, en otras palabras es la velocidad máxima
alcanzada por la maquina cuando el eje se mueve sin carga de un punto a otro.
Este parámetro es de suma importancia para definir el tamaño y potencia
requerida en los actuadores y por ende es uno de los primeras características a
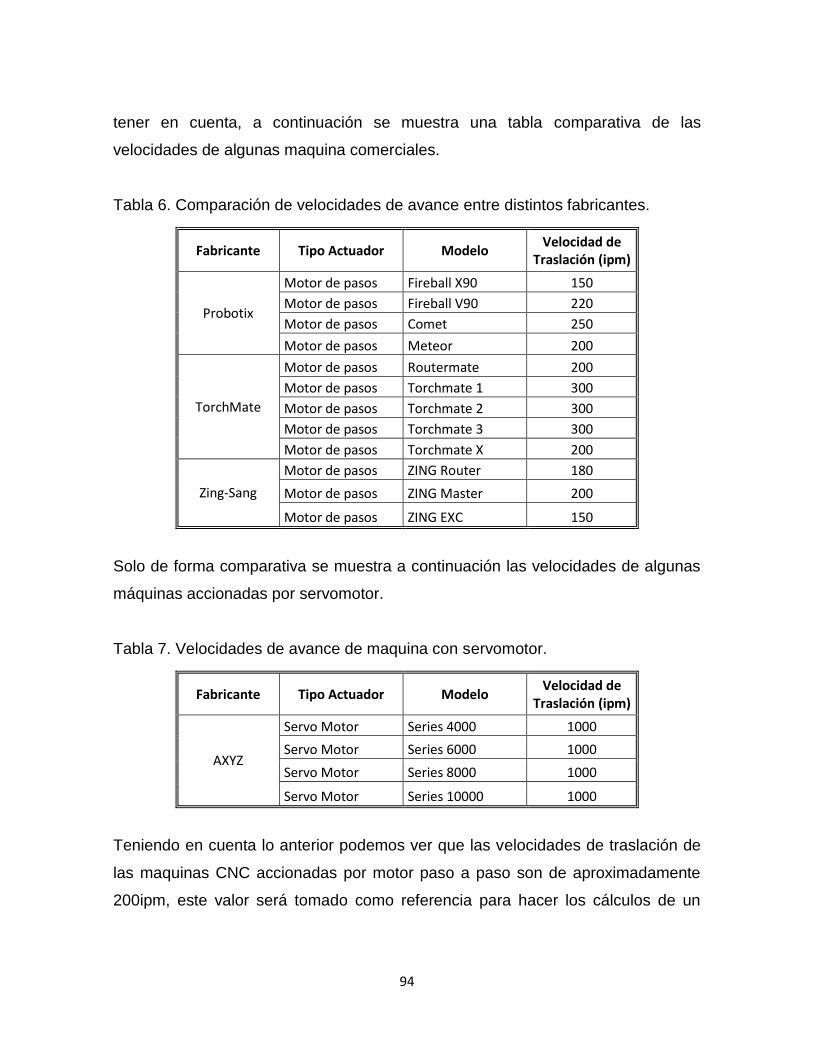
94
tener en cuenta, a continuación se muestra una tabla comparativa de las
velocidades de algunas maquina comerciales.
Tabla 6. Comparación de velocidades de avance entre distintos fabricantes.
Fabricante Tipo Actuador Modelo Velocidad de
Traslación (ipm)
Probotix
Motor de pasos Fireball X90 150
Motor de pasos Fireball V90 220
Motor de pasos Comet 250
Motor de pasos Meteor 200
TorchMate
Motor de pasos Routermate 200
Motor de pasos Torchmate 1 300
Motor de pasos Torchmate 2 300
Motor de pasos Torchmate 3 300
Motor de pasos Torchmate X 200
Zing-Sang
Motor de pasos ZING Router 180
Motor de pasos ZING Master 200
Motor de pasos ZING EXC 150
Solo de forma comparativa se muestra a continuación las velocidades de algunas
máquinas accionadas por servomotor.
Tabla 7. Velocidades de avance de maquina con servomotor.
Fabricante Tipo Actuador Modelo Velocidad de
Traslación (ipm)
AXYZ
Servo Motor Series 4000 1000
Servo Motor Series 6000 1000
Servo Motor Series 8000 1000
Servo Motor Series 10000 1000
Teniendo en cuenta lo anterior podemos ver que las velocidades de traslación de
las maquinas CNC accionadas por motor paso a paso son de aproximadamente
200ipm, este valor será tomado como referencia para hacer los cálculos de un
95
sistema CNC, a continuación veremos cómo procede a calcular y seleccionar los
actuadores requeridos para alcanzar dicho valor.
5.1 CALCULO DE LAS RPM DEL MOTOR
Tomando como referencia una velocidad de traslación de 200ipm, se tiene:
⁄
Donde VTE es la velocidad de traslación del eje en “ipm” o pulgadas por minuto.
Teniendo en cuenta que los motores paso a paso que cumplen con el estándar
NEMA tiene un desplazamiento angular o DAng por paso de 1,8°, lo cual implica
que para completar una revolución requieren de 200 pasos, como se ve en la
siguiente ecuación:
Adicionalmente se debe tener en cuenta la longitud de paso por revolución del
tornillo que se va a usar o LP por sus siglas en ingles Lead Pitch, el cual para
nuestro caso es de 5mm/rev.
En base a los anteriores parámetros tenemos que:
Para hallar la frecuencia de la señal de activación del motor de pasos, basta con
multiplicar las Velocidad del motor por los Pulsos por revolución del motor, así:
De acuerdo a los cálculos anteriores podemos decir que para lograr una velocidad
de avance de 5m/min con un motor de 200PPR y una longitud de paso de tornillo
de 5mm se requiere una velocidad angular de 1016rev/min, y que para lograr
dicha velocidad se debe activar el motor don una señal de 3,38KHz. Dicho esto es
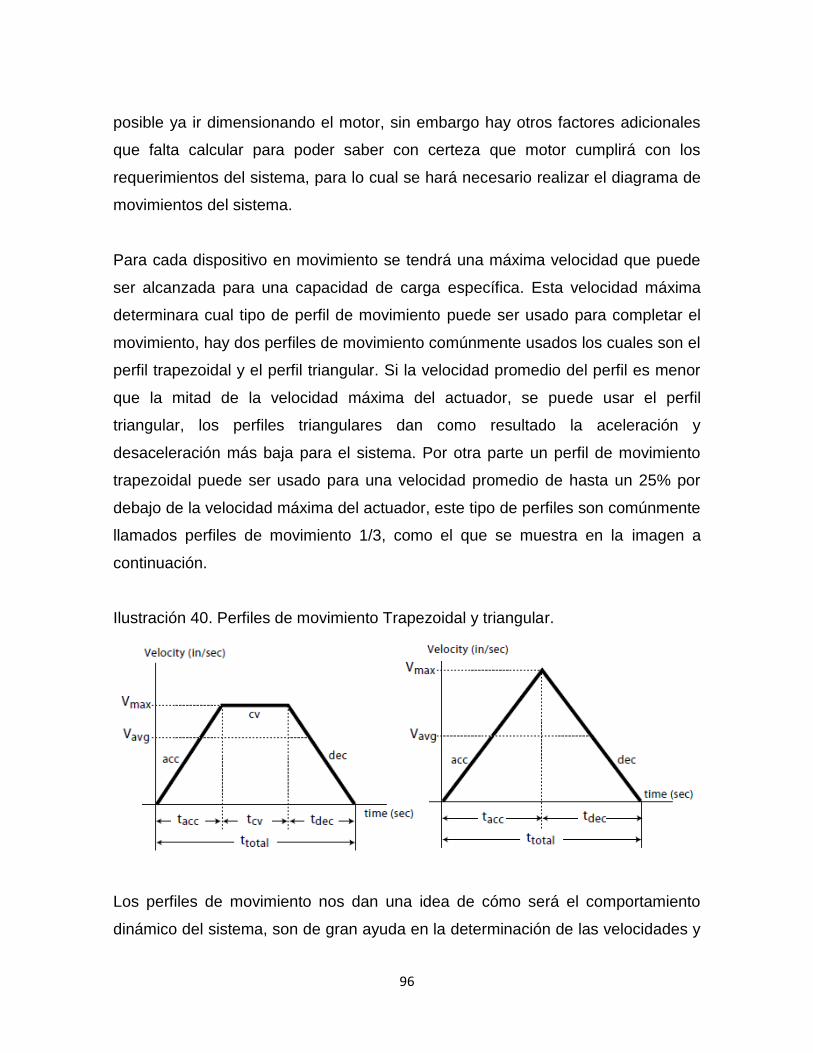
96
posible ya ir dimensionando el motor, sin embargo hay otros factores adicionales
que falta calcular para poder saber con certeza que motor cumplirá con los
requerimientos del sistema, para lo cual se hará necesario realizar el diagrama de
movimientos del sistema.
Para cada dispositivo en movimiento se tendrá una máxima velocidad que puede
ser alcanzada para una capacidad de carga específica. Esta velocidad máxima
determinara cual tipo de perfil de movimiento puede ser usado para completar el
movimiento, hay dos perfiles de movimiento comúnmente usados los cuales son el
perfil trapezoidal y el perfil triangular. Si la velocidad promedio del perfil es menor
que la mitad de la velocidad máxima del actuador, se puede usar el perfil
triangular, los perfiles triangulares dan como resultado la aceleración y
desaceleración más baja para el sistema. Por otra parte un perfil de movimiento
trapezoidal puede ser usado para una velocidad promedio de hasta un 25% por
debajo de la velocidad máxima del actuador, este tipo de perfiles son comúnmente
llamados perfiles de movimiento 1/3, como el que se muestra en la imagen a
continuación.
Ilustración 40. Perfiles de movimiento Trapezoidal y triangular.
Los perfiles de movimiento nos dan una idea de cómo será el comportamiento
dinámico del sistema, son de gran ayuda en la determinación de las velocidades y
97
aceleraciones máximas del sistema, actuando con o sin carga y son ampliamente
usados para determinar las condiciones de fresado de ciertos materiales.
5.2 CALCULO DE EMPUJE O CARGA DEL SISTEMA LINEAL
Dado que el sistema se compone de partes móviles las cuales son accionadas por
el actuador o actuadores que componen cada eje hay una fuerza de empuje
necesaria para poder llevar a cabo dicho movimiento, esta fuerza de empuje es
igual a la suma de 4 componentes de fuerza, estas son, la fuerza debida a la
aceleración de la carga, la gravedad, la fuerza de fricción y las fuerzas aplicadas
requeridas para el corte de una pieza en particular.
Donde,
FE, es la fuerza de empuje del sistema de movimiento lineal
FF, es la fuerza de fricción del sistema
Fa, es la fuerza debida a la aceleración de la masa
Fg, es la fuerza debida a la gravedad
FM, es la fuerza aplicada por el material o fuerza aproximada de corte.
Para un caso práctico se va a hallar cada componente de fuerza por separado y
luego se sumara para hallar el total de la Fuerza de Empuje.
Tomando como ejemplo el eje móvil más grande de la maquina fresadora CNC en
construcción con una masa de 50 Kg, una velocidad máxima de 5m/min, un
tiempo de aceleración y desaceleración de 1 seg y un coeficiente de fricción de
0,58 equivalente a la fricción entre dos elementos de acero, este sistema se
encuentra apoyado sobre una superficie horizontal por lo que el grado de
inclinación es equivalente a 0°, entonces se tiene que:
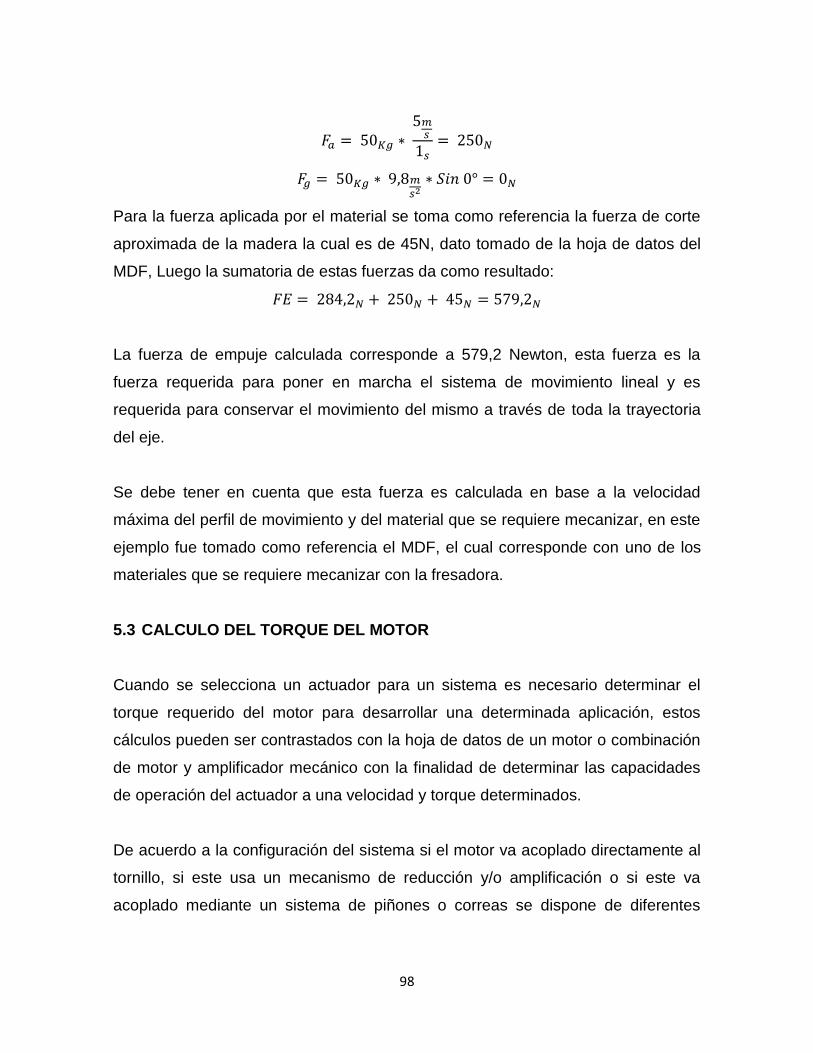
98
Para la fuerza aplicada por el material se toma como referencia la fuerza de corte
aproximada de la madera la cual es de 45N, dato tomado de la hoja de datos del
MDF, Luego la sumatoria de estas fuerzas da como resultado:
La fuerza de empuje calculada corresponde a 579,2 Newton, esta fuerza es la
fuerza requerida para poner en marcha el sistema de movimiento lineal y es
requerida para conservar el movimiento del mismo a través de toda la trayectoria
del eje.
Se debe tener en cuenta que esta fuerza es calculada en base a la velocidad
máxima del perfil de movimiento y del material que se requiere mecanizar, en este
ejemplo fue tomado como referencia el MDF, el cual corresponde con uno de los
materiales que se requiere mecanizar con la fresadora.
5.3 CALCULO DEL TORQUE DEL MOTOR
Cuando se selecciona un actuador para un sistema es necesario determinar el
torque requerido del motor para desarrollar una determinada aplicación, estos
cálculos pueden ser contrastados con la hoja de datos de un motor o combinación
de motor y amplificador mecánico con la finalidad de determinar las capacidades
de operación del actuador a una velocidad y torque determinados.
De acuerdo a la configuración del sistema si el motor va acoplado directamente al
tornillo, si este usa un mecanismo de reducción y/o amplificación o si este va
acoplado mediante un sistema de piñones o correas se dispone de diferentes

99
métodos de cálculo para determinar el torque requerido, en este caso como los
motores van acoplados de manera directa el tornillo se hará uso exclusivamente
de las ecuaciones que determinan el torque para este tipo de configuración.
Se tiene entonces que el torque requerido es igual a:
( )
Donde,
TM, es el torque del motor
LP, es la longitud de paso por revolución
FE, es la fuerza de empuje requerida por el sistema lineal
Ŋ, es la eficiencia del sistema.
En la práctica la eficiencia de un sistema de movimiento lineal es llevada al 85%
por lo cual usaremos este valor como referencia para el sistema que se está
calculando. Entonces se tiene que el torque del motor es:
Se da el valor del torque requerido por el motor en “oz-in” Onzas x Pulgada dado
que esta unidad es ampliamente usada en las gráficas y tablas de fabricantes de
motores.
Una vez calculado el torque del motor para una velocidad requerida y con unas
condiciones de carga propias del sistema es hora de verificar en las hojas de
datos del fabricante que el motor pueda satisfacer dichas necesidades, si el motor
cumple o sobre cumple dichas características es momento entrar a revisar otras
parámetros de operación, si por el contrario no hay motores que cumplan con los
requerimientos es necesario evaluar de nuevo estas condiciones, realizando
100
cambios en algunos parámetros para garantizar que el motor pueda
desempeñarse adecuadamente bajo esas condiciones.
Un ejemplo de esto sería suponer que requerimos un sistema de movimiento que
alcance velocidades de traslación altas como de 600IPM, en este caso las RPM
requeridas en el motor con un tornillo de longitud de paso de 5mm serian de un
poco más de 3000RPM. Este factor ya representaría un problema ya que el límite
de velocidad para un motor paso a paso del tipo NEMA 23 o NEMA 34 es de
exactamente 3000RPM, como se puede apreciar en la siguiente imagen.
Ilustración 41. Grafica Torque vs Velocidad de motor Nema 23 de National Instruments.
Si bien el motor podría llegar a trabajar a esa velocidad o incluso una velocidad
levemente superior, este no tendría el torque suficiente para mover un sistema de
La ilustración anterior es de la hoja de características de un motor NEMA23
T23NRLH-LNN-NS-00 del fabricante National Instruments, para el ejemplo anterior
se requería un torque de 0,5422N-m a 1000RPM para manejar una carga de
50Kg, observando esta grafica es posible ver que el motor cumple con dichas
características bajo una condición de voltaje de operación de 36 Voltios de
Corriente Directa, esta característica junto con la característica de corriente de
101
fase son los parámetros más importantes a la hora de seleccionar el driver
apropiado para manejar la potencia del motor, como se verá a continuación.
5.4 SELECCIÓN DEL DRIVER DE POTENCIA
El driver de potencia como se mencionó anteriormente Véase ¡Error! No se
ncuentra el origen de la referencia., se trata de una interfaz electrónica que
interpreta las señales de control del motor y las convierte en señales de potencia
que controlan los devanados el motor, hablamos de potencia dado que estas
señales en comparación con las señales de control tienen magnitudes altas.
Tal como lo vimos en el numeral anterior el motor seleccionado requiere de una
condición apropiada de voltaje de operación para garantizar la operación y que el
torque se mantenga a una velocidad determinada, esta característica va sujeta a
la corriente de fase del motor la cual se puede verificar en la hoja de datos del
fabricante en la página 4 ver grafica 780083-01 y 780084-01.
Según la información consignada en dicha hoja de datos el motor debe trabajar
bajo las siguientes condiciones:
Voltaje de operación 36 VDC
Corriente de fase 3A
Estos dos parámetros son claves a la hora de determinar el tipo de driver a usar
para controlar el motor y es claro que se debe garantizar este valor más un
porcentaje de cerca del 20% como factor de seguridad.
Otro factor de gran importancia es el de las señales de control del driver las cuales
deben ser compatibles con el sistema de control. Las funciones adicionales como
control de corriente en standby y funciones de micro pasos, son adicionales y bien
102
pueden o no estar presentes en la tarjeta de control de potencia dado que no
afectan las condiciones de operación mínimas de motor; Cada fabricante de
motores paso a paso y servomotores incorpora dentro de sus líneas de productos
controladoras de potencia para sus motores, estas, están optimizadas para brindar
el mejor rendimiento en compañía del motor o motores compatibles con dicho
driver sin embargo, esto no quiere decir que otras soluciones no sean compatibles
por lo tanto si se va a elegir driver y motores de diferentes fabricantes es bueno
asegurarse de que exista compatibilidad a nivel de señales y conexiones entre
driver y motor además de cumplir con los requisitos de potencia requeridos para
una correcta operación.
Ilustración 42. Driver de potencia DQ542MA de la empresa Want Motor.
El driver de potencia de la imagen es el DQ542MA de la empresa china Wantai
Motor, este driver tiene las siguientes características:
Voltaje de entrada: 18 – 50 VDC
Corriente de entrada: < 4A
Corriente de salida: 1 – 4,2A
Señales de control ópticamente acopladas
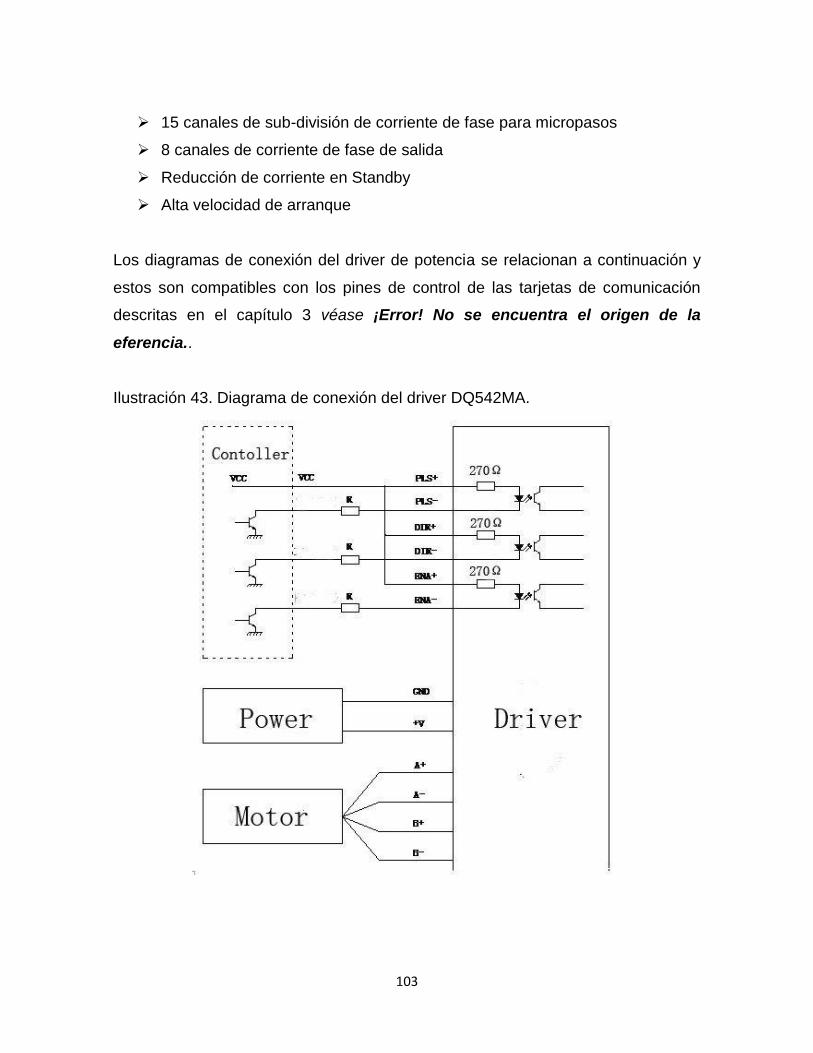
103
15 canales de sub-división de corriente de fase para micropasos
8 canales de corriente de fase de salida
Reducción de corriente en Standby
Alta velocidad de arranque
Los diagramas de conexión del driver de potencia se relacionan a continuación y
estos son compatibles con los pines de control de las tarjetas de comunicación
descritas en el capítulo 3 véase ¡Error! No se encuentra el origen de la
eferencia..
Ilustración 43. Diagrama de conexión del driver DQ542MA.
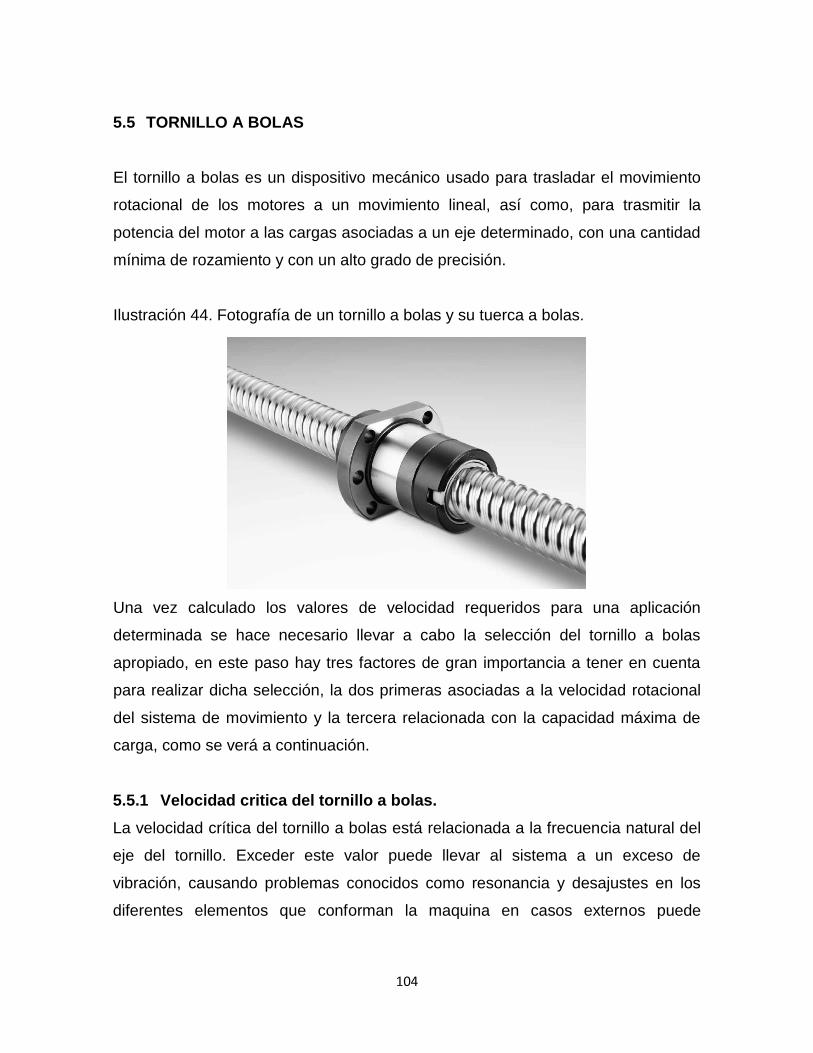
104
5.5 TORNILLO A BOLAS
El tornillo a bolas es un dispositivo mecánico usado para trasladar el movimiento
rotacional de los motores a un movimiento lineal, así como, para trasmitir la
potencia del motor a las cargas asociadas a un eje determinado, con una cantidad
mínima de rozamiento y con un alto grado de precisión.
Ilustración 44. Fotografía de un tornillo a bolas y su tuerca a bolas.
Una vez calculado los valores de velocidad requeridos para una aplicación
determinada se hace necesario llevar a cabo la selección del tornillo a bolas
apropiado, en este paso hay tres factores de gran importancia a tener en cuenta
para realizar dicha selección, la dos primeras asociadas a la velocidad rotacional
del sistema de movimiento y la tercera relacionada con la capacidad máxima de
carga, como se verá a continuación.
5.5.1 Velocidad critica del tornillo a bolas.
La velocidad crítica del tornillo a bolas está relacionada a la frecuencia natural del
eje del tornillo. Exceder este valor puede llevar al sistema a un exceso de
vibración, causando problemas conocidos como resonancia y desajustes en los
diferentes elementos que conforman la maquina en casos externos puede

105
provocar el daño de partes o componentes de los mismos tornillo y tuercas a bolas
e incluso el rompimiento de algunos de sus componentes.
La siguiente ecuación permite el cálculo de la velocidad crítica del tornillo a bolas.
Donde,
nc= Velocidad critica del tornillo a bolas en rpm
CS= Factor según soporte de ejes ver tabla 8
dr= Diámetro del tornillo en mm
I= Longitud entre soportes en mm
Para el caso que se viene trabajando en el desarrollo de este proyecto se tienen
los siguientes cálculos:
Ahora se calcula la velocidad segura usando un factor de seguridad del 80% de la
velocidad crítica, así:
Donde,
ns= Velocidad segura del tornillo a bolas
Volviendo al cálculo de las RPM véase 5.1 donde se había dicho que se requerían
1016RPM para llevar al sistema a una velocidad de avance de 5m/min, se puede
ver que efectivamente el tornillo dimensionado cumple con las expectativas
requeridas por el sistema, caso contrario a los que sucedería con un tornillo de
diámetro 12mm donde la velocidad segura del tornillo a bolas es de apenas
1002,03 RPM, se debe tener en cuenta que se contempla los diámetros de 12mm
y 16 mm dado que estos diámetros son los que comercialmente son más fáciles
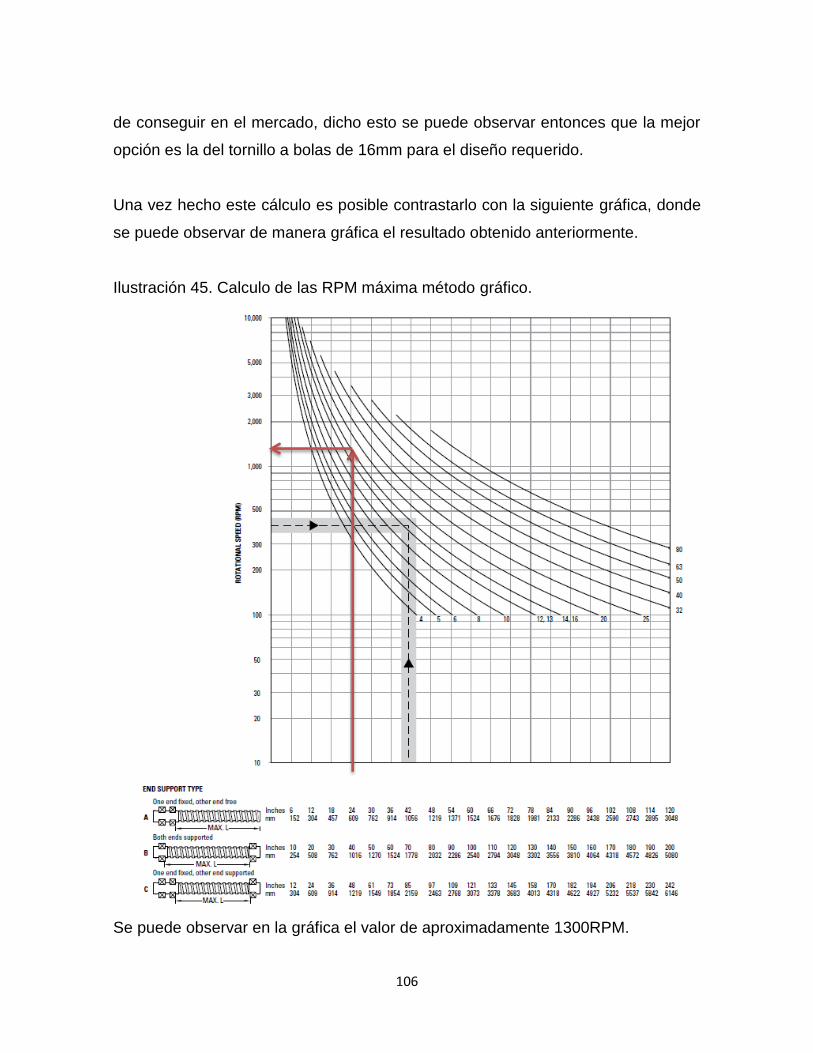
106
de conseguir en el mercado, dicho esto se puede observar entonces que la mejor
opción es la del tornillo a bolas de 16mm para el diseño requerido.
Una vez hecho este cálculo es posible contrastarlo con la siguiente gráfica, donde
se puede observar de manera gráfica el resultado obtenido anteriormente.
Ilustración 45. Calculo de las RPM máxima método gráfico.
Se puede observar en la gráfica el valor de aproximadamente 1300RPM.
107
5.5.2 Velocidad critica de la tuerca a bolas.
La tuerca a bolas es el componente complementario del tornillo a bolas y es la
encargada de trasmitir la potencia a la carga, tal como el tornillo a bolas la tuerca
tiene una velocidad critica que se debe respetar ya que de no tenerse en cuenta
este factor puede llegar a dañarse los mecanismos de recirculación de bolas que
conforman internamente el rodamiento, esta velocidad critica se puede calcular
como sigue.
Donde,
DN= La velocidad critica de la tuerca a bolas en rpm
d0= El diámetro nominal del tornillo en mm
n= Velocidad rotacional del eje en rpm
Un parámetro comúnmente usado en la industria es para una DN máxima de
100.000rpm, aunque esto varía según el fabricante, y como se ve en nuestro caso
se está bastante lejos del umbral máximo, estas velocidades son fácilmente
alcanzables en sistema donde se usan servomotores y no es el caso nuestro.
5.5.3 Carga de compresión permisible.
Este parámetro es clave y hace parte del proceso de selección del tornillo a bolas
adecuado para un sistema de movimiento lineal determinado, hace referencia a la
carga máxima de compresión que soporte el flange de la tuerca a bolas y sus
componentes de recirculación internos.
Donde,
FC= Fuerza de compresión critica en Newton
CS= Factor según soporte de ejes ver tabla 9
dR= Diámetro del tornillo a bolas
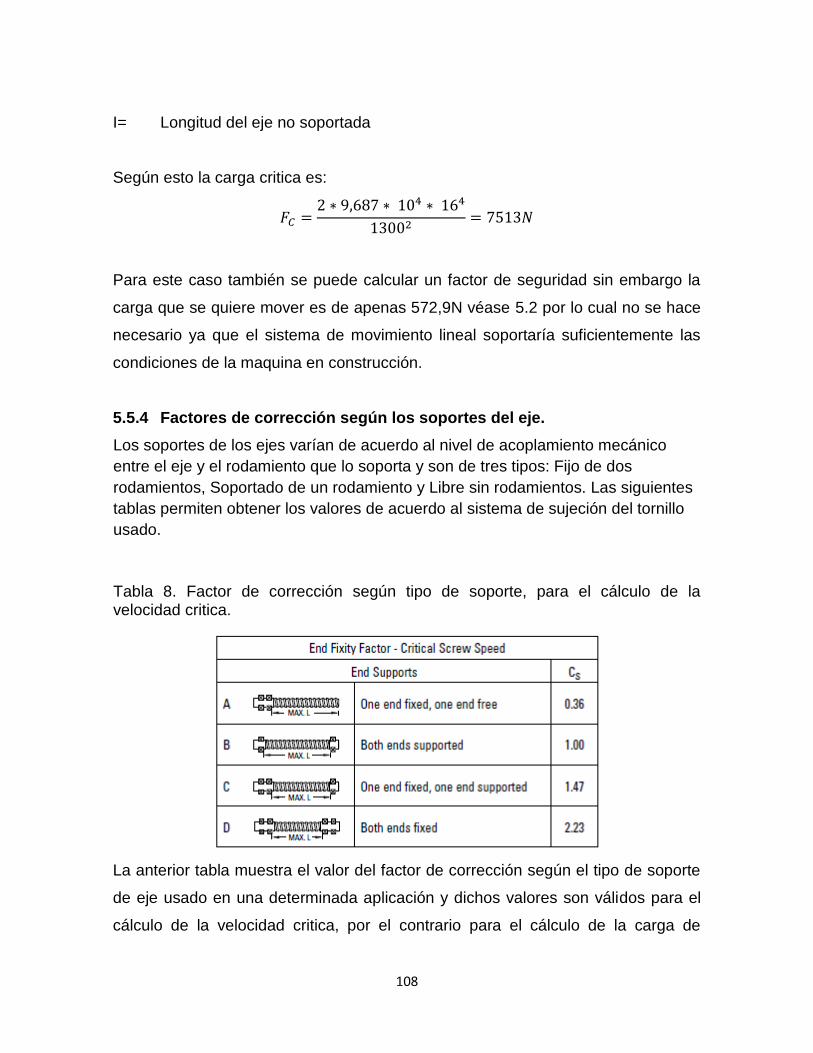
108
I= Longitud del eje no soportada
Según esto la carga critica es:
Para este caso también se puede calcular un factor de seguridad sin embargo la
carga que se quiere mover es de apenas 572,9N véase 5.2 por lo cual no se hace
necesario ya que el sistema de movimiento lineal soportaría suficientemente las
condiciones de la maquina en construcción.
5.5.4 Factores de corrección según los soportes del eje.
Los soportes de los ejes varían de acuerdo al nivel de acoplamiento mecánico
entre el eje y el rodamiento que lo soporta y son de tres tipos: Fijo de dos
rodamientos, Soportado de un rodamiento y Libre sin rodamientos. Las siguientes
tablas permiten obtener los valores de acuerdo al sistema de sujeción del tornillo
usado.
Tabla 8. Factor de corrección según tipo de soporte, para el cálculo de la velocidad critica.
La anterior tabla muestra el valor del factor de corrección según el tipo de soporte
de eje usado en una determinada aplicación y dichos valores son válidos para el
cálculo de la velocidad critica, por el contrario para el cálculo de la carga de
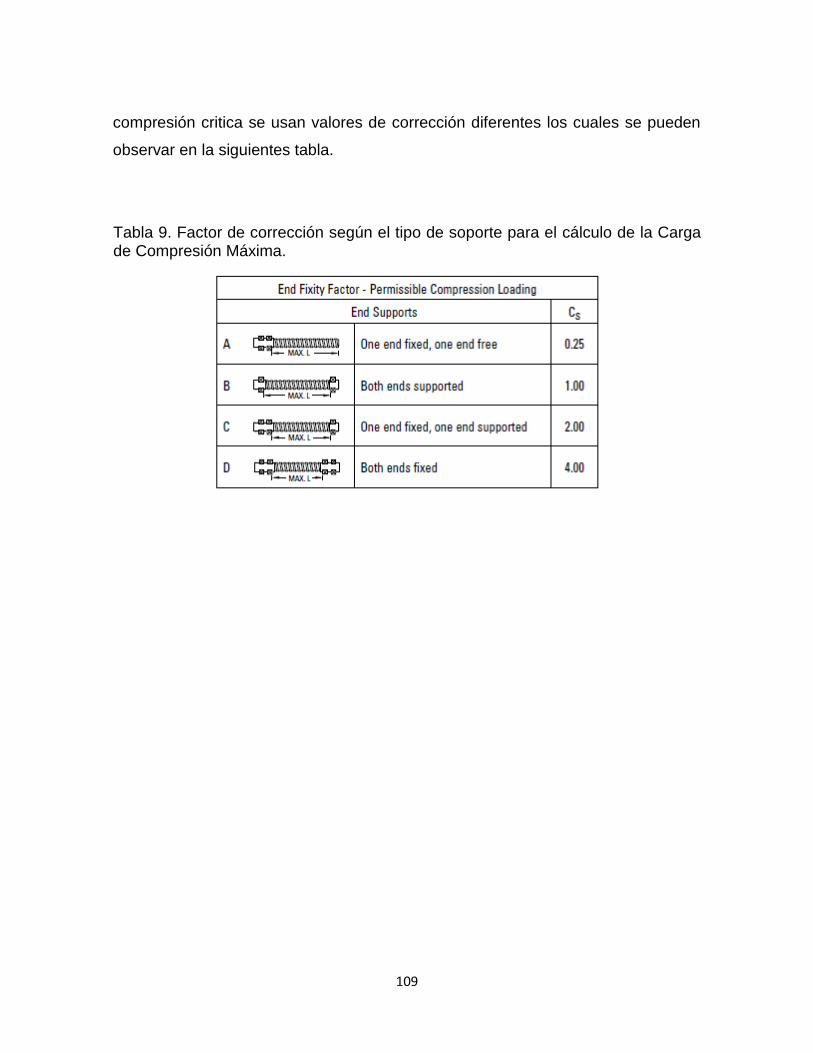
109
compresión critica se usan valores de corrección diferentes los cuales se pueden
observar en la siguientes tabla.
Tabla 9. Factor de corrección según el tipo de soporte para el cálculo de la Carga de Compresión Máxima.
110
6. CONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIONES
Después de la realización de este trabajo se puede concluir que fue posible
llevar a cabo los objetivos propuestos en el mismo, sirviendo esto como
base para la realización de proyectos futuros similares relacionados con el
desarrollo de esta tecnología en el entorno industrial local y nacional.
De acuerdo a los cálculos realizados es posible concluir que siguiendo los
parámetros de diseño de los fabricantes se puede dimensionar un sistema
de movimiento lineal de forma fácil y acorde a las necesidades de cualquier
aplicación.
De acuerdo a la experiencia obtenida durante la realización de este
proyecto se puede decir que la relativa facilidad en la obtención de los
componentes mecánicos hace posible y viable la realización de proyectos
de mayor envergadura relacionados con el diseño y la construcción de
máquinas CNC, acordes a las necesidades de la industria colombiana.
Dadas las condiciones de uso de este tipo de tecnología en la industria
local, es posible llegar a diseñar máquinas para aplicaciones específicas y
comercializarlas a nivel nacional.
Después de la realización de este proyecto se puede concluir que el uso de
herramientas de software de diseño son claves para el buen desarrollo de
un proyecto bien sea electrónico o mecánico, abaratando los costos de
desarrollo y minimizando la probabilidad de error durante la etapa de
construcción de un prototipo.
111
Es posible llevar la tecnología CNC de bajo coste a instituciones de
educación media y superior como colegios y universidades, con el ánimo de
alentar a los estudiantes a producir tecnología desde la etapa de diseño y
lograr la concepción de un producto, impulsando el desarrollo de tecnología
local y promoviendo soluciones de ingeniería en pro de la industria local y
nacional.
Se logró el desarrollo de una máquina de características aceptables a un
bajo costo, demostrando la posibilidad de desarrollar esta tecnología en el
entorno industrial local actual.
6.2 RECOMENDACIONES
En adición a los resultados obtenidos y en aras de promover nuevos proyectos
relacionados con el tema aquí tratado se proponen las siguientes
recomendaciones.
Desarrollar una estructura con materiales más resistentes que la madera
como el aluminio o el hierro, con la finalidad de mejorar las características
de resistencia de la máquina.
Realizar análisis de esfuerzos sobre la estructura con la finalidad de
determinar las limitaciones de la maquina a nivel de fuerzas y velocidades
soportadas y establecer los límites de operación de una máquina de
características similares a la aquí construida.
Dimensionar máquinas para usos comerciales aplicables a la industria local
y nacional basados en estudios de campo que sustenten la necesidad de
las mismas para llevarlas a un desarrollo comercial viable y orientado a las
necesidades específicas de los clientes.
112
Realizar el desarrollo de software propietario para el control y la operación
de máquinas CNC que pueda ser incorporado a una solución integral que
se pueda ofrecer en conjunto con el hardware aquí desarrollado.
Mejorar el diseño de la maquina actual y optimizar el uso de las partes
mecánicas de la maquina a fin de que esta pueda llegar a realizar el
fresado de materiales más duros como el aluminio o el bronce, con la
finalidad de ampliar las capacidades de operación de la máquina y
ampliando el rango de aplicaciones de la misma.
113
7. BIBLIOGRAFIA
Bin, F., Xue, S. M., Liang, G., Dong, S. Z., & You, L. C. (2011, September).
Backlash Compensation on CNC Machine Tool Based on Semi-Closed
Loop Control. (H. Wensong, Ed.) Advanced Materials Research,
Sustainable Construction Materials and Computer Engineering(346), 644-
649.
Chapman, S. (2005). Máquinas Eléctricas (Tercera ed.). (E. Rozo Castillo, Trad.)
Santa Fe de Bogotá, Colombia: Mc Graw Hill.
Cheng, Y. W., De Wen, T., Zhe, Q., Z.G., C., Ying, N. H., & Yue, X. S. (2009, May).
Cutting Forces and Vibration of Pockets Corner by High Speed Milling. (Y.
Julong, J. Shiming, W. Donghui, & C. Ming, Eds.) Advanced Materials
Research, 69-70, 59-63.
Cheng, Y. W., De, W. T., Zhe, Q., Z.G., C., Ying, N. H., & Yue, X. S. (2009, May).
Cutting Forces and Vibration of Pockets Corner by High Speed Milling. (Y.
Julong, J. Shiming, W. Donghui, & C. Ming, Eds.) Advanced Materials
Research, Ultra-Precision Machining Technologies(69-70), 59-63.
Hai Bo Zhang, G. D. (2011, December). Reliability Assurance Measures of CNC
System Software. (L. Xianghua, J. Zhengyi, & H. Jingtao, Eds.) Advanced
Materials Research, Materials Processing Technology(418-420), 2182-
2185.
Bin, F., Xue, S. M., Liang, G., Dong, S. Z., & You, L. C. (2011, September).
Backlash Compensation on CNC Machine Tool Based on Semi-Closed
Loop Control. (H. Wensong, Ed.) Advanced Materials Research,
Sustainable Construction Materials and Computer Engineering(346), 644-
649.
114
Chapman, S. (2005). Máquinas Eléctricas (Tercera ed.). (E. Rozo Castillo, Trad.)
Santa Fe de Bogotá, Colombia: Mc Graw Hill.
Cheng, Y. W., De Wen, T., Zhe, Q., Z.G., C., Ying, N. H., & Yue, X. S. (2009, May).
Cutting Forces and Vibration of Pockets Corner by High Speed Milling. (Y.
Julong, J. Shiming, W. Donghui, & C. Ming, Eds.) Advanced Materials
Research, 69-70, 59-63.
Cheng, Y. W., De, W. T., Zhe, Q., Z.G., C., Ying, N. H., & Yue, X. S. (2009, May).
Cutting Forces and Vibration of Pockets Corner by High Speed Milling. (Y.
Julong, J. Shiming, W. Donghui, & C. Ming, Eds.) Advanced Materials
Research, Ultra-Precision Machining Technologies(69-70), 59-63.
Hai Bo Zhang, G. D. (2011, December). Reliability Assurance Measures of CNC
System Software. (L. Xianghua, J. Zhengyi, & H. Jingtao, Eds.) Advanced
Materials Research, Materials Processing Technology(418-420), 2182-
2185.
Hai, P. H., Zhen, L. W., & J.M., Z. (2008, October). Development of a CNC System
for Multi-Axis EDM and its Realization. (W. Guanglin, & W. J. Huifeng, Eds.)
Key Engineering Materials, Manufacturing Automation Technology(392-
394), 50-54.
Jing, J. J., Hua, Q. T., & Bo, Y. (2012, February). A Multi-Platform Compatible and
Open Software Architecture for Computer Numerical Control Systems. (C.
Wenzhe, D. Pinqiang, C. Yonglu, C. Dingning, & J. Zhengyi, Eds.)
Advanced Materials Research, Automation Equipment and Systems(468-
471), 430-433.
Liang, H., Ning, H., & Liang, L. (2009, May). Study on an Open CNC System of 3-
Axis Micro Milling Machine Tool. (Y. Julong, J. Shiming, W. Donghui, & C.
Ming, Eds.) Advanced Materials Research, 69-70, 369-373.
115
Linli, X., Wenya, T., & Elwin, M. (Eds.). (2011, July). Research about Post
Processing for Fagor CNC System Based on Visual C++. Applied
Mechanics and Materials, Information Engineering for Mechanics and
Materials(80-81), 1273-1277.
Makely, W. (2005, Agosto). Numbers take control: NC machines. Cutting Tool
Engineering, 57(8), 19.
Mu, L. W., Jian, M. Z., Kun, L., & Xing, H. Z. (2011, September). FPGA-Based
Intelligent Software Hardening Chip for Computer Numerical Control
System. (P. L. Paul, & Z. Chunliang, Eds.) Applied Mechanics and
Materials, Vibration, Structural Engineering and Measurement I(105-107),
2217-2220.
Norton, R. (1999). Design of Machinery. An introduction to the synthesis and
analysis of mechanisms and machines (Second ed.). Worcester,
Massachusetts, United States of America: WCB and Mac Graw Hill.
Q., Z., S.J., L., C.Y., D., & Y.M., Z. (2004, December). The Architecture of
Reliability Information System for CNC Machine Tool in Concurrent
Engineering. (A. Xing, L. Jianfeng, & H. Chuanzhen, Eds.) Materials
Science Forum, Advances in Materials Manufacturing Science and
Technology(471-472), 603-607.
Quan, Z. (2012, June). Application of PLC in the CNC Machine Tool Control
System. (X. Huang, X. Huang, H. Mao, & Y. ZhiXi, Eds.) Applied Mechanics
and Materials, Applied Mechanics and Mechatronics Automation(182-183),
902-905.
Riza, G. (2008, September). Mechatronics Approach for Desk-Top CNC Milling
Machine Design. (S. Inga, & B. Jolanta, Eds.) Solid State Phenomena,
Mechatronic Systems and Materials II(144), 175-180.
116
Schvab, L. (2011). Maquinas y herramientas (1 ed., Vol. 1). Buenos Aires,
Argentina: Inet.
Shu, K. C., Chang, L. W., Hui, Z., Jie, L., & Chang, Z. W. (2011, February).
Development of Embedded Linux CNC System Based on ARM9. (Z.
Dehuai, Ed.) Key Engineering Materials, Materials, Mechatronics and
Automation(467-469), 906-911.
Shu, K. C., Shang, W. Y., Xiu, S. C., Gui, C. W., & Wei Wei, S. (2011, March).
Milling Machine Design Based on Open CNC System. (M. Zhou, Ed.)
Applied Mechanics and Materials, Advances in Mechanical Engineering(52-
54), 887-892.
Shu, K. C., Zhi, M. S., Lu, N. L., Gui, C. W., & Wei Wei, S. (2011, March).
Engraving and Milling Machine Design Based on Open CNC System. (M.
Zhou, Ed.) Applied Mechanics and Materials, Advances in Mechanical
Engineering(52-54), 881-886.
Smid, P. (2003). CNC Promgramming Handbook (Second ed.). New york, United
States of America: Industrial Press Inc.
Suk-Hwan, S., Seong-Kyoon, K., Dae-Hyuk, C., & Stroud, I. (2008). Theory and
Design of CNC Systems (First ed.). London, United Kingdom: Springer.
Tai, Y. W., Zhi, F. Q., Qing, J. L., & Miao, H. (2010, October). Open CNC System
Based on Embedded Monitoring Unit. (Z. Dunwen, G. Hun, X. Hongli, S.
Chun, L. Chunjie, & J. Weidong, Eds.) Advanced Materials Research,
Frontier in Functional Manufacturing Technologies(136), 284-288.
Tao, W., Li, W. W., & Qing, J. L. (February de 2011). Research on Software-
Hardware Co-Design of Reconfigurable CNC System. (Z. Helen, S. Gang, &
J. David, Edits.) Advanced Materials Research, Advanced Research on
Industry, Information System and Material Engineering(204-210), 458-463.
117
Wei Dong Yang, J. C. (2010, December). An Open CNC System Based on Motion
Controller. (C. Ran, Ed.) Applied Mechanics and Materials, Frontiers of
Manufacturing and Design Science(44-47), 956-959.
Williams, G. (2003). CNC Robotics. Build your own workshop bot. New York,
United States of America: McGraw-Hill.
Xin, J. X. (2012, March). CNC Transformation Method for the Study. (C. Ran, & S.
Wen-Pei, Eds.) Advanced Materials Research, Mechatronics and Intelligent
Materials II(490-495), 1256-1260.
Ya Wei, Z., & Wei Min, Z. (2010, October). Vibration Analysis of Ball Screw Drive
System for CNC Machine Tool. (Z. Liangchi, Z. Chunliang, & S. Tielin, Eds.)
Advanced Materials Research, Manufacturing Engineering and Automation
I(139-141), 1224-1228.
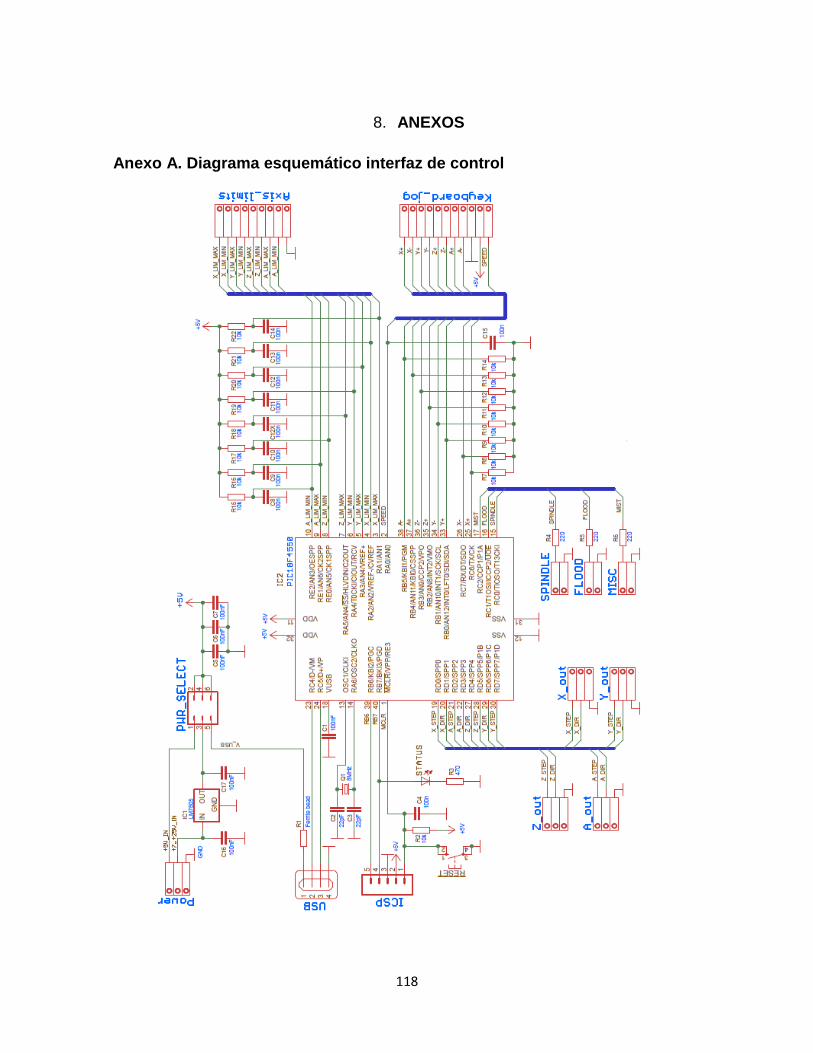
118
8. ANEXOS
Anexo A. Diagrama esquemático interfaz de control
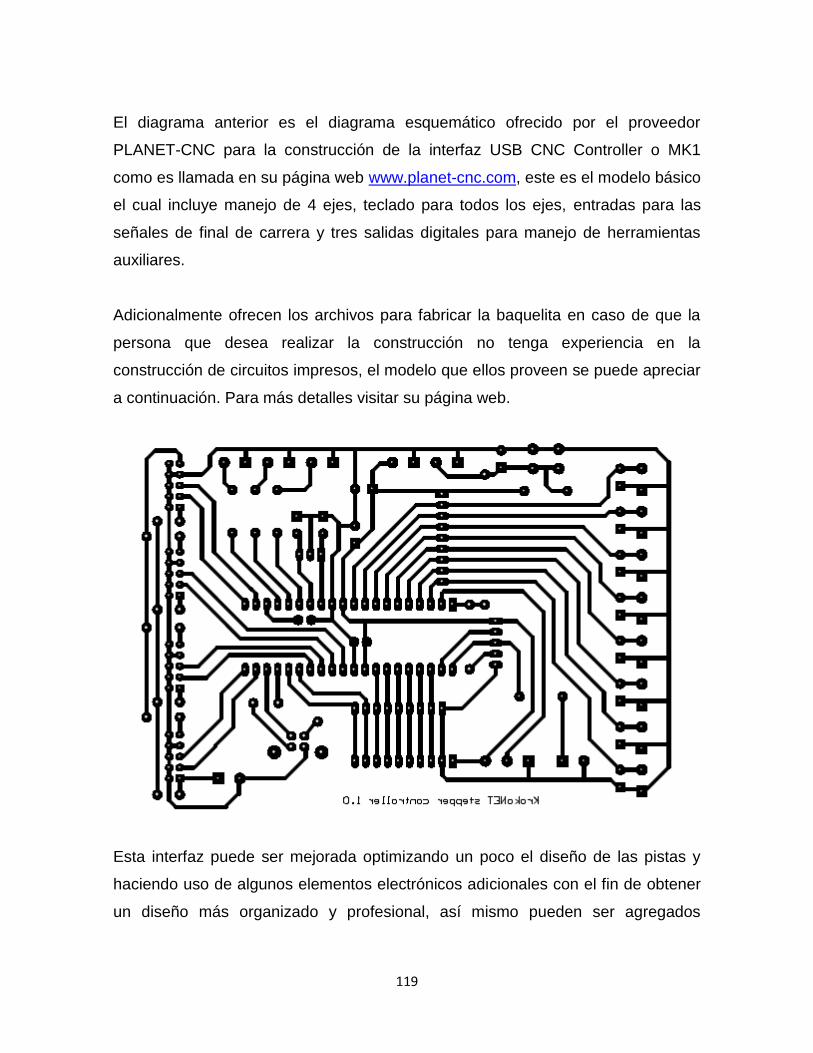
119
El diagrama anterior es el diagrama esquemático ofrecido por el proveedor
PLANET-CNC para la construcción de la interfaz USB CNC Controller o MK1
como es llamada en su página web www.planet-cnc.com, este es el modelo básico
el cual incluye manejo de 4 ejes, teclado para todos los ejes, entradas para las
señales de final de carrera y tres salidas digitales para manejo de herramientas
auxiliares.
Adicionalmente ofrecen los archivos para fabricar la baquelita en caso de que la
persona que desea realizar la construcción no tenga experiencia en la
construcción de circuitos impresos, el modelo que ellos proveen se puede apreciar
a continuación. Para más detalles visitar su página web.
Esta interfaz puede ser mejorada optimizando un poco el diseño de las pistas y
haciendo uso de algunos elementos electrónicos adicionales con el fin de obtener
un diseño más organizado y profesional, así mismo pueden ser agregados

120
elementos adicionales tales como los condensadores de 0.1uF usados como filtros
para los pulsadores del teclado y/o finales de carrera; El diseño propuesto por el
fabricante una vez finalizado puede apreciarse como se ve en la siguiente imagen,
junto a sus características.
Si se desea obtener más información sobre esta tarjeta, sus características y
alcances es posible obtener dicha información en la página web del fabricante
www.planet-cnc.com así como un completos manual de funcionamiento para está
y las demás interfaces de control que el fabricante provee.
121
Anexo B. Diseño implementado para este proyecto
Screen de la interfaz de control.
Impresión de cobre de la interfaz de control.
Los dibujos no están a escala real, los archivos originales pueden ser descargados
en: http://www.cnczone.com/forums/spanish_cnczone/115013-
mi_primer_computer-numeric-control_colombia-2.html
122
Anexo C. Imágenes de la interfaz de control construida
Parte frontal y trasera de la tarjeta de circuito impreso.
Diseño en Eagle y tarjeta de circuito impreso con los componentes soldados.
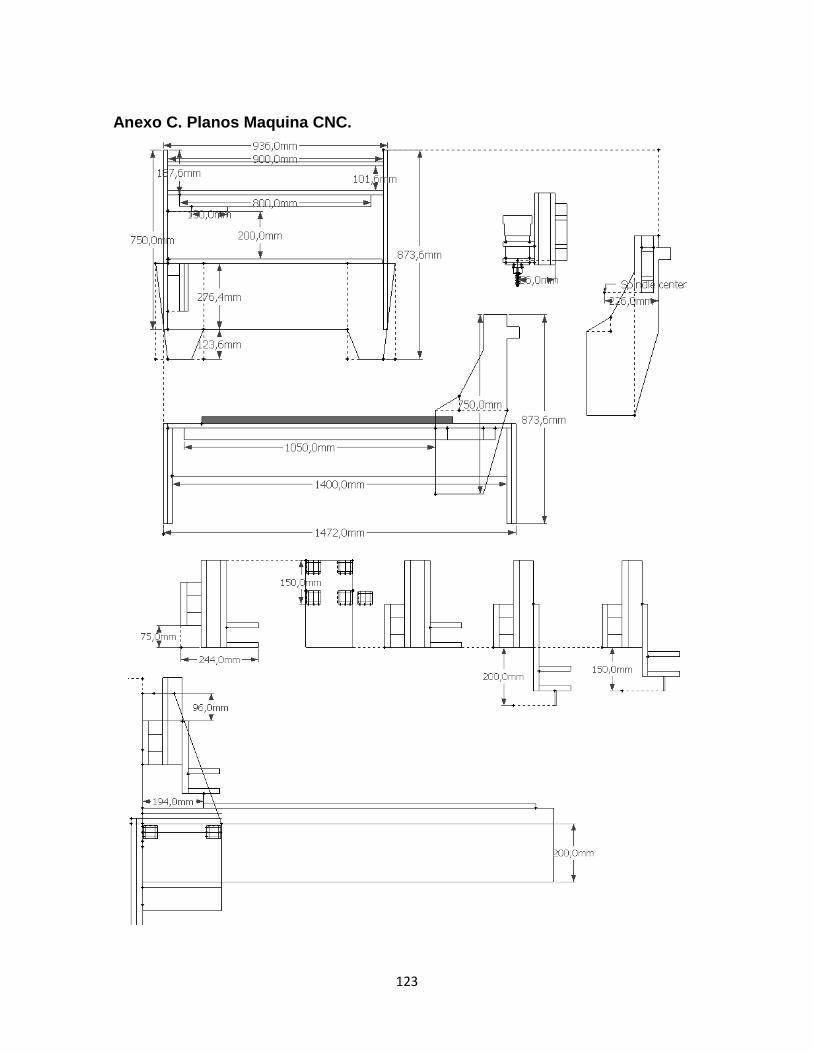
123
Anexo C. Planos Maquina CNC.
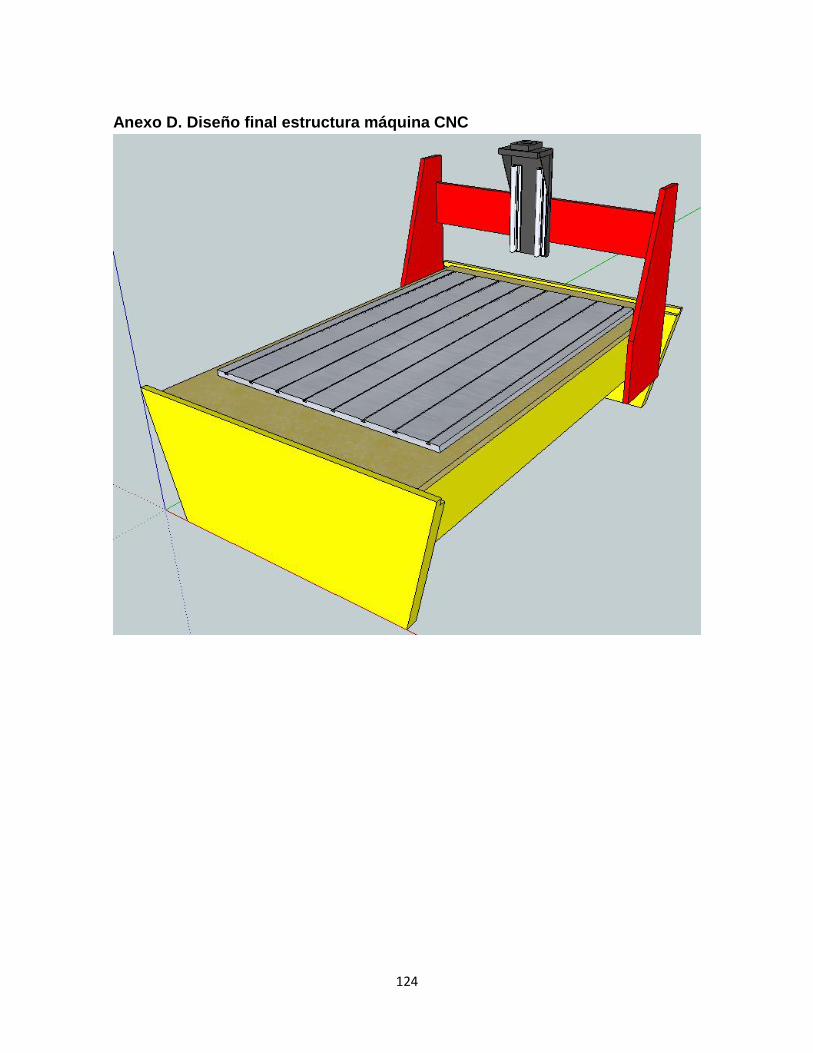
124
Anexo D. Diseño final estructura máquina CNC


















