Desafiemos Al Drag_242n Chino Prim Mitad
126
¡Desafiemos al dragón chino! ¿Cómo integrar la estrategia con las operaciones en las PYMES para competir en un mundo globalizado? Por Juvencio Roldán Rivas 20 de Diciembre de 2003 Registro público: 03-2003-071517192500-01
-
Upload
juvencioroldan -
Category
Documents
-
view
1.760 -
download
13
Transcript of Desafiemos Al Drag_242n Chino Prim Mitad

¡Desafiemos al dragón chino!
¿Cómo integrar la estrategia con las operaciones en las PYMES para competir en un mundo globalizado?
Por Juvencio Roldán Rivas
20 de Diciembre de 2003
Registro público: 03-2003-071517192500-01

Índice de contenido
Prefacio El paradigma de la ventaja competitiva china
PRIMERA PARTE. DECISIONES ESTRATÉGICAS PARA LA PRODUCTIVIDAD: VINCULANDO LA ESTRATEGIA COMPETITIVA CON EL SISTEMA DE PRODUCCIÓN. Introducción a la primera parte Capítulo I. Revisión de la estrategia competitiva. Liderazgo en costos, diferenciación y alta segmentación. Capítulo II. Los sistemas de producción y el vínculo con la estrategia competitiva. ¿Cuál es la estrategia más idónea de acuerdo al sistema de producción de la empresa? Capítulo III. La capacidad del sistema, riesgos y beneficios. El apalancamiento operativo. Riesgo- rendimiento. Análisis DuPont y el ROI. El vínculo entre la capacidad, el desempeño financiero, el riesgo, la estrategia competitiva y las operaciones. Capítulo IV. Los efectos de la capacidad en términos de productividad y la distorsión ocasionada por los eventos aleatorios. La capacidad óptima y los eventos aleatorios. La simulación y otras herramientas modernas de análisis y planeación. Conclusiones de la primera parte SEGUNDA PARTE. EL VÍNCULO INTEGRADOR: DEL ÁMBITO ESTRATÉGICO AL ÁMBITO OPERATIVO. Introducción a la segunda parte
Capítulo V. La productividad, paradigmas y su medición. Conceptos de eficiencia,
rendimiento, productividad y competitividad. METron: Modelo de Evaluación Técnica de la
pROductividad iNdustrial. Paradigmas de la productividad.
Capítulo VI. Descubriendo la raíz de los problemas: Causa-Efecto en cadena y regla 80-
20. Casos prácticos.
Capítulo VII. Las mejores prácticas de la alta productividad al alcance de la pequeña
industria nacional: PREDISI (kan-ban interno), kan-ban con niveles de alerta, kan-ban
electrónico, picking, tei-tei. SMED (Cambios de herramental en menos de 10 minutos).
Programación de cargas (Job scheduling). Poka-Yoke (A prueba de errores) vs. CEP.
TPM (Mantenimiento productivo total).

Capítulo VIII. Introducción de nuevos productos: capitalizando los beneficios de optimizar
las operaciones. Las oportunidades consecuentes de la mejora de la productividad
industrial. El aprovechamiento de la capacidad para la inserción de nuevos productos. El
reto de los productos hechos a la medida. Creatividad e innovación. La simultaneidad de
actividades en la estrategia de mercadotecnia de nuevos productos. Modelo matricial para
la estrategia de mercadotecnia de nuevos productos.
Capítulo IX. Factores de integración en el ámbito operativo: Tecnologías de la información
en la cadena de suministros. La administración de la cadena de suministros. La evolución
de las TI´s: del MRP al CRM. El valor generado por las TI´s y su efecto real en la
productividad. Modelo de valuación de los beneficios económicos de un ERP en las
organizaciones. Organización tradicional por transacciones vs. Organización digital de
células de operación.
Capítulo X. La administración del cambio a nuevas formas de organización y esquemas
de productividad.
Tercera Parte. Cerrando el ciclo virtuoso: crear el futuro Introducción a la tercera parte
Capítulo XI. Ventanas al futuro: Técnicas de creación de escenarios.
Capítulo XII. Alianzas estratégicas: Fórmula para desafiar los escenarios más adversos.
Capítulo XIII. El cuadro de mando integral (Balanced Scorecard), monitoreando la
estrategia. Indicadores de desempeño.
Capítulo XIV. Vinculación Universidad- empresa, fórmula conveniente de alianza
estratégica.
Bibliografía

A todos los inconformes,
quienes con sus actitudes
críticas y propositivas,
reevolucionan las
PYMES nacionales.
Mi sincero reconocimiento.

Paradigmas de la competitividad china.
China se puede considerar como un fenómeno aparte, dentro del gran
fenómeno que representa por sí sola, la enorme competitividad desarrollada por
los países orientales a lo largo de los últimos veinte años. Todos hemos sido
testigos de la evolución de países como Taiwán, Singapur y Corea del Sur, de
meros maquiladores a países fabricantes de productos intensivos en tecnología.
Más aún, en el caso de Corea del Sur, han evolucionado al punto de desarrollar
sus propias marcas y posicionarlas mundialmente: Samsung, Daewoo, LG, etc.
Hoy, nadie puede argumentar que dichos países orientales mantengan a la mano
de obra barata como ventaja competitiva.
Salario promedio para trabajadores de la manufactura en dólares de E.U.1
México Taiwán Corea del Sur Singapur
1975 1.47 0.40 0.32 0.84
1990 1.58 3.93 3.71 3.78
1999 2.12 5.62 6.71 7.18
1International Comparison of Hourly Compensation Costs for Production Workers in Manufacturing. www.bls.gov/news.release/ichcc.t02.htm

Inclusive, figuran entre los países emergentes con mayor índice de innovación.
Todo este éxito, podría atribuirse a una economía de mercado, soportada
originalmente por un modelo de país maquilador. Como todos saben también, el
atributo más valioso para los maquiladores es la mano de obra barata. Sin
embargo, dicha “ventaja” es ya inexistente en estos países, sin que esto se haya
convertido en un obstáculo para seguir desarrollándose, ahora claro, al amparo de
otras fortalezas.
Semejante fenómeno empieza a darse en China. Lo cual, mientras que para ellos
es un motivo de gran orgullo, para nosotros debería ser razón de suma
preocupación, ya que no hemos sido capaces de evolucionar a la par de los
mismos países asiáticos.
Ciertamente, sería necio negar que el bajo costo de mano de obra en China, sigue
y seguirá siendo durante algunos años, un atractivo para los capitales extranjeros.
Dada la enorme población de China, que les permite tener vastas reservas de
mano de obra barata para muchos años, sus cadenas de producción aún
presentan graves aspectos propios de sistemas esclavistas. En una anécdota, un
consultor japonés narra que al realizar un recorrido por las líneas de producción de

una empresa de confección, notó que ninguna de las trabajadoras, eran cientos de
estas, usaba lentes. Le llamó la atención el detalle y le preguntó al guía la razón.
Él pensaba, ingenuamente, que la empresa les proporcionaba alguna ayuda para
operarse de la vista. Sin embargo, la respuesta recibida fue sencillamente, que,
aquella obrera que empezara a presentar problemas de la vista, era despedida. La
fila de personas esperando por el empleo era muy larga.
La ventaja competitiva china de bajos costos, sin embargo, no reside en mano de
obra barata, sino en el avance sistemático en aspectos tanto estratégicos, como
operativos, que de la misma manera se tratan en cada capítulo de este libro.
• Hace 10 años, comprar artículos chinos era garantía de ser víctima de un
fraude. Ahora, la gran mayoría de los productos chinos presentan una
calidad bastante aceptable para el precio que se paga por ellos. Las
empresas chinas están siendo capaces de captar el concepto de cadena de
valor y de retribuir a sus consumidores lo que pagan por sus productos. A
pesar de todo, las empresas chinas (híbridos autónomos de gobierno y
particulares) capacitan a su personal y aplican las mejores prácticas.
• No existe mano de obra más costosa que aquella improductiva. La que no
está capacitada, la que tiene que parar con frecuencia porque los equipos
no reciben el mantenimiento adecuado, la que debe parar porque no se
cuenta con una programación de producción, la víctima de paros
consecuentes de una administración de cadena de suministros ineficaz.
Todos estos factores están siendo solucionados paso a paso por los
empresarios chinos, dentro de un auténtico modelo de construcción de
ciclos virtuosos de productividad.
• Es importante destacar que, de acuerdo con un estudio realizado por CAPM
Research, en sectores industriales de alto dinamismo, tales como el de

computadoras, electrónica, maquinaria, automotriz y otras manufacturas
intensivas en tecnología, el pago a mano de obra representa hoy en día no
más del 15% del precio de venta de los productos. Los materiales
comprados, por el contrario, constituyen hoy entre el 45 y el 70% del precio
de los productos, con tendencia a incrementarse. Podríamos así concluir
que el costo de la mano de obra tiende a perder aún más su importancia
como ventaja competitiva, siendo reemplazado por una óptima
administración de la cadena de suministros con énfasis en el desarrollo de
proveedores en esquemas de alta integración.
• Hace dos años, un consultor japonés aseguraba que las empresas chinas
estaban aún muy lejos de aplicar la mercadotecnia y desarrollar marcas
propias, confirmando que su única ventaja competitiva durante los
siguientes años serían sus bajos costos. Hoy, nos encontramos con que en
China ya existen y se están posicionando globalmente, numerosas marcas
dirigidas a segmentos de mercado muy específicos, tanto en Europa, como
en los Estados Unidos, como se puede apreciar en la tabla siguiente2:
Empresa y ventas globales Productos Participación global
Haier Group
US$8,600 millones
Electrodomésticos como
refrigeradores,
acondicionadores de aire,
hornos microondas, lavadoras,
lavavajillas y teléfonos móviles
50% del mercado
estadounidense de
refrigeradores de menos de 180
lts.; y 60% del mercado
estadounidense de
refrigeradores para vino.
Huawei Technologies
US$2,700 millones
Conmutadores y enrutadores
para redes ópticas, móviles, de
banda ancha y del área local
3% del mercado global de
enrutadores
Legend Group
US$2,600 millones
PC, noteboks, tarjetas madre,
dispositivos manuales,
20% del mercado para tarjetas
madre
2 Los dragones ocultos. Ming Zeng y Peter J. Williamson. Harvard Business Review. Octubre 2003. p. 101

servidores y teléfonos móviles
China International Marine
Containers
US$1,000 millones
Equipos de transporte,
incluyendo contenedores,
remolques y equipos de apoyo
para aeropuertos
46% del mercado global de
contenedores estándar; 50%
del mercado global de
contenedores refrigerados
Galanz
US$1,000 millones
Electrodomésticos, incluyendo
hornos microondas, cocinas
eléctricas de arroz, ventiladores
eléctricos.
40% del mercado europeo de
hornos microondas
Pearl River Piano
US$88 millones
Instrumentos de viento, de
cuerdas y de percusión,
incluyendo pianos y guitarras
10% del mercado
estadounidense de pianos
Shanghai Zhenhua Port
Machinery
US$370 millones
Grúas, otros equipos para
manejar materiales pesados
35% del mercado global de
grúas portuarias
En un estudio realizado por Ming Zeng y Peter J. Williamson a más de 50
empresas chinas y publicado por Harvard Business Review América Latina en
Octubre de 2003, proporcionan evidencias suficientes como para demostrar en
términos generales que las ventajas competitivas chinas actuales se sustentan en
los siguientes aspectos:
• Las redes competitivas de China se han encargado de los mercados mundiales
mediante la reunión de empresas pequeñas y especializadas que trabajan en
estrecha cercanía. Como ejemplo, se menciona que en 1990 más de tres mil
familias fabricaban encendedores copiados de los japoneses en la provincia de
Zhejiang. Sin embargo, la competencia se volvió tan intensa que se tuvo que
racionalizar la actividad, de tal modo que las empresas más pequeñas se
dedicaron a fabricar los componentes y las más grandes se concentraron en
ensamblarlos. Así nació la red Wenzhou, unas 700 empresas privadas que operan
como una sola unidad oficial. La especialización bajó los costos de fabricación y el
costo de un encendedor que, por ejemplo, en 1991 valía US$1, bajó a US$0.25 en
1999. Al comienzo vendía basándose en el precio, pero ganó mayores márgenes
cuando aprendió a producir diseños nuevos con mayor rapidez. Muchas redes
chinas operan en industrias donde los cambios de estilo afectan la demanda. Han

contratado casas de modas en Asia y Europa para reforzar su conocimiento del
oficio y ayudarles a predecir las tendencias futuras. Por ejemplo, una red de 1000
talleres en Shengzhou, distrito rural que también está en la provincia de Zhejiang,
produce 250 millones de corbatas al año. La red se sitúa en un área montañosa
donde el promedio del ingreso per cápita es menos de US$1,000 al año, por lo que
los costos de manufactura son bajos. En los últimos dos años, la red ha invertido
US$40 millones para mejorar la tecnología que utiliza y ha contratado a varios
expertos europeos para mejorar el diseño y la calidad de los productos. La red
también ha conseguido transformarse en proveedor de casas de moda
internacionales como Armani y Pierre Cardin. La red de Shengzhou diseña
corbatas en conjunto con las casas de moda –mediante software de colaboración
vía internet – y en 24 horas convierte los diseños en corbatas. No es fácil lograr
que una red se cohesione entre una muchedumbre de firmas que compiten entre
sí. En un comienzo todas las familias aspiran a convertirse en ensambladores del
producto final, porque es el eslabón más prestigioso de la cadena. Pero más tarde,
las empresas se dan cuenta de que es mejor especializarse en actividades que les
permitan desenvolverse en lo que realmente saben. A menudo, el gobierno local
estimula el proceso mediante incentivos, licencias y aprobaciones que fomentan la
especialización y eliminan las rivalidades internas.
• El gobierno chino, bajo el sistema de planificación centralizada, construyó una
gran infraestructura para desarrollar la investigación científica y desarrolló
sofisticadas tecnologías de tipo militar. Sólo el gobierno o los militares podían usar
esa investigación y por décadas no se explotó comercialmente. Pero, en 1984, el
gobierno reorganizó la comunidad de investigadores y obligó a los laboratorios de
propiedad estatal a sacar el mayor provecho posible de sus fondos mediante la
comercialización de las tecnologías que desarrollan. Los institutos chinos de
investigación han generado varias empresas para llevar sus tecnologías al
mercado, como el caso de Legend, en tecnología de computación. En 1999, el
Instituto Chino de Bioquímica y Biología Celular cuyos fondos provienen de la
Academia China de Ciencias, logró generar una secuencia de ADN que representa
800 genes humanos. El instituto alentó a uno de sus científicos para que usara la
investigación en el desarrollo de un chip de proteína que hará posible el
diagnóstico de varios tipos de cáncer usando un solo test. El científico lanzó a la
bolsa una empresa, Shanghai HealthDigit, y usando fondos de inversionistas

comerciales desarrolló un biochip que en 2001 recibió la autorización del
organismo gubernamental chino de control de alimentos y medicamentos.
La vinculación de las empresas con las universidades en diversas provincias
chinas es ya todo un modelo. En algunas provincias chinas, los gerentes de las
empresas son los mismos catedráticos de la universidad de la región. Cabe
mencionar que en España, país con un elevado nivel de desarrollo durante la
última década, también se ha dado un enorme ímpetu a la vinculación universidad-
empresa, que es un tema al que se le dedica el capítulo XIV de este libro.
En un magnífico artículo titulado; “El diferenciador tecnológico”, publicado en la
revista Gestión de negocios:3, el consultor Ricardo Zermeño, de la firma Select,
confirma elegantemente: El modelo maquilador mexicano ha perdido fuerza en los últimos años, no sólo como
resultado de la desaceleración económica, sino ante el embate de otros países como
China. Es frecuente escuchar que no podemos competir con China por lo barato de su
mano de obra. Sin embargo, China está lejos de conformarse con la venta de mano de
obra barata. Los chinos están siguiendo una estrategia mucho más visionaria y completa
en el desarrollo de sus empresas. Estos dragones están devorando mercados
internacionales poco a poco, con una capacidad de estrategia y operación empresarial
sobresaliente, cuyas principales características se resumen a continuación:
1. Entrar a segmentos ignorados por extranjeros dado su bajo volumen
2. Exportar primero a mercados masivos por precio y después, desarrollar
tecnologías para migrar a fajas altas
3. Estimular redes de emprendedores locales pequeños que prosperan en un
mercado caracterizado por cambios continuos de la demanda
El avance de la competitividad China, por lo tanto, no es resultado ni de la casualidad, ni
de la mano de obra de bajo precio, sino de un esfuerzo orquestado de posicionamiento.
3 El diferenciador tecnológico. Zermeño, Ricardo. Gestión de negocios. Número 6. Noviembre/Diciembre 2003. p.149

No obstante, este formidable progreso de China trae consigo no solamente
amenazas, sino también oportunidades, como podemos apreciar en este
fragmento tomado de la revista Comercio exterior4: La transformación de una economía centralmente planificada en una socialista de
mercado ha propiciado la expansión de una clase media, sobre todo en los centros
urbanos, con poder de compra, lo que a su vez ha conducido a un crecimiento del
consumo y a una mayor diversificación y complejidad de los bienes que la población
demanda.
El mercado interno de China registra un rápido crecimiento y las importaciones han
aumentado de 1998 a 2002 en 110%, en tanto que las exportaciones lo hicieron 77%.
El porcentaje de la población urbana ha pasado del 20% del total en 1980 a 37% en 2001.
Se calcula que dentro de la población urbana, 20% de mayores ingresos ( alrededor de
100 millones de personas ), se concentra 28.7% del PIB y tiene un ingreso per cápita de
3,674 dólares. El decil de mayores ingresos alcanza un PIB per cápita de 4,488 dólares,
mas de 4 veces y media el promedio nacional.
El porcentaje del PIB que China dedica al consumo es relativamente bajo, alrededor de
60%, en tanto que en los países desarrollados y los emergentes el porcentaje es cercano
a 80. Cabe esperar que a medida que crezca el ingreso de China, el consumo crecerá a
mayor velocidad, en tanto que es previsible una mayor participación de las importaciones
para satisfacer la demanda interna.,
China se está convirtiendo de manera acelerada en un gran mercado de bienes de
consumo. El mayor tamaño del mercado y el aumento de la población urbana están
conduciendo a una mayor especialización y una creciente división del trabajo, con un
desarrollo incipiente del sector de servicios. Como resultado, se generan numerosas
oportunidades de negocio con China, tanto por medio de la exportación como de la
inversión en ese mercado. En el comportamiento del sector externo de la economía
china, esto puede redundar en una disminución relativa de las ventas al exterior en
términos del PIB y un crecimiento de las importaciones para complementar la producción
interna.
La entrada de China a la OMC tal vez cambie de modo gradual la composición de sus
importaciones y haya mayores oportunidades para los productos mexicanos por la
4 La transformación económica de China y sus implicaciones para México. Romero Hicks José Luis y Molina Medina Humberto. Comercio exterior. Diciembre de 2003. Vol. 53. México. Pags. 1160 a 1164.

disminución de aranceles y la eliminación de cuotas y otras restricciones a la importación,
así como por el crecimiento del consumo al aumentar el ingreso de la población.
En cuanto a la relación económica con China, es imprescindible aprovechar las
oportunidades que ofrece la apertura de dicho mercado. Para que México pueda
conservar su dinamismo exportador y su lugar entre los principales exportadores, es
necesario incrementar su presencia en uno de los mercados más grandes y de mayor
crecimiento.
Para aprovechar las oportunidades que están surgiendo, son muy convenientes las
alianzas estratégicas que faciliten la introducción de productos mexicanos al mercado
chino, ya que las experiencias indican que ello propicie el éxito.
Así como las debilidades pueden convertirse en fortalezas, podemos convertir la
amenaza del dragón chino en oportunidades. Aunque el rezago de la clase
empresarial es grave y difícil de revertir, las pequeñas y medianas empresas
manufactureras latinoamericanas pueden y deben lograr revolucionar sus
sistemas improductivos a auténticos círculos virtuosos de productividad,
integrando la estrategia con las operaciones.
Este libro ha sido escrito con ese propósito. Que los pequeños empresarios
latinoamericanos adopten una actitud digna y se atrevan a desafiar sistemática y
eficazmente al dragón chino. Los invito a aceptar el reto.
El autor

Prefacio
La apertura comercial de la última década ha puesto a las industrias
nacionales en una clara e insostenible situación de emergencia. La planta
productiva nacional (¿o debería decir improductiva?), es incapaz de competir
contra las grandes (y pequeñas) empresas asiáticas que avasallan los mercados
con productos más baratos y en muchos casos, de mejor calidad. Esto, como bien
se sabe, es consecuencia de un fenómeno de fin del siglo XX al que conocemos
como globalización, y que China y otros países asiáticos están aprovechando al
máximo.
En este libro no me ocuparé más de dicho fenómeno, simplemente me limitaré a
mostrar un modelo que integra un conjunto de estrategias y prácticas de sencilla
utilización y el cual conduce a la única alternativa al alcance de todos los
empresarios manufactureros que tengan la intención de sobrevivir y destacar en
este nuevo entorno: Ser más productivos. Aunque el término Productividad tiene una serie de connotaciones que se
aclararán en un capítulo posterior, conviene destacar que en este libro se aborda
el tema de una manera práctica, vinculando cada factor de la misma dentro de los
ámbitos correspondientes. Algunas de estos factores pueden resultar
desconocidos para algunos empresarios manufactureros, quienes en muchos
casos, no han tenido una formación profesional, o la concluyeron hace muchos
años y no han podido actualizarse en las prácticas e ideas estratégicas que hoy
impulsan la productividad de las empresas de otras naciones.
Una de las palabras clave en este libro es: vinculación. Comienzo en la
primera parte, vinculando aspectos estratégicos como la estrategia competitiva de
Michael Porter, con aspectos igualmente estratégicos, como el tipo de sistema de
producción utilizado y la capacidad idónea de acuerdo con dicha estrategia. Estas
decisiones vinculadas se relacionan con algunos indicadores básicos de

desempeño financiero, como el ROI y el riesgo asociado a estas, dados diversos
escenarios. Herramientas tan tradicionales como las líneas de espera, los
balanceos de líneas y la simulación son enfocadas a estos vínculos estratégicos y
se pueden prever algunos de sus efectos en el ámbito de las operaciones. Ambos
ámbitos conforman el modelo del ciclo virtuoso de la productividad, el cual es
una propuesta para vincularlos de manera sistemática, ordenada y con objetivos
específicos y mesurables.
La mensurabilidad se hace posible a través de METron, el modelo de
evaluación de la productividad industrial que he desarrollado con dos exalumnos
del colegio de ingeniería industrial de la BUAP como parte de un proyecto de
investigación. Este modelo lo pongo al alcance de mis lectores a través de un
programa ejecutable que pueden bajar del sitio web.
En la segunda parte del libro, una vez planteados y vinculados los elementos
estratégicos, el lector puede aclarar de una vez por todas y acotar el concepto de
la productividad y otros relacionados. La productividad y las prácticas que
conducen a su mejora son elementos del ámbito operativo. Una vez más se da
otro vínculo. METron permite vincular los índices con un conjunto de prácticas de
claro impacto en las variables. Existen herramientas muy conocidas, pero
subutilizadas, como los diagramas causa-efecto para llegar a las raíces de
cualquier problema en una organización. La utilización del causa-efecto en cadena
conduce a esas causas raíz como apreciarán en el caso presentado en el capítulo
VI. Podemos encontrar variantes del kan-ban de fácil aplicación en las PYMES,
como los PREDISIS, que describo en el capítulo VII, así como otras variedades.
Las aportaciones de Shigeo Shingo son de gran impacto en la productividad de las
empresas del siglo XXI. No ha sido valorado aún en su total dimensión, así que
dedico buena parte de este capítulo a describir de manera condensada sus
prácticas SMED y Poka-yoke. El impacto es directo y de gran magnitud en los
indicadores de desempeño de la productividad, y en algunos otros aspectos de
carácter estratégico, como la posibilidad de introducir nuevos productos en el

sistema. La importancia de crear e innovar productos se aborda en el capítulo VIII,
en el que además propongo un modelo que conduce a la decisión sistemática de
la mezcla de mercadotecnia vinculada al proceso de producción. Todos estos
elementos integrados y enmarcados dentro del modelo del ciclo virtuoso de la productividad, permiten articular la tan mentada estrategia competitiva con
acciones concretas y de efectividad comprobada en el corazón de cualquier
empresa: el área de operaciones.
Finalmente, en la tercera parte, regresando nuevamente al ámbito
estratégico, propongo dar una mirada al futuro a través de la creación de
escenarios y acudir a las alianzas estratégicas como una alternativa viable para
competir ante los escenarios adversos que puedan mostrar los escenarios
visualizados. Generar programas de desarrollo de proveedores a través de las
mismas alianzas estratégicas dentro de modernos esquemas de abastecimiento
equilibrado. De igual manera se menciona y recomienda la utilización del cuadro
de mando integral (Balanced Scorecard) como metodología de monitoreo de las
estrategias. En todo momento se vinculan los aspectos financieros, de
mercadotecnia, operativos y de calidad.
Evaluaciónde productividad
M ETron
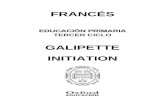
El ciclo virtuoso de la productividad
Ámbito operativo
SMED
Poka-Yoke
Programación de cargas
Tecnologías dela información
y SCM
Kan-ban internoy
PREDISIS
Ishikawa y 80 -20
Mantenimientopreventivo
Administración delcambio
Desarrollo de nuevos mercados y
productos
Alianzasestratégicas y desarrollo de proveedorres
Monitoreo de estrategias(Balanced Scorecard )
Ámbito estratégico
Creación deescenarios
V inculaciónUniversidad -empresa
Elementos de vinculación
Vinculación de la Estrategia competitiva con el
Sistema de producción y la capacidad
Evaluaciónde productividad
M ETron
El ciclo virtuoso de la productividad
Ámbito operativo
SMED
Poka-Yoke
Programación de cargas
Tecnologías dela información
y SCM
Kan-ban internoy
PREDISIS
Ishikawa y 80 -20
Mantenimientopreventivo
Administración delcambio
Desarrollo de nuevos mercados y
productos
Alianzasestratégicas y desarrollo de proveedorres
Monitoreo de estrategias(Balanced Scorecard )
Ámbito estratégico
Creación deescenarios
V inculaciónUniversidad -empresa
Elementos de vinculación
Vinculación de la Estrategia competitiva con el
Sistema de producción y la capacidad

El texto está escrito de acuerdo al contexto de la empresa latinoamericana,
aunque se proponga la implantación de prácticas y estrategias utilizadas y creadas
en países desarrollados. Se consideran sin embargo, las restricciones de
infraestructura físicas, operativas y culturales existentes, así como las estrategias
complementarias para que estas herramientas generen los resultados esperados.
La gran mayoría de las propuestas se sustentan en su aplicación en diversas
compañías locales, o bien en el conocimiento de sus efectos en empresas que
gozan de una fuerte posición competitiva en sus respectivos sectores.
No todo son historias de éxito. A lo largo del libro, se hace mención de
algunos fracasos y el material presentado induce al lector a pensar en las razones
de estos, así como a plantear estrategias con las que se pudieron haber evitado.
Más que una compilación de casos de éxitos y fracasos, se pretende que las
ideas aquí vertidas, se conviertan en impulsoras de un cambio interno en las
empresas latinoamericanas hacia un auténtico ciclo virtuoso de la productividad,
que les permita desafiar el avasallador avance del dragón chino y competir así
dignamente en el nuevo entorno mundial. En el último capítulo se hace un llamado
a crear un vínculo verdadero con las universidades del país, a realizar proyectos
conjuntos en los que se aplique conocimiento y de ser posible se genere. Que no
se explote más el tiempo de los jóvenes profesionistas, sino su capacidad de
crítica, su creatividad, sus conocimientos actualizados y propuestas novedosas.
Creo sinceramente, -y esto es más que una creencia, una experiencia personal -
que una actitud positiva y el firme deseo de mejorar continuamente, es capaz de
superar cualquier rezago económico, tecnológico o cultural.
La transición del actual círculo vicioso a un ciclo virtuoso de alta productividad, está repleto de baches y caminos sin salida. En este texto se
busca prevenir sobre estos, facilitando así el trayecto de aquellos quienes están
dispuestos a recorrerlo, a pesar de la dificultad y frustraciones que implica

emprender un proyecto de esta magnitud. Por último, espero que la obra resulte
amena y quiero desearles que disfruten tanto como yo, asumiendo el reto que
implica desafiar a la naciente potencia del siglo XXI, el gran dragón chino y
creando ese modelo que transforme el círculo vicioso en el que gira su empresa, a
un ciclo virtuoso de la productividad.
Juvencio Roldán Rivas Diciembre de 2003

Agradecimientos
Desafiar dragones chinos construyendo ciclos virtuosos de productividad es
un trabajo de equipo. A lo largo del proceso de madurez mínima necesaria, -
aunque nunca suficiente - por el que se atraviesa para atreverse a escribir un libro,
contribuyen de manera indirecta numerosas personas, sin cuya influencia y apoyo,
no sería posible lograr esta meta alguna vez. Quisiera ser capaz de mencionarlos
a todos, sin embargo debo limitarme a nombrar a aquellos cuya colaboración y
apoyo ha sido más directo y a quienes tengo más frescos en mi mente.
Mencionaré en primer lugar a mis colaboradores directos, todos ellos exalumnos y
amigos míos. Por su aportación del capítulo X, sobre la administración del cambio,
tema que aunque conozco, disto mucho de ser experto, pero que la autora sí lo es,
gracias a la Maestra Lorena Rojas Bruschetta, compañera de facultad y profesora
de la materia. A Ismael Colmenares Marroquín, joven exalumno y hoy ingeniero
industrial, quien colaboró de manera entusiasta y de gran valor en la recopilación,
análisis y redacción de la información de las técnicas de creación de escenarios.
Mención especial para David Dávila Bastida, desarrollador del programa de
METron, líder del proyecto PROMETEO, y colaborador importante en otros
proyectos del colegio. Junto a él, Emmanuel Ramos Guevara, con quien desarrollé
el mismo modelo. Christian Beiza Echeverría y Arturo Sánchez Millán,
desarrolladores del programa y el modelo para calcular el Punto de reorden y
stock de seguridad. En el mismo caso está Saúl Iván Cortés y su apoyo para el
programa EUREKA, mapa de posición innovadora de las organizaciones.
Hay muchas otras personas quienes de alguna manera han apoyado todo este
proceso de madurez, entre ellos debo mencionar a: Marcos Mastretta Zaldívar,
Herberto Rodríguez Regordosa, el Dr. Armando Rugarcía, el Lic. Alvaro de
Velasco Rivero, el Dr. Guillermo González Pomposo, y mis mejores amigos
hermanos, Juan Manuel y Carlos Lichtle. David Luna, editor de Manufactura, Juan
Carlos López Ortiz, Juan Carlos de Campo. A Beatriz Manzano de COPARMEX.
Especialmente mi agradecimiento y admiración al Dr. Alejandro Ruelas Gossi,

quien en los últimos tiempos, a través de sus consejos y valiosa amistad, me ha
proporcionado una nueva y vigorosa perspectiva de la estrategia empresarial.
Mi familia siempre ha sido un ejemplo a seguir y han estado conmigo en todos los
momentos importantes de mi vida. Por eso, gracias a todos ellos.
Gracias a todos los que lean este libro y se unan al enorme desafío de mejorar la
productividad de las PYMES nacionales y así alcanzar niveles dignos de
competitividad que se reflejen positivamente en el nivel de vida de todos los
mexicanos.
Sin la voluntad de Dios, ni siquiera habría empezado todo esto, por lo que mi
agradecimiento hacia Él es infinito.
Por último, y en el lugar especial que se merece, mil gracias a mi esposa Zamira.
Gracias por su paciencia y apoyo a lo largo del desarrollo de este proyecto.
Gracias por querer y entender a un tipo cuyos pasatiempos son buscar y leer
libros, pasar interminables horas en la internet y escribir publicaciones que tal vez
a nadie le interesan y por las que no gana un quinto más, y a quien le apasiona
impartir clases y trabajar con sus alumnos en proyectos no lucrativos. El amor que
requiere soportar a alguien con esas características es ampliamente
correspondido.
Juvencio Roldán Rivas

PRIMERA PARTE.
Decisiones estratégicas para la productividad: Vinculando la estrategia competitiva con el sistema de producción.

En el siglo XXI, no existe futuro lejano, ni inmediato, para las empresas sin
estrategia. A lo largo de mi trayectoria profesional en la industria y como consultor
y académico, he visto naufragar grandes proyectos como consecuencia de la
ausencia total de estrategia competitiva. Y no se puede culpar de esto a Michael
Porter por no escribir antes su “Estrategia competitiva”. De alguna manera, es una
práctica administrativa, que con base en la experiencia o hasta en la casualidad,
debería darse en cualquier empresa que pretenda permanecer o competir
exitosamente en el encarnizado ambiente competitivo del nuevo siglo. No
obstante, existen numerosas empresas que conscientemente desdeñan la labor
de planear estrategia y cuyos resultados se dejan ver en el transcurso de pocos
años y a veces, en meses de sus inicios de operaciones.
En la primera parte del “Ciclo virtuoso de la productividad”, se acude a la
estrategia competitiva de Michael Porter como una base sobre la que se puede
plantear aquella estrategia que, vinculada de manera integral con el sistema de
producción y más adelante con las mejores prácticas del ámbito operativo,
conduzcan a la empresa a convertir su paradigmático círculo vicioso en un ciclo
virtuoso de productividad. El primer capítulo es una mera revisión de la propuesta
de Porter con un enfoque local y que permite más adelante ligarlo con decisiones
muy técnicas, pero también estratégicas como el sistema de producción, tratado
con amplitud en el capítulo II.
La estrategia competitiva no solamente tiene importantes vínculos con
decisiones como el sistema de producción y su capacidad, sino que tiene efectos
financieros mesurables y factibles de proyectar desde que se concibe dicha
estrategia. Aspectos como el apalancamiento operativo con sus riesgos y
rendimientos, el Rendimiento sobre la Inversión (ROI) y el árbol de razones
financieras que se desprenden de este, se pueden utilizar como factores de
decisión en el establecimiento de la estrategia. Estos se visualizan claramente en
el capítulo III.

Las principales consecuencias de la capacidad del sistema de acuerdo con la
estrategia, no se aprecian sin embargo hasta el momento de la operación del
mismo, y se reflejan a través de parámetros posibles de obtener utilizando
técnicas tan tradicionales como las líneas de espera, el apoyo de los balanceos de
líneas y la magia y poder de creación de contingencias aleatorias de la simulación
y los avanzados paquetes de software de esta que hay en la actualidad como
soporte para la toma de decisiones. Este es el contenido del capítulo IV y con el
que se inicia la primera etapa del ámbito estratégico del ciclo virtuoso de la
productividad.
Evaluaciónde productividad
M ETron
El ciclo virtuoso de la productividad
Ámbito operativo
SMED
Poka-Yoke
Programación de cargas
Tecnologías dela información
y SCM
Kan-ban internoy
PREDISIS
Ishikawa y 80 -20
Mantenimientopreventivo
Administración delcambio
Desarrollo de nuevos mercados y
productos
Alianzasestratégicas y desarrollo de proveedorres
Monitoreo de estrategias(Balanced Scorecard )
Ámbito estratégico
Creación deescenarios
V inculaciónUniversidad -empresa
Elementos de vinculación
Vinculación de la Estrategia competitiva con el
Sistema de producción y la capacidad
PRIMERA
PARTE
Evaluaciónde productividad
M ETron
El ciclo virtuoso de la productividad
Ámbito operativo
SMED
Poka-Yoke
Programación de cargas
Tecnologías dela información
y SCM
Kan-ban internoy
PREDISIS
Ishikawa y 80 -20
Mantenimientopreventivo
Administración delcambio
Desarrollo de nuevos mercados y
productos
Alianzasestratégicas y desarrollo de proveedorres
Monitoreo de estrategias(Balanced Scorecard )
Ámbito estratégico
Creación deescenarios
V inculaciónUniversidad -empresa
Elementos de vinculación
Vinculación de la Estrategia competitiva con el
Sistema de producción y la capacidad
PRIMERA
PARTE

Capítulo I
Revisión de la estrategia competitiva
Sólo los tontos han hecho avances; los listos se han adaptado a lo que había, sin necesidad de inventar.
George Bernard Shaw
La productividad está estrechamente vinculada con la decisión de la estrategia
competitiva que adopte una empresa, ya que dicha decisión no solamente tiene
claras implicaciones en las estrategias de mercadotecnia que se implanten, sino que
se mantiene siempre ligada con el ámbito operativo de esta, y a su vez, la efectividad
del ámbito operativo será determinante en el éxito por adoptar una estrategia
competitiva.
Cabe mencionar que la gran mayoría de las PYMES mexicanas, carecen de una
estrategia competitiva que les permita alcanzar una rentabilidad atractiva dentro de
los sectores industriales a los que pertenecen. Muy pocas empresas llevan a la
práctica una mercadotecnia. Mucho menos logran relacionar esta con la práctica
operativa que conduzca a una alta productividad. “El empresario de habla hispana
desarrolla frecuentemente su empresa en un ambiente de especial escasez de
recursos. No debe continuar fijando sus estrategias de competencia con base en un
criterio de prueba y error; no puede darse ya este lujo.”5 Como se verá más adelante,
la estrategia competitiva adoptada tendrá que ser soportada no solamente por la
mercadotecnia y diseño de productos, sino en general por el proceso de producción,
e inclusive los sistemas logísticos y de calidad que se implanten.
En el libro “Estrategia competitiva”, Michael Porter presenta los resultados de un
exhaustivo estudio acerca del análisis de los sectores industriales y la competencia,
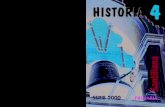
y que se ha convertido en la guía básica de los estrategas empresariales. De acuerdo con Michael Porter, existen 5 fuerzas competitivas fundamentales, que se
pueden apreciar en el siguiente diagrama y que se explica con mayor detalle en el libro
mencionado: 5 Miguel León Garza, Prólogo a la edición en español. Michael E. Porter, Estrategia competitiva.

Figura 1.1 Fuerzas que mueven la competencia en un sector industrial6
La estrategia competitiva es entonces, el emprendimiento de acciones ofensivas o
defensivas para crear una posición defendible en un sector industrial, para enfrentarse con
éxito a las cinco fuerzas competitivas y obtener así un rendimiento superior sobre la
inversión para la empresa.7
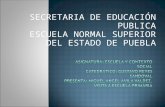
Porter, establece que las empresas pueden adoptar una a una, o en combinación, tres
estrategias genéricas, estas son:
Fig. 1.2 Estrategias genéricas
6 FUENTE: Michael Porter, Estrategia competitiva. p.24. 7 Ibid., p.55
Amenaza de nuevos ingresos
COMPETIDORES EN EL SECTOR INDUSTRIAL
Rivalidad entre los competidores
exist.
COMPETIDORES POTENCIALES
PROVEEDORES COMPRADORES
SUSTITUTOS
Poder negociador de los clientes
Amenaza de productos o servicios sustitutos
Poder negociador de los proveedores
Posición de costo bajo Exclusividad percibida por el cliente
DIFERENCIACIÓN
LIDERATO GENERAL
EN COSTOS
ENFOQUE O ALTA SEGMENTACION
VENTAJA ESTRATEGICA
Sólo a un segmento en particular
OB
JETI
VO
ES
TRA
TEG
ICO
Todo un sector industrial

El liderato en costos es una estrategia que de manera natural adopta aquella
empresa que introduce un producto o servicio novedoso en el mercado. Ser
pionero constituye un enorme riesgo, requiere de una gran inversión de tiempo y
dinero mientras los consumidores se familiarizan con el producto y lo aceptan. Sin
embargo, ser el primero permite alcanzar un posicionamiento inicial, que conlleva
a su vez a alcanzar en el mediano plazo economías de escala y poder vender así
a bajo precio. El introductor de nuevos productos tiene muy poca competencia al
principio, esta situación podría permitirle vender a precios altos con márgenes de
utilidad elevados, aunque regularmente y en aras de alcanzar economías de
escala, prefiere vender volúmenes altos a precios bajos. El precio bajo es también
una estrategia disuasiva para que el sector resulte menos atractivo a posibles
competidores.
Producir altos volúmenes con bajos costos de producción implica, en muchos
casos, una infraestructura de producción en serie, alto nivel de automatización y
compras de materiales en altos volúmenes. Cabe aclarar que altos volúmenes de
producción no están peleados con la calidad, pero sí en la mayoría de los casos,
con la diversidad. En el capítulo II se establece la relación de la estrategia con las
capacidades de producción y su efecto financiero. El que adopta esta estrategia
debe poner un gran empeño en la ingeniería de procesos; la velocidad de estos le
permite mantener el liderazgo en costos.
Diversas empresas armadoras de vehículos utilizan esta estrategia al ofrecer
vehículos compactos, en los que el principal atractivo es su costo bajo, y el factor
de decisión del comprador es el precio.
Si alguna empresa (retador) decide ingresar a un sector industrial en el que ya
está posicionada una empresa con precio bajo (defensor). ¿Sería factible utilizar la
misma estrategia de liderazgo en costo? Puede intentarlo, introduciendo su marca
en promociones con un precio mínimo en porcentaje más barato que el líder. Pero

la respuesta del líder no se hará esperar. De inmediato puede bajar más aún sus
precios, dada la ventaja de liderato en costos que le permiten su economía de
escala y su posicionamiento en el mercado. De tal modo que puede desatarse una
guerra de precios en las que el beneficiado temporalmente será el consumidor y
finalmente el retador saldrá derrotado, ya que no es capaz aún de alcanzar una
economía de escala como el defensor. Para el defensor la situación le resultará
molesta y reducirá sus márgenes temporalmente, pero finalmente vencerá.
¿Cuál debería ser la estrategia a utilizar entonces por el retador?
Una alternativa viable es la diferenciación. La diferenciación puede darse de
múltiples formas: diseño o imagen de marca, en tecnología, características muy
particulares, servicio al cliente, etc. En nuestro país, una empresa que en aquellos
años no alcanzaba la categoría de economía de escala, logró entrar al mercado de
los pañales desechables, dominado por Kimberly Clark, con los pañales del
resortito. Otra de yogurt, ingresó con el yogurt para beber cuando Danone
ostentaba ya un posicionamiento de marca. Aunque las nuevas marcas retadoras
eran más caras, dado que no podían competir con precio con las ya posicionadas
y los esfuerzos de desarrollo de producto requieren de fuertes inversiones, el
mercado las acogió de inmediato ya que percibió la diferencia de las ya existentes.
En ambos casos no sólo lograron obtener una participación de mercado, sino que
el mercado creció también para los que ya estaban. Aunque los líderes en costos
hubiesen decidido bajar precios, no hubiesen impedido el ingreso de los retadores,
ya que los mercados no adquirieron los nuevos productos por precio, sino por ese
nuevo factor de diferenciación. En el diagrama de la figura 1.3 se puede apreciar
el fenómeno. Por supuesto, los retadores con productos diferenciados alcanzan
rara vez a vender los volúmenes altos del líder en costos, ya que su producto es
más caro, pero usualmente se llevan un mayor margen de utilidad. Estas razones
se explican con mayores detalles en el siguiente capítulo, en donde se aborda el
tema del Rendimiento sobre la inversión y el análisis DuPont. El líder en costos no
se siente agredido, ya que aunque es el mismo producto, la estrategia es diferente

y su respuesta será menos violenta. En el mediano plazo, si las patentes no son
una restricción, el líder tratará de ofrecer el mismo producto diferenciado al mismo
costo, aunque para entonces, el retador ya logró posicionarse en el mercado y es
posible inclusive, que intente también, gracias al posicionamiento ya adquirido,
competir con un producto igual al del líder de bajo costo, pero al mismo precio, de
tal modo que los consumidores que conocieron su producto diferenciado tengan la
alternativa de comprar productos de la misma compañía y de precio más bajo. No
es sencillo llegar a esta situación, se puede perder el posicionamiento obtenido al
abaratar la marca, regularmente es más apropiado lanzar el nuevo producto de
bajo precio con un nombre muy diferente al del producto diferenciado y más
costoso, y como se verá más adelante, es necesario también que las instalaciones
de producción sean diferentes y en algunos casos se ubiquen en otro sitio.
Figura 1.3. Las respuestas de los consumidores y del líder en costos ante estrategias del retador.
Se beneficia temporalm entepor la guerra de precios,
pero finalmente se queda con lo mismo.
Estrategias competitivas
Empresa líder en costos
Ofrece preciomás bajo que el l íder
Ofrece productodiferenciado a precio
mayor que el líder
Vuelve a bajar precio. Desata guerra de precios
Baja más sus precios, sus volúmenes le permiten
vender a bajo precio
Adquiere nuevo producto por precio bajo
Consumidor
Se sostiene abajo el tiempo necesario
No resiste la guerra de precios y se retira
Adquiere nuevo producto por aspectos
diferenciados
Baja sus precios, intentando frenar el
ingreso del competidor
Los que buscan preciosiguen al líder, otros adquieren
el nuevo producto
Se posiciona en el mercado con su
producto diferenciado
Los consumidores tienenmás alternativas
Empresaretadora
Se beneficia temporalm entepor la guerra de precios,
pero finalmente se queda con lo mismo.
Estrategias competitivas
Empresa líder en costos
Ofrece preciomás bajo que el l íder
Ofrece productodiferenciado a precio
mayor que el líder
Vuelve a bajar precio. Desata guerra de precios
Baja más sus precios, sus volúmenes le permiten
vender a bajo precio
Adquiere nuevo producto por precio bajo
Consumidor
Se sostiene abajo el tiempo necesario
No resiste la guerra de precios y se retira
Adquiere nuevo producto por aspectos
diferenciados
Baja sus precios, intentando frenar el
ingreso del competidor
Los que buscan preciosiguen al líder, otros adquieren
el nuevo producto
Se posiciona en el mercado con su
producto diferenciado
Los consumidores tienenmás alternativas
Empresaretadora

En muy pocas ocasiones puede ingresar un retador a un mercado en el que ya
algún defensor está posicionado como líder en costos, pero se puede dar cuando
el retador cuenta con un gran soporte financiero, como es el caso de Unefón, cuya
estrategia es claramente de bajo precio y compite contra empresas de telefonía
celular y fija ya posicionadas en el mercado con varios años de anticipación, pero
que pertenece al grupo de Electra y por lo tanto su respaldo financiero y de
infraestructura es enorme. No es este el caso de la mayoría de las pequeñas y
medianas empresas nacionales.
La última estrategia genérica consiste en enfocarse en un grupo de compradores
en particular, en un segmento de la línea del producto, o en un mercado
geográfico. La estrategia de enfoque o alta segmentación, se basa en la premisa
de que la empresa puede así servir a su estrecho objetivo estratégico con más
efectividad que los competidores que compiten en forma más general.8 Esta
estrategia es la de los fabricantes europeos de autos deportivos como Ferrari. El
yogurt dietético (light) y los pañales para adultos incontinentes, son ejemplos de
productos hechos para supersegmentos de mercado. Obviamente, son más
costosos, ya que su mínima participación de mercado nunca permite reducir los
costos de producción de manera sustancial. Los compradores sin embargo, lo
valoran y están dispuestos en muchos casos a pagar bien la diferencia por esos
productos hechos a la medida de sus necesidades; margen de utilidad a cambio
de volumen. Esta estrategia requiere también de considerables esfuerzos de
mercadotecnia y de ingeniería de producto, sin descuidar por ello tampoco
aspectos como los costos de producción, ya que el consumidor puede seguir
siendo sensible a grandes diferencias de precio. En algunos casos sin embargo,
un enfoque conlleva a producir a costos muy bajos, dado el nivel de
especialización que se llega a alcanzar.
8 Ibid., p.59

Como se puede apreciar, es una estrategia muy adecuada también para no entrar
a un sector a competir exclusivamente con bajos costos. La creatividad es la
habilidad más preciada cuando se pretende competir con esta estrategia.
En el sitio web encontrará los hipervínculos que lo conducirán al sitio de el Instituto para la
estrategia y la competitividad de la Escuela de negocios de Harvard, en el que está montado parte
del interesante trabajo que Michael Porter lleva a cabo actualmente.
Estrategia genérica Habilidades y recursos necesarios
Requisitos organizacionales
comunes Liderazgo total en costos Inversión
constante y acceso a capital Habilidad en ing.
De proceso Supervisión
intensa de mano de obra Productos
diseñados para facilitar su fabricación
Sistemas de distribución de bajo costo
Rígido control de costos Reportes de control frecuentes y
detallados Organización y
responsabilidades estructuradas Incentivos basados en alcanzar
objetivos cuantitativos
Diferenciación Fuerte habilidad en comercialización Ing. Del producto Instinto creativo Fuerte cooperación de los canales de distribución
Fuerte coordinación entre
las funciones de I y D, desarrollo
del producto y comercialización
Mediciones e incentivos
subjetivos en vez de medidas
cuantitativas
Fuerte motivación para
allegarse de trabajadores
altamente capaces, científicos o
gente creativa.
Enfoque o alta
segmentación
Combinación de las
capacidades anteriores
dirigidas al objetivo estratégico
particular
Combinación de las políticas
anteriores dirigidas al objetivo
estratégico particular
Fig. 1.4 Otros requisitos de las estrategias genéricas
Algunas compañías cambian de estrategia sin darse cuenta de ello. Sus productos
diferenciados originalmente, terminan convirtiéndose en productos de bajo costo, y

en muchos casos, no son capaces de competir ya ni en costo. En nuestro país hay
numerosos casos de empresas de todo tamaño que desaparecen o apenas
sobreviven porque carece de una estrategia. Con el tiempo, los aspectos
diferenciadores tienden a diluirse, ya que otras compañías toman la misma idea.
La diferenciación es sumamente efímera. Una estrategia diferenciadora o de
enfoque debe soportarse en un esfuerzo consistente de innovación.
Cambiar de una estrategia a otra implica muchos riesgos, pero también, cuando
ya no hay mucho que perder y la situación se torna desesperada, estos deben
asumirse. El riesgo más grande es el de perder un posicionamiento en el mercado
meta, de tal modo que el producto ya no satisfaga las necesidades de dicho
mercado y no le resulte atractivo a ningún otro.
Es muy factible sin embargo y como ya se mencionó anteriormente, que una
empresa cuente con varias líneas de productos que compiten cada uno con su
propia marca y estrategia; siempre y cuando estén perfectamente bien delimitadas
las diferencias y los procesos productivos permitan esta diversidad.
Como se puede entender hasta esta parte, “diversidad” es otra palabra clave.
Cualquier empresa que pretende ingresar a un sector industrial competido o
sobrevivir rentablemente en este, necesita ofrecer productos diferenciados o
enfocados. En la medida que se cuenta con una gama más amplia de productos,
se tienen más posibilidades de reducir costos al utilizar mejor la capacidad
instalada y los insumos, así como de ampliar el abanico de consumidores. Se
habla ya inclusive del marketing uno a uno, en el que se pretende ofertar
productos hechos a la medida de las necesidades y gustos de cada consumidor.
El cómo lograr este objetivo sin incurrir en altos costos operativos se conoce como
“Smart customization”. En el capítulo correspondiente a las tecnologías de la
información se menciona la manera en que las grandes empresas están
alcanzando esta estrategia y cómo vincularla con el ámbito operativo. En cuanto al
problema de la capacidad instalada, se analiza en el capítulo siguiente.

Diversidad es, a pesar de todo, una palabra que aterra a la mayoría de los
empresarios. Analizaremos brevemente las razones por las que existe esta
percepción negativa:
Diversificarse implica, en primer lugar, realizar un enorme
esfuerzo de creatividad. Diseñar productos diferentes o para
necesidades muy particulares, requiere investigación y vocación de
satisfacción del cliente.
No es factible producir grandes volúmenes de varios
productos diversificados. Ya que el equipo de producción para altos
volúmenes es muy costoso, no es rentable adquirir estos equipos
para producir pequeños volúmenes. Por lo tanto la utilización de los
equipos disminuye y así el rendimiento obtenido de estos. En el
capítulo II se profundiza más en el tema.
Una gran diversidad de productos requiere de un sistema
logístico capaz de suministrar múltiples números de parte para cada
producto. Diversos números de parte serán compartidas por todos
los productos, pero muchos otros no.
Asegurarse de la calidad de todos los productos diversificados
es difícil y costoso. La estandarización facilita y abarata los procesos.
Pero esta estandarización se dificulta en forma directamente
proporcional al número de productos ofertados.
Superar los obstáculos mencionados para lograr una diversificación que permita adoptar
con éxito una estrategia competitiva determinada, requiere de la implantación de las
mejores prácticas de manera sistemática. La característica básica de un sistema de
producción que soporte una alta diversidad, es la flexibilidad del proceso. El nombre lo
dice todo. Un proceso flexible es aquel que se adapta con facilidad a los cambios.

Como se puede apreciar en el diagrama que representa nuestro modelo general,
se deben integrar los elementos del ámbito estratégico con los del ámbito
operativo. En muchas de las empresas en las que existe una estrategia
competitiva determinada, ésta se queda en el plano estratégico, ya que son
incapaces de trasladarla a las operaciones. El propósito de este libro y del modelo,
es proporcionar una guía que le permita al directivo aterrizar su estrategia en el
área operativa, evaluarla y pasar de nuevo al ámbito estratégico, cerrando así un
ciclo virtuoso de productividad.
En la mayoría de los casos, el directivo se encuentra con sistemas de producción
en funcionamiento. No tiene opción de elegir maquinaria o siquiera una
distribución de planta, sino que debe de adaptarse a lo que ya tiene, y del mismo
modo revisar sus estrategias e integrar sus elementos a lo operativo. El sistema
de producción y la capacidad existente no son factores sencillos de modificar, a
pesar del obligado proceso de cambio y modernización que exige cualquier sector
industrial; sin embargo, no deben ser un obstáculo infranqueable. En el siguiente
capítulo se analizan los factores relacionados con este problema y se propone un
modelo que conduzca a la productividad, articulando la estrategia competitiva con
el sistema de producción y la capacidad instalada.
Quiero invitar a mis lectores a pensar respuestas a las siguientes preguntas:
a) ¿Cuál es la estrategia competitiva que recomienda adoptar a un pequeño confeccionista de
ropa, cuyo proceso está basado en numerosas máquinas de coser y no goza de un
posicionamiento de marca?
b) ¿Qué estrategia debería seguir una empresa fabricante de focos que en los últimos años
ha perdido mercado ya que ha pretendido atacar varios mercados diversificados y sus
equipos de producción están diseñados para producir altos volúmenes?

Capítulo II
Los sistemas de producción y el vínculo con la estrategia competitiva
La estrategia no tiene plazo establecido, y en esta era,
podemos afirmar que su horizonte es de plazo más corto que las decisiones operativas relacionadas con los procesos.
Guillermo Bilancio
En los siguientes 3 capítulos se aborda la problemática de la capacidad del
sistema y se vincula con la estrategia competitiva desde 3 enfoques:
El tipo de sistema de producción y el nivel de automatización del
proceso.
La perspectiva financiera de la decisión de capacidad del sistema.
Los efectos de la capacidad en parámetros específicos de
productividad y la distorsión ocasionada por los eventos aleatorios.
Todos estos enfoques nos conducirán a las mismas conclusiones, sin embargo
vale la pena observar cómo cada problema se puede visualizar de diferentes
formas, todas relacionadas entre sí.
Tipos de sistemas de producción.
De manera genérica, los sistemas de producción se pueden clasificar en 4 tipos
principales de acuerdo con las características que se describen en la siguiente
tabla:
Características Flujo
continuo
Línea de
ensamble
Flujo de lotes Taller de
procesos Diversidad de
productos Nula Baja Media Alta

Volumen de
producción Enorme Alto Medio Bajo
Equipo de producción
Especializado Especializado
De propósito
general, pero semiautomatizado
De propósito
general
Mano de obra General General General Calificada
Flujo de
materiales
Fijo, sin
ninguna
flexibilidad
Fijo, con poca
flexibilidad
Definidos pero
flexibles
Totalmente
variables
Equipo de
manejo de materiales
De trayectoria
fija De trayectoria fija
De trayectoria
variable
De trayectoria
variable
Inversión Enorme Alta Regular Baja Niveles de
inventarios en proceso
Muy bajos Bajos Regulares a altos Bajos
Ejemplo Petroquímica,
Cementera
Ensambladora de
autos
Fábrica de
muebles,
Electrodomésticos,
Autopartes.
Taller de
máquinas-
herramientas
Tabla 2.1 Características de los 4 sistemas de producción genéricos
El tipo de sistema de producción de una compañía manufacturera, es
consecuencia de la evolución de la demanda, más que de una decisión planeada.
Es decir que, las que hoy son grandes empresas de flujo continuo o líneas de
ensamble, en un inicio fueron variantes de talleres de procesos. Por ejemplo, John
Pemberton, el creador de la fórmula original de la Coca-Cola, elaboraba sus
primeros lotes de lo que hoy conocemos como esa bebida refrescante en una vieja
olla de menos de un metro de diámetro, en la que también elaboraba lotes de
otros productos medicinales, ya que Coca-cola fue creado en un inicio como
producto medicinal. Pemberton mezclaba sus ingredientes en esta olla, hervía,
vaciaba en barriles y lavaba su olla para después elaborar en esta algún otro
producto. La olla le servía para elaborar una gran diversidad de productos
medicinales, aunque en pequeños volúmenes. Cuando la demanda de su bebida
creció, sustituyó dicha olla por una de mayor capacidad, que le permitía elaborar

volúmenes más altos del líquido. Para que la olla de mayor volumen pudiera
servirle para elaborar otros productos, tenía que hacerle muchas adaptaciones
que le tomaban largo tiempo. Años después, cuando Asa Candler adquirió la
fórmula y los derechos de explotarla, evolucionó el proceso a las líneas de
embotellado, que son el antecedente directo de los procesos actuales9. Algo
similar le ocurrió a Henry Ford, cuyo proceso evolucionó de un simple taller en el
que era posible fabricar desde sillas metálicas hasta un automóvil. Al crear las
líneas de ensamble de producción en serie, redujo la diversidad de su negocio,
pero a su vez también los tiempos de ensamble de los automóviles y con ello los
costos de producción, desplazándose con el tiempo a la categoría de economía de
escala.
Algo muy similar puede ocurrir en la industria panificadora. Podemos encontrar el
caso de una pequeña panadería, en la que los panaderos (a quienes por el grado
de experiencia y conocimiento del oficio podemos considerar artesanos o mano de
obra calificada) y utilizando herramientas rudimentarias, como rodillos, mesas de
trabajo, espátulas, duyas, cernidores, moldes, algún horno de gas o leña, etc.,
elaboran una gran variedad de piezas de pan, desde bolillo a una enorme
diversidad de pan de dulce. Esta panadería puede evolucionar para elaborar
mayores volúmenes al adquirir máquinas laminadoras, batidoras industriales,
frigoríficos y un moderno horno rotatorio de varias charolas, con lo cual alcanza
cierto nivel de mecanización de sus procesos, dependiendo así menos de la mano
de obra calificada para producir mayores volúmenes. En este caso puede
mantener aún su diversidad de productos. Sin embargo, es posible alcanzar un
grado total de automatización. Conozco el caso de una empresa panificadora que
adquirió una enorme máquina italiana para producir bolillo, capaz de fabricar
200,000 piezas diarias. Por supuesto, no puede producir más que bolillos. El
elevado nivel de especialización de esta maquinaria anula totalmente la
diversidad. Los costos variables se reducen en una gran proporción, aunque
conlleva otros riesgos que se analizarán más adelante. La máquina de “Ciro
9 Mark Pendergrast, Dios, Patria y Coca-Cola. p. 32.

Peraloca” , en la cual se vacían las materias primas por un lado, y por el otro se
obtiene el producto terminado, puede existir, no obstante se presentan claras
desventajas con estos procesos continuos.
El sistema de producción queda así estrechamente ligado a la demanda. La
evolución del Taller de procesos al Flujo continuo es consecuencia del crecimiento
de la demanda. Sin embargo y como se analizará más adelante, esta evolución
del sistema tiene ventajas y riesgos. Un elevado nivel de especialización del
equipo conlleva en la mayoría de los casos a una reducción total de la flexibilidad
del proceso y diversidad de la oferta, aunque también contribuya por el otro lado a
alcanzar economías de escala.
Es muy factible que en una empresa coexistan un sistema de producción de flujo
de lotes con líneas de ensamble, ya que estas requieren con frecuencia de cierto
nivel de integración vertical, que les proporciona la producción a través de equipos
de propósito general semiautomatizados, como es el caso de fábricas de
electrodomésticos, automotrices, electrónicos, autopartes y maquiladoras textiles.
En el proceso de fabricación de los rodamientos, las tasas y conos se fabrican en
su totalidad en tornos automáticos (que se consideran equipos de propósito
general semiautomatizados), hornos de tratamientos térmicos y rectificadoras,
para que al final, sean canalizados por tipo a la línea de ensamble
correspondiente. En la fabricación de lavadoras y refrigeradores, se manufacturan
los gabinetes dentro de la misma planta en prensas, se sueldan en soldadoras por
chispa de propósito general, pero a las que se les cambian los dispositivos de
sujeción cada vez que se produce algún tipo de producto ligeramente diferente, y
luego pasan por una cabina de pintura. A unos metros se encuentran las líneas de
ensamble. Estas son compartidas en algunos casos por varios tipos de lavadoras,
pero algunas requieren de líneas de ensamble propias y diferentes a las de otros
tipos. Los sistemas de producción de flujo de lotes en combinación con líneas de
ensamble otorgan un nivel de flexibilidad muy adecuado. No obstante, tienen
como inconveniente en muchos casos que se tiende a acumular altos niveles de
inventarios en proceso, dada su naturaleza básica de producir lotes. En este libro

se proporciona un modelo compuesto de una serie de herramientas con las que se
puede aprovechar la flexibilidad de este sistema a un costo muy bajo, logrando
así importantes incrementos en la productividad.
Fig. 2.1 Relación entre volúmenes y flujo de proceso por sistema de producción
En el mismo sentido que en el capítulo anterior, se puede afirmar que si un
sistema de producción está diseñado para producir altos volúmenes de producción
a un bajo costo y con una diversidad muy baja, contribuye a soportar una
estrategia competitiva basada en el liderato en costos. Mientras que sistemas de
producción de tipo flujo por lotes en coexistencia con líneas de ensamble, son más
adecuados para soportar estrategias basadas en la diferenciación o la alta
segmentación y en muchos casos las dos a la vez, dada la posibilidad que ofrecen
estos sistemas de producir mayor diversidad en volúmenes medianos con costos
competitivos.
Taller deprocesos
Flujo de lotes
Línea deensamble
Flujocontinuo
Flujo revuelto
Mezclado conflujos dominantes
Flujo lineal
Flujo continuo oautomatizado
Bajo volumen -Muchos productos
Alto volumen -varios productos
Volumen muy alto -Un producto
Taller deprocesos
Flujo de lotes
Línea deensamble
Flujocontinuo
Flujo revuelto
Mezclado conflujos dominantes
Flujo lineal
Flujo continuo oautomatizado
Bajo volumen -Muchos productos
Alto volumen -varios productos
Volumen muy alto -Un producto

Capítulo III
La capacidad del sistema, riesgos y beneficios. La grandeza es sólo una de las
sensaciones de la pequeñez Winston Churchill
El sistema de producción y el apalancamiento operativo. Como se ha podido apreciar hasta esta parte, la elección de un equipo o
sistema completo de producción está estrechamente vinculada a la estrategia
competitiva que se adopte. Pero también, como es de suponerse, la elección del
sistema tiene claras implicaciones financieras que se analizarán en este capítulo.
Se conoce como grado de apalancamiento operativo a la relación en la que un
cambio muy pequeño en el volumen puede producir un incremento porcentual muy
grande en utilidades. El grado de apalancamiento operativo está basado en las
variables del modelo genérico del análisis del punto de equilibrio:
Costos fijos. Tales como: renta o costo de oportunidad de los
inmuebles, sueldos de los administrativos, servicios, seguridad,
salarios de trabajadores de base y para efectos del análisis de
apalancamiento operativo, principalmente la depreciación de los
activos fijos, que en la empresa manufacturera están representados
en su mayoría por la maquinaria o el equipo de producción.
Costos variables. El más representativo es el costo por materias
primas y partes. Depende claramente del volumen producido. Si no
hay producción no se adquieren materiales y por lo tanto no hay costo
variable. La mano de obra puede ser un costo variable en los casos en
que hay plantillas de trabajadores eventuales de los que se busca
prescindir de acuerdo a las variaciones estacionales de la demanda.
De este modo, la cantidad de mano de obra está en función del
volumen de producción. En la medida que los sistemas son más
automatizados, existe una dependencia menor de la mano de obra,

así como el requerimiento de especialización de esta , y por lo tanto
su costo.
Precio. Se va a considerar igual para las tres alternativas del ejemplo,
aunque cabe aclarar que la empresa que tiene costos variables más
bajos podría disminuir ligeramente sus precios con el fin de conseguir
una ventaja competitiva e incrementar sus ventas.
Costo total. Que es la suma de costos fijos más los costos variables
para una cantidad dada.
Ingreso. El cual es producto del precio por la cantidad.
En la figura 3.1 se pueden apreciar 3 casos:
Empresa A. Esta es una empresa en la que la maquinaria está ya muy
depreciada, o bien, es poco costosa; podría ser equipo de propósito general, de tal
modo que sus cargos anuales por depreciación son bajos, lo que lleva a su vez a
que los costos fijos sean también bajos comparados con los costos fijos de las
otras empresas. Sin embargo, sus costos variables son altos, también
comparados con los de las otras empresas. Es decir que depende mucho de mano
de obra, tal vez calificada. Su desperdicio de materiales es alto, e incrementos en
su volumen de producción conllevan también a mayores consumos de energía.
Mantiene a pesar de todo un mismo precio de venta que las otras empresas.
Empresa B. Su base de costos fijos es del doble que la de la empresa A. Es decir
que seguramente tiene equipo de producción más costoso, tal vez de propósito
general pero semiautomatizado, combinado con líneas de ensamble, o
simplemente equipo más moderno y que por lo tanto aún causa una mayor
depreciación. De este modo sus costos variables son más bajos, es decir que

depende menos de mano de obra aunque incremente sus volúmenes de
producción, al igual que puede desperdiciar menos material.
Empresa C. Esta es una empresa que cuenta con equipo muy automatizado o
más moderno. Tal vez especializado. Su depreciación anual es muy alta y se
refleja claramente en su base de costos fijos. Pero sus costos variables son
bastante más bajos que los de la empresa A. Es muy lógico que desperdicie
mucho menos material y depende en un mínimo de la mano de obra, a la vez que
los modernos equipos consumen menos energía a pesar de producir volúmenes
altos.
En la figura 3.1 se puede observar el ingreso en operación de cada empresa
considerando diferentes escenarios. Obsérvese cómo una base de costos fijos
más elevada desplaza el punto de equilibrio más hacia la derecha, es decir que en
los escenarios de bajo volumen de ventas se requiere de mayores ventas para
alcanzar su punto de equilibrio. Con ventas bajas, la empresa C puede trabajar
con severas pérdidas, mientras que para A y B hay utilidades, aunque sean bajas.
Sin embargo, en la medida que los escenarios cambian y la demanda se
incrementa, los ingresos en operación de B y C se incrementan en una buena
proporción con respecto a los de A. Las razones son bastante obvias. La
pendiente de los costos variables es menos inclinada que la de A y una vez que B
y C alcanzan el punto de equilibrio, el área de ganancias se ensancha en mayor
proporción.


Fig. 3.1 Fuente: Weston, Copeland, Finanzas en administración, Vol. I. p. 229
Empresa A
Precio de venta: 2.00$ Costos fijos: 20,000$ Costos variables: $ 1.50 Q
Unidades vendidas (Q) Ventas Costos
Ingreso en operación
20,000 40,000$ 50,000 10,000-$ 40,000 80,000$ 80,000 -$ 60,000 120,000$ 110,000 10,000$ 80,000 160,000$ 140,000 20,000$
100,000 200,000$ 170,000 30,000$ 120,000 240,000$ 200,000 40,000$ 200,000 400,000$ 320,000 80,000$
Empresa B
Precio de venta: 2.00$ Costos fijos: 40,000$ Costos variables: $ 1.20 Q
Unidades vendidas (Q) Ventas Costos
Ingreso en operación
20,000 40,000$ 64,000 24,000-$ 40,000 80,000$ 88,000 8,000-$ 60,000 120,000$ 112,000 8,000$ 80,000 160,000$ 136,000 24,000$
100,000 200,000$ 160,000 40,000$ 120,000 240,000$ 184,000 56,000$ 200,000 400,000$ 280,000 120,000$
Empresa C
Precio de venta: 2.00$ Costos fijos: 60,000$ Costos variables: $ 1.00 Q
Unidades vendidas (Q) Ventas Costos
Ingreso en operación
20,000 40,000$ 80,000 40,000-$ 40,000 80,000$ 100,000 20,000-$ 60,000 120,000$ 120,000 -$ 80,000 160,000$ 140,000 20,000$
100,000 200,000$ 160,000 40,000$ 120,000 240,000$ 180,000 60,000$ 200,000 400,000$ 260,000 140,000$
0 20 40 60 80 100 120
40
80
120
160
200
240
Ingresos
Costos totales
Costos fijos
Unidades (Q)
Ingr
esos
y c
osto
s
0 20 40 60 80 100 120
40
80
120
160
200
240
Ingresos
Costos totales
Costos fijos
Unidades (Q)
Ingr
esos
y c
osto
s
240
0 20 40 60 80 100 120
40
80
120
160
200Ingresos
Costos totales
Costos fijos
Unidades (Q)
Ingr
esos
y c
osto
s

¿Qué empresa es mejor, A, B o C?
Tal vez todos coincidan en que depende totalmente del escenario. El problema es
que no podemos cambiar nuestros sistemas dependiendo de los cambios de
escenarios, sino que una vez tomada una decisión en cuanto al sistema de
producción se tendrán que afrontar las consecuencias durante mucho tiempo, o
abandonar el negocio con severas pérdidas. Más bien es una función de la
evolución de la demanda, como se dijo al principio del capítulo. Sin embargo en
muchos casos puede ser cuestión de estilos, ya que el apalancamiento operativo
es una demostración más de la regla dorada de las finanzas, la regla “Riesgo-
Rendimiento”, que se puede apreciar en la siguiente figura.
Fig. 3.2 Relación Riesgo-Rendimiento
La empresa A tiene un bajo nivel de apalancamiento operativo, es decir que en un
escenario pesimista obtiene lo suficiente para sobrevivir y más, pero sus ingresos
son bajos en escenarios optimistas. Su nivel de riesgo es bajo, como sus
rendimientos.
La empresa B tiene un grado de apalancamiento operativo más alto, es decir que
en escenarios de bajas ventas puede perder, sin embargo en escenarios buenos
obtiene una mayor rentabilidad.
R
σ

La empresa C afronta graves pérdidas en escenarios de bajas ventas, pero sus
ingresos son mucho más satisfactorios en los buenos escenarios y podría
inclusive bajar sus precios para sacar a los competidores del mercado.
Puede decirse que la decisión es más cuestión de estilo, porque hay empresarios
que les gusta el riesgo, tienen un estilo agresivo y están dispuestos a asumirlos a
cambio de altos rendimientos. Hay empresarios conservadores que manifiestan
una visible aversión al riesgo y prefieren inversiones más seguras, aunque de bajo
rendimiento. No hay mejores ni peores. Lo cierto es que independientemente de
los estilos, lo mejor es llevar a cabo un minucioso estudio de capacidades y
escenarios probables como se sugiere más adelante. La decisión de incrementar
la capacidad del sistema, debe sujetarse a la evolución de la demanda y la
posición de la empresa en el mercado. Sin embargo, la decisión de no crecer
puede conducir a la desaparición de la empresa ante el crecimiento de los
competidores que sí decidieron aprovechar la evolución del mercado.
Midiendo la rentabilidad de la estrategia y su control, a través del rendimiento sobre la inversión (ROI) y la técnica de análisis DuPont.
El grado de apalancamiento operativo funciona como un indicador del riesgo y
rendimiento asociados al nivel de automatización o modernización del sistema de
producción para diversos escenarios de demanda, lo cual es un importante factor
en algunos momentos decisivos, ubicados principalmente cuando se diseña dicho
sistema de producción. Un indicador eficaz para monitorear la congruencia entre la
operación y la estrategia competitiva es, sin lugar a dudas, el Rendimiento sobre la
inversión (ROI) y el árbol de razones financieras que lo conforman.
Desde un enfoque cuantitativo, el objetivo primario de un buen estratega o
administrador de operaciones debe ser buscar el incremento constante y
sistemático del ROI. Cuando se menciona que es un objetivo tanto del estratega,
como del administrador de operaciones, es porque las decisiones de ambos, en

momentos específicos, tendrán un profundo impacto en el mencionado indicador
de desempeño.
Para entender mejor el porqué de la anterior aseveración, primero conviene ver y
entender el siguiente diagrama, en el que se aprecia la composición del ROI.
Fig. 3.3 Sistema du Pont de análisis financiero 10
El ROI es un producto de la rotación de la inversión por el margen de utilidad.
Como se mencionó en el anterior capítulo, la estrategia de liderato en costos está
basada en altos volúmenes de ventas, lo cual implica que al menos debería estar
soportado en una alta rotación de la inversión, en cada uno de los componentes
de esta. Aunque por un lado se sacrifique el margen de utilidad, el mantener una
elevada rotación de inversión asegura un ROI atractivo para los inversionistas. Es
el caso de negocios de muy alta rotación y bajo margen de utilidad, como el pan,
alimentos y bebidas y autos compactos.
10 Weston, Copeland, Finanzas en administración, Vol. I. p. 240
Rendimiento Sobre la Inversión
(ROI)
Rotación de
la inversión
multiplicado por
Ventas
Inversióntotal
Margen de utilidad
Utilidades netas en
operación
Ventas
dividido entre
dividido entre
Costo deventas
Ventas
menos
Inversiónperm anente
Capital de
trabajo
más
Costo deventas
Gasto deventas
Gastos deadministración
más
más
Inventarios
Cuentas porcobrar
Efectivo
más
más
=Rendimiento Sobre la Inversión
(ROI)
Rotación de
la inversión
multiplicado por
Ventas
Inversióntotal
Margen de utilidad
Utilidades netas en
operación
Ventas
dividido entre
dividido entre
Costo deventas
Ventas
menos
Inversiónperm anente
Capital de
trabajo
más
Costo deventas
Gasto deventas
Gastos deadministración
más
más
Inventarios
Cuentas porcobrar
Efectivo
más
más
=

En el caso de aquellas empresas cuya estrategia competitiva es la diferenciación o
la alta segmentación, la rotación de la inversión no es tan alta, dado que los
volúmenes de producción son más bajos al estar dirigidos a mercados
especializados o que buscan la diferenciación, sin embargo, los márgenes de
utilidad son mayores. Finalmente una vez más, el producto de ambas razones
conlleva a un ROI atractivo para los inversionistas.
El estratega debe estar consciente de estas relaciones y considerarlas en el
momento de establecer la estrategia competitiva. La ausencia de dicha estrategia
redundará en un ROI muy bajo.
El hecho de que una estrategia esté basada en un alto margen de utilidad no
implica que la empresa se resigne a mantener una baja rotación de la inversión. A
pesar de la naturaleza del negocio, debe esforzarse por vender más y por otros
medios incrementar la razón de rotación. Por el otro lado, tener una rotación alta
por la propia naturaleza del negocio, no está peleado con el esfuerzo por reducir
costos de operación para tratar de mejorar los márgenes de utilidad. Ambos
esfuerzos deben ser obligados, siempre y cuando no se desvíen de la estrategia
planeada y se despersonalice la marca, haciendo que pierda su posicionamiento
en el mercado.
Es en estos esfuerzos en donde el administrador de operaciones juega un rol
importante. El administrador de operaciones puede utilizar el diagrama du Pont
como una guía y monitor de control a la vez, para incrementar el ROI.
Erróneamente, la mayoría de las empresas calcula el costo fijo de oportunidad de
los equipos de producción con base en su depreciación, de tal modo que si la
maquinaria ya está depreciada por antigüedad, se considera que puede
desaprovecharse esa capacidad sin costo alguno. El costo de oportunidad de los
equipos debería determinarse con base en los artículos que se podrían producir y
vender en el mercado utilizando el tiempo desocupado de dichos equipos. Esto

genera una mayor rotación sin mayores inversiones, incrementándose así el ROI.
Pero también requiere incorporar una dinámica de innovación y desarrollo de
productos, como se verá en el capítulo VIII.
El administrador de operaciones no es responsable directo de que se incrementen
las ventas, al igual que la empresa no debe arbitrariamente subir sus precios para
mejorar el ROI, así que debe orientar sus esfuerzos hacia incrementar la rotación
de la inversión, y esto puede ser disminuyendo el capital de trabajo, la inversión
permanente, o ambos. La reducción en cada componente del capital de trabajo,
altera automáticamente de manera positiva la rotación y el ROI por consiguiente,
aunque las ventas permanezcan estables. Ocurre algo similar en el caso de la
inversión permanente, que usualmente en las empresas industriales reside en
mayor proporción en los equipos de producción. Una empresa con capacidad
sobrada puede tener un ROI bajo como consecuencia. La empresa que aprovecha
al máximo sus equipos de producción obtiene una rotación más alta de su
inversión. Esto es hacer más con menos. “No son los grandes los que se comen a
los pequeños, sino los rápidos los que se comen a los más lentos”.
De igual manera, reducir los costos de operación conlleva automáticamente al
incremento del margen de utilidad y por lo tanto del ROI. El administrador de
operaciones debe conocer estas relaciones, y aún más, ser promotor de las
acciones que aterricen en el área de operaciones las estrategias para incrementar
el ROI. Como se verá en el siguiente capítulo, la productividad está estrechamente
vinculada con algunos elementos que se han podido apreciar en el diagrama del
sistema Du Pont, de tal modo que las acciones que tengan efectos positivos en
estos, tendrán el mismo efecto en la productividad. A lo largo de este libro, se
llevará al lector a través de un modelo que le permita sustentar la estrategia
competitiva de la empresa en elementos tácticos dentro del ámbito operativo.

Capítulo IV
Los efectos de la capacidad en términos de productividad y la distorsión ocasionada por los eventos aleatorios.
La teoría sin práctica es manca; la práctica sin teoría es ciega.
Leonardo da Vinci
La demanda de un producto o servicio puede ser sumamente caprichosa, y
este carácter aleatorio tiene importantes consecuencias en las decisiones de
capacidad y su asociación con la productividad de un sistema de producción.
En la administración de operaciones hay 3 herramientas cuantitativas que
proporcionan un amplio panorama del problema de la capacidad y contribuyen a
la optimización de las operaciones en términos claramente asociados a la
productividad. Estas son:
Líneas de espera o teoría de colas
Balanceo de líneas
Simulación de procesos
Líneas de espera o teoría de colas.
Esta técnica es tradicional dentro de la Investigación de operaciones, conjunto de
disciplinas para la toma de decisiones cuantitativas que fueron desarrolladas con
fines de apoyo a la logística militar durante la 2ª Guerra mundial y que después de
esta se utilizaron con éxito en la industria. Aunque la teoría de colas fue
desarrollada desde 1910 por un ingeniero danés que trabajaba para una compañía
de teléfonos.
Las líneas de espera se clasifican en 4 tipos:
Un solo canal con una sola fase

El hecho de que sea un solo canal no implica que no pueda tener una capacidad
mayor, por ejemplo, en el banco la gente se forma en una sola fila, pero al llegar
adelante, el cliente deberá pasar a una de varias cajas, por lo tanto también se
puede representar de la siguiente manera:
Sin embargo, se sigue considerando de un solo canal, ya que en realidad el cliente
no tiene opción de escoger el cajero que lo atienda, sino que tiene que pasar con
el primero que se desocupe. En un sistema de producción se presenta esta
situación con frecuencia, un lote de lámina de acero tiene que ser cortada a ciertas
dimensiones en cualquiera de 3 cizallas con la misma capacidad, de tal modo que
se asignarán a la primera cizalla que se desocupe. Las líneas de espera
proporcionan fórmulas matemáticas que permiten representar esta situación con
algunas limitaciones que se mencionarán más adelante.
Un solo canal y varias fases.
Es el caso de procesos con secuencias de trabajo. En el caso de servicios puede
ser un trámite administrativo como el de la licencia de conducir. Para este tipo de
línea de espera no existe propiamente un modelo matemático, más bien se tiene
que analizar por separado cada fase y no se pueden considerar eventos
intermedios entre los procesos. Al igual que en el anterior tipo, las fases pueden
estar compuestas de varias estaciones iguales, con lo cual se puede jugar con las
capacidades para visualizar las variables que se explican más adelante.
Multicanal y una sola fase.

Un ejemplo muy claro es el de las colas para pagar artículos en un supermercado,
en donde los clientes tienen la opción de escoger en qué fila se forman. Pueden
existir diferentes criterios para escoger dicha fila, la más corta, o aquella en la que
aunque haya más carritos, estos estén menos llenos, o una caja rápida, que
atiende solamente clientes que lleven menos de 5 artículos. En un proceso de
producción industrial los productos en proceso se canalizan a una cola de acuerdo
a las características del producto. Un lote de motores eléctricos pequeños puede
servir en el ensamble de diferentes electrodomésticos, pero cada producto tiene
su línea de ensamble, por lo que se repartirán dichos lotes para cada línea en
diferentes cantidades. El modelo matemático de líneas de espera para este tipo de
casos es sumamente complicado además de limitado.
Multicanal y multifase.
Un centro de distribución logístico podría encuadrarse en esta categoría. Su
representación a través de modelos matemáticos es casi imposible para las líneas
de espera. Estas tienen muchas limitaciones como se ha visto, pero su enfoque
es sumamente útil como se puede apreciar en los siguiente párrafos.
Sin embargo, y a pesar de lo abordado hasta ahora, no es objetivo de este libro
profundizar en dicha técnica, para la cual existe una amplia bibliografía que se
puede encontrar al final. Más bien se considerarán algunos aspectos que permiten
visualizar con mayor claridad el problema de las capacidades y sus efectos en
variables de productividad y que se describen a continuación.
El objetivo de cualquier problema de líneas de espera, es visualizar la capacidad
óptima de un sistema, reflejada en ciertas variables de salida dadas otras

variables de entrada, las cuales se encuentran asociadas a unidades en una cola
para recibir un servicio o entrar a dicho sistema. De dichas variables de entrada,
dos no pueden ser manipuladas por el tomador de decisiones, ya que las
establece el sistema o la demanda real, y una de estas sí se puede manipular con
el fin de llegar a dicha solución óptima. Las dos variables de entrada que no se
pueden manipular son:
λ = tasa de llegadas. Representa la frecuencia con la cual
llegan las entidades (productos en una línea de producción,
clientes a un restaurante, aviones a un aeropuerto, vehículos a
una caseta de cuota, etc.) Se mide en entidades / unidad de
tiempo. Ejemplos: 10 clientes por hora a un banco, 50
productos por hora deben ser ensamblados en una línea de
producción. Tal vez se podrían manipular con promociones o
estrategias de mercadotecnia, pero para efectos de análisis con
líneas de espera se considera que no se puede incidir en ellas y
que se deben introducir en el modelo tal como se manifiestan
en condiciones reales.
µ = tasa de servicio. Constituye la velocidad a la que son
procesadas las entidades que llegan a un sistema por estación
de servicio (un cajero de banco puede atender un promedio de
14 clientes por hora, una pista de aeropuerto puede atender 5
vuelos por hora en promedio, o una máquina de soldadura por
chispa tiene capacidad para procesar 4 piezas por minuto).
Posiblemente se pueden mejorar los tiempos con un minucioso
análisis de métodos o ingeniería de procesos, pero para efectos
de líneas de espera se considera que las tasas de servicio ya
no pueden ser mejoradas, de tal modo que no es válido
alterarlas para efectos de modelado.

La variable de entrada que sí se puede y debe manipular, es la referente a la
capacidad. De hecho es la cuestión a estudiar, ya que como se ha visto
anteriormente y se verá con mayor detalle, dicha capacidad tiene un fuerte
impacto en la productividad del sistema y que se evalúa a través de las variables
de salida que se tratan adelante. La capacidad se determina usualmente para este
enfoque, como el número de estaciones de servicio disponibles para llevar a cabo
una misma actividad, por ejemplo: el número de cajas y cajeros en un banco, el
número de máquinas de coser en un taller de costura, el número de casetas de
cuota en una autopista, el número de bancos de prueba de motores recién
ensamblados, las pistas de un aeropuerto, los sillones y estilistas en una estética y
los cajones para estacionarse en un estacionamiento público. El exceso o
insuficiencia de capacidad de un sistema tienen consecuencias en la productividad
que se pueden medir a través de las variables de salida que se mencionan en el
siguiente párrafo.
Variables de salida de un modelo de líneas de espera.
Tiempo promedio en espera. Esta variable que por default
proporciona un modelo de líneas de espera, es particularmente útil
en sistemas de producción de servicios, ya que se puede comparar
con el tiempo que un cliente está dispuesto a esperar por recibir
dicho servicio y así determinar si con la capacidad propuesta en el
modelo, se cumple o no. En sistemas de producción de bienes,
esta variable puede ser un indicador de las demoras que se darán
en el proceso como consecuencia de una capacidad insuficiente.
Se puede y debe jugar con diferentes capacidades y observar sus
efectos en esta y las siguientes variables, ya que una capacidad
insuficiente ocasiona largos tiempos de espera, pero una
capacidad excesiva se refleja negativamente en la utilización del
sistema, como se verá después.

Número promedio de entidades en espera.- Es decir, cuántas
entidades se acumularán en la cola. Si en un banco o restaurante
pequeño se llegan a juntar más de 30 personas esperando por
servicio, es muy probable que los que vayan llegando decidan
regresar después o definitivamente renunciar al servicio y recurrir a
otro banco o restaurante. Aún cuando las instalaciones sean
suficientes en espacio, los clientes asocian una cola larga a un
largo tiempo de espera y muchos no están dispuestos a esto. En
un sistema de producción, las entidades en espera equivalen a
inventarios en proceso, los cuales significan una inversión parada,
baja rotación y necesidad de mayores espacios de producción con
los consecuente costos y que no dan valor agregado al producto.
Al igual que para la variable anterior, una capacidad excesiva
traerá como consecuencia la ausencia total de inventarios en
proceso o una alta satisfacción de los clientes de un banco o
restaurante dado que son atendidos inmediatamente, pero tendrá
un reflejo negativo en la utilización de las instalaciones.
Utilización de la capacidad.- Dicha utilización o eficiencia se
determina con la ecuación siguiente:
Eficiencia = Tiempo disponible de la estación / Tiempo utilizado real.
Como se dijo anteriormente, una capacidad insuficiente
seguramente se reflejará en una alta utilización de esta, así como
una capacidad excesiva conlleva a una baja utilización de la
misma. Si dichas instalaciones, llámense máquinas, cajas de
banco, mesas de un restaurante, hornos de una panadería, o
pistas de aeropuerto, no se utilizan suficientemente, su
depreciación y cargos fijos por concepto de su manutención se
reparten entre un menor volumen de producción de bienes o

servicios, encareciendo estos o bien convirtiéndose en pérdidas
para el negocio.
En este punto ya conviene comparar las variables de salida de un modelo de
líneas de espera, con algunos de los elementos del ROI en el diagrama Du Pont:
Una inversión permanente demasiado alta puede ser equivalente a
un exceso de capacidad instalada, lo cual en un modelo de colas
arrojaría una baja utilización del equipo. En el diagrama DuPont, si
las ventas no logran alcanzar los volúmenes para los que fue
realizada dicha inversión permanente se reflejará claramente en
una disminución de la rotación de la inversión y como
consecuencia del ROI. Los equipos se deprecian, se usen o no, de
tal modo que la baja utilización se convierte en pérdidas para el
negocio. El modelo de líneas de espera muestra dicha relación.
µ > λ
Por el contrario, si la capacidad es insuficiente, se reflejará en las
colas como altos niveles de inventarios en proceso, con la
consecuente inversión que esta situación implica, retrasos en las
entregas a clientes que pueden convertirse en cancelación de
pedidos en el corto plazo, o perder clientes en el mediano plazo.
De este modo, en el diagrama DuPont, dichas deficiencias en la
capacidad se convierten en niveles de capital de trabajo no
equivalentes a las ventas, ocasionando disminuciones en la
rotación de la inversión y a su vez del ROI.
µ < λ
Así que la situación ideal sería la siguiente:
µ = λ

La vida del administrador de operaciones sería muy fácil si, efectivamente, como
se plantea en la anterior ecuación, la demanda fuese igual a la tasa de servicio, es
decir, llegan 10 por hora y nuestro cajero puede atender exactamente esos 10 por
hora, o bien que lleguen 20 por hora y cada cajero pueda atender 10 por hora, de
tal modo que con 2 cajeros el problema está solucionado. No sobra capacidad, los
recursos trabajan al 100% y los clientes no requieren esperar, ya que como llegan
al banco son atendidos. En un ambiente industrial no existirían inventarios en
proceso, ya que los materiales fluirían a lo largo del sistema sin demoras, tal como
se plantea en el caso. La realidad -como todos nuestros lectores lo saben- no es
tan ideal, por el contrario, la demanda tiene un comportamiento errático y muestra
frecuentemente variaciones estacionales. En un sistema de producción de
servicios las tasas de llegadas varían aleatoriamente a lo largo del día, o de
acuerdo con patrones temporales a lo largo del año. En un sistema de producción
industrial, se puede calcular y determinar la tasa de llegadas óptima en las líneas
de ensamble, pero también las demandas de los productos están sujetas a la
estacionalidad durante el año, o bien, pueden surgir contingencias en el suministro
de materiales que ocasionen que la llegada de estos al sistema no sea tan regular
como se planea, con los consecuentes paros de proceso y la reducción de la
utilización del sistema. Dichos comportamientos aleatorios y las técnicas para
enfrentar esta problemática se tratarán con más detalle en el tema de la
simulación. Sin embargo, previo a este tema se revisará la utilidad de otra técnica
de la ingeniería industrial que permite obtener una aproximación al problema de
las capacidades óptimas en sistemas de producción de bienes: el balanceo de
líneas.

Técnicas de balanceo de líneas de producción.
El balanceo de líneas es una técnica cuantitativa que persigue dos objetivos
principales y que en orden de prioridades son:
1. Determinar la capacidad de un proceso que permita alcanzar la
producción suficiente para satisfacer una demanda.
2. Que la capacidad estimada en ese esfuerzo por alcanzar una meta
de producción se utilice al máximo. Dicho de otro modo, que las
estaciones de trabajo operen con la eficiencia más alta posible, o
bien que las tareas estén repartidas entre las estaciones, de tal
modo que no haya algunas con demasiados tiempos muertos y
otras sean cuellos de botella debido a que su capacidad es
insuficiente.
Los cuellos de botella son consecuencia de la falta de capacidad de alguna
estación, o del exceso de capacidad de otra. Algunas veces por una asignación
deficiente de tareas, pero en muchos casos debido a la carencia de equipos
especializados o falta de recursos económicos para incrementar la capacidad. En
ocasiones, cuando el equipo que no se da abasto es muy costoso es mejor tomar
alguna de las siguientes medidas:
Trabajar otro turno o tiempos extras y guardar inventarios en proceso.
Mandar a maquilar con algún externo.
Cuando el producto no se puede almacenar temporalmente, sino que
tiene que continuar su proceso inmediatamente, se tiene que ajustar la
capacidad del resto del sistema a la capacidad del cuello de botella y
pensar en adquirir un equipo con mayor capacidad u otro igual hasta
que la demanda y volúmenes de producción justifiquen su adquisición
basados en un estudio de costo-beneficio.
Un cuello de botella tiene una serie de efectos nocivos en el sistema de
producción:

Incumplimiento en los tiempos de entrega.
Creación de sobreinventarios de productos en proceso.
Baja utilización de equipos anteriores o posteriores al cuello de botella
en el mismo proceso.
Como se puede apreciar hasta esta parte, el balanceo de líneas tiene una
estrecha relación con las decisiones de capacidad del proceso con importantes
consecuencias en la productividad del sistema.
A continuación se proporcionan ejemplos de 2 técnicas de balanceo de líneas y
que resultan de gran utilidad cuando se pretende y se puede mejorar la
productividad realizando modificaciones en la capacidad del sistema.
El método tradicional de balanceo de líneas por bloques.
Se ilustrará el método con un sencillo ejemplo.
La producción requerida para cumplir con la demanda de un producto es de 50
unidades por hora y se asume que de cada hora sólo 55 minutos son productivos.
La elaboración completa del producto se lleva a cabo en 8 tareas básicas que
tienen la precedencia y tiempos de la tabla siguiente.
Tarea Predecesora inmediata Tiempo de la
tarea(minutos)
A - 0.9
B A 0.4
C B 0.6
D C 0.2
E C 0.3
F D,E 0.4
G F 0.7
H G 1.1
Total 4.6

Con base en estos datos, determinar el número mínimo de estaciones de trabajo,
asignar las tareas a dichas estaciones de tal modo que se alcance la meta de
producción con la mayor eficiencia posible y calcularla.
El primer paso para balancear este proceso es calcular el tiempo de ciclo. El
tiempo de ciclo se conoce también como tiempo de tacto o ritmo, e indica la
frecuencia con la que el producto debe salir del proceso para alcanzar una tasa de
producción. Es decir, cada cuánto tiempo deberá salir un producto terminado del
sistema. En este caso, de acuerdo al cálculo siguiente:
Tiempo de ciclo = Tiempo productivo por hora / Demanda por hora =
55 minutos por hora / 50 productos por hora = 1.1 minuto por producto
Lo cual quiere decir que cada 1.1 minuto debe salir un producto terminado del
proceso. El tiempo de ciclo está estrechamente relacionado con la rotación del
sistema.
Ahora sí se puede calcular el mínimo de estaciones requeridas, bajo la premisa de
que por cada estación hay un solo operario y con el siguiente razonamiento: Si la
suma de los tiempos de las tareas es de 4.6 minutos y se quiere obtener un
producto cada 1.1 minuto, entonces cuántas estaciones se necesitan. Es claro que
ese tiempo de 4.6 sería si todo se hiciera en una sola estación, siguiendo la
secuencia, de tal modo que si se pretende sacar un producto de acuerdo al tiempo
calculado de ciclo se tendría que hacer la siguiente operación:
No. Mínimo de estaciones = Suma de tiempos de tareas / Tiempo de ciclo. =
4.6 mins. / 1.1 minutos por unidad =
4.2 estaciones de trabajo
Por supuesto que no puede haber 4.2 estaciones, de tal modo que se redondea a
5, ya que de redondearse a 4 estaciones no se podría cumplir con la demanda. Si

como efectivamente se hará, se redondea a 5, es obvio que nuestro sistema
tendrá cierta ineficiencia imposible de evitar dadas las condiciones de este
problema en particular.
La eficiencia promedio del sistema será:
Eficiencia = No. Mínimo de estaciones / No. Real de estaciones = (4.2 / 5) x
100 =
= 84%
Para asignar las 8 actividades entre las 5 estaciones de trabajo se procederá de la
siguiente manera:
Se dibujan 5 bloques en donde cada
bloque representa una estación para que a continuación se comiencen a asignar
las tareas a cada uno en la secuencia correspondiente, (es muy importante
respetar la precedencia) cuidando principalmente que el tiempo total de las tareas
asignadas a cada estación no rebase el tiempo de ciclo calculado, pues de ser así
se tendrían cuellos de botella y no se cumpliría con la meta de producción fijada y
para la que se hizo el balanceo. En la siguiente figura se aprecia dicha asignación.
Así, se alcanza la máxima eficiencia posible para este caso y se cumple con la
demanda de 50 unidades por hora como se muestra en la siguiente comprobación:
55 minutos productivos por hora / 1.1 minutos por unidad = 50 productos por
hora.
Nuestro balanceo ha quedado muy bien. Pero, ¿qué pasaría si para la misma
demanda y el mismo tiempo productivo por hora los tiempos de las tareas fuesen
diferentes? como se aprecia en la tabla siguiente:
a b, c e, d, f g h 0.9 1.0 0.9 0.7 1.1

Tarea Predecesora inmediata Tiempo de la
tarea(minutos)
A - 3.8
B A 2.9
C B 2.5
D C 1.7
E C 2.3
F D,E 3.5
G F 2.6
H G 4.3
Total 23.6 minutos
Aunque el tiempo de ciclo es el mismo: 1.1 minutos por unidad, los tiempos de
cada tarea son bastante más altos. Ya que el total del tiempo de operaciones es
mucho más alto, es obvio que se requerirán muchas más estaciones. Pero ¿cómo
hacer para que se cumpla el tiempo de ciclo de 1.1 minutos cuando la actividad
con el tiempo más corto dura 1.7 minutos? La respuesta es que tienen que existir
varias estaciones iguales, de manera que las mismas tareas se realicen en estas y
aunque no se cumpla en tiempo sí se pueda cumplir en cantidad. El método de
balanceo de líneas por bloques no es el más idóneo para solucionar este
problema ya que se tendría que jugar con muchas alternativas y sería muy
complejo. Existe un método más apropiado que se ejemplifica a continuación.
Balanceo de líneas con heurístico de utilización incremental.
Con la misma información que se proporciona en la tabla anterior, se calcula ahora
el número requerido de estaciones de trabajo:
23.6 minutos / 1.1 mins por unidad = 21.45 estaciones, que se
redondea a 22, con una eficiencia promedio de: 97.5%
Sabiendo ya que se requieren 22 estaciones de trabajo se procede a elaborar una
hoja como la de la figura y se siguen los pasos descritos a continuación:

1. En la primera columna se propone la creación de un centro de trabajo
1. Los centros de trabajo son conjuntos de estaciones de trabajo
homogéneas. Como se sabe, se pueden realizar varias tareas en una
sola estación de trabajo con un solo operador.
2. En nuestro ejemplo, se propone lógicamente comenzar realizando la
tarea A, que dura 3.8 minutos.
3. Para conocer el número de estaciones requeridas se divide el tiempo
de la tarea entre 1.1, que es el tiempo de ciclo y obteniendo 3.5.
Como no es posible tener 3.5 estaciones se redondea el número real
de estaciones a 4.
4. Se calcula la utilización de dicho centro de trabajo con 4 estaciones
realizando únicamente la tarea A.
5. Se debe buscar incrementar la utilización al máximo, así que se le
agrega la tarea B a la estación, esto ocasiona que se incrementen
también las estaciones requeridas. La utilización del centro se
incrementa pero no lo suficiente, así que se repite el procedimiento
hasta que se alcanza la máxima utilización, en este caso el 100%.
Pero en muchos casos no se alcanza el 100% y si la utilización
comienza a bajar se acepta la última combinación de tareas que
proporcionó la mayor utilización.
6. Cuando se alcanza la máxima utilización se abre el estudio del
siguiente centro de trabajo continuando la secuencia de las tareas
hasta que se acaben o de ser necesario se abra otro centro de trabajo
y se repite sucesivamente el procedimiento.
Centro de trabajo Tareas
Minutos/ unidad
Número de estaciones requeridas
Número real de estaciones Utilización
1 A 3.8 3.5 4 86.41 A,B 6.7 6.1 7 87.01 A,B,C 9.3 8.5 9 93.91 A,B,C,D 11 10.0 10 100.02 E 2.3 2.1 3 69.72 E,F 5.8 5.3 6 87.92 E,F,G 8.4 7.6 8 95.52 E,F,G,H 12.7 11.5 12 96.2

10 Unidades cada 11 minutos
12 Unidades cada 12.7 minutos
Las mejores alternativas están en “negritas”, así que se puede ver que quedaron 2
centros de trabajo (Ver fig. 4.1):
El 1, con 10 estaciones de trabajo homogéneas operando
teóricamente al 100% en su tiempo productivo y en las que se
realizan las tareas A, B, C y D. De este centro de trabajo salen
cada 11 minutos 10 unidades que pasan tal vez sobre una banda
al siguiente centro de trabajo.
El centro de trabajo 2 contará con 12 estaciones iguales realizando
las tareas E, F, G y H en cada unidad operando con una utilización
promedio de 96.2%. De este centro deberán salir 12 unidades
terminadas cada 12.7 minutos.
Centro 1
Centro 2
Fig. 4.1 Asignación de tareas para cada centro de trabajo y estaciones Cabe hacer las siguientes aclaraciones:
Las tareas pueden pertenecer a grupos de compatibilidad, de tal modo que
dichas tareas se tengan que colocar juntas en una sola estación aún a
costa de la eficiencia, o de que se constituyan en un cuello de botella.
De igual manera las estaciones de trabajo pueden estar limitadas
técnicamente a que se realicen en estas un número limitado de tareas,
debido a restricciones como la complejidad del diseño de dispositivos,
espacio, fatiga del trabajador, etc.
Si por alguna razón se interrumpe el proceso en alguna estación puede
darse el desabasto en las estaciones siguientes. Es muy importante que se

deje material para el día o turno siguiente, de no ser así se pierde el tiempo
en el que la línea se llena de nuevo.
Existen procesos en los que es más conveniente manejar una capacidad
más limitada en equipos y que en otro turno se produzcan los faltantes,
para suministrar a las siguientes estaciones, o bien que se compre a algún
proveedor ese déficit de material. Siempre es conveniente evaluar el costo-
beneficio de realizar inversiones en capacidad. Sin embargo no en todos los
procesos se puede guardar el material algunas horas o días, hay
materiales perecederos que se tienen que trabajar en el momento.
Las técnicas de balanceo de líneas, aunque útiles y simples, están limitadas
en algunos sentidos:
1. No son capaces de considerar contingencias como
descomposturas, cambios de producto, desabasto de
proveedores, problemas de calidad, cambios en la demanda,
etc.
2. Utilizan solamente valores determinísticos para los tiempos de
tareas, cuando en la realidad, estos pueden ser
probabilísticos, o estar en función del tipo de producto que se
procese.
Al igual que en el caso de las líneas de espera, las técnicas de balanceo de líneas
tienen limitaciones que pueden superarse con el apoyo de una herramienta aún
más poderosa:
La simulación. La simulación de procesos industriales y de servicios es una herramienta de la
toma de decisiones, apoyada principalmente en paquetería de software y utilizada
ampliamente en la planeación de sistemas de producción, diseño de planta y
sistemas logísticos y de manejo de materiales. Permite optimizar la utilización de
recursos, gracias a que dicha herramienta realiza corridas de horizontes de

planeación de varios años en un tiempo muy corto, simulando cualquier condición
existente en un sistema de producción de bienes o servicios.
Existen desde hace unos 20 años varios sistemas de simulación en el mercado.
Estos han evolucionado sus características desde los lenguajes de programación
de 1ª generación, en los que el usuario tenía que escribir el código, hasta los
actuales lenguajes orientados a objetos y con poderosas interfases de animación.
Las ventajas de los simuladores. El SW de simulación cuenta con muchas ventajas que, aquellos que se dedican a
diseñar y planear sistemas de manufactura en todas sus formas, pueden
aprovechar:
1. Cuentan con generadores de números aleatorios que permiten
representar cualquier distribución de eventos probabilísticos, tales
como retrasos por desabasto de materiales, descomposturas de
equipos, defectos de calidad, cambios de flujos de materiales,
variaciones estacionales o accidentales de demanda, cambios
programados o accidentales de capacidad, variaciones aleatorias en
tamaños de lotes de producción, etc. De tal modo que considerando la
información estadística del proceso se determina la distribución de
probabilidad y los parámetros que mejor representan los eventos
aleatorios y el simulador genera los números aleatorios de acuerdo
con dicha información, dándole así un alto nivel de acercamiento a la
realidad con márgenes de error estadístico muy bajos.
2. Cuentan con un gran nivel de animación que los hace amenos,
sencillos de aprender y utilizar y que permite visualizar el
comportamiento del sistema de manera muy aproximada a la realidad.
3. Están diseñados como lenguaje de programación orientado a objetos,
lo cual hace muy fácil la elaboración de modelos, pudiendo así

representar cualquier proceso y hacer modificaciones rápida y
fácilmente.
4. Cuentan con herramientas estadísticas que permiten realizar pruebas
de bondad de ajuste, con el fin de saber cuál es la distribución de
probabilidad a la que mejor se ajustan los datos muestreados en un
proceso estocástico, de tal modo que al indicarse en el modelo la
distribución de probabilidad más justa, se representa con un alto grado
de confiabilidad la aleatoriedad propia de cualquier proceso sujeto a
eventualidades, tal como ocurre en la vida real.
5. Cuentan con un amplio catálogo de ejemplos ya elaborados que
permiten aprender y desarrollar modelos propios basados en estos.
Todos estos factores conjuntos ayudan a tomar decisiones que optimizan la
eficiencia de un sistema de producción de bienes o servicios con grandes ahorros
para la empresa.
El uso de simuladores arroja información rápida y precisa acerca de los siguientes
factores:
Utilización y eficiencia o tiempos muertos del equipo de transporte, bandas,
equipo de producción y recursos humanos involucrados en el sistema de
manufactura.
Partes del proceso en las que se localizan los “cuellos de botella”, lo cual se
puede apreciar de manera animada o a través de las estadísticas resultantes al
final de una corrida.
Tiempos promedios, mínimos y máximos que los inventarios permanecen
en el sistema de producción o servicios, así como los costos consecuentes.
Niveles de inventario probables de trabajos en proceso y producto
terminado, así como los costos e ingresos resultantes.

Tiempos que los productos o clientes permanecen esperando a ser
procesados o atendidos, o bien, tiempos de ciclo de elaboración de diferentes
productos.
El simulador, como todo modelo requiere de información para poder generar
resultados. Esta información puede clasificarse como:
Variables
Atributos.
Las variables son valores numéricos, como: tiempos, tamaños de lote, distancias,
velocidades, porcentajes de rechazo, probabilidades de ocurrencia de eventos,
etc.
Los atributos son características no mesurables, como: tipo, categoría, color del
producto, etc.
Las variables pueden ser de tres tipos:
Deterministas: Es decir que permanece constante. No está sujeta a la
casualidad. Regularmente corresponde a tiempos de proceso de máquinas
muy exactas, robots, bandas transportadoras, capacidades de
contenedores, tiempos de ciclo de líneas muy automatizadas, etc.
Difícilmente se ve sujeto a fluctuaciones ocasionadas por eventos
aleatorios. Se puede considerar cuando existe una media y las
fluctuaciones son mínimas.
Probabilísticas: No se les considera aleatorias debido a que a pesar de que
están sujetas a contingencias y eventos que se salen del control del
sistema, se puede encontrar distribuciones de probabilidad y parámetros de
estas que se ajustan a su comportamiento y el simulador arroja los valores
de manera muy similar. Como ejemplos tenemos tiempos de procesos en
los que pueden presentarse variaciones debido a la fatiga o a la calidad de
los materiales, tiempos entre llegadas de suministros o de pedidos,
tamaños de lotes obtenidos de una materia prima, etc.

Expresiones: Pueden ser probabilísticas o deterministas y están en función
de algún atributo o situación temporal. Es decir, el tiempo de proceso de un
equipo de propósito general puede variar dependiendo del tipo de producto
que se esté manufacturando, o del tamaño del lote, o bien, el tiempo de
mano de obra puede cambiar de acuerdo a la destreza de un trabajador
determinado. La demanda de un producto puede estar en función de la
hora, día o temporada del año.
Mucha de esta información se tiene que obtener del sistema, no se puede
modificar en la realidad y se buscará plasmarla en el modelo tal como es. Por
ejemplo el tiempo de proceso de los equipos. Es una variable que no se debe
manipular arbitrariamente si es que se pretende que el modelo sea
verdaderamente representativo. Lo mismo ocurre con la demanda. Difícilmente se
puede manipular, así que el modelo de simulación deberá ser alimentado con lo
que ocurre realmente y no con lo que nosotros quisiéramos que fuera. A estas
variables se les conoce como tasas de servicio y de llegadas respectivamente, y
sean deterministas, pseudoaleatorias o expresiones, es fundamental asegurarse
de la confiabilidad de estas. Recolectar esta información y asegurarse de su
confiabilidad puede ser una tarea de muchos meses, pero absolutamente
necesaria.
Por otra parte, se tienen algunos elementos que sí se pueden y se deben
manipular, que regularmente son las alternativas que se estudian y con las que se
pretende llegar a una solución óptima. Estos elementos pueden ser las
capacidades de un proceso. Por ejemplo: se pretende establecer la capacidad
óptima de un sistema de producción. Se tienen 4 máquinas iguales que en ciertos
momentos del año están siendo utilizadas al 60%. Pero hay algunas épocas del
año en que no se dan abasto entre las 4 para satisfacer la demanda, por lo tanto
se tiene un costo de oportunidad asociado a lo que se está dejando de vender. En
el modelo de simulación se introducirán los tiempos de proceso de las máquinas,
tal como son en la realidad, además de las probabilidades de que ocurran
descomposturas o de que haya defectos o desabasto de acuerdo con datos

históricos recopilados. Igualmente se deberán proporcionar los cambios de
demanda previstos a lo largo de uno o varios años. Estos datos no deberían
manipularse de manera arbitraria. Sin embargo sí se puede y debe jugar con la
capacidad de nuestro proceso, es decir, la variable que debemos manipular y para
la cual se analizarán los resultados, es el número óptimo de máquinas. Tal vez lo
mejor sea adquirir una quinta máquina para poder satisfacer la demanda en las
temporadas pico. Tal vez, sin embargo, la utilización de todo el equipo en los
periodos de demanda baja sea tan baja que económicamente resulte más rentable
no satisfacer la demanda en los periodos pico, o mandar a maquilar.
Probablemente sea más rentable adquirir un equipo más moderno y costoso, con
mayores rendimientos y flexibilidad. Esta situación se puede simular para la vida
útil del equipo, 5 ó 10 años, y determinar así su utilización, volúmenes de
producción, e inclusive visualizar los efectos que tendrá en todo el sistema, como
cuellos de botella, niveles de inventario, niveles de rechazo, etc. Se puede jugar
con todas las variantes que se le ocurra al modelista y hacer las corridas
estadísticamente necesarias para evaluar cada propuesta en cuestión de algunas
horas o días.
La flexibilidad del simulador permite conocer los efectos que sobre estos factores
ocasionará cualquier cambio o mejora propuesta en el sistema sin riesgos ni
costos extras, simplemente corriendo las ideas en la pantalla de la PC.
Desafortunadamente, la utilización de los simuladores no está suficientemente
difundida en las empresas mexicanas.
Algunas de las ensambladoras automotrices instaladas en nuestro país utilizan
esta herramienta desde hace muchos años y un alto porcentaje de los procesos
de estas empresas ya están siendo simulados, de tal modo que prácticamente
todas las decisiones de inversiones o rebalanceos de líneas de producción se
apoyan en corridas realizadas en el simulador en muy corto tiempo, disminuyendo
así las probabilidades de decisiones erróneas y sus consecuentes costos, así

como han reducido considerablemente los tiempos de diseño de líneas y
lanzamiento de nuevos productos.
El desarrollo de un modelo de simulación consta de las siguientes principales
etapas:
Establecer claramente el objetivo del modelo, así como los parámetros de
las variables que se introducen y se obtienen.
Recolectar la información y cerciorarse de su confiabilidad.
Cuando la información es probabilística, determinar la distribución de
probabilidad que se ajuste mejor a esta y sus parámetros.
Considerar cualquier evento que pueda influir en los resultados de la
corrida.
Desarrollar el modelo.
Determinar el tiempo de corrida o el número de réplicas con que sea
estadísticamente confiable.
Realizar las corridas de cada situación a evaluar.
Interpretar los resultados y tomar una decisión.
Algunos simuladores permiten convertir directamente algunas variables en datos
específicamente de costos o beneficios económicos, de tal modo que estos se
pueden apreciar a lo largo de la corrida o hasta el final de esta. En algunos otros
simuladores se tiene que convertir externamente la información proporcionada por
el modelo en variables económicas.
Antes de continuar, se debe enfatizar ciertos aspectos relacionados con la
simulación:
La simulación no es una herramienta de optimización, sino más bien una
herramienta que permite obtener información o visualizar escenarios
respondiendo a la pregunta: ¿Qué pasa si.....? De tal modo que probando
diferentes alternativas y visualizando sus efectos en el sistema se puede
determinar cuantitativamente cuál es la mejor alternativa.

Ya que el simulador permite representar eventos pseudoaleatorios, que
muy probablemente se den solo a lo largo de periodos amplios, como la
frecuencia de descomposturas de un equipo, el desabasto de materiales
por parte de un proveedor o un accidente de trabajo, no es tampoco una
herramienta de decisiones operativas. No tiene sentido realizar una corrida
que represente una semana o un mes de trabajo, ya que las probabilidades
de ocurrencia de algún evento fortuito en ese lapso de tiempo pueden ser
nulas. Más bien lo que se busca es representar largos periodos, dentro de
los cuales se puedan dar diferentes situaciones que influyan en la relación
costo-beneficio de una inversión, tales como los 5 ó 10 años de vida útil de
un sistema de producción completo o un equipo costoso o una línea de
ensamble para un producto de reciente introducción al sistema. El
simulador proporcionará información en términos de las variables que se
han mencionado antes y que permiten determinar la capacidad óptima de
un sistema probando diferentes alternativas.
La simulación finalmente, permitirá evaluar la capacidad óptima en términos de
dos tipos de costos:
1. El costo por falta de capacidad. Como se mencionó en la parte
correspondiente a las líneas de espera, la tasa de llegadas a un
sistema nunca es determinista, sino que está sujeta a la
aleatoriedad o a patrones estacionales históricos. De tal modo
que si se tiene una capacidad determinada, existirán momentos
del día y días del año en los que la capacidad sea insuficiente y
se pierdan ventas o clientes como consecuencia y que se
traducen como costos de oportunidad.
2. Pero habrá también horas del día y días del año en los que la
capacidad sea demasiado alta, ya que la demanda disminuye
drásticamente y no se puede manipular, de tal modo que la
capacidad sobrante se convierte en una baja utilización con las
consecuentes pérdidas en términos de depreciación de equipo,

personal operativo ocioso y hasta energía desperdiciada. Como
se dijo en la parte correspondiente al análisis financiero duPont,
una capacidad alta, no equivalente a un volumen de ventas,
tiene efectos negativos en la rotación de la inversión y este a su
vez en el ROI.
Es totalmente inevitable que se presenten ambos tipos de situaciones. Siempre en
un sistema existirán momentos de capacidad excesiva con sus consecuentes
costos y momentos de capacidad deficitaria con sus respectivas consecuencias
económicas. Los costos de ambas situaciones se suman. Sin embargo existe una
capacidad para la cual la suma de ambos costos se minimiza y esa será la
capacidad óptima. (Ver fig. 4.2). La técnica de simulación Montecarlo permite
representar dicha situación, aunque no tiene las potencialidades de los
simuladores enunciadas previamente.
Como se mencionó anteriormente, existen numerosas marcas de simuladores en
el mercado, algunas de las más conocidas son:

Comportamiento costos por capacidad
0
20000
40000
60000
80000
100000
120000
140000
160000
180000
200000
100 200 300 400 500 600 700 800 884 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900Capacidad
Cos
tos
Costo por exceso de capacidad
Costos de capacidad insuficiente
Costo total
Fig. 4. 2
Arena
ProModel
Taylor ED
ErgoCad
Quest
Witness
Simprocess
Visual8
Automod
Aunque estas nuevas tecnologías tienen un costo que para algunas empresas
puede resultar alto, los beneficios obtenidos los rebasan en mucho, además de
que en las universidades en las que existe la carrera de ingeniería industrial, se
preparan profesionistas capaces de desarrollar complejos modelos de simulación
que permitan representar cualquier sistema y tomar decisiones con base en los

resultados. De este modo, las PYMES nacionales deben prepararse para competir
contra el dragón chino en los mercados globalizados de este nuevo siglo.
Resumen de la primera parte
Decisiones relacionadas con el sistema de producción tales como:
tipo de equipos, sistema de suministros y volumen de producción para el
que es diseñado el proceso, influyen determinantemente en el éxito o
fracaso de la estrategia competitiva con la que se pretende participar en un
sector industrial. Genéricamente, esta relación se puede apreciar en el
siguiente diagrama:
Estrategia competitiva
Tipo de sistema Liderato en
costos Diferenciación
Enfoque o alta
segmentación
Flujo continuo Ideal para
volúmenes de
producción masiva
No es adecuado No es adecuado
Líneas de
ensamble
Muy bueno para
productos de
volúmenes altos y
mediana
diversidad
Funciona siempre y
cuando se
mantenga cierta
flexibilidad.
Funciona siempre
y cuando se
mantenga cierta
flexibilidad.
Flujo de lotes No es adecuado Muy adecuado Muy adecuado
Taller de procesos Nada adecuado
Sirve, pero la
productividad será
muy baja
Sirve, pero la
productividad será
muy baja
El flujo de lotes permite una gran flexibilidad y combinado con líneas de ensamble
flexibles, permiten producir una buena diversidad, ideal para estrategias de
diferenciación y enfoque o alta segmentación. El flujo continuo no ofrece ninguna
diversidad pero a cambio si otorga una alta productividad cuando se compite con
liderato en costos.

La capacidad y tipo de sistema de producción son elementos propios del ámbito
estratégico y que una vez establecidos difícilmente se puede dar marcha atrás, de
ser así se puede incurrir en enormes pérdidas. Sin embargo, las decisiones de
capacidad tienen un importante soporte en el ámbito operativo, para bien y para
mal.
A la vez, el sistema y la capacidad establecida, son inductores de riesgo y
rendimiento, que se pueden evaluar a través del grado de apalancamiento
operativo, considerando diversos escenarios de demanda.
Dentro del ámbito operativo de la empresa, la capacidad se ve reflejada en el ROI
y en cada uno de los componentes de este indicador financiero. La técnica de
análisis financiero duPont permite desglosar dichos componentes y evaluar la
conveniencia de la capacidad establecida, así como monitorear el comportamiento
de algunas variables más relacionadas con el ámbito operativo.
Las líneas de espera, las técnicas de balanceo de líneas y la simulación de
procesos son herramientas sumamente útiles en las decisiones de capacidad. Las
dos primeras están muy limitadas, pero constituyen las bases de la simulación.
La simulación permite tomar decisiones inherentes al sistema de producción en
su totalidad, capacidades, evaluar sistemas de suministro propuestos, los efectos
de programas de mantenimiento preventivo, la introducción de nuevos productos
en los procesos actuales e inclusive realizar proyecciones financieras con variados
eventos aleatorios. Es una herramienta no muy difícil de aprender a utilizar y
aunque puede ser costosa, proporciona información que se puede traducir a
grandes beneficios económicos para el estratega que reconoce el impacto de las
decisiones de capacidad en la productividad del sistema y pretende convertir los
círculos viciosos de su empresa en ciclos virtuosos de productividad.

Una magnífica estrategia es acercarse a las universidades y tecnológicos y
desarrollar proyectos conjuntos con beneficios claros para ambas partes. Este
tema se tratará con mayor énfasis en el último capítulo de este libro.

Segunda Parte
EL VÍNCULO INTEGRADOR: DEL ÁMBITO ESTRATÉGICO AL ÁMBITO OPERATIVO.
En esta segunda parte, que es la más extensa del libro, se da la vinculación
de un conjunto de prácticas pertenecientes al ámbito operativo del ciclo, con la
estrategia competitiva, elemento esencial del ámbito estratégico con el que se
propuso iniciar la conversión del círculo vicioso de incompetencia a un ciclo
virtuoso de productividad. Se describe una serie de prácticas administrativas y
herramientas, algunas cuantitativas, que permiten generar ese vínculo integrador
entre la estrategia y la operación que muchos directivos no logran aterrizar. El
planteamiento en este libro va mucho más allá de lo conceptual, el enfoque es
absolutamente práctico y cada uno de los elementos está probado y aprobado en
numerosas compañías de clase mundial. Aunque su éxito se ha alcanzado en
grandes empresas, como podrá el lector apreciar, es totalmente factible la
implantación de cada uno de estos elementos de manera individual o conjunta en
las pequeñas y medianas empresas manufactureras de nuestro continente.
Algunas de las herramientas y prácticas son perfectamente conocidas en el
ambiente industrial nacional, tales como el diagrama de Ishikawa, la ley 80-20 o el
TPM (Mantenimiento Productivo Total). Algunas otras, aunque son también
ampliamente conocidas, se emplean con éxito desde hace décadas solamente en
algunas industrias de capital extranjero establecidas en nuestro país; entre estas
se tienen Kan-ban, SMED (Single Minute Exchange of Dies) de Shigeo Shingo,
Poka-Yoke y CEP, así como las tecnologías de la información en la administración
de la cadena de suministros. Estas son consideradas como algunas de las
mejores prácticas, que hacen de las industrias mencionadas empresas clase
mundial. Su uso no está difundido del todo entre las medianas y pequeñas
empresas nacionales, y en los casos en que las conocen, se enfrentan a una serie
de paradigmas, resistencias al cambio y obstáculos reales que impiden su
implantación. Aún cuando se implantan, no existen las condiciones adecuadas
para que se aprovechen los beneficios obtenidos de estas acciones. Por otra
parte, no tiene sentido aplicar o implantar un nuevo método por el simple hecho de

que a otros les funcione. Algunos de los métodos propuestos son variantes,
propuestas por el autor, de prácticas japonesas que, con un menor nivel de
complejidad de infraestructura e implantación, pueden resultar de enorme impacto
en la administración de la cadena de suministros de las PYMES.
Fig. 1. Elementos del ciclo en la segunda parte del libro.
La palabra “productividad” se menciona numerosas ocasiones en este libro, así
que en esta segunda parte, en el capítulo V, se conceptualiza el término, al igual
que otros que suelen usarse como sinónimos del mismo, tales como: eficiencia,
competitividad y rendimiento. Con el fin de uniformizar criterios, se establece un
concepto para cada uno. Se plantea a continuación y en el mismo capítulo, un
Evaluaciónde productividad
M ETron
El ciclo virtuoso de la productividad
Ámbito operativo
SMED
Poka-Yoke
Programación de cargas
Tecnologías dela información
y SCM
Kan-ban internoy
PREDISIS
Ishikawa y 80 -20
Mantenimientopreventivo
Administración delcambio
Desarrollo de nuevos mercados y
productos
Alianzasestratégicas y desarrollo de proveedorres
Monitoreo de estrategias(Balanced Scorecard )
Ámbito estratégico
Creación deescenarios
V inculaciónUniversidad -empresa
Elementos de vinculación
Vinculación de la Estrategia competitiva con el
Sistema de producción y la capacidad
SEGUNDA
PARTE
Evaluaciónde productividad
M ETron
El ciclo virtuoso de la productividad
Ámbito operativo
SMED
Poka-Yoke
Programación de cargas
Tecnologías dela información
y SCM
Kan-ban internoy
PREDISIS
Ishikawa y 80 -20
Mantenimientopreventivo
Administración delcambio
Desarrollo de nuevos mercados y
productos
Alianzasestratégicas y desarrollo de proveedorres
Monitoreo de estrategias(Balanced Scorecard )
Ámbito estratégico
Creación deescenarios
V inculaciónUniversidad -empresa
Elementos de vinculación
Vinculación de la Estrategia competitiva con el
Sistema de producción y la capacidad
SEGUNDA
PARTE

problema de dimensión cultural; una serie de paradigmas empresariales, para los
cuales se puede lograr un giro de 180° hacia un ciclo virtuoso de productividad.
Todo buen proyecto sin embargo, debe tener objetivos claros, y los objetivos
deben ser mesurables, así que se proporciona un modelo, a través del cual el
industrial puede medir su nivel de productividad en forma de variables que
representan parámetros específicos de la actividad operativa y sus efectos en la
misma productividad. El CD que acompaña el libro incluye un programa ejecutable
a través del que se alimenta el modelo “METron”, y con el que el industrial puede
auto evaluar su organización, y basado en metodologías del tipo causa-efecto que
se tratan en esta segunda parte, aplicar el modelo del ciclo virtuoso de la
productividad para comparar sus resultados en tiempos marcados por el mismo
evaluador.
El conjunto de prácticas del ámbito operativo se clasifica en 3 grupos:
A) Herramientas de análisis y jerarquización. (Capítulo VI). Aunque
existen numerosas, sólo se presentan 2: El diagrama Causa-Efecto
de Ishikawa, en este caso, desencadenado, y la regla 80-20 de
Paretto.
B) Las mejores prácticas de alta productividad al alcance de la pequeña
industria. (Capítulo VII). Este grupo incluye: PREDISI (Kan-ban
interno o Puntos de Reorden Dinámicos para Suministros Internos),
SMED, Poka-Yoke vs. CEP (Control Estadístico del Proceso), Job
Scheduling y algo acerca de el Mantenimiento Productivo Total
(TPM). En el siguiente capítulo, se mencionan las restricciones en su
utilización, ¿cómo superarlas?, y cómo los beneficios de su
implantación se deben traducir en incrementos en el ROI a través de
la diversificación y desarrollo de nuevos productos. Se propone un
modelo con el que se sistematiza el confuso proceso de ubicar un

nuevo producto en un posicionamiento dado de acuerdo a las
características del proceso y los segmentos de mercado.
C) Elementos integradores. Estos son: 1) La administración de la cadena
de suministros (SCM) a través de Tecnologías de la Información
(Cap. IX), en donde se tratan MRP, ERP, CRM, e-Procurement, etc.,
así como un modelo de organización propuesto que tiene como fin un
mayor aprovechamiento de los beneficios de las tecnologías de la
información. 2) La administración del cambio (Cap. X), que trata
sobre el factor humano en el ciclo virtuoso de la productividad y en el
que una experta en el tema, plantea el problema y acciones efectivas
tendientes a vencer la resistencia al cambio propia de cualquier
organización, con un enfoque hacia la pequeña industria nacional.

Capítulo V
La productividad, paradigmas y su medición.
Aplicar el conocimiento enaltece su existencia, aplicarlo con creatividad justifica su búsqueda.
Emmanuel Ramos Guevara
Productividad es un concepto que muchos han definido desde el siglo XIX de
la misma forma:
El valor total de los resultados producidos en un proceso de transformación
divididos entre el costo total de los insumos.
Como se puede apreciar, la definición acota el concepto a la utilización de los
recursos, lo cual no es tan equivocado, ya que de una manera genérica, se dice
que una organización eficaz cumple sus objetivos de generar valor a través de la
optimización de los recursos de los que dispone. Sin embargo, este concepto de
productividad no engloba toda una serie de factores que hoy en día se encuentran
estrechamente ligados a la administración eficaz de recursos y generación de
valor. Si a principios del siglo XX era suficiente con aprovechar al máximo los
materiales, horas-hombre y horas-máquina, en el siglo XXI ya no es así. Ya no se
trata únicamente de desperdiciar menos, sino de alcanzar la satisfacción total del
cliente; no es solamente cumplir con la cantidad demandada, sino también acortar
los tiempos de respuesta en esquemas de alta diversificación de oferta. Y todo
esto, aún dentro del típico esquema del máximo aprovechamiento de recursos y
de hacer más con menos. La productividad es hoy en día, mucho más que la
razón global de dividir las entradas entre las salidas, así que el concepto de
productividad no debe utilizarse como sinónimo de eficiencia, aunque exista una
estrecha relación. Adicionalmente, y otra vez de manera equivocada, la tradicional
definición se aplica indiscriminadamente a las empresas de servicios, que como se
sabe presentan diferencias fundamentales con respecto a la empresa industrial en
cuanto a su manera de generar valor y cómo dispone de los recursos en este
proceso de generación de valor. Más aún, hay quienes confunden el término

productividad con competitividad y con rendimiento. A continuación se
proporcionan algunos conceptos que permiten distinguir las diferencias:
Eficiencia.- Razón que mide la utilización de un recurso. Es decir, de lo disponible, qué
porcentaje se utiliza.
Rendimiento.- Razón que muestra lo obtenido por la utilización de un recurso o inversión
contra una expectativa inicial cuantificable u otro punto de comparación. Puede medirse
en piezas, combustible, dinero, tiempo, etc. y se puede comparar contra el de otros
recursos o inversiones similares. El rendimiento es consecuencia del uso adecuado o
inadecuado de un recurso, así como de la eficiencia en su utilización. Por ejemplo: un
motor de automóvil está diseñado para obtener de este un rendimiento promedio de
gasolina, sin embargo, si tiene algún defecto de fábrica puede no dar el rendimiento
esperado. Este puede depender también del octanaje de la gasolina o de la altura a la que
se maneje el auto, o bien del estilo de manejo de cada conductor. De una inversión se
espera un rendimiento determinado, sin embargo, dependiendo de toda una serie de
acontecimientos habrá variaciones positivas o negativas de dicho rendimiento esperado.
Productividad.- Es el resultado de la interacción de un conjunto de actividades
operativas y de administración de recursos orientadas a alcanzar ciertas metas de una
organización que crea bienes o servicios y que determinan en buena parte la
competitividad de dicha organización. Algunos de los factores asociados con una alta o
baja productividad son:
Utilización de los recursos materiales, humanos y financieros.
Rendimiento obtenido de las inversiones, equipos u otros recursos.
Niveles de desperdicio y retrabajos por calidad.
Capacidad de respuesta a las necesidades cambiantes de los
mercados
Rotación de los activos fijos y circulantes
Tiempos de ciclo (Throughput) y eficacia en la administración de la
cadena de suministro (Costos logísticos de suministro)
El nivel de servicio (Capacidad de respuesta a la demanda)

Competitividad.- Habilidad de una organización, un sector industrial o una nación entera
para sobrevivir o generar beneficios en un entorno global. Dicha habilidad se ve afectada
por algunos factores internos atribuibles a la organización, sector o nación y otros factores
externos sobre los cuales no puede influir. Algunos de dichos factores son:
Nivel de productividad
Nivel tecnológico
Tipo de cambio
Políticas fiscales locales
Estado de las fuerzas competitivas en el sector industrial
Etapa en el ciclo de vida de los productos de una organización
Mano de obra (costos, abundancia, escolaridad, calidad y fortaleza de los
sindicatos)
Acceso y fortaleza de los canales de distribución y vías de comunicación.
Acceso y cercanía a las materias primas.
Disponibilidad y costo de insumos energéticos
Acceso y costo de los apoyos financieros. La eficiencia es un componente fundamental en la productividad, sin embargo, se
puede tener una eficiencia alta sin alcanzar así la alta productividad, por ejemplo
cuando la maquinaria y los trabajadores trabajan sin parar, pero los niveles de
inventarios son muy altos y aún así no se cumple con los plazos de entrega, o
bien, se reprocesan grandes lotes de materiales defectuosos, que al final son
procesados, aunque para esto den varias vueltas. Se puede también obtener un
alto rendimiento de los equipos u otros recursos, pero el flujo de los materiales no
es lo suficientemente ágil y esto genera un impacto negativo en la rotación; o bien
un rendimiento alto con una baja utilización de recursos, dada una capacidad
excedida de estos. La productividad es un concepto que involucra muchas y
diversas variables, las cuales deben tratarse con técnicas variadas y específicas
dentro de un marco sistémico de causa-efecto. El ciclo virtuoso de la productividad propone este marco sistemático para influir en cada variable a
partir de los vínculos que deben generarse entre el ámbito estratégico y el ámbito
operativo.

Un proceso de conversión de un círculo vicioso a un ciclo virtuoso debe ser
factible de medirse en sus diferentes etapas, pero como ya se dijo, la ambigüedad
con la que se ha definido hasta ahora el concepto de productividad, no
proporciona un modelo que refleje de manera equilibrada los efectos contrastantes
de las diversas variables que lo componen, haciendo imposible su medición con
fines de mejorarlas.
Como primer paso del proceso de conversión se propone un procedimiento de
auto evaluación a partir de un modelo denominado “METron” (Modelo de
Evaluación Técnica de productividad industrial) desarrollado por el autor de este
libro como parte de una línea de investigación del colegio de ingeniería industrial
de la BUAP en conjunto con dos alumnos.
Traslade los conceptos vistos hasta ahora a:
El sistema de transportación de equipajes en un aeropuerto. ¿Puede ser eficiente y de
qué depende? ¿Proporciona un rendimiento? ¿Se puede medir su productividad?
¿Cómo?
Un equipo de audio y video. ¿Cómo se mide su rendimiento y en qué consistiría su
eficiencia?
¿De qué depende la productividad de un horno de panadería?
Auto evaluación de la productividad a través de METron y la conversión a un ciclo virtuoso.
El modelo de medición de productividad ha sido diseñado para que conduzca de
manera práctica y sencilla a los siguientes objetivos:
1. Descomponer la productividad en 5 índices básicos, de los que a su vez se
desprenden 25 variables cuantificables de fácil obtención, que tienen valores
específicos de importancia para cada sector industrial y que pueden ser
mejoradas a través del modelo planteado en este libro. Los valores de
importancia para cada variable deben ser estimados por el evaluador de

acuerdo con su propia experiencia, percepción del negocio y de ser posible
basado en estadísticas del mismo. Aunque no se descarta que en el futuro,
cuando se tenga una base de datos estadísticamente representativa, se
establezca un promedio de las importancias para cada variable por sector
industrial y tamaño de la empresa. En el modelo presentado, se proponen
valores de importancia que pueden ser cambiados por el evaluador al
momento de usar el modelo.
2. El desglose de la productividad en índices esenciales, permite al industrial
proponer una estrategia de causa-efecto, a través de la cual se orienten las
prácticas a resultados específicos y mesurables para cada una de las
variables y que en su conjunto, conducen a incrementos reales y de alto
impacto en la productividad.
3. Las variables no son exclusivamente de utilización o financieras, sino que
consideran aspectos relacionados con el nivel de satisfacción del cliente y la
capacidad del negocio para responder rápidamente a cambios de demanda o
una oferta de producto diversificada, características esenciales de una
empresa industrial del siglo XXI, así como los efectos de estas capacidades
en los costos operativos. Es claro que la optimización de cada una de estas
variables, debe buscarse de manera sistemática a través de las mejores
prácticas y herramientas cuantitativas proporcionadas por la administración
de operaciones y calidad total, de las cuales, se exponen en este libro
algunas de las de mayor impacto.
En la tabla siguiente se pueden apreciar los 5 indicadores básicos y su desglose en 25
variables. Explicaremos por pasos cómo llenar el modelo “METron”.

Calidad Eficiencia Rotación del
proceso
Costos
operativos
Administración
y finanzas Total
Peso Peso Peso Peso Peso
0.25 0.15 0.25 0.25 0.1 100%
Variables Valor Variables Valor Variables Valor Variables Valor Variables Valor
Retrabajos por
defectos por
equipos y
herramental
0-100
Utilización
de mano de
obra
0-100
Rotación de
materias
primas y partes
0-100
Utilización del
espacio de
transporte de
carga
0-100 Utilización del
efectivo 0-100
Retrabajos por
defectivos por
mano de obra
0-100
Utilización
de equipo y
herramental
0-100
Rotación de
inventarios en
proceso
0-100
Tiempos de
preparación por
cambios de
herramental
0-100
Utilización del
personal
administrativo
0-100
Retrabajos por
defectivos por
proveedores
0-100
Utilización
de
materiales
0-100
Rotación de
productos
terminados
0-100
Por
mantenimiento de
equipos y
herramental
0-100
Utilización de
equipo de oficina
y espacios
0-100
Retrabajos por
defectivos por
tiempo de
almacén
0-100
Utilización
de áreas de
producción
0-100
Demoras
causadas por
desabasto de
materiales
comprados
0-100 Por consumo de
energía 0-100
Rotación de las
cuentas por
cobrar
0-100
Porcentaje de
devoluciones por
los clientes
0-100
Demoras
causadas por
mantto. Y
sistemas
0-100 Por accidentes y
seguridad social 0-100
Rotación de las
cuentas por pagar 0-100
Proporción de
Scrap 0-100
Métodos de
trabajo 0-100
Porcentaje de
personal exclusivo
para inspecciones
0-100
Confiabilidad del
equipo de
medición
0-100

El primer paso es asignar un valor de importancia para cada una de las 25 variables en
una escala del 1 al 100. En este caso no importa que la suma de los valores de
importancia del conjunto de variables pertenecientes a cada índice básico exceda del 100,
ya que el modelo las considera de manera independiente con la finalidad de que no se dé
un mayor peso a las primeras variables y a las últimas se les reparta lo restante. Es decir,
puede haber varias variables con valores como 80, 90 o 100 pertenecientes al mismo
indicador básico. Estos valores también deben ser asignados basados en la experiencia
en el sector industrial o el tamaño de la empresa y de la observación de los efectos de
cada una de estas en la productividad, vista también como rentabilidad o posición
competitiva en el sector. Por ejemplo, las industrias maquiladoras tienen una alta
dependencia de la mano de obra, lo cual implica que esta tenga un valor de importancia
cercano al 100. En algunas industrias textiles de hilatura en las que cuentan con equipos
automatizados y dependen poco de la mano de obra, o el desperdicio es mínimo, tiene un
alto valor de importancia la eficiencia de los equipos, mientras que la eficiencia de la
mano de obra o el aprovechamiento de los materiales pueden tener valores de
importancia de entre 70 y 80. Hay industrias cuyos insumos son de bajo costo y sus
proveedores se encuentran localizados en la misma área, por lo cual la rotación de
materias primas representa poca importancia, se podría valorar en un rango de entre 50 y
60, mientras que dada la complejidad de su proceso y un largo tiempo de ciclo, la rotación
de sus materiales en proceso o de producto terminado puede tener una importancia que
fluctúe entre 90 y 100.
El segundo paso consiste en seleccionar valor dentro de los rangos correspondientes a la
operación del sistema y que se reflejan en las 25 variables a las que se las ha asignado
ya un valor de importancia. Ahora explicaremos brevemente la manera en que se asignan
los valores de cada variable.
Índice de eficiencia. Este es muy sencillo, aunque en el caso de la variable de utilización
de equipos y herramental se complica un poco por un solo aspecto: el impacto en la
productividad no es igual para la utilización de equipos modernos y de alta tecnología que
para equipos anticuados y ya depreciados. Por lo tanto se recomienda clasificar como “A”
a aquellos equipos de menos de 5 años, costosos y de alta tecnología, “B” para aquellos
que tienen de 5 a 10 años y “C” para los que ya están totalmente depreciados y obsoletos
y que aunque su utilización sea baja, genera un menor impacto en el rendimiento sobre la

inversión de la empresa. De tal modo que el evaluador debe estimar la utilización anual
promedio ponderada de cada tipo de equipo y asignarles un valor de importancia, para
que el modelo realice los cálculos correspondientes como lo muestra la fórmula siguiente:
Utilización anual promedio ponderada X Calificación de importancia
El valor obtenido para utilización de equipos se sumará a los valores obtenidos para las
utilizaciones promedio ponderadas de mano de obra, materiales y espacio, los que por
supuesto también se verán afectados por el valor de importancia concedida a cada uno.
La suma ponderada de los 4 se multiplicará por el factor de ponderación asignado al
índice ponderado de eficiencia al final.
Índice de calidad. Para este indicador, solamente se tienen que proporcionar los
porcentajes promedio de rechazo de productos. En caso de que sean muchos productos
diferentes los que se fabriquen y existan variaciones importantes en los promedios de
aceptación, es conveniente que se proporcionen los promedios ponderados bajo los
criterios de volumen o de costo de producto. El programa incluido en el CD no ofrece la
posibilidad de realizar estos cálculos, por lo que se recomienda que se realicen
externamente. Algunas variables en lugar de sumar, restan, dada la forma en que se
plantean, como el porcentaje de devoluciones, pero estos cálculos los lleva a cabo
internamente el programa. En el caso de la variable “confiabilidad del equipo de medición”
la respuesta se limita a un simple “Sí” es confiable o “No” es confiable.
Índice de rotación del proceso. En este se evalúan aspectos como la rotación de la
inversión y la rapidez del sistema en su totalidad, en otros términos, el throughput, o bien
los tiempos de ciclo. Todo esto en forma de 6 sencillas variables que engloban tanto el
aspecto de rentabilidad de la empresa como la satisfacción del cliente a través de la
puntualidad en las entregas, aunque se agrupan más en función de las causas de
incumplimiento que por sus efectos. El evaluador debe escoger opciones
correspondientes a rangos. Algunas suman y otras restan, como las demoras en las
entregas, que son la contraparte cuando se pretende una rotación alta, pero que con
ciertas prácticas pueden integrarse de modo armonioso. Para el aspecto de la efectividad
de los métodos de trabajo se tiene que responder un sencillo check list de 5 reactivos y al
que igual que en los demás casos se le ha asignado previamente un valor de importancia

dependiendo del sector industrial. Aunque se establecen las variables en número
promedio de días, de ser necesario se tiene que calcular el promedio ponderado por
volumen o costo de productos.
Índice de los costos operativos. Este es el más complicado de responder dado que no
siempre se tiene esta información a la mano. En el caso de las dos primeras variables de
este índice, que corresponden a los costos de suministros por proveedores externos y los
costos de preparación de equipos por cambios y preparación de herramentales se
plantean como eficiencia promedio en el transporte y tiempos promedio de cambio
respectivamente. Esto facilita la obtención de información. Para las variables de costos de
mantenimiento y energía se tienen que conocer la razón contra el costo directo, el cual se
integra por el costo de materia prima, mano de obra de producción y la depreciación de
maquinaria. Todo esto para el periodo de tiempo evaluado. Esta información debería
tenerla el departamento de contabilidad o de costos. Por supuesto, dichos costos tienen
un impacto negativo en la productividad. ¿Qué tan negativo? depende del valor de
importancia que se les asigne. También se escogen opciones dentro de rangos. Para la
variable de seguridad e higiene basta con marcar el nivel de riesgo que se calcula para la
prima del IMSS y el modelo realizará los cálculos automáticamente. Claro que un alto
nivel de riesgo tiene un impacto negativo en la productividad. Este índice es el fiel de la
balanza, sus variables son el equilibrio, cuando se trata de mejorar los otros indicadores
suelen afectarse negativamente los costos operativos, a través de este índice se cuida
que dicha situación no ocurra.
Índice de eficiencia en la administración y finanzas. Aunque aparentemente no existe
una relación estrecha entre los elementos de este indicador y el área productiva, la
actividad administrativa sí tiene efecto en la productividad de la empresa, dado que dicha
actividad involucra el uso de recursos. Un indicador de productividad debe considerar la
efectividad en el uso de recursos en cada ámbito de la empresa. Al igual que en el caso
de los otros 4 indicadores, el evaluador pondera la importancia que para su empresa tiene
este renglón. La variable 21, correspondiente al rendimiento del efectivo corresponde a la
tasa promedio de interés obtenida por inversiones temporales del efectivo, tales como
inversiones a plazo fijo, en CETES o inclusive en inversiones con rendimientos variables.
La utilización de recursos administrativos como el personal, equipo, mobiliario e
instalaciones, puede ser un estimado del evaluador y los periodos de pago y cobranza

son cifras promedio que pueden ponderarse también de acuerdo a los volúmenes de
compra o venta.
El último paso es asignar un coeficiente de ponderación para cada uno de los 5 índices
básicos en forma de valor relativo, por ejemplo:
Eficiencia : 0.20, que es = 20% Rotación del proceso: 0.25, que es = 25% Calidad: 0.25
= 25% Costos operativos: 0.20 = 20% Administración y finanzas: 0.1 = 10%. Total:
100%.
Es claro que la suma de los factores no debe superar el 1, es decir 100%. La asignación
de estos factores de ponderación debe ser preferentemente en base a datos estadísticos
sobre la influencia de estos en el índice global de productividad, sin embargo puede ser
producto de la experiencia o la percepción personal.
A continuación se aclaran algunas cuestiones relativas al modelo de evaluación:
Como nuestros lectores saben bien, la mejora continua es un proceso
interminable, así que siempre se pueden mejorar los rangos de cada variable.
Deben ser un reflejo del cambio y mejora. En un futuro cercano, cuando se
disponga de indicadores promedio por sector y tamaño de industria podrá
realizarse un comparativo que sirva de base para establecer metas de crecimiento
por variable.
El modelo es perfectible, sin embargo se considera que se han incluido las
variables de mayor incidencia en la productividad de las empresas en general.
Aspectos como el nivel de automatización, la capacitación, organización y
tecnologías de la información se han integrado en forma de su efecto en algunas
variables y no como un efecto propio. Algunas variables pueden resultar
irrelevantes en algunos sectores, en tal caso se les asigna un valor de importancia
muy bajo o de cero. Es por eso que se otorga libertad en cuanto a dichas
asignaciones.
El índice global de productividad es la suma ponderada de los 5 índices básicos, y
por sí solo no dice mucho. Su descomposición en índices básicos y variables es lo
que lo convierte en un instrumento útil de auto evaluación y mejora continua.
Invito al lector a que proponga variables que considere fundamentales en su industria
y que no hayan sido consideradas en METron, así como su escala de medición.

Evalúe la productividad de su negocio con el SW METron que puede bajar de
www.reevoluciona.com.mx como soporte didáctico. Simule con datos variados y pruebe sus
efectos en su productividad.
Paradigmas de la productividad en la pequeña empresa nacional.
Mucho es lo que se ha hablado respecto a la problemática por la que atraviesa la
pequeña empresa en nuestro país. Los políticos y economistas lanzan propuestas,
programas y estrategias que regularmente no logran aterrizar, mientras la situación de
este sector, del cual vive un alto porcentaje de la población, es más crítica cada año. Más
aún, últimamente todas las grandes empresas han ubicado a las PYMES como un
segmento de mercado con un gran potencial y adecuan sus ofertas para satisfacer a un
segmento tan grande y anteriormente desatendido. De todo esto, considero que vale la
pena destacar algunos aspectos. Los grupos que dicen estar interesados en ayudarlas,
solamente ven en estas la oportunidad de hacer más negocios sin resolver la verdadera
problemática del sector. Entretanto, los dragones chinos siguen mejorando su posición
competitiva, como consecuencia principalmente de la baja productividad de los pequeños
y medianos empresarios nacionales.
Aunque está claro que el entorno no es favorable al pequeño empresario, tampoco ayuda
en mucho su actitud, en muchos casos de recriminación constante al estado, que dejó de
ser paternalista y que en esa transición, además, se ha desentendido de su
responsabilidad con el desarrollo social. El pequeño empresario, debe estar conciente de
que se encuentra encerrado dentro de un triángulo formado por 3 paradigmas, que le
impiden visualizar estrategias novedosas de operaciones que le lleven a un nivel de
productividad conductora a la competitividad. Entendamos por paradigmas “una serie de
propuestas aceptadas y que durante cierto tiempo proporcionan modelos de problemas y
soluciones a una comunidad empresarial, académica o política, afectando sus
concepciones sobre el pasado y dando los principales tintes a sus cuadros sobre el
futuro.” 11
¿Cuáles son estos 3 paradigmas?
11 Thomas Kuhn, La estructura de las revoluciones científicas, México, Fondo de Cultura económica, 1971, p.13.

1º. Los altos volúmenes de producción y la mano de obra barata son la única
ventaja competitiva. Definitivamente las compras de altos volúmenes implican la
posibilidad de bajar los costos de materiales de producción en porcentajes hasta de un
40% en muchos casos, en algunos más, inclusive. Es claro también, que si la
estrategia con la que una pequeña compañía piensa competir contra una gran
empresa - ya posicionada en el mercado y cuyos costos de producción y precio de
venta son muy bajos - está basada sobre la producción de altos volúmenes y competir
con precios bajos también, entonces sus posibilidades de éxito son prácticamente
nulas. Aunque en esta parte no abundaremos en cuanto a la contrapropuesta al
problema de la estrategia, sí podemos adelantar que la productividad no está ligada
forzosamente a la reducción de los costos de materiales comprados. Pueden
adquirirse materiales a muy bajo precio y tener en cambio niveles de desperdicio de
economía de escala, que al final superan los ahorros obtenidos en las compras
masivas, o bien, costos de almacenamiento de materiales muy altos, acordes a sus
mismas adquisiciones en escala. Por lo tanto, ser una economía de escala, producir
en volúmenes muy altos, no garantiza una productividad alta. De hecho, durante los
años ochentas muchas industrias de altos volúmenes dejaron de ser economías de
escala para convertirse en deseconomías de escala al enfrentar severos problemas
organizacionales y de planeación que las condujeron a mayores pérdidas financieras
en la medida en que crecían más. De este modo, tuvieron que reestructurarse como
unidades de negocios más pequeñas pero más rentables y controlables.
2º. Solamente a través de la alta automatización se puede ser productivo. En
este caso también es definitivo que la robotización y las líneas automatizadas
contribuyen a la reducción de costos en sistemas de producción en serie o de altos
volúmenes, coadyuvan a una mayor eficiencia operativa, generan menos desperdicio
y casi siempre ahorran energía. Sin embargo, y dicho por Andersen Consulting hace
ya más de 10 años, está comprobado que muchas industrias en las que se
desperdiciaban movimientos y operaciones cuando el trabajo era realizado por mano
de obra, se conservan los movimientos y operaciones ineficientes, ahora realizadas
por costosos robots, cuyos costos fijos por los cargos de depreciación anuales son
enormes. Por otra parte, y desde un punto de vista de administración de riesgos, una
industria con un alto nivel de automatización y líneas de producción de alto volumen

es hipersensible a los cambios en la demanda. Cualquier desplome en esta conlleva
a grandes pérdidas. Por otro lado, en muchos casos también se debe considerar que
estos equipos limitan la flexibilidad del proceso, siendo diseñados para producir altos
volúmenes de una diversidad muy limitada de productos, en una época en que los
consumidores demandan cada vez productos más hechos a la medida y entregas de
lotes más pequeños, como se explicó en el primer capítulo.
3º. La escasez de créditos y apoyos financieros a bajo costo imposibilita la
competitividad. Por supuesto que sin dinero no hay empresa. También está claro que
en nuestro país el costo del dinero es alto y no es accesible para el pequeño empresario,
que es quien realmente lo necesita. Pero también es fácil darse cuenta de que en
cualquier empresa, - y basta con conocer información de algunas de las grandes
empresas automotrices- en la medida en que se tienen más recursos, se generan más
desperdicios y en algunos casos hay un gran derroche. Paradójicamente, una empresa
eficiente es la que desperdicia menos y la que con menos recursos logra más. La
pregunta sería entonces, ¿Se requiere de un gran soporte financiero para ser más
productivo? ¿No sería mejor acaso, pensar en ser más productivos, generar riqueza con
los recursos que la misma empresa genere siendo más eficiente y después apalancarse
financieramente apoyados en los recursos propios generados? A cualquier institución
financiera le interesa proveer ese soporte financiero a una empresa altamente rentable y
que además presente propuestas de inversión en las que la relación costo-beneficio sea
clara y positiva.
Romper con los paradigmas que se han mencionado, no es un trabajo fácil. El ciclo
virtuoso de la productividad propone un abanico de prácticas y estrategias vinculadas
y que guían al empresario a ese complejo proceso de conversión.
Una vez que se ha llevado a cabo el procedimiento de auto evaluación y revisión de la
estrategia competitiva y la capacidad del sistema, podemos abordar la utilización de
algunas prácticas del ámbito operativo, bien conocidas, pero cuya utilización no es a
veces la más adecuada. En el siguiente capítulo, se muestra la manera en que se
pueden comenzar a vincular los resultados obtenidos de METron con el ámbito
estratégico y su aterrizaje en el ámbito operativo. Entremos en acción.

Anexo del capítulo V
Matriz de prácticas y herramientas de mejora para las variables de la productividad.
Dise
ño d
e di
spos
itivos
Prog
ram
ació
n y
regr
esió
n lin
eal
Sim
ulac
ión
Man
teni
mie
nto
Prod
uctiv
o To
tal
(TP
M)
Mod
elo
EOQ
Punt
os d
e re
orde
n y
mod
elo
de S
S
Kan-
ban
MR
P
CR
P Y
Pl
anea
ción
agre
gada
SMED
Con
trol
Esta
díst
ico
del
Proc
eso
(CEP
)
Poka
- Yok
e
Anál
isis
cos
to-
bene
ficio
Des
arro
llo d
e pr
ovee
dore
s
Prog
ram
ació
n de
car
gas
Adm
inis
traci
ón
del c
ambi
o
Auto
mat
izac
ión
Mod
elos
de
adm
inis
traci
ón
del e
fect
ovp
y co
bran
zas
Che
ck li
st
Prog
ram
as d
e se
gurid
ad e
hig
iene
Utilización de mano de obra o o o o
o o o o o oUtilización de materiales o o o o oUtilización de áreas de
producción o o o o o o o o oRotación de materias
primas y partes oRotación de inventarios en
proceso o o o o o oRotación de productos
terminados o o o oDemoras causadas por
desabasto de materiales comprados
o o o o o oDemoras causadas fallas
del sistema o o oMétodos de trabajo o o o
Defectivos por mano de obra o o o o o
Defectivos por equipos y herrtas. o o o o o o
Defectivos por proveedores o o o o oDefectivos por tiempo de
almacén o o o o o o o oPorcentaje de devoluciones
por los clientes o o o
Porcentaje de personal exclusivo para inspecciones o o o o o
Proporción de retrabajos o o o o o oConfiabilidad del equipo de
medición oUtilización del espacio de
transporte de carga o o oTiempos de preparación por
cambios de herramental o o o o o o
Costos por mantenimiento de equipos y herramental o o oCostos por consumo de
energía o o oCostos por accidentes y
seguridad social o o oRendimiento del efectivo oUtilización del personal
administrativo o oUtilización de equipo de
oficina y espacios o oControl de las cuentas por
cobrar oControl de las cuentas por
pagar o
Utilización de equipo y herramental

Capítulo VI
Descubriendo la raíz de los problemas Caso de la aplicación del diagrama de Ishikawa en cadena como
herramienta de análisis.
El progreso se debe siempre al hombre irrazonable. El hombre razonable se adapta a la situación existente,
el irrazonable es el que quiere cambiar la situación. George Bernard Shaw
¡Sencillamente no entiendo! No los puedo entender – se quejaba Faustino Sintino,
director general de “Maquilas y suministros especiales” ante su compadre y contador
general de la misma empresa, Filogonio Conforme - ¿Acaso no hubo una utilidad neta
razonable? El estado de resultados así lo demuestra, no me parece poca una utilidad neta
de 20 millones de pesos en este año. Nunca le atino a lo que quieren los accionistas.
¿Cómo pretenden que genere mayores utilidades si el mercado no responde y no me dan
más recursos para invertir en equipos nuevos?. Calmado Tino....- sugirió su compadre
Filogonio- ya una vez traté de explicarte que estos cuates no miden las utilidades de su
negocio en términos absolutos, sino en términos del Rendimiento sobre la inversión de
sus negocios. Esto les permite comparar la rentabilidad de esta contra la de las otras
plantas que tienen en otros estados y que por supuesto se dedican a lo mismo. Por
ejemplo la de Querétaro, la que administra Fernando Fregón y a quien siempre te ponen
de ejemplo - Sintino, se puso verde a la mención del nombre de Fregón – Ni siquiera
nombres a ese presumido, taquicárdico hiperactivo, se las da siempre de que todo lo
puede con sus proyectos y estrategias, me marea su rollo de siempre sobre la
productividad y su actitud de autosuficiencia. Además, no se de qué se jacta, revisamos
sus utilidades y fueron menores a las nuestras. Sí – respondió enseguida Conforme –
pero es una planta más pequeña y la inversión que tienen en esa es mucho menor que la
que tienen aquí. Ellos han sido mucho más rentables en términos de rendimiento sobre la
inversión, que para muchos inversionistas es la manera más clara de evaluar la
rentabilidad de un negocio al compararlo con otras oportunidades de la misma inversión. –
Faustino Sintino estaba a punto de volver a replicar cuando su secretaria, la señorita
Loera, lo interrumpió abriendo bruscamente la puerta – Licenciado Sintino, está aquí
Feliciano Buscalaraíz, ¿lo dejo pasar?- Feliciano Buscalaraíz era un joven supervisor de

producción conocido en la empresa por su constante afán en proponer ideas extrañas y,
para el gusto de Sintino, demasiado arriesgadas y de largo plazo, cuando en realidad
debería de ocuparse de resolver los problemas inmediatos del área de producción, que
eran muchos. A pesar de todo, el joven le simpatizaba y le gustaba escucharlo. ¿Quién
sabe con qué mafufada venía ahora? Por alguna razón su instinto le decía que esta vez
valía la pena que se uniera a la conversación con su compadre Filo, quien aunque lo
escuchaba y le explicaba lo que no entendía, en realidad nunca lo ayudaba a resolver los
problemas respondiendo que eso era lo normal y que siempre sería así. - Está bien
señorita Loera, dígale que pase, a ver con qué onda rara viene ahora – Feliciano entró a
la oficina saludando cortésmente a Faustino y Filogonio – Feliciano, no sé a qué debo tu
visita, pero fíjate que hoy me gustaría conocer tu punto de vista acerca de un problema
que estamos platicando el contador Conforme y yo. Nuestros accionistas se quejan de
que tenemos un rendimiento sobre la inversión muy bajo, comparado con otras plantas de
la república. Compadre, explícale a Feliciano este asunto del ROI por favor – Conforme
dibujó el diagrama de árbol del ROI conocido como método DuPont y le explicó
brevemente a Feliciano cómo funcionaba este. Cuando terminó su explicación, Feliciano
volteó a ver a Sintino con cara de “se lo dije” – Lic., este problema tiene ramas y además
raíces, hace tiempo que le vengo insistiendo en que debemos atacar los problemas de
raíz y dejar de “apagar fuegos”, pero siempre me da por mi lado. Bueno, entonces, ¿qué
propones ahora? – se resignó Sintino al tiempo que Feliciano preguntaba entusiasmado -
¿Conocen ustedes el diagrama Causa-Efecto de Ishikawa? - Esa es una herramienta para
calidad, creo- repuso escéptico Sintino – Efectivamente – asintió Feliciano y continuó –
pero en este momento y si me permiten una hora de su tiempo la vamos a enfocar al
problema del ROI bajo, y esto va a ser más fácil de lo que se imaginan. ¿Tienen tiempo?
– Sintino asintió pensando: A ver si ahora sí le atino.
Dibujemos primero nuestro diagrama de “espina de pescado”, y en el extremo derecho
ubiquemos nuestro problema, que en este caso es el de un ROI bajo. Le pondremos
tentativamente cuatro ramas, que podríamos ajustar después conforme avancemos.
Bajo ROI

En esta primera etapa no será muy difícil ubicar las causas del problema y tampoco
debemos ser demasiado obvios. Es claro, si nos apoyamos en el diagrama DuPont, que
las causas directas del ROI son el margen de utilidad y la rotación de la inversión, pero a
fin de localizar causas que conduzcan a la propuesta de soluciones posibles debemos ir a
mayor profundidad, así que ustedes díganme algunas. La respuesta parecía aún así muy
obvia, así que Sintino y Conforme comenzaron a enunciarlas en un procedimiento similar
a una lluvia de ideas:
- Ventas bajas
- Bajos márgenes de utilidad
- Costo de ventas alto
- Una inversión total alta y..... ¿qué más?
Vamos señores – exclamó Feliciano – estas son demasiado obvias, están en la superficie,
necesitamos más profundidad. Coincido con ustedes en que ventas bajas divididas entre
una inversión total alta da como resultado una baja rotación de la inversión, y que en la
medida que se incremente la inversión total sin incrementos proporcionales en las ventas
baja aún más dicha relación de rotación, pero descompongamos la inversión total en sus
componentes.
Entonces ¿qué?, debemos considerar que la inversión fija alta ¿es una causa?- Preguntó
Sintino - No estoy muy seguro – respondió Feliciano- anotemos en la lista.
-Inversión fija alta
-Inventarios altos
-Baja rotación de las cuentas por cobrar
-Altos niveles de efectivo
Tratemos de acomodar estas posibles causas en el diagrama, agrupándolas en 4
categorías básicas.
Bajo ROI
Ventas Inversión
fija
Capital de trabajo
Costo de ventas

No le veo aún mucho sentido a esto – admitió decepcionado Sintino - Estamos
comenzando apenas ... Lic. Propongan causas más específicas y las colocamos en los 4
grupos creados –continuó Feliciano. Sintino y Conforme comenzaron a proponer causas
basados un poco en su experiencia en el negocio:
- Bajas eficiencias en equipos y se deprecian sin utilizarse en los niveles
planeados cuando se adquieren
- Frecuentemente nos pasa que el herramental se vuelve obsoleto antes de lo
planeado
- Altos costos por alquiler de las naves
- Rotación de los inventarios
- Los costos de nuestros materiales y la ineficiencia en su utilización
- Retrasos en las entregas a clientes
- Y las devoluciones que nos hacen por problemas de calidad.
- Los costos de transportación de materiales y distribución
- Tardanza en cobrar facturas
- A veces tenemos niveles de efectivo muy altos y recibimos un interés muy bajo
por estos.
¿Podemos mencionar algunos factores externos que también nos afectan? – preguntó
Sintino, a lo que Feliciano respondió afirmativamente. – Entonces:
- La competencia vende más barato que nosotros
- O venden productos que no tenemos ni en existencia ni en línea.
Después de la lluvia de ideas y de agruparlas en el diagrama, este ya lucía así:
Bajo ROI
Ventas bajas bajas
Inversión fija
Capital de trabajo
Costo de ventas
Retrasos en entregas
Intensa competencia Rechazo de pedidos
Tamaño de la nave industrial
Devoluciones por calidad
Depreciación de equipos
Baja eficiencia
Baja rotación de inventarios
Niveles excedentes de efectivo Baja rotación de
cuentas por cobrar
Costos de materiales
Costos logísticos Ineficiencia en mano de obra
Obsolescencia prematura del herramental

Bueno .... –suspiró Sintino aún no muy convencido – esto parece empezar a tomar forma,
pero aún no me dice mucho. Todo esto lo hemos dicho nosotros, simplemente está
agrupado y dirigido a un efecto negativo. Así es señores –repuso Feliciano – esta es solo
la primera parte. ¿Cuál creen ustedes que sea la siguiente fase?. La propuesta de
soluciones – contestó arrogante Conforme - No compadrito, no lo creo .... – contradijo
Sintino con un gesto de profunda reflexión – me parece que empiezo a entender por
donde va todo esto. Debemos convertir ahora cada una de estas causas principales en
efectos e ir más a fondo en las causas de estas en un diagrama causa-efecto propio. ¿Me
equivoco Feliciano?. No señor Sintino, veo que ahora sí empieza a atinarle – asintió
orgulloso Feliciano – Comencemos elaborando el Ishikawa de las ventas bajas, sugiriendo
posibles causas de las causas anteriores.
Ahora, podemos a su vez convertir una de estas causas principales en un nuevo efecto
para hallar nuevas causas en mayor detalle. Consideremos el caso de los retrasos en
entregas, que es uno de los que más causas contiene:
Ventas bajas
Retrasos en entregas Intensa
competencia
Rechazo de pedidos
Devoluciones por calidad
Falta de materiales
Flujo de mats. lento Descomposturas de equipos
Incapacidad de competir con precio
Falta de coordinación con ventas
Saturación del mercado
Productos no diferenciados
Incosteabilidad Capacidad insuficiente
Inspecciones insuficientes
Envíos de urgencia Altos costos por
inspección
Desinformación de especificaciones

Como ustedes pueden ver señores, lo único que hemos hecho es desencadenar una serie
de diagramas causa –efecto, podríamos llamarle incluso “Causa-efecto en cadena” – se
jactó ufano Feliciano – Sí – respondió de inmediato Sintino – ahí ya podemos encontrar
responsables directos de cada causa, quienes a su vez se tendrán que reunir como
nosotros a elaborar sus propios causa –efecto específicos por departamento de la
empresa. Por ejemplo, el área de administración de suministros debe tomar la rama de
falta de materiales y buscar las subcausas de cada una de las ramas de que se compone-
Conforme esta vez no se quedó callado – y más aún compadre, deberán generar todo un
proyecto de propuestas de mejora para todos los problemas localizados. Lo mejor de todo
es que yo creo que en algunos casos van a llegar a propuestas similares, es decir que
algunas propuestas contribuirán no solamente a la solución de un problema sino de varios
a la vez.
(En este punto del capítulo me detengo para invitar a nuestros lectores a que
desarrollen el causa- efecto en cadena de la rama-causa “Inversión fija”, apoyados en los temas
discutidos en el capítulo de decisiones de capacidad)
¿Qué tal Feliciano si para que nos quede más claro a mi compadre y a mi nos ayudas a
desarrollar por último el causa-efecto en cadena de la subcausa de la “baja rotación de
inventarios”? – Pidió encajosamente y abusando de su posición Sintino – Claro Lic, con
Retrasos en
entregas
Falta de materiales Descompostura
de equipos
Flujo lento del proceso
Coordinación con ventas
Planeación inadecuada
Reportes de inventarios falsos
Puntos de reorden inexistentes
No existe TPM No hay stock de seguridad
de refacciones
Falta de programación de cargas de trabajo
Líneas desbalanceadas
No hay pronósticos
Las órdenes se pierden
Algunos equipos necesitan reemplazo
Errores de planeación
Tiempos de preparación largos

mucho gusto, nadamás mande a traer unos tacos y cervezas porque con tanto trabajo ya
me dio hambre y sed – reclamó con justicia Feliciano, petición que Sintino cumplió con
presteza.
Una vez que lanzaron su lluvia de ideas Feliciano procedió a dibujar el nuevo diagrama.
Creo, jefe, que ya con esto está en posibilidad de asignar responsables directos en cada
área. Como les dije antes, era muy probable que en este nivel se repitan muchas
subcausas y algunas de las propuestas hechas para resolver algunos problemas sirvan
para otros más.
Sintino se veía muy emocionado – Srita. Loera, por favor agende reuniones con los
responsables de cada área para mañana mismo – Conforme, al ver su entusiasmo no
pudo evitar decirle alegremente – ahora sí compadre, de esta vas a tener que cambiarte
hasta el apellido.
Baja rotación de inventarios
Exceso de materiales en proceso Niveles altos de
materiales comprados
Flujo lento del proceso
Exceso de inventarios producto terminado
Planeación inadecuada
Reportes de inventarios erróneos
Largos tiempos de preparación
No hay MRP
Programación ineficaz de cargas de trabajo
Líneas desbalanceadas
No hay pronósticos
Stocks de seguridad excesivos
Tamaños de lote erróneos
Retrasos en cumplimiento de órdenes
Tiempos de preparación largos
Altos stocks de seguridad y reportes de inventarios falsos

Caso de la aplicación de la regla 80-20 de Paretto en la
administración de la cadena de suministros internos.
¿Por dónde diablos empiezo? Se preguntaba confuso Pepe Fierros, parado mientras
observaba las columnas de tinas llenas de materiales en proceso. Todos en la junta
habían llegado a la misma conclusión. No podía decirse que no hubo consenso. La auto
evaluación con METron arrojó resultados contundentes. Si pretendían elevar el nivel de
productividad tenían que comenzar por incrementar la rotación de sus inventarios y a
Fierros como supervisor de producción, le correspondía acelerar la rapidez en el flujo de
los materiales en proceso. La metodología había sido bastante clara, había que reconocer
que el consultor supo conducir la reunión muy bien; las prácticas propuestas a utilizar,
fueron suficientemente claras. Esta técnica de los predisis (puntos de reorden dinámicos
en suministros internos) no se veía nada difícil. Ni lo del SMED, aunque claro, de este
saldrían más dudas en su momento. Pero, no obstante que el consultor sugirió que no
valía la pena generar predisis para todos y cada uno de los materiales y productos, ahora
le parecía imposible determinar cuáles sí y cuáles no debería incluir en la aplicación de la
práctica. Tenía frente a sí aproximadamente 8 columnas con 5 y hasta 6 tinas cada una.
Algunas de las tinas contenían más de 2,000 piezas y correspondían a más de 35
números de parte diferentes. Mientras más lo pensaba más confundido se sentía y menos
lograba hallar la punta de la madeja. La voz amigable de Francisco Chánez Díaz de Híjar
lo sacó de sus pensamientos - ¿Y ahora qué tienes Pepe? Mira nadamás, te pareces a la
troqueladora 5, que lleva descompuesta 2 meses y ahí sigue parada sin que terminen de
repararla nunca – Francisco Chánez Díaz de Híjar, operador, era su brazo derecho en el
área de rectificado. Debido a que no tenía carrera profesional no había tenido la
oportunidad de acceder a mejores puestos, pero conocía el proceso del derecho al revés
y mostraba siempre una gran capacidad de análisis y receptividad para entender los
problemas – Te confieso Paco que no sé ni por dónde empezar. Son tantos productos que
no sé cuáles debemos acotar al nuevo esquema de inventarios mínimos. Según
acordamos con el consultor, tenemos que escoger ciertos números de parte para
incluirlos en el programa de predisis, y eso por el momento me queda claro, pero son
tantos productos que no sé con cuál empezar. ¡Solamente mira cuánto material hay aquí!
Checa esta tina, tiene más de 2 meses aquí parada, y aquella con pernos del M1, ya está
hasta descontinuado el producto. Tenía razón el consultor .... nuestro actual sistema de

“empujar” nos trae como consecuencia graves problemas de sobreinventarios e incluso de
calidad – Paco Chánez suspiró profundamente y con modesta actitud propuso - ¿Sabes
Pepe? Algo que se me quedó muy grabado en la reunión con el consultor, es que nunca
debemos perder de vista el objetivo a resolver cuando se aplica cualquier técnica,
práctica, o como se llame. Y creo que en este caso el objetivo es reducir la inversión en
inventarios en proceso, a través del incremento en la rotación de los materiales más
costosos o que al menos representan la proporción de inversión más alta – Pepe Fierros
lo observó aún más confuso – Pues sí, exactamente eso es lo que dijimos, o más bien lo
que el consultor nos condujo a concluir. Pero sigo igual que hace un rato. – Chánez lo
observó un tanto desesperado y replicó enseguida – Pues eso quiere decir que debemos
escoger para los predisis aquellos números de parte que representan la mayor inversión y
trabajar con estos – Fierros hizo gesto de fastidio – Bueno Chánez, ¿tú crees que no
tengo qué hacer? Ya es más que suficiente con estar “apagando fuegos” todos los días
para que aparte me pongas a hacer estudios estadísticos y a clasificar. Y tú también
deberías de estar preparando la rectificadora 6 para el cambio a M5. – Chánez sugirió
conciliador - ¿Porqué no le dices a Federico, el chico practicante, que te ayude? El pobre
se da unas aburridas bárbaras. Lo pusieron a hacer estudios de tiempos. Es como el
quinto estudio que hacen y que no les sirve para nada. El chico sabe algo de estadística,
es estudiante de ingeniería. Ven, vamos a explicarle – Ambos se acercaron a Federico,
quien cabeceaba de sueño parado frente a un equipo en preparación - ¡Federico
despierta! – exclamó Chánez, haciendo que Federico brincara del susto. Pepe Fierros y
Chánez explicaron a Federico el problema y él aceptó gustosamente el reto. Afirmó
conocer una regla estadística que pensaba que podría aplicar con éxito. Les solicitó 50
días para poder reunir datos y entonces les presentaría los resultados de su estudio así
como sus sugerencias.
Cincuenta días después.
Pepe Fierros observaba con atención la tabla que tenía ante sí. (Ver tabla 6.1) - Muy
interesante Federico, y muy útiles los datos, ¿pero para esto tardaste 50 días? – A lo que
Federico respondió airado – ¡Oye Pepe! Pero si esto es solamente “la punta del iceberg”.
En esta tabla ya está condensada toda la información. Como puedes ver, los primeros 4
productos son aquellos de los que menos hay en inventario en proceso en términos
relativos, ya que

por volumen constituyen el 18.4 % de este, pero por su valor económico representan el
75.5 % de la inversión en inventario en proceso, por lo tanto, para el objetivo que
perseguimos de reducir la inversión e incrementar la rotación debemos aplicar los
mentados predisis a este selecto grupo de 4 claves de piezas. En cuanto a los otros
productos los podemos seguir manejando como actualmente se hace, ya que no impactan
de manera severa la inversión en inventarios. – Fierros, con un gesto serio replicó – Te
agradezco la cátedra de estadística Federico, pero eso ya lo sé. Lo que quisiera saber es
cómo llegaste a elaborar esta tabla. –
Federico continuó con gesto de impaciencia mientras pensaba: “Este es, o se hace”.
En realidad es mera cuestión de sentido común para este problema en particular y una
estricta disciplina de seguimiento de los registros diarios de inventarios en proceso. Pero
se lo describiré en pasos:
a) Elaboré el siguiente formato:
REPORTE DE INVENTARIOS EN EL DEPARTAMENTO DE RECTIFICADOFECHA: 12/03/03
No. De Tina No. Pieza Descripción de
la pieza: CantidadFecha de ingreso a
T.T.
Días en el Depto.
1 58911 Plato sujetor 17694 10/02/03 322 16590 Gatillo 2129 23/02/03 193 65009 Gatillo 5124 24/02/03 184 65009 Gatillo 4601 06/01/03 665 65009 Gatillo s/c 07/02/03 356 65029 Gatillo 3789 21/01/03 517 16591 Gatillo 3896 07/01/03 658 22929 Rondana plana 24/02/03 189 21907 Rondana plana 565 22/01/03 5010 22147 Rondana plana 3148 17/11/02 11511 22607 Rondana plana 1565 17/02/03 2512 22607 Rondana plana 1988 08/02/03 34

Tabla 6.2
Este me permitió dar un seguimiento diario de las entradas y salidas de todos los
materiales en proceso en espera a ser tratados en nuestra área de rectificado.
b) Una vez que enlisté y me familiaricé con todas las piezas y sus variantes que son
procesadas en esta área y que permanecen en espera como consecuencia de que
son empujadas a través del sistema antes de que sean realmente requeridas,
extraje los siguientes datos:
Tiempo promedio de permanencia en espera de cada No. De pieza
Cantidad promedio en inventario por No. De pieza
Cantidad promedio en cada tina por No. De pieza y
No. Promedio de tinas por No. De pieza
c) Obtuve los costos por unidad para cada No. De pieza. Y los multipliqué por la
cantidad promedio.
d) Agrupé los números de pieza por la inversión en inventario, de tal modo que fue
muy fácil separar aquellos cuya inversión supera los $100,000 de los que la
inversión es mucho menos que eso.
e) Sumé los volúmenes, obtuve el porcentaje del total, así como las inversiones y sus
porcentajes. Las proporciones no son exactamente de 80-20, pero sí una relación
similar. Parece algo obvio, pero hasta que no se analiza, no es conveniente
proponer una estrategia de inventarios con una alta probabilidad de dar resultados
efectivos.
Pepe Fierros movía la cabeza afirmativamente, aprobando la explicación. – Muy bien
Fede, solamente quería asegurarme de que seguiste el procedimiento correcto. Dime si
tuviste alguna duda a lo largo de este procedimiento.
Federico reflexionó por unos instantes y respondió pensativo: Pues sí ....... hubo
momentos en que pensé que sería más preciso si considerara un periodo mayor de
tiempo, pero Chánez me dijo que la información que recolecté en estos días era

suficientemente representativa, de tal modo que no era necesario extender más el
periodo. Por otro lado, hubo momentos en que dudé sobre el criterio que debería utilizar
para seleccionar los grupos y clasificarlos como 80-20. Es decir, el criterio tradicional de
selección es volumen contra inversión. Pero por un momento pensé que podría ser útil
otro criterio de selección, como el tiempo promedio en espera, de tal modo que se le
preste mayor atención a aquellas piezas que permanecen largo tiempo en inventario en
proceso. Sin embargo, tratando de no perder de vista nuestro objetivo inicial decidí que
era prioritario el problema de la alta inversión en materiales en proceso.
Invitamos a nuestros lectores a qué propongan algunos otros criterios de selección
para clasificar 80-20 en las siguientes empresas:
Procesamiento y envasado de frutas en conserva
Fabricación de muebles y artículos para baño
Fabricación de marcos de madera.
¿Qué factores consideraría para determinar el tiempo óptimo de estudio del
comportamiento de inventarios?
Después de la explicación Chánez exclamó satisfecho: Ahora sí Fierros, creo que
podemos comenzar a diseñar la estrategia de predisis de nuestro sistema de producción.
Manos a la obra.

Capítulo VII
Las mejores prácticas de la alta productividad al alcance de la pequeña industria nacional
Manufactura esbelta y Kaizen, son dos conceptos a cuya amplia difusión y
aplicación en las grandes industrias manufactureras, se les atribuye en gran medida el
alto nivel de competitividad del que estas gozan. Sin embargo, y sin pretender
demeritarlos, ambos conceptos constituyen en sí solamente el marco dentro del cual se
despliegan un conjunto de prácticas, en su mayoría de origen japonés y que,
efectivamente, coadyuvan en gran medida a la mejora sustancial de ciertas variables que
se traducen finalmente en medidas de productividad y estas a su vez en elementos de
competitividad. Estas prácticas son en esencia de una sencillez tal, que es difícil
imaginarse el porqué no se han implantado en las PYMES manufactureras nacionales,
que las necesitan tanto como, o más que las grandes empresas transnacionales que las
utilizan con éxito desde hace décadas. Ese porqué se analiza en el capítulo siguiente. En
este capítulo se pone al alcance del lector ese conjunto de prácticas y modelos que
contribuyen de manera importante, a consolidar ese vínculo integral entre el ámbito
estratégico y el operativo y convierta los círculos viciosos de improductividad en ciclos
virtuosos. En la matriz del anexo del capítulo V, se puede apreciar el impacto que
cualquiera de las prácticas mencionadas en este y los 2 capítulos siguientes tienen sobre
las diferentes variables a través de las que se puede medir la productividad y que el
modelo METron contribuye a evaluar de modo equilibrado.
Para comenzar se describe una variante del famoso Kan-ban, la base operativa de un
sistema “Justo a Tiempo” (JIT) y que se ha convertido en la práctica de mayor uso en las
cadenas de suministros de las compañías de clase mundial. A esta variante se le
denomina predisi, y a continuación se trata con más profundidad.
PREDISI (Puntos de reorden dinámicos para suministros internos o el kan-ban
interno)
Aunque como se mencionó anteriormente, el kan-ban es una práctica esencialmente de
gran sencillez, existe entre los pequeños empresarios la idea errónea de que solamente
las grandes compañías ensambladoras pueden implantarla con éxito. Inclusive he
hablado con consultores japoneses que han impartido conferencias y consultoría en

nuestro país y afirman lo mismo. Comparto su opinión cuando se trata del kan-ban
tradicional de soporte a JIT, en el que las grandes ensambladoras contratan a sus
proveedores con la condición de que se instalen en la periferia o contraten a su vez
servicios de consignación, siendo así, efectivamente, capaces de suministrar lotes muy
pequeños en intervalos de tiempo muy cortos, a un costo de transporte muy bajo dada la
cercanía de sus instalaciones. Pero no coincido con ellos cuando se piensa en el
fundamento básico del kan-ban, que es tan simple como un sistema manual, mecánico o
electrónico de avisos de abastecimiento a las estaciones de suministro, basados en el
tradicional modelo de punto de reorden y que se puede aplicar con grandes posibilidades
de éxito en la cadena de suministros internos de la industria. Un alto porcentaje de las
PYMES manufactureras tiene cierto grado de integración vertical, es decir, fabrican sus
propios subensambles y algunas partes y componentes, en algunos casos con el fin de
asegurar el abasto, la calidad o de reducir costos logísticos por materiales comprados.
Esto, sin embargo, puede tener como consecuencia un incremento sustancial en el capital
de trabajo empleado en materiales en proceso (WIP, Work in process), aún más en la
medida en que crece la diversidad de productos - que debería de contribuir a mejorar el
ROI y no al revés - ¿Porqué no entonces aplicar la esencia de kan-ban a esta
problemática? PREDISIS, una práctica propuesta que toma algunos aspectos de kan-ban
y los combina con la sencillez del modelo de punto de reorden, coadyuva a la solución del
problema de los altos niveles de inventarios en proceso y su efecto consecuente en el
ROI.
Las cadenas de abastecimiento interno obedecen tradicionalmente a un sistema del tipo
“empujar”. Es decir, a partir de un “programa maestro de producción” (MPS) se generan
las órdenes de producción internas dentro de horizontes de planeación que pueden ir de
algunos días a varias semanas (8 ó 10 semanas). El tema de la administración de la
cadena de suministros y los sistemas MRP se trata con profundidad en el capítulo IX.
Estos sistemas tradicionales presentan muchos beneficios, pero también algunas
desventajas, que precisamente un sistema “jalar” soportado por predisis puede solucionar.
En la tabla 7.1 se puede apreciar el comportamiento de los inventarios en proceso en
diferentes centros de trabajo al darles a conocer el programa maestro (MPS), el cual les
marca la pauta para que comiencen a “empujar” los productos a partir de que reciben las
órdenes y produciendo lotes estimados por el modelo de Lote económico de producción,
del que existe amplia bibliografía y se tratan algunos aspectos cuando se hable de

SMED. En el caso de la tabla 7.1 se considera la producción de un solo número de parte;
es claro que en cualquier empresa manufacturera se presenta una gran variedad de
estos, que crece conforme se incrementa la diversidad de productos en línea y
reflejándose en inventarios mucho más altos que los de la tabla y con su consecuente
resultado negativo en el ROI de la empresa manufacturera, aún cuando esta sea
pequeña. Esta situación se presenta con mayor frecuencia en sistemas de producción del
tipo de flujo de lotes, como se mencionó en el capítulo correspondiente.
Secuencia e inventarios en proceso del No. De parte ND12C4 Lote A Lote B LoteC
Maquinados (Lote
económico = 6000)
Tratamiento térmico
(Lote económico =
5000)
Rectificado (Lote
económico = 5800) Ensamble (MPS)
Semana Invent.
en
proceso
Producción
Invent.
en
proceso
Producción
Invent.
En
proceso
Producción
Invent
. En
proce
so
Producción
(Req. neto)
1 6000 6000 0 0
500 de
lote
anterior
0 0 0
2
1000 0 6000
5000 500 0 0 0
3 0 0 1000 0 500
+5000 0 0 0
4 6000
6000
1000 0 5500
5500 0 0
5 0 0 6000 5000 2800 +
1000 0 2700 2700
6 0 0 1000 0 1000 +
5000 0 2800 2800
7 6000 6000 1000 0 1000 +
5000
6000 1200 1200
8 0 0 6000 5000 4800 0 1200 1200
9 0 0 1000 0 3600 +
5000 0 0 0

10 6000
6000 1000 0
2600 +
5000 0 1000 1000
11 0 0 1000 +
6000 5000
800 +
5000 0 1800 1800
Inventari
o final y
producci
ón total
0 24000 7000 20000 5800 11500 0 10700
Inventari
o
promedi
o (Inv.
Máximo
+Inv.
Mínimo /
2)
3000 3500 4550 1400
Tabla 7.1
Se puede ver claramente, que programar la producción para largos horizontes de
planeación y determinando los tamaños de lote con el modelo de lote económico de
producción, conduce a varios efectos negativos:
Los procesos de producción de inicio y final, tienden a empujar el inventario hacia
los procesos intermedios, generando en estos cuellos de botella y altos niveles de
inventarios en proceso con los consecuentes problemas de espacio, calidad, costos
por inversión en capital de trabajo y lentitud en el tiempo de flujo de materiales.
En ocasiones, no es posible siquiera apegarse plenamente a los tamaños de lote
establecidos por el modelo, dado que no existe coincidencia con los requerimientos
netos o con los tamaños de lote de procesos previos y posteriores.
Se presentan constantes conflictos entre los departamentos, desde el momento en
que los siguientes, tienen que guardar inventarios (buffers) con el fin de poder cumplir
con tamaños de lote para los que no reciben material suficiente, pueden caer en
retrasos en las entregas o se refleja también en una eficiencia baja.

¿Cómo se puede resolver este problema con predisis o kan-ban interno? Y ¿cuáles
serían sus efectos?
Predisis es una práctica poco difundida. Es una variante del principio”jalar” del kan-
ban diseñada especialmente para cadenas de suministro interno y que aplicada al caso
de la figura 7.1 se implantaría a través de las siguientes etapas:
1. Determinar qué números de parte se incluirán en la implantación, dado que
de acuerdo a la regla 80-20, un pequeño porcentaje de estos son los que
representan la mayor proporción de la inversión, o en muchos casos los que
ocupan el mayor espacio.
2. Establecer la secuencia y los tiempos de entrega (lead times) máximos en
cada uno de los procesos por los que tiene que pasar cada número de parte
seleccionado en 80-20.
3. Asignarles a sus contenedores o tinas, una tarjeta especial que les otorgue
prioridad de fabricación y que contenga la siguiente información:
Número de parte
Tamaño de lote, el cual deberá corresponder a lo requerido por
ensamble de acuerdo al programa maestro de producción (MPS)
más un porcentaje considerado por defectuosos que no se puedan
retrabajar.
Fecha en la que será requerido por el área de ensamble
Tiempo de ciclo interno de abastecimiento, es decir, el tiempo total
desde que se libera la orden de producción hasta que se entregue al
área de ensamble.
Fecha de reorden o de liberación de orden de producción al primer
proceso de la cadena de suministro. Este se determina restando a la
fecha de requerimiento por ensamble, el tiempo de ciclo interno de
abastecimiento. De tal modo que si la fecha en que se tiene que
ensamblar es el día viernes 15 de febrero y el tiempo de ciclo interno
es de 6 días hábiles, considerando una holgura de 2 días, la fecha
de liberación será el día viernes 7 de febrero.

Fechas más tardías y más tempranas de inicio de proceso para cada
uno de los procesos por los que debe pasar el producto.
Equipos o máquinas a los que han sido asignados los procesos.
No. De dibujo. La tarjeta puede ser parecida a la mostrada en la
figura 7.2.
Tarjeta PREDISI No. De parte: ND12C4 No. De dibujo : PMND12C4 Tamaño de lote: 2700 piezas Fecha para cliente: 15/02/2003 Tiempo de ciclo estimado: 6 días hábiles
Fecha de liberación a 1er proceso: 07/02/03
Proceso
Tiempo de proceso (incluye tiempo de
prep...) Fecha + temprana
de inicio Fecha + tardía
de inicio
Maquinados 1 día 07-Feb 11-Feb Tratamiento
T. 1 día 11-Feb 12-Feb Recitificado 1 día 13-Feb 14-Feb Ensamble 1 día 14-Feb 15-Feb
Fig. 7.2 Tarjeta PREDISI
4.- Depurar los niveles de inventarios en proceso que existan al momento
de la implantación, de tal modo que se pueda tener un arranque limpio y no
se continúen arrastrando inventarios acumulados por el sistema “empujar”
existente.
En el siguiente diagrama, se ilustra gráficamente el sistema de trabajo con
predisis.
En su fase operativa funcionaría conforme con las siguientes etapas:
1.- Planeación de producción de proceso final, emite la orden de producción del No. De
parte a centro de trabajo de proceso inicial, con un tiempo de anticipación equivalente al
tiempo de ciclo estimado. Dicha orden de producción se transmite a través de una tarjeta
predisi, la cual contiene la información correspondiente al lote.

2.- La tarjeta es señal de que ese lote es prioritario, por lo tanto, en cuanto se desocupe
una máquina que pueda realizar el trabajo en el primer proceso, se asignará a realizar
dicha tarea. El personal de dicha área le coloca la tarjeta al contenedor en el que se envía
el lote al siguiente proceso. Una vez completado este lote en el primer proceso, puede
continuar con su programación de producción con otros lotes no prioritarios.
3.- En tratamientos térmicos, o proceso intermedio, también se le da prioridad al proceso
del lote con tarjeta predisi. Por lo tanto deberá ser procesado en cuanto se termine el lote
anterior. Por ningún motivo debe, en cualquiera de los procesos, demorarse más de las
fechas establecidas en la tarjeta como fecha más tardía de inicio del proceso.
Fig.7.3 Secuencia de procedimiento PREDISI
4.- En rectificado, o el siguiente proceso, se procede de la misma manera, dando prioridad
de fabricación al lote con tarjeta. Una vez realizado el proceso se envía al área de
ensamble o proceso final, a donde debería llegar con un día máximo de anticipación.
Después de esta explicación, debe quedar claro que los puntos de reorden
dinámicos son las fechas marcadas por las tarjetas y en las que se libera la orden que
desencadena un proceso prioritario de producción. No deben existir más contenedores
con los números de parte seleccionados con 80-20, o por lo menos, se debe tratar de que
la cantidad de estos sean mínimos. Los tamaños de lote deben ser solamente lo que la
tarjeta predisi tenga marcado, lo cual debería corresponder al requerimiento neto por
parte de las líneas de ensamble. Como el lector puede darse cuenta, esto implica que no

se consideren los lotes económicos de producción calculados con el modelo tradicional, lo
cual podría tener consecuencias que están previstas y que se tratan con profundidad en el
tema siguiente.
Los resultados de trabajar con un sistema de lote por lote (LFL) en una variante de
kan-ban como predisi se pueden apreciar en la tabla siguiente, cuyo MPS corresponde al
mismo de la figura 7.1.
Secuencia e inventarios en proceso del No. De parte ND12C4 Lotes de A Lotes B Lotes C
Maquinados (Lote
por lote = Req.
Neto)
Tratamiento térmico
(Lote por lote = Req.
Neto)
Rectificado (Lote por
lote = Req. Neto) Ensamble (MPS)
Semana Inventa
rio en
proces
o
Producción
Inventario
en
proceso
Producción
Inventario
en
proceso
Producción
Inventario
en
proceso
Producción
(Req.
Neto)
1 0 0 0 0 0 0 0 0
2 2700 2700 0 0 0 0 0 0
3 2800 2800 2700 2700 2700 0 0 0
4 1200 1200 2800 2800 2700 2700 0 0
5 1200 1200 1200 1200 2800 2800 2700 2700
6 0 0 1200 1200 1200 1200 2800 2800
7 1000 1000 0 0 1200 1200 1200 1200
8 1800 1800 1000 1000 0 0 1200 1200
9 0 0 1800 1800 1000 1000 0 0
10 0 0 0 0 1800 1800 1000 1000
11 0 0 0 0 0 0 1800 1800
Inventario
final y
producción
total
0 10700 0 10700 0 10700 0 10700

Inventario
promedio
(Inv.Máximo
+Inv.
Mínimo/ 2)
1400 1400 1400 1400
Fig 7.4
¿Qué prácticas aplicaría para mejorar el flujo de materiales y reducir inventarios en las
siguientes industrias?
Un sistema de producción de juguetes electrónicos muy diversos, con
componentes de plástico y acero y que se soporta en suministros internos.
Una fábrica de chocolates para consumo final. Producen una variedad de
solamente 5 chocolates y su suministro es totalmente vertical.
Una empresa fabricante de electrodomésticos con proveedores externos
ubicados en un radio aproximado de 2 kms.
Un fabricante de frenos con procesos de fundición, maquinados y ensamble,
todo ubicado en la misma planta industrial.
En el apartado correspondiente del CD de apoyo didáctico, se puede encontrar una
presentación de PP con un ejemplo de cálculo de contenedores y tarjetas Kan-ban con niveles de
alerta, así como un diagrama de flujo de su implantación.
Pueden apreciar en un modelo de simulación desarrollado con fines didácticos, la
manera en que funciona un sistema de predisis. Para poder correrlo se necesita tener al menos
una versión académica de Arena, que acompaña siempre al libro de simulación de la bibliografía
correspondiente.

Reducción de tiempos de preparación (La metodología SMED)
Diversificar la oferta de productos tiene como consecuencia varios efectos positivos
en la empresa manufacturera, entre estos:
Se utiliza con una mayor eficiencia la capacidad instalada
Se atienden más segmentos de mercado, incrementando de este modo la
participación, el volumen de ventas y el margen de utilidad por unidad al
atender mercados cuyas necesidades no habían sido satisfechas
Todo esto en forma conjunta lleva a generar un mayor Rendimiento sobre la
Inversión de la empresa (ROI)
Aunque esta alta diversificación de productos es el sueño dorado de cualquier ejecutivo
de mercadotecnia o de finanzas, para el gerente de planta, producción o logística, este
reto puede convertirse en su peor pesadilla, ya que implica que tenga que utilizar la
misma capacidad, los mismos equipos de propósito general que utiliza actualmente para
hacer grandes lotes de unos pocos productos ahora para pequeños lotes de una mayor
diversidad, situación que también se presenta cuando se pretende implantar un sistema
basado en kan-ban o predisis, orientados también a la reducción total de inventarios.
El responsable de planta tiene buenas razones para estar preocupado por este nuevo
modo de trabajar, ya que si por un lado, la reducción de los tamaños de lote de
producción conlleva a una fantástica reducción de costos de inventarios en proceso, por
otro, se incrementa drásticamente el costo por los constantes cambios de herramental en
la maquinaria, disminuyendo la eficiencia de la planta hasta en un 50%, y esta eficiencia
es el indicador de desempeño más común para dicho responsable. Este efecto se aprecia
en la siguiente gráfica de lote económico de producción.

Fig. 7.5
Como puede observarse en la gráfica anterior, es posible con el tradicional modelo de
Lote económico de producción (CEP) encontrar un tamaño de lote que minimice el costo
total.
La utilización de máquinas CNC contribuye en gran medida a la reducción de tiempos de
preparación, ya que a diferencia de los viejos tornos automáticos de levas en los que se
requiere cambiar todo el tren de engranaje y árboles de levas, además de
portaherramientas, cada vez que se cambia producto, en los CNC el programa hace que
esos cambian se realicen de manera totalmente automática. No obstante, siguen siendo
inevitables los tiempos de preparación de materiales, portaherramientas en algunos casos
y herramental de corte y sujeción. En muchos casos, estos cambios pueden tener parado
el equipo hasta 45 minutos por cambio. Considerando que un equipo CNC requiere de
una alta inversión, con los consecuentes altos costos de depreciación, conviene hacer
cuentas de la cantidad de dinero perdido en que se convierten estos paros constantes de
equipo.

Existe sin embargo, una solución que optimiza al máximo toda la operación. Dicha
solución, que implica producir lotes lo más pequeños posible, es factible de conseguir
gracias a una metodología japonesa desarrollada por el Maestro Shigeo Shingo durante
los años 60´s y 70´s en Japón, cuya propuesta esencial se encuentra en la disminución
total de los tiempos de preparación de los equipos de propósito general y que daremos a
conocer en este apartado de manera breve a continuación.
SMED, siglas de Single Minute Exchange of Die (Cambio de herramientas en menos de
diez minutos) es una metodología que ha sido aplicada con gran éxito en numerosas
empresas que utilizan las mejores prácticas de negocios alrededor del mundo,
alcanzando importantes reducciones de tiempos de preparación de máquina, materiales y
cambios de herramental.
Esta metodología ha sido aplicada en algunas compañías de nuestro país, y nuestra
experiencia particular es en la industria de autopartes y de maquinaria para la industria de
la construcción. Como cualquier método, deberían de seguirse ciertos pasos al pie de la
letra, como una receta de cocina. Aunque los problemas sean totalmente diferentes en
cada empresa, el método se debe y puede utilizar disciplinadamente.
Para poder entender mejor los resultados que se obtienen con SMED, hay que pensar en
las carreras de autos de la Fórmula I. ¿Cuánto tiempo nos toma cambiar una llanta del
auto y cuánto a los técnicos que se encuentran cambiando las llantas en los pitts?
Algunos pocos segundos. Esto se logra con SMED. Con la metodología de SMED es
posible reunir todos los elementos a fin de que un cambio que requiere más de 15
minutos pueda lograrse en cuestión de segundos, esos segundos como todos lo saben
son claves para ganar una competencia.
La utilización de SMED y las propuestas de mejora basadas en el método pasa por 3
etapas, a lo largo de las cuales las soluciones pueden estar basadas en algo tan simple
como la pura observación de actividades del operador y registrarlas en una hoja de tareas
o filmarlas con una cámara, hasta el diseño de complejos y costosos dispositivos que
traen consigo sin embargo resultados asombrosos y un claro retorno sobre la inversión.

Pasos básicos de un cambio de herramental en un equipo de propósito general.
Distinguiremos antes de describir el método SMED, cuales son los pasos inevitables en
cualquier proceso de cambio de herramental, del tipo que sea, así como el porcentaje
aproximado que representa cada uno en el tiempo total de cambio.
Procedimiento Proporción de tiempo
Transporte y preparación de herramental, materiales,
etc. 30%
Montaje y desmontaje de herramental 5%
Centrar, dimensionar y dejar listo para trabajar 15%
Etapa de pruebas y ajustes 50%
Figura 7.6
La implantación de SMED en 3 etapas.
1ª etapa. Distinguir entre actividades con máquina en marcha y actividades con
máquina parada.
¿Se ha percatado alguna vez de la gran cantidad de tiempo que pierden los operadores
encargados de hacer el cambio de herramental en esta actividad? Sólo por curiosidad,
observe discretamente, o mejor aún, si puede filmar el procedimiento, hágalo y se dará
cuenta del sinnúmero de movimientos inútiles, paseos, distracciones, etc., en que incurren
nuestros operarios. Pueden perder hasta 40 minutos buscando por toda la planta la llave
allen de ¼, otro tanto localizando los tornillos y herramientas en el almacén, o hasta un
troquel en los estantes, afilando las herramientas necesarias o llenando formatos de
calidad y producción. Todo esto mientras la máquina permanece parada plácidamente
esperando a que el operador se decida a empezar realmente el desmontaje de las
herramientas usada para el producto anterior y el montaje de las herramientas que se
necesitan para el siguiente producto. Inténtelo, no se va a arrepentir. Puedo asegurar por

experiencias personales, que incluso en empresas en la cuales sus procedimientos han
sido mejorados y están documentados, ocurre esto.
La 1ª etapa de una implantación de SMED puede ser tan simple como esto: observar y
anotar en un diagrama de flujo de operaciones (fig. 7.7) todas las actividades, tiempos,
distancias recorridas, analizar el porqué de estos movimientos y tiempos inútiles, y
seguramente poniendo un poco de orden y organización en sus almacenes y en su
estación de trabajo logrará reducir a menos de la mitad este tiempo que corresponde
siempre al transporte y preparación de los materiales y herramental. Ver la figura 7.8
Figura 7.8
Lo esencial en esta primera etapa de implantación, es distinguir qué actividades que se
están haciendo cuando la máquina ya paró y debería estar siendo desmontado el
herramental para enseguida montar el siguiente, podrían hacerse mientras la máquina
está aún terminando de producir el lote anterior. Esto implica preparar los materiales y
herramental del siguiente producto mientras la máquina trabaja y no cuando ya paró.
Simple coordinación de máquina en marcha contra preparación de herramental. Tener
todo listo para cuando sea realmente necesario detener nuestra máquina y hacer el
cambio de inmediato. ¿Le parece que para esto requiere una gran inversión? Esta
simpleza puede traer como consecuencia inmediata una reducción hasta del 50% del
tiempo total de preparación con su correspondiente disminución en costos por máquina
parada. Este concepto se encuentra acotado dentro de las famosas 5 S´s japonesas.

En la empresa CIPSA, ubicada en la ciudad de Puebla, que se dedica a producir equipo
para la industria de la construcción, la mayor parte para exportación a los Estados Unidos
y que tiene una gran diversidad de productos y alto grado de integración vertical de su
cadena de suministros, se optó por colocar una chicharra y una torreta en sus equipos de
maquinados CNC, de tal modo que calculado cierto tiempo antes del cambio de producto
se hace sonar la chicharra

Figura 7.7
y se enciende la torreta en la máquina, avisando así al surtidor de herramental que debe
preparar y llevar el kitt de herramientas correspondiente al producto en la secuencia
marcada en un programa de producción previamente elaborado. No todo queda ahí. Dada
la enorme variedad de partes que se hacen en el área de máquinas CNC (Más de 2,000),
se creó una base de datos en la que al indicar la clave de la parte, aparece el listado de
las herramientas y dispositivos requeridos para su manufactura en forma de kitt. La
reorganización del almacén ha sido esencial, así como un sistema de puntos de reorden
que se encarga de que nunca falten las herramientas en este.
Se propuso también, emitir desde una computadora central en el área de maquinados, los
programas de cada parte a las máquinas correspondientes en la secuencia correcta, a fin
de evitar el tiempo perdido en que los operadores introduzcan los programas a las
máquinas, y peor aún, que tomen la iniciativa de hacerlo por ellos mismos, reservándose
este trabajo sólo a situaciones muy especiales.
En la figura 7.9 se puede observar cómo a través de cada etapa de SMED se reducen los
tiempos de cada paso del proceso.
Figura 7.9 Etapas conceptuales para la disminución de tiempos de preparación
Pasos básicos
Preparación y transportede materiales, herramental, etc.
Montaje y desmontaje deHerramientas o troqueles
Centrar, dimensionar y dejar lista la máquinapara trabajar
Proceso de pruebasy ajustes
Etapa 0 Etapa 1 Etapa 2 Etapa 3IED IED IED IEDOED OED OED OED
Total
Pasos básicos
Preparación y transportede materiales, herramental, etc.
Montaje y desmontaje deHerramientas o troqueles
Centrar, dimensionar y dejar lista la máquinapara trabajar
Proceso de pruebasy ajustes
Etapa 0 Etapa 1 Etapa 2 Etapa 3IED IED IED IEDOED OED OED OED
Total

2ª etapa. Convertir actividades internas en actividades externas.
Esta etapa puede requerir de una buena dosis de creatividad y en muchas ocasiones de
una inversión digna de ser evaluada, pero que traen como resultados una considerable
mejora en tiempo.
Como se puede apreciar en la figura 7.10, esta etapa de mejora se apoya en 3 puntos
básicos:
Preparación de condiciones de operación por adelantado
Estandarizar funciones y
Utilización de dispositivos adicionales o intermedios.
Un ejemplo magnífico de esta etapa es el de aquellas compañías manufactureras con
enormes máquinas inyectoras de plástico, en las cuales un cambio de molde puede tardar
hasta una hora y media o dos. El molde recién montado en la máquina debe ser
precalentado en la misma, durante casi 40 minutos en algunos casos, de otro modo el
producto resultará defectuoso, dado que el molde no ha alcanzado la temperatura óptima.
Claro que esos 40 minutos en que el molde se está calentando son tiempo muerto. En
apariencia, el calentado del molde se puede realizar exclusivamente ya que está montado
en la máquina, de tal modo que se considera forzosamente como una actividad interna.
Pues no. Esa aparentemente inevitable actividad interna, puede convertirse en una
actividad externa. Algunas empresas europeas han diseñado y construido
precalentadores que son colocados cerca de una hora antes junto a la máquina en la que
será montado el molde, se instala el molde que debe ser calentado sincronizado 40
minutos antes del momento de desmontaje del que está trabajando, así que cuando se
llevan a cabo las actividades de desmontaje y montaje (que toman regularmente menos
de 3 ó 4 minutos) el molde tiene la temperatura necesaria y no se necesita desperdiciar
40 minutos esperando a que se caliente. Por supuesto que en este caso la inversión es
alta, pero dado el alto costo de la maquinaria y la reducción en inventarios de materiales
en proceso, la justificación es clara.
Como este ejemplo se podría hablar de otros relacionados con portaherramientas,
cuchillas, y otros dispositivos en los que se pierde mucho tiempo ajustando y calibrando
cuando la máquina está parada, como habrá observado en la figura 7.9.

Figura 7.10 Etapas conceptuales y técnicas prácticas
Etapa 3. Perfeccionamiento de las mejoras.
Aún las reducciones obtenidas pueden ser mejoradas. Esta labor es de alto nivel de
detalles y aunque también requiere de mucha imaginación y del diseño de dispositivos y
elementos de sujeción novedosos la inversión no es tan alta como en la etapa anterior. De
hecho la mayor parte de los dispositivos con los que se logra esta mejora existen
estandarizados en el mercado.
En esta etapa, las restantes y mínimas actividades internas pueden ser disminuidas y el
resto, aunque sean externas, pueden mejorar también.
Las pequeñas soluciones van desde mecanismos de sujeción neumáticos accionados por
pedal, hasta tornillos con cabeza “T” o “L”, regletas en las bancadas, mesas con esferas y
ruedas, manerales especiales, dispositivos de montaje a presión o magnéticos, etc. Ya
que no se puede abundar en la descripción, se muestran algunos dibujos y fotografías de
dichos dispositivos funcionales. Y como la cereza del pastel, no puede faltar la
documentación detallada de los procedimientos mejorados, de tal modo que permanezcan
vigentes aún ante una posible rotación del personal.
Etapa preliminar No se distinguen Internal y External Setup
Etapa 1 Distinguir Internal y External Setup
Etapa 2 Convertir Internal a External Setup
Etapa 3 Mejorar y afinar Cada aspecto de Las operaciones de preparación
Técnicas prácticas correspondientes a cada etapa conceptual
Check list Carta de flujo de actividades Mejorar trans porte de htas.
Operaciones paralelas Dispositivos funcionales Eliminatción de ajustes Mecanización
Preparar condiciones operativas por adelantado. Estandarización de Funciones Usar jigs intermedios
Mejorar transporte y almacenamiento de dados, patrones, dispositivos, etc.
Etapa preliminar No se distinguen Internal y External Setup
Etapa preliminar No se distinguen Internal y External Setup
Etapa 1 Distinguir Internal y External Setup
Etapa 1 Distinguir Internal y External Setup
Etapa 2 Convertir Internal a External Setup
Etapa 2 Convertir Internal a External Setup
Etapa 3 Mejorar y afinar Cada aspecto de Las operaciones de preparación
Etapa 3 Mejorar y afinar Cada aspecto de Las operaciones de preparación
Técnicas prácticas correspondientes a cada etapa conceptual
Check list Carta de flujo de actividades Mejorar trans porte de htas.
Operaciones paralelas Dispositivos funcionales Eliminatción de ajustes Mecanización
Preparar condiciones operativas por adelantado. Estandarización de Funciones Usar jigs intermedios
Mejorar transporte y almacenamiento de dados, patrones, dispositivos, etc.

Dispositivos funcionales de sujeción
Figura 7.11

Ejemplos de mecanismos y dispositivos de cambio rápido de herramienta
Fig. 7.12
Elementos de sujeción usuales Mecanismo de sujeción propuesto
Se puede consultar más información acerca de SMED y Shigeo Shingo en internet a
través de los hipervínculos en el CD.