cracking.docx
29
Conceptos fundamentales Cracking Un proceso en el cual los hidrocarbonos de peso molecular altos son divididos en productos de peso molecular inferiores por el efecto de alta temperatura en la presencia de un catalizador de alúmina-sílice. El proceso es usado para producir gases, como metano, etano, el propileno, y el propano subsecuente usado para la fabricación de una amplia gama de productos incluso de plásticos, detergentes, tejidos, y agrícola productos químicos.*el agrietamiento Termal usa altas temperaturas y presiones para romper moléculas grandes para formar moléculas más pequeñas. * El agrietamiento Catalítico usa un catalizador para asistir en la rotura de las moléculas. En un * fluidized bed catalytic cracker, el catalizador está presente como Una camada de partículas muy finas que es agitada por los hidrocarbonos vaporizados como ellos renuncian por la camada. Craqueo Si se calientan los alcanos a temperaturas elevadas en ausencia de oxígeno se fragmentan dando alcanos y alquenos de menor tamaño y mayor ramificación. Por ejemplo el n-hexano se degrada principalmente a metano, etileno, propeno, buteno y butadieno: Procesos en la Refinería de petróleo Procesos físicos y químicos típicos en una refinería de petróleo compleja. La Refinería de petróleo − Una Descripción Las refinerías de petróleo se han hecho cada vez más complejas durante los años. Ellos constituyen un relativamente maduro y muy integraron el sector industrial. Además de procesos físicos, como destilación y extracción, un gran número de procesos químicos es aplicado, muchos de los cuales son catalíticos. La figura 3.1 muestra un esquema de flujo de una refinería moderna compleja típica.
-
Upload
escorpiogonzalo-tito -
Category
Documents
-
view
6 -
download
1
Transcript of cracking.docx

Conceptos fundamentales Cracking Un proceso en el cual los hidrocarbonos de peso molecular altos son divididos en productos de peso molecular inferiores por el efecto de alta temperatura en la presencia de un catalizador de alúmina-sílice. El proceso es usado para producir gases, como metano, etano, el propileno, y el propano subsecuente usado para la fabricación de una amplia gama de productos incluso de plásticos, detergentes, tejidos, y agrícola productos químicos.*el agrietamiento Termal usa altas temperaturas y presiones para romper moléculas grandes para formar moléculas más pequeñas. * El agrietamiento Catalítico usa un catalizador para asistir en la rotura de las moléculas. En un * fluidized bed catalytic cracker, el catalizador está presente comoUna camada de partículas muy finas que es agitada por los hidrocarbonos vaporizados como ellos renuncian por la camada.
CraqueoSi se calientan los alcanos a temperaturas elevadas en ausencia de oxígeno se fragmentan dando alcanos y alquenos de menor tamaño y mayor ramificación. Por ejemplo el n-hexano se degrada principalmente a metano, etileno, propeno, buteno y butadieno:
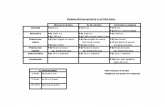
Procesos en la Refinería de petróleo
Procesos físicos y químicos típicos en una refinería de petróleo compleja.
La Refinería de petróleo − Una DescripciónLas refinerías de petróleo se han hecho cada vez más complejas durante los años. Ellos constituyen un relativamente maduro y muy integraron el sector industrial. Además de procesos físicos, como destilación y extracción, un gran número de procesos químicos es aplicado, muchos de los cuales son catalíticos. La figura 3.1 muestra un esquema de flujo de una refinería moderna compleja típica.Después de desalar y deshidratación (no mostrado en la Figura 3.1), el petróleo crudo es separado en fracciones por destilación. Las fracciones destiladas no pueden ser usadas directamente en el mercado. Muchos procesos diferentes son realizados a fin de producir los productos requeridos. En este capítulo, hablan de la mayor parte de los procesos en la Figura 3.1.Ellos pueden estar divididos en procesos físicos y químicos, como mostrado en la Tabla 3.1. Espectáculo de refinerías de petróleo grande diferencias y, además de los procesos mencionados aquí, muchos otros son aplicados. Por ejemplo, la Figura 3.1 y La tabla 3.1 no muestra procesos para tratar la refinería fuera de gases y recuperación de azufre e instalaciones para tratamiento wastewater, etcétera.La razón que un juego tan complejo de procesos es necesario es la diferencia entre las propiedades del petróleo crudo entregado y los requisitos del mercado. Sobre todo para combustibles en el sector de transporte, extenso el procesamiento se requiere a fin de obtener productos con el rendimiento satisfactorio. Otra razón de la complejidad de una refinería de petróleo está en consideraciones

ambientales. La legislación pide cada vez más más limpio procesos y productos. De hecho, actualmente la legislación relacionada con la reducción al mínimo del impacto ambiental es el paseo principal para mejora de proceso y el desarrollo de procesos nuevos.
Figura 3.1 Esquema DE flujo de una refinería de petróleo moderna compleja típica; los procesos catalíticos son indicados por el gris bloquesProcesos catalíticos

Catalytic Cracking
El incentivo para el Cracking catalítico es la necesidad de aumentar la producción de gasolina. Al principio Cracking fue realizado termalmente pero hoy día se da la ruptura en la presencia de un catalizador predomina. Feedstocks son fracciones de petróleo pesadas, típicamente pase la aspiradora por el petróleo de gas. El Cracking es catalizado por ácidos sólidos, que promueven la ruptura de obligaciones C–C. Los intermedios cruciales son carbocations (iones de hidrocarbono positivamente cargados). Ellos son formados por la acción de los sitios ácidos del catalizador. La naturaleza del carbocations todavía es sustancial de debate. En el siguiente se supondrá que ellos son iones carbenium "clásicos" y protonoando derivados de cyclopropano.
Mecanismo de Cracking
El Cracking catalítico procede por un mecanismo de reacción en cadena en el cual los iones orgánicos son la llave intermedia. El papel del catalizador es iniciar las reacciones en cadena.Los alquenos pueden sintetizar un protón de un sitio de Brønsted del catalizador para formar iones del carbenium:Aquí, el alqueno es un alqueno terminal y ya sea un primario o un ion secundario del carbenium se forman. Dividido los alquenos también pueden conducir a los iones terciarios del carbenium. La probabilidad para la existencia de estos iones no es aleatoria,Porque (i) que su estabilidad diferencia profundamente y (ii) ellos son interconvertidos (primario to secondario). Lo La estabilidad relativa de los iones del carbenium decrece en la orden:
tertiary > secondary > primary > ethyl > methyl
En realidad, estos iones no están presentes como tal pero ellos forman especies ethoxy. Para la discusión aquí esto basta tratarlos como carbenium iones adsorbidos.
PREGUNTA:¿Por qué son el etilo y el metilo carbenium iones menos estables que otros iones carbenium primarios?
Los alcanos son muy estables y sólo reaccionan en la alta temperatura en presencia de ácidos fuertes. Reaccionan por los iones del carbonium con la formación de H2:
El ión formado después de la adición de protón contiene un átomo de carbón penta-coordinado y se menciona como un ión de carbonium. Esto se descompone fácilmente en un ión carbenium y H2.En un medio donde los iones carbenium están presentes, la transferencia de un ión hidruro a un ión carbenium puede ser la ruta predominante:

Esquema 3.1 Mecanismo para cracking catalítico de alcanos, incluyendo isomerización.
La presencia de iones del carbenium le da lugar a una colección variada de reacciones. La isomerización tiene lugar por protonacion; El ciclopropano intermedia (Esquema 3.1). La reacción esencial de iones del carbenium en cracking catalítico es la rotura de C-C y se adhiere. Por ejemplo:
Esta reacción genera un ion más pequeño del carbenium y una molécula del alqueno. La tasa de reacción depende delante de la estabilidad relativa del reactante y los iones del carbenium del producto. Cuando ambos son terciarios, así como en el anteriormente citado ejemplo. En ese entonces la reacción es rápida. Sin embargo, si un ion lineal del carbenium experimenta unión C–C quebrándose, uno altamente inestable el ion primario del carbenium se formaría, y la reacción sería muy lenta. Por consiguiente, la reacción es creído a para proceder por un derivado de ciclopropano del protonacion como se muestra en el Esquema 3.1Varios desplazamientos de hidruro y la ruptura real de la unión C-C dan como resultado la formación de un alqueno lineal y un ion terciario del carbenium. Lo más reciente es convertido a un iso-alkano por el traslado de hidruro para una molécula neutral.La molécula neutral entonces se convierte en un nuevo ion del carbenium y la cadena continúa. La isomerización de alcanos lineales en alcanos ramificados puede tomar lugar similarmente.Por supuesto, el cracking de alcanos de isomerizar e isomerización de fragmentos del cracking suficientemente grandes es siempre posible.
Las siguientes reglas se mantienen por cracking catalítico: Cracking ocurre en versus + cambio 1 alcano siempre será formado Las cadenas más cortas que C7 no son o apenas
craqueadas.

Figura 3.8 l distribución del Producto en Cracking termal y catalítico de n-hexadecano
Este mecanismo de Cracking explica por qué el Cracking catalítico es preferido sobre el Cracking termal para la producción de gasolina; en el Cracking termal, la ruptura de obligación es arbitraria, mientras en el Cracking catalítico es más pedido y, por lo tanto, selectivo. La figura 3.8 muestra la diferencia en la distribución de producto resultar de Cracking termal y catalítico de n-hexadecane.
Hay muchos caminos que llevan a la formación de coque. Las reacciones importantes son cyclización de alquinos, di y Polialquenos, seguido por condensación y aromatización. Por estas reacciones que los policompuestos aromáticos están Formado, que es llamado coque. El coque es ingresado en el catalizador y causa desactivación.Catalizadores para Cracking CatalíticoLos tipos de catalizadores usados en el agrietamiento catalítico han cambiado dramáticamente durante los años. En el pasado, el tricloruro aluminio de (AlCl3) soluciones fue usado, que causó problemas técnicos grandes, como la corrosión y flujos de residuos extensos. Posteriormente, los catalizadores sólidos fueron usados. Del mecanismo que se abertura descrito Previamente es evidente que el Cracking catalítico encarga catalizadores ácidos. La mejora de agrietar catalizadores ha sido crucial en el desarrollo del proceso catalítico del agrietamiento. Inicialmente, las arcillas de gustos ácidos fueron usadas.Más tarde, aparecieron esos materiales sintéticos, a saber alúminas amorfas de sílice, tuvo propiedades superiores merecido ara su actividad más alta, la más alta la termal y la estabilidad de desgaste, y la mejor estructura del poro. Un gran adelanto en agrietamiento catalítico estaba el descubrimiento de zeolitas, que lo está incluso mejores catalizadores: Están más en actividad y más estable (menos convierta en coque, la estabilidad termal más alta).
En contraste con la sílice-alumina amorfa, que contiene sitios con fuerzas ácidas muy diferentes, muchos zeolites contienen sitios ácidos (fuertes) muy bien definidos. Los zeolites usados en la FCC son estructuras tridimensionales construido de SiO4 y AlO4 tetrahedra, que son afiliados compartiendo los iones de oxígeno [11]. El definitivo estructura depende de la proporción Si/Al, que puede variar de 1 a> 12. La figura 3.10 muestra ejemplos de estructuras zeoliticas basadas en llamadas jaulas sodalite (formado de SiO4 y AlO4 tetrahedra).Zeolites tienen muchas características interesantes Importante para la FCC son su acidez alta, su tendencia baja hacia formación de coque, y su estabilidad termal alta. Los cristales de Zeolite no son usados como tal. Ellos son demasiado activos en las reacciones de agrietamiento catalíticas; la reactividad es aproximadamente 106 mol/(mR3·s),que no puede ser tratado con en un reactor industrial práctico. Además, los poros son demasiado pequeños para una parte grande de la alimentacion. Además, debido a los pequeños diámetros de poro, las tallas de cristal tienen que ser muy pequeñas para minimizar limitaciones de transferencia de masa internas. Por lo tanto, el zeolite sus las partículas son diluidas con la sílice-alumina, un material de la matriz macro/meso-porous (ver la Tabla 3.5).Aunque la matriz sólo sea moderadamente activa, su función no debe ser subestimada: el catalizador de FCC la matriz proporciona sitios de agrietamiento primarios, generando moléculas de alimentacion intermedias para el agrietamiento adicional en productos deseables por sitios zeolitic ácidos. La síntesis de catalizadores de agrietamiento comerciales es descrita en Caja 3.2.
Caja 3.2 Síntesis de Catalizadores de cracking ComercialesLa figura B3.2.1 ilustra la producción de catalizadores de cracking comerciales. Los cristales zeolite son formados en un reactor de tanque movido. Después de lavarse ellos son el ión cambiado con la tierra rara (RE) iones, introducido como el cloruro: RECl3 (zeolites no son ácidos en la forma de sodio, después de cambiar el sodio iones con iones de la tierra raros ellos son). En otro reactor de tanque movido la sílice-alumina amorfa es producida.

Las dos mezclas son mezcladas y secadas en un secador de spray, produciendo un polvo fino de partículas de catalizador consistiendo en una sílice-alumina "matriz" con los cristales zeolite se dispersó en ello.
Figura B3.2.1 Producción de catalizadores de cracking comerciales.
ProcesosAl principio, el lecho fija y los reactores de lecho móviles fueron usados para el proceso de cracking catalítico, pero hoy día el proceso predominante es el cracking Catalítico Fluido (FCC). Los primeros procesos de FCC estaban basados en la fluidez de Lechos (la Figura 3.12).En el calor de reactor es consumido por las reacciones que se craquean, mientras en la unidad de regeneración el calor es producido.El catalizador es puesto en circulación continuamente entre los dos reactores de lecho fluidizados y sirve de un vehículo para transportarCalor del regenerador al reactor.El uso de un reactor de cama fluidized para el agrietamiento catalítico tiene algunas desventajas. En primer lugar, relativamente grande las diferencias ocurren en el tiempo de residencia de los hidrocarbonos, que causa un lejano del producto óptimo distribución. En segundo lugar, el reactor de lecho fluidizados sirve como un continuamente reactor de tanque movido (CSTR) en cuanto a las partículas de catalizador, causando distribución por periodos. En procesos modernos, los reactores de contrahuella son aplicados para el cracking la reacción, porque ellos son más cercanos a reactores de flujo del enchufe (Caja 3.3). En el pasado, los reactores de contrahuella no podían ser empleados porque el catalizador al principio no era suficientemente activo aplicar tecnología de contrahuella. De este modo, el cambio de la tecnología fue conducido por una combinación de la mejora de catalizador y perspicacias de ingeniería de reacción química.
La figura 3.12 fácil proceso de FCC basado en combinación de dos lechos fluidizados

La figura 3.13 muestra un esquema de flujo de una unidad de cracking catalítica fluida moderna que emplea la tecnología de contrahuella.la alimentación de cracking es diluida con el vapor para la mejor atomización y alimentada al reactor de contrahuella junto con el regenerado catalizador. Los flujos de mezcla hacia arriba y el agrietamiento ocurren en unos segundos. El catalizador gastado es separado de la mezcla de reacción en un ciclón. El vapor es añadido al downcomer a fin de despojarse adsorbido pesado hidrocarbonos del catalizador. Esto también crea un parachoques entre el ambiente que reduce en la contrahuella y ambiente oxidando en el regenerador. El catalizador es transportado a un regenerador de lecho fluidizado donde el coque es quitado del catalizador por la combustión con el aire. Debido a la vida limitada de los catalizadores comerciales – aproximadamente 30 días – el catalizador fresco de hasta el 5 % es añadido cada día.La tabla 3.6 muestra condiciones de funcionamiento típicas tanto para el reactor de contrahuella como para el regenerador.
figura 3.13 esquema de flujo de una unidad de FCC moderna.
La tabla 3.6 condiciones de operación Típicas en FCC de contrahuella
AmbienteLa unidad de FCC es una de la mayor parte de unidades de contaminación en la refinería [13]. Durante de regeneración de catalizador azufre los óxidos, mandados a como SOx (SO2 y SO3 con SO2/SO3> 10), son formados por la oxidación del azufre presente en el coque. Además de SOx, NOx (NO y NO2) es formado. Según normas, el SOx y NOx las emisiones en el gas de conducto de humos deberían ser reducidas. La reducción del contenido NOx en el gas de conducto de humos es típicamente llevado a cabo por reducción catalítica selectiva (SCR).El azufre deja la unidad de FCC ya que el contener el azufre compone en los productos líquidos, como SOx en el conducto de humos gas, y como sulfito de hidrógeno (H2S) en el gas ligero de la unidad fraccionario (la Tabla 3.7). El azufre total la emisión de una unidad de FCC depende del contenido de azufre de la comida. Este contenido de azufre puede variar de aproximadamente 0.3 a 3 % de peso.Para reducir el contenido de azufre en los productos de FCC, el azufre debe ser o no dado acceso a la comida de FCC o quitado de los productos. Ambos enfoques están siendo usados. La cantidad de azufre en la alimentación puede ser reducida hidrotratando así proporcionando cantidades de azufre inferiores

en tres corrientes de producto. Si el la alimentación no es hidrotratada o si las emisiones SOx de una unidad de FCC todavía son demasiado altas, ellos pueden ser reducidos en dos caminos. Una tecnología estándar es el gas de conducto de humos desulfuración (FGD), que a menudo es aplicado en la generación de energía. Otro método del control de SOx es reservado para el proceso de FCC sólo (Caja 3.4).
Tabla 3.7 Ejemplo de la distribución de azufre en productos de FCC
50000 barriles/días unidad, inventario de catalizador de 500 toneladas, precio de circulación de catalizador de 50000 toneladas/días, catalizador a proporción de petróleo = 6 kilogramos/kilogramos, feedstock 2 % de peso azufre.
Caja 3.4 Reducción de Emisiones SOx de Unidades de FCCLa figura B3.4.1 muestra el principio del retiro de SO2 en una unidad de FCC. Esto implica la adición de un óxido metálico (p.ej, MgO, CeO o Al2O3), que captura el SOx en el regenerador y liberaciones esto como H2S en el reactor y separador. El retiro de SOx está basado en la diferencia en la estabilidad de sulfatos y sulfitos. Un óxido es seleccionado tal que el sulfato (formado por la reacción con SOx) es estable bajo la oxidación de condiciones (en el regenerador) e inestable bajo reducir condiciones (en la contrahuella).
Oxidación de SO2 a SO3 en regenerador y adsorción subsecuente en óxido metálico (modus operandi):
(Estable en regenerador)
Reducción del sulfato metálico en el reactor de contrahuella y liberación de H2S:
(Inestable en contrahuella)
Regeneración para formar el óxido metálico en el separador con liberación de H2S:
Figura B3.4.1 Retiro de SO2 en una unidad de FCC.
El óxido metálico puede ser o incorporado al catalizador de FCC o añadido como una fase sólida separado. La opción última tiene la ventaja con la cual el suministro de óxido metálico es flexible y puede ser ajustado para comidas contenido de azufre diferentes. Las trampas de azufre comercialmente disponibles pueden quitar hasta el 80 % del azufre del regenerador.El sulfito de hidrógeno soltado en el reactor y separador puede ser quitado por la absorción y subsecuente la conversión en una fábrica de Claus juntos con las cantidades normales del sulfito de hidrógeno se formó.
La Producción de Alquenos Más bajoHay un incentivo creciente para la producción de cantidades más grandes de los alquenos C3 y C4 en unidades FCC, Porque estos son de valor como

feedstocks petroquímicos. De hecho, las unidades de FCC en el centro y Extremo Oriente tienen el propósito exclusivo de producir feedstocks petroquímicos, en propene particular y Aromatics.La producción de cantidades más grandes de alquenos más bajo puede ser lograda por la adición de un poco de zeolite ZSM-5 (Zeolite Sintetizados por Móvil, Figura 3.14) para un catalizador convencional Y zeolite 18, 19.ZSM-5 tiene poros más estrechos y así es sólo accesible a alcanos lineales o ligeramente ramificados y alquenos y no para los más ramificados y los compuestos aromáticos. Por consiguiente, los hidrocarburos de bajo octanaje en particular Está cracking en ZSM-5, que tiene la ventaja adicional de mejorar calidad de gasolina debido a la formación de aromaticos, aunque a expensas del rendimiento de gasolina. Éste es un ejemplo del uso ventajoso de fabricación selectividad de catalizadores del zeolite.
Figura 3.14 Sistema de Canal zeolite ZSM-5.
HidrocrackingHidrocracking es un proceso de refinería de petróleo catalítico de la importancia creciente. Petróleo de gas pesado pase a la aspiradora el petróleo de gas es convertido en productos más ligeros, es decir nafta, keroseno, y gas oil. Factores la contribución a su uso creciente es la demanda creciente de combustibles de transporte, sobre todo diesel, y la decadencia en el mercado de fuel-oil pesado. La necesidad creciente de la producción de combustibles limpios también ha tenido a impacto significativo. Como el nombre implica, el hidrocracking o implica el cracking de una fracción de petróleo en productos más ligeros en la presencia de hidrógeno. Esto distingue el proceso del proceso de FCC que no hace tenga el hidrógeno en la comida, y del proceso de hidrotrato, en cual prácticamente ningún C–C la rotura de obligación ocurre. El hidrocracking es un proceso muy versátil y flexible que puede ser apuntado a la producción de nafta o en la producción de medio distillates, a saber gasoil y reactivo. Aunque a primera vista pudiera ser esperado aquel hidrocracking compite con el cracking catalítico fluido, esto no es seguramente el caso; los procesos son complementario. Cracking catalítica fluida toma a los alkane-ricos más fácilmente rajados atmosféricos y vacío el petróleo de gas como feedstocks, mientras la hidrogcracking principalmente usa más alimentacion aromáticas, como el petróleo de ciclo de FCC y el distillates de procesos de agrietamiento termales, aunque esto también tome pesado atmosférico y petróleo de gas de vacío y petróleo de deasphalted.
Las Reacciones y la TermodinámicaHydrocracking puede ser mirado como una combinación de hidrogenación y agrietamiento catalítico. La anterior reacción es exotérmica mientras la reacción más reciente es endotérmica. Desde el calor requerido para rajarse es menos que el calor soltó por la reacción de hidrogenación el proceso global del hydrocracking es exotérmico. Esquema 3.6 muestra ejemplos de espectáculos de reacciones teniendo lugar.
Ejemplos de esquema 3.6 de reacciones durante hidrocracking.

Deshidrogenación, hidrogenación, y remoción de hetero-atom requieren un catalizador de hidrogenación, mientras las reacciones reales del agrietamiento proceden por iones del carbenium, y por consiguiente requieren un catalizador acídico. Diversos catalizadores están funcionando. Así como en hydrotreating, los sulfuros mixtos de metal sirven para la función de hidrogenación.Los metales nobles son también usados. La función adicional del agrietamiento se cumple por un trasportador más acídico que eso adentro Hydrotreating, por ejemplo aluminios de sílice y, progresivamente, zeolitas. Figura 3.31 espectáculos un modelo de uno típico El sistema de catalizador del hydrocracking.
Figura 3.31 Modelos de catalizadores que se hidrorajan; dejado: NiS/MoS2/silica-alumina; derecho: Punto silicaalumina / silicaalumina amorfo.
ProcesosCompuestos de nitrógeno, muchos de ellos básico, presente en la alimentacion juegan un papel importante en el hidrocracking porqueEllos se adsorben en el catalizador ácido y así inhiben las reacciones que se rajan. Por lo tanto, en la mayor parte de procesos, el hydrodenitrogenation es necesario como un primer paso antes del hidrocracking actual. Varias configuraciones de proceso han sido desarrolladas, que puede ser clasificado como la etapa sola, de dos etapas, e hidrocraqueo de flujo de la serie (la Figura 3.32). En el diseño de un proceso de hidroagrietamiento, hydrogenacion yLas reacciones que se rajan tienen que ser equilibradas con cuidado.La etapa sola una vez - a través del hidrocracking es muy similar al hidrotrato (de la Figura 3.27), excepto el catalizador diferente y condiciones de proceso más severas (la Tabla 3.12). Es la configuración más simple del hidrocracking de proceso con los gastos de inversión más bajos. Aparte de producción de medio distillates, este proceso produce la nafta, que puede ser usada como, por ejemplo, alimentacion a una unidad de reformación catalítica o a craquear nafta para producción etheno (el Capítulo 4).La conversión del feedstock no es completa, es decir allí todavía es material presentan el mismo la variedad de peso molecular como el feedstock, pero este producto "no convertido" es muy saturada y sin la alimentacion de contaminantes; ha sido hidrotratado y así es feedstock excelente para otros procesos, como la FCC y producción petrolífera de lubricación. El proceso es optimizado para hydrogenation, más bien que para el cracking.Una relativamente nueva tecnología es el llamado hidrocrackingo suave. La ventaja de este proceso consiste en que esto puede ser puesto en práctica en la existencia hydrotreaters aumentando la seriedad de operación: con un relativamente pequeño la inversión la flexibilidad de la refinería de petróleo es aumentada.
El Hidrocracking de figura 3.32 trata configuraciones; HT = hidrotrato; HC = hidrocracking; MD = medio destilados.En hidrocracking de dos etapas (la Figura 3.33) la conversión de nitrógeno y compuestos de azufre y

las reacciones que se hidrorajan es realizada en dos reactores separados con el retiro intermedio de amoníaco y sulfito de hidrógeno. Las aguas residuales del primer reactor, después de enfriarse y el retiro de sulfito de hidrógeno y amoníaco, son fraccionados y la corriente de fondo del fraccionador es hidrorajada posteriormente en el segundo reactor. La alimentación es completamente convertida en productos más ligeros, en contraste con el proceso de etapa sola.la producción de producto puede ser adaptada hacia producción de nafta máxima o producción máxima de los medios destilados (gasoil de alta calidad) por cambio de la operación fraccionador o por utilización de catalizadores alternativos para la segunda etapa.En el proceso de flujo de la serie, el producto del reactor de hidrotrato es directamente alimentado al reactor hidrocracking, sin separación previa de sulfito de hidrógeno y amoníaco. Esto significa que el catalizador en el hidrocracking del reactor tiene que funcionar en condiciones ricas en el amoníaco, causando una actividad inferior debido a una adsorción de amoníaco en el catalizador. Como una consecuencia, el desarrollo del proceso de flujo de la serie sólo tiene hágase posible gracias al desarrollo de catalizadores que son menos sensibles hacia el amoníaco.La tabla 3.12 resume las condiciones de procesamiento usadas en varios procesos de hidrocracking. En cuanto al catalizador, también es posible colocar catalizadores diferentes en camas diferentes en un reactor. Esto algo enturbia la distinción entre los procesos.
Figura 3.33 Esquema de flujo de una hidrocracking de dos etapas.
Tabla 3.12 Resumen de tratar condiciones de hidrocraquear procesos.
Manejable Etapa sola /primera etapa
Etapa de Fecond
Temperature (K) 670–700 610–710 530–650H2 pressure (bar) 50–80 80–130 80–130Total pressure (bar) 70–100 100–150 100–150Catalyst Ni/Mo/ -Al2O3 Ni/Mo/ -Al2O3 Ni/W/S/zeolite
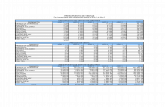
Hidroprocesamiento de Residuos Pesados Incluso en una refinería compleja, incluso FCC, hidrocracking, el procesamiento de un petróleo crudo ligero hace no ceden una distribución de producto satisfactoria (la Figura 3.34). Las cantidades de fuel-oil son demasiado altas.Para el petróleo pesado la situación es aún peor (la Figura 3.35): el fuel-oil aproximadamente del 50 % es producido. Debería ser notado aquel fuel-oil vale menos que el petróleo crudo original; el valor de los productos disminuye en el pedido: gasolina> petróleo de keroseno/gas> petróleo crudo> fuel-oil.Hay varias razones de un incentivo aumentado para convertir el fuel-oil en productos más ligeros:
La demanda de productos ligeros, como gasolina y gasoil automotor sigue aumentando, mientras el mercado para el fuel-oil pesado disminuye;

Las restricciones ambientales se hacen más importantes. El fuel-oil contiene una cantidad grande de impurezas tal como azufre, nitrógeno, y metales, entonces las medidas deben ser tomadas para bajar las emisiones;
La calidad de petróleos crudos en espectáculos generales una tendencia que se empeora. Se hace más pesado, con cantidades más altas de los hetero-átomos, entonces se requiere que el procesamiento más extenso obtenga la misma cantidad y la calidad de productos.
En principio, dos soluciones son factibles para mejorar el petróleo residual y para obtener un mejor producto distribución. Éstos son el carbón y el hidrógeno en procesos.
Los ejemplos de procesos de rechazo de carbón relativamente recientemente desarrollados son el proceso de Flexicoking y la FCC trata para el procesamiento de residuos pesados Hydrogenation catalítico de residuos es un “hidrógeno en” la ruta. Esto sirve dos objetivos generales: retiro de azufre, nitrógeno, y compuestos metálicos, y la producción de productos ligeros. Las reacciones que ocurren son muy similar a los que ocurren durante hidrotrato e hidroagrietamiento de fracciones de petróleo más ligeras. Sin embargo, hay dos diferencias importantes. En primer lugar, los residuos contienen cantidades mucho más altas de azufre, nitrógeno, y compuestos aromáticos policíclicos (asphalthenes). En segundo lugar, el retiro de metales, que son concentrados en la fracción residual del petróleo crudo, es esencial. De ahí, las condiciones de funcionamiento son mucho más severas y más hidrógeno se requiere en hydrogenacion catalítico de residuos.
Reactores
Una amplia variedad de procesos para el hidroprocesamiento de residuo es empleada o en el desarrollo.Ellos pueden ser distinguidos basados en el tipo de reactor usado, es decir lecho fija (y lecho móvil) reactores, los reactores de lecho fluidizados (también llamado reactores de lechos ebullizados), y los reactores de mezcla. La figura 3.37 muestra esquemáticas de los tres tipos de reactor. En cada caso tres fases están presentes en el reactor: gas (H2), líquido (petróleo residual), y sólido (catalizador).Los reactores de cama fijos son generalmente hechos funcionar como llamados reactores de cama de chorrito, en los cuales el gas y el líquido fluyen hacia abajo, aunque el flujo ascendente de gas y líquido también sea a veces usado.En reactores de lecho fluidizados, el gas y el líquido fluyen hacia arriba y guardan las partículas de catalizador en la suspensión. En principio, el catalizador permanece en el reactor. El catalizador fresco es añadido durante la operación periódicamente (p.ej, dos veces cada semana) y la parte del catalizador gastado quitada. El problema más importante de hidrotrato de residuo, a saber desactivación de catalizador, es solucionado de esta manera.En reactores de mezcla, el catalizador está muy sutilmente dividido y es llevado por el reactor con el líquido fracción. Los reactores de mezcla son por lo general mecánicamente movidos, pero en reactores de mezcla para la conversión de pesado la suspensión de fracciones de petróleo de las partículas de catalizador no es ningún problema: la mezcla líquida/sólida se comporta como a la fase homogénea. Es interesante comparar los sistemas de reactor. Las ventajas más importantes del reactor de Lechos fluidizados son las propiedades de transferencia de calor excelentes, la opción de usar sistemas de catalizador muy dispersados y la facilidad de adición y retiro de partículas de catalizador. Comparado con reactores de cama fijos, la talla de partícula puede y debe ser mucho más pequeño y, como una consecuencia, la actividad aparente y la capacidad para el retiro metálico son más altas. En reactores de mezcla, la talla de partícula es aún más pequeña, con las ventajas acompañantes. Sin embargo, separación de las partículas finas del producto a menudo son un problema. En el procesamiento de residuo, la recuperación del catalizador no es por lo general práctica, de modo que sea desechado con el residuo no convertido.

La figura 3.37 lecho fija (izquierda), lecho fluidizado (medio), y reactor de mezcla (derecho).
Procesos
Procesos con reactores de lechos fijos. Reemplazo de catalizador desactivado en un convencional fijado el reactor de cama no es posible durante la operación. Por lo tanto, tratando fracciones residuales pesadas en un fijo reactor de cama, cualquiera un catalizador con una vida larga (muy metálico resistente con el acompañamiento de la actividad baja) es requerido, o una solución tiene que ser encontrado para el reemplazo de catalizador fácil. Según el contenido metálico del el feedstock varias combinaciones puede ser usado (la Figura 3.38).
El proceso de HYCON desarrollado por la Shell (la Figura 3.39) soluciona el dilema que un reactor de cama fijo es más conveniente pero que un catalizador activo desactiva rápido aplicando dos sistemas de reactor en serie. Un reactor que permite el reemplazo de catalizador fácil es usado para el retiro de metales (hydrodemetalizacion: HDM). Conversión adicional, es decir retiro de azufre y conversión en productos más ligeros hidrorajándose (hidroconversión: HCON), ocurre en un reactor de lecho fijo convencional. Ambos reactores son hechos funcionar como reactores de lechos de chorrito con el gas y líquido que fluye cocurrently hacia abajo. Este proceso es conveniente para feedstocks tener un contenido metálico>> 100 ppmw.El reactor HDM es del tipo de cama móvil, o más exactamente un reactor "de búnker". Catalizador fresco, los hidrocarbonos, y el hidrógeno se mueven simultáneamente hacia abajo y un arreglo especial dentro el el reactor permite la retirada de catalizador gastado del fondo del reactor con regularidad. Esto es mandado a como “flujo de búnker”. Es crucial que las partículas de catalizador fluyan libremente. Por lo tanto, las partículas esféricas son usadas.El reactor HDM contiene un catalizador con poros relativamente grandes. Este catalizador es metálico resistente, pero no muy activo. El reactor HCON contiene un catalizador con poros más pequeños, llevando a la actividad más alta, pero el metal inferior resistencia. Realmente, dos camas de catalizador son aplicadas en el reactor HCON, éste que contiene un catalizador con poros más pequeños que el antiguo. El primer proceso de HYCON comercial vino a la corriente en 1993 en Pernis, elPaíses Bajos.En diseños por el Galón y el grupo ASVAHL, el catalizador baja, mientras los hidrocarbonos y el hidrógeno se mueve hacia arriba del fondo a la cumbre del reactor [45]. En todos estos casos, una cama móvil el reactor que contiene un catalizador HDM es seguido de reactores de cama fijos que contienen HDS y otra hidroimposición de una multa catalizadores.

Figura 3.38 Dependencia de configuración de Catalizador de contenido metálico en alimentación.
Figura 3.39 Sección de Reactor del proceso de HYCON.
Procesos con reactores de lechos fluidizados . La figura 3.40 muestra un ejemplo de un esquema de proceso basado en reactores de cama fluidized desarrollados por Lummus.La alimentacion (un residuo de vacío) e hidrógeno es precalentada en calentadores separados y alimentada al primer reactor. Las velocidades requeridas para la fluidización de la cama de catalizador son llevadas a cabo por la recirculación de gas habitual, juntos con la recirculación interna de la fase líquida. En los reactores, el retiro de hetero-átomos y la conversión de la comida ocurren. Las condiciones de reacción son más severas que aquellos en el hidrotrato de distilantes.Los productos son separados en una serie del alto - y separadores de gas y líquidos de baja presión en alto y bajo temperatura.
La figura 3.40 hidrogenación catalítico de residuos en reactores de lechos fluidizados (Proceso de Chevron Lummus LC-Fining).FCC versus Hydrocracking

En los años pasados mucho poco ha estado en la comparación de esquemas de FCC y esquemas que se hidrocraquean. En el Esquema de FCC, el carbón es extraído de la alimentacion por la formación de coque y su liberación en la forma de CO2 en baja presión en el regenerador de catalizador. La hidrocracking no produce CO2, pero la extracción de carbón es cambiado a la planta de hidrógeno, donde el carbón es extraído por la formación de monóxido de carbono y dióxido de carbono durante reformación de vapor. Estos componentes son normalmente descargados de la planta de hidrógeno vía la adsorción de oscilación de presión (PSA, el Capítulo 6) purgan el gas en el gas de conducto de humos, pero el dióxido de carbono también puede ser capturado en alta presión río arriba la unidad PSA. Adelante, durante el hidrocracking de la proporción C/H es reducido por la adición de hidrógeno, donde el proveedor de hidrógeno es el agua que reacciona con hidrocarbonos en la reformación de vapor proceso.La legislación de dióxido de carbono de apretamiento potencial (también ven el Capítulo 5) puede cambiar el paisaje de refinería completamente por un cambio de esquemas de FCC a esquemas de hidrocracking. Ya hay una tendencia a favorecer el hidrocracking de esquemas sobre esquemas de FCC a consecuencia de un cambio en demanda de gasolina a gasoil. Esta tendencia ha causado la especificación de refinerías de raíz de arista con “la talla súper” plantas de hidrógeno.La Producción de Alquenos LigerosIntroducciónEl descubrimiento que los alquenos ligeros pueden estar producidos en alta produce de fracciones de aceite y de alcanos presentes en gas natural ha colocado la fundación pues lo que es ahora conocido como la industria petroquímica. El proceso principal aprovechado para convertir los alcanos relativamente no reactivos en mucho alquenos más reactivos es agrietamiento termal, a menudo llamado "vapor rajándose". En vapor rajándose, una corriente de hidrocarburo es termalmente agrietado en presencia de vapor, produciendo una mezcla complicada del producto. El vapor de nombre rajándose es ligeramente ilógico: El agrietamiento de vapor no ocurre, pero el vapor primordialmente hace la vez de un disolvente y un trasportador de calor, permitiéndole conversión más alta. Una descripción más precisa del proceso podría ser "pirólisis", que resulta de griego y los recursos se adhieren quebrándose por calor.El agrietar vapores ocurre en la fiebre muy más alta que otros procesos termales del agrietamiento (e.g., Visbreaking, la coquificación retardada, y Flexicoking discutieron en y en presencia de las tendaladas de vapor. El vapor descifrando proceso principalmente produce eteno, que es un chemical.Valuable coproducts vil de suma importancia como propene, butadienos, y gasolina de pirólisis (pygas), con benceno como el componente principal, son también producidos.Desde los 1930s retrasados cuando la industria petroquímica comenzó a tomar forma, el eteno lo ha hecho casi completamente el etino derivado en carbón reemplazado y ahora es el bloque constructivo más grande de volumen del mundo para el producto petroquímico Industria, con una producción excediendo 110 t de millón / uno. Estime 4.1 espectáculos sus usos principales.Feedstocks para vapor agrietando alcance de luz saturó hidrocarburos, como etano y propano, paraLa nafta y los gasóleos ligeros y pesados. En América del Norte y el etano de Oriente Medio está (de gas natural) el feedstock primario para la producción de eteno. En el contraste, en Europa y nafta de Japón (de aceite) está el feedstock principal, que explica por qué el agrietar vapores es frecuentemente llamado la nafta rajándose.Más eche humo de cólera agrietando feedstocks es también feedstocks para la producción de combustible, por ejemplo, la nafta lo es tambiénConvertido en gasolina en el proceso reformatorio catalítico (la Sección 3.4.3). Además, coproducts deEl vapor agrietando, como pygas, usualmente el descubrimiento su destino en combustibles líquidos. Por otra parte, el fluido agrietamiento catalítico (la Comisión Federal de Comunicaciones, Section 3.4.2) es un productor importante del propene. Por consiguiente, el agrietar vapores está íntimamente vinculado con operaciones de la destilería de petróleo.

Allí también está aumentando interés en los procesos para la producción dedicada de alquenos específicos (la Sección 4.5), en propene particular, como una brecha está desarrollándose entre su oferta y demanda, primordialmente debido a la tasa de alto crecimiento de la demanda del polypropene, que es una de la cañería maestra que el fin usa de propene.4.2 Reacciones de CrackingEl vapor rajándose produce una variedad tremenda de productos, extendiéndose desde hidrógeno para aceite combustible. La distribución del producto Depende del feedstock y de las condiciones procesadoras. Estas condiciones son determinadas por ambos factores termodinámicos y cinéticos.La termodinámica del 4.2.1En general, enfoque alquenos, especialmente eteno, propene, y butadieno, son los productos deseados de vapor cracking.El tratamiento de alcanos ligeros como etano, propano, y butanos por vapor descifrando resultados en la deshidrogenación de los alcanos para formar el hidrógeno y alquenos correspondientes. Figura 4.2 espectáculos las conversiones de equilibrio para las reacciones de deshidrogenación del etano ligero de alcanos, propano, e isobutane representó por reacciones 4.1, 4.2, y 4.3:
Figura 4.2 indica que de un termodinámico punto de vista que la fiebre de reacción debería ser alta paraSuficiente conversión. La reacción delantera es también favorecida si los alcanos tienen una presión parcial baja, porque Pues cada molécula mutó dos moléculas se forman. Un proceso bajo vacío gustaría en esto el respeto. En la práctica, conviene más usar dilución con vapor, que tiene esencialmente el mismo efecto.Figura 4.2 también sale a la vista que mientras más pequeño el alcano, más alto la fiebre tiene que ser para una conversión dada.
Conversión de Equilibrio de figura 4.2 en el dehydrogenation de luz alkanes en 1 barra como una función de temperatura.
MecanismoEl cracking ocurre por reacciones del radical libre (el esquema 4.1 muestra el agrietamiento de etano). La reacción es iniciada por quebradura de la unión C-C en una molécula de etano, dando como resultado la formación de dos fanáticos de metilo.La propagación procede por la reacción de un metilo radical con una molécula de etano, resultante en la producción deEl metano y un fanático de etilo. El fanático de etilo subsiguientemente se descompone en eteno y un fanático de hidrógeno,Que entonces ataca otra molécula de etano, etcétera. Estas reacciones dos más recientes llevan el control en el agrietamiento de etano, que explica por qué puede ser el eteno obtenido en alta se dobla. La terminación ocurre como resultado de la reacción entre dos fanáticos para formar ya sea una molécula saturada o ambos una saturado y una molécula no saturada. Esquema 4.1 espectáculos que el agrietamiento de etano además de eteno también produce metano y el hidrógeno.Las cantidades pequeñas de hidrocarburos más pesados también pueden formarse como resultado de la reacción de dos fanáticos.

Similar, aunque las redes más complicadas, pongan una solicitud para agrietamiento termal de alcanos más altos (el esquema 4.2).Los productos primarios del agrietamiento pueden experimentar reacciones secundarias como más cracking, deshidrogenación, y condensación (la combinación de dos o los fragmentos más más pequeños para producir aromatics). Estas reacciones secundarias también pueden conducir a la formación de coque. La Coca-Cola se forma siempre, aun cuando alcanos ligeros son utilizados como feedstock. Como es lógico, mientras más pesado el feedstock, más coque se forma.
Mecanismo de esquema 4.1 de etano dehydrogenation/cracking.
Ejemplos de esquema 4.2 de reacciones que ocurren durante agrietamiento termal de alkanos más pesado.
CinéticaLa tasa de reacción de alcanos obedece cinética de primer orden. Imagínese que 4.3 espectáculos evalúan coeficientes para el agrietamiento de varios alcanos como una función de fiebre. La reactividad aumenta con longitud de la cadena. El etano claramente muestra la reactividad mínima.La cinética de primer orden significa que la tasa de reacción aumenta aumentando presión parcial de loReactantes. Sin embargo, las presiones parciales altas de hidrocarburo también dan como resultado reacciones secundarias desfavorables, como reacciones de condensación y la formación de coque. Por lo tanto, la presión parcial de los hidrocarburos debe ser mantenida bajo. Por la misma razón, las conversiones no deberían ser demasiadas altas.Parece que una conversión dada concuerda con un número infinito de combinaciones de tiempo de la residencia y Fiebre (a través del coeficiente de tasa). La termodinámica, sin embargo, determina la fiebre requerida,Y por lo tanto el tiempo de la residencia. En particular, el equilibrio de _ eteno de etano exige una fiebre tan alta como posible.

Figura 4.3 coeficientes de tasa de Reacción de alcanos diversos 1 .
El Proceso industriales De la anterior discusión que varios requisitos concerniéndole al vapor descifrando procesan puede serDerivativo:
el aporte considerable de calor en un nivel de alta temperatura; la limitación de presión parcial de hidrocarburo; las veces cortísimas (< 1 s) de la residencia; el rápido apague del producto de reacción para preservar la composición.
En la costumbre industrial que estos requisitos son en los que se reunió de la manera siguiente: Una mezcla de hidrocarburos y vapor
¿ Son los tubos directos aprobados metido adentro de los hornos calentados por la combustión de gas natural, LPG, o el aceite combustible ?. Los hornos consisten en una sección de convección, en los cuales el pienso de hidrocarburo y el vapor son precalentados, y una sección de la radiación, en el cual las reacciones tiene lugar. Los hidrocarburos experimentan rajarse y, subsiguientemente, los productos son rápidamente apagados para prevenir más reacción y así preservar la composición. El tiempo de la residencia en los tubos es cortísimo (< 1 s). La fiebre está escogida para ser tan alta como posible en el sentido que las características del material de la construcción de los tubos determina la fiebre del cielo raso. Estime 4.4 espectáculos un plan simplificado de flujo de una galleta salada de vapor para el agrietamiento de nafta.
La Influencia de Feedstock en la Operación de cracking Conservada de Vapor y los ProductosEl vapor rajándose produce una mezcla complicada del producto. En la práctica es crucial escoger las condiciones de reacción De tal manera que la distribución del producto sea óptima. Usualmente esto quiere decir que la cantidad de eteno producido debería ser tan alta como posible. A merced de los desarrollos de mercado y la situación local, sin embargo, otros productos podrían gustar más. Por ejemplo, en el mercado mundial ahora hay una escasez de propene.La distribución del producto en agrietar etanos es determinada solamente por los parámetros de proceso, como Fiebre, presión, tiempo de la residencia, y vapor para la proporción de etano. Pues la nafta ninguna distribución general del producto puede recibir porque la nafta no es un solo compuesto y su composición varía con su fuente y su refinería manejando condiciones y puede incluir los hidrocarburos extendiéndose de C3 para C15 2 .

La composición de nafta, Expresados como los porcentajes de alcanos, las naftalinas, y aromatics presentan (la Mesa 4.1), lo ha hecho un efecto pronunciado en el rendimiento crujiente. Esto puede ser explicado de sus reactividades diferentes y sus proporciones hidrógenos a carbono. Los alcanos pueden ser convertidos relativamente fácilmente y cuando pudrieron altos rendimientos de producto de productos ligeros como eteno y propene como resultado de su contenido alto de hidrógeno. Aromatics, por otra parte, son muy estables y ellos tienen una proporción bajo hidrógeno a carbono, así su rendimiento de productos ligeros del agrietamiento es insignificante.Las naftalinas son intermedias entre alcanos y aromatics acerca del comportamiento crujiente.Pospone 4.2 y 4.3 muestran distribuciones típicas (obtenidos en una planta piloto) del producto para etano rajándose y El agrietamiento de nafta con la composición mostrado en Mesa 4.1.Los datos en estos ejemplos claramente indican que las condiciones de reacción son muy críticas y que vale la pena Accione la planta tan cercana como posible para las condiciones óptimas. Estas condiciones dependen del feedstock y de los productos deseados. No es de extrañar que en la práctica los programas extensivos de simulación sean usados. Los paquetes de simulación comercialmente disponibles contienen varios centenares para miles de reacciones químicas.
La Composición de tabla 4.1 de la nafta se alimenta para modelos de producción en la Tabla 4.3.
Cracking en HornoFigura 4.6 el corte transversal de un horno del agrietamiento de dos celdas típico, en cuáles dos cajas del fogón están relacionadas a una sección de convección. La sección de convección contiene zonas diversas destinadas para precalentar el vapor y el pienso. Las reacciones reales se llevan a cabo en la sección radiante, que pueden ser tan altas como 15 m. Los tubos crujientes, que están usualmente colgados en un solo avión abajo del centro del horno, varían Ampliamente en el diámetro (el milimol 30_200) y longitud (10_100 m), a merced de la tasa de producción para cada tubo y la tasa de declaración jurada escrita de coque. Para un pienso total dado evalúe un horno ya sea contiene muchos cortocircuito en trozos pequeños El diámetro entuba o un número más pequeño de largos tubos grandes de diámetro. Los tubos más largos consisten de línea rectaLos tubos conectados por codos en U. A merced de las dimensiones del tubo y la capacidad deseada del horno, El número de tubos en un solo horno puede extenderse desde 2 al 180. Estime tubo típico de 4.7 espectáculos de algunos Diseños. El gas agrietado es apagado inmediatamente después de dejar la zona radiante para retener su composición lo más posible. Los cambiadores de calor, cambistas llamados de la línea de traslado, son montados directamente en la conexión de salida de los hornos y usualmente sirven varios tubos.

Los hornos del agrietamiento de dos celdas actuales para feedstocks líquidos tienen capacidades de 130 000_200 000 t / un eteno y Incluso puede llegar hasta 250 000_300 000 t / uno de eteno para feedstocks gaseosos. Esto es por causa de la tendencia general para construir mucha plantas más grandes, en exceso de 1 000 000 t / uno,. Una planta moderna basó en nafta típicamente consiste en diez hornos que descifran nafta y uno o dos hornos que descifran etano, en cuál etano reciclado es procesado.Estime 4.8 espectáculos la impresión de un artista de una galleta salada comercial de vapor, lo cual indica el tamaño de lo Horno. Durante los últimos los decenios, las mejoras significativas se han hecho en la operación Y del diseño de agrietar hornos. El uso de aleaciones de alta calidad para los tubos crujientes permite operación en las fiebres más altas (hasta 2 de aproximadamente 1400 kilobytes de ), que permite operación a las veces más breves de la residencia y la capacidad más alta. Por ejemplo, el tiempo posible más breve de la residencia ha decrecido desde segundos del 0.5_0.8 en los 1960s hasta los segundos del 0.1_0.15 en los 1980s 4 difuntos. Además, la energía que las estipulaciones han sido reducidas por la recuperación de calor de gas del tubo de chimenea del horno y que el desarrollo rápido ha ocurrido en el control de proceso, la administración de datos, y los sistemas de optimización.
La figura 4.6 configuración de horno de cracking de dos celdas Típica

La impresión de la figura 4.8 Artística de un horno de agrietamiento de vapor comercial.
Cambiador De CalorLos productos crujientes usualmente dejan el reactor en una fiebre excediendo 1070 kilobyte. Deberían ser instantáneamente Enfriado para prevenir reacciones consecutivas. Apagar puede ser directo o indirecto o una combinación De ambos. Dicte apagar requiere la inyección de un espray líquido, usualmente llore o aceite, y el enfriamiento lo puede hacer Sea sumamente rápido. El enfriamiento indirecto por cambistas de la línea de traslado (TLEs) (la Figura 4.9) tiene la ventaja que El vapor de presión alta valioso puede ser generado. Este vapor puede ser usado en los compresores de refrigeración y Las turbinas conduciendo el gas agrietado (la Sección 4.4).
En diseñar cambiadores de la línea de traslado los siguientes puntos son de interés: el tiempo mínimo de la residencia en la sección entre conexión de salida del horno y TLE; la baja caída de presión;La recuperación eficiente de calor _ la fiebre de la conexión de salida para agrietamiento líquido no debería ser también baja (la condensación De componentes pesados); los aceptables tiempos de ejecución (la fetidez ocurre por declaración jurada escrita de coque y condensación de componentes pesados). Usualmente un cambista de la línea de traslado está acostumbrado, seguido por ahí directo apagando. En etano rajándose, donde sóloLos poquitos de aceite combustible son producidos, refrigerantes es primordialmente logrado en el TLE. Durante vapor rajándose De nafta pesada o gas aceite, en cuáles cantidades grandes de aceite combustible son producidas, el área de intercambio calórico de loTLE es reducido y la mayor parte del enfriamiento es realizado por uno directo apague. En el caso extremo de gas de vacío Aceita los TLEs son totalmente eliminados y suplantados por uno directo apague.
La figura 4.9 Esquemática de un intercambiador de línea de la transferencia.
Ejemplos
El Cracking Termal de Dichloroethano deLa Cloración de Etileno
Thermal Cracking of Dichloroethane from

Oxychlorination of Ethylene
Problema con HYSYS