DESARROLLO DE HERRAMIENTAS QUIMICAS Y BIOLOGICAS …
14
VI CAIQ 2010 AAIQ Asociación Argentina de Ingenieros Químicos DESARROLLO DE HERRAMIENTAS QUIMICAS Y BIOLOGICAS PARA LA VALORIZACION DEL GLICEROL, SUBPRODUCTO DE BIODIESEL: PRODUCCION DEL MONOMERO 1,3-PROPANODIOL I. Eberhardt 1 , M. D'Angelo 1 , G. Olivera 1 , R. N. Comelli 3 , A. Beccaria 2 , S. Guerrero 2 , A. Iglesias 2 y R.A. Comelli 1 * 1 - Instituto de Investigaciones en Catálisis y Petroquímica – INCAPE FIQ-UNL, CONICET. Santiago del Estero 2654 - S3000AOJ, Santa Fe – Argentina E-mail: [email protected] 2 - Instituto de Agrobiotecnología del Litoral – IAL FBCB-UNL, CONICET. Ciudad Universitaria. Paraje El Pozo - S3000ZAA, Santa Fe. 3 - Laboratorio de Biología Celular y Molecular FBCB–UNL. Ciudad Universitaria. Paraje El Pozo - S3000ZAA, Santa Fe - Argentina Resumen. El incremento significativo de la producción de biodiesel en los últimos años está provocando una caída progresiva en el precio del glicerol. Para dar salida en el mercado a la elevada producción de este subproducto se están investigando aplicaciones para sintetizar productos químicos con valor agregado, como propanodioles. Catalizadores Pt/WO 3 /ZrO 2 fueron preparados y caracterizados por DRX, FTIR, DTP-NH 3 y RTP. Cromita de cobre y los materiales preparados fueron evaluados en la reacción de hidrogenólisis de glicerol en fase líquida. Las condiciones de operación fueron: 200°C, 4,5-13,6 atm y relación masa catalizador/masa glicerol 1/100-1,5/100. La cromita de cobre produjo sólo propilenglicol, mejorando su desempeño al conducir la reacción en dos etapas. Pt/WO 3 /ZrO 2 fue selectivo a 1,3-propanodiol, aunque los valores de actividad fueron bajos. Palabras clave: Glicerol, Propanodioles, Hidrogenólisis. * A quien debe enviarse toda la correspondencia
Transcript of DESARROLLO DE HERRAMIENTAS QUIMICAS Y BIOLOGICAS …
VI CAIQ 2010
AAIQ Asociación Argentina de Ingenieros Químicos
DESARROLLO DE HERRAMIENTAS QUIMICAS Y BIOLOGICAS
PARA LA VALORIZACION DEL GLICEROL, SUBPRODUCTO
DE BIODIESEL: PRODUCCION DEL MONOMERO
1,3-PROPANODIOL
I. Eberhardt 1
, M. D'Angelo 1, G. Olivera
1, R. N. Comelli
3, A. Beccaria
2, S. Guerrero
2,
A. Iglesias 2 y R.A. Comelli
1*
1 - Instituto de Investigaciones en Catálisis y Petroquímica – INCAPE
FIQ-UNL, CONICET. Santiago del Estero 2654 - S3000AOJ, Santa Fe – Argentina
E-mail: [email protected]
2 - Instituto de Agrobiotecnología del Litoral – IAL
FBCB-UNL, CONICET. Ciudad Universitaria. Paraje El Pozo - S3000ZAA, Santa Fe.
3 - Laboratorio de Biología Celular y Molecular
FBCB–UNL. Ciudad Universitaria. Paraje El Pozo - S3000ZAA, Santa Fe - Argentina
Resumen. El incremento significativo de la producción de biodiesel en los
últimos años está provocando una caída progresiva en el precio del glicerol.
Para dar salida en el mercado a la elevada producción de este subproducto
se están investigando aplicaciones para sintetizar productos químicos con
valor agregado, como propanodioles. Catalizadores Pt/WO3/ZrO2 fueron
preparados y caracterizados por DRX, FTIR, DTP-NH3 y RTP. Cromita de
cobre y los materiales preparados fueron evaluados en la reacción de
hidrogenólisis de glicerol en fase líquida. Las condiciones de operación
fueron: 200°C, 4,5-13,6 atm y relación masa catalizador/masa glicerol
1/100-1,5/100. La cromita de cobre produjo sólo propilenglicol, mejorando
su desempeño al conducir la reacción en dos etapas. Pt/WO3/ZrO2 fue
selectivo a 1,3-propanodiol, aunque los valores de actividad fueron bajos.
Palabras clave: Glicerol, Propanodioles, Hidrogenólisis.
* A quien debe enviarse toda la correspondencia

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
1. Introducción
Desde la pasada década del 90 ha crecido el interés en buscar fuentes de materias
primas alternativas, surgiendo como naturalmente obvia la biomasa, por su abundancia
y sostenibilidad. El uso de biomasa como materia prima básica implica la
transformación de ésta en productos químicos y materiales de interés comercial. Esto
supone pasar de una economía basada en el petróleo a otra basada en la biomasa, lo que
redimensiona la importancia de los recursos naturales renovables en la economía
mundial. Algunas ventajas potenciales, asociadas a esta transición, son: uso de
capacidad productiva no utilizada en agricultura e industria forestal, desarrollo de
nuevos materiales no disponibles a partir de fuentes petroquímicas, revitalización de
economías rurales mediante producción y procesamiento local de fuentes de materias
primas renovables, desarrollo más equilibrado entre áreas urbanas y rurales, mayor
facilidad para lograr un desarrollo económicamente sostenible, mayor facilidad para
alcanzar un desarrollo medioambiental sostenible mediante el uso de materias primas
renovables, disminución de emisiones netas de CO2 a la atmósfera y menor dependencia
exterior, tanto energética como de fuentes de materias primas. En este contexto, y por
similitud con la refinería como unidad industrial básica de la petroeconomía, surge el
concepto de “Biorrefinería”, instalación productiva en la que se transforma la biomasa
en energía y bioproductos.
La necesidad de reconvertir la forma de proveer de combustibles y energía abarca
complicaciones más globales. El mundo atraviesa problemas críticos respecto a la
generación de energía. Uno está dado porque las reservas de combustibles fósiles son
inquietantemente escasas, más teniendo en cuenta la demanda creciente. Otro problema,
no menos grave, es el hecho que el uso de petróleo como combustible genera gases
(principalmente CO2) que contaminan, especialmente porque provocan el efecto
invernadero. Este último consiste en que la alteración de la atmósfera es tal que está
obstaculizada la salida de ciertas radiaciones, provocando un incremento de la
temperatura promedio del planeta, con graves (e incontrolables) modificaciones en el
clima. Esto hace acuciante la necesidad de evitar que el balance de gases como el CO2
siga creciendo respecto a la emisión hacia la atmósfera e, incluso, sería conveniente
reducirlos. En definitiva de lo que se trata es de encontrar soluciones antes de que se

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
termine el petróleo o de que se termine el mundo por desastres climáticos. Ante esta
situación, el desarrollo de estrategias relacionadas con las biorrefinerías es relevante,
por ser en principio un camino donde la generación de combustibles y compuestos
requeridos por la actividad humana industrializada es sostenible y marcadamente menos
agresivo hacia el medio ambiente. Por eso, las actividades relacionadas con
biorrefinerías se llaman desarrollos de “Química Verde”.
El escenario crítico planteado y las alternativas tecnológicas para resolverlo muestran
un cambio marcado respecto a actividades económicas y productivas centrales en el
planeta. También establecen una revalorización de los recursos naturales renovables.
Este panorama no es trivial para nuestro país, ya que nos agrega valor potencial, como
generadores de productos agrícola-ganaderos. Para tener una visión más amplia respecto
a los problemas económicos y sociales en países como Argentina, es útil repasar un
análisis realizado por el Dr. J.E. Cabot (2003), recordando que por entonces el país
estaba saliendo de la gran crisis de fines del 2001, reflexionando sobre los potenciales
productivos y la relevancia de los mismos en el mercado mundial. El estudio remarcaba
que Argentina era uno de los países más ricos a principios del siglo XX pero terminó
inmersa en una profunda crisis económica a fines del mismo. En el trabajo, estos
opuestos estaban claramente asociados a que la agricultura (una actividad relevante de
la producción del país) hacia 1900 constituía la tercera parte de la actividad económica,
pero hacia 1998 representaba sólo el 4% de la misma. Así, se mostraba que la falta de
incorporación de tecnologías y de conocimiento a la actividad productiva había llevado
al país a una situación crítica, con una clara complicación respecto a cómo salir de la
misma con su base productiva instalada. Ahora bien, si se analiza lo detallado al
principio de este trabajo respecto a que los recursos naturales renovables se han
revalorizado y a la necesidad de redimensionar las estrategias de generación de
combustibles a partir de biomasa, podemos visualizar que Argentina tiene posibilidades
de volver a ocupar mejores posiciones en la economía mundial en el siglo XXI. Es
cuestión que ahora, a la capacidad natural de su producción agrícola-ganadera se le
incorporen los desarrollos tecnológicos a través de fomentar la adecuada generación de
conocimiento.

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
Los biocompuestos, producidos a partir de fuentes renovables, están adquiriendo un
papel creciente dentro de los combustibles. El biodiesel, mezcla de ésteres metílicos de
ácidos grasos, es producido a partir de aceites vegetales por transesterificación con
metanol (Ali et al., 1995; Peterson et al., 1996; Crabbe et al., 2001; Vicente et al.,
2004). Como subproducto de dicha reacción se obtiene glicerol, aproximada-mente 10%
en peso del producto total. El incremento significativo de la producción de biodiesel en
los últimos años está provocando una caída progresiva en los precios del glicerol. Para
dar salida en el mercado a la elevada producción de este subproducto se están
investigando diversas aplicaciones como sintetizar productos químicos de valor
agregado, transformarlo en componentes con características adecuadas para incorporar
al combustible diesel y utilizar en lubricantes, entre otras.
El glicerol es un compuesto químico ampliamente utilizado en formulaciones
farmacéuticas e intermediario en la síntesis de gran número de compuestos utilizados en
la industria (Corma et al., 2007). Algunos productos y las reacciones correspondientes
son: propanodioles y etilenglicol por hidrogenólisis, dihidroxiacetona, ácidos glicérico y
hidroxipirúvico por oxidación, hidrógeno por reformado, glicidol por epoxidación,
carbonato de glicerol por transesterificación, mono y diglicéridos y poligliceroles por
eterificación selectiva y polimerización.
La hidrogenólisis de glicerol para producir 1,2-propanodiol o propilenglicol ha sido
reportada utilizando Ni Raney a 200ºC y 10 atm de hidrógeno (Perosa y Tundo, 2005).
La reacción también ha sido estudiada sobre otros catalizadores, como Ru/C, Pt/C,
Ni/C, cromita de cobre, Ni/Sílice-Alúmina (Dasari et al., 2005). Para 1,3-propanodiol, la
principal vía de síntesis es la biológica empleando fermentaciones batch o continua
(Pachauri y He, 2006). Sin embargo, una técnica de hidroxilación selectiva que
involucra tres etapas, acetalización, tosilación y detosilación, fue reportada como
camino de síntesis (Wang et al., 2003). Más recientemente, en 2008, la producción de
1,3-propanodiol por hidrogenólisis utilizando Pt/WO3/ZrO2 ha sido reportada (Kurosaka
et al., 2008). Este proceso catalítico produce además propilenglicol y n-propanol.
Algunos microorganismos pueden utilizar naturalmente al glicerol, al que identifican
como un nutriente (específicamente como una fuente de carbono y energía). Esta
capacidad requiere que dichos microorganismos cuenten con un sistema de captura del

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
glicerol, asociado a su posibilidad de transformación. Si se cumplen estas condiciones
se efectivizará entonces la reproducción microbiana. La transformación del glicerol se
inicia con su incorporación a la célula. Una vez en el interior celular, es transformado
bioquímicamente mediante una serie de pasos metabólicos que también son utilizados
por el microorganismo para procesar azúcares. El transcurso de dichos pasos está
caracterizado por la presencia de enzimas que hacen posible el proceso. El tipo de
enzima presente depende del microorganismo o de la condición en la que éste se
desarrolle (cultivo), pudiendo así proseguir una vía respiratoria o una fermentativa. Si
transcurre una vía fermentativa, se generan a partir del ácido pirúvico productos como
alcohol etílico, ácido acético, ácido láctico, hidrógeno, etc. Uno de los productos
metabólicos fermentativos de mayor interés en este momento es el 1,3-propanodiol. El
grupo de microorganismos más estudiado para este proceso es el de las enterobacterias,
y dentro de ellas Klebsiella pneumoniae. Este microorganismo puede ser potencial-
mente peligroso para el ser humano, por lo que se aislaron de su genoma los genes que
codifican para aquellas enzimas involucradas en la síntesis del 1,3-propanodiol, para
expresar dichas proteínas en organismos menos cuestionados desde el punto de vista de
la bioseguridad. Dichas enzimas son la glicerol deshidratasa y la 1,3-propanodiol
oxidorreductasa, que actúan secuencialmente en la transformación de glicerol a 1,3-
propanodiol.
El propilenglicol es empleado en humectantes, anticongelantes, resinas de poliéster
entre otros. El 1,3-propanodiol es un químico valioso utilizado en la síntesis de
tereftalatos de polimetileno y en la manufactura de poliuretanos y compuestos cíclicos.
Los polímeros a base de 1,3-propanodiol exhiben propiedades especiales tales como
buena estabilidad a la luz, biodegradabilidad y elasticidad mejorada (Kurosaka et al.,
2008).
El objetivo del trabajo es valorizar el glicerol, subproducto de la producción de
biodiesel, transformándolo en compuestos con valor agregado. En este marco se estudia
la reacción de hidrogenólisis de glicerol para obtener propanodioles, utilizando como
catalizadores cromita de cobre y Pt/WO3/ZrO2 preparado y caracterizado por DRX,
FTIR, DTP-NH3 y RTP. La reacción de hidrogenólisis de glicerol se evaluó en fase
líquida, bajo distintas condiciones de operación.

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
2. Experimental
2.1. Catalizadores
Los catalizadores utilizados fueron cromita de cobre comercial y Pt/WO3/ZrO2 (16%
W y 2% Pt) preparado siguiendo la técnica de impregnación por humedad incipiente
(IHI). Los materiales base para las impregnaciones fueron Zr(OH)4 (Sigma-Aldrich) y
ZrO2, obtenido por calcinación de Zr(OH)4 a 420ºC durante 3 h en corriente de aire y
velocidad de calentamiento 3ºC/min. Los precursores de W y Pt fueron metatungstato
de amonio (Fluka) y cloruro de tetraamínplatino(II) (Sigma-Aldrich), respectivamente.
La Figura 1 muestra las vías de preparación de los materiales Pt/WO3/ZrO2 a partir
de Zr(OH)4 y ZrO2.
Figura 1. Vías de preparación de los materiales Pt/WO3/ZrO2 a partir de Zr(OH)4 y ZrO2
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
2.2. Caracterización
La reducibilidad de las especies Pt y W fue determinada por RTP mediante el
instrumento Ohkura TP 2002S equipado con detector de conductividad térmica (DCT).
Las muestras se trataron en corriente de H2 al 1,8% en Ar, aumentando la temperatura
hasta 900ºC, con velocidad de calentamiento de 10ºC/min.
Las frecuencias características de los grupos químicos presentes en los catalizadores
fueron determinadas utilizando un espectrómetro infrarrojo (IR Prestige-21, Shimadzu).
Las muestras fueron diluidas al 1% en bromuro de potasio. La detección se efectuó en la
región entre 4000 y 1000 cm-1
, con resolución 4 cm−1
y apertura de fuente de 1,8.
La estructura cristalina de los materiales preparados fue analizada por difracción de
rayos X (DRX) empleando un difractómetro de rayos X Shimadzu XD-C1, en el rango
20º<2θ<70º, usando radiación CuKα y una velocidad de barrido de 1º/min.
La acidez total y distribución de fuerza ácida de los materiales fueron caracterizadas
por desorción de amoníaco a temperatura programada (DTP-NH3). El amoníaco fue
adsorbido a 100ºC, luego se realizó una purga en corriente de nitrógeno con rampa de
calentamiento de 4°C/min hasta 200ºC, manteniendo la temperatura 1 h, lo cual permite
eliminar el amoníaco fisisorbido. Finalmente, se efectuó la desorción de amoníaco
utilizando una rampa de calentamiento de 10°C/min hasta 500ºC, manteniendo dicha
temperatura 30 min. La desorción fue continuamente medida utilizando un DTC.
2.3. Evaluación Catalítica de los Materiales
Las experiencias se realizaron en fase líquida, cargando el reactor con masas
determinadas de catalizador y glicerol; se utilizó glicerina anhidra 99,5% pro-análisis
(Cicarelli). Luego se eliminó el aire retenido en el sistema aplicando vacío y purgas con
nitrógeno y se llevó hasta la temperatura de reacción en atmósfera inerte (nitrógeno).
Alcanzada la temperatura, se eliminó el nitrógeno con vacío y se burbujeó hidrógeno en
el seno del líquido hasta alcanzar la presión deseada. Para el seguimiento de la reacción,
reactivo y productos se analizaron por cromatografía de gases con detector de
ionización de llama. Para el análisis se utilizó una columna megabore DB-20, de 25 m
de longitud y diámetro 0,5 mm, con programación de temperatura de 35ºC por 4 min, de
35 a 200ºC con una velocidad de calentamiento de 20ºC/min y 200ºC 15 min.

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
3. Resultados y Discusión
3.1. Cromita de Cobre
La Tabla 1 presenta conversión de glicerol (X) y selectividad a 1,2 propanodiol (S),
correspondientes a 4 y 8 h de reacción, para 200ºC y diferentes presiones de H2. El
aumento de la presión produce un incremento de conversión, independiente del tiempo
de operación, mientras que al aumentar el tiempo de 4 a 8 h aumenta la selectividad.
Tabla 1. Efecto de la presión sobre conversión y selectividad a 4 y 8 horas de
operación. T=200ºC, 500 mg de catalizador y 50 ml de glicerol.
X (%) S (%) Presión
(atm) 4 h 8 h 4 h 8 h
4,5 2,7 4,7 58,0 62,9
5,0 3,1 5,3 51,6 57,7
6,8 4,1 6,5 54,2 62,9
Otro aspecto estudiado fue el efecto de la etapa de reducción del catalizador. Se
realizaron experiencias donde el catalizador no se redujo previamente y experiencias
donde el mismo se redujo ex-situ con H2, a 300ºC por 3 h. La Figura 2-a muestra para el
catalizador reducido que la conversión del glicerol aumenta de 2,5 a 10,4% para 4 y 12
h de reacción, respectivamente, mientras que para el catalizador sin reducir, aumenta de
3,1 a 7,5%. La Figura 2-b muestra que la selectividad a propilenglicol es menor para el
catalizador reducido en todo el rango de tiempo ensayado.
Figura 2. Influencia del estado de reducción del catalizador sobre conversión de glicerol (X, Fig. 2-a) y selectividad a
propilenglicol (S, Fig. 2-b). T=200ºC, P=5 atm, 500 mg de catalizador y 50 ml de glicerol. Catalizador: reducido
previamente en corriente de H2 (—●—) y sin reduccción previa (--■--).
2-a 2-b

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
Dasari et al. (2005) propusieron como mecanismo para la conversión de glicerol en
propilenglicol, una primera etapa de deshidratación del triol a acetol (hidroxiacetona) en
ausencia de H2, y posteriormente la formación de propilenglicol en presencia de H2. En
función de lo anterior, se estudió la reacción de hidrogenólisis en dos etapas. La primera
se condujo en ausencia de H2 de forma semicontinua, colectando el condensado de la
reacción; en la segunda etapa, dicho condensado se introdujo nuevamente en el reactor y
se continúo la reacción en atmósfera de H2. La Figura 3 muestra que al aumentar la
presión de 6,8 a 13,6 atm en la etapa de hidrogenólisis, X y S aumentan de 47,4 a 60,5%
y de 32,3 a 58,3%, respectivamente.
Figura 3. Conversión de glicerol (X) y selectividad a propilenglicol (S) para la reacción llevada a cabo en 2 etapas.
T=200ºC, 1,5 g de catalizador y 100 ml de glicerol. Primera etapa 10 h sin H2; etapa de hidrogenólisis 6 h.
3.2. Pt/WO3/ZrO2
Las Figuras 4 y 5 muestran los patrones de DRX de los catalizadores preparados a
partir de Zr(OH)4 y ZrO2, respectivamente. Zr(OH)4 es amorfo y al calcinar a 700°C se
forman las estructuras tetragonal (T) y monoclínica (M), cuyos picos caracteristicos
principales aparecen a 2θ = 30° para fase T y 28,2 y 31,5° para fase M. Además de
dichas fases, los materiales de la serie I presentaron otros picos asociados a la estructura
tetragonal del WO3, mientras que los materiales de la serie II sólo presentaron los picos
del WO3 en la zona 2θ<25°. Al calcinar los materiales a 500°C sólo se formó la
estructura T de la zirconia. ZrO2 presentó el mismo patrón que IIa pero sin los
correspondientes a WO3 (dato no mostrado). Los picos en 39,8 y 46,3º podrían estar
asociados al Pt. La adición de Pt al material impregnado con W, calcinado previamente
o no, produce una interacción con las especies W que provoca que no se definan
correctamente los 3 picos de la fase tetragonal del WO3 en la zona 2θ< 25°.

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
Figura 4. : Patrones de DRX para los catalizadores preparados a partir de Zr(OH)4. Zr(OH)4 (negro), Ia (rojo), Ib
(azul), Ic (naranja). 1: Fase cristalina T de zirconia. 2: Fase cristalina M de zirconia. 3: Fase cristalina Tetragonal
WO3. 4: Pico asociado al Pt.
Figura 5. Patrones de DRX para los catalizadores preparados a partir de ZrO2. IIa (rojo), IIb (azul), IIc (naranja).
La Figura 6 muestra los espectros IR obtenidos para Zr(OH)4 y ZrO2. Al calcinar el
Zr(OH)4 la deshidratación del material, la formación de fases cristalinas y su posterior
estabilización provoca la pérdida de grupos hidroxilos, disminuyendo la banda cercana a
3400 cm-1
. Los demás materiales presentaron similar espectro que ZrO2.
Figura 6. Espectro IR de Zr(OH)4 (negro) y ZrO2 (rojo)
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
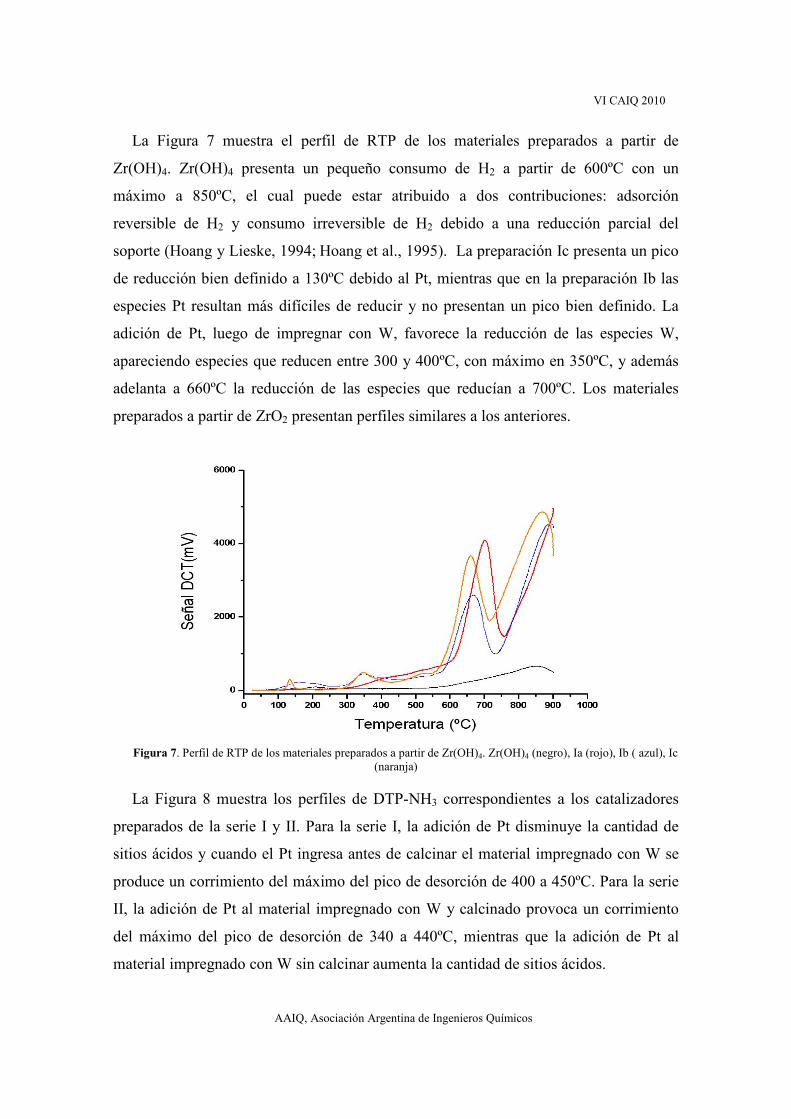
La Figura 7 muestra el perfil de RTP de los materiales preparados a partir de
Zr(OH)4. Zr(OH)4 presenta un pequeño consumo de H2 a partir de 600ºC con un
máximo a 850ºC, el cual puede estar atribuido a dos contribuciones: adsorción
reversible de H2 y consumo irreversible de H2 debido a una reducción parcial del
soporte (Hoang y Lieske, 1994; Hoang et al., 1995). La preparación Ic presenta un pico
de reducción bien definido a 130ºC debido al Pt, mientras que en la preparación Ib las
especies Pt resultan más difíciles de reducir y no presentan un pico bien definido. La
adición de Pt, luego de impregnar con W, favorece la reducción de las especies W,
apareciendo especies que reducen entre 300 y 400ºC, con máximo en 350ºC, y además
adelanta a 660ºC la reducción de las especies que reducían a 700ºC. Los materiales
preparados a partir de ZrO2 presentan perfiles similares a los anteriores.
Figura 7. Perfil de RTP de los materiales preparados a partir de Zr(OH)4. Zr(OH)4 (negro), Ia (rojo), Ib ( azul), Ic
(naranja)
La Figura 8 muestra los perfiles de DTP-NH3 correspondientes a los catalizadores
preparados de la serie I y II. Para la serie I, la adición de Pt disminuye la cantidad de
sitios ácidos y cuando el Pt ingresa antes de calcinar el material impregnado con W se
produce un corrimiento del máximo del pico de desorción de 400 a 450ºC. Para la serie
II, la adición de Pt al material impregnado con W y calcinado provoca un corrimiento
del máximo del pico de desorción de 340 a 440ºC, mientras que la adición de Pt al
material impregnado con W sin calcinar aumenta la cantidad de sitios ácidos.

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
Figura 8. Perfiles de DTP-NH3 correspondientes a los catalizadores de la serie I y II.
La Tabla 2 muestra el desempeño catalítico de los materiales. A diferencia de la
cromita de cobre, los catalizadores Pt/WO3/ZrO2 preparados fueron capaces de producir
además de propilenglicol, 1,3 propanodiol. Los valores de conversión del glicerol
fueron bajos, lo que no permitió una comparación precisa. Una variable que debe ser
modificada es la presión de operación dado que en bibliografia se reportó presiones
superiores a 8 MPa (Kurosaka et al., 2008).
Tabla 2. Conversión de glicerol (X) y selectividad a propanodioles (S) para los
materiales preparados a partir de Zr(OH)4 y ZrO2. T=200°C, P=13,6 atm, 1 g de
catalizador y 75 ml de glicerol.
X (%) S (%)
1,2 1,3
Ia 1,1 17,1 35,7
Ib 0,5 7,6 15,2
IIa 0,2 11,5 23,9
IIb 0,5 21,1 19,3
VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
4. Conclusiones
Cromita de cobre fue activa para producir 1,2-propanodiol, en las condiciones
ensayadas. Al incrementar la presión de 4,5 a 6,8 atm aumentó la conversión y al
aumentar el tiempo de operación de 4 a 8 h aumentó la selectividad. Al reducir el
catalizador, la conversión fue superior luego de 12 h de operación; sin embargo, la
selectividad fue inferior en todo el rango de tiempo evaluado. El desempeño catalítico
de la reacción en dos etapas mejoró cuando la hidrogenación se realizó a 13,6 atm.
Los materiales Pt/WO3/ZrO2 preparados resultaron capaces de producir en forma
selectiva 1,3-propanodiol, aunque los valores de actividad fueron bajos, siendo una
variable a modificar la presión de operación. La forma de preparación de los
catalizadores Pt/WO3/ZrO2 influyó sobre la estructura cristalina, la reducibilidad de las
especies y la acidez del material.
Reconocimientos
Los autores agradecen a CONICET y CAI+D-Orientado (U.N.L.) por la asistencia
económica. También agradecen a JICA por los equipos para caracterización de
catalizadores, donados a CENACA.
Referencias
Ali Y., Hanna, M., Cuppett, S. (1995). Fuel Properties of Tallow and soybean oil esters. JAOCS 72, 1557.
Cabot, J.E. (2003). http://www.paginadigital.com.ar/articulos/2003/2003quint/noticias13/agddd5-7.asp
Corma, A., Iborra, S., Velty, A. (2007). Chemical Routes for the Transformation of Biomass into Chemicals. Chem.
Rev. 107; 2411.
Crabbe, E., Nolasco-Hipolito, N., Kobayashi, K., Sonomoto K., Ishizaki A. (2001). Biodiesel production from crude
palm oil and evaluation of butanol extraction and fuel properties. Process Biochemistry 37; 65.
Dasari, M.A., Kiatsimkul, P.-P., Sutterlin, W.R., Suppes, G.J. (2005). Low-pressure hydrogenolysis of glycerol to
propylene glycol. Appl. Catal. A,, 281, 225.
Hoang, D.L., Lieske, H. (1994). Effect of hydrogen treatments on ZrO2 and Pt/ZrO2 catalysts. Catal. Lett., 27, 33.
Hoang, D.L., Berndt, H., Lieske, H. (1995) Hydrogen spillover phenomena on Pt/ZrO2 Catal. Lett., 31, 165.
Kurosaka, T., Maruyama, H., Naribayashi, I., Sasaki, Y. (2008). Production of 1,3-propanediol by hydrogenolysis of
glycerol catalyzed by Pt/WO3/ZrO2 Catal. Commun, 9, 1360.
Pachauri, N., He, B. (2006) Value-added Utilization of Crude Glycerol from Biodiesel Production: A Survey of
Current Research Activities. ASABE Annual International Meeting, Oregon Convention Center, Portland,
Oregon, U.S.A.
Perosa, A., Tundo, P. (2005) Selective Hydrogenolysis of Glycerol with Raney Nickel. Ind. Eng. Chem. Res., 44,
8535.

VI CAIQ 2010
AAIQ, Asociación Argentina de Ingenieros Químicos
Peterson, C., Reece, D., Thompson, J., Beck, S., Chase, C. (1996). Ethyl ester of rapeseed used as a biodiesel fuel – a
case study. Biomass and Bioenergy 10; 331.
Vicente, G., Martínez, M., Aracil, J. (2004). Integrated biodiesel production: a comparison of different homogeneous
catalysts systems. Bioresource Technology 92, 297.
Wang, K., Hawley, M.C., DeAthos, S.J. (2003). Conversion of Glycerol to 1,3-Propanediol via Selective
Dehydroxylation Ind. Eng. Chem. Res., 42 (2003) 2913.