Direccion de La Produccion
52
Tema 1− La dirección de la Producción. 1.− Producción y sistema de operaciones en la empresa. Concepto de producción. La función de producción (operaciones) tiene como propósito la creación de productos, bienes o servicios, a través de unos factores productivos y este proceso se va a caracterizar porque crea valor, es decir, esos resultados tiene mayor utilidad para los clientes que los factores productivos. Esta creación de valor después de haber retribuido a todos los factores de producción es una condición necesaria para la supervivencia de la empresa a largo plazo. El proceso de transformación se puede representar como un sistema de entradas−salidas. La dirección de operaciones es una disciplina que, tiene por objetivo de estudio este proceso de transformación. Por una parte va a modelizar la secuencia de decisiones que se tienen que tomar para dirigir las distintas operaciones. Estas decisiones pueden agruparse en 2 grandes bloques atendiendo a la dimensión temporal: A largo plazo: más de 1 año (estratégicas) • A corto plazo: son más tácticas, más operativas. • La dirección de operaciones va a diseñar modelar y va a proponer herramientas para la adopción de decisiones. Relación entre función de operaciones y otras funciones. El funcionamiento de la empresa requiere 3 funciones básicas: Financiación • Operaciones • Comercialización. • Van a realizar tareas diferentes, pero que van a estar relacionadas y el éxito depende del buen enlace. La función financiera se encarga de la captación, administración y control de los recursos financieros. Tiene que proponer soluciones aceptables para la empresa, por ejemplo: que tamaño de inmovilizado debe tener la empresa, que proyectos puede realizar, que fuentes de financiación son las más convenientes, cuales son los costes de las operaciones. La función de operaciones se encarga de la creación de esos bienes y servicios que demanda el mercado. Esta función va a ser común para las empresas que fabrican bienes o dan servicios. Para ver que damos lo que queremos podemos establecer un control. La función comercial se desarrolla en 2 vertientes: Va a detectar y estimar las necesidades de los consumidores y va a proponer los bienes y servicios que mejor pueden satisfacer esas necesidades. • Tiene que hacer que esos productos y servicios se vendan y además que sea capaz de generar una demanda o volumen de venta que se adecue a los objetivos globales de la empresa. • 1
-
Upload
pablokozuch -
Category
Documents
-
view
227 -
download
0
Transcript of Direccion de La Produccion
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 1/52
Tema 1− La dirección de la Producción.
1.− Producción y sistema de operaciones en la empresa.
Concepto de producción.
La función de producción (operaciones) tiene como propósito la creación de productos, bienes o servicios, através de unos factores productivos y este proceso se va a caracterizar porque crea valor, es decir, esosresultados tiene mayor utilidad para los clientes que los factores productivos. Esta creación de valor despuésde haber retribuido a todos los factores de producción es una condición necesaria para la supervivencia de laempresa a largo plazo.
El proceso de transformación se puede representar como un sistema de entradas−salidas.
La dirección de operaciones es una disciplina que, tiene por objetivo de estudio este proceso detransformación. Por una parte va a modelizar la secuencia de decisiones que se tienen que tomar para dirigirlas distintas operaciones. Estas decisiones pueden agruparse en 2 grandes bloques atendiendo a la dimensión
temporal:
A largo plazo: más de 1 año (estratégicas)•
A corto plazo: son más tácticas, más operativas.•
La dirección de operaciones va a diseñar modelar y va a proponer herramientas para la adopción dedecisiones.
Relación entre función de operaciones y otras funciones.
El funcionamiento de la empresa requiere 3 funciones básicas:
Financiación•
Operaciones•
Comercialización.•
Van a realizar tareas diferentes, pero que van a estar relacionadas y el éxito depende del buen enlace. Lafunción financiera se encarga de la captación, administración y control de los recursos financieros. Tiene queproponer soluciones aceptables para la empresa, por ejemplo: que tamaño de inmovilizado debe tener laempresa, que proyectos puede realizar, que fuentes de financiación son las más convenientes, cuales son loscostes de las operaciones.
La función de operaciones se encarga de la creación de esos bienes y servicios que demanda el mercado. Esta
función va a ser común para las empresas que fabrican bienes o dan servicios. Para ver que damos lo quequeremos podemos establecer un control.
La función comercial se desarrolla en 2 vertientes:
Va a detectar y estimar las necesidades de los consumidores y va a proponer los bienes y servicios quemejor pueden satisfacer esas necesidades.
•
Tiene que hacer que esos productos y servicios se vendan y además que sea capaz de generar unademanda o volumen de venta que se adecue a los objetivos globales de la empresa.
•
1
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 2/52
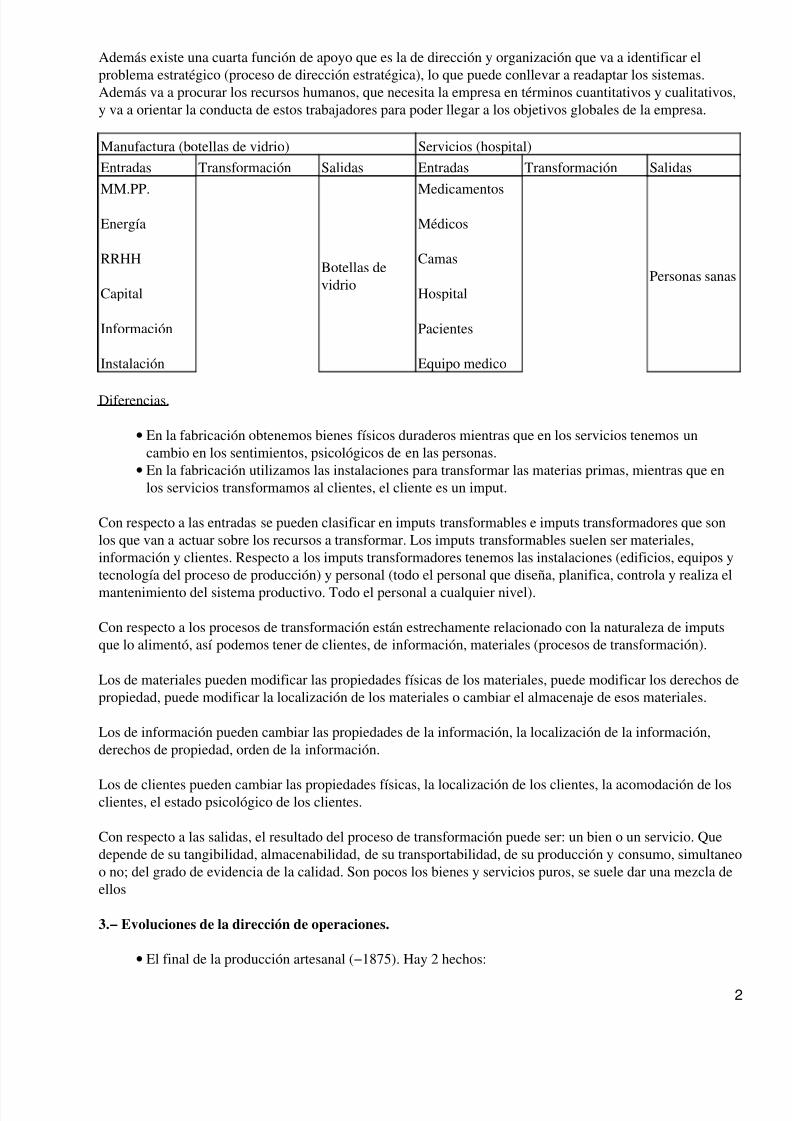
Además existe una cuarta función de apoyo que es la de dirección y organización que va a identificar elproblema estratégico (proceso de dirección estratégica), lo que puede conllevar a readaptar los sistemas.Además va a procurar los recursos humanos, que necesita la empresa en términos cuantitativos y cualitativos,y va a orientar la conducta de estos trabajadores para poder llegar a los objetivos globales de la empresa.
Manufactura (botellas de vidrio) Servicios (hospital)
Entradas Transformación Salidas Entradas Transformación Salidas
MM.PP.Energía
RRHH
Capital
Información
Instalación
Botellas devidrio
MedicamentosMédicos
Camas
Hospital
Pacientes
Equipo medico
Personas sanas
Diferencias.
En la fabricación obtenemos bienes físicos duraderos mientras que en los servicios tenemos uncambio en los sentimientos, psicológicos de en las personas.
•
En la fabricación utilizamos las instalaciones para transformar las materias primas, mientras que enlos servicios transformamos al clientes, el cliente es un imput.
•
Con respecto a las entradas se pueden clasificar en imputs transformables e imputs transformadores que sonlos que van a actuar sobre los recursos a transformar. Los imputs transformables suelen ser materiales,información y clientes. Respecto a los imputs transformadores tenemos las instalaciones (edificios, equipos ytecnología del proceso de producción) y personal (todo el personal que diseña, planifica, controla y realiza el
mantenimiento del sistema productivo. Todo el personal a cualquier nivel).
Con respecto a los procesos de transformación están estrechamente relacionado con la naturaleza de imputsque lo alimentó, así podemos tener de clientes, de información, materiales (procesos de transformación).
Los de materiales pueden modificar las propiedades físicas de los materiales, puede modificar los derechos depropiedad, puede modificar la localización de los materiales o cambiar el almacenaje de esos materiales.
Los de información pueden cambiar las propiedades de la información, la localización de la información,derechos de propiedad, orden de la información.
Los de clientes pueden cambiar las propiedades físicas, la localización de los clientes, la acomodación de losclientes, el estado psicológico de los clientes.
Con respecto a las salidas, el resultado del proceso de transformación puede ser: un bien o un servicio. Quedepende de su tangibilidad, almacenabilidad, de su transportabilidad, de su producción y consumo, simultaneoo no; del grado de evidencia de la calidad. Son pocos los bienes y servicios puros, se suele dar una mezcla deellos
3.− Evoluciones de la dirección de operaciones.
El final de la producción artesanal (−1875). Hay 2 hechos:•
2
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 3/52
La división del trabajo: se basa en especializar el trabajo en una sola tarea lo que conlleva una mayorproductividad y eficiencia. El primer economista que lo menciono fue A.Smith que veía:
•
Una mayor destreza•
Ahorro de tiempo en el cambio de trabajo.•
Pero afecta a la moral del trabajador.
La revolución industrial fue la sustitución del poder humano por el poder de las maquinas.•
La expansión de la producción en masa (1875−1975).•
Aparecen varias escuelas, una de ellas la dirección científica del trabajo que se basa en que se puedeestudiar el trabajo a través de unos métodos científicos. Estas ideas fueron anticipadas por Taylor.Tuvo bastantes criticas porque tuvo muy malas aplicaciones.
•
La línea de montaje móvil, consiste en estandarizar las partes para que puedan ser intercambiadas(Ford)
•
El movimiento de las relaciones humanas. La motivación del elemento humano era critico para laproductividad.
•
La investigación de operaciones. Se pueden utilizar modelos para la toma de decisiones en términosmatemáticos, que se van a expresar en variables decisiones, restricciones, medidas de desempeño.
•
La dirección de operaciones aparece como campo, aparecen manuales separados de la ingenieríaindustrial.•
La aparición de los ordenadores.•
Inicio de la producción flexible (1975−). En los años 80 aparece una filosofía que va a ser unarevolución que es el just in time, desarrollado por los japoneses, diseñada para fabricar un granvolumen de producción, con un inventario mínimo de componentes que van a llegar justo cuando senecesiten. Si la unimos al control de la calidad total son las técnicas que van a emplearse en lasempresas.
•
4.− Ámbito de la dirección de operaciones.
Las decisiones en operaciones se pueden agrupar en 3 categorías:
Las decisiones relacionadas con la concepción básica del sistema. Vamos a tomar decisionesrelacionadas con los objetivos que persigue el sistema de operaciones, con la concepción inicial delproducto y del proceso. La empresa tendrá que definir unos escenarios donde se va a mover y se van autilizar las técnicas de previsión.
•
Las decisiones relacionadas con el diseño del sistema de producción. Se toman dependiendo de lasdecisiones anteriores, tomando decisiones relacionadas con el diseño del producto, que estarelacionado con el diseño del proceso, y aquí tendremos que ver la tecnología a utilizar. Otra decisiónsería el diseño de tareas y organización del trabajo. Otra decisión sería la localización de lasinstalaciones, las decisiones relacionadas con la distribución en planta, las decisiones relacionadas conla capacidad del volumen productivo y de los almacenes.
•
Las decisiones relacionadas con el funcionamiento y control del sistema de producción. Sondecisiones que se toman a corto plazo y de manera continua. Y se decide sobre la previsión de lademanda a corto plazo, relacionadas con la planificación de las operaciones para establecer los planesde operación a corto plazo, programación de las operaciones a corto plazo, relacionadas con el controlde stock, relacionadas con el control de la calidad, con el mantenimiento y fiabilidad de los equipos.Control del factor trabajo. Se va a utilizar el PER, las líneas de espera, el control de la calidad total.Tiene como objetivo prever, planificar y programar el proceso de producción a corto plazoestableciendo una serie de controles sobre los factores que más inciden en el coste: mano de obra,desperdicios, componentes.
•
3
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 4/52
Los 2 primeros tipos de decisiones se toman a largo plazo, en un horizonte temporal mayor al año y tienen uncarácter periódico. Las otras decisiones son decisiones que se toman a corto plazo en un horizonte temporalmenor al año y que tienen un carácter continuo.
Tema 2− La estrategia de Producción.
Concepto de estrategia.
Sería un conjunto de decisiones y acciones que relacionan a la empresa con el entorno que la rodea y quepretenden que la empresa alcance sus objetivos a largo plazo, para obtener una posición fuerte frente a loscompetidores.
También sería la respuesta al problema estratégico, que sería el vinculo entre la empresa y el entorno y que seconcreta en la definición de 2 aspectos básicos o fundamentales:
La definición del ámbito de actuación de la empresa, es decir, determinar que productos va a ofrecerla empresa y en que mercados va a ofrecerlos.
•
La determinación de cómo va a competir en esos mercados (conjunto de acciones para que la empresapueda obtener una ventaja competitiva)
•
Podemos distinguir 3 niveles para la estrategia empresarial:
Corporativa. Consiste en definir los objetivos corporativos, las acciones para alcanzarlos, los negociosen que va a entrar la empresa, donde va a actuar. Va a relacionar la empresa con el entorno.
•
De negocios o divisional. Cuando la empresa esta los suficientemente diversificada se puedenidentificar unidades estratégicas de negocio, las cuales van a poner en práctica su propia estrategiapara alcanzar sus objetivos de negocio individuales, y como va a competir en esos negocios.
•
Funcional. Cada área funcional debe considerar que papel juega dentro de la estrategia de negociopara alcanzar esos objetivos de la estrategia de negocio. Deben traducir los objetivos de las unidadesestratégicas de negocio en términos comprensibles para ellos de manera que puedan alcanzar esosobjetivos.
•
El proceso de dirección estratégica consta de una serie de etapas:
En la 1° se deben formular unos objetivos corporativos a alcanzar, estos objetivos se van a ordenar según elgrado de importancia para la empresa ya que no va a poder alcanzar todos los objetivos al mismo tiempo,determinando las prioridades competitivas a nivel global. Luego se deberá realizar un análisis de la situaciónactual y futura de la empresa, un análisis externo con el objetivo de determinar las amenazas y oportunidadesque nos brida el entorno a la empresa y un análisis interno para ver las fortalezas y debilidades de la empresa.Posteriormente se van a diseñar las estrategias para alcanzar los objetivos, se van a evaluar y se van aseleccionar. Después se implanta esta estrategia y por último se realiza el control, que es un proceso derealimentación para verificar que las etapas anteriores se llevan a cabo según lo establecido.
Dirección estratégica de la producción.
Existen muchas definiciones de estrategia de operaciones, pero nos quedamos con: Plan a largo plazo para elsubsistema de operaciones en el que se recogen los objetivos a lograr y los cursos de acción, así como laasignación de recursos a los diferentes productos y funciones. Todo ello debe perseguir el logro de losobjetivos globales de la empresa en el marco de su estrategia corporativa constituyendo, además, un patrónconsistente para el desarrollo de las decisiones tácticas y operativas del sistema.
Podemos distinguir 4 niveles de la estrategia de operaciones según sea su contribución en la competitividad de
4
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 5/52
la empresa:
Internamente natural. Busca minimizar todos los impactos negativos que pueda tener operacionessobre la empresa, por lo que operaciones va a ejecutar las decisiones que otras hayan formulado, demanera que se satisfagan los objetivos a corto plazo. La gerencia va a contratar a expertos externospara que tomen decisiones sobre temas estratégicos. La mayor parte de la atención de la alta direcciónse va a centrar en decisiones estructurales (equipos, instalaciones) y también a los gastos de capitalrelacionados con estas decisiones. Presta muy poca atención a las decisiones relacionadas con las
personas, calidad, formas organizativas,.... La actitud va a ser pasiva y reactiva (esperar y ver).
•
Externamente natural. Operaciones va a seguir las prácticas de la industria, en cuestiones laborales,adquisiciones de equipos, relacionado con capacidad, Tiende a tomar decisiones de inversión solocuando son necesarias y para igualar al resto de la industria. La tecnología proviene de operacionesexternas (de laboratorios de investigación y desarrollo de la compañía o de proveedores externos), eneste nivel no consideramos operaciones como una fuente de ventaja competitiva.
•
De apoyo interno. Operaciones se convierte en un apoyo interno para la estrategia empresarial. Lasdecisiones en operaciones se van a tomar de manera que sean congruentes con la estrategiaempresarial. La alta dirección tiene una participación activa en la dirección de operaciones a través dela estrategia empresarial y de operaciones. Con lo que vemos que ya podemos formular e implantaruna estrategia de operaciones, ya que operaciones tiene unos objetivos, una política, Las inversiones
que se van a realizar son respuesta natural a los cambios estratégicos y a la competencia. Latecnología puede ser distinta al del resto de la empresa de la industrial.
•
De apoyo externo. Operaciones debe representar un apoyo fundamental para la competitividad de laempresa, pero las otras funciones también van a participar. Todas las funciones de la empresa van atrabajar en conjunto para desarrollar e implantar la estrategia empresarial para ello la empresa, la altadirección, crea un equipo para trabajar de una manera uniforme, integrando las distintas funciones. Eneste nivel de operaciones va a desarrollar sus propios equipos para poder disponer de la últimatecnología. Va a tener un comportamiento proactivo, va a actuar sobre los problemas antes de quesurjan.
•
Estos 4 niveles se pueden situar en un gráfico.
Estos niveles no son mutuamente excluyentes, y no se puede saltar cualquiera de ellos porque el paso de unnivel al siguiente supone el dominio del anterior. ¿cómo identificar el nivel de la estrategia de operaciones enla empresa?
Actitud a adquirir tecnología (tenemos equipos generales, ¿vamos a adquirir tecnología por imitacióno la vamos a desarrollar?)
•
Importancia de la dirección de operaciones.•
Proceso de dirección estratégica de la producción.
La misión, los objetivos y las prioridades estratégicas
La misión sería la razón de ser fundamental de la organización. Los directivos tienen que identificar quebienes y servicios contribuirán a la sociedad y esa contribución es la razón de ser fundamental de laorganización. Es el objetivo último que pretende alcanzarse, una vez que hemos definido la misión lasrestantes áreas deben tener una función soporte, una vez definida la misión debe elaborarse un plan paraalcanzarla, deben desarrollarse unas estrategias. Objetivos generales de la función principal:
Coste. Producir bienes y servicios a un coste tal que para el precio que se ha fijado permita a la empresaobtener beneficios.
•
5
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 6/52
Calidad. Obtener bienes y servicios que no contengan errores y que se adecuen a lo que los clientes noshabían solicitado.
•
Tiempo de entrega. Minimizar el tiempo que transcurre desde la solicitud del pedido hasta que se entrega elpedido, y cumplir la promesa de entregar el pedido en una determinada fecha.
•
Flexibilidad. Ser capaz de hacer los cambios que se necesiten, la capacidad para adaptar a las condicionescambiantes o bien porque el cliente requiera un tratamiento individualizado.
•
Servicio al cliente.•
En cuanto al coste, se puede definir como el valor monetario de todos los bienes y servicios consumidos por laempresa durante el desarrollo de sus actividades. Las empresas quieren reducir costes porque:
El coste me va a determinar el precio de venta de los bienes y servicios.•
Incrementa el beneficio empresarial.•
La dirección de operaciones tiene un papel importante en los costes, porque casi todos los costes se realizanen esta área. El estudio de los costes requiere análisis a priori y a posteriori y analizar las desviaciones. Haymuchas clasificaciones de costes:
Según el volumen de la producción:•
Costes fijos que son aquellos que no varían con el volumen de la producción.•
Costes variables que son aquellos que dependen de la producción obtenida.•
Coste total que sería el equivalente monetario al consumo de todos los factores utilizados (costes fijosmás costes variables).
•
Coste unitario que sería el coste por unidad de producto.•
Coste marginal que sería la variación producida en el coste total como consecuencia de los costes delos productos.
•
Según la imputación de los costes a los productos•
Costes directos que son aquellos que afectan a un único producto.•
Costes indirectos, afectan a más de un producto y necesitan un clave de distribución.•
Según la forma en que se valora ese coste:•
Costes históricos que se valoran según el precio de adquisición pagado por el bien consumido•
De reposición que se valora en función de lo que a costar reponer ese bien consumido.•
Estándar: valorados en función de consumos predeterminados a un precio fijado a priori.•
Según el nivel de utilización de la capacidad instalada:•
Infrautilización o subempleo. Que serían aquellos costes causados por la utilización de lasinstalaciones por debajo de su capacidad productiva.
•
Sobreutilización o sobrecarga que serían los costes causados por la utilización de las instalaciones porencima de su capacidad.
•
Según el área funcional en que se hayan generado: costes productivos, financieros, comerciales, ...•
Según la naturaleza del factor consumido: mano de obra, materiales, energía,•
Eficacia sería la obtención de los resultados deseados, y la eficiencia es la eficacia con el mínimo de factores
productivos y se mide por:
. Podemos distinguir 2 tipos de eficiencia:
Técnica: sería aquella en la que tanto salidas como entradas se miden en unidades físicas. Lo normales que esa eficiencia sea menor que 1 porque se suelen producir roturas en el proceso productivo.
•
Económica. Es aquella en que las salidas como las entradas están medidas en unidades monetarias yel cociente suele ser mayor a 1 ya que nos indicaría que la empresa esta creando valor añadido.
•
6
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 7/52
La productividad sería un indicador de la eficiencia y mide para un cierto período de tiempo la relación entrela producción obtenida y la cantidad de factores necesarios para obtenerla
. Para poder calcular la productividad tanto numerador como denominador deben venir expresadosnuméricamente, como los distintos factores productivos contribuyen a la obtención del producto, nos va acrear problema a la hora de elegir el tipo de unidad para medir la productividad, otro sería la medida de laproductividad, podemos calcular la productividad total que se refiere cuando la medida se lleva a cabo con
todos los factores; productividad multifactorial que se produciría cuando la medida sólo tiene en cuenta variosfactores productivos utilizados, en este caso los inputs deben venir expresados en la misma unidad; y laproductividad parcial cuando la media se lleva a cabo utilizado un único factor productivo (el que másinteresa a la dirección).
Existen numerosos factores que afectan a la productividad, Stevenson nos dice que son: métodos, capital,calidad, tecnología y administración; Schroeder nos dice que son: factores externos, el producto, el proceso, laadministración de la capacidad y de los inventarios, la fuerza de trabajo y la calidad; Domínguez Machucadistingue entre: materiales, maquinaria y mano de obra, y terrenos y edificios.
En cuanto a la calidad es un conjunto de características de un producto, proceso o servicio, que se confiere suactitud para satisfacer las necesidades del usuario. Vamos a comparar las características del bien o serviciocon los que nos había solicitado el cliente y nos da 3 tipos:
De concepción: mide las diferencias entre las características que ha solicitado el cliente y lascaracterísticas plasmadas en el proyecto.
•
De concordancia: mide las diferencias entre las características que figuran en el proyecto y lascaracterísticas que posee el producto ya elaborado.
•
De servicio: mide las diferencias existentes entre las características del producto, servicio yaelaborado con las características que deseaba el cliente.
•
Con el tiempo de entrega se pretende cumplir las entregas lo más rápidamente posible, y además pretendeentregar los pedidos en la fecha entregada.
La flexibilidad es la capacidad de adaptación a condiciones internas o externas que han cambiado o sonsusceptibles de variación. Es la habilidad de una empresa para hacer frente de forma eficaz y eficiente a unascircunstancias cambiantes, como cambios en la demanda (gustos), en el suministro como consecuencia delcomportamiento de los proveedores, escasez de recursos; cambios en el producto, cambios en el proceso, laincorporación de nuevos sistemas de gestión de la producción (MPP, just in time), cambios en elequipamiento, cambios en la mano de obra (asentismo). Este objetivo debe perseguirlo todas las áreas de laempresa, y esto puede requerir cambiar la estructura organizativa de la empresa.
El servicio al cliente. Puede ofrecer servicios que pueden satisfacer las exigencias y necesidades de losclientes; también serían aquellas operaciones que pretenden reducir el riesgo de compra (servicio de
mantenimiento) y facilitar la acción de compra (como las diferentes modalidades de pago) y el trato con losclientes. Estas actividades pueden ser gratuitas o no.
Todos estos objetivos están relacionados entre ellos, pero suele haber incompatibilidades o incongruenciasentre ellos. Generalmente los aumentos en calidad llevan incorporados aumentos en los costes, porqueutilizamos materiales más caros o realizamos inversiones en tecnología. El número de productos defectuososdisminuye como consecuencia de esa mejora en la calidad, esto hace que el número de inputs que se necesitanpara tener un volumen de producción disminuye con lo que aumenta la productividad y reducen los costes.
Además los incrementos en la calidad deben generar aumentos en la demanda y por lo tanto aumento en losingresos, esto supone un mejor aprovechamiento del factor capital, por lo tanto una reducción de los costes
7
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 8/52
unitarios. Esto va a hacer que la empresa pueda permitirse el lujo de reducir los precios, lo que volvería arelanzar la demanda. En conjunto se va a aumentar el beneficio, la rentabilidad y va a beneficiar elcrecimiento de la empresa.
En otras ocasiones los incrementos en la productividad tiene efecto negativo, ya que un proceso más rápidopuede conllevar más errores en el desarrollo de las operaciones y por lo tanto una reducción de la calidad.
Aumentos en la flexibilidad viene acompañado de un aumento de los costes, pero también se va a mejorar el
nivel de servicios, y va a facilitar la adecuación de la empresa a las condiciones del mercado, que la empresapueda sobrevivir, que pueda conseguir sus objetivos. Este incremento en los costes puede neutralizarseutilizando unos sistemas flexibles de producción, que a través de las economías de alcance va a permitirreducir el coste unitario de los productos y aumentar la variedad de productos, proporcionando un mejor nivelde servicios a los clientes.
Mejoras en el tiempo de entrega también viene acompañadas de incrementos en los costes, puesto queestamos utilizando sistemas de planificación y control en las actividades tenemos que aumentar la capacidad,con lo que tenemos costes de sobreutilización, para eliminar las líneas de espera. Pero se mejora lasatisfacción del cliente y mejora la imagen de la empresa, pero también podría ir en contra de la calidad.
La empresa no puede conseguir todos los objetivos al mismo tiempo, debe conseguir un adecuado equilibrioentre los objetivos, con lo que es necesario establecer para cada período de tiempo y en función de losclientes, competidores y el ciclo de vida de los productos unas prioridades estratégicas o competitivas, queserán aquellas habilidades que posee la empresa y que va a permitir que la misma consiga ventajascompetitivas.
Análisis Externo
El Análisis externo pretende detectar las amenazas y oportunidades que nos brida el entorno, para ellotenemos que examinar el entorno general y especifico. El general es todo lo que rodea a la empresa(político−legales, económico, sociales, tecnológicos). Es especifico es aquella parte del entorno más próximo
al sector a la que la empresa pertenece (tamaño, grado de concentración, barreras de entrada, grado demadurez de la industria, las fuerzas competitivas de Porter)
Análisis Interno
Se utiliza para detectar cuales son las debilidades y fortalezas que presenta la función de operaciones de laempresa en la actualidad o presentará en el futuro. Para ello vamos a analizar los recursos humanos, es decir,la habilidad de los diferentes trabajadores; las instalaciones y la maquinaria; la capacidad, el coste demantenimiento,....; los recursos financieros: el coste de capital, fuentes de financiación; los clientes, el tratoque tenemos con ellos, si sabemos sus necesidades; los proveedores: la dependencia que existe con ellos; losproductos: actuales y potenciales; la tecnología: la que dispone la empresa, como afectaría nueva tecnología a
la empresa; la relación entre el área de operaciones y otras áreas funcionales y otros factores.
Formulación de Estrategias
Según Domínguez Machuca se deberán tomar las siguientes estrategias:
De producto: selecciona el producto o servicio y diseñar sus características.•
De proceso: determinar como se va a producir.•
Tecnológica: incorporación de nuevas tecnologías de producción.•
De capacidad: se refiere al volumen de producción para el cual se van a desarrollar las instalaciones.•
De localización: determinar donde vamos a producir.•
8
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 9/52
De distribución en planta: como se van a ordenar los diferentes factores productivos dentro de lasinstalaciones.
•
De calidad: diseñar el sistema de calidad que va a implantar la empresa.•
De planificación y control: va a determinar como se van a llevar a cabo las distintas actividades y su control•
Aprovisionamiento: nos determina el sistema de gestión de inventarios.•
De personal: formación, selección, motivación, despido de la empresa.•
Implantación de Estrategias
La implantación. Implantar con éxito una estrategia requiere identificar una serie de tareas clave.
Control
Control. En cada una de las fases existe una retroalimentación de la información hacia las anteriores, demanera que así existe un control de cada una de estas etapas.
Conclusión del tema.
La estrategia de operaciones debe desarrollarse de forma integrada con la estrategia corporativa.•
Las decisiones que se tomen en operaciones tienen que estar relacionadas con las decisiones que se
toman en el resto de áreas funcionales, de manera que estén coordinadas y permita lograr la estrategiacorporativa.
•
La estrategia de operaciones debe buscar un adecuado equilibrio entre los distintos objetivos.•
La función de operaciones va a ser clave para el logro de una ventaja competitiva, puesto que en estaárea están asignadas una gran cantidad de recursos humanos y financieros, por lo que si no leprestamos esa atención que merece podremos estar utilizando mal los recursos.
•
Tema 3− La actividad de Previsión en la producción.
Las empresas van a producir para vender, pero la empresa se encuentra con un problema, y es ¿qué volumende producción va a dar salida en cada momento? La demanda es errática y difícil de predecir. Entendemos por
previsión una estimación de lo que va a ocurrir con una variable en el futuro en un entorno incierto. Lo quesupone:
La variable concreta a predecir.•
El horizonte temporal o plazo de previsión: cuando queremos conocer el valor futuro de esa variable.•
La técnica de previsión que vamos a utilizar. Hay una serie de técnicas que intentan predecir lademanda, y la empresa con esos pronósticos, formulará un plan de producción con el objetivo dedisminuir los costes inherentes: contrataciones y despidos, excesos o rupturas de stock.
•
Los pronósticos ayudan a conocer la evolución de la demanda de los productos y servicios. Cuando lademanda de un producto o servicio determinado empieza a disminuir ostensiblemente por razones que no
pueden ser explicadas a través de estacionalidades o tendencias, nos podemos encontrar ante un indicador delfinal de la vida útil del producto o servicio. La decisión de introducir un nuevo producto o rediseñar elexistente viene basada en la evolución de la demanda del producto existente.
El diseño de la planta productiva es una de las decisiones más importantes a largo plazo que ha de tomar laempresa, principalmente a causa de los costes que conllevaría un error en la planificación de la capacidadproductiva de la planta. Aquí, los pronósticos adquieren un papel preponderante a la hora de prever lademanda futura y ajustar el diseño de la planta a la capacidad productiva necesaria para satisfacer dichademanda, tanto a largo como a corto plazo.
9

7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 10/52
Los pronósticos constituyen una de las herramientas más fiables a la hora de gestionar la capacidad existentede la planta para satisfacer la demanda. Si conocemos con antelación la demanda a cubrir, podremos estudiarposteriormente la manera idea de optimizar la capacidad para conseguir la producción deseada.
Los pronósticos y la gestión de inventarios están íntimamente relacionados en el sentido de que los métodosde gestión de inventarios basan sus resultados en la demanda esperada, o lo que es lo mismo, el output de lafase de previsión de la demanda constituye un input para los métodos de gestión de inventarios.
Tipos de pronósticos.
Las previsiones se pueden clasificar según el horizonte temporal que abarca en:
A corto plazo, con un período de hasta 3 meses. Se usa para la planificación de compras, planificaciónde los trabajos, programación de las necesidades de mano de obra, asignación de tareas, las técnicasque se utilizan entran en la categoría de pronósticos basados en datos de series temporales, estospronósticos utilizan la información histórica para predecir el futuro, van a identificar la secuencia quesubyace en la demanda y la van a extrapolar al futuro. Las técnicas pueden ser: medias y otrastécnicas para series temporales.
•
A medio plazo abarca un período entre 3 meses y 3 años, y se utilizan para la planificación de ventas,
de la producción, del presupuesto de caja. Estas técnicas entran en la categoría de pronósticosasociativos o causales, los cuales consideran que la demanda va a depender de una o más variablesindependientes de forma que se puede establecer una relación entre la demanda y esas variables, unavez que la conocemos damos valores a las variables y podremos conocer el valor de la demanda.
•
A largo plazo abarcan períodos mayores a 3 años, y son útiles para la planificación de nuevosproductos, desembolsos de capital, localización o expansión de instalaciones. Estas técnicas sontécnicas cualitativas y están dentro de la categoría de pronósticos basados en opiniones y juiciospersonales
•
Técnicas cualitativas (pronósticos basados en juicios y opiniones personales).
Opiniones y juicios de los ejecutivos, consiste en una reunión de ejecutivos de distintas áreasfuncionales que deben sugerir el mayor número de ideas de un determinado tema. Con esto nosaprovechamos de la experiencia de este grupo de profesionales, con lo que nos pueden darinformación importante. Pero esta el riesgo de que la opinión de uno de ellos prevalezca sobre losdemás y además la difuminación de responsabilidad puede hacer que no estén tan involucrados comonosotros deseamos a la hora de realizar los pronósticos.
•
Opiniones y juicios de la fuerza de ventas. Las opiniones de la fuerza de ventas tienen un valorsustancial al ser ésta la que mantiene un contacto más cercano con los clientes. La retroalimentaciónque la fuerza de ventas puede dirigir hacia el área de operaciones sobre gustos y tendencias delmercado puede traducirse no sólo en la elaboración de pronósticos más o menos acertados sinotambién en ideas a la hora de desarrollar o mejorar los productos. El inconveniente reside en queexiste un problema de asimetría de la información y por tanto, es posible que la fuerza de ventas se
comporte de forma oportunista, es decir, que informen a la dirección con una previsión de la demandainferior a la real con el fin de beneficiarse de una demanda supuestamente superior a la pronosticada.
•
Estudios de mercado. Los estudios de mercado constituyen una poderosa herramienta a la hora deconocer los gustos y preferencias de los consumidores. También son útiles a la hora de conocer lacantidad de un determinado producto que un consumidor estaría dispuesto a consumir y a qué precio.Los estudios de mercado tienen la ventaja de que la información que suministran provienedirectamente de la fuente más importante (los consumidores), información que, de otra manera noestaría disponible. Su principal inconveniente reside en el alto coste y en la gran cantidad de recursosy tiempo que esta técnica consume.
•
Otras opiniones del exterior, que nos van a informar sobre aspectos socioeconómicos o políticos que•
10
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 11/52
pueden afectar a las previsiones de ventas. Esta información procede de órganos oficiales como elICExOpiniones y juicios de directivos y resto de personal. Destaca esencialmente dentro de esta categoríade métodos de predicción el denominado Método Delphi. Este método consiste en hacer circular unaserie de cuestionarios a aquellos individuos que, a priori, pueden contribuir de manera satisfactoria aproporcionar información relevante sobre la base de sus conocimientos o experiencia dentro de laorganización. Las respuestas suelen mantenerse en el anonimato con el fin de evitar posible recelos ala hora de expresar opiniones. Las ventajas de este método consisten en que los expertos que rellenan
los cuestionarios suelen proporcionar información substancial, los individuos participan directamenteen el proceso de desarrollo del método con lo que los costes y el tiempo se acortan respecto a lacreación de un comité y que el anonimato de los participantes les incentiva a dar su verdaderaopinión. Los inconvenientes del método Delphi residen en la posible ambigüedad de los cuestionarios,los expertos pueden no ser tales, la exactitud de los pronósticos no suele ser elevada y el anonimatopuede conllevar la dejadez y la falta de responsabilidad.
•
Métodos cuantitativos.
Pronósticos basados en datos de series temporales. Las series temporales suelen tener 4 componentes, aunqueen ocasiones no se dan todos ellos:
La tendencia que sería el movimiento gradual de ascenso o descenso de los datos a lo largo deltiempo. Refleja la evolución a largo plazo de la serie histórica.
•
La estacionariedad sería una muestra de datos que se repite cada cierto tiempo, recoge oscilaciones acorto plazo.
•
Los ciclo son oscilaciones alrededor de la línea de tendencia de carácter periódico no regular. Elperíodo de cada ciclo suele ser superior al año.
•
Las variaciones aleatorias son variaciones inesperadas de los valores causados por el azar o situacióninusual. No siguen ningún modelo predecible.
•
Estos métodos van a estudiar los datos históricos para predecir su comportamiento futuro, y hay variastécnicas:
Medias•
Pronósticos constantes•
Media simple•
Media móvil•
Alisamiento exponencial•
Otras técnicas.•
Los pronósticos basados en la media predicen la demanda futura a través del estadístico de la media, pero losdatos dependerán de cada método en concreto.
Pronósticos constantes. Pronostican la demanda futura a partir del último valor sin modificarlo. Sus ventajases el bajo coste y es útil para entornos económicos estables, y para aquellos productos que presentan pautasestacionales de la demanda.
Media simple. Prevé la demanda futura como la media de las demandas históricas de períodos anteriores.
11
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 12/52
Donde tenemos en cuenta los n últimos períodos, pero tiene el inconveniente y es que guardamos informaciónque tal vez no nos sea útil, y si eso es para todos los productos puede ser muy costoso. Solo va a ser útil parademandas muy estables, no tiene en cuenta los cambios repentinos en la tendencia del mercado y aumentos ydisminuciones de gran magnitud en períodos muy concretos, con lo que va a hacer variar muy poco la mediasimple.
Media móvil. Tienen en cuenta sólo los n últimos períodos, ignorando los anteriores.
Las medias móviles van a responder más rápidamente a los cambios bruscos en la demanda que las mediassimples. Sensibilidad va a ser la tasa a que un pronóstico es capaz de responder a los cambios, en las mediasmóviles esta sensibilidad viene determinado por el número de períodos considerados (valor de n), a mayorvalor de n menos sensibilidad del pronóstico, es decir, menor capacidad de respuesta del pronóstico, a menorvalor de n mayor será la sensibilidad del pronóstico, luego puede ocurrir que ese pronóstico se vea afectadopor variaciones aleatorias. Tenemos que tener en cuenta 3 cosas:
Todos los valores históricos tienen el mismo peso.•
Va a ser útil para entornos estables.•
El considerar un número de períodos u otro va a hacer que varíen los resultados.•
El alisamiento exponencial. Trata de realizar una media móvil ponderada de los n valores de la demanda, perosin necesidad de almacenar todos los valores históricos, ya que considera que cada aumento del pasado se va areducir en (1−)Solamente vamos a utilizar 3 datos a la hora de calcular el pronóstico: el pronóstico másreciente, la demanda real que se presento en ese período y la constante de alisado o alisamiento. Trata deresolver las deficiencias de las medias móviles y para ello va a dar un menor peso a los valores más antiguos.
Ft+1=Dt+(1−)Ft
nos determina el nivel de sensibilidad. Cuanto mayor sea el valor de mayor sensibilidad del pronóstico ypor lo tanto menos influencia van a tener los valores pasados. va a tomar valores entre 0 y 1, pero para casoseconómicos estará entre 0.05 y 0.5. El grado de sensibilidad debe ser capaz de:
De pronosticar las pautas de comportamiento reales de la demanda.•
Y que a su vez no sea sometido en exceso por las variaciones aleatorias.•
Otras técnicas.
Técnica de Box−Jenkins. Permite manejar datos que presentan unas pautas de comportamiento máscomplejas, donde presenta unos niveles de exactitud mayores que los anteriores.
•
Pronósticos asociativos o causales.
Van a considerar diferentes variables que van a estar relacionadas con la variable que queremos predecir. Paraello vamos a realizar un modelo estadístico para realizar la previsión. Por ejemplo, queremos determinar las
ventas de ordenadores, con lo que dependerá del precio de venta de nuestros ordenadores, del de la
competencia, del gasto en publicidad y se buscaría un modelo estadístico que relacione estas variables, y el
más común es la regresión lineal.
La regresión lineal se puede usar para series causales y series temporales, cuando la demanda varía con eltiempo tendríamos una serie temporal, pero cuando la demanda varía por otras variables, sería un modelo
12

7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 13/52
causal.
La regresión lineal simple busca relacionar linealmente 2 variables a través de una recta o ecuación deeste tipo: y=a+bx. Donde la y es la variable dependiente; x es la variable independiente; a es el puntode corte de la recta de regresión con el eje de ordenadas; y b es la pendiente de la recta de regresión.
•
Para medir la bondad del ajuste se suele usar el coeficiente de determinación, que nos mide el porcentaje devariación de los datos que es explicado por la recta de regresión. Este coeficiente va a tomar valores entre 0 y1. Si r2=1 nos dice que el 100% de la variación de los datos se ajusta a la recta de regresión. Si r2=0 la rectano se ajusta a los datos.
También tenemos el coeficiente de correlación que nos mide el grado de relación lineal entre la variabledependiente y la variable independiente. Este coeficiente toma valores comprendidos entre −1 y1. Elcoeficiente de determinación es el cuadrado del coeficiente de correlación.
Donde si r=1 me indica que la relación lineal entre X e Y es creciente y perfecta. Si r>0 me indica que larelación lineal es creciente pero con un menor grado de ajuste. Si r=0 no existe relación lineal entre X e Y. Sir<0 la relación lineal es decreciente con un bajo grado de ajuste. Y si r=−1 la relación lineal es decreciente yperfecta.
Regresión curvilineal y múltiple. Si el modelo lineal no realiza un buen ajuste, o bien se necesita másde una variable independiente para realizar la predicción, vamos a recurrir al análisis curvilineal ymúltiple.
•
Elección del método de pronóstico.
Todos estás técnicas son validas para diferentes situaciones, la empresa se va a fijar en una serie de factores.Las empresas van a valorar una serie de características, que suelen ser:
El horizonte temporal, el plazo de previsión para el cual cada una de las técnicas ofrece una mayorexactitud.
•
El requerimiento de los datos, es decir, el número mínimo de datos para que el resultado de esepronóstico sea fiable.
•
La complejidad, que esta relaciona con la posibilidad de poder tratar los datos con un paqueteestadístico.
•
13
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 14/52
El nivel de exactitud, precisión; que esta relacionado con el nivel de detalle que se requiere.•
El tiempo de elaboración, que sería el tiempo que transcurre entre que solicitamos la previsión hastaque esta está presente.
•
El coste, que recoge del personal especializado, de la recogida de datos.•
El nivel de utilización que esa técnica es empleada por la empresa.•
Se pide a las técnicas:
La predicción debe realizarse en el momento adecuado•
La predicción debe alcanzar el nivel de exactitud requerido, sino lo consigue hay que cambiar detécnica.
•
La predicción ha de ser consistente, la técnica ha de funcionar siempre.•
La predicción ha de venir expresada en unidades que tengan significado para aquellas personas quetengan que tomar decisiones.
•
Los pronósticos deben venir expresados por escrito, y es conveniente guardar los períodos anteriorespara realizar comparaciones o ver la evaluación.
•
La técnica que se valla a utilizar debe ser simple y comprensible.•
Una vez que tenemos la información sobre el pronóstico, los directivos tienen 2 formas de actuar:
Pueden tener un comportamiento reactivo. El directivo va a reaccionar a posteriori y toma lasdecisiones que sean oportunas basándose en los datos generados por el pronóstico.
•
Pueden tener un comportamiento proactivo, donde se va a intentar influir en la demanda mediante lasvariables que tiene a su disposición (marketing−mix)
•
Tema 4− Desarrollo de Nuevos Productos.
Introducción.
La esencia de cualquier organización van a ser los bienes y servicios que produce, este diseño y desarrollo deproductos y servicios esta relacionado con el estilo de la organización ya que aquellas empresas capaces dediseñar bien sus productos y servicios, van a alcanzar sus objetivos con mayor probabilidad. Lasorganizaciones van a diseñar y desarrollar nuevos productos por varias razones: competitivas, aumentar elnúmero de negocios, aumentar el beneficio. Pero en ocasiones, sólo se modifican o rediseñan los productos yaexistentes, ya sea por una baja demanda, porque los consumidores aumentan la calidad,
La decisión adoptada en relación con el producto o servicio que vamos a fabricar va determinar (acondicionar)las decisiones tomadas por el resto de las áreas de la dirección de operaciones. El objetivo de diseñarproductos y servicios va a satisfacer a los clientes, y así aumentar la competitividad de la organización, esdecir, pretende satisfacer las necesidades del mercado con una ventaja competitiva.
El departamento de marketing va a recoger información sobre las necesidades de los clientes, para identificar
esas necesidades. Los diseñadores van a tomar esas necesidades y van a crear una especificación de unproducto o servicio. Esta especificación va a ser un input para el departamento de producción que va a crear elproducto o servicio para el cliente.
El diseño y desarrollo de nuevos productos juega un papel clave en la competitividad de la empresa por variasrazones:
Coste, calidad y tiempo de desarrollo están ligados a este diseño de productos.•
Las técnicas de mercado se suelen deber a las deficiencias del diseño.•
Todos los procesos productivos están condicionados por el diseño de productos.•
14
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 15/52
Los problemas técnicos se deben fundamentalmente al diseño.•
Existe mayor probabilidad de superar a los competidores cuando se llevan a cabo acciones de diseñoque cuando se revisan los procesos.
•
Algunas industrial se tienen que enfrentar a:
La competencia global y domestica, la cual esta creciendo.•
Las tecnologías son diversas, cambiantes. Con lo que los productos actuales se vuelven obsoletos
constantemente.
•
Los clientes cada vez son más exigentes, sofisticados, exigen una mayor calidad, y esto va a hacer queel ciclo de vida de los productos se acorte.
•
El desarrollo de nuevos productos cada vez genera mayores costes.•
La necesidad de involucrar en el proceso de desarrollo de nuevos productos a personas ajenas a laorganización.
•
La función de operaciones es disponer de la capacidad de gestión, de las capacidades tecnológicas y de losrecursos humanos y financieros. Si no dispone de estas capacidades o tal vez estas capacidades no seancapaces de generar un producto o servicio con una ventaja competitiva, el producto no debería desarrollarse.
El modelo del ciclo de vida de los productos.
Los productos van a pasar por una serie de fases. Denominamos ciclo de vida del producto a una serie deetapas que pasa el producto a lo largo del tiempo y van a ser 4:
Introducción•
Crecimiento•
Madurez•
Declive.•
Y se diferencian entre si por la forma de crecimiento de las ventas en relación al tiempo. Todos los productosno van a tener la misma duración de ciclo de vida. Independientemente de esta duración, los directoresdeberían diseñar un sistema para introducir los nuevos productos.
El director de producción debería examinar en que etapa se encuentra, ya que las estrategias a desarrollar sondistintas para cada etapa.
En la 1° fase, en la fase de introducción, aquí tanto el producto como el proceso se están ajustando a lasexigencias del mercado, esto puede exigir desembolsos, gastos extra, para la investigación y desarrollo delproducto, para modificar y perfeccionar el proceso y para el desarrollo de las relaciones con clientes yproveedores.
En la 2° fase, en la fase de crecimiento, las ventas crecen más que proporcionalmente. Tenemos suficiente
información sobre cual son las preferencias de los consumidores, lo que va a permitir que se inicie laestandarización del producto, el ajuste del proceso, la definición de la estrategia, Además como las ventascrecen más que proporcionalmente tenemos que tener una previsión efectiva de las necesidades de lacapacidad.
La 3° fase, la fase de madurez, se caracteriza por una saturación del mercado y por la aparición de loscompetidores y se van a estabilizar las ventas a lo largo del tiempo. Se debería intentar mantener el altovolumen de producción y reducir la innovación y mejorar sus procesos productivos. Aquí se encuentran losproductos denominados vacas lecheras, ya que nos van a proporcionar gran volumen de liquidez. Hay ciertosproductos muy competitivos y prologan esta fase, lo cual se consigue con versiones mejoradas o mediante la
15
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 16/52
creación de productos complementarios a los ya existentes.
La 4° fase, la fase de declive, en la cual se eliminan los productos cuya vida se haya extinguido o éste muypróxima a hacerlo. Como los recursos son escasos o costosos deberíamos invertirlos en aquellos productosque sean críticos. Una técnica para eliminar estos productos es ordenarlos de forma decreciente en función desu contribución a la empresa (Precio de venta menos coste directo).
Etapas en el desarrollo de nuevos productos.
Para desarrollar un nuevo producto comprende una serie de etapas:
Generación de ideas. Las ideas para nuevos productos pueden provenir de fuentes externas a laorganización (clientes, proveedores, competidores) o a través de fuentes internas (departamento deinvestigación y desarrollo o del resto de trabajadores de la empresa). La organización puede recogerinformación de los clientes a través de encuestas, deben decidir si quieren sacar un producto parecido al dela competencia o no; el departamento de investigación y desarrollo debe decidir que proceso de tecnologíasigue como el de tecnología inversa. Aquellas ideas que surgen de la identificación de necesidades se dicenque vienen del tirón de la demanda, mientras que las que surgen del resultado de investigación se conocencomo empuje tecnológico.
•
Selección o filtrado de ideas. Queremos seleccionar las mejores ideas, por ello estas ideas van a servaloradas según su viabilidad, aceptabilidad y vulnerabilidad o riesgo. Estas ideas van a ser sometidas a 3pruebas que van a servir como filtro:
•
De marketing. Este departamento podrá desechar las ideas que no puedan generar la demanda mínimapara producirla, que no se adecuen a la política de marketing que existe en la empresa. Para ello van aanalizar las expectativas promocionales, si existen sinergias con otras líneas de productos que yaexisten en la empresa; la competencia actual y potencia, la relación entre satisfacción necesidadversus resultado, fiabilidad, disponibilidad y calidad.
•
De producción. Este departamento debe decidir si puede fabricar el producto, o prestar ese servicio, ypara ello debe analizar si dispone de la capacidad necesaria, de los trabajadores necesarios, latecnología necesaria y debe ver la compatibilidad existente con los equipos e instalaciones.
•
Financiera. Debe calcular las implicaciones financieras de las ideas, debe valorar la inversión, elcapital que se necesita, los costes de producción, los márgenes de beneficio, el riesgo del proyecto, losflujos de caja. Las técnicas que va a utilizar van a ser: VAN, TIR, análisis del punto muerto, plazo derecuperación.
•
Además debería realizarse un test de ajuste organizativo para evaluar la consistencia del nuevo producto oservicio y la organización. Cada nuevo producto debería reforzar los punto fuerte de la empresa, ser unafuente de ventaja competitiva y adecuarse a los objetivos futuros de la empresa. También habría que valorarcomo influye el nuevo producto en la demanda de los productos que ya existente en la empresa.
Diseño preliminar. Se tiene que llegar a un consenso sobre cual es la función que debe realizar el producto,
con que rapidez debería realizarse, con que materiales, la duración del producto. Entre esos factores estaría:
•
La función a realizar.•
Los costes, que no debería ser excesivos para el mercado en que lanzamos el producto.•
El tamaño y la forma que debe ser compatible con la función y debe ser atractivo al mercado.•
La calidad, que debe ser compatible con el propósito.•
El impacto ambiental.•
La producción, que se pueda fabricar con facilidad.•
El tiempo, estar disponible en el momento adecuado.•
El aspecto.•
16
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 17/52
Construcción y prueba del prototipo. El diseño preliminar se transforma en un prototipo que debe reflejarlas características más importantes que este producto debe poseer en su estado final. Como no es fácilincluir todas las características sirve para recoger información, más que para tomar decisiones. Se hacen enarcilla, escayola y a escala, o con productos auténticos. Ahora se ha facilitado la construcción por laaparición de nuevas tecnologías como el diseño asistido por ordenador que permite analizar la eficacia conun alto grado de precisión sin un análisis físico, se puede utilizar en todas las etapas debido a sus ventajascomo sería para almacenar y recuperar datos de diseño rápidamente y la habilidad para manipular detallarde diseño con rapidez, con lo que va a aumentar su rapidez de producción y su flexibilidad. Pero se
necesidad mucho tiempo para incluir en una base de datos todas las partes que tiene que tener un productocomplicado. Incluso podríamos hacer plantas piloto siendo estas plantas de prueba. Para evaluar elfuncionamiento de los prototipos y plantas piloto se suelen hacer pruebas de mercado con muestras delproducto o servicio, con estas pruebas se pretende evaluar el resultado del producto o servicio con relacióna una serie de criterios de medida como: facilidad de uso, duración, dependiendo de los resultados de esaspruebas este diseño podrá aceptarse, rechazarse o modificarse.
•
Diseño final. Una vez que el diseño preliminar se ha aceptado, procederemos a su producción. A la hora dediseñar o desarrollar nuevos productos se suelen crear equipos de desarrollo de nuevos productos, cuyaresponsabilidad es conocer los requerimientos del mercado y conseguir un producto con éxito. Estosequipos están formados por personas de distintas áreas funcionales. En las empresas japonesas no se crean,debido a que la estructura organizativa no se divide en funciones, sino que el estilo japonés el del trabajo en
grupo, y todas las funciones van a ocurrir en cualquier momento y en cualquier producto de laorganización. Estos equipos deben conseguir que los productos sean fabricables, vendibles y capaces deprestar un servicio. Para alcanzar estos objetivos, habría que estudiar la posibilidad de estándarizar elproducto entero o alguna parte, la introducción del diseño modular, la fiabilidad, seguridad, ingeniería delvalor, el diseño para la fabricabilidad y el montaje y el análisis del valor.
•
Estandarización. Se pretende que los productos se fabricen con respecto a unos estándares preestablecidospara que las piezas y componentes se pudieran intercambiar con independencia de cuando y donde fueronfabricados, sin afectar al funcionamiento normal del producto. Esto presenta unas ventajas y unosinconvenientes. Las ventajas son:
Minimiza el número de piezas en el almacén.•
Simplifica los procedimientos operativos y de control.•
Realización compras de gran volumen y obtener descuentos.•
Fabricación de grandes series de producción y automatización del proceso.•
Mientras que los inconvenientes son:
Suele pensar que las piezas tienen menor calidad o inferior rendimiento.•
La rigidez o falta de flexibilidad.•
Esto beneficia al cliente, porque puedes tener todas las piezas en cualquier establecimiento.
Diseño modular. Pretende una amplia variedad de productos a partir de un número limitado de módulosfísicos. Estos módulos van a estar formados por componentes que pierden su identidad, es decir, no sonconsiderados como elementos individuales, siendo la unidad más pequeña el módulo. Al igual que laestandarización presenta una ventajas y unos inconvenientes. Siendo las ventajas:
Los fallos son más fáciles de diagnosticar y de remediar.•
Con lo que las reparaciones son más sencillas y rápidas, lo que supone una reducción de los costes.•
Simplifica la programación y planificación del proceso productivo, así como la gestión de materiales.•
Los inconvenientes son:
17
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 18/52
Dificultad e imposibilidad de desensamblar los módulos, con lo que no podemos reutilizar las piezasde ese módulo que este en buen estado, lo que implica un aumento del coste para la empresa y para elcliente.
•
Fiabilidad. La probabilidad de que un producto o servicio funcione adecuadamente, de acuerdo con susespecificaciones durante un cierto período de tiempo y bajo unas condiciones operativas especificas. Va a serel resultado del producto de la fiabilidad de sus componentes, para no perder la fiabilidad del conjuntopodemos incorporar componentes redundantes.
Ingeniería del valor. Pretende reducir el número de componentes y operaciones individuales que se necesitanpara la generación de un producto o servicio, reduciendo costes, mano de obra y además conseguir unafiabilidad superior.
El equipo de diseño para la fabricabilidad (DFM). Se encarga de mejorar el diseño y las especificacionesdel producto o servicio en las etapas de investigación, desarrollo, diseño y fabricación. El objetivo de esteequipo es crear durante la etapa de diseño un producto que resulte fácil de fabricar, basándose en la idea deque es mejor desarrollar productos con pocos componentes, pero que sean muy complejos. Además sueleactuar de 2 formas:
Reducir el coste de las piezas individuales que componen el producto.•
Reducir el coste de montaje de una serie de piezas.•
El diseño para el montaje (DFA). Pretende la evolución y mejora de un concepto de diseño a través decambios en el número de piezas que se tienen que ensamblar, en la localización de estas piezas. El resultadofinal será un diseño de un número limitado de componentes complejos.
Con el diseño para la fabricabilidad y para el montaje se reducen costes, pero también nos da otros beneficios:
Reducción del número de componentes.•
Aumento de la estandarización de estos componentes.•
Mejora de los aspectos funcionales del producto o servicio.•
Diseño del trabajo y su seguridad también se mejoran.•
Diseño robusto en calidad (pequeñas variaciones en el ensamblaje no afecta al producto)•
Pero también presenta unos inconvenientes:
Mayor tiempo para el diseño de maquinas y herramientas.•
Ampliaciones en la variedad de materias primas empleadas.•
A pesar de esto, estos equipos son la mejor técnica de reducción de costes, van a proporcionar mejoras en elvalor del producto al definir mejor sus funciones esenciales y sin reducir la calidad, pueden reducir los costesentre un 15−70% sin reducir la calidad.
Análisis del valor. Es una técnica de gestión, que pretende lograr el adecuado grado de satisfacción de lasnecesidad del consumidor a un mínimo coste. Se lleva a cabo durante el proceso de producción, cuando estaclaro que el producto puede ser un éxito. La mejora a conseguir puede ser tanto del producto como delproceso productivo. El análisis del valor siempre va a actuar después de la ingeniería del valor, y puede volvera aplicarse en cualquier etapa del ciclo de vida del producto. La ingeniería del valor se aplica en productos enla fase de diseño, pero el análisis se pretende eliminar cualquier coste que no contribuya a aumentar el valor oeficacia del producto o servicio, va a intentar reducir el número de componentes, usar materiales más baratosy simplificar el proceso, para ello va a llevar a cabo un procedimiento en el cual va a estudiar las funcionesbásicas, secundarias y el propósito.
18
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 19/52
Seguridad. Los clientes pueden emprender acciones legales contra las empresas cuyos productos incorporenelementos tóxicos o su diseño cree situaciones de peligrosidad en caso de uso indebido. Para evitar esto, lasempresas deberían incorporar etiquetas informativas en sus productos, tomar medidas para evitar este riesgo.Además hay que ver la legislación de medio ambiente.
Relación entre diseño del producto y del proceso.
El diseño y desarrollo del producto se debe realizar conjuntamente con el del proceso productivo. En
ocasiones, el diseño del proceso suele seguir al diseño del producto y se tiene como resultado un productomuy costoso o imposible de realizar. A la hora de diseñar nuevos productos se usan 2 enfoques:
Secuencial o tradicional. Todos los departamentos implicados en este proceso de desarrollo que serían:investigación y desarrollo, producción, marketing, siguen un proceso secuencial donde cada una de lasfunciones termina su trabajo antes de que la siguiente empiece el suyo, como una carrera de relevos. Lasideas provienen del empuje tecnológico.
•
Pero esto presenta unas ventajas:
Facilidad para controlar y dirigir proyectos en los cuales en cada etapa se van a hacer un conjunto
limitado de tareas.
•
Pero también presenta unos inconvenientes:
La gran cantidad de tiempo y coste que este enfoque consume.•
El proyecto avanza de fase en fase, las funciones están especializadas y divididas.•
Se produce un relevo en la responsabilidad, nadie se considera responsable.•
Este enfoque es incompatible con los objetivos de rapidez y flexibilidad, por este nace un nuevoenfoque.
•
Paralelo o simultáneo. Todas las funciones se involucran desde el principio mediante la formación de unequipo de desarrollo de nuevos productos.
•
Con este nuevo enfoque, el proceso de desarrollo de nuevos productos va a ser el resultado de la interaccióncontinua de un equipo multidisciplinar en el cual todos los miembros participan desde el principio en todas lasetapas del desarrollo. Este enfoque va a ser compatible con los objetivos de rapidez y flexibilidad, aparece elsentimiento de responsabilidad compartida.
En el enfoque secuencial o tradicional el proyecto evoluciona paso a paso, no pasamos de etapa hasta no habercumplido todos los requisitos, esto nos va a permitir controlar los riesgos pero nos dificulta la integración, conlo que cualquier problema puede para el proceso de desarrollo.
Con el enfoque paralelo o simultaneo las fases se solapan, se comenzará a realizar las etapas siguientes ante
de haber acabado las fases anteriores, a partir de una información preliminar, con lo que si se presenta algúnproblema el desarrollo no se paraliza y el equipo logra salir adelante. Pero presenta algunas limitaciones:
Exige un gran esfuerzo a todos los miembros del proceso, en todo el proceso.•
No puede aplicarse a proyectos que requieren una innovación revolucionaria.•
A lo mejor no puede aplicarse a grandes proyectos o aquellos productos que son concebidos por ungran experto, el cual va a imponer una serie de ordenes.
•
La ingeniería simultanea se refiere a que las personas que se encargan del diseño y de la fabricación trabajenbajo los mismos objetivos desde el principio, para que se enfrenten a los mismos problemas desde las
19
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 20/52
primeras etapas, es decir, integrar a los directores de producción, compras, marketing, en un equipo de diseñoy desarrollo para que se encarguen de diseñar y desarrollar el nuevo producto y proceso para obtenerlo, demanera simultanea, ya que sus ideas van a ser fundamentales para la planificación de la producción, sucapacidad y la disponibilidad de componentes y materiales..
Consideraciones.
Un diseño nunca estará acabado, siempre se puede mejorar.•
Pocos diseños pueden considerarse nuevos en su totalidad.•
La ley de rendimientos decrecientes puede aplicarse al diseño, cuanto más tiempo aplicamos menoscrece su valor.
•
Siempre existen circunstancias que van a limitar el coste y el tiempo de desarrollo.•
Tema 5− Diseño del Proceso Productivo.
Las decisiones relacionadas con este determinan la forma de transformar los recursos productivos de laempresa en bienes y servicios satisfaciendo las necesidades de los clientes y teniendo en cuenta lasrestricciones financieras y directivas.
Tipos de procesos.
Según el grado de continuidad en la obtención del producto:•
Por proyectos: en la que se obtiene 1 ó pocos productos con un largo período de fabricación.•
Por lotes: obtenemos productos distintos en las mismas instalaciones.•
Continua: obtenemos el mismo producto en las mismas instalaciones.•
Otra.•
Por proyecto.•
A medida o de talla•
En batch•
En línea•
Continua.•
La configuración por proyecto se encarga de elaborar productos únicos y con cierta complejidad. Ofrecen unagran variedad de productos pero con poco volumen (aviones, barcos). El tiempo necesario para fabricar elproducto es bastante elevado. Además, requiere grandes inversiones para fabricar el producto, y junto con laespecificidad de los inputs y outputs va a hacer que normalmente los recursos productivos se van a tener quedesplazar al lugar en que se esta fabricando el producto, es decir, la distribución en planta es en posición fija.Cada vez que se va a realizar el producto, las actividades a realizar van a cambiar, por lo tanto estasactividades, con las de apoyo van a estar controladas por un equipo de coordinación que va a estar encargadotambién de la asignación de recursos a lo largo de la duración del proyecto. El responsable de operaciones vaa coordinar un gran número de actividades y recursos interrelacionados de manera que satisfagan lasnecesidades de los clientes y se minimice el coste de los recursos utilizados, hay una serie de técnica que le
ayudan como es el PERT.
Configuración por lotes.
Va a utilizar las mismas instalaciones para obtener múltiples productos. Una vez obtenida la cantidad deseadade uno de los productos, las instalaciones se van a ajustar para procesar otro lote de otro producto diferente.Dentro de la configuración por lotes hay 2 tipos, dependiendo del tamaño de los lotes, variedad yhomogeneidad de los productos, así como de las características del proceso productivo:
Job−shop. Se van a producir pequeños lotes de una gran variedad de productos, pero productos no•
20
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 21/52
estandarizados. Se van a utilizar equipos poco especializados o de uso general, agrupados en talleres ocentros de trabajo, que van a poder realizar varias operaciones. Además tiene unos costes fijos bajos.Va a utilizar trabajadores cualificados, con lo que tendremos unos costes variables altos. Dentro deesta configuración distinguimos:A medida o de talleres. El pedido se va a asignar a una persona cualificada que va a ser responsablede decidir la mejor forma de obtenerlo. Dependiendo del tipo de actividad tal vez sea necesariorecurrir a equipos funcionales, programación o incluso subcontratar alguna tarea a terceras personas.Este tipo de proceso se va a utilizar para productos o servicios heterogéneos, o en el caso de que se
requieran de la misma forma, existe una demanda irregular, es decir, con largos periodos entrepedidos, por lo tanto es conveniente dotar de flexibilidad al proceso, por lo que apenas existeautomatización. La secuencia de pasos será variable, como son restauradores de muebles, sastres amedida,
•
En batch. Los lotes son de mayor volumen. Se trata de productos con bastantes versiones entre loscuales puede elegir el cliente, con lo que ya no es un proceso a medida y existe una ciertaestandarización, pero sigue habiendo una baja repetición de las tareas. La variedad va a ser grande,pero con ciertas limitaciones. La estandarización de los productos va a ser mayor, con lo que puedehaber inversiones en capital, es decir, dotar al proceso cierta automatización, pero va a ser baja, yaque es un proceso flexible, ya que los equipos son de uso general, y es la cualificación en la mano deobra la que va a permitir realizar cambios en las características y volumen de producción con
facilidad.
•
En estas configuraciones, los pedidos han de pasar por los distintos centros de trabajo para soportar lasdistintas operaciones. Cuando el pedido llega al centro de trabajo puede pasar:
Que el centro de trabajo se encuentre ocupado con otro pedido, lo que va a provocar una cola (línea)de espera.
•
Que no se encuentre ocupado y este ocioso.•
Esto hace que la programación de operaciones sea una tarea compleja, y se va a intentar minimizar lostiempos de espera y ociosos, cumpliendo las prioridades de los pedidos y las fechas comprometidas deentrega.
En línea. Se van a fabricar grandes lotes de pocos productos diferentes, técnicamente homogéneos,usando las mismas instalaciones. La secuencia de pasos va a ser similar, aunque puede haberproductos que pueda saltarse alguno; como la secuencia es similar la distribución en planta será deproductos, las maquinas se alinean según la secuencia lógica de operaciones para transformar losrecursos en bienes y servicios. Este proceso productivo va a ser eficiente y va a ser inflexible. Laeficiencia se consigue por la sustitución de mano de obra por inversiones en capital, y por laestandarización del resto de la mano de obra, es decir, la mano de obra va a realizar tareas rutinarias,con lo que vamos a tener unos costes fijos elevados y unos costes variables más reducidos. Estaeficiencia exige que el volumen de producción sea muy elevado para poder recuperar el coste delequipo especializado y además exige unas líneas de producto estandarizadas a lo largo del tiempo.
Debido a esta estandarización estos procesos son inflexibles a la hora de producir cambios en losproductos como en el volumen de producción. Pero el alto volumen de producción va a hacer que sepuedan conseguir descuentos al comprar materias primas y permite beneficiarse del efectoaprendizaje, como puede ser la fabricación de automóviles. Para tener una configuración continua vaa ser útil el uso de:
•
Fabricación modular, es decir, la especialización en la producción de una serie de actividades que vana poder emplearse como componentes de diferentes bienes y servicios.
•
Tecnología de grupos, que hace referencia a la agrupación en familias de piezas similares, piezas quetienen el mismo diseño y operaciones productivas.
•
Piezas intercambiables. Todas las unidades fabricadas a través de especificaciones de una•
21
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 22/52
clasificación de piezas se van a considerar como idénticas, independientemente del momento en quefueron fabricadas.
La configuración continua.
La configuración por lotes se transforma en continua cuando se eliminan los tiempos ociosos de espera.Siempre se realizan las operaciones en las mismas maquinas para obtener el mismo producto. Cada maquina yequipo va a estar diseñado para aceptar el trabajo que le proporciona la maquina anterior. Las operaciones
siempre se van a realizar las mismas para obtener el mismo producto. La homogeneidad del producto y larepetitividad de las tareas va a ser elevada. La elección del proceso productivo esta basada en:
Gran demanda de productos.•
Facilidad de movimiento de los materiales de una parte del proceso a otra.•
La producción continua, son procesos que están trabajando 24 horas al día para evitar costosos arranques,todas las paradas no previstas van a ser muy costosas. Se trata del proceso más eficiente pero también el másinflexible (no se puede modificar ni el producto ni el volumen productivo). Al igual que antes, hay unaconfiguración en planta por producto.
Para que un proceso productivo continua pueda operar adecuadamente debe cumplir:
La demanda ha de ser lo más uniforme posible.•
El producto, servicio o trabajo ha de estar estandarizado, el cliente va a tener una participación nulaen el proceso.
•
Los materiales han de ajustarse a las especificaciones y han de ser entregadas a tiempo.•
La ejecución de las tareas ha de ajustarse a las especificaciones y estándares de calidad, no podemosdedicar más tiempo en una tarea y no podemos corregir errores anteriores.
•
Todas las etapas deben estar equilibradas.•
Ventajas respecto a la configuración por lotes.
Reducción del contenido del trabajo de la mano de obra directa, los operarios van a realizar lasmismas operaciones.
•
Mayor precisión en planificación de las necesidades de materiales.•
Reducción del transporte de materiales, herramientas.•
Estrategias de proceso en la industria y en los servicios.
Los procesos como los servicios tienen un ciclo de vida, comienzan con una etapa fluida, muy flexible peromuy poco eficiente en términos de coste. Para ir estandarizándose, mecanizándose y automatizándose, estaevolución termina con un proceso sistemico muy eficiente e intensivo en capital, muy interrelacionado y muyinflexible. Existen 2 principios básicos:
La interdependencia que existe entre los ciclos de vida de los productos y los procesos.•
Es difícil que los procesos evolucionen de forma continuada siendo la habitual de forma escalonada.•
Matriz producto−proceso. (de Hayes y Wheewright).
Tenemos en las columnas el ciclo de vida de los productos y en las filas él de los procesos. Una empresa secaracteriza porque ocupa una posición en esta matriz que viene determinada por la etapa del ciclo de vida delproducto y la elección del proceso productivo.
22
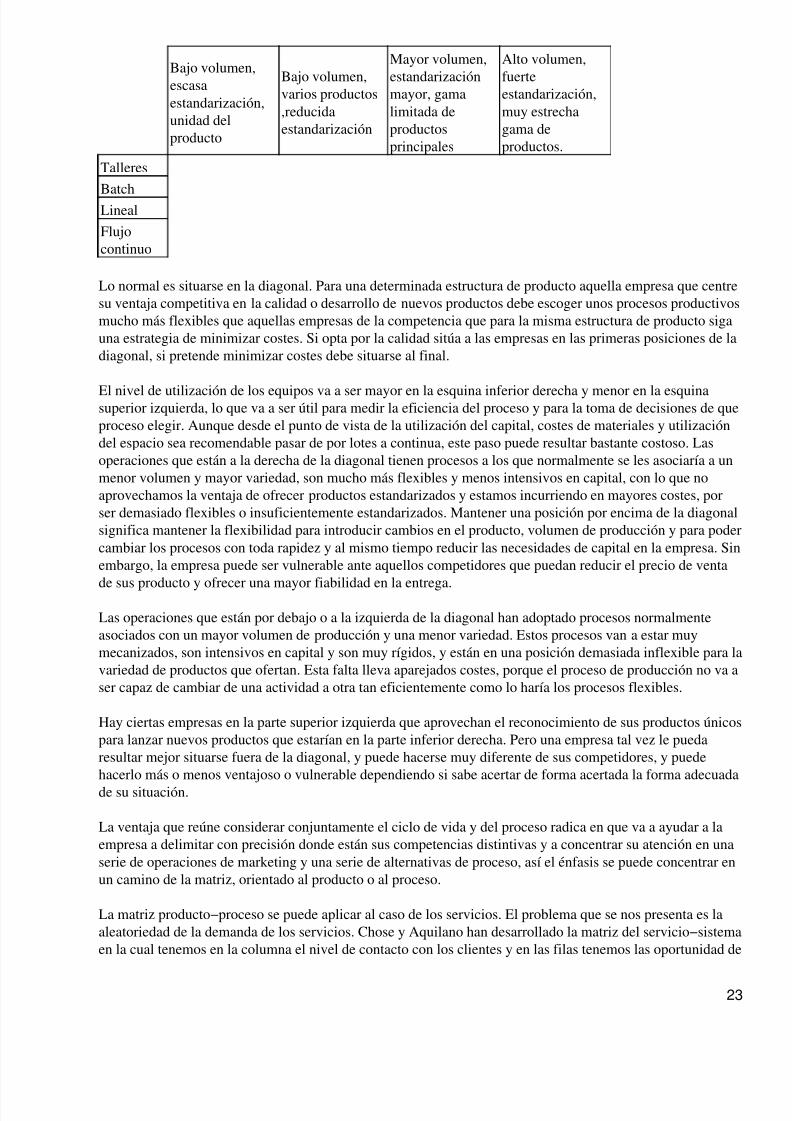
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 23/52
Bajo volumen,escasaestandarización,unidad delproducto
Bajo volumen,varios productos,reducidaestandarización
Mayor volumen,estandarizaciónmayor, gamalimitada deproductosprincipales
Alto volumen,fuerteestandarización,muy estrechagama deproductos.
Talleres
BatchLineal
Flujocontinuo
Lo normal es situarse en la diagonal. Para una determinada estructura de producto aquella empresa que centresu ventaja competitiva en la calidad o desarrollo de nuevos productos debe escoger unos procesos productivosmucho más flexibles que aquellas empresas de la competencia que para la misma estructura de producto sigauna estrategia de minimizar costes. Si opta por la calidad sitúa a las empresas en las primeras posiciones de ladiagonal, si pretende minimizar costes debe situarse al final.
El nivel de utilización de los equipos va a ser mayor en la esquina inferior derecha y menor en la esquinasuperior izquierda, lo que va a ser útil para medir la eficiencia del proceso y para la toma de decisiones de queproceso elegir. Aunque desde el punto de vista de la utilización del capital, costes de materiales y utilizacióndel espacio sea recomendable pasar de por lotes a continua, este paso puede resultar bastante costoso. Lasoperaciones que están a la derecha de la diagonal tienen procesos a los que normalmente se les asociaría a unmenor volumen y mayor variedad, son mucho más flexibles y menos intensivos en capital, con lo que noaprovechamos la ventaja de ofrecer productos estandarizados y estamos incurriendo en mayores costes, porser demasiado flexibles o insuficientemente estandarizados. Mantener una posición por encima de la diagonalsignifica mantener la flexibilidad para introducir cambios en el producto, volumen de producción y para podercambiar los procesos con toda rapidez y al mismo tiempo reducir las necesidades de capital en la empresa. Sinembargo, la empresa puede ser vulnerable ante aquellos competidores que puedan reducir el precio de venta
de sus producto y ofrecer una mayor fiabilidad en la entrega.Las operaciones que están por debajo o a la izquierda de la diagonal han adoptado procesos normalmenteasociados con un mayor volumen de producción y una menor variedad. Estos procesos van a estar muymecanizados, son intensivos en capital y son muy rígidos, y están en una posición demasiada inflexible para lavariedad de productos que ofertan. Esta falta lleva aparejados costes, porque el proceso de producción no va aser capaz de cambiar de una actividad a otra tan eficientemente como lo haría los procesos flexibles.
Hay ciertas empresas en la parte superior izquierda que aprovechan el reconocimiento de sus productos únicospara lanzar nuevos productos que estarían en la parte inferior derecha. Pero una empresa tal vez le puedaresultar mejor situarse fuera de la diagonal, y puede hacerse muy diferente de sus competidores, y puedehacerlo más o menos ventajoso o vulnerable dependiendo si sabe acertar de forma acertada la forma adecuadade su situación.
La ventaja que reúne considerar conjuntamente el ciclo de vida y del proceso radica en que va a ayudar a laempresa a delimitar con precisión donde están sus competencias distintivas y a concentrar su atención en unaserie de operaciones de marketing y una serie de alternativas de proceso, así el énfasis se puede concentrar enun camino de la matriz, orientado al producto o al proceso.
La matriz producto−proceso se puede aplicar al caso de los servicios. El problema que se nos presenta es laaleatoriedad de la demanda de los servicios. Chose y Aquilano han desarrollado la matriz del servicio−sistemaen la cual tenemos en la columna el nivel de contacto con los clientes y en las filas tenemos las oportunidad de
23
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 24/52
venta de mayor a menor y la eficiencia de las operaciones de menor a mayor. Esta matriz se puede usar confines estratégicos, propicia una mejor integración entre operaciones y la estrategia de marketing, permiteestablecer comparaciones con otras empresas ayudando a determinar donde esta la ventaja competitiva, con loque ayuda a conseguir la flexibilidad.
Las operaciones más eficientes serían aquellas con la que tenemos un bajo contacto con clientes, pero a costade una baja oportunidad de venta. Si miramos las variables posibilidades de venta y eficiencia de lasoperaciones están inversamente relacionadas, y se puede explicar por el elevado precio que hay que pagar en
aquellos servicios con un alto contacto de los clientes y baja eficiencia productiva.
Selección del proceso.
Va a ejercer un efecto a largo plazo sobre la eficiencia, sobre los costes, la calidad con lo que va a ser unadecisión muy importante.
Repercusión sobre los bienes y servicios.
Las configuraciones por proyecto y talleres suelen utilizarse para fabricar bienes y servicios únicos y porencargo, los cuales van a competir en calidad, fiabilidad o rapidez en la entrega, que la empresa este
cualificada va a ayudar a que la empresa venda.
La producción continua y en línea se va a utilizar para fabricar bienes estandarizados y se fabrican parainventario, y van a competir en precios. Las innovaciones van a afectar más a los procesos que a losproductos.
La configuración en batch se va a situar en una posición intermedia. Según aumenta la estandarización de losproductos y del tamaño del lote se va a competir más en precios, lo que va a hacer que se reduzca laflexibilidad en los productos, y en los procesos.
Repercusión sobre las operaciones.
En la configuración por proyecto y talleres las tareas van a ser variables y difíciles de predecir a priori. Se va autilizar maquinaria de uso general, mano de obra polivalente, el proceso ha de ser lo suficientemente flexiblepara atender las variaciones de la demanda, por lo tanto la capacidad disponible podrá variar. La complejidady el control de las tareas va a venir determinado por la amplitud del contenido de los trabajos (laproductividad va a ser difícil de calcular).
En la configuración en línea y continua las tareas van a estar muy estructuradas y definidas. Las plantas van aestar completamente al producto, buscando el máximo procesamiento más corto y la mayor utilización de losequipos. La medición de las tareas va a ser más sencillo. La capacidad va a venir determinada de laestandarización de los bienes y servicios.
La configuración en batch va a situarse en una posición intermedia, con lo que puede operar con un enfoquede proyectos o de procesos (línea o continua). Esto va a redundar en una complejidad de las tareas de control.
Repercusión sobre inversiones y el coste.
En las configuraciones por proyecto las inversiones de capital puede variar.
En la configuración por talleres la inversión inicial es relativamente baja ya que adquirimos maquinaria de usogeneral. Además se va a invertir en inventario, pero aquí se trabaja bajo pedido con lo que los inventarios deproductos terminados van a ser menor que en línea y continua, pero es importante el inventario de productos
24
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 25/52
en curso.
En la configuración en línea y continua la inversión inicial es elevada ya que invertimos en activos fijos y eninventario, lo que ocurre es que aquí trabajamos para inventario, con lo que el inventario de productosterminados y componentes es elevado.
En la configuración en batch vuelve a situarse en la posición intermedia y los inventario en curso es mayorque en talleres.
Con respecto al coste, según aumenta la variedad de productos ofertados aumenta el coste unitario defabricación.
A la hora de seleccionar un proceso productivo teniendo en cuenta el coste y las inversiones tenemos encuenta unas técnicas de valoración como son: VAN, TIR, arboles de decisión,
Repercusión sobre la organización.
En la configuración por proyectos y talleres demandan unas estructuras organizativas descentralizadas dondeel input más importante es el conocimiento tecnológico. La plantilla ha de estar altamente cualificado y ser lo
suficientemente flexible para atender las variaciones de la demanda. Los responsables de operaciones van aactuar como expertos en el área de tecnología de procesos.
En la configuración en línea y continua las estructuras organizativas van a ser más burocráticas ycentralizadas. Se conoce la tecnología que se necesita para elaborar los bienes y servicios. Cuando se necesiteasesoramiento técnico se va a recurrir al staff de apoyo.
La configuración batch se sitúa en una posición intermedia, cuando menor sea el tamaño del lote es mássemejante con los talleres, a mayor tamaño del lote, más semejanza con las líneas.
Factores condicionantes del diseño del proceso.
Intensidad en capital: combinación de equipos y medios humanos, cuanto mayor sea laautomatización de las operaciones mayor será la intensidad de capital.
•
Flexibilidad: habilidad para hacer frente a circunstancias cambiantes eficaz y eficientemente, va adepender de la facilidad de que los equipos y operarios puedan manejar distintos productos, volumende producción, responsabilidades. Cuanto mayor era la intensidad de capital menor era la flexibilidad,pero con las nuevas tecnologías son intensos en capital y flexibles. Además va a afectar a la plantilla,que va a poder hacer varias operaciones, pero también va a ser mayor su coste.
•
Integración vertical. Grado en que el subsistema de operaciones controla la cadena deaprovisionamiento. Las empresas pueden integrarse hacia atrás, convirtiéndose en sus propiosproveedores, o hacia delante siendo sus propios clientes y controlando la distribución. Normalmentela integración vertical y la intensidad de capital están relacionadas, si invertimos hacia atrás se pierde
flexibilidad por la inversión equipos.
•
Participación del cliente en el proceso:•
Autoservicio. Los clientes realizan parte de las operaciones que realiza el proveedor, consiguiendo así un ahorro.
•
Selección de productos. El cliente puede especificar o participar en el diseño de los productos, aportarsus propias especificaciones.
•
Tiempo y ubicación. Hay empresa que pueden concretar con los clientes cuando y donde se va aprestar el servicio con anterioridad a que éste se realice. Pero hay casos en que no sabemos cuandovamos a necesitar esos servicio.
•
25
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 26/52
Los servicios que implican un mayor contacto con el cliente, necesitan menos inversiones en capital pero esmás flexible. Pero también la presencia del cliente reduce la eficiencia.
Naturaleza de la demanda. El proceso productivo debe proporcionar la capacidad necesaria para poderatender la demanda, por ello es necesario conocer la demanda estimada. El precio que se fije a losbienes y servicio va a afectar a la cantidad que van a adquirir los clientes.
•
Nivel de calidad de servicio. Va a estar relacionado con el grado de automatización del proceso, yaque obtenemos productos con una calidad uniforme.
•
Efecto aprendizaje. Se basa en 3 suposiciones:•
Tiempo que se necesita para completar una tarea o unidad de producto será menor cada vez que serealiza la tarea.
•
La tasa de reducción de tiempo por unidad será cada vez menor.•
La reducción en tiempo seguirá un patrón previsible.•
Estas 3 hipótesis conforman la premisa básica del efecto aprendizaje: el tiempo unitario de producción sereduce en un porcentaje fijo cada vez que se duplica la producción. Partiendo de esta premisa, y conociendo elnúmero de horas directas que se necesitan para fabricar la primera unidad, así como la tasa de aprendizaje,podemos calcular la curva de aprendizaje usando un modelo logarítmico.
Y(X)=KXn
Y(X) es el número de horas de mano de obra directa que se necesitan para fabricar las unidades X; K es elnúmero de horas de mano de obra directa que necesitamos para fabricar la primera unidad; X es el número deunidades; n es la tasa a la que ha quedando reducido las horas de mano de obra directa por el incremento deunidades producidas.
Función de progreso y curva de experiencia: tienen en cuanta el total de costes que generan valor añadido porunidad. Aprendizaje de la gestión es la experiencia en diseño de productos y procesos, automatización einversiones en capital, métodos administrativos o en la plantilla,
Mejora en el tiempo del proceso: mejores métodos, herramientas, diseño de productos, aprendizaje de lasoperaciones.
Ejemplo: una curva de aprendizaje del 80% significa que el tiempo necesario para producir 2n unidades es el
80% del tiempo necesario para fabricar n unidades.
Planificación y evaluación financiera. Los responsables de operaciones buscan nuevas formas de
trabajo que mejoren la productividad, que se ajusten a la estrategia de operaciones y que generen
ingresos suficientes para que la inversión se lleve a cabo (VAN, TIR, análisis del punto muerto,)
•
Análisis de la compatibilidad productos y procesos.(perfil producto−proceso)
El perfil producto−proceso es una forma de evaluar y mejorar el grado de ajuste entre los factores clave del
mercado y la capacidad de manufactura, permite que la empresa pueda formular su estrategia considerando
a la empresa como un todo. Se pude emplear a nivel de producto o a nivel de empresa. Pasos a seguir:
Se seleccionan los rasgos más relevantes del producto, del mercado, de las operaciones, inversiones
e infraestructura.
•
Se describen las características del proceso que representa a cada una de esas dimensiones.•
Ubicamos cada producto dentro de cada característica de cada dimensión.•
Analizamos el grado de consistencia entre la manufactura y el mercado basándonos en la rectitud del
perfil.
•
26
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 27/52
Tema 6− Dirección de operaciones en las empresas de servicios.
Los servicios están adquiriendo una importancia considerables en los países desarrollados, donde representa lamayor partida del PIB. Ninguna economía puede trabajar si las infraestructuras de transportes ycomunicaciones, ni sanidad ni educación. A medida que la economía se va haciendo más desarrollada cobramás importancia el sector servicios. Este sector puede dividirse en:
A empresas: consultorías, banca.•
Comerciales: mantenimiento, venta.•
Infraestructura: comunicaciones•
Sociales y personales: restaurantes, sanidad•
Administración pública: educación.•
En España, la mayor parte del PIB es esta partida, y es donde más empleo genera. Las razones que explican lanaturaleza resistente a la recesión de los servicios serían:
Los servicios no pueden ser almacenados, ya que el consumo y la producción son simultáneos.•
En época de crisis los consumidores y productores reducen el gasto en capital y se aumenta las tareasde mantenimiento y reparación, con lo que aumenta el sector servicios.
•
Definición.
Cualquier actuación que una empresa puede ofrecer a otra esencialmente intangible y sin transmisión depropiedad. Se subraya la intangibilidad del servicio en contraste con la tangibilidad de los bienes. Estadefinición es poco satisfactoria ya que no comenta nada de la naturaleza fundamental del servicio, que seproduce y se consumo en el mismo momento del tiempo. Por lo que un servicio nunca va a existir, y sólopodemos observar el resultado después del hecho. Se suele decir que el servicio es igual a la manufactura,pero con unas características:
Intangibilidad. Va a ser un factor intrínseco, ya que los servicios esta compuesto por ideas,informaciones, que difícilmente se puede observar antes de la compra. Son muy difíciles de patentar yva a ser imposible la transmisión de propiedad. El crédito de introducción de un nuevo servicio va aser muy elevado (que características prefieren los clientes), con lo que hace que exista muy pocainnovación y mucha imitación. Con lo que las empresas tienen que intentar hacer tangible el servicio,por ello se suele considerar como una mezcla de bienes y servicios:
•
Artículos físicos o bienes facilitadores.•
Beneficios sensoriales o servicios explícitos.•
Beneficios psicológicos o servicios implícitos.•
Caducidad los servicios son perecederos, ya que no los podemos almacenar para consumirlos en unmomento posterior. La capacidad de servicio va a ser una decisión estratégica importante. Lanaturaleza perecedera de los servicios y las fluctuaciones de los servicios se pueden tomar una seriede medidas que afectan a la demanda y a la oferta de los servicios. Con respecto a la demanda:
•
Precio diferencial: aplicar descuentos en temporada baja•
Cultivo de la demanda fuera de temporada: utilizar el marketing para evitar esta estacionariedad.•
Servicios complementarios: crear un ambiente agradable de espera u ofrecer servicios sustitutivos.•
Sistema de reserva: concretar citas previas para evitar las listas de espera.•
Con respecto a la oferta:
Empleados a tiempo parcial, turnos y horas extras.•
Rutinas de eficiencia para horas punta. Se reduce el servicio al mínimo o se concentra en clientesclave.
•
27
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 28/52
Aumentar la participación del consumidor (autoservicio)•
Compartir la capacidad de servicios: subcontratando o cooperando con otras empresas.•
Actividades para futuras expansiones.•
Heterogeneidad. Los servicios son difíciles de estandarizar ya que son percibidos en función de lapersona que los presta, cuando y donde los presta y esta prestación puede variar de una persona a otra,de un día a otro, incluso de una hora a otra. En el caso de los servicios, la fijación de precios y elcontrol de calidad van a ser tareas complicadas, se puede influir en el diseño de la calidad, pero
depende en la persona (en las características de la prestación). Para determinar la calidad del serviciose va a realizar una segmentación del mercado, se va a agrupar a un grupo de clientes homogéneosque puedan ser atendidos de manera rentables, después diseñaremos el sentido básico que satisfaga aesos futuros clientes, después realizamos un análisis del valor con el objetivo de simplificar el diseñoy eliminar costes innecesarios y este análisis de valor es más difícil en los servicios que en los bienes.La calidad del servicio va a tener 2 componentes:
•
Técnica: que se refiere a que servicios recibe el cliente.•
Funcional: que se refiere a como se traslada el servicio al cliente.•
Ambos componentes configuran la imagen de calidad que la empresa pretende comunicar a los clientes. Unbuen servicio se va a producir cuando el cliente recibe más de lo que espera o cuando la empresa satisface o
supera las expectativas del cliente. Los consumidores van a valorar la calidad del servicio a través de 10dimensiones generales:
Fiabilidad•
Sensibilidad•
Competencia•
Accesibilidad•
Cortesía•
Comunicación•
Credibilidad•
Seguridad•
Conocimiento del cliente•
Aspectos tangibles.•
La empresa no debe intentar superar a los competidores en todas estas dimensiones, sino sólo en aquellas quevaloren los clientes. La percepción de calidad por parte de los consumidores se basa en si se cumplen lasexpectativas previas que a su vez se deriva tanto de la forma en que se desarrolla el servicio como delresultado del mismo. El precio del servicio se va a fijar basándose en el valor el cual lo determina el clientemás que el coste. Las empresas de servicios basadas en personas que fijan unos precios demasiado bajospueden crear una imagen de calidad que les lleva a impedir que sean competitivos.
Simultaneidad. Los productos se van a producir y después se venden. En el caso de los servicios essimultanea, lo que conlleva un permanente contacto con el cliente, que no existe canales de
distribución, y también conlleva la presencia del cliente en la prestación del servicio, lo cual puedeocurrir de 2 formas:
•
Intervención del cliente o personalización del servicio.•
Presencia del cliente durante la prestación o en la creación del servicio.•
Esta característica, que los servicios no se pueden almacenar, transportar, con lo que sólo queda ladistribución directa, lo que conlleva una dispersión de instalaciones, ya que es difícil la produccióncentralizada y masiva de prestación de servicio con lo que llega a pocos mercados.
Diseño del producto−servicio.
28
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 29/52
Existen 3 actividades a la hora de establecer el diseño característico de un producto−servicio:
Identificación de la estrategia de servicio. Nos define cual es el negocio en el que se encuentra laempresa, nos proporciona una idea de cual es el tipo de servicio que la empresa va a prestar.
•
El diseño del paquete de servicio. Es una mezcla de atributos tangibles e intangibles que forman esepaquete de servicios. Estos pueden ser:
•
Recursos de apoyo. Recursos físicos necesarios para que se pueda prestar el servicio.•
Bienes de servicios: recursos físicos complementarios comprados por el consumidor o bien provistos
por la empresa.
•
Servicios explícitos: características esenciales o intrínsecas del servicio. Los beneficios observables através de los sentidos: sabor, aroma, sonido.
•
Servicios implícitos: características extrínsecas del servicio o bien. Los beneficios psicológicos.•
La clave para diseñar servicios es definir debidamente los artículos de la mezcla de servicio, la dirección debetener cuidado a la hora de identificar y satisfacer las expectativas de los clientes, ya que si se centra demasiadoen el producto puede dar lugar muy poco servicio, o viceversa. Existen 3 formas en que los consumidores venlos atributos del servicio:
Un atributo sobrevalorado, con mucho peso, mientras que el resto va a tener poco peso o incluso
ninguno.
•
Un atributo con límite mínimo. Se le da una importancia fundamental a un atributo, mientas que alresto se le pode unos limites mínimos.
•
Promedio equilibrado de atributos: un menor peso en unos atributos se puede compensar con unmayor peso en otros atributos.
•
El diseño del sistema de suministro. El sistema de suministros consta de elementos físicos y humanosque se necesitan para prestar el servicio. Se suelen considerar 5 elementos:
•
Tecnología: grado de automatización de esas operaciones.•
Flujo de proceso: secuencia de pasos que se tienen que realizar a la hora de prestar el servicio.•
Tipo de proceso: que dependerá del grado de contacto que existe con el cliente y el grado deadaptación a sus necesidades.
•
Ubicación y tamaño: el lugar donde se ubica el servicio y el tamaño de cada área de servicio.•
Fuerza de trabajo: las habilidades, las cualidades de los trabajadores, sistema de recompensas.•
Matriz del servicio−sistema (Chose y Aquilano).
Grado de contacto entre el cliente y el servidor.
Núcleo asislado (nada)Sistema permeable (algo decontacto)
Sistema reactivo (elevadogrado de contacto, y elservidor va a reaccionar a lasnecesidades del cliente)
En la parte superior derecha las operaciones se van a realizar como quiere el cliente, pero tiene una eficienciabaja y una alta oportunidad de venta de productos adicionales. En la parte inferior izquierda el cliente noparticipa de las operaciones, con lo que son más eficientes, no puede afectar negativamente al producto, perobajo la oportunidad de venta de productos adicionales.
Para asemejarlo a la producción de bienes, la parte de debajo de la diagonal asemejan a una produccióncontinua, pero la parte de arriba se parece más a una producción de talleres, donde el cliente se participa.
Diferencias de un sistema con alto y bajo nivel de contacto.
29
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 30/52
Con bajo nivel de contacto se van a utilizar cuando no es necesario la presencia física del cliente o biencuando no sea necesario un intercambio rápido de información, este tipo de sistema se va a utilizar parasatisfacer necesidades estandarizadas.
Con alto nivel se van a utilizar para satisfacer necesidades individuales, para satisfacer a una gran variedad dedemanda no uniforme. Van a tener que responder a una demanda variable, mientras los de con bajo nivelpueden trabajar con una demanda estable, por eso son más eficientes.
Los sistemas con alto nivel de contactos suelen fijar unos precios mayores, ya que ofrecen servicios adaptadosa las necesidades de los clientes, mientras que los de con bajo nivel de contacto son más estandarizados, por lotanto, su precio va a ser inferior.
Los sistemas con alto nivel de contacto requiere trabajadores cualificados, mientras que los de bajo nivelsuelen utilizar trabajadores poco cualificados pero con habilidades técnicas.
A la hora de diseñar las operaciones de servicio no sólo hay que tener en cuenta el grado de contacto, sino quetambién hay que tener en cuenta el grado de incertidumbre que origina el cliente, que es la causa de lasineficiencias.
Esta matriz se puede utilizar con fines estratégicos. Por una parte permite la integración de operaciones con laestrategia de marketing. Determina con exactitud cual es la combinación de entrega de servicios querealmente entrega la empresa, permite realizar comparaciones con otras empresas, proporciona flexibilidad eindica cambios en el ciclo de vida que pueden ser necesarios para el crecimiento de la empresa. La matriz delos servicios (Schmenner) utiliza 2 dimensiones:
Intensidad de mano de obra, de capital•
La interacción con el cliente combinada con el grado de adaptación a sus necesidades.•
Se considera que la interacción es alta cuando el cliente puede intervenir en el proceso. La adaptación será altacuando la empresa ofrece servicios diseñados para los clientes. Con estas dimensiones distingue los siguientestipos de servicios:
Fabrica de servicios, que se caracteriza porque es poco intensiva en mano de obra y además ofreceservicios poco adaptados a las necesidades de los clientes, ofrece servicios estandarizados peroaltamente automatizados (hoteles, aerolíneas)
•
El taller de servicios ofrece servicios poco intensivos en mano de obra pero adaptados a lasnecesidades de los clientes, ofrece servicios personalizados pero altamente automatizados (hospitales,servicios de reparación).
•
Servicios masivos, ofrecen servicios intensivos en mano de obra pero estandarizados, no se ajustan alas necesidades de los clientes.
•
Servicios profesionales ofrecen servicios intensivos en mano de obra ajustados a las necesidades delos clientes.
•
Servicios de apoyo al producto: servicios preventa y postventa.
Los servicios preventa afectan a la sencillez de manejo, posibilidades de financiación, servicios demantenimiento y reparaciones de la empresa. Un aspecto importante es la garantía del servicio que debe serincondicional, significativa, fácil de entender, fácil de hacer valer, fácil y rápida de cobrar. La garantía va aser una herramienta poderosa porque fomenta la lealtad del cliente, mejora las ventas, obliga ala empresa aexaminar los puntos débiles de su sistema de prestación de servicios. Pero también puede entrañar riesgo, loque le cuesta la empresa supone muy poco en comparación con los beneficios que se obtienen, pero muchasempresas se fijan en las personas que quieren engañarnos. Además los costes de una mala calidad por un
30
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 31/52
servicio mal prestado suelen ser superiores a los gastos de garantía y suelen ser elevados, pudiendo perder alcliente.
Por otra parte, tenemos los servicios postventa que cubren todas las actividades que pretenden ayudar amaximizar la satisfacción del cliente una vez que ha comprado el producto y ha empezado a usarle. Lasexigencias de los usuarios se suelen estimar en términos de los costes que generan así como de las averías yfallos de los equipos, distinguimos 2 tipos de costes de avería:
Costes fijos: que son independientes de la duración de la avería.•
Costes variables: que son dependientes de la duración de las averías (salario que hay que pagar a lostrabajadores desocupados, costes como consecuencia de las paradas, perdida del cliente)
•
Podemos distinguir 4 productos, cada uno de los cuales nos van a generar distintos costes de avería:
Productos descartables. Son aquellos cuyas averías originan unos reducidos costes fijos y costesvariables. Lo que se suele hacer es que el precio que se fija es inferior al coste de reparación, con loque es preferible en caso de avería un producto nuevo. Por ejemplo: pequeños electrodomésticos.
•
Productos reparables. Son aquellos cuyas averías originan unos elevados costes fijos, estos productoshay que diseñarlos de manera que se reduzca la probabilidad de avería y además que sean de fácil
reparación, así esta reparación puede ser realizada por 3° personas o por el usuario.
•
Productos de respuesta rápida. Son aquellos cuyas averías originan unos elevados costes variables, vaa ser necesario responder rápidamente esa avería para reducir al máximo el tiempo de inactividad. Vaa ser interesante tener unos sistemas de reparación eficaces y además para realizar las reparaciones deforma sencilla y rápida combinar con un diseño modular (sistemas informáticos)
•
Productos que nunca fallan. Son aquellos cuyas averías originan unos elevados costes fijos y costesvariables. Hay que diseñar productos que no contengan fallos y se incorporan elementos redundantes,realizar revisiones periódicas a los equipos, tener personas técnico por si fallan (aviones, equiposmédicos)
•
Tema 7− Líneas de Espera.
La teoría de colas se basa en los trabajos de A.K. Erlang que se preocupó de las capacidades de la telefoníaautomática. Una cola se produce cuando existe más de un usuario de un recurso limitado, con lo que siemprealguien o algo debe esperar para recibir un servicio. Las colas se pueden producir en los sistemas de servicioscomo de manufactura. El objetivo de los modelos de línea de espera es proporcionar un servicio a los clientesde manera que se consiga una operación eficiente. La teoría de colas asume que tanto los tiempos de llegadascomo los tiempos de servicios son aleatorios.
Un planificador debe comparar el coste adicional de proporcionar un servicio más rápido con el costeinherente de la espera. En ocasiones estos costes se pueden traducir en términos monetarios y se puedecalcular fácilmente. Pero en ocasiones no se pueden calcular tan fácilmente. Al analizar las colas se pretendelograr unos niveles aceptables en la capacidad del servicio y en el coste de espera de los clientes. Si la
capacidad de servicio es mínima el coste de la cola va a ser máximo, si nosotros aumentamos la capacidad delservicio reduce el coste de la cola. El punto óptimo esta en la intersección entre el coste de capacidad delservicio y el coste de la cola. A la izquierda tendríamos mala imagen y a la derecha ineficiencia.
Los modelos de cola presentan 5 parámetros significativos:
La fuente de población. Las llegadas a un sistema de servicios pueden proceder de:•
Población finita. Es aquella de pequeño tamaño en relación al sistema de servicios de manera que sidesaparece un demandante potencial del servicio se modifican las probabilidades de las llegadas.
•
Población infinita. Es aquella de gran tamaño en relación al sistema de servicio de manera que•
31
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 32/52
pequeños cambios en el tamaño no va a afectar a la probabilidad de las llegadas (hospital con 10.000pacientes)Las capacidades de las llegadas. Existen 4 prescriptores:•
Estructura. las llegadas pueden ser:•
Controlables: a través de citas previas, por ejemplo.•
Incontrolables: servicio de urgencia.•
Tamaño de las llegadas. Las llegadas pueden ser:•
Únicas: abogado•
Lotes: restaurante•
Distribución. El tiempo entre las llegadas puede ser:•
Constante. Es periódica, siempre transcurre el mismo período de tiempo entre llegadas sucesivas.•
Exponencial o de Poisson. Cuando las llegadas son aleatorias y en la distribución de Poisson tambiénes aleatorio y se pretende averiguar la probabilidad de que X llegadas se produzcan en el momento t.
•
Otras.•
Nivel de paciencia. Las llegadas pueden ser:•
Pacientes, el individuo, llega al sistema, se incorpora en la cola y permanece en ella hasta que seaatendido.
•
Impacientes. Hay 2 tipos:•
Llegan al sistema y se incorporan, esperan un tiempo prudencial y se van.•
Llegan al sistema, ven la cola y se van.•
La disciplina de la cola. Son reglas de prioridad que determinan el orden en que los usuarios accedenal servicio. La regla típica es primero en llegar primero en ser atendido, pero también existen otrasreglas como primero citas previas, primero servicios de menor duración, primero las urgencias.Cuando se establecen prioridades se suele mejorar el servicio.
•
El modelo de servicio.•
Tenemos un servidor y una sola fase (cajero automático)•
Múltiples servidores y una sola fase: el número de instalaciones de servicios aumentan pero sólo hayuna línea de espera, de manera que la persona que se encuentra en la cabecera de la cola ira al primerservidor que quede libre.
•
Un único servidor con múltiples fases, tenemos varias instalaciones de servicio en serie.•
Múltiples servidores y múltiples fases.•
(sólo vamos a ver el primero)
Las salidas. Una vez que el individuo ha recibido el servicio tenemos 2 posibilidades:•
El usuario vuelve a la población fuente y se convierte en un demandante potencial del servicio.•
Desaparece o se reduce la probabilidad de que el usuario demande otra vez el servicio.•
Funciones de distribución típicas de llegada.
Las llegadas son de forma aleatoria, con lo que sigue a Poisson, cada llegada es independiente de otrasllegadas y de cualquier condición que afecte a la línea de espera. Los procesos de Poisson vienen
caracterizados por que es la tasa media de llegadas (número de llegadas por unidad de tiempo). En estosprocesos se dan las siguientes condiciones:
La tasa media de llegadas permanece constante durante todo el periodo considerado.•
El número de llegadas en un intervalo de tiempo es independiente del número de llegadas en periodosanteriores, es decir, estos procesos no tienen memoria.
•
La probabilidad de que una llegada se produzca en un intervalo de tiempo es veces la duración delmismo.
•
Los procesos de Poisson nos da 2 distribuciones de probabilidad:
32
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 33/52
La distribución exponencial. Refleja la distribución de las probabilidades de los intervalos de tiempoentre las distintas llegadas. Nos representa el tamaño de los intervalos de tiempo entre llegadasmedidas en unidades de tiempo y su probabilidad. La función de densidad de la distribuciónexponencial:
•
donde e es la base de los logaritmos naturales y la tasa de llegadas. La media de esta distribución, es decir,el tiempo medio entre llegadas es igual a su desviación típica que es igual a 1/. La función de distribución oprobabilidad acumulada se puede determinar a partir del área comprendida debajo de la función de densidad.Esta función de distribución nos proporciona la probabilidad de que el intervalo de tiempo entre 2 llegadas seamenor que t.
Donde T es la variable aleatoria que recoge el tiempo transcurrido entre 2 llegadas.
La distribución de Poisson. Proporciona la probabilidad de que un determinado número de llegadas seproduzcan en un intervalo de tiempo. La probabilidad de que X llegadas se produzcan durante elintervalo de tiempo t es igual:
•
Es discreta, solamente recoge unidades de llegadas entera. Donde la media es igual a al igual que lavarianza. A veces los procesos de llegada se expresan en términos del tiempo entre llegadas. Si el número dellegadas es un intervalo dado sigue una distribución de Poisson, entonces necesariamente los tiempos entrellegadas tienen una distribución exponencial negativa, y viceversa.
Modelo de colas.
Nos proporciona los siguientes resultados:
La probabilidad de que haya n individuos en el sistema (Pn)•
El número medio de personas en el sistema (L), tanto las personas que esperan la cola como las queestán recibiendo el servicio.
•
La longitud media de la línea de espera (Lq), es el número medio que están esperando la cola.•
Tiempo medio de espera en el sistema (W), tiempo medio de espera en la cola con el tiempo medioque tardan en prestar el servicio.
•
Tiempo medio de espera en la cola (Wq)•
Factor de utilización del servicio (), proporción del tiempo que el servidor esté ocupado.•
Los modulos de cola se suelen denotar de la siguiente manera:
Proceso llegada/ proceso servicio/ número de servidores.
M nos indica las llegadas completamente aleatorias o servicios completamente aleatorios.
Modelo (M/M/1): única servidor con funciones de servicio exponencial.
Llamamos a la tasa media de servicio, debe expresarse como capacidad del servidor en número deprestaciones por periodos (por ejemplo: 6 cortes de pelo a la hora). Lo que no tenemos que confundir con 1/que es el tiempo medio de servicio.
33

7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 34/52
Suponemos que la tasa media de servicio es mayor que la tasa media de llegada, >, para que el sistematenga capacidad suficiente para atender a todos los clientes. Cuando esto no se da el sistema es inestable, lacola crece indefinidamente.
Las llegadas siguen un proceso de Poisson, los tiempos entre llegadas siguen una distribución exponencial y elnúmero de clientes que llegan en cualquier intervalo de tiempo especifico tiene una distribución de Poisson.Este modelo básico supone tambien que los tiempo de servicio se distribuyen exponencialmente.
Suponemos también el caso de un solo servidor, la regla de prioridad sería primero en llegar, primero en seratendido, donde todas las llegadas esperan para recibir el servicio.
Todos los resultados o distintas medidas se expresan en términos de los parámetros y , la probabilidad deque existan clientes en el sistema se pueden calcular al considerar cada posible número de clientes en elsistema como un estado distinto. En dicho estado se puede llegar/entrar, por la llegada de un nuevo cliente opor la finalización de un servicio a un cliente anterior.
La probabilidad de abandonar un estado es igual a la probabilidad en ese estado, y el movimiento debe serentre estados colindantes. Se entra en un estado a una tasa y se sale a una tasa . Tenemos 2 formas deentrar y 2 para salir salvo para el estado 0.
Estado 0: P0= P1
Estado 1: P1+P1= P0+P2
Estado 2: P2+P2= P1+P3
(+)Pi=Pi−1+Pi+1 1 " i " "
Despejo P1 del estado 0 y me queda:
P1=( /)P0
Del estado 1: P2=(+)P1−P0=(+)
P0−P0=
P0+P0−P0
P0=1− /
Fórmulas.
Factor de utilización del servicio (), proporción de tiempo que el servidor está ocupado.•
34

7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 35/52
= /
Promedio de individuos en el sistema (L), es el número total de individuos en espera más los queestán recibiendo el servicio.
•
L= /(")
Tiempo medio de espera en el sistema (W)•
W=L/=1/(")
Promedio de individuos en la cola:•
Lq= /(")
Tiempo medio de espera en la cola (Wq)•
Wq=Lq/= /(")
Probabilidad de que haya n individuos en el sistema (Pn)•
Pn=( /)nP0
P0=1− /
Modelo con múltiples servidores en paralelo
Suponemos condiciones de llegada Poisson, tiempos de servicio exponenciales, la regla de prioridad primeroen llegar, primero en ser atendido, una única cola, cuyo primer componente se dirigirá hacia el primer servidorque quede libre.
Cuando el número de clientes es menor que el número de servidores, no tenemos ningún cliente esperado enla cola. Entonces tenemos una tasa de servicio que es igual a n.
Sin embargo cuando n es mayor que el número de servidores (c) todos los servidores estarán ocupados, con loque la tasa de servicio será igual a c. Cuando n es igual a c todos los servidores estarán ocupados a partir deaquí.
Si c es igual a ", tendremos infinitos servidores con lo que nunca habrá nadie en la cola, y por tanto, no habrátiempo de espera (Lq=Wq=0). Y el número de clientes en el sistema, L, será igual al número de servidoresocupados.
Formulas.
Todos los resultados se van a basar en la probabilidad de que no haya individuos en el sistema (Pn).
si 0 " n " c
35
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 36/52
si n " c
Probabilidad de que no hay cliente en el sistema.
Promedio de individuos en la cola (Lq)
Número de individuos que esperan=Lq=
Tiempo medio de espera en la cola (Wq)
Wq=Lq/
Factor de utilización del servicio ()
Proporción de tiempo que el servidor está ocupado== /c
Promedio de individuos en el sistema (L)
Número total de individuos: en espera más recibiendo el servicio=L=Lq+ /
Tiempo medio de espera en el sistema (W).
Tiempo total consumido en la espera más en la recepción del servicio=W=Wq+1/
Donde c es el número de servidores en paralelo.
Tema 8− Capacidad del Sistema de Producción.
1.− Idea de capacidad.
¿cuánto vamos a fabricar?
Entendemos por capacidad la cantidad de productos/servicios que se puede obtener en una determinadaunidad productiva y durante un cierto periodo de tiempo.
Para muchas empresas es fácil tener una medida agregada de capacidad pero para otras no tanto.
36
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 37/52
Cualquiera que sea la unidad de medida las decisiones sobre capacidad son decisiones muy importantespuesto que el coste hasta el servicio al cliente va a depender de esta capacidad.
Problemas de medición de la capacidad.
Según Chosse hay 2 grupos de factores que afectan a la capacidad:
Factores externos: Gobierno, sindicatos y capacidad de suministro de los proveedores.•
Factores internos: Diseño de productos y servicios, personal, tareas, distribución en planta, flujo deprocesos, la capacidad y mantenimiento del equipo, la gestión de materiales, control de calidad, etc.
•
Según Domínguez Machuca, también establece 2 factores que afectan a la capacidad:
Los ligados al diseño del subsistema de operaciones: producto o servicio, proceso, localización,distribución en planta.
•
Otros factores: aspectos humanos, operativos, causas externas.•
Nuestro horizonte temporal va a ser de al menos 2 años. Las decisiones sobre la capacidad van a ser de tipoestructural y tomadas por la alta dirección. Además las decisiones sobre capacidad también condicionan los
límites de competitividad en la empresa. Una capacidad escasa puede provocar una disminución del nivel deservicio o una perdida de clientes, reducción del nivel de calidad, Un exceso de capacidad puede provocaruna acumulación de inventarios, exceso de personal, tener que bajar el precio para dar salida a esosinventarios, con la consiguiente reducción del beneficio.
Son decisiones complejas, en sí misma, y por la relación que guarde con otras decisiones, por ejemplo, larelación con el diseño de producción, distribución en planta, También influirá a medio y corto plazo. Por lotanto ¿cuánta capacidad necesitamos? Con lo que adecuaremos la capacidad disponible a la capacidadnecesaria. Para una empresa determinada podemos representar la curva que nos relaciona la curva de costesmedios unitarios con el volumen de producción.
El mínimo de esta curva sería el óptimo de explotación que se conseguiría por una utilización completa de lasinstalaciones.
Si para satisfacer la demanda tenemos que estar a la izquierda de Q*, estamos infrautilizando los recursos. Sipara satisfacer la demanda tuviéramos que estar a la derecha de Q* tendríamos que pagar horas extras, máscostes.
A medida que la empresa va creciendo, la curva de Curva de costes medios unitarios se va desplazando haciala derecha, y la curva envolvente será la curva de Curva de costes medios unitarios a largo plazo.
Al crecer la empresa los Curva de costes medios unitarios disminuyen, al aprovechar las economía de escala.Al aumentar el volumen de la planta, disminuye el Curva de costes medios unitarios pues cada unidad absorbe
parte de los costes fijos. Más adelante del mínimo de Curva de costes medios unitarios a largo plazo, seproducen deseconomías de escala, producidas por mayores costes.
Un concepto relacionado serían las economías de alcance que se obtienen cuando es posible fabricar distintosproductos en una misma planta a un menor coste que si se fabrican en plantas separadas.
2.− Flexibilidad de la capacidad.
La flexibilidad de la capacidad será: la aptitud para variar el volumen eficiente de producción antes nuevascircunstancias del entorno. Se obtiene a través de:
37
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 38/52
Plantas flexibles: equipo móvil, paneles desmontables•
Procesos flexibles: Sistemas flexibles de fabricación y equipos de fácil instalación que permitencambiar rápidamente de una línea de producto a otra y a un bajo coste, obteniendo economías deescala.
•
Trabajadores flexibles: con habilidades y capacidad para cambiar rápidamente de tareas (trabajadoresmuy cualificados)
•
Estrategias que utilizan a oras organizaciones (subcontratación)•
3.− Equilibrios de la capacidad.
Se refiere al grado de ajuste de las diferentes fases de un proceso productivo. Si en las distintas fases delproceso productivo tenemos diferentes capacidades, la capacidad resultante será la menor de las fasesconsideradas.
En una fase con equilibrio perfecto la salida de la fase uno va a ser el requisito de entrada de la fase dos y así sucesivamente.
Va a ser difícil alcanzar el equilibrio perfecto debido:
Al nivel operativo de cada fase.•
Depende de las variaciones de la demanda del producto o variación en el proceso productivo que va aocasionar desequilibrios.
•
El tratamiento de estos desequilibrio se puede hacer:
Añadir capacidad a aquellas fases que lo necesiten (reorganizar tareas, subcontratar, duplicardepartamentos)
•
Generando inventarios reguladores.•
4.− Complejidad de la gestión de la capacidad.
Cuando más complejas sean las operaciones más complejidad de la gestión de la capacidad.
Complejidad de la gestión
Opciones de que depende Baja Alta
Número de instalaciones Pocas Muchas
Diversidad de tipos de instalaciones Normalizadas No normal
Amplitud de la oferta de servicio Estrecha Amplia
Número de empleados Pocos Muchos
Grado de integración hacia atrás Bajo Alto
Volumen de transacción Pequeñas GrandeDispersión de las instalaciones Concentrada Dispersa.
5.− Planificación de la capacidad.
Consiste en adecuar la capacidad existente con las necesidades derivadas de la demanda que se pretendesatisfacer de la forma más eficiente y económica posible. Las fases válidas a corto, medio y largo plazo son:
Evaluar la capacidad actuar y la proyectamos hacia el futuro obteniendo las disponibilidades de lacapacidad. Hay que distinguir cual es la capacidad actual, es decir, cuanto podemos producir por
•
38
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 39/52
unidad de tiempo. Después realizaremos una proyección de la misma hacia el futuro para seguir elhorizonte temporal que hayamos elegido. Tenemos que tener en cuenta que esa capacidad no va apermanecer constante a lo largo del tiempo. En el caso del largo plazo vamos a tener 2 factores que lavan a hacer cambiar y no permanezca constante a lo largo del tiempo:Envejecimiento de las instalaciones: nos va a provocar una reducción paulatina de la capacidad. Sepodrían frenar con políticas adecuadas.
•
Efecto aprendizaje: provocará un aumento de la capacidad, se mejora el tiempo de proceso comoconsecuencia de esa experiencia adquirida.
•
Estimamos las necesidades de capacidad en el horizonte temporal que hayamos elegido basándonosen la demanda estimada o en los planes de producción que la empresa desea satisfacer. Determina lasnecesidades teniendo en cuenta la demanda estimada o los planes de producción que la empresa deseasatisfacer. La diferencia de las necesidades de capacidad a largo plazo no tiene porque constituir unatraducción exacta de la demanda estimada, por ello la empresa puede adoptar 3 posturas:
•
Que la capacidad se ajuste estrictamente a la demanda estimada, tendremos un 50% de probabilidadde tener una rotura de stock y un 50% de probabilidad de tener un exceso de capacidad.
•
La capacidad sea inferior a la previsión de la demanda. No tienen recursos suficientes.•
La capacidad sea superior a la demanda estimada. La empresa tiene recursos suficientes y decide tenerun colchón de la capacidad y puede atender a todas las variaciones de la demanda.
•
Observamos las diferencias que existen entre las disponibilidades y las necesidades y definimos las
posibles alternativas que nos van a ayudar a eliminar esas diferencias. Vamos a adecuar esa capacidaddisponible a la necesaria. La empresa puede aumentar o disminuir la capacidad de sus instalaciones.Si la empresa puede decidir:
•
Expandirse: primero debe asegurarse de que la capacidad actual está siendo utilizada de la mejorforma posible, es decir, tiene que estudiar si es una defectuosa utilización de la capacidad disponible,la empresa para la expansión tiene diferentes opciones no excluyentes:
•
Expandir, modificar y actualizar las instalaciones existentes o/y su forma de uso.•
Reabrir instalaciones que están inactivas.•
Construir o adquirir nuevas instalaciones.•
Establecer redes de subcontratación.•
Contratación.•
Dar otro uso a parte de las instalaciones o ponerlas en reservas.•
Vender instalaciones e inventarios y despedir o transferir MO•
Evaluamos las diferentes alternativas teniendo en cuanta las implicaciones cuantitativas y cualitativasde cada una de ellas. Evaluamos esas alternativas. Usamos técnicas economica−financieras comográficos de punto muerto, VAN, TIR. Habría que considerar aspectos de costescomo es difícilconocerlo con exactitud es conveniente introducir la aleatoria y por tanto otra técnica útil son losárboles de decisión. La elección de la técnica va a depender de las características del problema de laempresa, del entorno, A la hora de evaluar estas alternativas hay que tener en cuenta no sólo factorescuantitativos sino factores cualitativos como riesgo de cambio tecnológico, de reacción de lacompetencia
•
VAN: permite conocer la ganancia total neta de la inversión en el horizonte temporal considerado.Donde A es el capital invertido; Qi es el flujo neto de caja del año i; VR es el valor residual de la
inversión en el año n; n es el número de años de horizonte temporal; k es el coste del capital. Contodo esto eligiremos la alternativa de mayor VAN.
•
Punto muerto o de equilibrio. El objetivo de esta técnica es encontrar el punto en unidades físicas o enunidades monetarias en el cual los ingresos se igualan a los costes. Va a exigir estimar los costes fijos,costes variables y la función de ingresos. La función de ingresos tiene su origen en el origen decoordinadas y crece con una pendiente que es igual a precio de venta por unidad.
•
39
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 40/52
El análisis del punto muerto supone que tanto los costes como los ingresos crecen en proporción directa alnúmero de unidades producidas. Ni los costes fijos, ni los costes variables ni los ingresos tienen por que seruna línea recta, ya que los costes fijos dependen
por ejemplo de la depreciación efectiva producida, en los costes variables podríamos tener las horas extras, y
en los ingresos podría variar por causa de promociones. A la hora de elegir una alternativa tenemos que
hacer intervenir la demanda estimada.
Punto muerto: IT=CT!XPv=CF+CvX
En unidades físicas:•
En unidades monetarias: XB= XPMPv•
Arboles de decisión. Es una representación del proceso de decisión que nos indica las alternativas de
decisión, los estados de la naturaleza y sus respectivas probabilidades y los resultados para cada
combinación de esas alternativas y los estados de la naturaleza. Cuando lo construyamos tenemos
que asegurarnos que representamos todas las alternativas, estados y en su orden. Hay 2 tipos de
vértices:
•
Decisionales “: tenemos que elegir una de las distintas alternativas.•
Del estado de naturaleza : formas en que se presenta el entorno.•
Para realizar un árbol de decisión hay que seguir unos pasos:
Se define el problema•
Se dibuja el árbol•
Se asignan probabilidades a los distintos estados de la naturaleza.•
Se estiman los resultados para toda combinación posible de alternativas y estado.•
Se calcula el valor de cada uno de los vértices.•
Los vértices de estado de naturaleza se calculan a través del valor monetario esperado, multiplicando el
resultado de cada rama que parte de ese vértice, por sus respectivas probabilidades.
VMEb=(rtdo5*PEN1)+(rtdo6*PEN2)+(rtdo7*PEN3)
El valor del vértice de decisión sería el mejor valor de entre las diferentes ramas que parten de él.
VME1=OPT(VMEA,VMEB)
Otras técnicas. Técnicas multicriterio: tienen en cuenta aspectos cualitativos y cuantitativos de cada
una de las alternativas y la importancia relativa que cada uno de estos aspectos para el decisor.
Tenemos el método de puntuación de los factores ponderados, el método de preferencia jerárquica, y
la técnica Electra.
•
Selección de la alternativa•
Implantación y control de resultados.•
Conclusiones finales.
Existe una fuerte relación entre las decisiones relacionadas con el producto, proceso, localización ycapacidad.
•
La decisión de capacidad esta relacionada con la función de mantenimiento.•
40
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 41/52
A la hora de tomar una decisión con respecto a la capacidad deberían colaborar estrechamente losdepartamentos de producción, marketing y finanzas.
•
Tema 9− Localización de Instalaciones Productivas.
Localización es el lugar donde vamos a ubicar las instalaciones de la empresa. La elección va a ser unadecisión importante, estratégica, por:
Implican una inmovilización considerable de recursos financieros a largo plazo. Es una decisiónrígida, ya que es difícil volver a otras sin incurrir en nuevos costes.
•
Afecta a la capacidad competitiva de la empresa, una buena elección va a favorecer las operacionesmientras que una mala puede imponer limitaciones a las operaciones. Además todas las áreas debenparticipar, ya que afectan a todos los departamentos. Además todas las limitaciones no sonobservables, ya que afectan a los costes de oportunidad.
•
Existen diversas causas que pueden provocar la toma de decisiones en relación a la localización:
Nuevos productos.•
Nueva localización de la demanda.•
Adquisiciones, fusiones.•
Independientemente de estas causas, las alternativas puede ser:
Expandir una instalación existente, siempre que exista espacio suficiente, y es la alternativa quemenos costes genera.
•
Añadir nuevas instalaciones en nuevos lugares.•
Cerrar instalaciones en algún lugar y abrir otra/s en otros sitios, es la que más costes genera.•
A la hora de decidir que planta se desea y que relación va a existir entre esas se pueden distinguir:
Orientadas al producto: una o varias fabrican una línea de productos, lo que conlleva una altaespecialización, fabricar grandes volúmenes para conseguir economía de escala y los costes detransporte de las materias primas y de los productos terminados suelen ser más elevados.
•
Orientados al mercado. Su producción se va a dirigir a un mercado (fabrica todo lo que se puedevender en un mercado), el coste de producción va a ser mayor, pero se reduce el coste de transporte yel tiempo de entrega a los clientes.
•
Orientados al proceso. Especializados en la fabricación de un tipo de componente o un segmentoconcreto del proceso de fabricación, suelen utilizar pocas tecnologías pero especificas obteniendo unagran eficiencia y economías de escala. La interrelación en las plantas va a aumentar, puesto que paraobtener el producto final vamos a necesitar los componentes de otras plantas.
•
Propósito general. Dedicarse a distintas funciones (producto, proceso, mercado) dontadoles deflexibilidad.
•
Van a existir numerosos factores que afectan a las decisiones de localización y su importancia va a variardependiendo de la industria:
Fuentes de abastecimiento: se localizan donde obtienen las materias primas por:•
Necesidad de asegurarse el abastecimiento.•
Cuando los inputs son perecederos con lo que no pueden ser sometidos a grandes transportes yalmacenamientos.
•
Cuando es más fácil o económico transportar las salidas que entradas, por volumen o por peso.•
41
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 42/52
Además hay que considerar el coste, la calidad y la fiabilidad de las entregas.
Los mercados: cerca de los clientes:•
Cuando la localización determina el mercado al que se puede acceder (farmacia)•
Cuando la entrega rápida es una condición necesaria para las ventas.•
Tener en cuenta donde se encuentra instalada la competencia.•
Cuando los productos finales son perecederos o frágiles.•
Cuando los costes de transporte de los productos terminados son muy elevados.•
El cliente decide la localización debido a la imposibilidad de mover el output (carretera)•
Las medios de transporte y comunicación. hay 4 medios de transporte:•
Agua. Es el más barato para largas distancias pero es el más lento y es muy rígido por su accesibilidadlimitada. Resulta adecuado para productos voluminosos o pesados.
•
Ferrocarril. Es más versátil que el agua ya que permite acceder a zonas donde el agua no llega, puedetransportar productos diversos, pero el coste unitario es mayor, pero también es mayor la rapidez deembarque.
•
Carreteras el más versátil y el más flexible (camiones) pero tiene un mayor coste y la capacidad decarga es menor.
•
Aéreo. Es el más rápido pero es el más caro. Con lo que sólo se puede utilizar para ocasiones muyconcretas.
•
También debería valorarse la facilidad de acceso a los aeropuertos, puertos, estaciones de ferrocarril, red decarreteras. Las empresas internaciones deberán tener en cuenta los aranceles pudiendo interesarle situarse enzonas de libre comercio.
La mano de obra. Debe ser considerado y valorado:•
La disponibilidad suficientes efectivos para cubrir las necesidades de las empresas.•
Que la capacidades o habilidades sean las requeridas por la empresa, sino es así habrá que formarlas yeso supone coste y tiempo.
•
Coste de la mano de obra: salarios y prestaciones adicionales. Deben interpretarse en relación con laproductividad de los trabajadores.
•
Grado de asociacionismo o sindicalización, nivel de absentismo, actitudes ante el trabajo.•
Los suministros básicos (energía y agua)•
La disponibilidad y coste de las fuentes de energía pude influir, sobre todo cuando las cantidades querequieren son muy elevadas.
•
Fiabilidad del suministro y otros servicios útiles que nos pueden facilitar.•
La calidad de vida. Influye en la capacidad para atraer y retener personal. Hay que tener en cuenta: laeducación (escuelas, universidades), coste de la vida (alimentación, ropa), ofertas culturales y de ocio,transporte público.
•
Condiciones climatológicas de la zona. Puede verse condicionado el proceso por la temperatura,humedad, pluviometria. Además pude llevar costes de instalación de aires acondicionados ocalefacción.
•
Marco jurídico:•
Normas comunitarias, nacionales, regionales y locales (laboral, la del suelo, medioambientales)•
Nivel de burocratización de las administraciones.•
Los impuestos y los servicios públicos. Si la presión fiscal es alta reduce el atractivo de localizarse enesos lugares ya que penaliza a empresas y trabajadores, pero impuestos demasiado bajos puederepercutir en servicios públicos casi nulos, de ahí que se acepten impuestos altos. Además hayincentivos tributarios, para traer las empresas a ciertas comunidades autónomas.
•
Las actitudes hacia las empresas:•
Actitudes desfavorables de las autoridades (contaminantes, peligrosas)•
Actitudes favorables: incentivos fiscales y financieros, construcción de infraestructuras.•
Pero hay que tener en cuenta la actitud de la comunidad.•
42
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 43/52
Los terrenos y la construcción:•
Terrenos a precios razonables•
Moderados costes de construcción•
La disponibilidad de terreno extra para futuras ampliaciones.•
Otros factores: cultura, lengua, moneda, estabilidad política y social, trabas aduaneras,•
Localización de instalaciones múltiples.
La empresa puede tener varias instalaciones, independientes unas de otras, de tal forma que la localización deuna instalación nova a afectar al resto. Pero también puede ocurrir de que las instalaciones seaninterdependientes, y cada una cumple una determinada función, con lo que la localización va a ser máscompleja, hay que decidir: el número de instalaciones al localizar, el tamaño de cada una de ellas, la funciónque se va a realizara, las relaciones entre ellas,
Los problemas pueden ser:
Instalar una planta con respecto a las demás ya existentes•
Localizar varias instalaciones simultáneamente•
Revisar todas las instalaciones (sistema logístico)•
Estas decisiones pueden ser más complejas si tenemos en cuenta:
El número de instalaciones puede ser muy elevado, con lo que se tiene que tener en cuenta una grancantidad de variables y restricciones
•
Las alternativas de localización son ilimitadas•
La cadena logística puede tener múltiples niveles•
Consumos y demandas son de naturaleza aleatoria.•
Para resolver este tipo de problemas se han desarrollado unos modelos optimizadores, heurísticos y desimulación.
Método de los factores ponderados.
Es el método más general, ya que incorpora criterios cuantitativos y cualitativos y consiste en:
Identificación de los factores más relevantes.•
Se establece una ponderación entre ellos en función de su importancia relativa•
Se puntúa cada alternativa para cada uno de esos factores a partir de una escala predeterminada.•
Obtenemos una calificación global (
) teniendo en cuenta la puntuación de la misma en cada factor y el peso relativo del mismo (Wj). Laventaja que nos proporciona es que el razonamiento que hemos seguido es conocido. Pero
puntuaciones muy deficientes en alguno de los factores puede verse compensadas por otras muy altasen otros factores. Pero se resuelve con el producto de las puntuaciones en cada factor conponderaciones exponenciales (
). Con esto se penaliza las alternativas con puntuaciones muy bajas.
•
Análisis del punto muerto.
Identificamos los costes fijos y los variables de cada localización, lo disponemos en un gráfico y así podemosdeterminar que localización es la que me proporciona los menores costes.
43
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 44/52
A la hora de utilizar este análisis para resolver problemas estamos suponiendo que tanto el precio como elcoste variable unitario permanecen constantes independientemente del volumen de producción; que los costesfijos no varían con el volumen de producción, podemos separar los costes fijos y los variables; todo lo que seproduce se vende; trabajamos con un solo producto o con varios productos con una estructura similar encuanto a costes e ingresos. Es arriesgado utilizarlo para previsiones a largo plazo.
Método del Centro de Gravedad.
Técnica matemática cuyo objetivo es encontrar aquella localización que minimice los costes totales deltransporte. Dibujamos el gráfico:
Cx es la coordenada X del centro de gravedad.•
Cy es la coordenada Y del centro de gravedad.•
Dix es la coordenada X de la localización i.•
Diy es la coordenada Y de la localización y.•
Wi es el volumen de artículos transportados.•
El coste va a ser directamente proporcional tanto a la distancia relativa como al volumen transportado. Lalocalización del centro de gravedad será aquella que minimice la distancia ponderada entre las distintaslocalizaciones y el centro de distribución. Donde la distancia la vamos a ponderar con el número de artículostransportados.
Criticas.
Es un método continuo, no va a considerar las condiciones geográficas.•
Considera costes unitarios de transporte fijos.•
Es una técnica de naturaleza estática, puede ser valida para un período concreto.•
Problema del transporte.
El objetivo es determinar que cantidad de producto vamos a enviar desde cada origen o centro de producción acada destino de demanda, de manera que el coste total de transporte sea mínimo. Teniendo en cuenta ademásque no podemos enviar más unidades de las existentes en cada centro de producción; y que la demanda decada destino tiene que estar completamente satisfecha.
Tema 10− Distribución en Planta.
Definición. Proceso de determinación de la mejor ordenación de los factores disponibles, constituyendo unsistema productivo capaz de alcanzar los objetivos fijados de la forma más adecuada y eficiente posible,además de ser segura y satisfactoria para el personas que tiene que realizar el trabajo.
Las mayorías de las distribuciones iniciales son eficientes, pero a medida que evoluciona esa distribucióninicial puede ser inadecuada, y los motivos de la redistribución pueden basarse en 3 tipos de cambios:
En el volumen de producción, que pueden hacer que se necesite un mejor aprovechamiento del•
44
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 45/52
espacio disponible, como porque necesitemos más equipos, porque se modifiquen las formas dealmacenamiento.En la tecnología y en los procesos, pueden hacer que el recorrido que deben efectuar los materiales deuna operación a la siguiente se tengan que modificar o que se tenga que modificar la disposición delos equipos.
•
Cambios en el producto. También pueden hacer que se modifiquen los recorridos de materiales, en laspersonas, resituar los equipos...
•
En cuanto a la frecuencia de la redistribución pueden ser:
Periódica•
Continua•
No seguir una periodicidad concreta, y se realiza por alguno de los cambios anteriores.•
Los objetivos que se deben perseguir con una buena distribución en planta son:
La unidad. Tenemos que alcanzar la integración de todos los elementos a factores implicados en launidad productiva, todos los departamentos deben ser consultados cuando vayamos a realizar la fasegeneral de la distribución.
•
Circulación mínima. Los recorridos efectuados deberían ser óptimos, lo que implica la economía demovimientos, de equipos, de personas; para ello debemos tener en cuenta las distintas interconexionesexistentes entre los centros de trabajo, e intentar ubicar los centros de trabajo con interconexionesmuy cerca de manera que el movimiento sea mínimo.
•
Seguridad. Tenemos que garantizar la seguridad, la satisfacción y la comodidad del personasconsiguiendo una reducción de los accidentes y mejora en el ambiente de trabajo.
•
Flexibilidad. La distribución en planta debe ser flexible, necesita adaptarse a los cambios bajo los quese desarrolla las operaciones y va a depender de la habilidad de prever esos cambios, o al menos,debería permitir que los cambios requeridos se puedan realizar a un mínimo coste.
•
Los factores que influyen en la distribución en planta se pueden clasificar en 8 grupos:
Materiales: hay que tener en cuenta las características de los bienes y servicios que va a ofrecer así comolos materiales con los que tenemos que trabajar, tendremos que considerar el tamaño, la forma, el volumen,el peso y las características físicas y químicas de los mismos, puesto que van a influir en los métodos deproducción, como en las formas de manipulación y almacenamiento. Hay que considerar la secuencia enque se tienen que ejecutar las operaciones, puesto que nos va a dictar la ordenación de las áreas de trabajo,equipo y la disposición relativa de unos departamentos con respecto a otros. También hay que considerar lavariedad y la cantidad de productos a fabricar.
•
Maquinaria. Nos interesa conocer cuales son los procesos que vamos a emplear, puesto que nos va adeterminar los equipos y máquinas a utilizar. En las máquinas, los equipos y el utillaje la tipología existenteen cada uno de ellos, el tipo que necesitamos y cuantos. Nos interesa saber el espacio que necesita cada unode ellos y sus características físicas. La cantidad y tipo de operarios que necesita cada una de sus máquinas,
los riesgos a los que esta sometido el personal, la necesidad de servicios auxiliares.
•
Mano de obra (directa, de supervisión, de servicios auxiliares). Nos interesa a la hora de ordenarla, tenemosque asegurar la seguridad de los empleados, luminosidad, ventilación, temperatura, ruidos, la flexibilidad ycualificación del personal requerido, número de trabajadores necesarios, el trabajo que tendrán que realizar.
•
Movimiento de materiales. No son operaciones productivas, con lo que tenemos que intentar que seanmínimas o por lo menos que a la hora de mover lo pudiéramos combinarlos con otros. Sin olvidarnos quenuestro objetivo es eliminar los manejos innecesarios y antieconómicos. Se ha de establecer un modelo decirculación a través de los procesos de material, con un mejor aprovechamiento de hombres y equipos, sereducen los tiempos de espera, planificando el movimiento de entrada y salida de cada operación en elorden en el que el material es procesado, tratado o montado. Hay que considerar las entradas de materiales,
•
45
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 46/52
las salidas y los movimientos auxiliares y de mano de obra.Las esperas. Se pretende que la circulación de los materiales sea fluida a lo largo de toda la distribución detal manera que se evite los costes de las esperas o de las demoras que se van a producir cuando se detieneese flujo de materiales. Hablamos de espera o de demora cuando la espera se origina en el mismo área deproducción, pero si se produce en un área dispuesta, aparte, con esta finalidad hablamos dealmacenamiento, y hay que considerar la situación de estos puntos de espera, el espacio requerido por estospuntos de espera que va a depender de la cantidad de material, método de almacenamiento y colocación.También tendremos que considerar los métodos de almacenamiento y sus equipos, los costes que generan,
las características del material.
•
Servicios auxiliares. Van a permitir y facilitar que se desarrolle la actividad principal. Podemos citar:•
Los servicios auxiliares relativos al personal, de supervisión, vías de acceso de seguridad.•
Relativas al material: inspección en controles de calidad.•
Maquinaria: mantenimiento.•
Se suele decir, que el espacio dedicado a labores no productivas se suele considerar como un gastoinnecesario, pero se necesitan para la actividad principal, con lo que ya que lo hacemos y le dedicamosespacio debemos asegurar su eficiencia y que se minimicen los costes que originan.
El edificio. Es fundamental, si ya existe, su distribución espacial y demás características son limitaciones dela distribución del resto de factores. Si no existe se puede proyectar para adaptarse a las necesidades de ladistribución, y hay 2 posibilidades:
•
Construir un edificio especial a la medida del proceso.•
De aplicación general en el cual se pueden fabricar diferentes productos.•
Los cambios. Un objetivo es la flexibilidad, con lo que es necesario prever las variaciones futuras paraidentificar los posibles cambios y su magnitud, para que no afecte al resto de los factores. La flexibilidad lavamos a alcanzar manteniendo la distribución original de características físicas, permanentes o espacialespara poder adaptarse a emergencias y variaciones inesperadas. También es necesario tener en cuenta losposibles aumentos futuros de la distribución, así como sus distintos elementos, considerando los cambiosexternos que puedan afectarla y consiguiendo que durante el proceso de redistribución el procesoproductivo no se paralice.
•
Existen unas interrelaciones entre algunos de los factores, y no debemos olvidarlos. A todo le tenemos que daruna ponderación para obtener las máximas ventajas.
Distribuciones.
Posición fija: asociado con procesos productivos por proyectos•
Por proceso: asociado a las configuraciones por lotes.•
Por producto: asociada a las configuraciones continuas•
Celular: es un híbrido entre la distribución en planta por proceso y por producto.•
Una misma planta puede tener varias distribuciones.
Distribución en posición fija.
El producto o el proceso queda inmovilizado y son los factores productivos los que se desplazan al lugar pararealizar el trabajo (barcos, autopistas, casas,) las técnicas para dirigir una distribución en planta de este tipo noestán bien desarrolladas y están complicadas por:
46
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 47/52
Existe espacio limitado en todos los lugares•
Se necesitan distintos materiales en los distintos fases del proceso, por tanto, distintos elementos seconvierten en críticos a medida que el proyecto se va desarrollando.
•
El volumen de materiales necesarios es variable a medida que avanza el proyecto.•
Debido a que esta distribución es muy difícil de realizar, lo que se suele hacer es que parte del proyecto se vaa realizar en otro lugar próximo (cadena de ensamblaje)
Distribución por proceso.
Es típica para aquellos procesos productivos con bajos volúmenes de una gran variedad de productos,productos con distintos requerimientos o cuando los clientes tienen distintas necesidades, son productos quesiguen una secuencia de operaciones distinta. Un producto se va a fabricar moviéndolo de una sección a otrasegún la secuencia que requiere ese producto, las máquinas se van a agrupar según el tipo de función quedesempeñan.
Ventajas.
Flexibilidad en la asignación del equipo y personal, es personal muy cualificado y equipos generales,
el personal es capaz de realizar múltiples funciones, al igual que el equipo.
•
La avería no va a paralizar el proceso, porque su trabajo se traslada a otra de la misma sección.•
La diversidad de las tareas reduce la insatisfacción y la desmotivación de la mano de obra.•
Inconvenientes.
Como los productos no van a ser estándar las ordenes van a necesitar más tiempo y más costes debidoa la planificación, preparación y manipulación de materiales.
•
Va a haber una menor eficiencia en el manejo de materiales y mayores tiempos de ejecución.•
Se necesitan mayores habilidades en los trabajadores, lo que va a aumentar el nivel necesario deformación y experiencia, con lo que aumenta el coste unitario por producto.
•
Se necesitan mayores inventarios de productos semielaborados, ya que van a existir mayoresdesequilibrios en el proceso de producción. Con lo que va a haber una baja productividad.
•
Una táctica que se suele seguir es que aquellos centros con flujos continuos de materiales y personas esténmuy próximos entre sí.
Distribución por producto.
Va a ser cuando vamos a fabricar un único o pocos productos con un elevado volumen de ese producto y vana ser productos o servicios estandarizados. Las hipótesis en las que se basa serían:
El volumen es adecuado para una elevada utilización del equipo.•
La demanda del producto va a ser lo suficientemente estable como para justificar una elevadainversión en equipo especializado.
•
El producto va a estar estandarizado o bien se aproxima a una fase del ciclo de vida que justifica lainversión en equipo especializado.
•
Los proveedores de componentes y materias primas son adecuados y de una calidad uniforme paraasegurar que podrán usarse con equipo especializado.
•
Hay 2 tipos:
Líneas de fabricación. Va a producir componentes a través de una serie de máquinas. Están basados•
47
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 48/52
en máquinas, y para equilibrarlos se necesitan cambios mecánicos y de ingeniería.Líneas de montaje. Ensambla los componentes realizados en una serie de estaciones de trabajo. Estánbasados en las tareas de trabajo asignadas a los trabajadores o a las estaciones, y se van a equilibrarpasando tareas de un individuo a otro, de esta forma el tiempo requerido por cada individuo o estanciase va a igualar.
•
En ambos casos la línea debe estar equilibrada, es decir, el trabajo realizado por una máquina debe estarequilibrado con el de la máquina siguiente.
El problema central es intentar equilibrar la producción en cada estación de trabajo con la línea de fabricación,de forma que sea próximamente la misma a la vez que obtenemos la producción deseada. El objetivo es crearun flujo continuo y uniforme a lo largo de la línea de montaje con un punto mínimo de inactividad para cadatrabajador y estación. Una línea de montaje equilibrada tiene la ventaja de una elevada utilización del personaly de las instalaciones y además una carga de trabajo equitativa entre los trabajadores. El objetivo es minimizarese desequilibrio en la línea de fabricación y montaje.
Ventajas.
Bajos costes variables por unidad (altos volúmenes estandarizados) y bajos costes de manipulación de
materiales.
•
Se reducen los inventarios de productos en curso.•
La formación e inspección de las tareas son más sencillas•
Hay mínimos tiempos de fabricación•
Se simplifica los sistemas de planificación y control de la producción.•
Inconvenientes.
Se necesita fabricar un alto volumen de producción para poder justificar la inversión.•
La parada de cualquier punto va a provocar la parada del proceso entero.•
Falta de flexibilidad, tanto para introducir modificaciones en el producto como en la cuota deproducción.
•
Son trabajos muy monótonos que van a afectar a la moral del trabajador.•
Una forma particular de la distribución por producto es la distribución por planta just in time, muy eficiente ycompacta. Asegura unos niveles de inventario en curso nulos, por lo tanto reduce al mínimo el espaciodestinado a esos productos en curso, al eliminar este espacio podemos colocar las máquinas más próximasentre sí. Además suelen disponer la línea de fabricación en forma de U.
Distribución en células.
Es un híbrido de la distribución por proceso y por producto, se utilizan cuando el volumen de producción justifican una organización especial de la maquinaria y el equipo, la idea de esta distribución es coger material
y personal que se encuentran dispersos en el proceso y colocarlos temporalmente juntos en un pequeño grupoque pueda dedicarse a realizar un único producto o un grupo de productos relacionados.
Ventajas.
El inventario de productos en curso van a ser reducidos, ya que la célula de trabajo nos va aproporcionar un flujo equilibrado de una máquina a la siguiente.
•
Como hay menor inventario necesitamos menos planta•
Se reduce el inventario de materias primas y productos terminados, y los costes de mano de obradirecta por ese mejor flujo de materiales.
•
48
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 49/52
Hay un elevado sentimiento de participación de los empleados de la organización en los productos.•
Hay un aumento de la utilización del equipo y de la maquinaria y reducción de los tiempos.•
Inconvenientes.
Riesgo de que la células queden obsoletas a medida que cambian los productos o procesos.•
Aumenta del coste y de la desorganización como consecuencia del cambio de la distribución porproceso a la distribución por células.
•
Requerimientos.
Códigos de tecnología de grupo o su equivalente.•
Un elevado nivel de formación y flexibilidad de los empleados•
Personal de apoyo o empleados flexibles para montar las celdas de trabajo, estas se suelen organizaren forma de U, ya que suele tener unas ventajas sobre la distribución en forma lineal, las tareas sepueden agrupar mejor con lo que la inspección es más rápida, se necesitan menos trabajadores, estospueden abarcar más espacio en la línea, esta puede equilibrarse más eficientemente y se aumenta lacomunicación
•
Tema 11− Dirección del Factor Trabajo.
Conceptos básicos.
El diseño del trabajo tiene como objetivo estudiar las distintas tareas que lo componen, así como los métodosy los contenidos. Vamos a considerar en el diseño del trabajo:
Los factores técnico−fisicos como contenido de la tarea, el ambiente físico que va a rodear altrabajador, que se va a analizar en el estudio de métodos.
•
Factores socio−psicologicos. Las interacciones entre los trabajadores como consecuencia de laestructura organizativa y de las asignaciones de trabajo, así como los sentimientos originados aldesempeñar el trabajo.
•
La medición del trabajo nos dice el tiempo que vamos a necesitar en terminar una tarea.
1. Diseño del Trabajo y Estudios de Medios.
El diseño del trabajo se realiza mediante la consideración conjunta de los métodos humanos en relación a losfactores sociopsicologicos y los métodos técnicos en relación a los factores técnico−fisicos. Los métodoshumanos tratan de reducir el grado de especialización, hacer más amena la tarea, destacan:
El modelo de las características del trabajo. Pretende incluir más motivación en los trabajadores através de una serie de características como:
•
Variedad en las habilidades•
Autonomía o grado de control sobre el proceso que lleva a cabo el trabajador.•
Identificación con la tarea, de forma que el trabajador sea responsable de una fase completa deltrabajo
•
Transcendencia de la tarea o grado en que el trabajador percibe que el trabajo tiene una influencia enotras personas de la organización y externas a ella.
•
Retroalimentación, que permite al operario recibir información de cual es la eficacia de su trabajo.•
Los enfoques más utilizados para introducir estas características son:
49
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 50/52
Ampliación de las tareas que supone una expansión horizontal.•
Enriquecimiento de tareas que supone una expansión vertical, aumentaría la responsabilidad deltrabajador con respecto a la planificación, organización y control de su trabajo.
•
Rotación de tareas pare evitar la monotonía.•
Pretende reducir el absentismo laboral, los retrasos en la entrada de los trabajadores, mejorar la productividad,mejorar la calidad. Otro enfoque sería:
Círculos de calidad y equipos de progreso. Los círculos de calidad están formados entre 5 y 10trabajadores voluntarios que pretenden analizar y resolver los problemas que se presentan en eltrabajo diario. Los equipos de progreso se unen para resolver problemas especiales con lo que suduración es temporal. Que le nombre a uno es una forma de reconocimiento y genera motivación.Ambos van a conseguir aumentar las capacidades individuales, enriquecer la personalidad deltrabajador, hacer que se integren en los grupos de trabajo,
•
La teoría de los dos factores de Herzberg. El trabajo puede contener 2 tipos de factores:•
De motivación o intrínseca que pueden motivar y entusiasmar a los trabajadores respecto a su trabajo.•
De higiene o extrínsecas que pueden causar insatisfacción en el trabajador si no aparece como nivelessalariales, la seguridad en el trabajo, condiciones del trabajo. Deficiencias suponen insatisfacción en
el individuo pero un adecuado nivel de estos factores no implica necesariamente que haya satisfacciónen el individuo. La existencia de factores de motivación o intrínsecos conducen a satisfacciones en elindividuo, mientras que la no existencia de estos factores no implica que haya insatisfacción en elindividuo.
•
La teoría de los sistemas socio−técnicos. Se deben diseñar trabajos que se ajustan a la tecnologíaempleada a las necesidades de los trabajadores. Pera evitar efectos indeseables. Bajo este enfoque sehan desarrollado los grupos de trabajo autónomos en que cada grupo va a ser responsable de una partedel trabajo y además van a poder enfrentarse a la mayor parte de los problemas productivos de mejorforma que la alta dirección, siempre que tengan una mayor autonomía en las decisiones relacionadascon las tareas que desempeñan.
•
Con respecto a los métodos técnicos vamos a ver el estudio del trabajo.
2.− Estudio del Trabajo.
Su objetivo es aumentar la productividad, por tanto, sin necesidad de realizar inversiones de capital o con unamínima queremos obtener un mayor número de productos o servicios con la misma cantidad de servicios. Lastécnicas principales son:
Estudio de métodos. Registro y examen critico y sistemático de los modos existentes y proyectados dellevar a cabo un trabajo como medio de idear y aplicar métodos más sencillos y eficaces y dereducción de los costes.
•
Medición del trabajo. Se centra en la aplicación de técnicas para determinar el tiempo que necesita un
trabajador cualificado en realizar una tarea siguiendo una norma de ejecución previamenteestablecida.
•
Ambas técnicas están muy relacionadas. El estudio de métodos se centra en la mejora de los procesos yprocedimientos, distribución en planta, diseño de planta y de los equipos, con el objetivo de reducir elesfuerzo humano, la fatiga, el uso de materiales, maquinaria, mano de obra y crea un mejor ambiente físico yde trabajo. Mientras que la medición del trabajo se encarga de establecer los tiempos tipo de las operacionesejecutadas según el método que se haya ideado en el estudio de métodos. Con el objetivo de proporcionarinformación básica para el diseño y para el sistema de planificación y control de la producción.
50
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 51/52
Fases del estudio de métodos.
Seleccionar el trabajo a estudiar•
Registramos todos los datos útiles para una mejor definición y estudio del trabajo elegido•
Examen critico del método actual, con el objetivo de conocer cuales son las diferencias que existen yproponer a su vez unas mejoras.
•
Idear un nuevo método que suponga una mejora respecto del actual•
Implantación del nuevo método.•
Mantenimiento del nuevo método realizando inspecciones periódicas para detectar las posiblesdesviaciones y que los trabajadores no vuelvan a los procedimientos antiguos.
•
Fases de la medición del trabajo.
Seleccionar el trabajo a estudiar•
Registramos todos los datos útiles•
Examen critico de datos para determinar si se están usando los más eficaces y separa los métodosproductivos de los improductivos.
•
Medición (en tiempo) de la cantidad de trabajo que corresponde a cada elemento•
Calculo del tiempo básico y del tiempo tipo. El tiempo básico es el desarrollado por un trabajadorcualificado que realiza todas las operaciones de una tarea bajo un incentivo. El tiempo medio onormal es el necesario para que un trabajador medio realice las operaciones de una tarea sin elestimulo de un incentivo. El tiempo tipo es el resultado de añadir o al tiempo básico o al normal unagama de suplementos.
•
Definir la serie de actividades y métodos para los que se ha calculado el tiempo tipo.•
3.− Sistemas de compensación.
Su objetivo es motivar a los empleados y obtener unos niveles elevados de desempeño y satisfacción, para ellose van a utilizar las recompensas. Se pueden distinguir 2 tipos:
Extrínsecas más fácil de controlar por la dirección (salarios, vacaciones, seguros, viviendas, )•
Intrínsecas: internas a los trabajadores y están relacionadas con la percepción de su trabajo(autoestima,)
•
Existen 2 métodos para diseñar los sistemas de compensación:
Los sistemas tradicionales de compensación. Encontramos el salario por hora trabajada, elcomplemento por antigüedad y por méritos. Ventajas:
•
Facilidad del cálculo del coste de mano de obra•
Aceptación por parte de los trabajadores•
Es idóneo para trabajos donde es imposible medir el output.•
Métodos de incentivos salariales. Van a compensar a los empleados, de forma individual o conjunta,por la cantidad de output generado durante un período de tiempo, es decir, van a estar vinculados a losresultados. Ventajas: el salario se fija en función del esfuerzo, así los empleados pueden llegar aproducir una cantidad mayor si lo comparamos con los métodos anteriores, y se reduce el costeunitario del producto. Sin embargo, presenta unos inconvenientes: necesidad de medir el output,dificultad del cálculo del incentivo, dificultad en la programación. Estos métodos pueden clasificarseen:
•
Planes de incentivos individuales: se paga al empleado únicamente por su desempeño. Puede ser elplan a destajo, que implica pagar una tarifa por cada unidad productiva; o el plan a destajo diferencialque es igual que el anterior con la salvedad que a partir de un límite se paga más.
•
51
7/31/2019 Direccion de La Produccion
http://slidepdf.com/reader/full/direccion-de-la-produccion 52/52
Planes de incentivos de grupos: el grupo de empleados es remunerado dependiendo del volumen deoutput generado o por la combinación de output generado, participación en beneficios y ahorro encostes. Están vinculados a los resultados del grupo como: Plan Scanlon que motiva a los empleadospara que aporten sugerencias y recomendaciones para mejorar el trabajo, esos beneficios, gracias a lasrecomendaciones, se van a repartir entre los empleados que han participado y la empresa.
•
Dirección de Producción I
1
31