Creep
16
ENSAYOS INDUSTRIALES Dpto. de Ingeniería Mecánica y Naval Facultad de Ingeniería Universidad de Buenos Aires CREEP Comportamiento de Materiales a Alta Temperatura Luis A. de Vedia Hernán Svoboda Buenos Aires 2002
-
Upload
elultimomaty -
Category
Documents
-
view
12 -
download
0
Transcript of Creep

ENSAYOS INDUSTRIALES Dpto. de Ingeniería Mecánica y Naval Facultad de Ingeniería Universidad de Buenos Aires
CREEP Comportamiento de Materiales a Alta
Temperatura
Luis A. de Vedia Hernán Svoboda
Buenos Aires
2002

Ensayos Industriales Creep 10.2
10. CREEP
10.1 Deformación de materiales a alta temperatura. Las deformaciones elásticas y plásticas que sufre un material se suelen idealizar asumiendo que las mismas se producen de manera instantánea al aplicarse la fuerza que las origina. La deformación que puede desarrollarse posteriormente en algunas situaciones y que progresa en general con el tiempo, se conoce con el nombre de creep. Para los materiales metálicos y los cerámicos, la deformación por creep se torna significativa por encima del rango de temperaturas 0.3/0.6 Tf, donde Tf es la temperatura absoluta de fusión del material. Por el contrario, para los vidrios y polímeros la temperatura a la cual los fenómenos de creep se tornan imortantes se encuentra alrededor de la temperatura Tg de transición vítrea del material. De manera que mientras los metales en general no sufrirán efectos de creep a temperatura ambiente, muchos vidrios y polímeros lo harán. La adecuada selección de materiales para servicio a alta temperatura es un factor esencial en el diseño resistente al creep. En general, las aleaciones metálicas empleadas contienen elementos tales como Cr, Ni, y Co en distintas proporciones según las características específicas buscadas. Las grandes diferencias que los distintos materiales pueden presentar en la resistencia a la deformación a alta temperatura pueden verse en la Fig. 10.1, donde se muestran resultados de ensayos de corta duración que establecen las condiciones de tensión-temperatura necesarias para producir una deformación permanente de 3% en 10 minutos.
Fig. 10.1

Ensayos Industriales Creep 10.3
Dado que la actividad química de los materiales aumenta con la temperatura, las consideraciones relacionadas con la resistencia a la corrosión y oxidación se tornan esenciales en la selección de materiales para servicio a temperaturas elevadas. La Fig. 10.2 muestra en forma esquemática la resistencia comparativa al creep y a la oxidación de distintos materiales estructurales comunes.
Fig. 10.2
10.2 Ensayos de Creep. El método más común y simple de ensayo de creep es aplicar una carga constante a una barra en tensión o en compresión a la temperatura de interés. La Fig. 10.3 muestra esquemáticamente una máquina para tal tipo de ensayo.
Fig. 10.3

Ensayos Industriales Creep 10.4
Los resultados de tales ensayos se pueden representar en un gráfico deformación vs. Tiempo, que adoptan en general la forma que se muestra en la Fig. 10.4.
Fig. 10.4 La curva anterior es típica de un ensayo a tensión ingenieril o carga constante. Pueden identificarse en ella tres etapas denominadas creep primario, secundario y terciario respectivamente. Durante la etapa I o de creep primario, la velocidad de deformación dε/dt disminuye progresivamente hasta alcanzar un valor constante que marca el comienzo de la etapa II de creep secundario también llamada de creep estacionario. Finalizada esta etapa se observa un aumento de la velocidad de deformación que conduce a fenómenos de estricción y rotura (etapa III). Estos cambios en la velocidad de deformación se ilustran esquemáticamente en la Fig. 10.5.
Fig. 10.5

Ensayos Industriales Creep 10.5
En un ensayo a tensión verdadera constante, la etapa III suele estar ausente y el gráfico correspondiente sería el indicado por la curva punteada de la Fig. 10.4. Los ensayos para caracterizar el comportamiento al creep de materiales metálicos se encuentran cubiertos en la norma ASTM E-139. El parámetro habitualmente empleado para caracterizar dicha resistencia en ensayos de corta duración (normalmente 1000 horas o menos) es el tiempo a ruptura tr para una dada tensión ingenieril y una dada temperatura (Rupture Creep Tests). Un ejemplo de tales resultados puede verse en la Fig. 10.6 para una aleación de base Fe para alta temperatura.
Fig. 10.6 Dado que en un ensayo a tensión verdadera constante, la etapa III difiere notablemente con respecto a un ensayo a carga constante, aquél puede prolongarse de 2000 a 10000 horas o más. En este tipo de ensayos de larga duración, el parámetro más importante es la velocidad de deformación estacionaria o mínima dεs/dt. Este tipo de resultados se muestra en la Fig. 10.7 para un acero al C para recipientes de presión.
Fig. 10.7

Ensayos Industriales Creep 10.6
A veces se requieren curvas tensión-deformación para valores de tiempo constante, llamadas por lo tanto curvas tensión-deformación isócronas. La Fig. 10.8 muestra en forma esquemática la construcción de estas curvas (Fig. 10.8c), y cómo a partir de ellas puede obtenerse el módulo secante ES correspondiente a un valor específico de deformación (Fig. 10.8d).
Fig. 10.8 En los polímeros por ejemplo, es frecuente utilizar curvas de tensión-deformación isócronas para determinar el módulo secante ES para un dado ε. Tales valores de Es son luego graficados en función del tiempo para caracterizar el comportamiento del material en la forma en que lo muestra la Fig. 10.8d. Finalmente la Fig. 10.9 muestra curvas de vida para cloruro de polivinilo a temperatura ambiente para tres valores de deformación y para el inicio de la estricción.

Ensayos Industriales Creep 10.7
Fig. 10.9 Mientras que en los ensayos de corta duración (Rupture Creep Tests), la deformaciones involucradas son del orden del 50%, en los de larga duración normalmente no superan 0.5%.
10.3 Mecanismos de deformación por creep. Los mecanismos físicos de deformación por creep difieren con los materiales. Aun para un mismo material, diferentes mecanismos pueden actuar bajo distintas combinaciones de tension y temperatura. Dado que el movimiento de átomos, vacancias, dislocaciones o moléculas en un material sólido se produce por difusión. La cinética de estos fenómenos está controlada por la ecuación de Arrhenius
ε•=
−Ae
QRT (10.1)
donde A es una constante del material, Q la energía de activación correspondiente al fenómeno que controla la velocidad de deformación (P.Ej. difusión de vacancias u algún otro), R es la constante de los gases ideales y T la temperatura absoluta. En materiales cristalinos, es decir en cerámico y en metales, los mecanismos intervinientes en el fenómeno de creep pueden clasificarse en dos
Ensayos Industriales Creep 10.8
tipos: flujo difusional y creep de dislocaciones. Algunos autores reconocen también el mecanismo de deslizamiento de borde de grano como un tercer tipo. Una ecuación que ha sido propuesta para el creep estacionario en materiales cristalinos, es
ε σ•=
−Ad T
em
q
QRT1 (10.2)
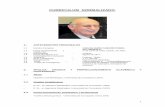
donde d es el tamaño de grano promedio. El coeficiente A1, los exponentes m y q, y la energía de activación Q dependen del material y del mecanismo de creep particular actuante. La forma de la (10.2) nos dice que todos los mecanismos son térmicamente activados. Sin embargo hay una dependencia débil con la inversa de T. El flujo difusional puede ocurrir a bajas tensiones pero requiere altas temperaturas. Este mecanismo implica el movimiento de vacancias y ocurre por la formación espontánea de vacancias en las regiones de los bordes de grano que se encuentran esencialmente normales a la tensión aplicada. Esta distribución desigual produce un flujo de vacancias hacia zonas de menor concentración como se muestra en la Fig. 10.10 por medio de las flechas de línea llena. Acompañando a este flujo de vacancias habrá un flujo de átomos en sentido contrario como lo muestran las flechas de línea punteada.
Fig. 10.10 Obsérvese que como resultado de estos mecanismos de difusión de vacancias y de átomos, se producirá una redistribución del material que conduce a un estiramiento en la dirección de la tensión aplicada. Si las vacancias se mueven a través de la red cristalina, el fenómeno se denomina creep Nabarro-Herring. En este caso se ha determinado que m = 1 y q = 2. En cambio, si las vacancias se mueven a lo largo de los bordes de grano,

Ensayos Industriales Creep 10.9
el proceso se llama creep Coble, y en este caso es m = 1 y q = 3. Las energías de activación involucradas en ambos procesos corresponden a las de autodifusión de vacancias o de difusión de vacancias en borde grano respectivamente. El creep de dislocaciones involucra el movimiento de dislocaciones además del de vacancias. Consecuentemente se requieren altas tensiones pero el proceso puede desarrollarse a temperaturas intermedias en las que el flujo difusional es escaso. El mecanismo es complejo y no está totalmente comprendido aunque se estima que el movimiento no conservativo de dislocaciones por trepado debe jugar un papel importante en el mismo. En este caso de ha determinado que m varía para distintos materiales entre 3 y 8 (típicamente m = 5) y la energía de activación coincide con la de autodifusión, lo que da pié a la hipótesis acerca del rol del mecanismo de trepado. No hay en cambio dependencia con el tamaño de grano (q = 0).
10.1 Relaciones entre temperatura, tiempo, tensión y velocidad de deformación.
Dado que los ensayos de corta y larga duración son esencialmente similares aunque difieran en el rango de tensiones y de temperaturas, es razonable esperar que exista algún tipo de relación que permita vincular los resultados de ambos tipos de ensayos. Por ejemplo, Monkman y Grant identificaron la siguiente relación empírica entre el tiempo de ruptura tr medido en un ensayo de corta duración, y la velocidad de creep estacionario dε/dt medida en una ensayo de larga duración
log log•
t mr s+ =ε B (10.3)
donde m y B son constantes que dependen del material. Se ha determinado que para diversas aleaciones de aluminio, cobre, titanio, base níquel y base hierro, es 0.77 < m < 0.93 y 0.48 < B < 1.3. La (10.3) nos dice que al menos en una primera aproximación el tiempo de ruptura es inversamente proporcional a la velocidad de creep estacionario. Se han desarrollado un número de otras relaciones para vincular la deformación en el creep primario con el tiempo bajo carga y la temperatura. Por ejemplo, definiendo al Temperatura Homóloga Th como el cociente T/Tf, resulta que para 0.05 < Th < 0.3 y para pequeñas deformaciones, muchos materiales exhiben un comportamiento de creep logarítmico definido por
ε α lnt (10.4) donde ε representa la deformación verdadera y t el tiempo bajo carga.

Ensayos Industriales Creep 10.10
En el rango 0.2 < Th < 0.7n se ha empleado la relación
(10.5) ε ε β= +omt
donde εo es la deformación instantánea que acompaña a la aplicación de la carga y β, m constantes del material. La (10.5) describe los que se denomina creep parabólico. Dado que durante el creep primario es 0 < m< 1, tanto la (10.4) como la (10.5) reflejan una velocidad decreciente de deformación con el tiempo. De la (10.5) surge inmediatamente por derivación
εα•
t n−(10.6)
donde –n = m-1, o bien m = 1-n. Se ha establecido que en general n disminuye con el aumento de la tensión y de la temperatura. Es así como a bajas temperaturas homólogas, cuando n =1, la (10.6) describe el creep logarítmico. A mayores temperaturas, en el régimen de creep parabólico, es m = 1 – n. Para proveer la transición de la etapa I a la II, se adiciona otro término que tiene en cuenta la contribución del creep estacionario a la deformación total
ε ε β ε= + +om
st t•
(10.7)
Dado que tanto la vida al creep de un material como la deformación total es fuertemente dependiente de la velocidad de creep estacionario, es importante analizar las variables que afectan a ésta. En general puede escribirse
ε σ εs f T m m•
( , , , , )= 1 2 donde m1 representa el grupo de variables que corresponden a propiedades intrínsecas del la red cristalina del material, tale como el módulo de corte G, y la estructura cristalina. En cambio m2 agrupa las variables que representan factores metalúrgicos tales como el tamaño de grano y de subgrano, la energía de apilamiento e historia termomecánica ( que a su vez son dependientes de T, σ y ε), etc.

Ensayos Industriales Creep 10.11
Ahora bien, a temperaturas homólogas Th > 0.5 el modo de creep dominante es el estacionario. La suposición más simple es que el proceso es térmicamente activado por lo que sigue una ley de tipo Arrhenius, es decir
ε s
QRTAe
•=
−(10.8)
donde Q es la energía de activación para el proceso que controle la velocidad de deformación. Tomando logaritmo de la (10.8), resulta
log log log.
•ε s
QRTA e C Q
R T= +
FHGIKJ = −
−
2 31
de manera que en un gráfico log (dεs/dt) vs. 1/T, obtenemos rectas de pendiente –Q/2.3R. Un ejemplo de este tipo de curvas se muestra en la Fig. 10.11 para el óxido cerámico TiO2.
Fig. 10.11

Ensayos Industriales Creep 10.12
Si consideramos ahora un cambio pequeño en la temperatura ∆T = T2 – T1, de modo que podamos razonablemente asumir que el mecanismo que controla el proceso no se modifica, según (8) podemos escribir
A e es
QRT
s
QRT= =ε ε1 2
1 2• •
de manera que resulta
Q
R
T T
s
s=
FHGGIKJJ
−FHG
IKJ
ln•
•ε
ε1
2
2 1
1 1(10.9)
La (10.9) nos permite calcular la energía de activación del proceso responsable de la deformación. La forma habitual de efectuar esta determinación es mediante un ensayo de creep diferencial que consiste en que después de obtenida una cierta deformación a temperatura T1, la misma se modifica abruptamente a T2, la que puede estar levemente por debajo por arriba de la anterior. Se registra entonces la nueva velocidad de creep estacionario y los correspondientes valores se introducen en la (10.9). Se ha determinado que en general para los metales y los cerámicos, la energía de activación medida a temperaturas homólogas Th > 0.5, coincide con la energía de activación de autodifusión, lo que sugiere que éste es el mecanismo dominante en creep a tales temperaturas. A temperaturas Th < 0.5, la energía de activación disminuye y se torna variable con la temperatura lo que pone de manifiesto al participación de otros mecanismos en el fenómeno de creep. Es posible establecer para un dado material lo que se conoce como un mapa de mecanismos de deformación. Estos mapas nos dan información sobre los mecanismos dominantes a distintas combinaciones de tensión y temperatura. Un mapa de deformación simplificado debido a Ashby, se muestra en la Fig. 10.12. Los detalles de un mapa de un material en particular variarán con los detalles específicos de su procesamiento, por ejemplo con el tamaño de grano.

Ensayos Industriales Creep 10.13
Fig. 10.12
10.2 Parámetros que vinculan la temperatura y el tiempo. Estimación de vida.
La forma habitual de efectuar predicciones de vida al creep es emplear datos obtenidos en ensayos de corta duración, pero a temperaturas por encima de la temperatura de servicio de interés. Bajo estas condiciones, se asegura que el mismo mecanismo de deformación actúa tanto en el ensayo como en servicio ya que de haber cambios en los mecanismos, estos se pondrían de manifiesto prematuramente durante el ensayo a mayor temperatura. La extrapolación resulta entonces más confiable que la que puede realizarse a partir de datos obtenidos a temperatura constante. Esta metodología requiere el empleo de un parámetro temperatura-tiempo. Consideraremos a continuación uno de los más empleados, llamado de Larson-Miller. Este parámetro tiene como premisa básica que la energía de activación se mantiene constante. De modo que escribiendo la (10.1) en forma diferencial, resulta
d A e dQ
RTε σ=−
( ) t (10.10)

Ensayos Industriales Creep 10.14
donde hemos admitido una posible dependencia de A con σ. Integrando la (10.10) y descartando la constante de integración de manera de considerar sólo el creep estacionario, se obtiene
ε σs
QRTA te=
−( ) (10.11)
La (10.11) nos dice que si se representa la deformación para una dada tensión en función del parámetro
θ =−
teQ
RT (10. 12)
que se conoce como parámetro temperatura-tiempo compensado de Sherby-Dorn, se obtendrá una única curva. Tomando logaritmos de la (10.12) se obtiene
y llamando M = log e = 0.434, resulta
log log logθ = −t e QRT
log logt MR
QT
= +θ (10.13)
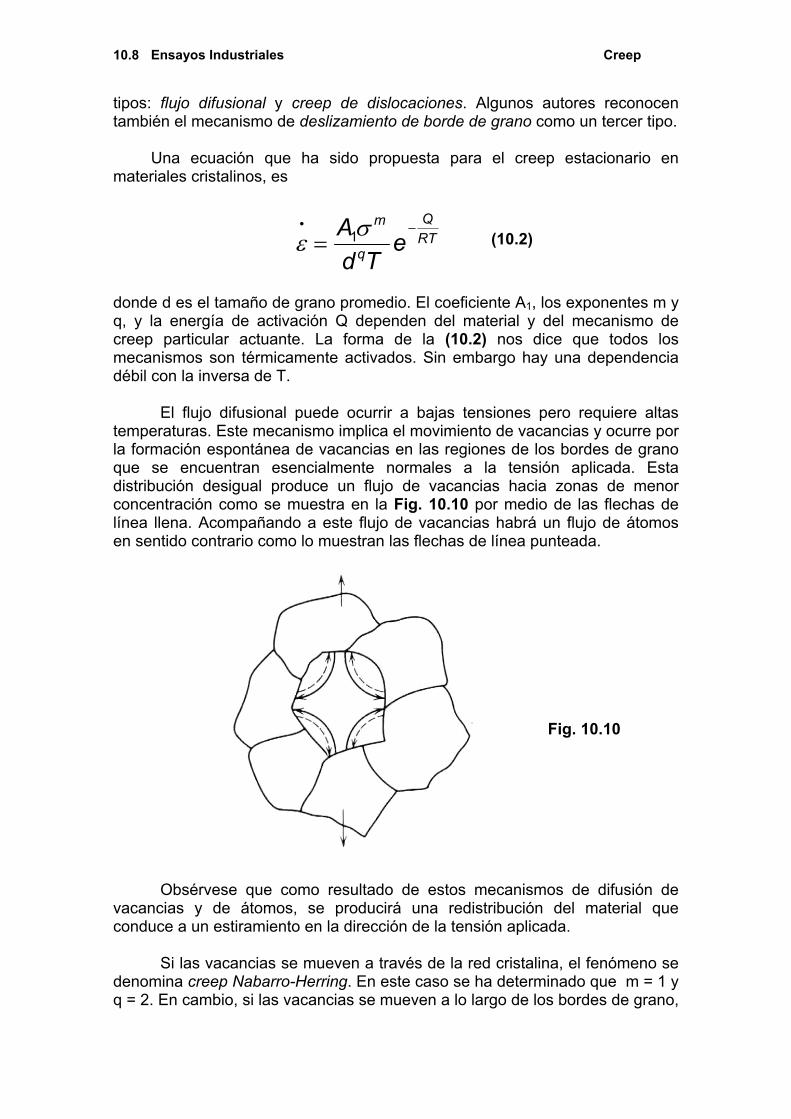
de manera que representando log t vs. 1/T para tensión constante, obtendremos las curvas que se muestran en la Fig. 10.13 que deben converger en el punto log t = log θ = -C1 si se asume que θ no depende de la tensión. Para la mayoría de las aleaciones C1 varía entre 15 y 25 según el material. A partir de la (10.13) podemos definir el parámetro de Larson-Miller (L-M), como
T t C MQR
P(log )+ = =1 1(10.14)
donde C1 suele tomarse igual a 20.
Ensayos Industriales Creep 10.15
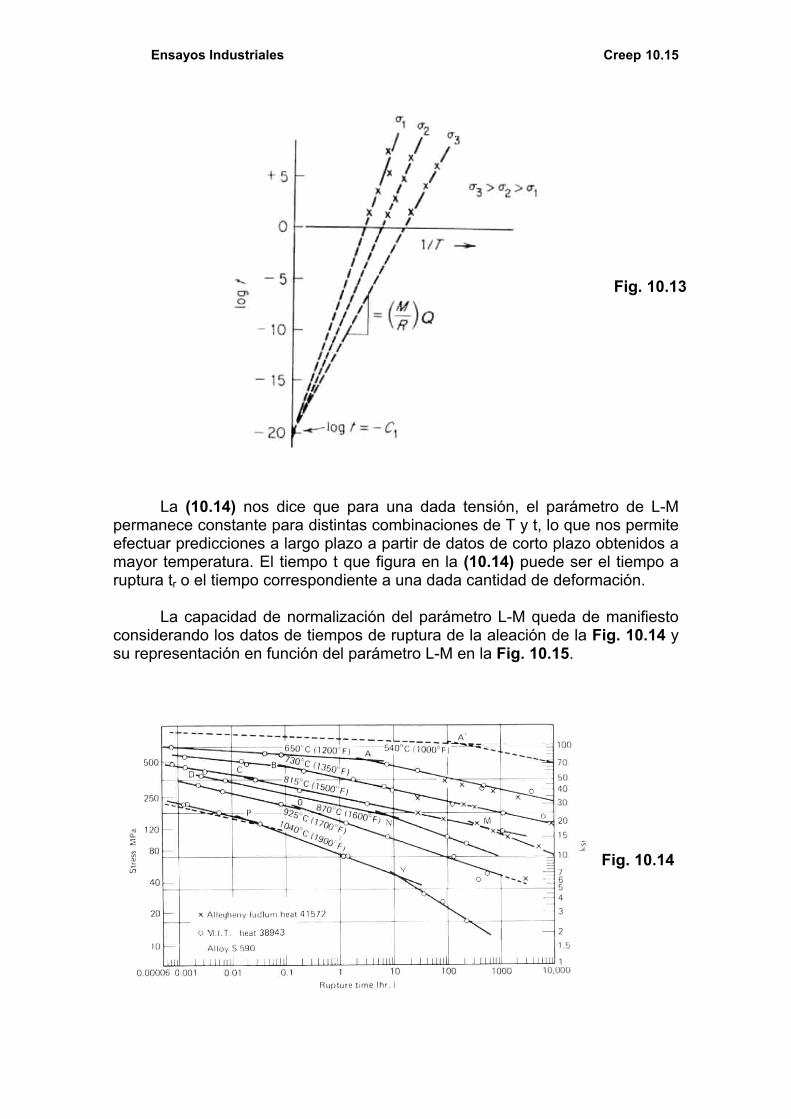
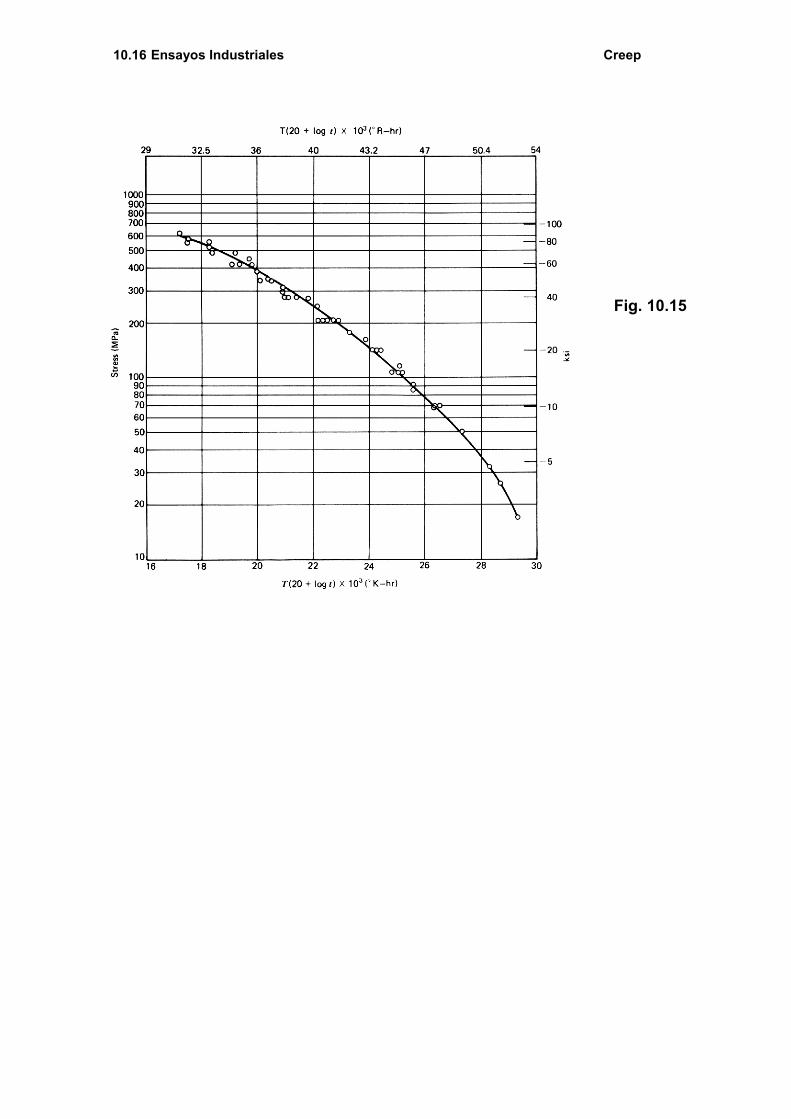
Fig. 10.13 La (10.14) nos dice que para una dada tensión, el parámetro de L-M permanece constante para distintas combinaciones de T y t, lo que nos permite efectuar predicciones a largo plazo a partir de datos de corto plazo obtenidos a mayor temperatura. El tiempo t que figura en la (10.14) puede ser el tiempo a ruptura tr o el tiempo correspondiente a una dada cantidad de deformación. La capacidad de normalización del parámetro L-M queda de manifiesto considerando los datos de tiempos de ruptura de la aleación de la Fig. 10.14 y su representación en función del parámetro L-M en la Fig. 10.15.
Fig. 10.14
Ensayos Industriales Creep 10.16
Fig. 10.15