
curs 7
53
1 Controlul calităţii - metode de control- Curs 7
-
Upload
anonymous-fecbzdiee -
Category
Documents
-
view
216 -
download
1
description
controlul calitatii
Transcript of curs 7
1
Controlul calităţii
- metode de control-
Curs 7
2
Controlul statistic pe flux de fabricaţie
1. Generalităţi
Spre deosebire de controlul statistic de recepţie a loturilor de
produse care foloseşte repartiţii statistice discrete şi caracteristici
ale produselor de tip atributiv, controlul prin măsurare şi controlul
pe flux de fabricaţie se bazează pe o repartiţie statistică de tip
continuu şi caracteristici măsurabile.
În acest caz, informaţia asupra calităţii lotului se va considera
fracţiunea defectivă (exclusiv) în raport cu caracteristica de calitate
respectivă.
Avantajul în cazul repartiţiilor continue este că informaţiile asupra
calităţii lotului sunt obţinute prin considerarea tuturor valorilor
caracteristicii X, măsurată efectiv pe cele n unităţi din eşantion,
astfel încât fracţiunea defectivă a lotului poate fi estimată chiar
atunci când în eşantion nu apare vreun defectiv.
3
2. Repartiţia normală
Repartiţia normală este fundamentală la controlul calităţii loturilor
de produse, deoarece reprezintă modelul teoretic pentru
majoritatea caracteristicilor de calitate măsurabile, toate celelalte
tipuri de repartiţie fiind convergente către o repartiţie normală.
Repartiţia normală există atunci când experimentul (fenomenul) se
petrece într-un mediu guvernat de un sistem de cauze, în care
acţionează întâmplător foarte mulţi factori - independenţi unii de
alţii şi cu ponderi ale intensităţii de manifestare ale fiecărui factor
relativ mici.
Într-un proces de fabricaţie normal unde materiile prime sunt
considerate uniforme, maşinile şi utilajele sunt în limitele preciziei
necesare, unde executantul are calificarea şi conştiinciozitatea
cerute, valoarea caracteristicilor de calitate (dimensiuni, durităţi,
granulaţii, mase etc.) se repartizează pe o curbă normală, denumită
şi curba sau clopotul lui Gauss.
4
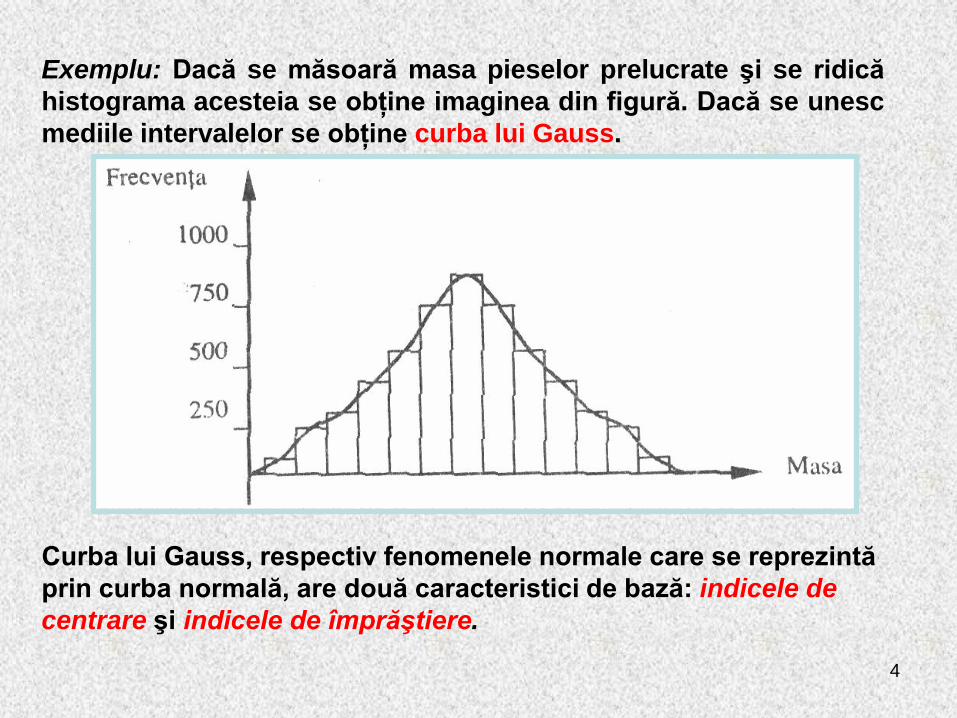
Exemplu: Dacă se măsoară masa pieselor prelucrate şi se ridică
histograma acesteia se obţine imaginea din figură. Dacă se unesc
mediile intervalelor se obţine curba lui Gauss.
Curba lui Gauss, respectiv fenomenele normale care se reprezintă
prin curba normală, are două caracteristici de bază: indicele de
centrare şi indicele de împrăştiere.
5n-1
n
x
x
n
i
i
1
Indicele de centrare reprezintă valoarea medie a tuturor
caracteristicilor fenomenului urmărit.
Valoarea medie sau media aritmetică, notată sau (când n ),
se obţine cu relaţia:x
în care: xi, este caracteristica unui element, n este numărul de
elemente luate în considerare.
Indicele de împrăştiere este abaterea medie pătratică a a cărei
valoare este rădăcina pătrată a mediei pătratelor diferenţelor dintre
valorile întâlnite şi media aritmetică :x
6
Abaterea medie pătratică creste un indice de dispersie
semnificativ deoarece valoarea sa depinde, pe de o parte, de
întinderea histogramei şi, pe de altă parte, de modul în care valorile
se repartizează în această întindere. Ea se exprimă în aceleaşi unităţi
de măsură ca şi caracteristica xi.
Ca indice de dispersie se mai poate folosi şi amplitudinea W, care
reprezintă diferenţa dintre valoarea maximă xM şi valoarea minimă xm
a caracteristicii măsurate în cadrul unui lot sau a unui eşantion
prelevat:W=xM-xm
Matematic, densitatea de probabilitate a unei variabile aleatoare
x repartizată normal este definită prin funcţia:
2
2
2
2
1,,
xx
x exxf
Unde: fiind parametrii repartiţiei normale,,0,, xxx
7
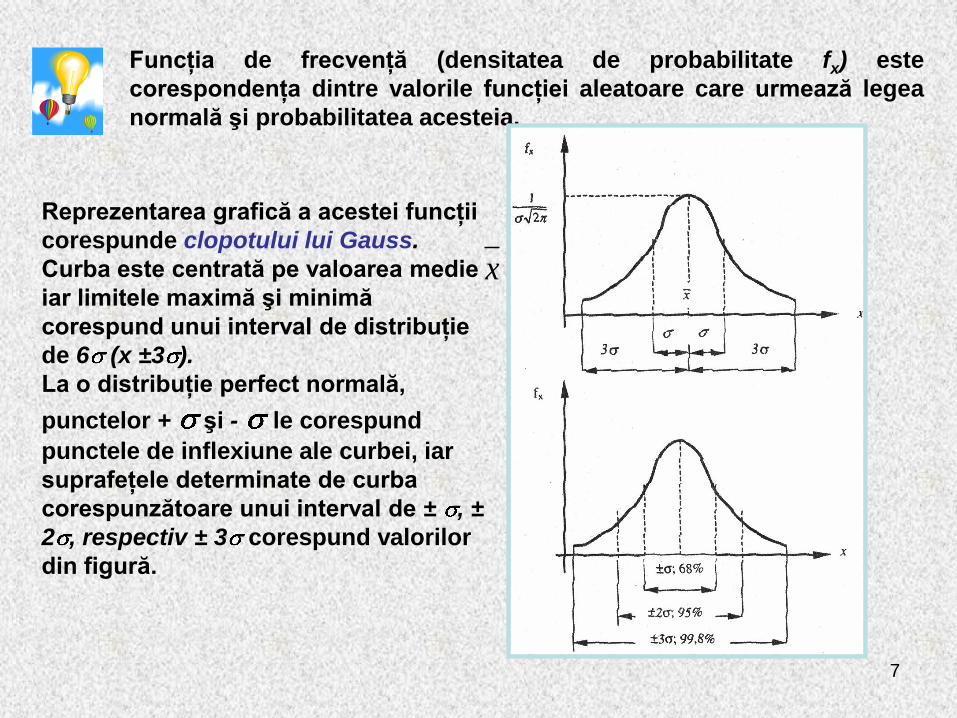
Funcţia de frecvenţă (densitatea de probabilitate fx) este
corespondenţa dintre valorile funcţiei aleatoare care urmează legea
normală şi probabilitatea acesteia.
Reprezentarea grafică a acestei funcţii
corespunde clopotului lui Gauss.
Curba este centrată pe valoarea medie
iar limitele maximă şi minimă
corespund unui interval de distribuţie
de 6 (x ±3 ).
La o distribuţie perfect normală,
punctelor + şi - le corespund
punctele de inflexiune ale curbei, iar
suprafeţele determinate de curba
corespunzătoare unui interval de ± , ±
2 , respectiv ± 3 corespund valorilor
din figură.
x
8
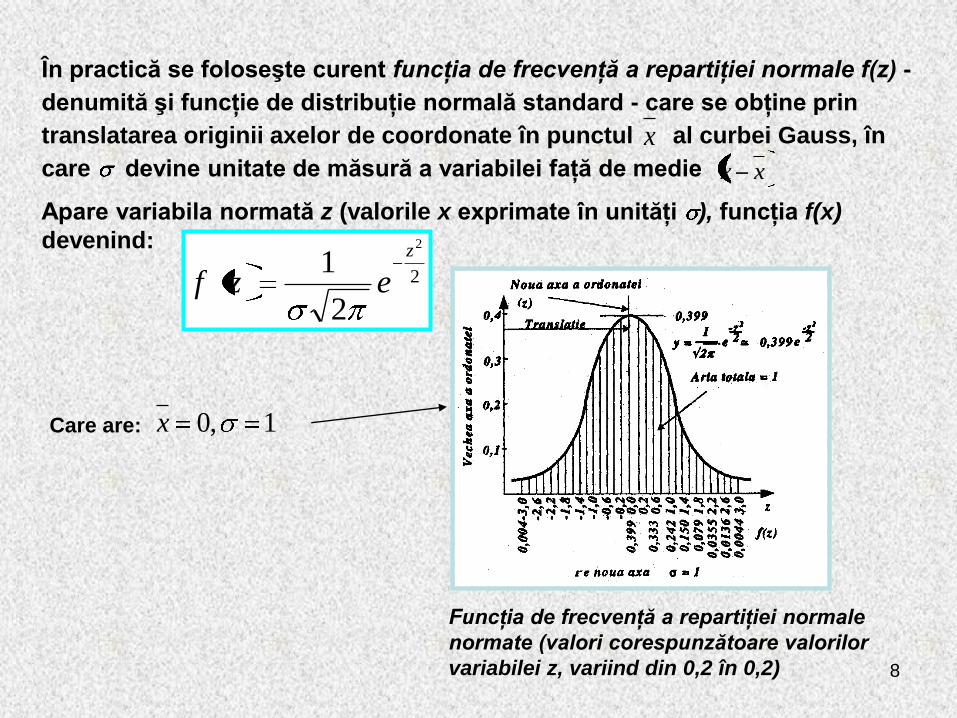
În practică se foloseşte curent funcţia de frecvenţă a repartiţiei normale f(z) -
denumită şi funcţie de distribuţie normală standard - care se obţine prin
translatarea originii axelor de coordonate în punctul al curbei Gauss, în
care devine unitate de măsură a variabilei faţă de medie xx
x
Apare variabila normată z (valorile x exprimate în unităţi ), funcţia f(x)
devenind:
2
2
2
1z
ezf
Funcţia de frecvenţă a repartiţiei normale
normate (valori corespunzătoare valorilor
variabilei z, variind din 0,2 în 0,2)
1,0xCare are:
9
3.Controlul statistic de recepţie, prin măsurareAcest tip de control al loturilor de produse este descris în standardul: STAS
3160/3 - 84 - Procedee şi tabele statistico-matematice pentru verificarea
calităţii prin măsurare.
înainte de a aplica acest tip de control este necesar să se demonstreze că este
îndeplinită condiţia de reparaţie normală Gauss a caracteristicii de calitate
considerată (în orice lucrare de statistică matematică sunt descrise "teste de
normalitate").
Planul de control statistic are următoarele elemente de intrare:
• nivel de calitate acceptat AQL;
• nivel verificare;
• efectivul lotului N;
• metoda de verificare, S, R şi a (trei metode stabilite de standard, în
ordinea creşterii stabilităţii procesului de fabricaţie);
şi elementele constitutie.
• efectivul eşantionului n;
• constanta de acceptare K, stabilită pentru fiecare caracteristică
verificată.
10
4. Analiza proceselor de producţie din punct de vedere al
preciziei şi reglajuluiSe definesc termenii specifici, după cum urmează:
Erori de producţie - fluctuaţia valorii unui parametru tehnologic sau unei
caracteristici calitative faţă de o valoare prescrisă, datorată unor cauze
întâmplătoare sau sistematice.
Cauze de producţie întâmplătoare - cauze numeroase care acţionează
întâmplător asupra procesului de producţie, de origine diversă, greu de
identificat, de individualizat şi de măsurat, cu efecte de valoare mică,
datorită faptului că influenţa lui se supune acţiunii legii numerelor mari şi
se anihilează. Efectele cauzelor întâmplătoare se regăsesc sub forma
abaterilor întâmplătoare a valorii caracteristicii observate, faţă de valoarea
prescrisă.
Cauze de producţie sistematice - cauze care acţionează în acelaşi sens,
datorate schimbării materiei prime, dereglării treptate sau bruşte a
procesului tehnologic, dereglării maşinii, uzurii sculelor, oboselii
operatorului etc, producând prin aceasta abateri sistematice de la
specificaţii şi respectiv, realizarea unor produse necorespunzătoare
calitativ.
11
Câmp de toleranţă, T - domeniul cuprins între limita maximă (toleranţa
superioară Ts) şi limita minimă (toleranţa inferioară Ti) între care se admite
variaţia valorilor unui parametru tehnologic sau a unei caracteristici calitative.
Câmp de împrăştiere, / - domeniul cuprins între limita de împrăştiere
superioară Ls, şi limita de împrăştiere inferioară Li între care variază valorile
unei variabile aleatoare sub influenţa erorilor de producţie.
is LLI
Stabilitate (proces de producţie stabil) - Un proces tehnologic se consideră
stabil când variaţia valorilor caracteristicii urmărite se află numai sub
influenţa cauzelor de producţie întâmplătoare, nesistematice, specifice
procesului respectiv.
Instabilitate (proces de producţie instabil) - proces care se află sub influenţa
unor cauze de producţie sistematice.
Reglare (reglaj) - poziţia câmpului de împrăştiere a valorilor caracteristicii
observate, exprimată prin centrul de grupare al repartiţiei. Maşina se
consideră reglată corect când centrul câmpului de împrăştiere a valorilor
caracteristicii observate se suprapune sau este apropiat de centrul câmpului
de toleranţă, respectiv când este satisfăcută condiţia:
tconsn
xtan
12
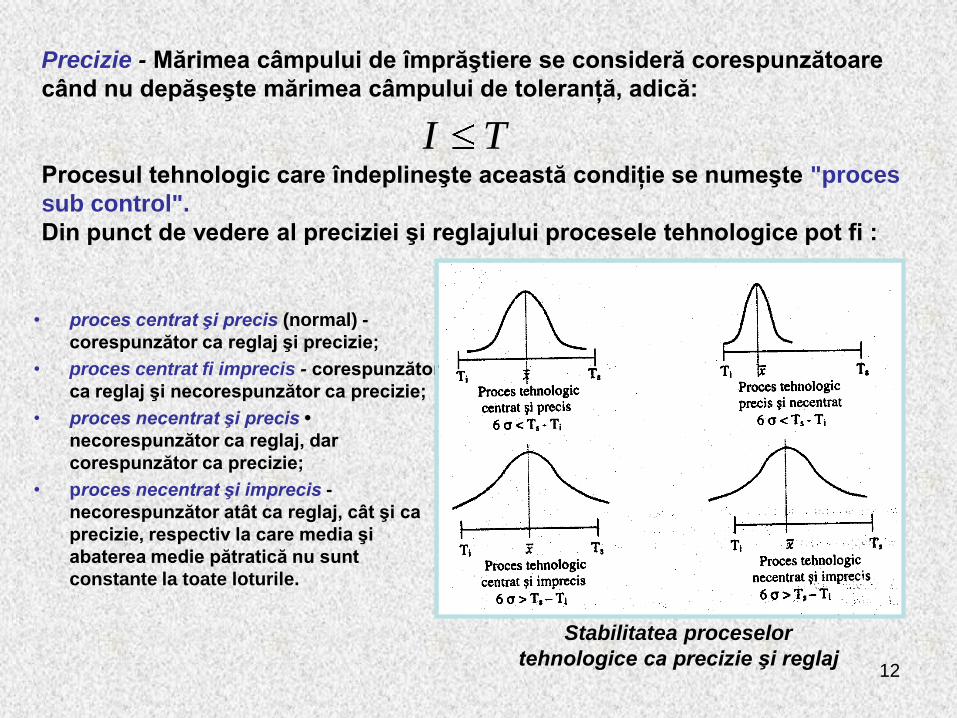
Precizie - Mărimea câmpului de împrăştiere se consideră corespunzătoare
când nu depăşeşte mărimea câmpului de toleranţă, adică:
Procesul tehnologic care îndeplineşte această condiţie se numeşte "proces
sub control".
Din punct de vedere al preciziei şi reglajului procesele tehnologice pot fi :
TI
• proces centrat şi precis (normal) -
corespunzător ca reglaj şi precizie;
• proces centrat fi imprecis - corespunzător
ca reglaj şi necorespunzător ca precizie;
• proces necentrat şi precis •
necorespunzător ca reglaj, dar
corespunzător ca precizie;
• proces necentrat şi imprecis -
necorespunzător atât ca reglaj, cât şi ca
precizie, respectiv la care media şi
abaterea medie pătratică nu sunt
constante la toate loturile.
Stabilitatea proceselor
tehnologice ca precizie şi reglaj
13
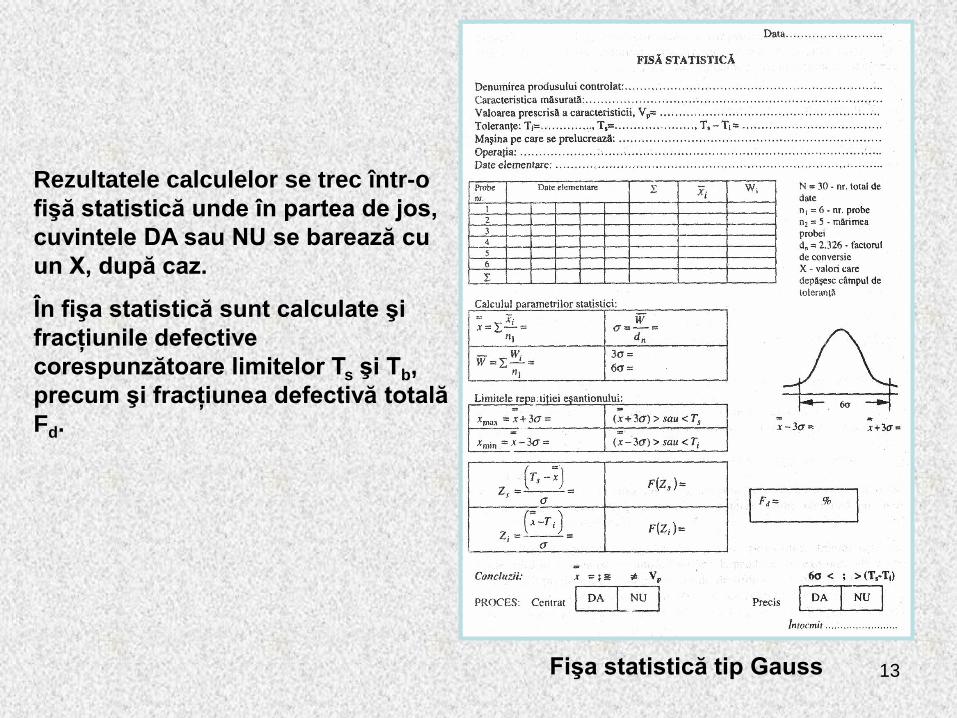
Rezultatele calculelor se trec într-o
fişă statistică unde în partea de jos,
cuvintele DA sau NU se barează cu
un X, după caz.
În fişa statistică sunt calculate şi
fracţiunile defective
corespunzătoare limitelor Ts şi Tb,
precum şi fracţiunea defectivă totală
Fd.
Fişa statistică tip Gauss
14
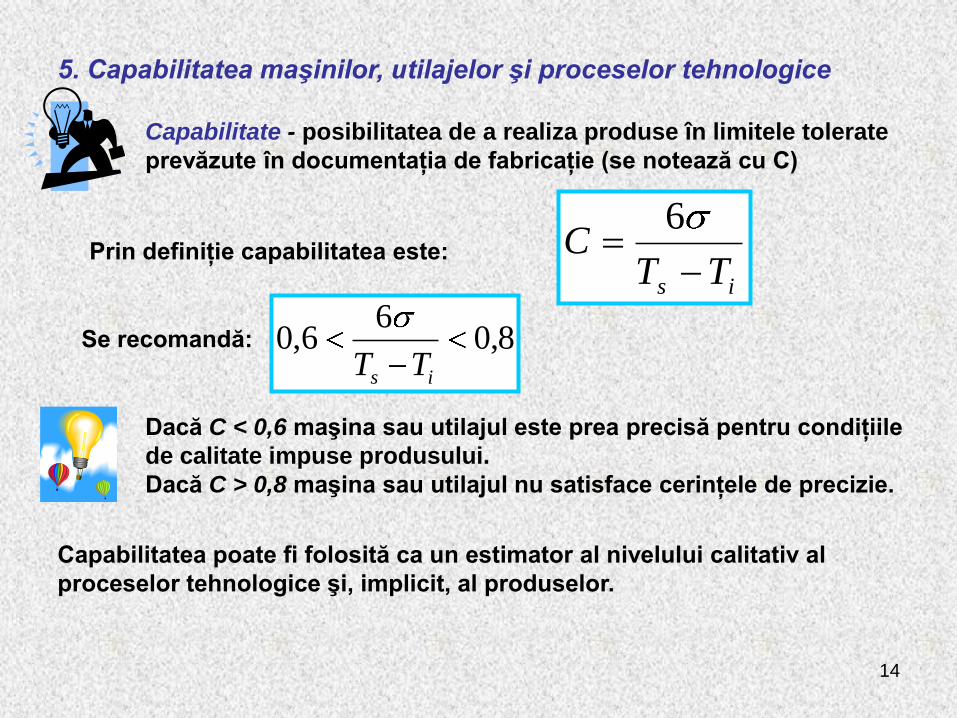
5. Capabilitatea maşinilor, utilajelor şi proceselor tehnologice
8,06
6,0is TT
Capabilitate - posibilitatea de a realiza produse în limitele tolerate
prevăzute în documentaţia de fabricaţie (se notează cu C)
Prin definiţie capabilitatea este:
is TTC
6
Se recomandă:
Dacă C < 0,6 maşina sau utilajul este prea precisă pentru condiţiile
de calitate impuse produsului.
Dacă C > 0,8 maşina sau utilajul nu satisface cerinţele de precizie.
Capabilitatea poate fi folosită ca un estimator al nivelului calitativ al
proceselor tehnologice şi, implicit, al produselor.
15
Metode de control în raport cu integritatea obiectivelor controlate
1. Generalitati
În timpul efectuării controlului obiectele controlate îşi păstrează, în
mod normal, integritatea. Există insă şi posibilitatea ca integritatea
acestor obiecte să fie afectată într-o măsură mai mică sau mai mare.
Aşadar, din acest punct de vedere, se conturează doua grupe de
metode de control :
•Control distructiv, însoţit de distrugere parţială sau totală a
obiectului controlat;
•Control nedistructiv, când integritatea obiectului controlat nu
este afectată.
Deşi prin controlul distructiv se obţine o mare cantitate de informaţii
referitoare la obiectul controlat, acest control nu poate fi extins si din
simplu motiv ca el generează însemnate pierderi materiale. Rezultă
astfel, că cea mai mare pondere revine controlului nedistructiv.
Înainte de a trece în revista particularităţile celor doua grupe de
metode de control, este necesara o aprofundare a noţiunii de defect
şi a criteriilor de acceptabilitate a acestora.
16
2. Notiunea de defect
Acelasi standard, face precizarea ca trebuie facută o distincţie între conceptele de
defect şi neconformitate, deoarece acesta are conotaţii legale, în special cele asociate
problemelor referitoare la răspunerea juridică pentru produs.
Defectul a fost definit mai inainte ca fiind “neconformitatea unitatii
de produs cu conditiile stabilite pentru una din caracteristicile sale”.
În standardul SR EN ISO 9000:2001 defectul se defineste ca fiind
“neindeplinirea unei cerinte referitoare la o utilizare intentionată sau
specificată”.
În consecinţă –după cum recomandă standardul- termenul defect ar
trebui utilizat cu extrema prudenţă.
Aşadar, neconformitate şi nu defect!
Totuşi ,dacă se ia în considerare faptul că în economie şi în special în industrie,
termenul “defect”este intrat adânc în limbajul personalului, iar în multe standarde aflate
încă în uz, se foloseste acest termen, se va folosi în continuare cuvântul de “defect” şi,
ţn măsura posibilităţilor, se va înlocui treptat cu “neconformitate”, până la consumarea
tranzitiei şi apariţia unor standare noi, aliniate normelor europene.
Dacă se ia în considerare faptul că numărul cerinţelor impuse unui produs şi, în
consecinţă, al caracteristicilor calitative ale unui produs (piesă, semifabricat,
subansamblu, ansamblu etc.) este foarte mare, atunci rezultă faptul că numărul tipurilor
de defecte posibile este de asemenea foarte mare.
17
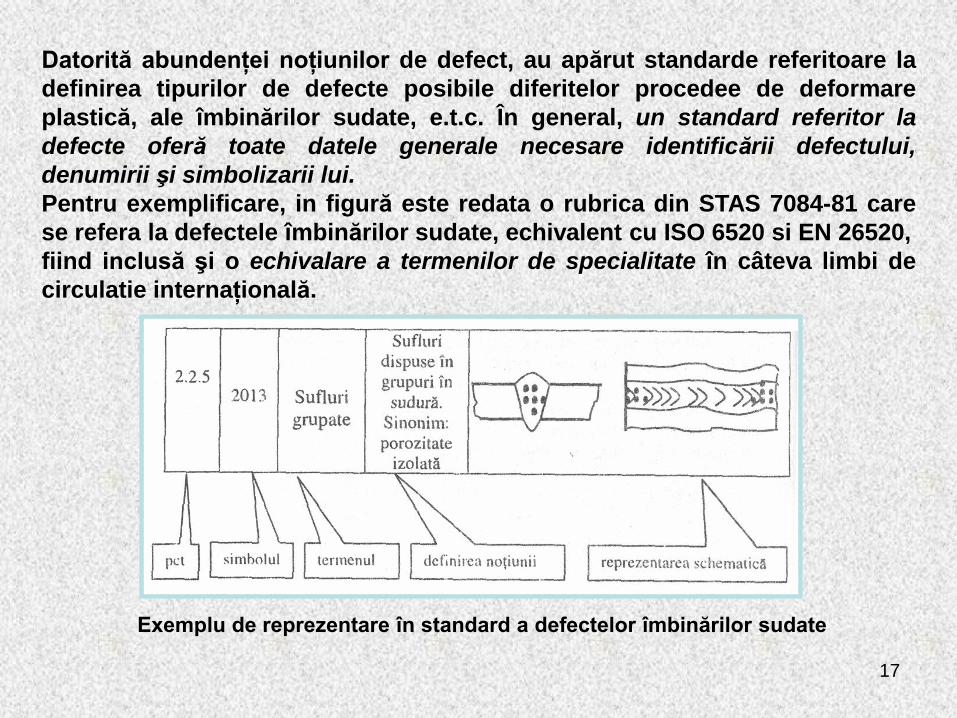
Datorită abundenţei noţiunilor de defect, au apărut standarde referitoare la
definirea tipurilor de defecte posibile diferitelor procedee de deformare
plastică, ale îmbinărilor sudate, e.t.c. În general, un standard referitor la
defecte oferă toate datele generale necesare identificării defectului,
denumirii şi simbolizarii lui.
Pentru exemplificare, in figură este redata o rubrica din STAS 7084-81 care
se refera la defectele îmbinărilor sudate, echivalent cu ISO 6520 si EN 26520,
fiind inclusă şi o echivalare a termenilor de specialitate în câteva limbi de
circulatie internaţională.
Exemplu de reprezentare în standard a defectelor îmbinărilor sudate
18
3. Acceptarea şi respingerea defectelor
Sarcina controlului este aceea de a depista prezenţa defectelor, iar a
inspecţiei, accea de a determina prin comparare, măsura în care
caracteristicile respective se abat de la cerinţele specificate. Variatia
caracteristicilor produselor este urmarea actiunii unor legi universale cum
sunt variabilitatea si schimbare. Se considera o caracteristica a unui produs
pt care s-a prescris valoarea nominala N. În urma desfăşurării procesului de
fabricaţie, această caracteristică va avea o dispersie în jurul valorii prescrise
(distribuţia normală şi curba lui Gauss).
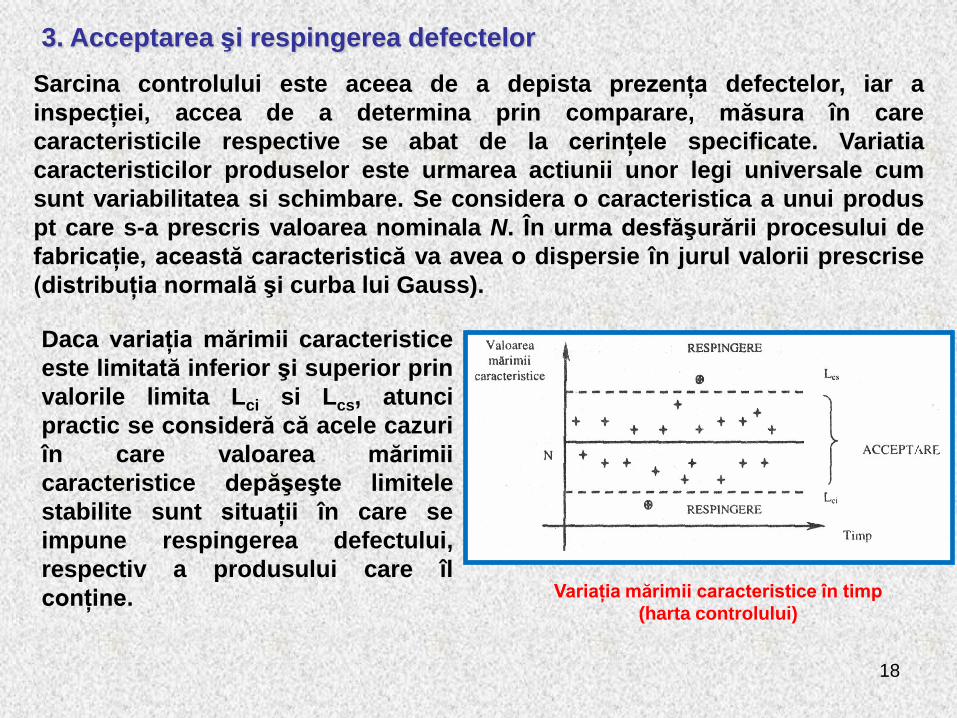
Daca variaţia mărimii caracteristice
este limitată inferior şi superior prin
valorile limita Lci si Lcs, atunci
practic se consideră că acele cazuri
în care valoarea mărimii
caracteristice depăşeşte limitele
stabilite sunt situaţii în care se
impune respingerea defectului,
respectiv a produsului care îl
conţine. Variaţia mărimii caracteristice în timp
(harta controlului)
19
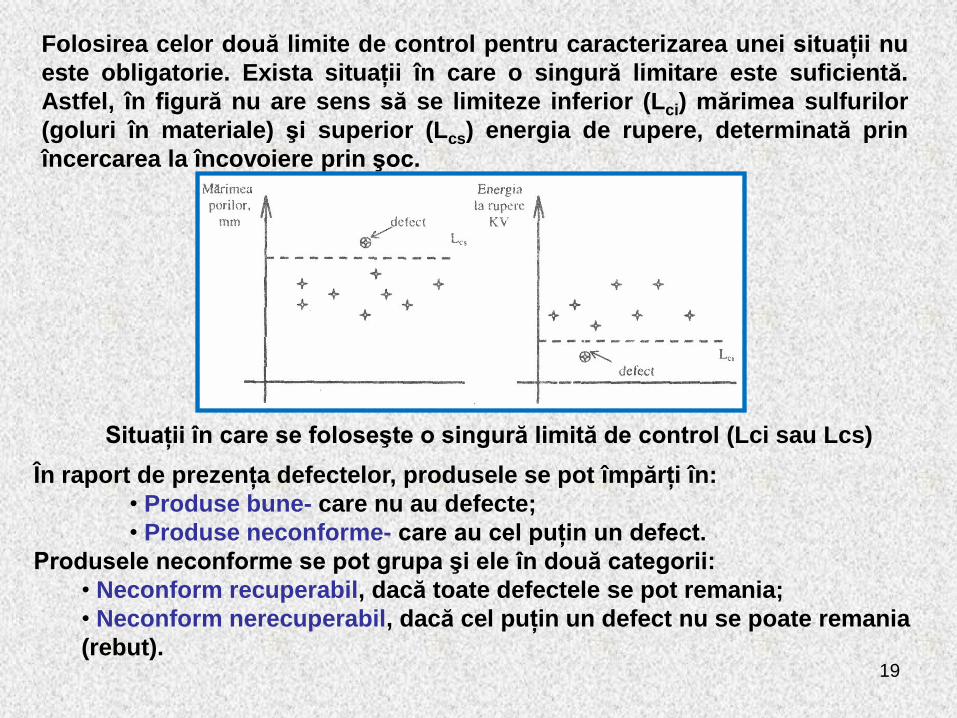
Folosirea celor două limite de control pentru caracterizarea unei situaţii nu
este obligatorie. Exista situaţii în care o singură limitare este suficientă.
Astfel, în figură nu are sens să se limiteze inferior (Lci) mărimea sulfurilor
(goluri în materiale) şi superior (Lcs) energia de rupere, determinată prin
încercarea la încovoiere prin şoc.
Situaţii în care se foloseşte o singură limită de control (Lci sau Lcs)
În raport de prezenţa defectelor, produsele se pot împărţi în:
• Produse bune- care nu au defecte;
• Produse neconforme- care au cel puţin un defect.
Produsele neconforme se pot grupa şi ele în două categorii:
• Neconform recuperabil, dacă toate defectele se pot remania;
• Neconform nerecuperabil, dacă cel puţin un defect nu se poate remania
(rebut).
20
4. Criterii de acceptabilitate a defectelor
Una dintre cele mai dificile probleme care stau în faţa serviciilor de inspecţie a
calităţii constă în stabilirea criteriilor după care o piesă (un produs) este trecută
în una din categoriile:
• Piese (produse) bune;
• Piese (produse) neconforme, adică a criteriilor acceptate / respingere
(A/R).
În general există patru tipuri de criterii de acceptabilitate a defectelor, astfel:
• Criteriul bunului simt, prin care un produs este declarat acceptat daca nu are
defecte sau dacă, deşi are, acesta este considerat “nepericulos”.
Subiectiv, neştiinţific, acest tip de criteriu se bazează pe experienţa
îndelungată şi “bunul simţ tehnic” al unor persoane, de a intui situaţiile în care
prezenţa unor defecte nu are consecinţe nefaste asupra produsului.
• Criteriul educativ, prin care se conditionează acceptarea, de obligaţia
executanţilor de a “strănge” toleranţele pentru a ameliora calitatea.
Conform acestui criteriu, se acceptă uşor acele produse care au fost executate
cu toleranţe mai mici decât cele normale (operatorul a fost “educat”să lucreze
mai îngrijit, chiar dacă acesta conduce la o creştere a costului execuţiei).
21
• Criteriul arbitrar, prin care, stabilindu-se o lista de defecte,se realizeaza un
compromis intre exigentele unui organism de control si posibilitatile practice
de executie a produsului.
Un mod de alcatuire a unui asemenea criteriu il constituie elaborareade
norme sau standarde prin care produsele sunt impartite pe clase de calitate.
Pentru fiecare clasa sunt specificate defectele admise.
Acest tip de criteriu este cel mai raspandit in practica.El are, intr-o
oarecare masura, caracrer stiintific deoarece la intocmirea lui se tine cont de
experienta in domeniu si, eventual, de rezultatele unor cercetari ce stabilesc
influenta defectelor asupra comportarii in expluatare a produsului.
• Criteriul raţional, bazat pe studiul calitativ al influenţei defectelor asupra
diferitelor caracteristici ale pieselor (produselor) permite estimarea cu
destula precizie a comportarii in expluatare a acestora.
Dintre toate criteriile enuntate, singurul care corespunde din punct de
vedere tehnico-stiintific este cel rational.
Criteriul raţional nu poate fi aplicat în momentul de faţă decât la produsele
de mare importanţă, necesitând un volum mare de muncă, concretizat prin
număr mare de date care trebuie determinate, prelucrate şi interpretate,
pentru punerea la punct a criteriului şi cheltuielii deosebit de mari.
22
5. Discontinuităţi în materiale
Din multitudinea de defecte posibile, o deosebită importanţă o au
discontinuităţile macrostructurale ale materialelor din care sunt
confecţionate diferite repere. Cauza o constituie influenţa acestor defecte
asupra rezistenţei mecanice a materialului şi comportării în exploatare a
piesei respective.
Pentru caracterizarea discontinuităţilor, în vederea detectării şi identificării
lor se poate apela la diferite criterii, pe baza cărora defectele se împart în
diferite grupe, astfel:
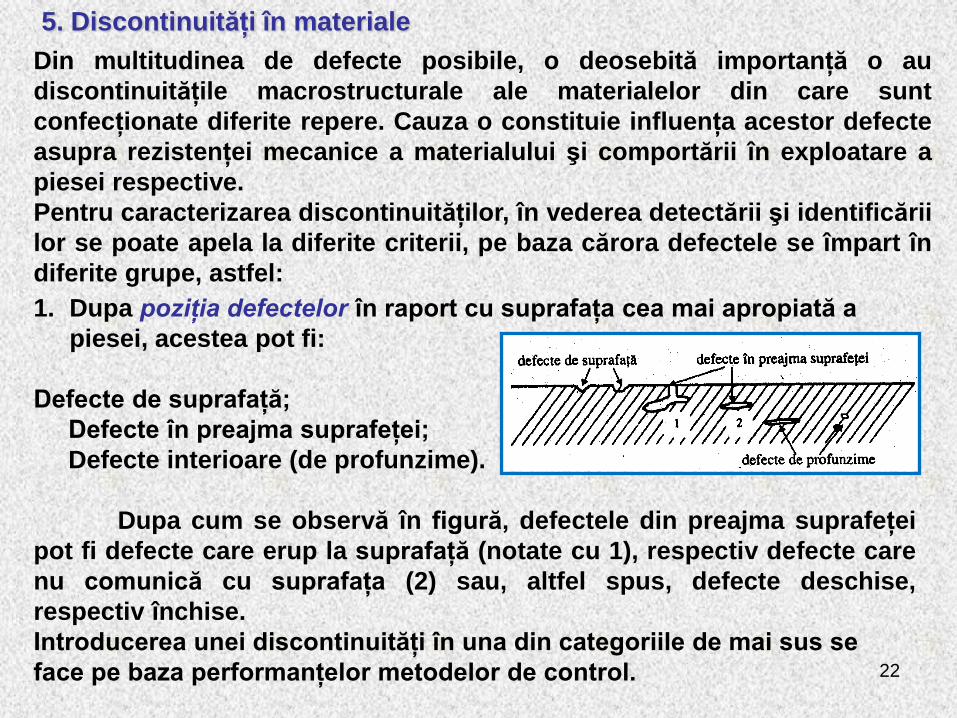
1. Dupa poziţia defectelor în raport cu suprafaţa cea mai apropiată a
piesei, acestea pot fi:
Defecte de suprafaţă;
Defecte în preajma suprafeţei;
Defecte interioare (de profunzime).
Dupa cum se observă în figură, defectele din preajma suprafeţei
pot fi defecte care erup la suprafaţă (notate cu 1), respectiv defecte care
nu comunică cu suprafaţa (2) sau, altfel spus, defecte deschise,
respectiv închise.
Introducerea unei discontinuităţi în una din categoriile de mai sus se
face pe baza performanţelor metodelor de control.
23
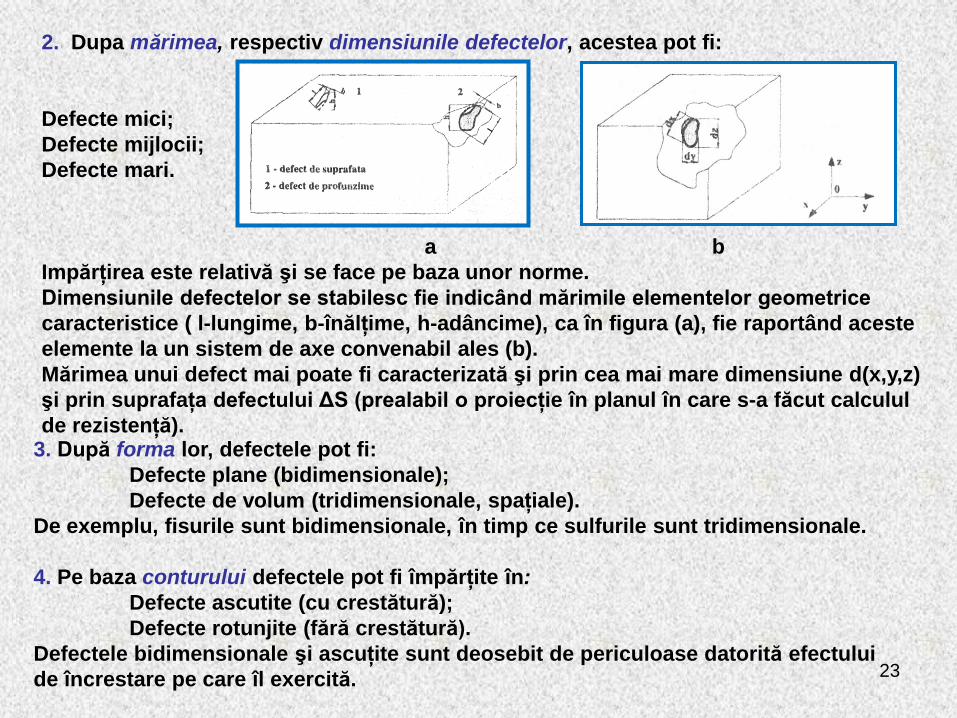
2. Dupa mărimea, respectiv dimensiunile defectelor, acestea pot fi:
Defecte mici;
Defecte mijlocii;
Defecte mari.
a b
Impărţirea este relativă şi se face pe baza unor norme.
Dimensiunile defectelor se stabilesc fie indicând mărimile elementelor geometrice
caracteristice ( l-lungime, b-înălţime, h-adâncime), ca în figura (a), fie raportând aceste
elemente la un sistem de axe convenabil ales (b).
Mărimea unui defect mai poate fi caracterizată şi prin cea mai mare dimensiune d(x,y,z)
şi prin suprafaţa defectului ΔS (prealabil o proiecţie în planul în care s-a făcut calculul
de rezistenţă).3. După forma lor, defectele pot fi:
Defecte plane (bidimensionale);
Defecte de volum (tridimensionale, spaţiale).
De exemplu, fisurile sunt bidimensionale, în timp ce sulfurile sunt tridimensionale.
4. Pe baza conturului defectele pot fi împărţite în:
Defecte ascutite (cu crestătură);
Defecte rotunjite (fără crestătură).
Defectele bidimensionale şi ascuţite sunt deosebit de periculoase datorită efectului
de încrestare pe care îl exercită.
24
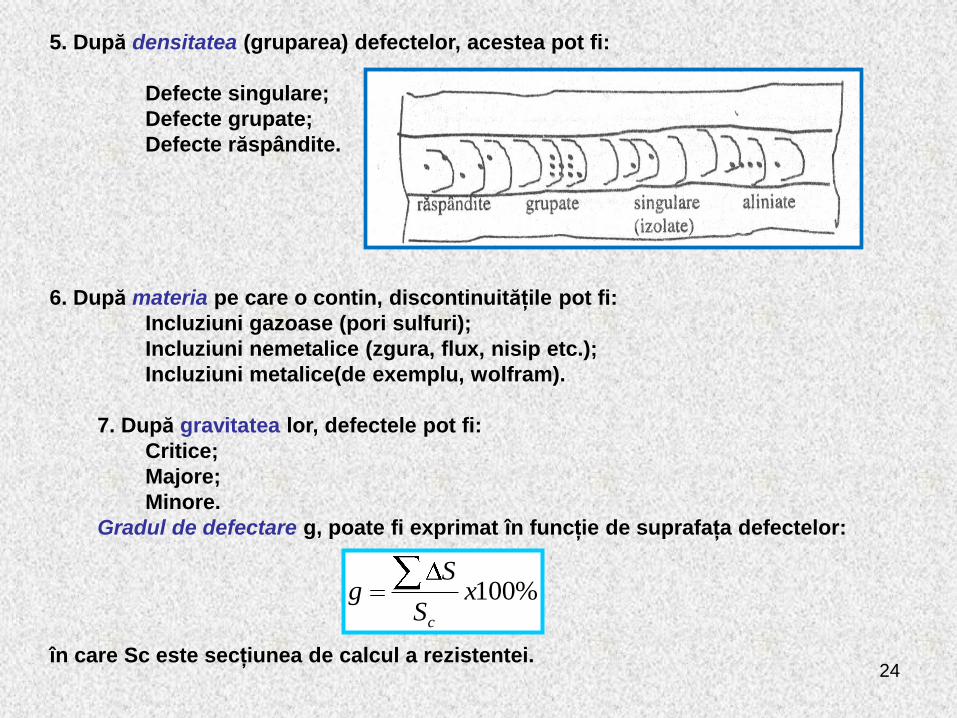
5. După densitatea (gruparea) defectelor, acestea pot fi:
Defecte singulare;
Defecte grupate;
Defecte răspândite.
6. După materia pe care o contin, discontinuităţile pot fi:
Incluziuni gazoase (pori sulfuri);
Incluziuni nemetalice (zgura, flux, nisip etc.);
Incluziuni metalice(de exemplu, wolfram).
7. După gravitatea lor, defectele pot fi:
Critice;
Majore;
Minore.
Gradul de defectare g, poate fi exprimat în funcţie de suprafaţa defectelor:
în care Sc este secţiunea de calcul a rezistentei.
%100xS
Sg
c
25
Metode de control distructiv
si nedistructiv
26
1. Metode de control distructiv
Controlul distructiv se caracterizează prin faptul că el afectează parţial
sau total integritatea obiectelor controlate.
Controlul distructiv se aplică în următoarele situaţii:
• La controlul statistic al unor produse;
• Pentru punerea la punct a unei tehnologii în serie;
• Pentru verificarea periodică a unei tehnologii;
• La modificarea unei tehnologii (schimbarea utilajelor, schimbarea
materiilor prime etc).
• La analizarea unei avarii.
Controlul distructiv se poate aplica în următoarele situaţii:
• Pe produse bune-de exemplu, pe prototipuri, pe produse din seria zero sau pe
produse extrase pe baze statistice din loturile produse în serie;
• Pe produse rebut-in special pentru a identifica factorii care au condus la
rebutare;
• Pe probe martor -acestea sunt confecţionate din materiale identice cu cele ale
produselor (aceeaşi compoziţie chimică, aceleaşi grosimi) folosind aceeaşi
tehnologie. De exemplu, aşa se pot obţine informaţii privind eficienţa unor
tratamente termice, caracteristicile mecanice şi macro/microstructura unor
suduri etc.;
27
• Pe deşeuri tehnologice (maselote , plăci de capăt, capetele de prindere
la piesele forjate sau matriţate etc).
• Pe modele cu aceeaşi configuraţie ca şi obiectul studiat- elementele
componente ale modelului au parametrii geometrici proprii, într-un
anumit raport faţă de cei ai obiectului controlat.
Sarcinile de încercare şi solicitare la care sunt supuse modelele se
aleg după aceeaşi lege, folosită la stabilirea parametrilor geometrici. Cu
alte cuvinte, între model şi obiectul controlat există similitudine
geometrica, metalurgică şi tehnologică. Prin încercările efectuate pe
modele se pot obţine informaţii care caracterizează direct stabilitatea,
calitatea sau siguranţa în funcţionare a produsului studiat şi aceasta, în
condiţii economice avantajoase, deoarece un model este mai ieftin decât
produsul, de obicei complicat, realizat la scara1:1;
• Pe produse avariate -controlul distructiv este frecvent folosit pentru
determinarea cauzelor unor avarii sau accidente şi stabilirea
responsabilităţilor care revin celor care au proiectat, executat, controlat
sau exploatat produsele implicate într-o asemene situaţie.
28
Controlul distructiv se poate executa în diferite moduri, în funcţie de
situaţia în care ne aflăm:
• Încercări funcţionale. Acestea se executa pe produse bune,prototipuri, modele, după scheme de încercare care reproduc,în ritm normal sau accelerat, solicitările care pot să apară întimpul funcţionarii produselor.
Exemple: determinarea rezistentei la impact a unuiautomobil; determinarea rezistenţei şi a duratei de viaţă a unorelemente ale suspensiei automobilelor.
• Încercări mecanice. Se execută pe epruvete prelevate din probe martor, plăci de capăt, rebuturi, produse avariate. Încercările mecanice pot fi statice sau dinamice. Încercările se efectuează pe epruvete standardizate a căror prelevare şi pregătire fac, de asemenea, obiectul unor standarde.
Metodologia efectuării încercărilor mecanice, aparatura utilizată şi înscrierea rezultatelor sunt standardizate.
29
Principalele încercări efectuate sunt :
• Încercarea la tracţiune cu determinarea caracteristicilor: rezistenţa la rupere, limita de curgere-caracteristici de rezistenţă ,respectiv de plasticitate, A5(alungirea la rupere) şi gâtuirea la rupere;
• Încercarea la îndoire statică cu determinarea unghiului α la care apare prima fisura ;
• Încercări de încovoiere prin şoc cu determinarea rezilienţei KCU (pe epruvete cu crestătură în U) sau energiei la rupere KV (pe epruvete cu crestătură în V) la diferite temperaturi (20o, 00, -20o, -30 oC)
• Încercări la oboseala, cu diverse tipuri de solicitări, pe epruvete plane sau cilindrice cu forme si dimensiuni standardizate. Se determină dacă epruvetele rezistă la un număr de cicluri prescris, fără a se distruge, sau numărul de cicluri până la distrugere.
• Duritatea (macro si micro)- macroduritatea se măsoară pe macroşlifluri (epruvete) prin metodele obişnuite standardizate (Vickers, Brinell, Rockwell); microduritatea se determină pe microşlifluri prin metoda Vickers, cu microsarcini.
30
• Încercări metalografice
Acestea se efectuează pe probe (eşantioane) prelevate, pregătite şi atacate chimic conform prevederilor unor standarde sau norme.
Se pot pune în evidenţă :– macrostructura cu precizarea întinderii anumitor zone, direcţiei cristalelor,
structurii fibroase, discontinuităţilor (pori, fisuri, nepătrunderi, incluziuni metalice sau nemetalice); pentru observare se folosesc instrumente optice cu putere de mărire pana la 20x;
– microstructura cu precizarea constituenţilor metalografici, proporţiei lor, mărimii grăunţilor cristalini, distribuirii carburilor, nitrurilor, oxizilor şi prezenţei microfisurilor si porilor; pentru observare se foloseşte aparatura optica cu măriri de 50…2000x.
• Încercări chimice
Acestea se efectuează în mai multe scopuri :• pentru determinarea compoziţiei chimice a materialelor –in felul acesta se poate
stabili o legătura între compoziţia chimica , structura şi proprietăţile materialului;
• pentru determinarea rezistentei la coroziune de diferite tipuri (chimica, electrochimica, tensofisuranta)
Exista reglementari –standarde ,norme, privind modul de desfăşurare a acestor încercări. Pentru aprecierea uzurii prin coroziune se pot utiliza determinările următoare :
• pierderea rezistentei in timp ;
• micşorarea grosimii in timp ;
• profilograma suprafeţei corodate ;
• modificarea unor caracteristici mecanice după apariţia coroziunii ;
• macro si microstructura la diferite intervale de timp ;
• pentru determinarea refractarităţii (comportamentul la temperaturi înalte). Se folosesc metode asemănătoare celor enumerate la punctul precedent.
31
- permite stabilirea unei dependenţe stricte între construcţie,
tehnologie, caracteristicile materialului, pe de o parte, şi siguranţa în
funcţionare a produsului, pe de alta parte;
- prin reproducerea uneia sau mai multor stări limită se poate
preciza cu suficientă exactitate încărcarea de rupere sau durata de
viaţă a produsului.
De exemplu, prin încercări pe modele sau construcţii reale se pot
stabili:
- nivelul tensiunilor în diferite elemente ale construcţiei, la
anumite grade de solicitate ;
- influenta diferiţilor concentratori de tensiuni ;
- verificarea soluţiilor constructive sau tehnologice de
realizare a diferitelor elemente constructive ;
- stabilirea nivelului limita de încercare (solicitare) a
construcţiei.
Măsurătorile efectuate urmăresc, în principal, stabilirea
valorii tensiunilor interne (de exemplu, prin tensometrie rezistivă)
deformaţiilor elementelor componente (de exemplu, prin măsurători
cu aparate universale, optice, traductori de diferite tipuri).
Avantajele controlul distructiv sunt:
32
Dezavantajele controlului distructiv sunt:
• volumul încercărilor şi determinărilor necesare este foarte mare;
• prelucrarea mecanică a epruvetelor este voluminoasă necesitând o manoperă ridicată;
• aparatura folosită este costisitoare, iar personalul tehnic care stabileşte, efectuează încercările şi interpretează rezultatele trebuie să aibă o calificare înaltă;
• încercarea construcţiilor reale, aflate în exploatare este, dacă nu imposibilă, cel puţin anevoioasă;
• deşi executate după acelaşi proiect, în condiţii tehnologice asemănătoare, nu se poate garanta o identitate deplină între performanţele unor construcţii de acelaşi tip; rezultatele încercărilor vor fi afectate de o marjă de prevedere.
33
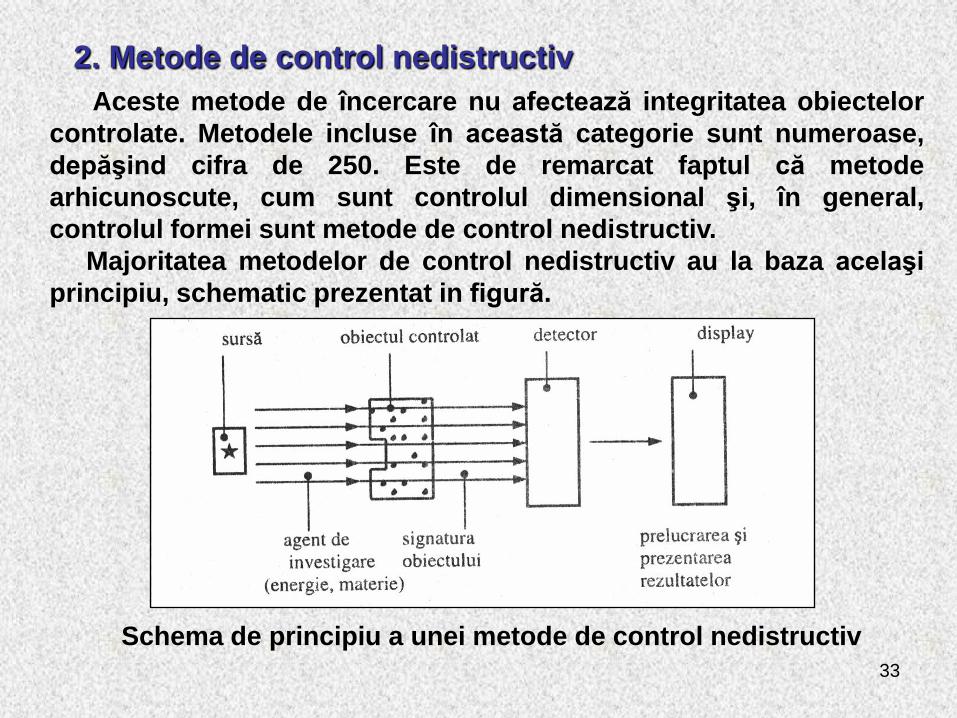
2. Metode de control nedistructiv
Aceste metode de încercare nu afectează integritatea obiectelor
controlate. Metodele incluse în această categorie sunt numeroase,
depăşind cifra de 250. Este de remarcat faptul că metode
arhicunoscute, cum sunt controlul dimensional şi, în general,
controlul formei sunt metode de control nedistructiv.
Majoritatea metodelor de control nedistructiv au la baza acelaşi
principiu, schematic prezentat in figură.
Schema de principiu a unei metode de control nedistructiv
34
O sursă emite un agent de investigare care interacţionează cu
obiectul supus controlului. În urma acestei interacţiuni, agentul de
investigare poartă cu el informaţii privind obiectul controlat
(signatura obiectului). Aceasta este descifrată de către un detector,
rezultatul investigaţiei fiind prezentat operatorului, într-un mod
convenabil, accesibil simţurilor acestuia.
Agenţii de investigare sunt numeroşi. Dintre aceştia se pot
enumera: radiaţiile ionizante, ultrasunetele, radiaţiile infraroşii,
undele radio, lumina vizibila, aerul comprimat, gazele trasoare,
câmpul magnetic etc.
Formarea signaturii , adică modificarea agentului de
investigare în prezenţa obiectului controlat are la bază unul sau mai
multe fenomene cunoscute în fizică, legate de natura agentului
purtător.
In STAS 12509-86: “Metode de control nedistructiv. Clasificare
si terminologie” sunt prezentate peste o sută de metode de control,
precizându-se fenomenul fizic care stă la baza formării signaturii,
precum şi modul de prezentare a informaţiilor primare obţinute în
urma controlului.
35
2.2.Terminologie specifică
In standardul STAS 12509-86 se prezintă şi două definiţii de bază:
Metodă de control nedistructiv- metodă de examinare şi/sau încercare, care
permite obţinerea unor informaţii cifrice sau de altă natură asupra defectelor,
anomaliilor, deformaţiilor geometrice sau a stărilor fizice ale obiectului de
controlat (materiale, componente, ansambluri) prin mijloace care nu alterează
aptitudinea de întrebuinţare a acestuia.
Tip de control nedistructiv- grupare neconventională a metodelor de control
nedistructiv după principiul fizic ce sta la baza acestora (de exemplu, control
magnetic, electric, termic, optic, acustic etc).
Indicaţie-informaţia oferită de o metodă de control nedistructiv într-o
formă accesibilă simţurilor operatorului.
In funcţie de concludenţa informaţiei, indicaţiile de defect pot fi:
• relevante –care pot fi asociate cu existenta unei discontinuităţi (sinonime : indicaţie concludenta ,indicaţie de defect) ;
• nerelevante- provocate de alte cauze decât existenta unei discontinuităţi, frecvent, din cauza aplicării necorespunzătoare a metodei de control (sinonim : indicaţie falsă) ;
• neconcludente- indicaţii pe baza cărora nu se poate stabili existenţa unei discontinuităţi sau nu se poate determina natura acesteia.
36
2. 3. Principalele metode de control nedistructiv
Deşi numărul metodelor de control nedistructiv este foarte
mare, totuşi, în practică, câteva dintre acestea acoperă necesarul de
examinări şi determinări impuse de procesul tehnologic în care
controlul este parte componenta.
Aceste metode sunt in general standardizate la nivel naţional
(STAS, SR) sau internaţional (ISO,EN). De asemenea, de o larga
circulaţie se bucura standardele unor tari puternic dezvoltate
industrial :
- SUA (ASTM-American Society for Testing and Materials ;
ASME-(American Society of Mechanical Engineers) ;
- Japonia (JIS-Japanesse Industrial Standard);
- Germania (DIN-Deutsche Norme) ;
- Marea Britanie (BS-British Standard) ;
- Franta (NF-Norme Francaise) ;
- Rusia (GOST-Gosudarstveni Standard) etc.
Nu există o metodă ideală de control , adică o metodă care să
pună în evidenţă toate categoriile de defecte – de suprafaţă,
de profunzime, de forma etc
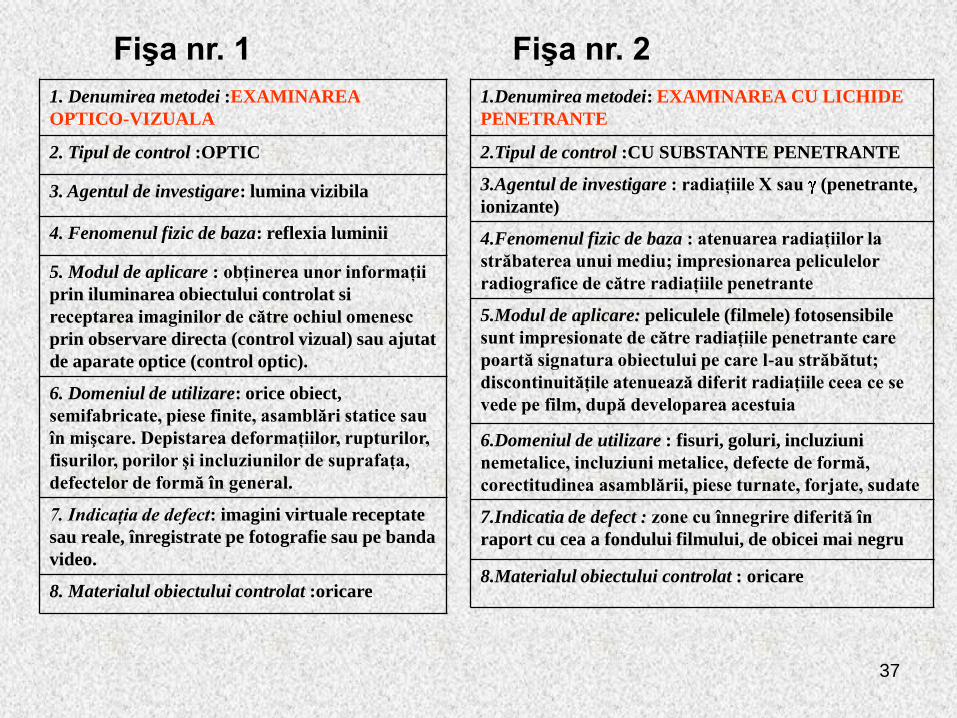
37
1. Denumirea metodei :EXAMINAREA
OPTICO-VIZUALA
2. Tipul de control :OPTIC
3. Agentul de investigare: lumina vizibila
4. Fenomenul fizic de baza: reflexia luminii
5. Modul de aplicare : obţinerea unor informaţii
prin iluminarea obiectului controlat si
receptarea imaginilor de către ochiul omenesc
prin observare directa (control vizual) sau ajutat
de aparate optice (control optic).
6. Domeniul de utilizare: orice obiect,
semifabricate, piese finite, asamblări statice sau
în mişcare. Depistarea deformaţiilor, rupturilor,
fisurilor, porilor şi incluziunilor de suprafaţa,
defectelor de formă în general.
7. Indicaţia de defect: imagini virtuale receptate
sau reale, înregistrate pe fotografie sau pe banda
video.
8. Materialul obiectului controlat :oricare
Fişa nr. 1 Fişa nr. 2
1.Denumirea metodei: EXAMINAREA CU LICHIDE
PENETRANTE
2.Tipul de control :CU SUBSTANTE PENETRANTE
3.Agentul de investigare : radiaţiile X sau (penetrante,
ionizante)
4.Fenomenul fizic de baza : atenuarea radiaţiilor la
străbaterea unui mediu; impresionarea peliculelor
radiografice de către radiaţiile penetrante
5.Modul de aplicare: peliculele (filmele) fotosensibile
sunt impresionate de către radiaţiile penetrante care
poartă signatura obiectului pe care l-au străbătut;
discontinuităţile atenuează diferit radiaţiile ceea ce se
vede pe film, după developarea acestuia
6.Domeniul de utilizare : fisuri, goluri, incluziuni
nemetalice, incluziuni metalice, defecte de formă,
corectitudinea asamblării, piese turnate, forjate, sudate
7.Indicatia de defect : zone cu înnegrire diferită în
raport cu cea a fondului filmului, de obicei mai negru
8.Materialul obiectului controlat : oricare
38
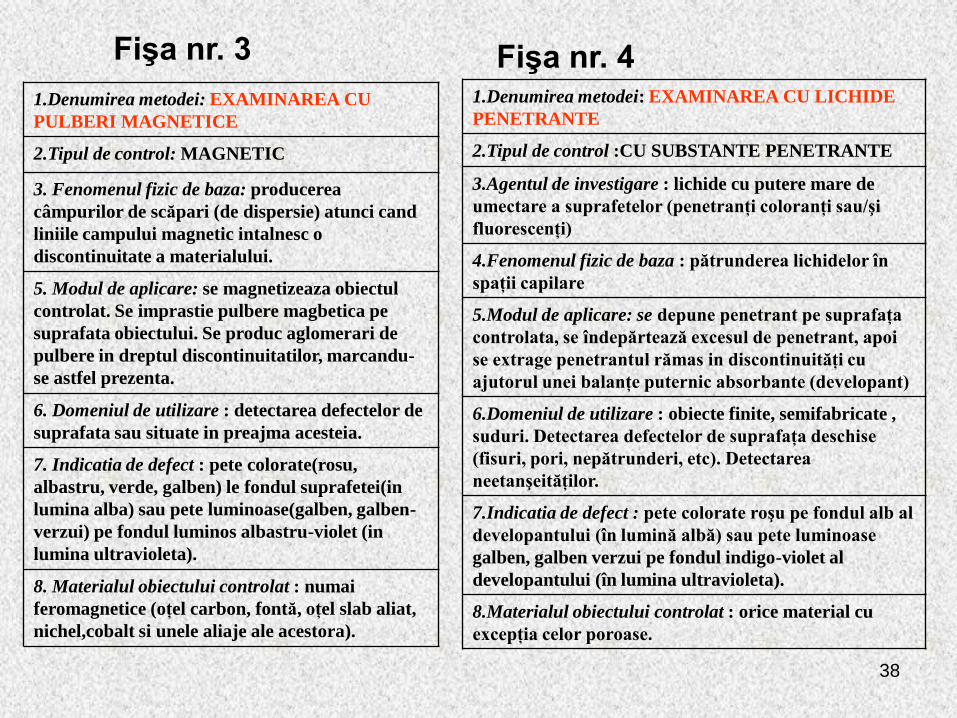
Fişa nr. 3
1.Denumirea metodei: EXAMINAREA CU
PULBERI MAGNETICE
2.Tipul de control: MAGNETIC
3. Fenomenul fizic de baza: producerea
câmpurilor de scăpari (de dispersie) atunci cand
liniile campului magnetic intalnesc o
discontinuitate a materialului.
5. Modul de aplicare: se magnetizeaza obiectul
controlat. Se imprastie pulbere magbetica pe
suprafata obiectului. Se produc aglomerari de
pulbere in dreptul discontinuitatilor, marcandu-
se astfel prezenta.
6. Domeniul de utilizare : detectarea defectelor de
suprafata sau situate in preajma acesteia.
7. Indicatia de defect : pete colorate(rosu,
albastru, verde, galben) le fondul suprafetei(in
lumina alba) sau pete luminoase(galben, galben-
verzui) pe fondul luminos albastru-violet (in
lumina ultravioleta).
8. Materialul obiectului controlat : numai
feromagnetice (oţel carbon, fontă, oţel slab aliat,
nichel,cobalt si unele aliaje ale acestora).
Fişa nr. 41.Denumirea metodei: EXAMINAREA CU LICHIDE
PENETRANTE
2.Tipul de control :CU SUBSTANTE PENETRANTE
3.Agentul de investigare : lichide cu putere mare de
umectare a suprafetelor (penetranţi coloranţi sau/şi
fluorescenţi)
4.Fenomenul fizic de baza : pătrunderea lichidelor în
spaţii capilare
5.Modul de aplicare: se depune penetrant pe suprafaţa
controlata, se îndepărtează excesul de penetrant, apoi
se extrage penetrantul rămas in discontinuităţi cu
ajutorul unei balanţe puternic absorbante (developant)
6.Domeniul de utilizare : obiecte finite, semifabricate ,
suduri. Detectarea defectelor de suprafaţa deschise
(fisuri, pori, nepătrunderi, etc). Detectarea
neetanşeităţilor.
7.Indicatia de defect : pete colorate roşu pe fondul alb al
developantului (în lumină albă) sau pete luminoase
galben, galben verzui pe fondul indigo-violet al
developantului (în lumina ultravioleta).
8.Materialul obiectului controlat : orice material cu
excepţia celor poroase.
39
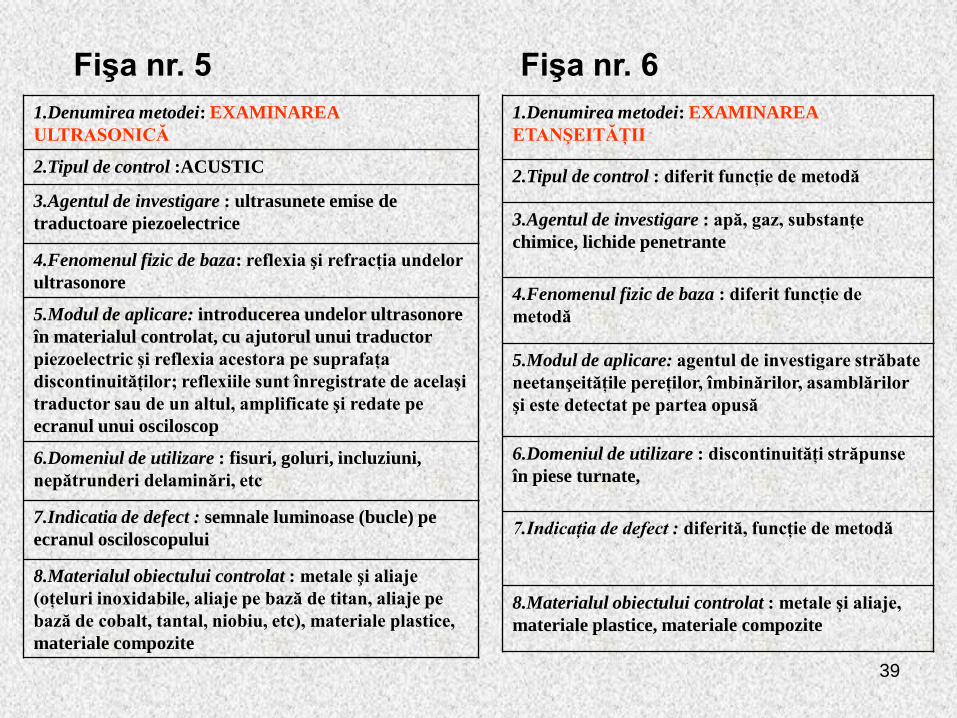
Fişa nr. 5
1.Denumirea metodei: EXAMINAREA
ULTRASONICĂ
2.Tipul de control :ACUSTIC
3.Agentul de investigare : ultrasunete emise de
traductoare piezoelectrice
4.Fenomenul fizic de baza: reflexia şi refracţia undelor
ultrasonore
5.Modul de aplicare: introducerea undelor ultrasonore
în materialul controlat, cu ajutorul unui traductor
piezoelectric şi reflexia acestora pe suprafaţa
discontinuităţilor; reflexiile sunt înregistrate de acelaşi
traductor sau de un altul, amplificate şi redate pe
ecranul unui osciloscop
6.Domeniul de utilizare : fisuri, goluri, incluziuni,
nepătrunderi delaminări, etc
7.Indicatia de defect : semnale luminoase (bucle) pe
ecranul osciloscopului
8.Materialul obiectului controlat : metale şi aliaje
(oţeluri inoxidabile, aliaje pe bază de titan, aliaje pe
bază de cobalt, tantal, niobiu, etc), materiale plastice,
materiale compozite
Fişa nr. 6
1.Denumirea metodei: EXAMINAREA
ETANŞEITĂŢII
2.Tipul de control : diferit funcţie de metodă
3.Agentul de investigare : apă, gaz, substanţe
chimice, lichide penetrante
4.Fenomenul fizic de baza : diferit funcţie de
metodă
5.Modul de aplicare: agentul de investigare străbate
neetanşeităţile pereţilor, îmbinărilor, asamblărilor
şi este detectat pe partea opusă
6.Domeniul de utilizare : discontinuităţi străpunse
în piese turnate,
7.Indicaţia de defect : diferită, funcţie de metodă
8.Materialul obiectului controlat : metale şi aliaje,
materiale plastice, materiale compozite
40
Întrucât nu exista o metodă ideală de control nedistructiv,
în practică, controlul se realizează prin combinarea mai multor
metode, obţinându-se aşa- numitul : “ complex de metode de
control”
Acesta cuprinde în mod obişnuit:
• Controlul optico-vizual completat adesea cu controlul formei
Prin forma piesei se înţelege configuraţia suprafeţelor,
întinderea acestora (dimensiunile), precizia geometrică
(tolerante, abateri de formă, abateri de poziţie), rugozitatea
suprafeţelor, însuşirile stratului superficial (grosime, porozitate,
duritate, rezistenţă la coroziune etc. )
• Cel puţin o metodă de control pentru defecte de suprafaţă
• Cel puţin o metodă de control pentru defecte de profunzime
41
2. 4. Documente folosite de controlul produselor
Pentru a se asigura eficienţa şi eficacitatea controlului şi a se
îndeplini şi cerinţele standardului ISO9001 referitoare la trasabilitate,
este necesar ca aceasta activitate sa fie planificata, supravegheata
pe timpul desfăşurării ei, stabilite responsabilităţile şi înregistrate
rezultate.
O activitate de control desfăşurată la întâmplare, poate duce la:
• Necontrolarea tuturor produselor;
• Neaplicarea tuturor metodelor de control;
• Expedierea către beneficiar a unor produse neconforme;
• Inexistenta unor documente care sa asigure trasabilitatea;
• Lipsa responsabilităţilor.
Pentru rezolvarea problemelor practice ale controlului se
recomandă câteva documente specifice acestei activităţi :
• Planul de control nedistructiv;
• Procedura generală de control şi inspecţie;
• Proceduri de lucru.
42
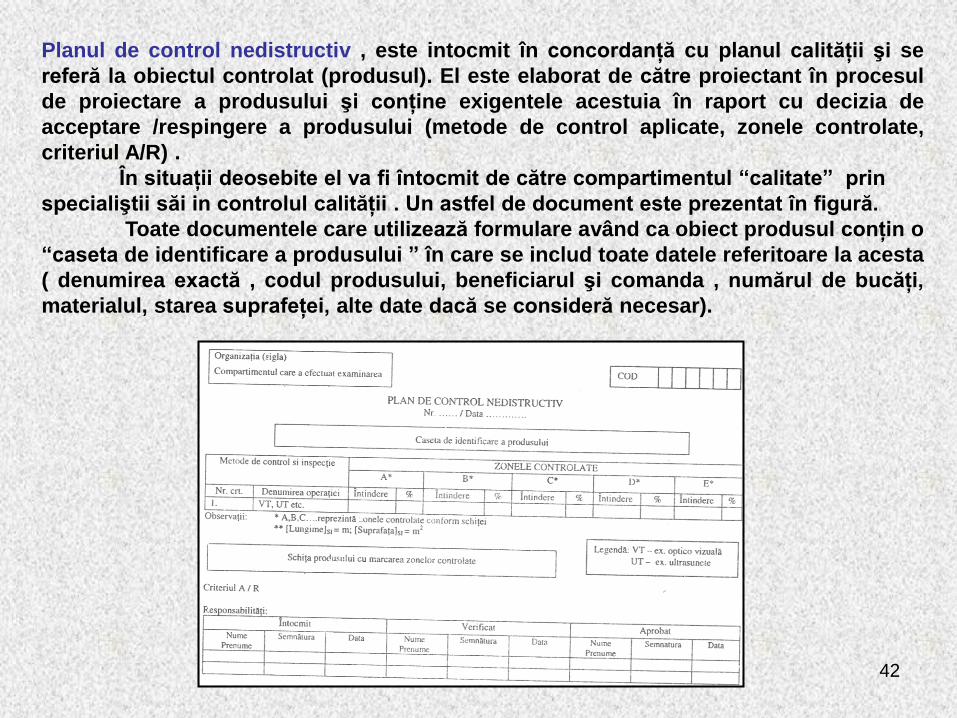
Planul de control nedistructiv , este intocmit în concordanţă cu planul calităţii şi se
referă la obiectul controlat (produsul). El este elaborat de către proiectant în procesul
de proiectare a produsului şi conţine exigentele acestuia în raport cu decizia de
acceptare /respingere a produsului (metode de control aplicate, zonele controlate,
criteriul A/R) .
În situaţii deosebite el va fi întocmit de către compartimentul “calitate” prin
specialiştii săi in controlul calităţii . Un astfel de document este prezentat în figură.
Toate documentele care utilizează formulare având ca obiect produsul conţin o
“caseta de identificare a produsului ” în care se includ toate datele referitoare la acesta
( denumirea exactă , codul produsului, beneficiarul şi comanda , numărul de bucăţi,
materialul, starea suprafeţei, alte date dacă se consideră necesar).
43
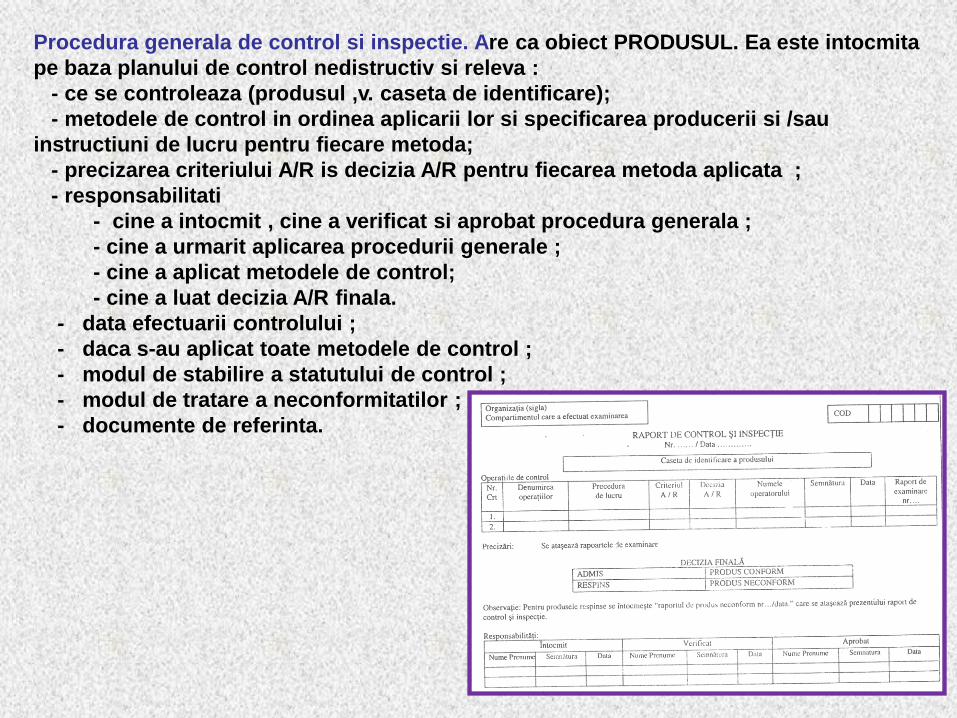
Procedura generala de control si inspectie. Are ca obiect PRODUSUL. Ea este intocmita
pe baza planului de control nedistructiv si releva :
- ce se controleaza (produsul ,v. caseta de identificare);
- metodele de control in ordinea aplicarii lor si specificarea producerii si /sau
instructiuni de lucru pentru fiecare metoda;
- precizarea criteriului A/R is decizia A/R pentru fiecarea metoda aplicata ;
- responsabilitati
- cine a intocmit , cine a verificat si aprobat procedura generala ;
- cine a urmarit aplicarea procedurii generale ;
- cine a aplicat metodele de control;
- cine a luat decizia A/R finala.
- data efectuarii controlului ;
- daca s-au aplicat toate metodele de control ;
- modul de stabilire a statutului de control ;
- modul de tratare a neconformitatilor ;
- documente de referinta.
44
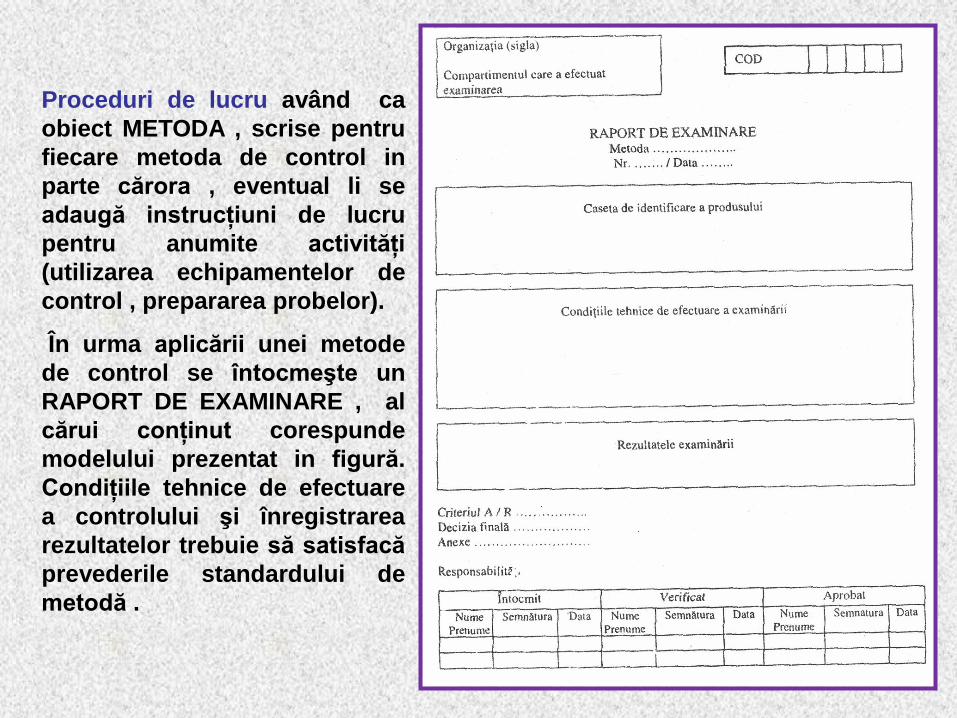
Proceduri de lucru având ca
obiect METODA , scrise pentru
fiecare metoda de control in
parte cărora , eventual li se
adaugă instrucţiuni de lucru
pentru anumite activităţi
(utilizarea echipamentelor de
control , prepararea probelor).
În urma aplicării unei metode
de control se întocmeşte un
RAPORT DE EXAMINARE , al
cărui conţinut corespunde
modelului prezentat in figură.
Condiţiile tehnice de efectuare
a controlului şi înregistrarea
rezultatelor trebuie să satisfacă
prevederile standardului de
metodă .
45
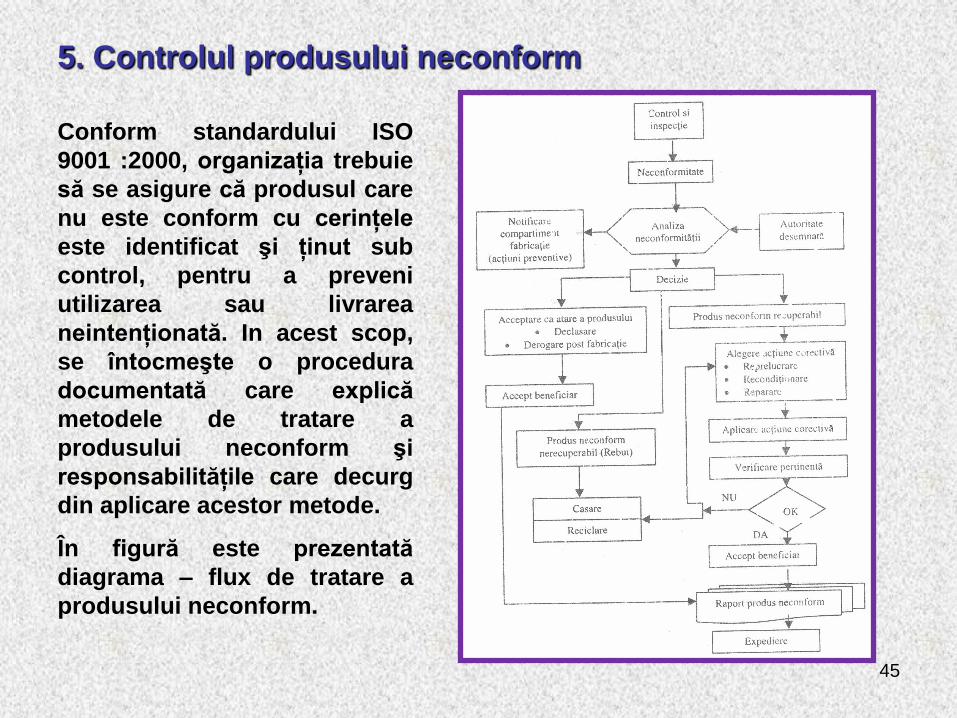
5. Controlul produsului neconform
Conform standardului ISO
9001 :2000, organizaţia trebuie
să se asigure că produsul care
nu este conform cu cerinţele
este identificat şi ţinut sub
control, pentru a preveni
utilizarea sau livrarea
neintenţionată. In acest scop,
se întocmeşte o procedura
documentată care explică
metodele de tratare a
produsului neconform şi
responsabilităţile care decurg
din aplicare acestor metode.
În figură este prezentată
diagrama – flux de tratare a
produsului neconform.
46
În cazurile deosebite, neconformitatea este descrisa într-o
fişă de neconformitate în care trebuie să se găsească :
datele de identificare ale produsului, descrierea
neconformităţii, metoda de control prin care ea a fost
depistată, indicaţia de defect, schiţe explicative,
responsabilităţi. Pot fi ataşate buletine de analiză (de
exemplu : analiza metalografică, analiza chimică etc).
Autoritatea desemnată este o comisie numită de conducerea
organizaţiei care include persoane competente în domeniile:
control nedistructiv, fabricaţie (prelucrări metalurgice, tratamente
termice, testări, etc.), metalurgie, precum si reprezentanţi ai unui
organism de supraveghere sau ai beneficiarului, dacă este cazul.
Activităţile de analiză şi luare a deciziei implică
compartimente care trebuie informate asupra neconformităţii şi
deciziilor care se iau (compartimentele fabricaţie, calitate) în
vederea adoptării unor acţiuni preventive.
47
Decizia poate fi :
• Acceptată ca atare- se apreciază că neconformitatea nu
afectează, în mod deosebit performanţa produsului sau
produsul se acceptă cu derogare post fabricaţie;
• Declasare (includerea într-o categorie inferioară a produsului în
vederea vinderii cu preţ redus);
• Recondiţionare, reprelucrare, reparare;
• Rebutare (nici una din acţiunile de mai sus neputând fi aplicată,
deci distrugere, reciclare).
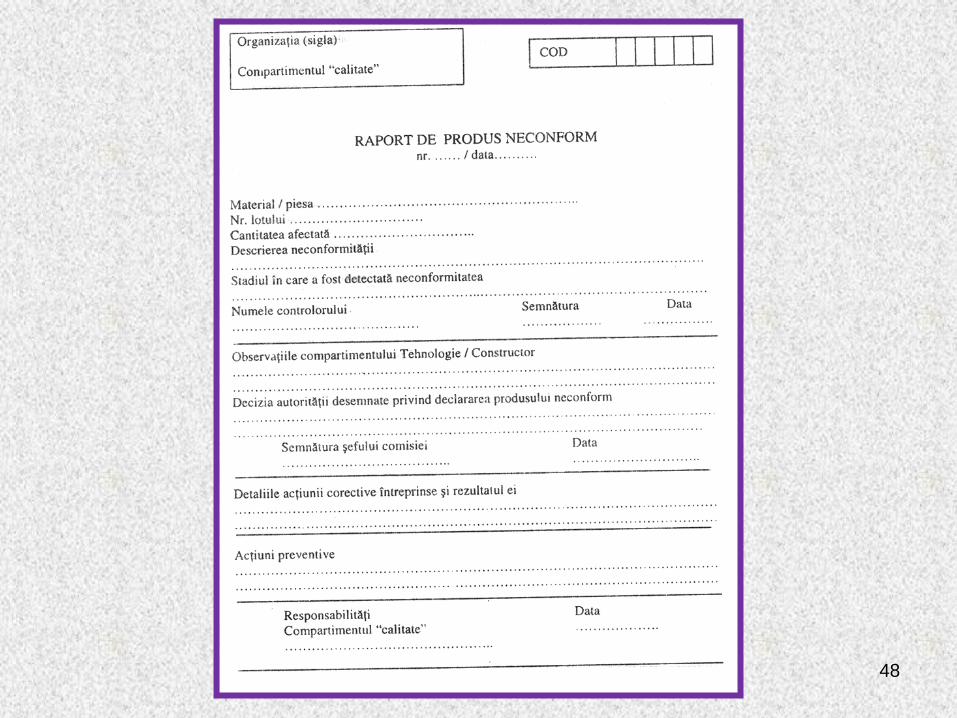
• Modul de tratare a neconformităţii se include într-un raport de
produs neconform care se alătura raportului de control şi
inspecţie al produsului
• Un produs, obiect al unei relaţii contractuale, „acceptat ca
atare‟ sau recondiţionat /corectat într-un alt mod, necesită
acceptul beneficiarului. Notificările către beneficiar şi
răspunsurile acestuia se ataşează raportului de produs
neconform şi se arhivează.
48
Model de raport de produs
neconform
49
6. Certificarea personalului care execută controlul nedistructiv
Datorită importanţei deosebite a controlului nedistructiv,
legată şi de adoptarea deciziei Admis/Respins pentru un produs, a
apărut necesitatea certificării personalului care execută examinări
nedistructive.
Problema certificării acestui tip de personal a apărut la
începutul anilor 1960, dar abia în jurul anului 1970 s-a trecut efectiv
la rezolvarea ei.
Actualmente, problema certificării la nivel mondial este
rezolvată în doua moduri :
• Certificare după regulile SNT-TC- 1A aparţinând ASNT
(American Society for Nondestructive Testing), cu răspândire în
continentul nord - american şi în ţările nord-asiatice.
• Certificare după regulile EN 473, cu răspândire în Europa.
50
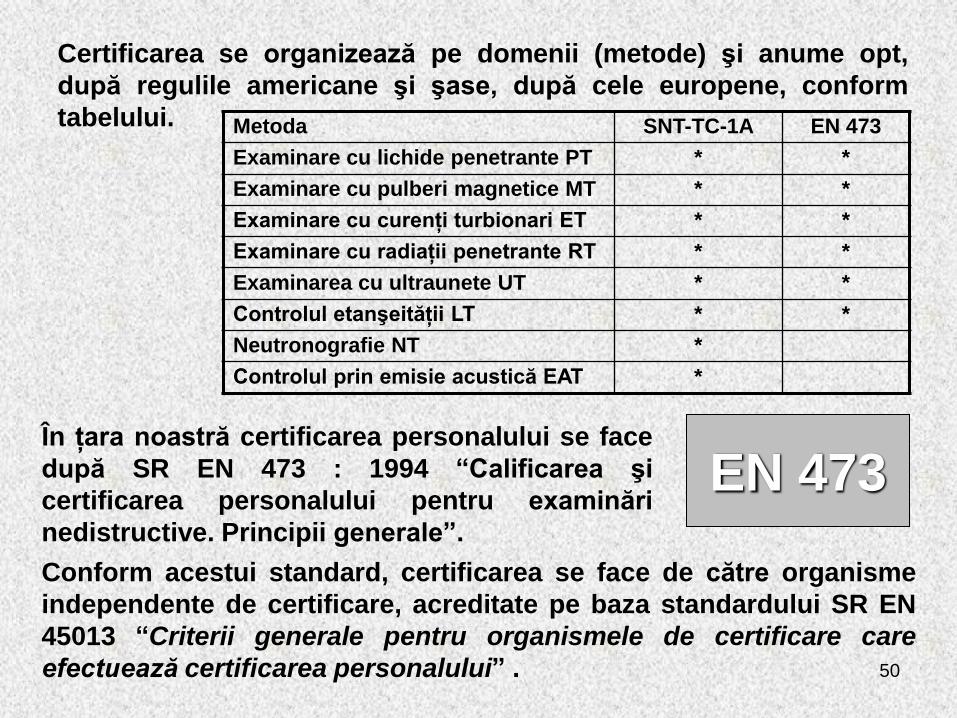
Certificarea se organizează pe domenii (metode) şi anume opt,
după regulile americane şi şase, după cele europene, conform
tabelului.
Conform acestui standard, certificarea se face de către organisme
independente de certificare, acreditate pe baza standardului SR EN
45013 “Criterii generale pentru organismele de certificare care
efectuează certificarea personalului” .
Metoda SNT-TC-1A EN 473
Examinare cu lichide penetrante PT * *
Examinare cu pulberi magnetice MT * *
Examinare cu curenţi turbionari ET * *
Examinare cu radiaţii penetrante RT * *
Examinarea cu ultraunete UT * *
Controlul etanşeităţii LT * *
Neutronografie NT *
Controlul prin emisie acustică EAT *
În ţara noastră certificarea personalului se face
după SR EN 473 : 1994 “Calificarea şi
certificarea personalului pentru examinări
nedistructive. Principii generale”.
EN 473
51
Certificarea se acordă pe trei nivele de competenţă:
Nivelul 1: Persoana certificată execută
examinări nedistructive conform unor
instrucţiuni scrise şi sub supravegherea
personalului certificat de nivelul 2 şi 3.
Persoana trebuie să pună în funcţiune
aparatura, să o regleze, să efectueze
examinări, să consemneze rezultatele
examinării şi să le aprecieze pe baza unor
criterii de apreciere impuse, apoi să le
raporteze. Ea nu trebuie să fie responsabilă
nici pentru alegerea metodei de examinare
folosită sau a tehnicii de măsurare, nici
pentru aprecierea independentă a
rezultatelor examinării.
52
Nivelul 2: Persoana certificată efectuează şi
conduce examinări nedistructive conform
unor tehnici stabilite şi recunoascute. Ea
trebuie să fie capabilă :
• să aleagă tehnica de examinare şi de aplicat;
• să pună în funcţiune şi să regleze aparatura;
• să efectueze şi să supravegheze examinări;
• să interpreteze şi să evalueze rezultatele examinării conform standardelor şi altor reglementări sau specificaţii aplicabile;
• să delimiteze domeniile de aplicabilitate ale metodei de examinare pentru care este calificată persoana de nivel 2;
• să elaboreze proceduri de lucru adaptate problemelor care fac obiectul controlului nedistructiv şi să elaboreze instrucţiuni de lucru scrise pentru examinare;
• să efectueze şi să supravegheze toate activităţile de nivel 1;
• să învete, respectiv să îndrume la locul de muncă personalul operator sub nivel 2
• să redea rezultatele controlului.
53
Nivelul 3 : Persoana certificată trebuie să-şi asume responsabilitatea
conducerii unui laborator de control şi a personalului acestuia, să
dezvolte tehnici şi proceduri, să interpreteze codurile, standardele,
specificaţiile şi procedurile, să desemneze metodele, tehnicile şi
procedurile de examinare specifice de aplicat .
Aceasta persoană trebuie :
• să aibă capacitatea de a înţelege şi de aprecia rezultatele examinării, conform codurilor, standardelor şi specificaţiilor existente;
• să aibă suficienta experienţa practică indomeniul materialelor, fabricaţiei şitehnologiei produselor respective pentru aputea alege metodele si a stabili tehnici decontrol si pentru a putea colabora lastabilirea criteriilor de acceptare, atuncicând acestea nu sunt disponibile.
• să posede cunoştinţe generale privind alte metode de control nedistructiv
• să fie capabilă să pregătească personal pentru nivelele 1 si 2 .


















