DISEO DEL SISTEMA DE CONTROL Y VISUALIZACIN ...sistema de control y visualización de un proceso...
140
DISEÑO DEL SISTEMA DE CONTROL Y VISUALIZACIÓN DEL PROCESO DE UN LAVADOR VENTURI (VENTURI SCRUBBER) MAURICIO ALBERTO SÁNCHEZ ARIAS UNIVERSIDAD AUTÓNOMA DE OCCIDENTE FACULTAD DE INGENIERÍA DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA PROGRAMA DE INGENIERÍA MECATRÓNICA SANTIAGO DE CALI 2006
Transcript of DISEO DEL SISTEMA DE CONTROL Y VISUALIZACIN ...sistema de control y visualización de un proceso...
-
DISEÑO DEL SISTEMA DE CONTROL Y VISUALIZACIÓN DEL PROCESO DE
UN LAVADOR VENTURI (VENTURI SCRUBBER)
MAURICIO ALBERTO SÁNCHEZ ARIAS
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA
PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI
2006
1
-
DISEÑO DEL SISTEMA DE CONTROL Y VISUALIZACIÓN DEL PROCESO DE
UN LAVADOR VENTURI (VENTURI SCRUBBER)
MAURICIO ALBERTO SÁNCHEZ ARIAS
Pasantia para optar al título de
Ingeniero Mecatrónico
Director
ÁLVARO JOSÉ ROJAS ARCINIEGAS
Ingeniero Mecatrónico
UNIVERSIDAD AUTÓNOMA DE OCCIDENTE
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE AUTOMÁTICA Y ELECTRÓNICA
PROGRAMA DE INGENIERÍA MECATRÓNICA
SANTIAGO DE CALI
2006
2
-
Nota de aceptación:
Aprobado por el Comité de Grado en
cumplimiento de los requisitos exigidos por la
Universidad Autónoma de Occidente para
optar al título de Ingeniero Mecatrónico.
ANDRÉS FELIPE NAVAS
Jurado
JOSE IGNACIO PEREZ CHAPARRO
Jurado
Santiago Cali, Junio 30 de 2006
3
-
AGRADECIMIENTOS
A mis Padres que me han entregado sus sabios consejos y formaron los
cimientos para crecer tanto personal como profesionalmente en mi vida.
A mi familia por todo su apoyo y compañía. A mis amigos por compartir momentos inolvidables de gran valor y enseñanzas
que estarán presentes durante mi existencia.
Deseo extender mis agradecimientos al ingeniero Héctor Romero por darme la
oportunidad de participar en este proyecto además por brindarme su amistad y
enseñanzas para la vida.
Además deseo expresar mis agradecimientos al Director de proyecto, Álvaro José
Rojas, quien estuvo presente en los momentos que necesité de sus conocimientos
dando buenas ideas para el desarrollo de este trabajo.
Y en general a todas las personas que participaron de forma directa o indirecta en
este proyecto. Gracias.
4
-
CONTENIDO
Pág. RESUMEN 13 INTRODUCCIÓN 14 1. DEFINICIÓN DEL PROBLEMA 17 1.1 PLANTEAMIENTO DEL PROBLEMA 17 1.2 ANTECEDENTES 20 2. JUSTIFICACIÓN 23 3. OBJETIVOS 25 3.1 OBJETIVO GENERAL 25 3.2 OBJETIVOS ESPECÍFICOS 25 4. MARCO TEÓRICO 26 4.1 LAVADORES HÚMEDOS 26 4.1.1 Lavador de Gases húmedos tipo Torre 27 4.1.2 Lavador de Gases húmedos tipo Venturi 29 4.1.3 Lavador de Gases húmedos tipo Jet 32 4.1.4 Lavador de lecho compacto 32 4.1.5 Lavador de boquilla sumergida 33 5. METODOLOGÍA 34 6. BRANCH ENVIROMENTAL CORPORATION 35
5
-
Pág.
6.1 HISTORIA 35 6.2 PRODUCTOS 35 7. DISEÑO SISTEMA DE CONTROL Y VISUALIZACIÓN LAVADOR VENTURI 38 7.1 CARACTERÍSTICAS GENERALES 40 7.2 CONDICIONES DE OPERACIÓN DEL VENTURI 41 7.3 ELEMENTOS E INSTRUMENCIÓN DEL LAVADOR VENTURI 42 7.4 FUNCIONAMIENTO DEL SISTEMA 51 7.5 ESTABLECIMIENTO E INTERPRETACIÓN DE LAS NECESIDADES 52 7.6 DISEÑO DETALLADO 56 7.7 DIAGRAMA DE INSTRUMENTACIÓN Y TUBERIA (P&ID) 69 7.7.1 Identificación de la función de los símbolos de instrumentación 69 7.7.2 Como reconocer la disposición del instrumento. 71 7.8 LISTADO DE MATERIALES PARA IMPLEMENTAR PROYECTOS 76 7.9 DISEÑO DEL PANEL DE CONTROL 78 7.10 DISEÑO DEL SISTEMA ELÉCTRICO 84 7.11 DISEÑO DEL SOFTWARE DE CONTROL 87 7.11.1 Estructura de control 88 7.11.2 Descripción Rslogix 5000 92 7.11.3 Descripción Rslinx 93 7.11.4 Descripción del programa implementado en Rslogix 5000 94 7.12 DISEÑO DEL SISTEMA DE VISUALIZACIÓN (HMI) 96
6
-
7.12.1 Requerimientos hmi 98 7.12.2 Descripción del software para programar el hmi (pv 550) 99 8. RESULTADOS OBTENIDOS 100 9. CONCLUSIONES 108 10. RECOMENDACIONES 110 BIBLIOGRAFÍA 111 ANEXOS 114
7
-
LISTA DE TABLAS
Pág.
Tabla 1. Estimaciones de emisiones 19
Tabla 2. Partes del Lavador Venturi 39
Tabla 3. Características del Lavador Venturi 40
Tabla 4. Condiciones de operación del Lavador Venturi 41
Tabla 5. Establecimiento e interpretación de las necesidades 53
Tabla 6. Jerarquía de las necesidades 54
Tabla 7. Descripción símbolos de instrumentación 70
Tabla 8. Descripción de la disposición del instrumento 1 71
Tabla 9. Descripción de la disposición del instrumento 2 72
Tabla 10. Identificación de un lazo de control 73
Tabla 11. Listado de componentes 76
Tabla 12. Especificaciones panel de control 81
Tabla 13. Especificaciones Sub-placa 83
Tabla 14. Módulos Autómata Control-Logix 90
Tabla 15. Especificaciones Panel-View 550 97
8
-
LISTA DE FIGURAS Pág.
Figura 1. Polución 14
Figura 2. Esmog 17
Figura 3. Funcionamiento Lavador de gases húmedo tipo torre 27
Figura 4. Funcionamiento Lavador de gases húmedo tipo Venturi 30
Figura 5. Principio de funcionamiento Lavador Venturi 31
Figura 6. Funcionamiento Lavador de gases húmedo tipo Jet 32
Figura 7. Diagrama P&ID del proceso 68
Figura 8. Identificación de letras 74
Figura 9. Conexiones comúnmente utilizadas 75
Figura 10. Componentes de un panel de control 79
Figura 11. Paneles de control 80
Figura 12. Panel de control 80
Figura 13. Panel de control del proyecto 81
Figura 14. Sub-placa 82
Figura 15. Simbología eléctrica 1 85
Figura 16. Simbología eléctrica 2 86
Figura 17. Automatismo Electrónico 87
Figura 18. Estructura de Control 88
Figura 19. Aspecto físico del autómata ControlLogix 89
Figura 20. Logo RSLogix 5000 92
Figura 21. Logo RSLinx 93
Figura 22. Estructura del Software (Rutinas) 95
Figura 23. Configuración de los módulos del autómata ControlLogix 95
Figura 24. Dimensiones PanelView 550 96
Figura 25. Layout 1 HMI 98
Figura 26. Layout 2 HMI 98
9
-
Pág.
Figura 27. Entorno Panel Builder 99
Figura 28. Separator SC10 100
Figura 29. Separator SC10 100
Figura 30. Venturi 101
Figura 31. Panel de Control 102
Figura 32. Panel de Control Interno 102
Figura 33. Distribución del Cableado 1 103
Figura 34. Distribución del cableado 2 104
Figura 35. Autómata ControlLogix montado en el panel de control 104
Figura 36. Pantalla Menú Proceso Lavador Venturi (PV550) 105
Figura 37. Pantalla Monitoreo Proceso (PV550) 106
Figura 38. Pantalla Monitoreo Proceso 2 (PV550) 106
10
-
LISTA DE ANEXOS Pág.
Anexo 1. Vista Planta Instalación Lavador Venturi 114 Anexo 2. Layout Instalación Lavador Venturi 115 Anexo 3. Código fuente software control de proceso 116 Anexo 4. Paper 133
11
-
GLOSARIO
CONTROLLOGIX: Autómata programable (PLC) implementado en este proyecto. Manufacturado por Allen Bradlley. ESTRATEGIA DE CONTROL: Secuencia lógica de operación del proceso, es decir los pasos o secuencias que son necesarias para que funcione el Lavador Venturi. PANEL BUILDER: Software de Allen Bradlley; este permite la programación de las terminales operador o HMI. P&ID (Piping and Instrumentation Diagram): Diagramas de instrumentación y tubería. Se puede considerar como un mapa de los instrumentos que se encuentran instalados en un proceso.; Además brinda información detallada como puede ser la forma en que se encuentra instalado el instrumento, señales de control o alarmas que se deben implementar en un determinado proceso. Panel View: Terminal de operador. En este dispositivo el operario puede monitorear las variables del proceso. En este tipo de dispositivos es donde se implementa la interfaz hombre maquina o HMI. RSLOGIX 5000: Software de Allen Bradlley, utilizado para programar el autómata ControlLogix RSLINX: Software de Allen Bradlley. Este software permite la comunicación del autómata con el computador o con otros elementos que se encuentren en una red. VENTURI SCRUBBER: Lavador tipo Venturi. Producto diseñado específicamente para el control de la polución.
12
-
RESUMEN
En este documento se presenta los resultados del proceso de diseño del
sistema de control y visualización de un proceso Lavador Venturi. Se expone la
metodología de diseño implementada en el desarrollo de este proyecto.
Abordando temas de interés actual en el área de ingeniería como es la
ingeniería concurrente, algunas de las técnicas utilizadas para el control de la
polución del medio ambiente y la automatización de procesos industriales.
La automatización de procesos industriales es un área interesante puesto que
esta requiere conocimientos en diversas áreas como son la mecánica,
instrumentación control, electrónica y sistemas; lo cual se puede sintetizar
como sistemas Mecatrónicos.
Adicionalmente se presenta los componentes básicos y la metodología a seguir
cuando se trabaja en proyectos de automatización industrial con nivel de
complejidad medio.
13
-
INTRODUCCIÓN
El campo de la automatización industrial requiere un conocimiento multidisciplinar.
La instrumentación y el control forman pilares fundamentales en la evolución de
esta rama de la ingeniería.
Específicamente este trabajo se enfocará en la ingeniería de control de la
contaminación del aire, puesto que es de vital importancia mejorar los procesos
industriales que provocan perjuicios en el medio ambiente.
Figura 1. Polución
La contaminación del aire puede entenderse como la presencia de componentes
indeseables, si éste componente se encuentra en grandes cantidades es posible
que se produzcan efectos nocivos en la salud humana, la vegetación, los bienes
humanos y en general en el medio ambiente; además de presentar otras causas
como olores desagradables y concentraciones de aire de color oscuro llamado
esmog.
Actualmente existen reglamentaciones diseñadas por organizaciones encargadas
de controlar los problemas ambientales, una de las más importantes a nivel
14
-
mundial es la Agencia de Protección Ambiental (US Environmental Protection
Agency) (EPA), la cual prepara y publica recomendaciones detalladas que indican
cómo se deben aplicar éstas reglamentaciones.
En la actualidad se disponen de varias técnicas para el control de partículas que
son generadas en las actividades industriales.
Algunas máquinas diseñadas para este oficio son: Sedimentadotes de gravedad,
Separadores Centrífugos, Precipitadotes electroestáticos, Filtros Superficiales,
Filtros de profundidad Lavadores para el control de partículas.
Branch Environmental Corporation es una compañía ubicada en Somerville NJ dedicada al diseño y manufactura de productos para el cuidado del medio
ambiente, dentro de la compañía se destacan los siguientes:
Lavadores de gases o Wet Scrubbers, purificadores de agua o Air Strippers,
sistemas de Oxidación Térmica y catalítica.
Por lo general este tipo de proyectos se ejecutan en las siguientes áreas:
Recuperación de Terrenos Contaminados
Tratamiento de los gases de descarga de un purificador de agua o Air
Stripper, el cual es utilizado para la recuperación de las aguas de nivel
freático contaminadas.
Industrias en general que emitan partículas que puedan llegar a perjudicar
el medio ambiente.
15
-
Branch Environmental Corporation ha ganado una licitación para la empresa Basic American Foods; el proyecto consiste en el diseño y manufactura de un
Lavador Venturi, el cual será instalado para remover el SO2 y las partículas de los
gases de escape que son expulsadas por las calderas 1 y 2. Para mas detalle
sobre las instalaciones de las calderas en la planta consultar el anexo B
Considerando lo anterior, el tema central de este trabajo estará enfocado hacia el
diseño del sistema de control y el diseño del panel de control para el
funcionamiento de un Lavador tipo Venturi (Venturi Scrubber.)
16
-
1. DEFINICIÓN DEL PROBLEMA
1.1 PLANTEAMIENTO DEL PROBLEMA
La contaminación del aire es la presencia de material indeseable en él, en el
momento en que las cantidades del material contaminante superan el aire limpio,
con seguridad se producirán efectos nocivos en: el clima global, salud humana,
fauna, flora y en los bienes; otros aspectos perturbados a causa de la
contaminación del aire se pueden percibir en el aire brumoso oscuro denominado
“esmog” y en olores putrefactos.
Figura 2. Esmog
El mayor porcentaje de contaminación es generada por los propios humanos,
puesto que para tener desarrollo social y económico es necesario tener un medio
industrializado el cual contribuya al mejoramiento de la calidad de vida, por tal
motivo no es lógico eliminar la industria, por el contrario combatir el problema
ambiental para así tener un desarrollo sostenible en una comunidad.
Los óxidos de azufre y nitrógeno son contaminantes que se encuentran en todas
partes, teniendo muchas fuentes para mas detalle ver tabla 1. Este tipo de gases
son irritantes respiratorios que pueden causar graves daños en la salud. Además
17
-
este tipo de gases forman partículas secundarias en la atmósfera causando
problemas de visibilidad y lluvia ácida.
BAF (Basic American Foods) está convirtiendo las calderas 1 y 2 para quemar fuel
oil No 6 para lo cual EPA exige la instalación de un Venturi Scrubber para remover
el SO2 (Bióxido de azufre) y las partículas de los gases de escape.
La mayoría de combustibles utilizados por los humanos (combustóleo, carbón
mineral, gas natural, madera etc.) contienen algo de azufre, combustible como la
madera tienen muy poco (0.1% o menos), con respecto a los carbones minerales
tienen (0.5% 3%). En general los combustóleos poseen más azufre que la madera
pero menos que el carbón mineral.
Si se queman los combustibles, el azufre contenido en su mayor parte formará
bióxido de azufre
ecombustibl
SOOS 22 →+
18
-
Tabla 1. Estimaciones de emisiones
Fuente: NEVERS, Noel de. Ingeniería de Control De la Contaminación del Aire. México DF: McGraw – Hill, 1998. p. 5.
19
-
1.2 ANTECEDENTES
En la actualidad en nuestro país la automatización industrial está dando grandes
contribuciones a la reestructuración de las empresas, presentado un campo de
acción en diversos sectores económicos, por ejemplo podemos citar industrias del
sector farmacéutico, alimenticio, agrícola (ingenios azucareros), industria del
papel, petroquímico etc.
En la industria de hoy, se hace necesario disponer de la ayuda de instrumentos,
los cuales se han encargado de desarrollar y estandarizar los procesos; puesto
que éstos, si se realizaran con la intuición humana, no contaríamos con los
adelantos con los que gozamos hoy en día.
En los procesos industriales se hace necesario controlar y conservar magnitudes
que son de vital importancia en el buen desarrollo de un producto, podemos
nombrar algunas de las magnitudes que se involucran constantemente en la
industria de procesos: temperatura, presión, nivel, pH, velocidad, humedad,
conductividad etc. Con la ayuda de los instrumentos de medición y control se
pueden llegar a regular y mantener constantes dichas variables, las cuales
proporcionan condiciones más idóneas que las que podría llegar a realizar una
persona.
Con el desarrollo de la industria cada día se gana complejidad en los procesos y
se han podido fabricar productos, lo cual ha sido posible por la automatización
progresiva, esto gracias al aporte del control y la instrumentación.
20
-
La automatización se puede definir como el proceso de hacer que las máquinas
sigan un orden predeterminado de operaciones con poca o ninguna mano de obra,
utilizando dispositivos especializados que ejecutan y controlan los procesos de
manufactura. La evolución de la automatización se ha dado con la ayuda del
desarrollo de las computadoras, puesto que estos dispositivos son los encargados
de ejecutar las tareas de control y supervisón de los procesos.
Hoy en día el uso de computadores para el control automático son de fundamental
importancia para la infraestructura de una sociedad moderna.
Para describir el principal rol que juega un computador en el control de procesos,
se hace necesario primero definir que es un proceso. Un proceso físico es una
combinación de operaciones ejecutadas en un orden para realizar una acción, un
cambio de algo del mundo físico al mundo digital, por ejemplo movimiento,
reacciones químicas y transferencia de calor; son algunos de los procesos que se
involucran en esta ciencia.
En la universidad se han desarrollado varios proyectos de grado enfocados en el
área de la automatización, dentro de estos trabajos podemos citar: “Diseño y
Control de un Proceso de Fabricación Secuencial”, “Desarrollo de Software de
Control y Red de Comunicación Industrial para Unidad Separadora de Productos
Waterfall (cascada)”.
El primer trabajo citado se realiza para una empresa que se enfoca a desarrollar
motores eléctricos; el segundo trabajo se enfoca en el área embalaje de productos
alimenticios.
Estos trabajos son un claro ejemplo de los diversos campos de acción de la
automatización que han trabajado los estudiantes de Ingeniería Mecatrónica. Con
21
-
respecto al campo del control ambiental, específicamente en proyectos como un
lavador tipo Venturi, aun no se ha trabajado en la universidad. Por tal motivo es
interesante realizar el desarrollo de este trabajo, con el fin de diversificar aun más
el campo de acción de la ingeniería mecatrónica.
22
-
2. JUSTIFICACIÓN
Este proyecto se realiza con el fin de proteger el medioambiente, mitigando de
esta manera la polución causada por las partículas contaminantes que son
expulsadas por la caldera (Boiler) 1 y la caldera (Boiler) 2 que forman parte de las
instalaciones de la empresa Norte Americana Basic American Foods. Para mas detalle sobre las instalaciones de las calderas en la planta consultar el
anexo B
La empresa Branch Environmental Corp. Se ha dado a la tarea de solucionar este problema ambiental con el desarrollo de un lavador de gases tipo Venturi
(Venturi Scrubber).
La nueva tendencia a nivel global es el desarrollo de proyectos en modo
outsource; de esta forma la empresa no requiere profesionales en todas las áreas
del saber, con ello la empresa se concentrará específicamente en su área de
interés tecnológico; sin embargo, cuando uno de estos proyectos requiere
conocimientos en otro campo, se hace necesario la contratación de otra empresa
que brinde los servicios que se necesitan en dicha fase del proyecto.
En la concepción de un nuevo proyecto, desde su etapa inicial de desarrollo hasta
su etapa final de comercialización, pueden intervenir una serie de inconvenientes
que pueden llegar a afectar el proyecto durante el proceso, estos inconvenientes
son evidentes, por ejemplo, en la complejidad del producto, automatización del
proceso de fabricación, técnicos mas especializados además es posible que se
presenten problemas de comunicación y coordinación.
23
-
La ingeniería concurrente se presenta como una solución para eliminar las
adversidades que se mencionan anteriormente, esta ideología trata de mejorar la
organización empresarial, el trabajo en equipo y el aprovechamiento de las nuevas
tecnologías.
Básicamente la ingeniería concurrente se puede implementar creando un grupo de
trabajo multidisciplinar, de esta manera se logra trabajar en forma paralela un
proyecto, disminuyendo el tiempo de salida al mercado, un mayor control de
recursos y costos durante las diferentes etapas del desarrollo del producto.
Por otro lado se puede considerar la ingeniería concurrente como una evolución
natural del proceso de diseño en ingeniería, aprovechando las nuevas
herramientas que nos brinda el entorno en nuestros días, incrementando de esta
manera el desarrollo profesional de cada individuo.
Una de las nuevas metas que se ha trazado la universidad es la
internacionalización de sus profesionales y crear uno que sea capaz de
desenvolverse adecuadamente en cualquier parte del mundo, es de vital
trascendencia, puesto que la globalización esta siendo cada vez mayor.
Para los profesionales de ingeniería mecatrónica de la UAO, es un paso
importante en la generación de profesionales con perspectivas en su campo de
acción a nivel global, permitiendo visualizar qué en un futuro puede ser posible la
concepción de una empresa que preste servicios de ingeniería a las diferentes
necesidades del mercado.
24
-
3. OBJETIVOS
3.1 OBJETIVO GENERAL
Desarrollar un sistema de control y visualización de un Lavador de
gases tipo Venturi (Venturi Scrubber) con base a las necesidades y
especificaciones que otorga el cliente.
3.2 OBJETIVOS ESPECÍFICOS Comprender el funcionamiento de un Lavador Venturi (Venturi Scrubber)
Reconocer la importancia de interpretar las diferentes normas que se
involucran en un proyecto de ingeniería.
Reconocer la simbología utilizada en la identificación de instrumentos.
Comprender cómo los símbolos de instrumentación describen la forma
en que se encuentran instalados en campo.
Reconocer la trascendencia de la utilización de un proceso de diseño
concurrente. Elaborar planos y documentación.
Emplear métodos para interpretar y traducir las necesidades del cliente
en especificaciones técnicas.
Investigar e implementar estrategias de control.
25
-
4. MARCO TEÓRICO
Para el control de la contaminación del aire existen muchas técnicas, dentro de
estas se pueden citar los lavadores de gases húmedos, los cuales se utilizan
dependiendo de las especificaciones de cada proyecto.
Los más utilizados se pueden clasificar en:
• Lavador de Gases húmedo tipo Torre
• Lavador de Gases húmedo tipo Venturi
• Lavador de Gases húmedo tipo Jet
4.1 LAVADORES HÚMEDOS: Un lavador Venturi es un conducto con una entrada convergente corta y una salida
divergente más larga. Esta forma permite que el gas se acelere para alcanzar una
gran velocidad en la sección más estrecha (garganta) pero hace que vuelva a su
velocidad normal de conducto sin excesivas pérdidas de carga. El agua es
inyectada en la garganta a través de toberas o aberturas muy primitivas difíciles
de obturar. La gran diferencia entre las velocidades del agua y del gas rompe el
agua en una nube de finas gotículas, que no corren tan deprisa como las
partículas de aerosol del gas. Las partículas, en consecuencia, colisionan y se
combinan con las gotículas de agua para ser eliminadas por un ciclón u otro
lavador de menor potencia. Las penetraciones pueden ser muy bajas en los
lavadores Venturi y la fiabilidad alta. Aunque a costa del elevado consumo de
energía.
26
-
4.1.1 Lavador de gases húmedo tipo torre. Básicamente este tipo de Lavadores es utilizado para absorber gases, en este diseño el gas ingresa por la parte inferior
del lavador y su salida se encuentra en la parte superior. El compuesto que se
encarga de limpiar es atomizado sobre la superficie de contacto, seguidamente es
drenada por gravedad para volver a ser a recirculada. Un dato relevante en este
diseño, es que entre más distancia separe la superficie de contacto, más largo es
el tiempo de contacto entre el gas y el compuesto liquido aumentado de esta
forma los porcentajes de eficiencia.
Algunos de los beneficios de este diseño son:
Alta eficiencia en la absorción de gases y vapores.
Eficiencia de recolección de partículas 98% en partículas de 5 micras o
mayores.
La alta eficiencia es alcanzada con bajas caídas de presión.
Pueden trabajar con altas temperaturas y con temperaturas oscilantes.
27
-
Figura 3. Funcionamiento de un Lavador de Gases húmedo tipo Torre
28
-
4.1.2 Lavador de gases húmedo tipo Venturi. Un lavador de gases tipo Venturi se puede utilizar para remover polvo muy fino, niebla, aunque también puede
emplearse para remover gases y rocío. El gas que se desea lavar ingresa al
Venturi incrementando de esta manera su velocidad; el compuesto limpiador es
atomizado antes de la garganta del Venturi, formando gotas de un tamaño muy
pequeño, entrando en contacto con las partículas que se desean remover.
La presión de caída de la garganta del Venturi es una medida necesaria que se
utiliza para atomizar el líquido lavador en el gas y así ejecutar la operación de
limpieza; con altas caídas de presión hay una mayor eficiencia en la absorción del
gas.
Regularmente la garganta del Venturi se puede ajustar manual o
automáticamente, con el fin de aumentar o disminuir la velocidad del flujo de aire
con que ingresa el gas al sistema, siendo este un detalle importante dependiendo
del proceso que se está manejando.
Algunas de las ventajas son:
Simple y fácil ajuste de la garganta lo cual permite dar un set-point en la
presión, para lograr una máxima eficiencia.
Puede emplear una alta concentración de mezclas en el líquido lavador.
Mayor eficiencia en la captura de partículas ultra-finas que cualquier otro
tipo de método de limpieza de gases.
29
-
Figura 4. Funcionamiento de un Lavador de Gases húmedo tipo Venturi
30
-
Figura 5. Principio funcionamiento Lavador Venturi
31
-
4.1.3 Lavador de gases húmedo tipo jet. Este modelo es una modificación de los lavadores de gases tipo Venturi, su principal ventaja en el diseño es que no
necesitan un ventilador para la operación de lavado del gas, por tal motivo se hace
imprescindible el diseño adecuado del “Tiro “. Este tipo de diseño hace uso de
grandes cantidades de líquido que se hacen necesarias en algunas aplicaciones,
específicamente en sistemas de emergencia.
Figura 6. Lavador de Gases Tipo Jet
4.1.4 Lavadores de lecho compacto. En estos lavadores el gas pasa por lechos de materiales de relleno (bolas), anillos, guijarros, chapas de choque o fibras, que
se irrigan continuamente por un atomizador líquido. Las partículas son capturadas
por impacto tanto en los materiales de relleno como en las gotas del líquido de
irrigación y son eliminadas de forma continua arrastradas por el líquido. El liquido
es filtrado de fuera y recirculado.
32
-
4.1.5 Lavadores de boquilla sumergida. En este equipo, el contacto liquido-partícula tiene lugar como una cascada invertida formada en un paso sinuoso
medio sumergido. El equipo no tiene ni boquillas de pulverización ni filtros líquidos
a mantener; el polvo recogido se coloca en un depósito de líquidos, desde donde
es eliminado periódicamente por raspado. Otra versión incorpora un inyector
sumergido.
33
-
5. METODOLOGÍA
Para el desarrollo del proyecto se trabajará con base en las necesidades
del cliente, aplicando la ingeniería concurrente, puesto que la ejecución del
proyecto lo exige así.
Se analizará la instrumentación diseñada para este proyecto.
Con el propósito de conocer cómo funciona ésta máquina se analizarán los
sensores y actuadores que componen el sistema.
Elaborar una lista detallada de los materiales requeridos para la el diseño e
implementación del proyecto
Elaborar el diseño del panel de control
Elaborar los respectivos diagramas eléctricos del panel de control.
En el momento que se haya entendido el funcionamiento del proceso, se
procederá a estudiar la estrategia de control, la cual es diseñada por el
departamento de ingeniería de la compañía.
Una vez comprendido lo anterior será necesario prepararse en el respectivo
software que será implementado en el proyecto.
En la siguiente etapa del proyecto se hace necesario esperar la aprobación
del cliente, en ese momento se iniciará el desarrollo del HMI del proceso.
Realizar pruebas del correcto funcionamiento del programa elaborado antes
de acoplar el panel de control al lavador de gases tipo Venturi.
Elaborar el respectivo documento final del proyecto.
34
-
6. BRANCH ENVIRONMENTAL CORP.
6.1 HISTORIA Es una compañía ampliamente conocida y respetada dentro del mercado para el
control de la polución del aire. La empresa opera con un mercado laboral a nivel
mundial. .
La compañía esta operando desde 1988 suministrando servicios de ingeniería y
equipos para el control de la contaminación del aire.
6.2 PRODUCTOS Branch Environmental Corporation es experta en la absorción y adhesión de:
Compuestos de Carbono Volátiles (Hidrocarburos o también llamados
VOC´s)
Gases contaminantes emitidos por la combustión en los incineradores.
35
-
Además la empresa desarrolla tecnologías tales como:
Sistemas de enfriamiento para tratamientos de gases contaminantes.
Sistemas para remoción de partículas gaseosas contaminantes.
Sistemas para tratamientos de aguas del nivel freático contaminadas
por hidrocarburos
Sistemas de instrumentación y medición química.
Sistemas de oxidación térmica o catalítica.
Purificadores de Agua o Air Stripper
Sistema para el control de olores para plantas de tratamiento de
agua
Además es importante destacar el desarrollo de todo tipo de lavadores de gases y
partículas químicas (Scrubbers) los cuales tienen variaciones dependiendo del tipo
de compuesto químico que debe ser removido.
Además se cuenta con la experiencia en el diseño de sistemas completos para
aplicaciones tales como NOx, amoniaco (NH3), oxido de etileno (CH2CHCH2) HCl,
SO2, sistemas de emergencia para el cloro.
Lavador de gases húmedo para incineradores
Lavador de gases húmedo para eliminar gotas en aerosol
Lavador de gases húmedo para dióxido sulfúrico
Lavador de gases húmedo para humos metalúrgicos
Lavador de gases húmedo para incineradores de desperdicio de alto
riesgo
Lavador de gases húmedo para reactores
Lavador de gases húmedo para remover aceite en aerosol
Lavador de gases húmedo para remover sal en aerosol
36
-
Lavador de gases húmedo para incineradores de desperdicio
hospitalario
Lavador de gases húmedo para tanques de almacenamiento de ácido
clorhídrico
Lavador de gases húmedo para remover roció de soda cáustica
37
-
7. DISEÑO SISTEMA DE CONTROL Y VISUALIZACIÓN DEL LAVADOR TIPO VENTURI
Este proyecto es un ítem de un proyecto mayor denominado “Wet Caustic Venturi
Scrubber System”. Este sistema fue diseñado para la empresa Basic American
Foods ubicada en Idaho USA que hace parte de Carbo-Tech Environmental Group
Inc.
38
-
En general el lavador Venturi consta de las siguientes partes:
Tabla 2. Partes Lavador Venturi
ITEM PARTE CANTIDAD
1 Separador 96 (316SS) 1
2 Venturi 48x48 (316SS) 1
3 Spray Nozzle (316SS) 2
4 Vessel gaskets & hardware
5 Mist eliminator (316LSS) 1
6 Recycle puma 1
7 Fan 1
8 Control panel with AB-CL remote rack 1
9 Panel View 550 1
10 Air Flow sensor-Eldridge 1
11 Temperature Sensors (RTD) 2
12 Yokogawa-level Transmitter 1
13 Yokogawa-pH Transmitter 1
14 Yokogawa-pH electrode 1
15 Yokogawa-DP transmitter 1
16 Caustic tank 4100Gl HDLPE 1
17 Metering pump-Pulsafeeder 1
18 Damper-butterfly 1
19 Rotometer 1
20 gauge w/ guard 1
21 Liquid flow sensor Metalex 1
22 Insert fitting for liquid flow sensor 1
23 Liquid flow transmitter 1
24 Caustic tank level transmitter 1
39
-
7.1 CARACTERÍSTICAS GENERALES
El diseño de construcción se baso en el código ASME sección VIII División 1
ESPECIFICACIONES DE LOS COMPONENTES DEL SISTEMA Modelo No 48x48-96HE
VENTURI Tabla 3. Características del Venturi
Entrada Gas: 48´´
Salida Gas:
48´´
Entrada del liquido:
3´´
Espesor Lamina: 0.1875
40
-
7.2 CONDICIONES DE OPERACIÓN DEL VENTURI Tabla 4. Condiciones de operación del Venturi
Rata de capacidad en la entrada del
gas:
35777 ACFM
Temperatura del gas de entrada:
300 ºF
Presión del gas de entrada:
Atmosférica (12.5 PSIA)
Composición del gas
Especificación del gas por cada chimenea
Rata de entrada del liquido:
358 GPM
Presión en el liquido de entrada:
22 PSIG
Composición del liquido:
Solución cáustica recirculada
pH aproximado:
8-8.5
Temperatura del Liquido
120ºF
Presión de caída a través del Lavador
Diseño 15´´ WG
DATOS DE FUNCIONAMIENTO
• 75% se garantiza en la eficiencia de remoción de SO2
• 70% se garantiza en la emisión de partículas
41
-
7.3 ELEMETOS E INSTRUMENCION DEL LAVADOR VETURI DIVISOR (SEPARATOR) Un (1) soportando el Venturi
Material de construcción del separador: 316SS
Dimensiones: Diámetro interno: 8´
Espesor: 0.1875´´
Máximo nivel del líquido: 3´
Mínimo nivel del líquido: 18´´
Capacidad 1120 Galones
Diseño: Presión de diseño: 20´´ WC @ 140ºF
Carga de Viento: 90MPH
Zona Sísmica: 3
MIST ELIMINATOR 1 “mist eliminator ” Estilo veleta 625-6
Diámetro: 96´´
Espesor: 8´´
Material de malla: 316LSS
Segmentos: 14 piezas
42
-
BOQUILLA PARA ATOMIZAR (SPRAY NOZZLE) 1 BETE spray Nozzle NF275090 90º conexión macho
Diámetro: 2.5´´
Material Spray nozzle: 316SS
Flujo Spray Nozzle: 200GPM @ 22 PSIG
GASKETS Pequeñas conexiones de teflón sobre las conexiones G y F
HARDWARE Acero inoxidable
BOMBA DE RECIRCULACION:
Modelo 811
Dimensiones: 4x3-8G A70
Magnitud de Succión: 4´´
Magnitud de Descarga: 3´´
Flujo: 400 GPM @86´TDH
Driver: 20HP,3500 RPM, 3/60/230-460VAC 256T TEFC
VENTILADOR
Modelo: Daltec DRT-330 SR.53 25K, CW-UB
Flujo: 31500 CFM @ 20 ´´WG @135ºF@4500´ASL
Velocidad rotacion: 2744 RPM
Driver: 200HP, 1800RPM, 3/60/460 447T TEFC
43
-
PANEL DE CONTROL Referencia: SCE-36HS3112LP
Altura: 36´´
Ancho: 31,38´´
Profundidad: 12´´
Evaluación NEMA: 4
SENSOR DE FLUJO DE AIRE
Modelo: Eldridge 9840MP
Estilo: Inserción FAT
Calibración: 40000 ACFM @ 300ºF, 12.5 PSIA & ducto de 48´´
Entrada de poder: 12-36 VDC
Señal de Salida: 4-20 mA
Display: Lectura local con display digital
Evaluación: NEMA 4
RTD Pyromation con Termo well & Transmisor
Platino 100 ohm
RTD de 3 hilos de conexión
Termo well en 316SS,2´´ 150 # Flange RF revestido de teflón
Conexión en cabeza en molde de aluminio, con rosca en tapa
Transmisor de 4-20mA montado en la cabeza
44
-
TRANSMISOR DE NIVEL
Modelo: Yokogawa EJA210A-EMSA1E4B-92EM-FF1-D1
Conexión: 3” 150#RF 304SS
Diafragma: Flush in 316SS
Conexión parte baja: 0.5” FNPT
Material del cuerpo: 316LSS
O-ring material: TEFLON
Span: 0-400”WC
Salida: 4-20 mA
Alimentación: 24VDC
Exactitud: +/-0.075% of span
Display: Integral LCD
Clase Electrica: Class 1 Groups B, C, D Div 1
TRANSMISOR PH Modelo: Yokogawa PH202G-U-E/U/Q two wire pH/ORP transmitter
Evaluación: NEMA 4X
Montaje: Universal panel, pipe or wall
Display: High resolution alpha numeric LCD
Entrada: pH, reference, liquid earth, temperature
Salida Análoga: 4-20 mA
Alimentación: 24VDC
ELECTRODO pH Modelo: Yokogawa FU20-05-T1-NPT
Conexión: 0.75” MNPT
45
-
Material: Glass filled Ryton
Diseño: Glass pH bulb, double junction reference, PRTD
Sensor de Temperatura: PT1000
Longitud del cable: 16ft
TRANSMISOR PRESION DIFERENCIAL Modelo: Yokogawa EJA110A-ELS4B-92EB/FF1/D1
Conexión: 0.5” FNPT
Material: 316LSS
Material Diafragma: Hastelloy C
O-ring material: TEFLON
Span: 0-40”WC
Exactitud: +/-0.075% of span
Señal Salida: 4-20mA
Alimentacion: 24VDC
Display: Integral LCD
Montaje: SS flat type for 2” pipe
ELIMINADOR DE ROCIO (MIST ELIMINATOR) Style vane: 625-6
Diámetro Nominal: 96”
Vane alloy: 316SS
Man way size: 24”
Numero fr secciones: 14
Peso: 753#
46
-
TANQUE CAUSTICO Capacidad: 4100 Gallon vertical storage tank
Material de construcción: HDLPE
Man way: 18”
Parte superior y lateral aislada con 2çç de espuma de poliruletano
Sistema de mantenimiento
Escalera anexada al tanque construida en acero
Top & lateral shell insulated with 2” polyurethane foam
Heat maintenance system
Ladder attachment & steel ladder
BOMBA DE MEDICION (METERING PUMP) Modelo: Pulsafeeder mechanical Shadow 55BF
Rata capacidad: 134GPH
Rata de Presión: 75PSIG
Tamaño del pistón: 140mm
Distancia del golpe: 5mm
Rata de golpe: 140SPM
Succión: 1.5”MNPT
Descarga: 1.0”FNPT
Material Válvula: 316SS
Empaque de la Junta: PTFE
Diafragma: composite TFE faced elastomer
Drive: .75HP, 1725RPM, 208-230/460VAC, 60Hz, 3 phase
47
-
DAMPER MARIPOSA
Modelo: AWV VC-564-710
Dimensiones: 42”diameter, 10x2x0.1875 rolled 316LSS channel
Aspa: Espesor 0.25” 316LSS welded to axle
Eje: diametro1.25” 316SS
Cojinetes: Re-lubricable ball
Stops: full perimeter bar seal/stop
Finish: mill on SS one coat AWV standard primer on any CS
Actuador: radius pneumatic AD020A double acting for 80PSI
with two speed control valves and RX-1000 positioner for 4-
20mA input
ROTAMETRO Modelo: King 7310 series 73112210-53W
Tubo Medición: molded polysulfone 0.6-6GPM
Material Acoplamiento: 316SS 0.75” FNPT
Material Flotador: 316LSS
O-ring material: EPR
Case: 304SS
Escala: 5” direct reading
Exactitud: +/-3% of full scale flow
Temperatura Max: 200°F
Presión Max: 200PSIG
Temperatura Ambiente: 33°F to 125°F
48
-
GALGA EXTENSIOMETRICA Modelo: Ashcroft 0-60PSIG
Display: Direct reading 4.5” diameter
Gauge guard 1” 150#RF flange with TEFLON diaphragm
SENSOR DE FLUJO LÍQUIDO Y ACOPLAMIENTO
Modelo: Signet Metalex paddlewheel P525-2
Material: 316SS
Rango de la rata de flujo: 1.6 to 20 ft/s
Longitud del cable: 25ft
Acoplamiento: Metalex weld-on mini-tap P526-2060
TRANSMISOR FLUJO LÍQUIDO Modelo: Signet 3-8550-2P
Evaluación: NEMA 4X front
Display: LCD
Alimentación: 12 a 24VDC
Señal Salida: 4-20mA aislada
TRANSMISOR NIVEL DEL TANQUE CAUSTICO Modelo: Flow-line LA20-5001
Rango: 0.5’ to 12’
Exactitud: +/-0.25%
Indicación LED: power and fail-safety
Alimentación: 12-36VDC
49
-
Señal Salida: 4-20mA, two wire
Temperatura del Proceso: -40°F to 140°F
Evaluación: NEMA 4X
Material: PP
Montaje: 2” MNPT
Entrada del conducto: single 0.5”NPT
Clasificación: propósito general
50
-
7.4 FUNCIONAMIENTO DEL SISTEMA
El lavador Venturi utiliza alta velocidad del gas para atomizar el líquido. La alta
velocidad en la garganta del Venturi permite mezclar el gas y el líquido, el
resultado es capturar las partículas de polvo que se encuentran por debajo de
dimensiones del submicron.
Básicamente el control lavador de gases húmedo tipo Venturi depende del diseño
de la estrategia de control. El panel de control se ha diseñado con dos modos de
operación manual y automática.
En modo automático el lavador Venturi inicia basándose en la entrada de una
señal externa que puede ser generada por las calderas durante el proceso de
arranque.
En modo manual algunos componentes como la Bomba de recirculación y el
Ventilador del Lavador Venturi pueden ser operados independientemente para
rutinas de mantenimiento.
En el momento de culminar el ensamble del sistema, es recomendable revisar las
conexiones eléctricas, también se debe corroborar que los dispositivos de control
de flujo de gas se encuentren en una apropiada posición.
En el momento de la instalación y el arranque del sistema es muy importante
revisar la orientación de las toberas que rocían el liquido (liquid spray nozzles)
51
-
7.5 ESTABLECIMIENTO E INTERPRETACIÓN DE LAS NECESIDADES
En el momento de iniciar las identificación de las necesidades el cliente BRANCH ENVIROMENTAL CORP. Otorgó ciertas características del proceso, las cuales tenían una enorme importancia para el desarrollo del proyecto.
52
-
Tabla 5. Establecimiento e interpretación de las necesidades
PLANTEAMIENTO DEL CLIENTE PLANTEAMIENTO DE LAS NECESIDADES
Deseo que este tipo de proyectos se manejen
bajo estándares como NEC, ISA, NEMA
Implementar en el diseño bajo estándares
como NEC, ISA, NEMA
Deseo tener un layout del panel de control
Diseñar el panel de control el cual permita
observar la distribución de los elementos
eléctricos
Deseo tener los diagramas eléctricos del proceso
Diseñar los diagramas eléctricos bajo
estándares establecidos por el cliente.
El lavador Venturi debe trabajar en los siguientes
modos Manual, Apagado & Auto Implementar una lógica control que pueda
manipular lavador en modo Manual, Apagado
& Auto
El lavador debe tener un botón de paro de
emergencia
Implementar la lógica correspondiente que
permita detener el proceso en el momento en
que se accione el paro de emergencia
El lavador Venturi arranca primero y después
arrancan las calderas (boiler)
Implementar un sistema lógico de arranque
del proceso
Las calderas (boilers) deben ser aisladas para
prevenir la condición de vacío en la cámara de
combustión
Implementar un sistema lógico que permita
aislar las calderas para prevenir la condición
de vacío en la cámara de combustión
Puesto que el Ventilador (Fan) se encuentra al
final del proceso, este genera vació en el
proceso. Los boíles no están diseñados para
trabajar en vació.
Implementar un sistema lógico el cual
permita aislar las calderas del ventilador
(FAN)
Deseo observar las variables del proceso. Diseñar una aplicación que permita visualizar
las variables del proceso.
53
-
Tabla 6. Jerarquía de las necesidades
# ITEM NECESIDADES IMP
1 Implementar en el diseño bajo estándares como NEC, ISA, NEMA
4
2 Diseñar el panel de control el cual permita observar la distribución de los elementos
eléctricos
4
3 Diseñar los diagramas eléctricos bajo estándares establecidos por el cliente.
5
4 Implementar una lógica control que pueda manipular lavador en modo Manual,
Apagado & Auto
5
5 Implementar un sistema lógico de arranque del proceso
5
6 Implementar la lógica correspondiente que permita detener el proceso en el momento
en que se accione el paro de emergencia
5
7 Implementar un sistema lógico que permita aislar las calderas para prevenir la
condición de vacío en la cámara de
combustión
5
8 Implementar un sistema lógico el cual permita aislar las calderas del ventilador
(FAN)
5
9 Diseñar una aplicación que permita visualizar las variables del proceso.
4
Debido a que el proyecto se trabajó bajo la modalidad de ingeniería concurrente,
el departamento de diseño otorgó los set-points de los instrumentos que hacían
54
-
parte del lavador Venturi, junto con su respectiva estrategia de control con la cual
se especificaba las necesidades del cliente, algunas de esas necesidades debían
ser traducidas a un algoritmo de control.
55
-
7.6 DISEÑO DETALLADO ESTRATEGIA DE CONTROL DEL PROCESO LAVADOR HÚMEDO CÁUSTICO
TIPO VENTURI
Proceso: Sistema Lavador Cáustico Húmedo Tipo Venturi.
Descripción del Proceso: Lavador Venturi se ha diseñado para cumplir con los nuevos estándares exigidos por EPA para las calderas 1
y 2 de 13,335 y 22,442 ACFM WB (wet bulb) @ 300 ºF respectivamente.
El lavador Venturi manipulará un rango de operación de 3,577 a 35,777
ACFM en 300ºF.
Lista de Instrumentos utilizados para el control de proceso. Flujo de gas Chimenea. Flujo Líquido. pH. Temperatura del líquido del Sumidero. Nivel del Sumidero. Presión Diferencial Temperatura del Aire. Nivel Cáustico.
56
-
FUNCIÓN DE LA INSTRUMENTACIÓN
El flujo del gas de la chimenea es medida por el instrumento AFE1001 el cual es localizado en la salida del lavador tipo Venturi. El lavador tipo
Venturi ha sido diseñado para un máximo flujo de 35,7777 ACFM sin
embargo durante el proceso la chimenea de las calderas pueden sufrir
caídas hasta de un mínimo de 3,577 ACFM lo cual es una caída de 10:1
pero desafortunadamente el lavador tipo Venturi únicamente puede
manipular una caída máxima de 3:1. Para resolver este problema se hace
necesario compensar el flujo de gas por medio del instrumento FCV1001
El flujo del líquido es medido por el instrumento FE1001. Este instrumento es utilizado para fijar el flujo del liquido en 358 GPM.
El pH es medido por el instrumento AEpH1001 y es utilizado para controlar el nivel de pH del líquido del proceso. El rango del pH es de 8.0 hasta 8.5.
Esta señal es utilizada para controlar la velocidad de la bomba 1002.
La temperatura del líquido del sumidero es medida por el instrumento TE1001 y debe de estar en el rango de 50 º F a 180 º F.
El nivel del sumidero es medido por LT1001 y es utilizado para proteger la bomba de recirculación y de este modo evitar inundamiento en el
separador.
57
-
Presión diferencial a través del lavador Venturi es requerida para verificar la caída de presión en el lavador Venturi. Esta acción se realiza con el
instrumento DPT1001
La temperatura del gas en la chimenea es medida por TE1002 y es utilizada para verificar las condiciones del proceso y el Arranque en frió.
El instrumento LT1002 es localizado en la parte superior del tanque químico y es utilizado para reabastecer la entrada del químico. Este instrumento tiene
un rango de operación de 0.5´ hasta 12´ lo cual significa que cuando la barra
es 12´ de longitud la salida del instrumento es 4mA y cuando la barra es 0.5´
de longitud la salida del instrumento es 20mA. Por lo tanto cuando el tanque
esta vació la salida es 4mA y cuando el tanque esta lleno la salida es 20mA.
Estrategia del proceso. El lavador Venturi tiene un panel de control local.
Este panel de control tiene un Rack remoto el cual estará en comunicación
directa via Ethernet con un PLC Control Logix situado en una localización
remota. El PLC Control Logix estará conectado a una Panel View con el fin
de mostrar las variables del proceso. El panel de control del lavador húmedo
tipo Venturi tendrá un selector de tres posiciones (Manual, Apagado &Auto).
En selector en posición manual se utiliza para rutinas de mantenimiento
donde se hace necesario encender con los pulsadores on / off la bomba de recirculación, bomba medición controlada (metering pump) o el ventilador.
En posición automática la localización remota tiene el control total sobre
todo el proceso.
58
-
La secuencia para iniciar el sistema en posición automática es la siguiente:
Presionar el pulsador de inicio del sistema (situado en la localización remota).
Verificar el valor de la temperatura del instrumento TE1002 para determinar
la condición de arranque del sistema: Frio (Cold) o Normal. Si el instrumento TE1002 indica una temperatura inferior a 100º F setear el
flujo de gas para iniciar bajo el modo Frió (Cold). Para iniciar en condición Frió (Cold) el set point para el flujo de gas es 60%
de el flujo máximo- Esto es 21466 ACFM La caldera suministrará al panel de control dos entradas digitales (Closed
limit switch on) confirmando que los Dampers de aislamiento #1 y #2 dos de
las dos calderas están cerrados. Verificar que el nivel del sumidero está en nivel alto.
Verificar que la temperatura del sumidero este por encima de 50º F y este
por debajo de 180º F. Si la lectura del nivel del líquido y de la temperatura están en el rango,
iniciar la bomba de recirculación automáticamente. Verificar que el nivel cáustico este por encima del nivel mínimo; el pH este
entre 8.0 a 8.5 y el flujo del líquido sea 358 GPM. Abrir el Damper al 50% instrumento identificado como FCV1001.
59
-
El ventilador inicia automáticamente.
Verificar la lectura del flujo de gas de la chimenea este acorde con el
respectivo Set-point de la condición de operación.
Compensar el flujo de gas de la chimenea utilizando en instrumento
FCV1001
Si la lectura del instrumento TE1002 esta por encima de 100º F setear el
flujo de gas para condición de inicio Normal.
Para la condición de inicio Normal el Set-point para el flujo de gas debe ser
80 % del máximo flujo. Esto es 28621 ACFM.
La caldera suministrará al panel de control dos entradas digitales (Closed
limit switch on) confirmando que los Dampers de aislamiento #1 y #2 dos de
las dos calderas están abiertos.
Verificar el nivel del sumidero este en el nivel máximo.
Verificar que la temperatura del sumidero este por encima de 50º F y por
debajo de 180º F.
Si la lectura del nivel del líquido y de la temperatura están en el rango, iniciar
la bomba de recirculación automáticamente.
Verificar el nivel cáustico este por encima del nivel mínimo, el pH este entre
8.0 a y el flujo del líquido sea 358 GPM
60
-
Abrir el Damper al 50% instrumento identificado como FCV1001.
El ventilador inicia automáticamente.
Verificar la lectura del flujo de gas de la chimenea este acorde con el
respectivo Set-point de la condición de operación.
Compensar el flujo de gas de la chimenea utilizando en instrumento
FCV1001.
Set-points para el instrumento LT1001
Position Depth (in) LT1001 Output (mA) minimum 0 4 Lo-Lo 5.75 6.55 Lo 11.5 9.11 Hi 17.25 11.66 Max 23 14.22 36 20
El nivel del Lavador debe ser mantenido en posición Alta. Si el nivel está por
debajo de Lo-Lo la alarma de bajo nivel debe ser activada. Si el nivel
sobrepasa la posición máxima la alarma de Alto Nivel debe ser activada. La
salida del transmisor es lineal.
61
-
Set-Points para el instrumento LCV1001
Level position LTC output mA LCV1001 input (mA) % Opening minimum 4 4 100
Lo-Lo 8 8 75
Lo 12 12 50
Hi 16 16 25
Max 20 20 0
Set-Points para el instrumento TE1001.
Sump liquid temperature (°F) TT1001 output mA
0 4
60 6.4
120 8.8
200 12
300 16
400 20
La temperatura del Lavador debe ser mantenida bajo condiciones de operación
normal, puede ser 120º. Si la temperatura del líquido se incrementa por encima
de 180º F la alarma de alta temperatura debe ser activada. La salida del
transmisor de la RTD es lineal.
62
-
Set-Points para el instrumento AEpH1001
Liquid flow (GPM) FT1001 output mA
0 4
200 5.88
358 7.36
400 7.76
800 11.52
1200 15.29
1700 20
La solución del Lavador debe mantener su pH entre 8.0 y 8.5. Si el pH
sobrepasa 8.5, la alarma de Alto pH debe ser activada. Si el pH desciende los
8.0, la alarma de Bajo pH debe ser Activado. La salida del pH es Linear.
Set-Points para el instrumento FE1001.
Liquid pH AIT1001 output mA
0 4
4.5 9.14
8.0 13.14
8.5 13.71
9.5 14.85
12.5 18.28
14 20
El diseño del flujo del líquido es 358 GPM. Si el flujo del líquido sobrepasa los
400 GPM, la alarma de Alto Flujo de Líquido debe ser activada, si el nivel de
63
-
flujo de líquido Desciende a 200 GPM, la alarma de Bajo Flujo de Liquido debe
ser activada. La salida del transmisor de Flujo es lineal.
Set-Points para el instrumento DPT1001
Venturi DP “WC DPT1001 output mA
0 4
2.5 5
5 6
10 8
15 10
20 12
30 16
40 20
La presión diferencial de Lavador bajo condiciones normales de operación
puede ser 15´´WC. Si la presión diferencial desciende a 5´´WC la alarma de
baja PD debe ser activada. La salida del transmisor PD (presión diferencial) es
lineal.
Set-Points para el instrumento TE1002
Gas outlet temperature (°F) TT1002 output mA
0 4
60 6.4
120 8.8
140 9.6
200 12
300 16
400 20
64
-
La temperatura de salida del gas bajo condiciones normales de operación
puede ser 140ºF si la temperatura de salida del gas sobrepasa los 230º F la
alarma de alta temperatura deber ser activada. La salida del transmisor de la
RTD es lineal.
Set-Points para la Bomba PU1002
Liquid pH VFD1002 input mA VFD1002 RPM PU1002 flow (GPH)
0 4 1800 134
4.5 9.14 1221.75 90.95
8.0 13.14 771.75 57.45
8.5 13.71 707.62 52.67
9.5 14.85 579.37 43.13
12.5 18.28 193.5 14.4
14 20 0 0
Set-Points para el instrumento LT1002
Level Beam length LT1002 output mA
12’ 4
Empty 10.64’ 5.89
Minimum 7.64 10.06
Low 5.26 13.37
High 2.88 16.68
Full 0.5 20
65
-
El tanque de NaOH debe ser reabastecido periódicamente cada vez que el
nivel se esté aproximando al nivel mínimo, la alarma de nivel debe ser
activada.
Durante el proceso de reabastecimiento si el nivel sobrepasa la posición
máxima, la alarma de Llenado máximo debe ser activada. La salida del
transmisor de nivel es lineal.
set-Points para AEF1001
El estándar de fábrica del Damper FCV1001 es:
Damper position Positioner input mA
Closed 4
Open 20
Flue gas flow ACFM AFT1001Output mA
0 4
3500 5.4
7000 6.8
10000 8
15000 10
21466 12.58
25000 14
28621 15.44
30000 16
35000 18
40000 20
66
-
En condición de arranque en Frío (Cold) el Damper (FCV1001) es abierto al
50%. Si el flujo del gas está por debajo de 21466 ACFM, el Damper debe de
abrir para incrementar el flujo hasta alcanzar el Set-Point, de ésta manera la
entrada del posicionador se incrementará en pasos de a 2mA. Si el flujo de
gas está por encima de 21466 ACFM realizar la acción contraria.
En condición de arranque Normal el Damper (FCV1001) es abierto al 50%. Si
el flujo del gas está por debajo de 28621 ACFM, el Damper debe abrir para
incrementar el flujo hasta alcanzar el Set-Point, de ésta manera la entrada del
posicionador se incrementará en pasos de 2mA. Si el flujo del gas está por
encima de 28621 ACFM El Damper deberá cerrarse totalmente.
67
-
Figura 7. Diagrama P&ID del proceso
68
-
7.7 DIAGRAMA DE INSTRUMENTACIÓN Y TUBERIA O P&ID Un diagrama de instrumentación es un mapa esencial de un proceso, puede
suministrar una vista general de todo el proceso. Los diagramas de
instrumentación tienen la función de identificar cada uno de los instrumentos que
hacen parte del proceso, sus funciones y la relación con otros componentes del
sistema. Estos diagramas también son denominados Diagramas de
instrumentación y tubería o P&ID
7.7.1 Identificación de la función de los símbolos de instrumentación. Los símbolos de instrumentación, como círculos, letras, números y líneas son
utilizados para suministrar información acerca del proceso. Los símbolos pueden
representar un dispositivo en el sistema o identificar la función del instrumento;
para tener una mejor comprensión, en la tabla 8 se muestra cómo se deben
ilustrar los elementos primarios.
El elemento primario o sensor forma parte del lazo de control que sensa el valor
de la variable del proceso. El elemento primario nos muestra el símbolo del tipo de
sensor usado para medir la variable del sensor
69
-
Tabla 8. Descripción símbolos de instrumentación
Un globo o círculo indica un instrumento único, el cual es denominado discreto. Si
el círculo se encuentra dentro de un cuadrado el instrumento posee un display o
un control compartido. Los hexágonos son utilizados para designar funciones por
computador. Por ultimo un controlador lógico programable o PLC se simboliza con
un diamante dentro de un cuadrado.
70
-
7.7.2 Cómo reconocer la disposición del instrumento. El símbolo también indica como está montado el instrumento; si hay o no líneas, el símbolo nos está
entregando una información importante; las líneas pueden ser continuas, entre
cortadas, doble línea continua o sin línea.
Una línea continua indica que el instrumento está montado en un tablero,
usualmente con un grupo de instrumentos, en la mayoría de los casos indica que
tiene fácil acceso al operador. Doble línea continua nos indica que el instrumento
se encuentra en una localización auxiliar. La ausencia de línea en el círculo nos
indica que el instrumento se encuentra montado en campo; por lo regular estos
instrumentos se encuentran localizados cerca del punto de medición o muy cerca
del elemento final de control; para mas detalle observar tabla
Tabla 8. Descripción de la disposición del instrumento 1
71
-
Las líneas entre cortadas nos indican que el instrumento esta montado en la parte
trasera del tablero o en una posición que puede ser no accesible por el operador,
para mas claridad observar la tabla 10
Tabla 9. Descripción de la disposición del instrumento 2
La identificación de los instrumentos o Tag´s son códigos alfanuméricos que
suministran información específica del instrumento. La identificación de una parte
de un lazo de control se realiza generalmente mediante Tag´s, sufijos o prefijos
pueden ser agregados para completar la identificación. Ver más detalle en la tabla
11.
72
-
Tabla 10. Identificación de un lazo de control
En la mayoría de los sistemas habrá diferentes instrumentos en la misma
localización, por tanto los Tag´s juegan un papel importante; la numeración de los
Tag´s contienen dos tipos de información: Identificación de la función e identificación del lazo de control.
73
-
Figura 8. Identificación Letras
Fuente: CREUS, Antonio. Instrumentación Industrial. 6 ed. Barcelona: Alfaomega Marcombo, 1998. p. 15.
74
-
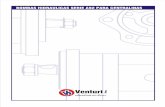
Figura 9. Conexiones comúnmente utilizadas
Fuente: CREUS, Antonio. Instrumentación Industrial. 6 ed. Barcelona: Alfaomega Marcombo, 1998. p. 15.
75
-
7.8 LISTADO DE COMPONENTES REQUERIDOS PARA IMPLEMENTAR EL PROYECTO
Tabla 11. Listado de componentes
NO DESCRIPCIÓN REFERENCIA FABRICANTE CANT
1 NEMA 4 SINGLE DOOR
ENCLOSURE FOR FLANGE
DISCONNECT
SCE-
36HS3112LP
SAGINAW 1
2 SUB-PLATE SCE-36P30 SAGINAW 1
3 POWER SUPPLY,24VDC RT-3S150-24 GLOB TEK 1
4 3-POSITION SELECTOR SWITCH HT8JBH1DAA5 CUTLER-
HAMMER
3
5 EMERGENCY STOP , PUSH-PULL HT8CBRB CUTLER-
HAMMER
1
6 MOMENTARY PUSH BUTTON
(GREEN,START)
HT8AAGA CUTLER-
HAMMER
3
7 MOMENTARY PUSH BUTTON
(RED,STOP)
HT8AARA CUTLER-
HAMMER
3
8 PILOT LIGHT (RED,RUN) HT8HFRV7 CUTLER-
HAMMER
3
9 PILOT LIGHT(AMBER,OL) HT8HFAV7 CUTLER-
HAMMER
3
10 FLANGE CABLE HANDLE K5FCH ABB 1
11 FLANGE CABLE K5C036 ABB 1
12 FLANGE PIVOTING MECHANISM KT2FPM ABB 1
13 MAIN CIRCUIT BREAKER,20A T1N025TL ABB 1
14 RADIAN HEATER FLH030 PFANNENBERG 1
76
-
15 THERMOSTAT FLZ520 PFANNENBERG 1
16 FUSE
BLOCK,ML10/13.SFL,120VAC
199 168.00 ENTRELEC 5
17 TERMINAL BLOCK, SINGLE,GREY 115 116.07 ENTRELEC -
18 TERMINAL BLOCK,
DOUBLE,GREY
115 271.22 ENTRELEC -
19 AC CONTROL RELAY,120VAC, C2-A20 RELECO 4
20 RELAY BASE S2-S RELECO 1
21 7 SLOT CONTROL LOGIX
CHASSIS
1756-A7 ALLEN-BRADLEY 1
22 85-264VAC POWER SUPPLY 1756-PA72 ALLEN-BRADLEY 1
23 CONTROL LOGIX ETHERNET/IP
MODULE
1756-ENBT ALLEN-BRADLEY 1
24 AC INPUT MODULE 1756-IA16 ALLEN-BRADLEY 2
25 VOLTAGE/CURRENT INPUT
MODULE
1756-IF8 ALLEN-BRADLEY 1
26 VOLTAGE/CURRENT OUTPUT
MODULE
1756-OF8 ALLEN-BRADLEY 1
27 ISOLATED CONTACT MODULE 1756-OW16 ALLEN-BRADLEY 1
28 ADAPTA HORN, NEMA4X, 120VAC 876-N5 EDWARDS 1
77
-
7.9 DISEÑO DEL PANEL DE CONTROL
Como se mencionaba en la tabla 6 Establecimiento e interpretación de las necesidades, el cliente solicitaba el desarrollo de un layout del panel de control, el cual muestra cómo es la distribución de los elementos eléctricos.
Dado este requerimiento se empezó a realizar un bechmarking, con el fin de
conocer cómo era el procedimiento para diseñar un panel de control bajo normas
internacionales.
Los paneles de control cumplen las siguientes funciones:
Centralizar los aparatos.
Proteger los aparatos contra las atmósferas peligrosas que los circundan,
como pueden ser los gases, los líquidos, ambientes inflamables.
Proteger los aparatos contenidos contra golpes o impactos
Evitar sobre los aparatos los efectos de la suciedad, polvo, humedad,
gases, etc.
Evitar manipulación de los elementos internos del panel de control por
personas ajenas al proceso.
78
-
Figura 31. Panel de Control
La Figura. 10 Fue tomada del catalogo RITTAL una prestigiosa empresa dedicada a la manufactura de paneles de control, la cual cumple con los más altos
estándares industriales. En dicha figura se puede observar las partes generales
que conforman un panel de control
79
-
Figura 11. Paneles de control
Figura 12. Panel de control
En las figuras 11 y 12 se puede observar una vista preliminar de un panel de
control, con los respectivos elementos eléctricos.
Es importante dar a conocer que el cliente seleccionó el panel de control, con el
que se realizó el proyecto.
80
-
Las especificaciones de dicho panel fueron las siguientes:
Figura 13. Panel de Control del proyecto
Tabla 12. Especificaciones Panel De Control
Numero Identificación:
SCE-36HS3112LP
Altura: 36.00 in.
Ancho: 31.38 in.
Profundidad: 12.00 in.
Clasificación NEMA: 12 & 4
81
-
Estándares industriales: NEMA Type 4, 12, & 13
IEC 60529 IP 66
En la Fig. 14 se puede observar la sub-placa, este ítem se ubica dentro del panel
de control y su función es dar el soporte a los elementos eléctricos que albergará
el panel de control.
Figura 14. Sub-Placa
82
-
Tabla 13. Especificaciones Sub-placa
Numero Identificación:
SCE-36P30
Altura: 33.00 inches
Ancho: 27.00 inches .
Profundidad: 0.88 inches
Flanches: cuatro
Clasificación NEMA: -
83
-
7.10 DISEÑO DEL SISTEMA ELÉCTRICO. En el momento que se dio inicio a esta etapa del proyecto, fue necesario realizar
una investigación exhaustiva en el campo de las normas específicamente en la
ISA y NEC.
Estas normas fomentan los símbolos gráficos los cuales sirven para identificar los
aparatos, diseñar los esquemas y montar los dispositivos eléctricos.
La utilización de las normas internacionales elimina todo el riesgo de confusión y
además facilita el estudio, la puesta en servicio y el mantenimiento de las
instalaciones.
84
-
SIMBOLOGIA ELECTRICA Figura 15. Simbología Eléctrica 1
Fuente: PIP PIC001 Piping and Instrumentation Diagram Documentation Criteria. Process Insdustry Practices.[s.f.] Austin, Texas: The University of Texas. p. 12.
85
-
Figura 16. Simbología Eléctrica 2 En la Figura 15 y Figura 16 se pueden apreciar la simbología básica de la norma ISA la cual nos enseña como dibujar componentes eléctricos, como por ejemplo:
selectores, pulsadores, motores, solenoides, switches ya sean de temperatura,
nivel, presión etc.
Fuente: PIP PIC001 Piping and Instrumentation Diagram Documentation Criteria. Process Insdustry Practices.Austin, Texas: The University of Texas, [s.f.]. p. 12.
86
-
7.11 DISEÑO DEL SOFTWARE DE CONTROL Al momento de dar inicio a esta trascendental parte del proyecto, es muy importe
la identificación adecuada de cada uno de los elementos con los que se cuenta, es
decir, qué nos otorga cada dispositivo, si es una entrada o una salida; si es una
entrada análoga o una digital, salida análoga o salida digital. Esta etapa es de
suma importancia puesto que son los pilares del desarrollo del software de
operación, además es necesaria para tener una documentación sólida, pues es de
vital importancia en el momento que se desee realizar un mantenimiento o cambio
de algún elemento.
Figura 17. Automatismo Electrónico
87
-
7.11.1 Estructura de control. Básicamente en el proyecto se trabajaron con los por los siguientes. El lavador Venturi tiene un panel de control local. Este panel de
control tiene un Rack remoto el cual estará en comunicación directa via Ethernet
con un PLC Control Logix situado en una localización remota. El PLC Control
Logix estará conectado a una Panel View con el fin de mostrar las variables del
proceso. El panel de control del lavador húmedo tipo Venturi tendrá un selector de
tres posiciones (Manual, Apagado & Auto).
Figura 18. Estructura de Control
Para el desarrollo del proyecto, el cliente eligió un controlador lógico programable
(PLC) Control Logix Fabricado por la conocida compañía de suministros para
automatización Allen Bradley.
88
-
Figura 19. Aspecto Físico del Autómata ControlLogix
89
-
El PLC se seleccionó con los siguientes módulos:
Tabla 14. Módulos Autómata ControlLogix
CHASIS CONTROL LOGIX DE 7
SLOTS
1756-A7 ALLEN-BRADLEY
FUENTE DE PODER 85-24VAC 1756-PA72 ALLEN-BRADLEY
CONTROL LOGIX MODULO
ETHERNET/IP
1756-ENBT ALLEN-BRADLEY
MODULO ENTRADA AC 1756-IA16 ALLEN-BRADLEY
MODULO ENTRADA
VOLTAJE/CORRIENTE
1756-IF8 ALLEN-BRADLEY
MODULO SALIDA
VOLTAJE/CORRIENTE
1756-OF8 ALLEN-BRADLEY
MODULO CONTACTO AISLADO 1756-OW16 ALLEN-BRADLEY
El autómata Control Logix se considera de última generación. Uno de los aspectos
importantes de este tipo de controladores es que están formados por módulos y no
por un único y compacto chasis.
Características:
Rápido: La arquitectura Control Logix proporciona transferencia de datos de alta velocidad entre el Backplane y los diferentes módulos.
90
-
Escalable: Proporciona una solución modular de control. Se pueden agregar diferentes controladores y módulos de comunicación o
entrada/salida en un mismo chasis.
Industrial: Ofrece una plataforma de hardware diseñada para resistir las vibraciones, condiciones térmicas y ruidos eléctricos asociados con los
entornos rigurosos que supone el ambiente industrial. Módulos Entrada/Salida Los módulos de entradas/salidas son los encargados de captar las señales
exteriores del proceso de control y de generar las señales para controlar el
proceso.
Un mismo controlador puede tener el control sobre los módulos que estén en un
mismo chasis (módulos locales) o en distinto chasis (módulos remotos).
Cada módulo E/S debe tener al menos un controlador propietario, éste se encarga
de almacenar la configuración del módulo de E/S. Los módulos de entrada pueden
tener varios propietarios, a diferencia de los módulos de salida los cuales solo
pueden ser gobernados por un solo propietario; esto con el fin de evitar conflictos.
91
-
7.11.2 Descripción RSLogix 5000. El RSLogix 5000 es el software que gobierna el autómata ControlLogix funciona en sistemas operativos como Microsoft
Windows 2000 o superiores. Con este software es posible programar las
aplicaciones, configurar y parametrizar las variables de los módulos de E/S o para
monitorear el estado del sistema
Figura 20. Logo RSLogix 5000
92
-
7.10.3 Descripción RSLinx. EL RSLinx es el software de comunicaciones que permite configurar y supervisar la(s) red(s) de comunicaciones para los
controladores Logix 5550. Se encuentra disponible en cinco versiones: RSLinx
Lite, RSLinx OEM, RSLinx, RSLinx Gateway y RSLinx C SDK.
Es importante nombrar que el RSLinx tiene la capacidad de visualizar el estado de
las distintas conexiones y proporciona información sobre el proceso de carga y
descarga de programas
Figura 21. Logo RSLinx
93
-
7.11.4 Descripción del programa implementado en RSlogix 5000.Un aspecto muy importante en el momento de iniciar a desarrollar el proyecto es planificar
como se va a realizar este. Es una buena idea estructurar el programa por medio
de rutinas lo cual facilita el desarrollo de la aplicación y así mismo es mucho más
fácil abordar un programa complejo. En proyecto se definieron las siguientes
rutinas:
Main_Routine: o Rutina principal en esta rutina solo se realizan los saltos a las otras rutinas.
Alarms: o Alarmas, en esta rutina es donde se programan todas las alarmas del proceso, las alarmas de las variables como por ejemplo temperatura, nivel presión
diferencial etc. Para mas detalle referirse a la estrategia de control. Las alarmas
comúnmente se disparan cuando la variables sobrepasan o estan por debajo del
Set-point de operación normal.
Además en esta rutina se programo las alarmas de los motores (bombas,
ventilador) es decir por ejemplo si hay un fallo o un disparo por sobre temperatura
en uno de estos motores en esta rutina se realizara la acción correspondiente para
tratarla. Adicionalmente en esta rutina también se encuentra la lógica que acciona
una alarma sonora en el momento en que se presenta una disparo de las alarmas
mencionadas anteriormente.
Liquid_pH: En esta rutina se tratota lógica correspondiente para manipular la inyección del químico controlando de esta manera el pH del liquido que se trabaja
en el proceso
Motors: En esta rutina se realizo la lógica para manipular la bomba de recirculación, el ventilador y la bomba de inyección
94
-
Scrubber_Level: Se realizo el tratamiento para los instrumentos de nivel que intervienen en el proceso
System_Start:En esta rutina se realizo el tratamiento para manipular el lavador Venturi en el momento en que se encendía ya fuera en ciclo normal o en ciclo de
arranque en frío (cold) , además se programaron las condiciones para aislar las
calderas y manipular el ventilador en el momento de arrancar el proceso.
Figura 22. Estructura del Software (Rutinas)
En el momento de dar inicio etapa de programación, es recomendable iniciar
configurando los módulos con los que se va a trabajar en el proyecto. La
configuración para el proyecto se puede observar en la Fig. 23
Figura 23. Configuración de los módulos del autómata ControlLogix
95
-
7.12 DISEÑO DEL SISTEMA DE VISUALIZACIÓN (HMI) Para el desarrollo de esta etapa del proyecto es importante que el cliente
especifique sus necesidades de esta manera se hace más sencillo el desarrollo
de la aplicación.
Para la implementación del HMI el cliente informó que disponía de una Panel
View 550 manufacturada por la conocida compañía de suministros para
automatización Allen Bradley.
Figura 24. Dimensiones PV550
En la tabla se puede observar con más detalle las especificaciones de la
PV550
96
-
Tabla 15. Especificaciones PV550
97
-
7.12.1 Requerimientos hmi. Layouts generados por el cliente de esta forma ellos entregaban una propuesta de cómo querían la visualización de las
variables del proceso.
Figura 25. Layout 1 HMI Figura 26. Layout 2 HMI
En las Figura 25 se muestra la pantalla de RUN STATUS lo que nos da
entender que el cliente desea conocer el estado en tiempo real de los
diferentes elementos del proceso como son las bombas, Ventilador, Pilotos etc.
En la Figura 26 se puede observar PROCESS VARIABLE VALUES lo que nos
da entender que el cliente desea visualizar el estado en tiempo real de las
diferentes variables del proceso como por ejemplo: Temperatura, Flujo de Gas,
Nivel de NaOH, PH del Líquido.
98
-
7.12.2 Descripción del software para programar el HMI (pv 550). El software en que se desarrollo la aplicación para la panel-View 550 fue el Panel Builder 32. Este software permite programar las terminales o HMI de Allen Bradlley.
Figura 27. Entorno de Panel Builder 32
99
-
8. RESULTADOS OBTENIDOS
En las figuras que se presenta a continuación se muestran las partes del
Lavador tipo Ventura cuando este estaba en proceso de fabricación.
Figura 28. Separator SC10
Figura 29. Separador SC 10
100
-
En la Figura 28 y Figura 29 se puede observar el Separador (Separator) durante el proceso de fabricación. Este es uno de los componentes principales
del proyecto; es aquí donde se deposita el producto (Gas (SO2)+ NaOH(soda
cáustica) ésta solución es recircula por las bombas hasta limpiarla.
Figura 30. Venturi
En la Figura. 30 Se puede observar el Tubo Venturi; éste es otro ítem de vital
importancia en el proyecto, pues es en esta parte donde se logra la aceleración
de las partículas del gas que está ingresando al sistema y, es aquí
específicamente en la garganta del Venturi donde se le inyecta la solución
NaOH (soda cáustica), la cual es la encargada de lavar el gas.
101
-
Figura 32. Panel de Control InternoFigura 31. Panel de Control
En la Figura 31 se puede observar la distribución de los componentes
eléctricos del sistema como son: selectores, pulsadores, indicadores, pulsador
de parada de emergencia.
Estos elementos son los que permiten la interacción del operador con el
sistema.
En la Figura 32 podemos observar cómo están interconectados y su respectiva distribución de los diferentes elementos del panel de control. Selectores,
pulsadores, indicadores, pulsador de parada de emergencia.
102
-
Figura 33. Distribución del Cableado 1
En la Figura 33 se puede observar cómo se cableo el panel de control; se utilizó la siguiente convención:
Negro: Fase
Blanco: Neutro
Verde: Tierra
Rojo: conexión 24v módulos PLC - dispositivos
103
-
En la Figura. 34. Se puede observar la distribución del cableado con otros dispositivos del panel de control, por ejemplo Bornes, Reles etc.
Figura 35. Autómata ControlLogix Montado en el panel de control
Figura 34. Distribución del Cableado 2
104
-
En la Figura 35 Puede observarse el autómata ControlLogix con sus respectivos módulos de Entrada/Salida y además interconectado con otros
elementos como la fuente de alimentación de +24v DC, borneras, éstas
permiten la conexión con los otros dispositivos, ya sean instrumentos,
actuadores etc.
Figura 36. Pantalla Menú Proceso Lavador Venturi (PV550)
En la Figura. 36 se puede observar la pantalla de menú la cual permite ingresar a las Run Status y Process Value. Esto con el fin de que el operador pueda interactuar con las variables y elementos del proceso.
105
-
Figura 37. Pantalla Monitoreo Proceso (PV550)
En la Figura 37 se puede observar la pantalla Run Status, diseñada para conocer el estado en tiempo real de los diferentes dispositivos del proceso.
Figura 38. Pantalla Monitoreo Proceso 2 (PV550)
106
-
En la Figura 38 se puede observar la pantalla diseñada para monitorear las
variables del proceso. En esta pantalla específicamente se puede observar las
siguientes variables: Flujo de Liquido, Presión Diferencial, Nivel de NaOH
107
-
9. CONCLUSIONES
En el desarrollo de este proyecto se pudo comprender las ventajas de trabajar
bajo normas o estándares internacionales ya que de esta forma se trabaja bajo
un orden estructurado el cual es de vital importancia para tener éxito en el
desarrollo de esta clase de proyectos.
Los diagramas P&ID son una herramienta poderosa, la cual permite a la
persona a cargo del desarrollo de software para controlar un determinado
proceso entender cómo se comporta éste. Además, estos diagramas nos
entregan información detallada, por ejemplo el tipo de alarmas que se deben
generar cuando un instrumento mide una variable del proceso. Algunas de las
variables comúnmente manipuladas son: temperatura, nivel, presión, presión
diferencial pH etc.
Cuando un departamento de ingeniería se encuentra en la capacidad de
diseñar y generar documentación precisa del producto que desarrollan, se
hace mucho más eficiente el desarrollo de una aplicación en un Controlador
Lógico programable.
Una herramienta importante que ayuda a modelar procesos secuenciales son
los diagramas Grafset, éstos permiten describir el proceso paso a paso, lo cual
aclara las ideas en el momento del desarrollo de la aplicación.
En el momento de diseñar una aplicación en un autómata programable y en un
terminal PanelView o en cualquier otra HMI es importe generar una
documentación del programa puesto que generalmente la lógica de un proceso
108
-
puede resultar extensa; entonces si se tiene una buena documentación del
software en el momento de generar el enlace de los tags desde el PLC -HMI
resulta una tarea mas sencilla, así mismo en el momento en que se desee
modificar cualquiera de las dos aplicaciones se disminuyen los inconvenientes
al momento de programar.
109
-
10. RECOMENDACIONES
En el momento en que se desee agregar un nuevo dispositivo al sistema es
importante realizar una actualización de los diagramas eléctricos puesto que
este procedimiento ayuda a una búsqueda más rápida del instrumento,
actuador o elemento del panel de control en el momento en que se desee
repararlo o reemplazarlo.
Seria importante desarrollar un SCADA de este proceso en un paquete
supervisorio como por ejemplo RSVIEW 32 herramienta de Allen Bradlley o
Intouch herramienta de Wonderwore o de otro fabricante ya que permitiría
observar y registrar el proceso desde una computadora remota a el proceso.
110
-
BIBLIOGRAFÍA
ACKERMAN. R, FRANZ J. HARTMANN T. HOPF A. PLAGEMANN B.
Controladores lógicos programables Nivel Avanzado. Esslingen: Festo
Didactic, 1991. 207 p.
CAPUZ, Salvador. Introducción al Proyecto de Producción. Ingeniería
Concurrente para el Diseño del Producto. México, DF: Alfaomega, 2001. 218 p.
CREUS, Antonio. Instrumentación Industrial. 6 ed. Barcelona: Alfaomega
Marcombo, 1998. 750 p.
ISA Online Interactive Course IT01. Instrumentation Symbols. [s.l.]: ISA, 1999.
15 p.
Instrucciones Generales de los Controladores Logix 5000. Manual de
referencia. Milwaukee: Rockwell Automation, 2002. 572 p.
NEVERS, de Noel. Ingeniería de Control De la Contaminación Del Aire. México
DF: McGraw – Hill, 1998. 546 p.
MORENO, Emilio García. Automatización de Procesos Industriales. Madrid:
Alfaomega, 2001. 470 p.
OLSSON, G. et al. Computer System for Automation and Control. New York:
Prentice Hall, 1992. 417 p.
PIP PIC001 Piping and Instrumentation Diagram Documentation Criteria.
Process Insdustry Practices. Austin, Texas: The University of Texas, [s.f.]. 23 p.
111
-
Procedimientos Comunes de los Controladores Logix 5000. Manual de
programación. Milwaukee: Rockwell Automation, 2002. 442 p.
Rockwell Software. Getting Results with a PIDE Autotuner. Milwaukee:
Rockwell Automation, 2002. 30 p.
ULRICH, Karl T. y EPPINGER, Steven D. Product Design and Development.
Boston : McGraw Hill, 2000. 358 p.
112
-
BIBLIOGRAFIA COMPLEMETARIA
Air Pollution Control Technology. Enviromental Proteccion Agency. [en línea].
Atlanta EE UU: Enviromental Proteccion Agency, 2004. [consultado 15
Octubre, 2005]. Disponible en Internet: http:// www.epa.gov/
BRACH ENVIROMENTAL CORP. Manual de productos y servicios. [en línea].
New Cork EE UU: Brach Enviromental Corp, 2005. [Consultado 15 Octubre,
2005]. Disponible en Internet: http://www.brachenv.com/
The automation bookstore. [en línea]. USA/Canada: Rockwell automation,
2002. [Consultado 20 de Noviembre 2005].Disponible en Internet:
http://www.theautomationbookstore.com/
SLY INC. Technology for a Clean Enviroment. Wet Scrubber Application Guide.
[en línea].Cleveland EEUU: Sly Inc Technology for a Clean Enviroment, 2005.
[consultado 20 Octubre 2005