Elaborado por el Centro de Producción Más Limpia de...
59
M M a a n n u u a a l l d d e e B B u u e e n n a a s s P P r r á á c c t t i i c c a a s s O O p p e e r r a a t t i i v v a a s s d d e e P P r r o o d d u u c c c c i i ó ó n n M M á á s s L L i i m m p p i i a a p p a a r r a a P P a a n n a a d d e e r r í í a a s s Elaborado por el Centro de Producción Más Limpia de Nicaragua Con el apoyo del Programa de Apoyo a la Innovación Tecnológica del Ministerio de Fomento, Industria y Comercio (PAIT / MIFIC)
-
Upload
vuongkhanh -
Category
Documents
-
view
221 -
download
0
Transcript of Elaborado por el Centro de Producción Más Limpia de...
MMaannuuaall ddee BBuueennaass PPrrááccttiiccaass OOppeerraattiivvaass ddee PPrroodduucccciióónn MMááss LLiimmppiiaa
ppaarraa PPaannaaddeerrííaass
Elaborado por el Centro de Producción Más
Limpia de Nicaragua
Con el apoyo del Programa de Apoyo a la Innovación Tecnológica del Ministerio de
Fomento, Industria y Comercio (PAIT / MIFIC)
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
I. PREFACIO ..................................................................................................................................................................................................1 II. GENERALIDADES DE LA INDUSTRIA PANIFICADORA .........................................................................................................................2
2.1 Relevancia del sector................................................................................................................................................................2 2.2 Generalidades del Pan..............................................................................................................................................................2 2.3 Proceso Productivo ...................................................................................................................................................................3 2.4 Diagrama de Flujo.....................................................................................................................................................................5 2.5 Recursos que entran y salen en el proceso..............................................................................................................................6
III. DEFINICIÓN Y APLICACIÓN DE LA METODOLOGÍA DE PRODUCCIÓN MÁS LIMPIA .....................................................................12
3.1 ¿Qué es Producción Más Limpia?..........................................................................................................................................12 3.2 ¿Qué es Prevención de la Contaminación?............................................................................................................................12 3.3 Beneficios de la Producción Más Limpia ................................................................................................................................13 3.4 Metodología para realizar una evaluación en planta de Producción Más limpia ...................................................................13 3.5 Análisis de Entradas y Salidas................................................................................................................................................14 3.6 Opciones de Producción Más Limpia.....................................................................................................................................15
3.6.1 Buenas Prácticas Operativas ...............................................................................................................................15 3.6.2 Sustitución de Materiales .....................................................................................................................................16 3.6.3 Cambios Tecnológicos .........................................................................................................................................16 3.6.4 Reciclaje Interno...................................................................................................................................................16 3.6.5 Rediseño del Producto .........................................................................................................................................16 3.6.6 Reciclaje Externo..................................................................................................................................................16
IV. BUENAS PRÁCTICAS OPERATIVAS DE PRODUCCIÓN MÁS LIMPIA PARA LA INDUSTRIA PANIFICADORA. .............................17
4.1 Materia Prima..........................................................................................................................................................................17 4.2 Agua........................................................................................................................................................................................22 4.3 Energía....................................................................................................................................................................................25
4.3.1 Energía Eléctrica ...............................................................................................................................................25 4.3.2 Energía Térmica: ..................................................................................................................................................32
4.4 Capacitación ...........................................................................................................................................................................34 4.5 Residuos .................................................................................................................................................................................36
V. PROVEEDORES DE TECNOLOGÍA.......................................................................................................................................................37 VI. CASOS EXITOSOS DE APLICACIÓN DE PML EN PANADERÍAS.......................................................................................................41
VII. GLOSARIO TÉCNICO ...........................................................................................................................................................................44 VIII. BIBLIOGRAFÍA .....................................................................................................................................................................................47
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
1
I. PREFACIO
El Manual de Buenas Prácticas Operativas de Producción más Limpia para la Industria Panadera, recopila la experiencia de la aplicación de esta metodología en los últimos cinco años de funcionamiento del Centro de Producción más Limpia de Nicaragua. Esta iniciativa se ha llevado a cabo mediante el cofinanciamiento proporcionado por el Proyecto de Apoyo a la Innovación Tecnológica del Ministerio de Fomento, Industria y Comercio de Nicaragua y el Centro de Producción más Limpia de Nicaragua, con el objetivo de beneficiar al sector de panaderías con la aplicación de la metodología de Producción más Limpia de acuerdo a las condiciones locales, sociales, económicas y culturales del país. Las Buenas Prácticas Operativas de Producción más Limpia recopiladas en este manual han sido implementadas exitosamente por muchas empresas del sector y han pasado a ser parte de la mejora continua de su gestión empresarial. Entre estos beneficios se encuentran la reducción de costos por la optimización en el uso de materiales, agua y energía; así como la reducción de las cantidades de desechos generados por la empresa, lo que conllevan una mejora en la protección del ambiente y en la imagen de la empresa. Estas propuestas tienen como objetivo proporcionar al sector panadero, directrices sobre controles, prácticas y procedimientos para gozar de los beneficios que brinda la aplicación de PML. La mayoría de ellas requieren poca o ninguna inversión; además que su implementación ayuda a tener un proceso productivo amigable con el ambiente y acorde con las exigencias de calidad del cliente. El Manual está dirigido a los panificadores que desean controlar sus procesos estándares de calidad del producto así como índices de rendimiento y generación de desechos. De este modo, puede ser utilizado por la gerencia, los encargados de producción, mantenimiento y los operarios que se encuentran en relación directa con la elaboración del producto. El capítulo I provee un resumen de las generalidades del sector, descripción de las materias primas y los insumos que intervienen en la elaboración del pan. En el capítulo II se aborda el concepto y la metodología de Producción más Limpia junto con una descripción de las opciones que se pueden desarrollar desde la perspectiva de la prevención de la contaminación y los beneficios alcanzados. El capítulo III describe las Buenas Prácticas Operativas para materiales, agua y energía, opciones relacionadas con la minimización o reutilización de los residuos y oportunidades de capacitación. Se hace referencia a los formatos de control y al análisis de la información en términos económicos y ambientales. El capítulo IV muestra casos exitosos de la aplicación de PML en algunas panaderías, en lo que respecta a la optimización de recursos (materiales, agua, energía) y oportunidades detectadas para el incremento de su productividad. En el capítulo V se presenta una gama de proveedores de tecnologías a lo largo del continente americano y Europa. El capítulo VI describe un glosario de términos para el sector de panificación utilizados en este manual. El capítulo VII contiene un listado de referencias bibliográficas como soporte al contenido del manual. En la información anexa, se encuentra información ampliada de algunos aspectos abordados en las Buenas Prácticas Operativas descritas en el capítulo III, así como generalidades que son interés del sector panificación como la tabla de conversiones de peso.
Operario sacando las bandejas de pan del
horno.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
2
II. GENERALIDADES DE LA INDUSTRIA PANIFICADORA 2.1 Relevancia del sector
El pan es un alimento popular básico, cuyo consumo se ha propagado por todo el mundo excepto en los países arroceros. Se utiliza como complemento de la comida diaria y se hace indispensable en la dieta alimenticia debido a su gran valor energético y a su alto contenido de proteínas. En Nicaragua, la producción de productos de panaderías para el año 1999 fue de 29,474,839 Kg.1, donde el pan dulce representa el 47%, el pan simple cerca del 39%, las galletas finas el 11.7%, y el restante 2.3% está representado por galletas azucaradas, tostaditas, rosquillas, reposterías, churritos y queques. Por otro lado, la producción de tortillas para el mismo año fue de 6,482,274 unidades. El pan es el producto comestible que resulta de hornear una masa previamente fermentada, la cual contiene los siguientes ingredientes básicos: Harina de trigo, agua, levadura y sal. Existen otros ingredientes que no son indispensables pero que añaden características y cualidades al pan, como son el azúcar, grasa, leche, huevo y otros, a estos se les llama enriquecedores. Los productos de panaderías aportan gran cantidad de nutrientes, es por eso que éste constituye una parte destacable en la alimentación diaria. La producción de panes y reposterías ha tenido un gran crecimiento en los últimos años en muchos países alrededor del mundo. Algunos factores que contribuyen al desarrollo de la industria de panificación son:
La mejora de los métodos de manufactura. El desarrollo de mejores equipos de procesamiento. Más y mejores ingredientes así como un mejor uso de ellos. Programas de publicidad y mercadeo de gran alcance. Mantenimiento de la composición de los productos, calidad
nutricional, productos agradables. Mejora en los métodos de empaque y distribución a los
consumidores.
2.2 Generalidades del Pan
En la elaboración del pan se tiene que tener en cuenta muchos factores, como la calidad de harina, de la levadura, entre otros. Cada ingrediente es indispensable, cumpliendo funciones específicas que después repercutirán en el producto final. Los panaderos para controlar y calcular sus fórmulas, de una forma sencilla, han adoptado un método que se ha llamado “El Rendimiento Panadero”. Este método consiste en tomar siempre la harina que contiene la fórmula como base de cálculo (100%). Todos los demás ingredientes se calculan como un porcentaje con respecto a la harina. Este sistema mantiene el equilibrio o balance de los ingredientes en relación de una constante que es la harina.
1 Fuente: Encuesta Anual de la Industria Manufacturera. Banco Central de Nicaragua y El Instituto Nacional de Estadísticas y Censos. 1999
Proceso manual de la elaboración de pan
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
3
Las condiciones de trabajo en las panaderías, debido a la naturaleza del producto, pueden presentar las características siguientes:
Trabajo nocturno que comienza a las 2 o las 3 de la madrugada. Infraestructura mínima apropiada para garantizar que las instalaciones se
mantengan en un estado de higiene adecuado, libre de organismos patógenos.
Distribución del pan a domicilio o a los distribuidores directos en diferentes medios de transporte (va desde unipersonales hasta camiones distribuidores).
2.2.1 Tipos de Pan Actualmente existe una gran variedad de productos de panificación que van desde panes simples hasta reposterías y dulces helados. Cada variedad se ha ido generando de acuerdo a la demanda del mercado, expandiendo su consumo en sitios como restaurantes, hoteles, centros de capacitación, entre otros.; donde la estética del mismo pan se ha convertido en un componente digno de valoración. La gran variedad de panes, reposterías, bocadillos, pasteles y demás, ha impulsado la competencia y la innovación de nuevas recetas entre los más distinguidos panaderos del sector. Esta gran diversidad, sin embargo, es también un reto para la planificación y control de la producción, el establecimiento de las líneas de producto que se van a desarrollar y el movimiento de los recursos en medio de la diversidad. 2.3 Proceso Productivo La elaboración del pan se hace con masas ácidas que son cultivos mixtos de bacterias de ácidos lácticos2 y levaduras que crecen de manera espontánea en los cereales. Estas bacterias fermentan los azúcares formando ácido acético, etanol, ácido láctico y CO2 dependiendo de la especie. Los ácidos proporcionan al producto el sabor, mientras que los azúcares fermentables y la fracción de bacterias lácticas y levaduras, que son productoras del gas CO2, son responsables de la porosidad y ligereza de la masa. La descripción del proceso de la elaboración de pan se detalla a continuación:
Pesado de los materiales: Todos los ingredientes deben ser pesados cuidadosamente.
Mezcla: Una vez pesados los ingredientes son colocados en una mezcladora o
en un recipiente o mesa de trabajo si el proceso es manual; se añade el agua, la sal, azúcar, malta, leche, huevos y se revuelve hasta crear una especie de masa. Posteriormente se añade la harina, la levadura disuelta y la manteca. Se debe mezclar hasta que la masa esté uniforme. Los ingredientes deben ser mezclados y esparcidos equitativamente en la masa para formar el gluten3.
Pasteado: Este procedimiento ayuda a darle firmeza a la masa para ser
moldeada. De acuerdo a la tecnología se puede realizar por partes en dependencia del tamaño del lote.
2 Ver Glosario 3 Ver Glosario
Proceso de mezclado en la industria panadera
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
4
En este proceso se adiciona manteca para facilitar que la masa resbale a través de los rodos de la pasteadora, y harina para evitar que se pegue en las superficies de la mesa. Este procedimiento facilita la homogenización de la masa y su posterior figuración.
Corte: Dependiendo del producto, la masa es cortada con cuchillos o
manualmente; posteriormente es pesada y amasada para ser colocados en los moldes.
Engrasado de moldes: Los moldes son engrasados para evitar que el pan se
pegue a las paredes del molde. La mayoría de las veces se engrasan con manteca liquida que facilita su ahorro y manipulación. De acuerdo al producto, también se debe rociar con harina.
Figuración: Luego la masa es dividida y redondeada. Las piezas de masa
pueden pasar a través del moldeador, que contiene una serie de rodillos que quitarán a la masa todo exceso de gas y aire. Las piezas de masa son formadas dentro de un molde cilíndrico o de barra. De acuerdo al tipo de pan (por ejemplo para pan de molde), las piezas son colocados en los recipientes o moldes, para los demás tipos se procede a dar la forma deseada, adicionando rellenos si es necesario u otros ingrediente. De no tener tecnología para la operación de formación de las piezas, se realiza manualmente.
Fermentación: La masa es fermentada por unas horas para permitir la activación
del almidón y el hinchamiento de la masa. Este periodo de fermentación es conocido como “tiempo de reposo o descanso”.
Horneado: Es un proceso muy importante, pues se somete a la masa a unas
temperaturas determinadas y durante unos tiempos de cocción característicos del tipo de pan. Al someter al pan a estas temperaturas, que en general suelen ser mayores de 200º C, se matan todas las levaduras y a todos los posibles contaminantes (excepto a formas de resistencia), que pueden provocar contaminaciones al término de 24-36 horas. También se consigue un endurecimiento de la superficie y un aumento de la masa del pan al expandirse el CO2 debido al calor. El endurecimiento de la superficie se produce por la evaporación del agua de la corteza que supone una pérdida de peso.
El objetivo del horneo es cocer la masa, transformarla en un producto apetitoso y digerible. La temperatura adecuada para la cocción del pan es entre 190 y 270ºC. Durante la cocción se presentan algunos cambios4:
1. Aumenta la actividad de la levadura y produce grandes cantidades de
CO2. 2. A una temperatura de 40ºC, las células de las levaduras se inactivan y
cesa todo aumento de volumen. 3. A los 55ºC la levadura muere. 4. Algunas de las células de almidón explotan. La diastasa5 transforma el
almidón en maltosa6. 5. Al llegar a 77ºC cesa la acción de la diastasa.
4 Fuente: http://www.monografias.com/trabajos11/ferme/ferme.shtml#intro. Elaboración de pan. Biotecnología de la fermentación. Biotec. Emilio Alfredo Lucas Carrillo. Santa anita – perú 5 Ver Glosario 6 Ver Glosario
Proceso de horneado del pan
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
5
6. Entre los 50 y 80ºC las proteínas del gluten se modifican. 7. Empieza la caramelización de la capa externa del pan desde los 110º a
120ºC. A los 200ºC el pan está cocido.
Enfriado: Cuando el pan es retirado del horno, debe ser enfriado, antes que sean cortados y empaquetados.
Empaque y Distribución: El pan es empaquetado, en forma automática o
manual, y llevadas hacia un almacén donde es guardado en estantes para responder inmediatamente a las demandas del mercado.
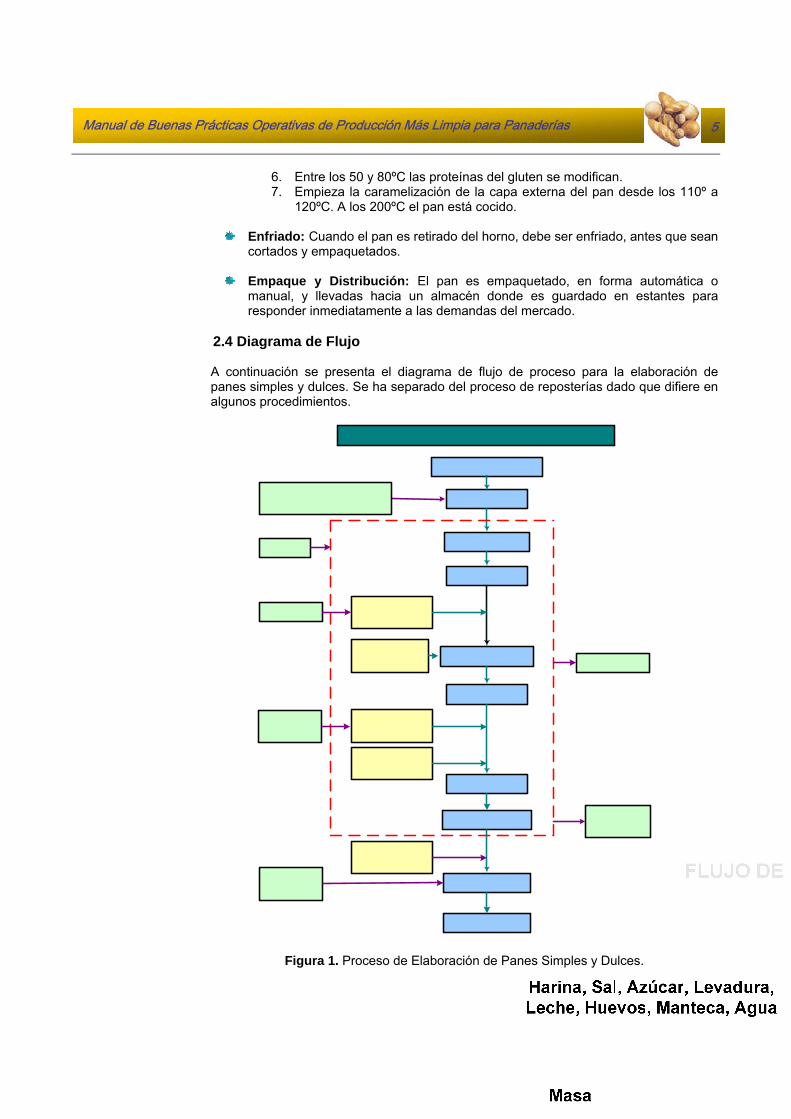
2.4 Diagrama de Flujo A continuación se presenta el diagrama de flujo de proceso para la elaboración de panes simples y dulces. Se ha separado del proceso de reposterías dado que difiere en algunos procedimientos.
Figura 1. Proceso de Elaboración de Panes Simples y Dulces.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
6
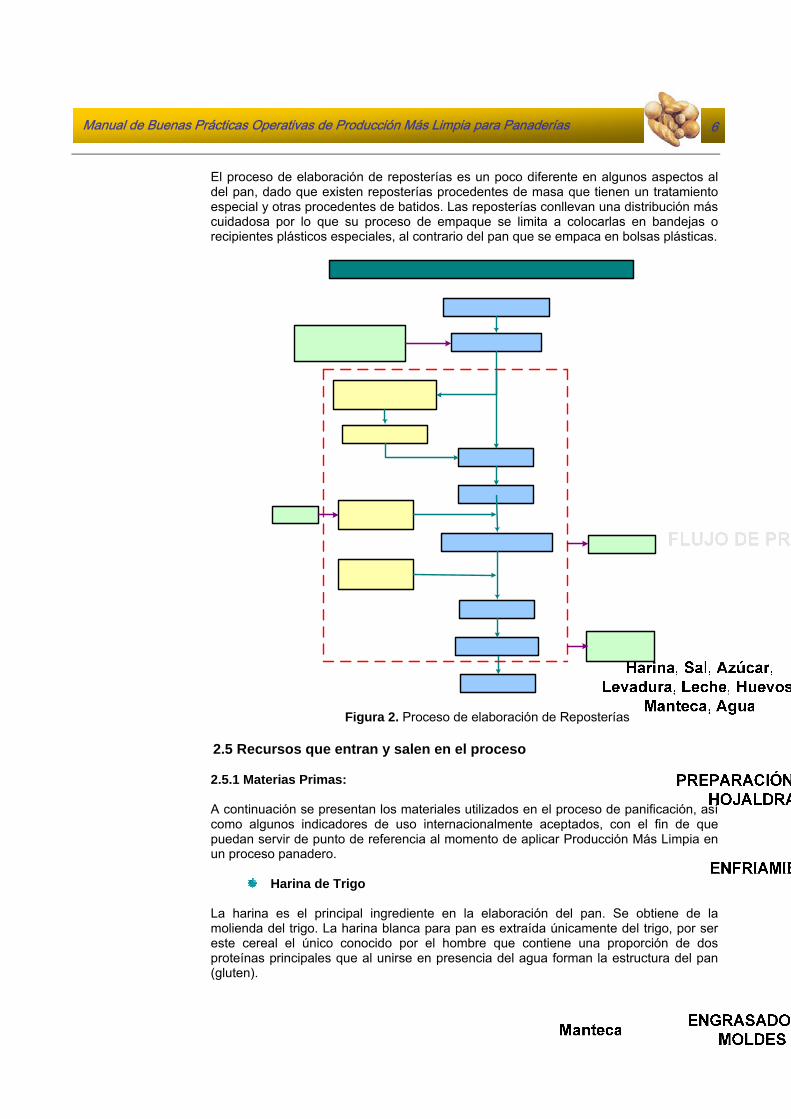
El proceso de elaboración de reposterías es un poco diferente en algunos aspectos al del pan, dado que existen reposterías procedentes de masa que tienen un tratamiento especial y otras procedentes de batidos. Las reposterías conllevan una distribución más cuidadosa por lo que su proceso de empaque se limita a colocarlas en bandejas o recipientes plásticos especiales, al contrario del pan que se empaca en bolsas plásticas.
Figura 2. Proceso de elaboración de Reposterías 2.5 Recursos que entran y salen en el proceso 2.5.1 Materias Primas: A continuación se presentan los materiales utilizados en el proceso de panificación, así como algunos indicadores de uso internacionalmente aceptados, con el fin de que puedan servir de punto de referencia al momento de aplicar Producción Más Limpia en un proceso panadero.
Harina de Trigo
La harina es el principal ingrediente en la elaboración del pan. Se obtiene de la molienda del trigo. La harina blanca para pan es extraída únicamente del trigo, por ser este cereal el único conocido por el hombre que contiene una proporción de dos proteínas principales que al unirse en presencia del agua forman la estructura del pan (gluten).
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
7
Existen dos tipos de harina, las Harinas duras que contienen un alto contenido de proteínas y las harinas suaves que tienen un bajo contenido de las mismas. A su vez, existen varias clases de harina para pan que son7: 1. Harina integral: es aquella que
contiene todas las partes del trigo. 2. Harina completa: solo se utiliza el
endospermo8. 3. Harina patente: es la mejor harina
que se obtiene hacia el centro del endospermo9.
Agua El agua es un ingrediente importante en la elaboración del pan, sus principales funciones son:
1. Formación de la masa: El agua es el vehículo de transporte para que los ingredientes al mezclarse formen la masa. También hidrata el almidón que junto con el gluten dan por resultado la masa plástica, suave y elástica.
2. Fermentación: Para que las enzimas puedan actuar hace falta el agua para que puedan difundirse a través de la pared o la membrana que rodea la célula de levadura.
3. Plasticidad y extensibilidad: El agua es el que hace posible la propiedad de plasticidad y extensibilidad de la masa, de modo que pueda crecer por la acción del gas producido en la fermentación.
4. Regular temperatura: Se utiliza para regular la temperatura de la masa, siendo a veces necesario utilizarla en forma de hielo para lograr la temperatura deseada.
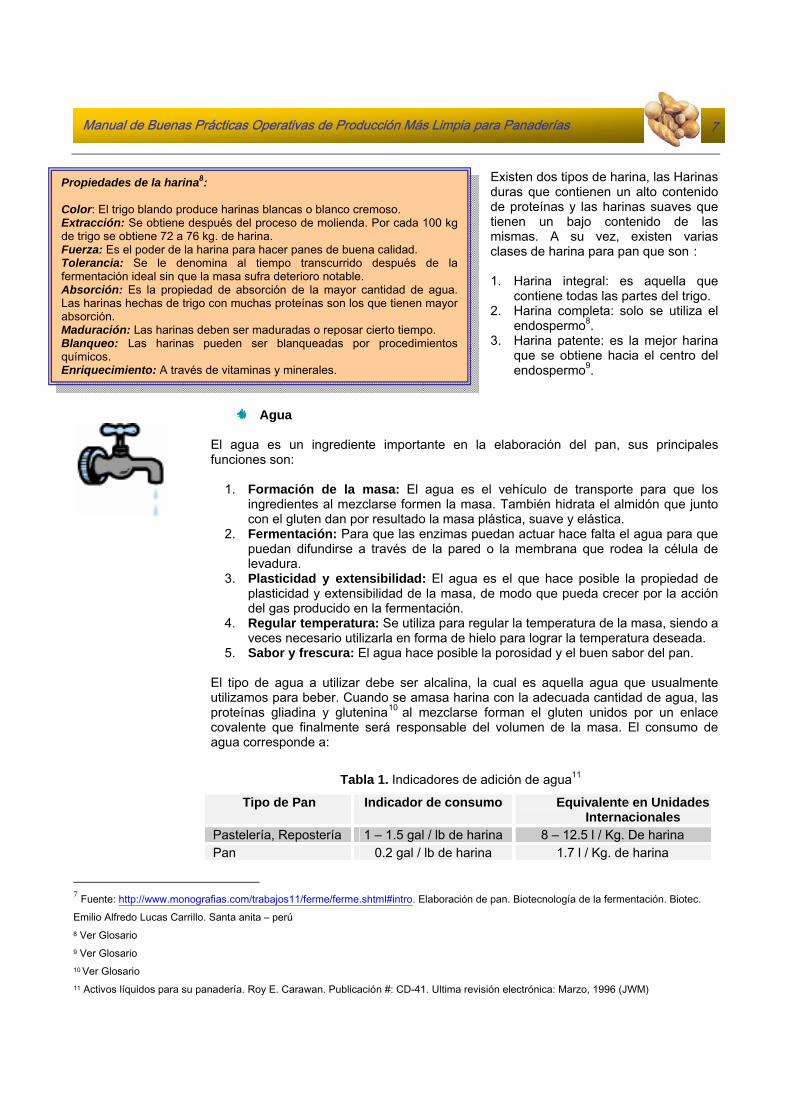
5. Sabor y frescura: El agua hace posible la porosidad y el buen sabor del pan. El tipo de agua a utilizar debe ser alcalina, la cual es aquella agua que usualmente utilizamos para beber. Cuando se amasa harina con la adecuada cantidad de agua, las proteínas gliadina y glutenina10 al mezclarse forman el gluten unidos por un enlace covalente que finalmente será responsable del volumen de la masa. El consumo de agua corresponde a:
Tabla 1. Indicadores de adición de agua11
Tipo de Pan Indicador de consumo Equivalente en Unidades Internacionales
Pastelería, Repostería 1 – 1.5 gal / lb de harina 8 – 12.5 l / Kg. De harina Pan 0.2 gal / lb de harina 1.7 l / Kg. de harina
7 Fuente: http://www.monografias.com/trabajos11/ferme/ferme.shtml#intro. Elaboración de pan. Biotecnología de la fermentación. Biotec. Emilio Alfredo Lucas Carrillo. Santa anita – perú 8 Ver Glosario 9 Ver Glosario 10 Ver Glosario 11 Activos líquidos para su panadería. Roy E. Carawan. Publicación #: CD-41. Ultima revisión electrónica: Marzo, 1996 (JWM)
Propiedades de la harina8: Color: El trigo blando produce harinas blancas o blanco cremoso. Extracción: Se obtiene después del proceso de molienda. Por cada 100 kg de trigo se obtiene 72 a 76 kg. de harina. Fuerza: Es el poder de la harina para hacer panes de buena calidad. Tolerancia: Se le denomina al tiempo transcurrido después de la fermentación ideal sin que la masa sufra deterioro notable. Absorción: Es la propiedad de absorción de la mayor cantidad de agua. Las harinas hechas de trigo con muchas proteínas son los que tienen mayor absorción. Maduración: Las harinas deben ser maduradas o reposar cierto tiempo. Blanqueo: Las harinas pueden ser blanqueadas por procedimientos químicos. Enriquecimiento: A través de vitaminas y minerales.

Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
8
Levaduras
La levadura utilizada en la panificación es un organismo vivo, sumamente pequeño. Se utiliza en panificación para hacer crecer la masa. Las funciones de la levadura en panificación son:
1. Hace posible la fermentación. 2. Aumenta el valor nutritivo al suministrar al pan
proteína suplementaria. 3. Convierte a la harina cruda en un producto ligero. 4. Da el sabor característico al pan.
Sal Es un compuesto químico formado por cloro (Cl.) y sodio (Na). Las características de la sal a utilizar son:
1. Granulación fina: Poseer una cantidad moderada de yodo para evitar trastornos orgánicos, garantizar una pureza por encima del 95% y que sea blanca (yodo 0.004).
2. Mejora el sabor: Fortalece el gluten, puesto le permite a la masa retener el agua y el gas. La sal se utiliza para fortalecer el gluten y ayudar a las harinas débiles.
3. Controla o reduce la actividad de la levadura: Ejerce una acción bactericida, no permite fermentaciones indeseables dentro de la masa.
Las proporciones recomendables de sal a utilizar son: desde 1.5 hasta 3.0%. Esto depende del tipo de masa
Tabla 2. Indicadores de dosificación de sal12
Tipos de Masas Dosificación Masas Dulces 1% - 1.5% Panes Salados 1.5% - 2.5% Harinas débiles 2.2% - 2.5% No usar más de 3%
Azúcar
Es un compuesto químico formado por Carbono, Hidrogeno y Oxígeno. En panificación se utiliza la sacarosa o azúcar de caña. Las funciones del azúcar en la panificación son:
1. Sirve de alimento para la levadura, ayudándole en su metabolismo, permite la acción de las enzimas.
2. Ayuda a una rápida formación de la corteza del pan debido a la caramelización del azúcar permitiendo que la temperatura del horno no ingrese directamente dentro del pan para que pueda cocinarse y también para evitar la perdida del agua.
12 Fuente: “Lo que debemos saber los panificadores”. Instituto Nicaragüense de Apoyo a la Pequeña y Mediana Industria (INPYME)
Requisitos de la calidad de la levadura: Fuerza: Dar la capacidad de gasificación que permite una fermentación vigorosa. Uniformidad: La levadura debe producir los mismos resultados si se emplea las mismas cantidades. Pureza: Evitar la ausencia de levaduras silvestres Apariencia: Debe ser firme al tacto y al partir no se debe desmoronar, debe mostrar algo de humedad.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
9
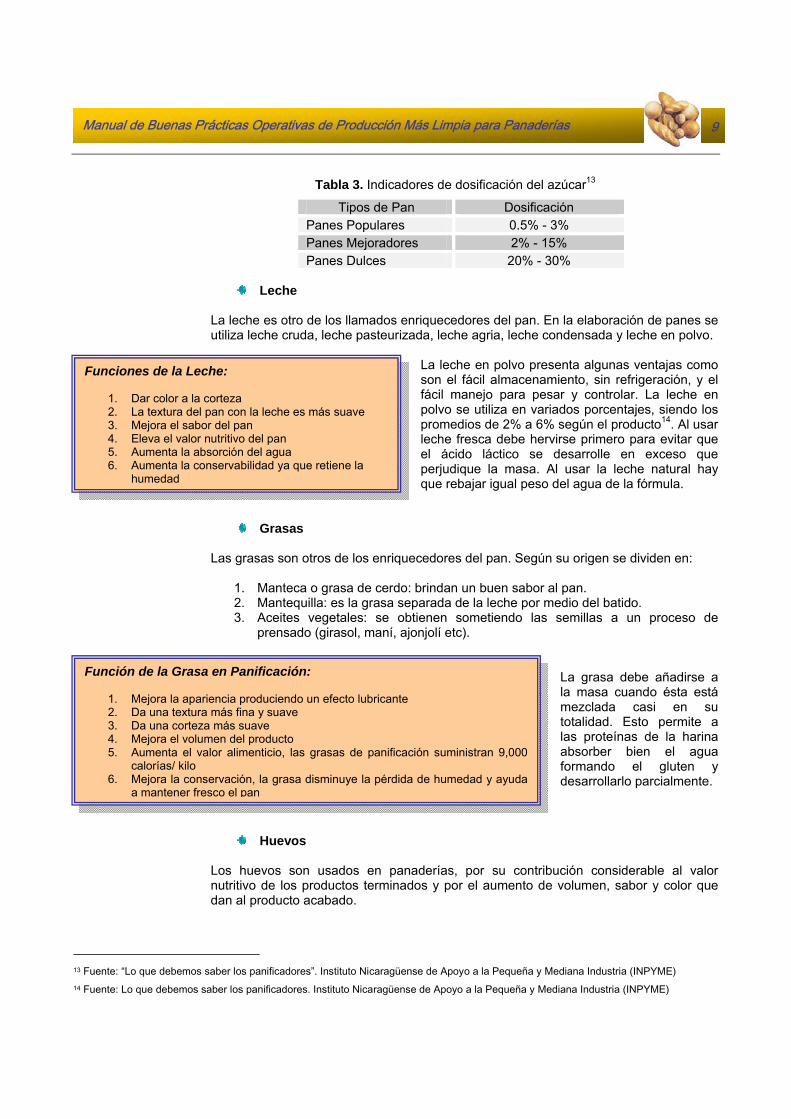
Tabla 3. Indicadores de dosificación del azúcar13
Tipos de Pan Dosificación Panes Populares 0.5% - 3% Panes Mejoradores 2% - 15% Panes Dulces 20% - 30%
Leche
La leche es otro de los llamados enriquecedores del pan. En la elaboración de panes se utiliza leche cruda, leche pasteurizada, leche agria, leche condensada y leche en polvo.
La leche en polvo presenta algunas ventajas como son el fácil almacenamiento, sin refrigeración, y el fácil manejo para pesar y controlar. La leche en polvo se utiliza en variados porcentajes, siendo los promedios de 2% a 6% según el producto14. Al usar leche fresca debe hervirse primero para evitar que el ácido láctico se desarrolle en exceso que perjudique la masa. Al usar la leche natural hay que rebajar igual peso del agua de la fórmula.
Grasas
Las grasas son otros de los enriquecedores del pan. Según su origen se dividen en:
1. Manteca o grasa de cerdo: brindan un buen sabor al pan. 2. Mantequilla: es la grasa separada de la leche por medio del batido. 3. Aceites vegetales: se obtienen sometiendo las semillas a un proceso de
prensado (girasol, maní, ajonjolí etc).
La grasa debe añadirse a la masa cuando ésta está mezclada casi en su totalidad. Esto permite a las proteínas de la harina absorber bien el agua formando el gluten y desarrollarlo parcialmente.
Huevos
Los huevos son usados en panaderías, por su contribución considerable al valor nutritivo de los productos terminados y por el aumento de volumen, sabor y color que dan al producto acabado.
13 Fuente: “Lo que debemos saber los panificadores”. Instituto Nicaragüense de Apoyo a la Pequeña y Mediana Industria (INPYME) 14 Fuente: Lo que debemos saber los panificadores. Instituto Nicaragüense de Apoyo a la Pequeña y Mediana Industria (INPYME)
Funciones de la Leche:
1. Dar color a la corteza 2. La textura del pan con la leche es más suave 3. Mejora el sabor del pan 4. Eleva el valor nutritivo del pan 5. Aumenta la absorción del agua 6. Aumenta la conservabilidad ya que retiene la
humedad
Función de la Grasa en Panificación:
1. Mejora la apariencia produciendo un efecto lubricante 2. Da una textura más fina y suave 3. Da una corteza más suave 4. Mejora el volumen del producto 5. Aumenta el valor alimenticio, las grasas de panificación suministran 9,000
calorías/ kilo 6. Mejora la conservación, la grasa disminuye la pérdida de humedad y ayuda
a mantener fresco el pan
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
10
Mejorantes
Los mejorantes son compuestos utilizados durante el amasijo15 que actúan sobre las proteínas de la harina, tienen por finalidad corregir fallas de las masas en proceso, mejorando las características panaderas por el acondicionamiento del gluten y mejorando la absorción del agua. La dosificación depende de los tipos de harinas, formulaciones, métodos de fermentación y condiciones de procesamiento de los panes; varía de 0.25% a 1.5%.
Preservantes Los preservantes son compuestos químicos que actúan sobre el control de microorganismos, por lo tanto inhiben el crecimiento de bacterias y hongos. Existen 2 tipos de preservantes:
1. Preservantes sólidos: Ayudan a que durante la comercialización, en el producto final no crezca los hongos sobre la superficie. Su dosificación está entre 0.05% y 0.1%.
2. Preservantes Líquidos: Son usados normalmente en el producto final ya
horneado, en forma de spray con la función de inhibir a los mohos. Su dosificación es de 0.5% de solución.
2.5.2 Energía
En el proceso de panificación se consume energía eléctrica y térmica. La mayoría de los procesos de horneado utilizan energía térmica debido a que el costo de combustibles o gases es menor al consumo eléctrico de algunos hornos.
Energía Eléctrica:
Existe un sin número de equipos eléctricos que agilizan los procesos de elaboración del pan. Entre ellos se pueden mencionar pesas electrónicas, revolvedoras, pasteadoras, batidoras, amasadoras o bolladoras, divisoras, cuartos de fermentación eléctricos, hornos eléctricos, cuartos fríos y refrigeradores. El costo de la energía está dado por el tiempo de utilización de los equipos, siempre que lo establezca la tarifa, también se tendrá un costo por potencia demandada en el periodo. A su vez, el consumo de la energía se ve influenciado por la eficiencia de los equipos, el estado de las instalaciones eléctricas exteriores e interiores, la manipulación por parte de los usuarios y otros factores, como el mantenimiento de los equipos y el tiempo de uso de los equipos.
Energía Térmica:
La utilización de combustible fósil para la generación de calor en los hornos de las panaderías representa el principal consumidor de energía térmica. También es común que en las zonas rurales se utilice leña para la generación de calor, lo que tiene, al igual que los combustibles fósiles, un alto impacto ambiental por los efectos sobre el bosque y la generación de emisiones.
15 Ver Glosario
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
11
El consumo de energía térmica está directamente relacionado con la cantidad de calor necesario para alcanzar temperaturas superiores a los 200ºC, la capacidad de los equipos y su aislamiento. Los requerimientos de calor están en dependencia del tipo de producto, por lo que no siempre se puede aprovechar el espacio disponible del horno para la cocción de varios productos. En el caso de que se utilice gas, la planta está provista de un tanque de almacenamiento rellenable periódicamente y provisto de un sistema de tuberías y válvulas que controlan la alimentación de los hornos. Para los combustibles como diesel o gasolina se utiliza el mismo principio, y en el caso de la leña, la alimentación se realiza manualmente, aunque el control de la alimentación se hace más difícil ya que las propiedades de la madera que varía de un tipo a otro.
2.5.3 Emisiones
Las principales emisiones que se generan en la industria panadera corresponden a la combustión de combustible fósil (diesel o gasolina) o por la quema de leña. Estas emisiones son contaminantes por el alto contenido de Dióxido de Carbono (CO2), principal causante del Efecto Invernadero. Estas mismas emisiones se generan indirectamente por el consumo de energía eléctrica que varía de acuerdo a la naturaleza de su generación (combustión de diesel o bunker, hidroeléctrica o geotérmica).
Otras emisiones que se producen a nivel local, son las emisiones de polvos de los diferentes productos utilizados en la elaboración del pan como harinas y otros materiales que fácilmente se mezclan en el ambiente y pueden provocar afectaciones menores en los empleados. 2.5.4 Residuos
Los desechos que se generan en la industria panificadora corresponden en su mayoría a productos defectuosos, recortes y devoluciones de pan, residuos de las bandejas que contienen grasa mezclada con residuos de harina. Las aguas residuales también representan un alto grado de contaminación por la presencia de grasas y carbohidratos producto del lavado de las bandejas para la cocción del producto. La carga contaminante de las aguas residuales de una panadería contienen las siguientes concentraciones en promedio:
Tabla 4. Carga contaminante de las Aguas Residuales de Panaderías16
Insumo Carga Contaminante Carbohidratos 0.65 mg de DBO 5 / mg de desecho orgánico Grasas 0.89 mg de DBO 5 / mg de desecho orgánico
Otros residuos que se generan, son las cenizas producto de la combustión de leña, que deben ser periódicamente removidas junto con las incrustaciones que se van formando en las chimeneas, lo que aplica en menor grado también a los hornos de combustible fósil. Estas incrustaciones además de representar un residuo, también es un peligro ya que por concentrarse mucho en las chimeneas puede obstaculizar el paso de los gases y provocar explosiones, poniendo en riesgo la seguridad laborar de los operarios.
16 Activos líquidos para su panadería. Roy E. Carawan. Publicación #: CD-41. Ultima revisión electrónica: Marzo, 1996 (JWM)
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
12
III. DEFINICIÓN Y APLICACIÓN DE LA METODOLOGÍA DE
PRODUCCIÓN MÁS LIMPIA 3.1 ¿Qué es Producción Más Limpia? En los últimos 30 años, las políticas de control de la contaminación, han ido evolucionando de los métodos conocidos como "final de tubo", hasta las recientes tendencias basadas en el principio de prevención, que cambia el cuestionamiento de "¿Qué hacemos con los residuos?" por, "¿Qué podemos hacer para no generar residuos?". Sobre este principio se fundamenta la “Producción más Limpia”. El concepto de Producción más Limpia fue introducido por la Oficina de Industria y Medio Ambiente del Programa de las Naciones Unidas para el Medio Ambiente (PNUMA) en 1989. La definición de PML que ha sido adoptada por el PNUMA es la siguiente: “PML es la continua aplicación de una estrategia ambiental PREVENTIVA integrada a los procesos, productos y servicios, a fin de incrementar la eco-eficiencia y reducir los riesgos a los humanos y al ambiente”.
Para procesos de producción, PML reduce la cantidad de materia prima, desechos e insumos desde la fuente de uso y generación durante el proceso de producción. Para Productos, PML se enfoca en reducir el impacto ambiental, la salud y la seguridad de los productos a lo largo de su ciclo de vida, desde la extracción de la materia prima hasta el desecho final del producto. Para los servicios, PML implica incorporar preocupaciones ambientales en el diseño y la entrega del servicio.
3.2 ¿Qué es Prevención de la Contaminación?
Prevención de la contaminación es la reducción o eliminación de la contaminación desde su punto de origen en vez de tratarla cuando ya ha sido generada. Prevención de la contaminación ocurre cuando17:
Se usan materias primas, agua, energía, y otros recursos de una
forma más eficiente. Se substituyen substancias más peligrosas por las menos peligrosas
y cuando se elimina el uso substancias tóxicas en el proceso productivo.
Se reduce el uso y la producción de substancias peligrosas, y cuando se mejora la eficiencia de operaciones, protegemos la salud pública, fortalecemos la economía y conservamos el medio ambiente.
17 National Pollution Prevention Roundtable (NPPR) de los EEUU.
El objetivo de la PML es aumentar la
productividad, mejorar los procesos
productivos y de servicio, la calidad del
producto y la disminución de costos
por la inadecuada utilización de materia prima, agua y energía.
Está dirigida a un desarrollo económico y
sostenible.
La parte fundamental de PML es la prevención del uso
ineficiente de los recursos y la generación innecesaria de
desechos. Esto trae como beneficios la organización, la reducción de
los costos operativos, reducción de desecho a tratar y de los costos de
desechar.
Control de la contaminación es un evento tardío, una
propuesta de reaccionar y tratar.
PML es una mirada hacia adelante, una filosofía de
anticipar y prevenir.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
13
Son muchas las experiencias de empresas en los distintos países que muestran que los resultados obtenidos por este concepto, aportan de forma significativa a la optimización de procesos, incremento de la productividad y a un mejor desempeño ambiental.
3.3 Beneficios de la Producción Más Limpia
Existen una serie de ventajas o incentivos económicos, técnicos, organizativos y legislativos que se obtienen con la aplicación de la metodología de PML, tales como:
Ahorros en materias primas, agua y energía. Aumento de la productividad, la calidad y competitividad de los productos. Mejora de la imagen de la empresa. Satisface los crecientes requerimientos ambientales. Reducción del riesgo para la salud y de accidentes. Ahorros en la gestión y tratamiento de residuos y emisiones. Al replantear procesos, procedimientos, etapas, materiales, ayuda a superar
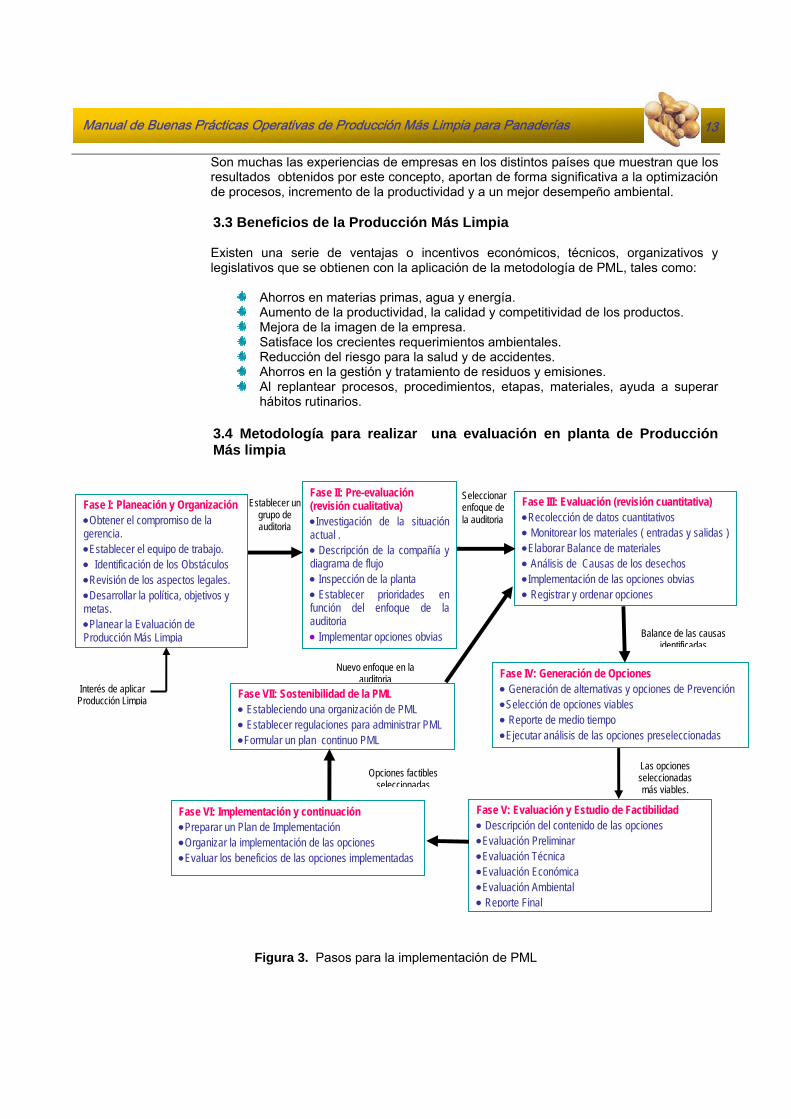
hábitos rutinarios. 3.4 Metodología para realizar una evaluación en planta de Producción Más limpia
Figura 3. Pasos para la implementación de PML
Fase I: Planeación y Organización •Obtener el compromiso de la gerencia. •Establecer el equipo de trabajo. • Identificación de los Obstáculos •Revisión de los aspectos legales. •Desarrollar la política, objetivos y metas. •Planear la Evaluación de Producción Más Limpia
Fase II: Pre-evaluación (revisión cualitativa) •Investigación de la situación actual . • Descripción de la compañía y diagrama de flujo • Inspección de la planta • Establecer prioridades en función del enfoque de la auditoria • Implementar opciones obvias
Fase III: Evaluación (revisión cuantitativa) •Recolección de datos cuantitativos • Monitorear los materiales ( entradas y salidas ) •Elaborar Balance de materiales • Análisis de Causas de los desechos •Implementación de las opciones obvias • Registrar y ordenar opciones
Fase V: Evaluación y Estudio de Factibilidad • Descripción del contenido de las opciones •Evaluación Preliminar •Evaluación Técnica •Evaluación Económica •Evaluación Ambiental • Reporte Final
Fase VI: Implementación y continuación •Preparar un Plan de Implementación •Organizar la implementación de las opciones •Evaluar los beneficios de las opciones implementadas
Fase IV: Generación de Opciones • Generación de alternativas y opciones de Prevención •Selección de opciones viables • Reporte de medio tiempo •Ejecutar análisis de las opciones preseleccionadas
Fase VII: Sostenibilidad de la PML • Estableciendo una organización de PML • Establecer regulaciones para administrar PML •Formular un plan continuo PML
Establecer un grupo de auditoria
Seleccionar enfoque de la auditoria
Balance de las causas identificadas
Las opciones seleccionadas más viables.
Opciones factibles seleccionadas
Nuevo enfoque en la auditoria
Interés de aplicar Producción Limpia

Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
14
3.5 Análisis de Entradas y Salidas
En una empresa, las oportunidades de mejora pueden surgir en los puntos de producción donde los materiales son almacenados, usados, procesados y transformados. Para reconocer si se está haciendo un uso adecuado de los insumos y materias primas, es necesario tener muy claras las operaciones en que estos se utilizan y las cantidades. La herramienta que utiliza la metodología de PML es el balance de entradas y salidas de los recursos de materia prima, agua y energía.
Dentro de una empresa los recursos necesarios para la transformación de la materia prima pueden controlarse en puntos diferentes:
Desde el momento en que se compran los insumos. El punto en el que se usan, en la máquina, en la unidad de producción y en la
salida de esta última como producto terminado. Cuando pasa de una operación a otra. Cuando se transporta o trasiega.
Figura 4. Diagrama de Entradas y Salidas La evaluación de PML puede delimitarse a un proceso completo o a una selección
de operaciones unitarias, entendiéndose éstas como el proceso en el cual se introducen las materias primas e insumos, ocurre el proceso y se extraen los materiales, posiblemente en diferentes forma, estado y composición. Las operaciones unitarias son plasmadas en un diagrama de flujo que muestra la secuencia e interrelación entre ellas, así como las entradas y salidas en cada operación. El diagrama de flujo tiene como objetivo presentar de forma global los materiales usados, ilustrar las áreas principales y secundarias del proceso, identificar los puntos de origen, uso y tratamiento de las materias primas y procesadas, de manera tal que se puedan interpretar rápida y fácilmente.
El enfoque de PML asume que todas las
compras o entradas de materiales deben dejar la empresa en forma de
producto, de desperdicio, o emisiones. Los
desechos son en sí, una medida de la eficiencia
de la empresa.
Materiales e insumos
Energía
Agua
Efluentes
Emisiones
Producto Terminado
Desechos
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
15
3.6 Opciones de Producción Más Limpia
Los factores principales en el origen de los desperdicios y emisiones son:
El personal El manejo de materias primas y productos Tecnologías Procedimientos Proveedores
Sobre la base de estos factores, existen numerosas opciones que pueden ser agrupadas de distinta forma y que apuntan hacia la producción más limpia y la reducción de desperdicios.
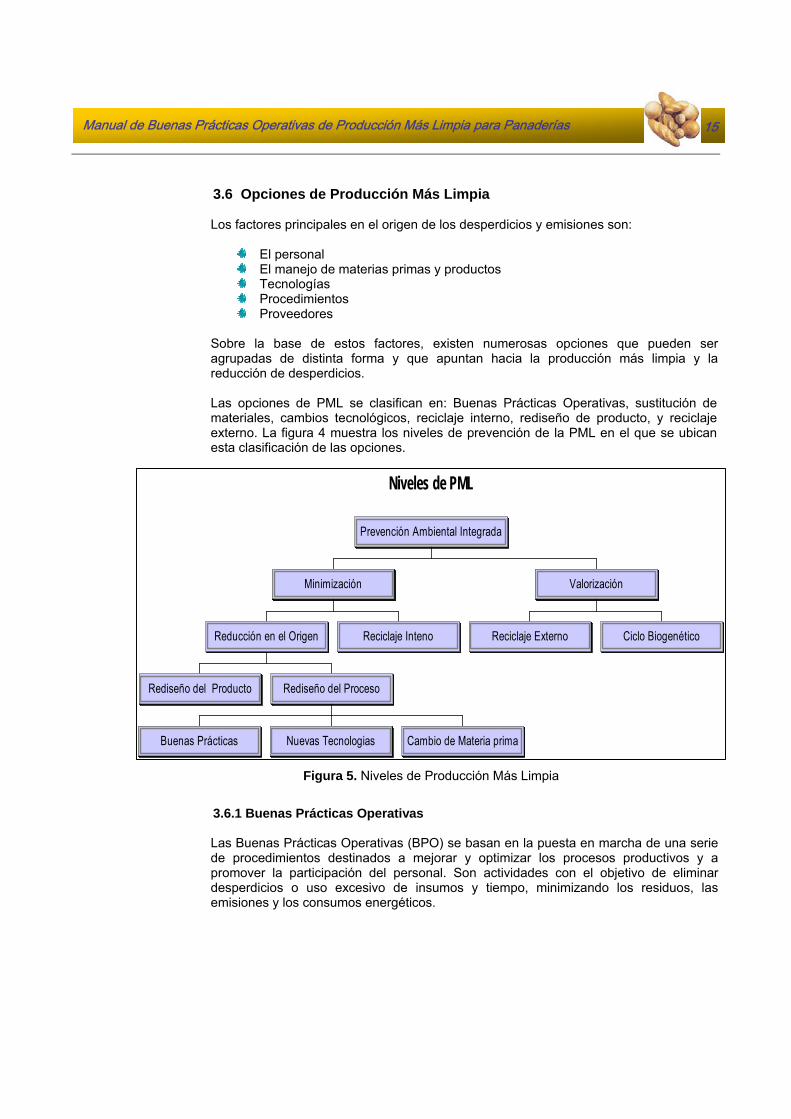
Las opciones de PML se clasifican en: Buenas Prácticas Operativas, sustitución de materiales, cambios tecnológicos, reciclaje interno, rediseño de producto, y reciclaje externo. La figura 4 muestra los niveles de prevención de la PML en el que se ubican esta clasificación de las opciones.
Figura 5. Niveles de Producción Más Limpia
3.6.1 Buenas Prácticas Operativas Las Buenas Prácticas Operativas (BPO) se basan en la puesta en marcha de una serie de procedimientos destinados a mejorar y optimizar los procesos productivos y a promover la participación del personal. Son actividades con el objetivo de eliminar desperdicios o uso excesivo de insumos y tiempo, minimizando los residuos, las emisiones y los consumos energéticos.
Niveles de PML
Rediseño del Producto
Buenas Prácticas Nuevas Tecnologias Cambio de Materia prima
Rediseño del Proceso
Reducción en el Origen Reciclaje Inteno
Minimización
Reciclaje Externo Ciclo Biogenético
Valorización
Prevención Ambiental Integrada
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
16
Las BPO son un conjunto ordenado de propuestas eco-eficientes que no representan un gran esfuerzo para la empresa, (sencillas y de pequeñas inversiones)18, no significan modificar sus procesos, ni sistemas de gestión y que se pueden llevar a término en la empresa para reducir su impacto ambiental.19 Dentro de la empresa, podemos diferenciar BPO para desarrollar en el área de procesos productivos, almacenaje de los productos, generación y gestión de los residuos, oficinas, entre otros. Son también medidas con procedimientos administrativos o institucionales que una industria usa para aumentar rentabilidad. 3.6.2 Sustitución de Materiales Los cambios en las entradas de los materiales favorecen la minimización de residuos, reduciendo o eliminando los materiales peligrosos que entran al proceso de producción. Así mismo, los cambios en la entrada de materiales ayudan a evitar la generación de residuos peligrosos dentro de los procesos de producción. Estos cambios incluyen purificación de los materiales y sustitución de los mismos. 3.6.3 Cambios Tecnológicos Modificaciones del proceso y del equipo para reducir los residuos, prioritariamente en el Ciclo de Producción. Estos cambios incluyen: Cambios en los Procesos de Producción, Cambios en los Equipos, Flujo de Materiales o Tuberías de Conducción, Uso de la Automatización y Cambios en las Condiciones de Operación de los Procesos. 3.6.4 Reciclaje Interno En términos prácticos, la reutilización dentro de una actividad productiva se puede realizar a partir de tres acciones fundamentales:
Volver a introducir un material dentro de la línea de flujo a la que pertenece. Volver a utilizar un material, dentro del mismo proceso productivo, pero no
dentro de la misma línea de flujo. Utilizar el material no dentro de la misma actividad industrial, sino como
insumo o materia prima para otra actividad industrial.
3.6.5 Rediseño del Producto Los cambios de producto se realizan con la intención de reducir los residuos que resultan del uso de un producto. Puede incluir sustitución del producto, mejoramiento de la conservación del producto y cambios en la constitución del producto. 3.6.6 Reciclaje Externo
Es la recuperación de material valioso y su reintegración dentro del ciclo económico (ejemplo: papel, plástico, cartón) que puede servir de materia prima en otra empresa.
18 www.getafeiniciativas.es/english/medioamb.htm#pto5_1 19 http://www.forumambiental.org/cast/archivos/mesure02.htm
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
17
IV. BUENAS PRÁCTICAS OPERATIVAS DE PRODUCCIÓN MÁS
LIMPIA PARA LA INDUSTRIA PANIFICADORA.
4.1 Materia Prima
1. Pesar adecuadamente todas las materias primas para la formulación del producto.
Descripción: El aseguramiento de la calidad del producto, en cuanto a la estandarización de todos los lotes de producción, implica que todas las materias primas e insumos sean cuantificados correctamente de acuerdo a la formulación. El proceso de pesaje es fundamental para garantizar la estandarización de los productos. ¿Cómo se puede lograr?
Asignando a un operario para realizar el despacho de los insumos por cada lote de producción.
Pasando un plan de producción diaria para el despachador de las materias primas.
Utilizando balanzas adecuadas a los pesos de los productos. El rango de exactitud de una balanza es menor en las primeras tres medidas y las tres últimas (por ej. En una balanza de 20 kg, las tres primeras libras y las tres últimas son menos confiable que las que quedan entre la medida 3 y la 17). Para las onzas, utilice una pesa de gramos, para las libras una pesa entre 10 y 20 libras, y para los quintales, balanzas superiores a un valor mínimo de 50 libras20.
Calibrando las balanzas cada tres meses o bien, utilizar balanzas con el dispositivo de calibración integrado.
Beneficios:
Producción de acuerdo a una planificación. Centralización del control en la manipulación de las materias primas
e insumos. Disminución de las pérdidas por mala manipulación del producto que
se da con más frecuencia cuando existe auto despacho. Esto se traduce en beneficios económicos dado que al utilizar una mayor cantidad de insumos se incrementan los costos de producción y si se utilizan menos, se corre el riesgo de obtener un producto de mala calidad.
2. Utilizar formatos para el registro de los datos21.
Descripción: Los datos de producción son fundamentales para ejercer el control de los procesos dado que las entradas y las salidas inciden directamente en los costos y los ingresos respectivamente. Un buen registro de datos proporciona a la empresa información relevante para el control y la planificación de la producción, para determinar cantidades y periodos de compras de materiales.
20 Ver Anexo I: Tabla de Conversiones de Peso 21 Ver Anexo I: Ejemplos de Formatos de Levantamiento de Datos para panaderías.
El pesaje de los materiales es fundamental para una
buena formulación
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
18
¿Cómo se puede lograr?
Estableciendo los objetivos y con base en ellos, establezca el contenido de cada registro a ser llenado.
Nombrando responsables de cada formato de registro. Tabulando periódicamente los datos obtenidos para analizar los
consolidados22. Beneficios:
Mayor control de los inventarios y de la bodega. Mayor control de la rotación de los inventarios. Ayuda a detectar y programar compras y movimientos en las ventas. Sirven de soporte a la contabilidad de la empresa. Contienen información básica para el cálculo de los rendimientos. Monitorear el movimiento de las ventas para reducir las devoluciones. Control de pérdidas y desperdicios.
3. Evaluar periódicamente su desempeño mediante la comparación
con indicadores.
Descripción: Los indicadores son parámetros de referencia de la productividad de la empresa o de sus patrones de consumo. Son de vital importancia porque la empresa dirige todos sus esfuerzos, en principio para alcanzarlos y luego para mantenerlos e incluso superarlos. Una base de datos de indicadores ayudará a llevar controles de producción, consumo de recursos y a detectar potenciales de mejora o problemáticas que impliquen decisiones importantes. La empresa puede generar su propia base de datos de los indicadores de proceso, siempre y cuando sean establecidos en condiciones consideradas óptimas de operación.
Se recomienda que el indicador de rendimiento, que se toma de referencia, sea calculado de la siguiente manera:
Para tener un parámetro de referencia del mejor indicador de producción, se debe de comparar con la cantidad mínima con la cual se obtiene ganancias considerando el costo de la cantidad de materia prima invertida.
¿Cómo se puede lograr?
Tomando los registros de consumo de harina por producto así como el peso o las unidades obtenidas de esa cantidad de harina por periodo (lote, día, mes, año).
22 Ver Anexo III: Tabla de control de datos
Rendimiento = Unidades Producidas = Und / kg
Harina Procesada (kg)
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
19
Estableciendo el indicador base para la comparación que puede ser
el calculado con base al comportamiento histórico de la producción, el cual deberá ser corregido con el registro de los nuevos valores. Además, se debe considerar alguna literatura específica de acuerdo al tipo de pan.
Calculando y registrando los indicadores reales obtenidos en cada periodo por producto.
Comparando ambos indicadores y analice las causas de las posibles variaciones con las que se encuentre.
Tomando las decisiones pertinentes para acercarse cada vez más al indicador base.
Beneficios:
Mejor control del proceso. Control de pérdidas y desperdicios. Incrementos en la productividad. Incrementos en las ventas.
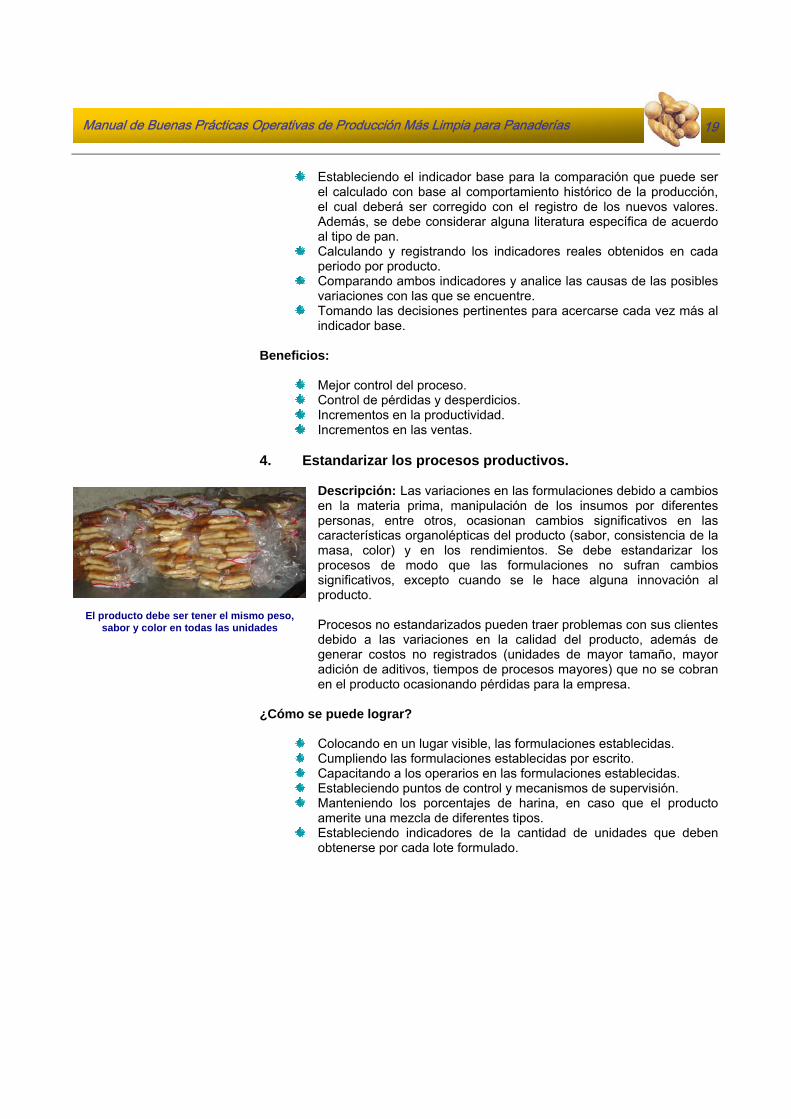
4. Estandarizar los procesos productivos.
Descripción: Las variaciones en las formulaciones debido a cambios en la materia prima, manipulación de los insumos por diferentes personas, entre otros, ocasionan cambios significativos en las características organolépticas del producto (sabor, consistencia de la masa, color) y en los rendimientos. Se debe estandarizar los procesos de modo que las formulaciones no sufran cambios significativos, excepto cuando se le hace alguna innovación al producto.
Procesos no estandarizados pueden traer problemas con sus clientes debido a las variaciones en la calidad del producto, además de generar costos no registrados (unidades de mayor tamaño, mayor adición de aditivos, tiempos de procesos mayores) que no se cobran en el producto ocasionando pérdidas para la empresa.
¿Cómo se puede lograr?
Colocando en un lugar visible, las formulaciones establecidas. Cumpliendo las formulaciones establecidas por escrito. Capacitando a los operarios en las formulaciones establecidas. Estableciendo puntos de control y mecanismos de supervisión. Manteniendo los porcentajes de harina, en caso que el producto
amerite una mezcla de diferentes tipos. Estableciendo indicadores de la cantidad de unidades que deben
obtenerse por cada lote formulado.
El producto debe ser tener el mismo peso, sabor y color en todas las unidades
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
20
Beneficios:
Mayor control de las materias primas. Reducción del impacto ambiental por producto que se descarta por
no cumplir con la calidad deseada. Capacidad para planificar la producción. Mayor control del rendimiento de los productos. Cumplimiento con la legislación ambiental.
5. Rotar los inventarios de materia prima y producto terminado
de modo que lo primero que entre sea lo primero que salga.
Descripción: El movimiento de los inventarios en una Panadería es continuo. Las compras de las materias primas se realizan en periodos cortos (diario, semanal, quincenal, a lo sumo, mensual para algunos insumos), así como la distribución de la producción que se realiza todos los días por la naturaleza del producto. El llevar una buena rotación de los inventarios le ayudará a garantizar la calidad de sus productos y evitar pérdidas monetarias por el vencimiento de materiales en bodega y por ende reducir la cantidad de desechos. ¿Cómo se puede lograr?
Registrando todas sus compras. Identificando en la bodega las compras con un número de lote, fecha
de compra y de vencimiento. Evitando colocar los quintales nuevos sobre los quintales viejos. Evitando apilar las cajas de manteca y otros insumos. Provea a la
bodega de un estante donde pueda rotular la posición de cada insumo.
Manteniendo estricta vigilancia en las entradas y salidas de materiales.
Beneficios:
Garantizar la calidad de la materia prima en la elaboración de los
productos. Evitar pérdidas monetarias por vencimiento de producto. Reducir la contaminación ambiental provocada por la disposición de
materia orgánica. Mayor control de la bodega.
6. Controlar los parámetros de temperatura y humedad de cuartos
de fermentación, cuartos fríos y hornos.
Descripción: El control de los parámetros de humedad y temperatura de cuartos de fermentación, cuartos fríos y hornos es fundamental para asegurar la calidad de los productos. Estos afectan la calidad de la masa, la reacción de la levadura, el sabor y la apariencia. Es por este motivo que estos parámetros deben estar controlados para evitar pérdidas por:
Evite pérdidas económicas cuantiosas por mala manipulación
de sus materias primas
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
21
Mala fermentación: La cantidad de levadura, junto con el tiempo de fermentación son la base para calcular la humedad y la temperatura del cuarto que son los factores que ayudan a que la levadura realice su labor de fermentación (crecimiento) del pan de manera acelerada. Sin embargo, si se deja pasar mucho tiempo, el efecto se revierte y el resultado es un pan pesado, sin cuerpo y con un sabor diferente.
Altas o bajas temperaturas en los hornos: Pueden ocasionar pérdidas por falta o exceso de cocimiento del pan. Un pan mal cocinado tiene una vida de anaquel menor y en el caso de que se queme, no puede ser ni siquiera vendido.
Altas temperaturas en los cuartos fríos: La masa refrigerada que se utiliza en muchos productos de repostería, es muy susceptible a la temperatura, dado que afecta directamente el rendimiento ya que ocasiona pérdidas de humedad. Esto tiene como consecuencia que el producto final queda muy frágil y quebradizo, difícil de manipular y por lo tanto más vulnerable en las operaciones de empaque y transporte.
¿Cómo se puede lograr?
Especificando los parámetros de humedad y temperatura para cada uno de los productos.
Estableciendo el tiempo necesario para los procesos de fermentación, enfriamiento y horneado para cada uno de los productos.
Vigilando constantemente que los equipos de medición de los parámetros se encuentren en buen estado en cada equipo. Asegúrese de que los equipos sean regulables.
Colocando etiquetas a cada lote que entra al cuarto de fermentación o al cuarto frío para controlar el tiempo de estadía.
Registrando los parámetros para cada lote de producto, así podrá evaluar los resultados y realizar los ajustes pertinentes.
Beneficios:
Reducción de las pérdidas de producto en proceso y producto terminado.
Aseguramiento de la calidad del producto. Reducción de la inspección empírica periódica de los parámetros en
cuestión. En el caso de los cuartos fríos, por cada grado de temperatura
regulado se ahorra un 5% de la energía eléctrica. 7. Calibrar periódicamente las balanzas y mantenerlas limpias. Descripción: El uso constante de equipos de medición provoca que su unidad de medida se altere paulatinamente, de modo que exista un desfase entre el dato real y la lectura que el equipo indica. En el caso de las balanzas, el colocarle pesos que sobrepasan su capacidad provoca errores en las mediciones subsecuentes. Esto trae como consecuencia alteraciones en la formulación de los productos y por ende variaciones en el producto final.
Termómetros Analógicos
Báscula digital de gran capacidad
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
22
¿Cómo se puede lograr?
Evitando manipular las balanzas si no sabe utilizarlas (armar y desarmar, tratar de calibrarlas halando del resorte hasta que vuelva a cero, golpearlas, moverlas constantemente de lugar).
Evitando colocar las balanzas en lugares donde halla exceso de corrientes de aire dado que para cantidades pequeñas, puede ocasionar errores de medición (especialmente si son digitales).
Colocando los productos de modo que no se salgan del área de medición de la balanza, evitando el contacto con el suelo u otros elementos que puedan influir en la medición.
Tarando23 las balanzas electrónicas (poner a cero la balanza en un dado estado de carga, es decir, coloca en la balanza el recipientes vacío, luego tarar para regresarla a cero para adicionar el insumo a ser medido) así obtenemos el peso sólo del material sin tomar en cuenta el peso del recipiente. En el caso de balanzas analógicas (reloj), utilice los mismos recipientes, cuyos pesos ya son previamente establecidos para restarlos a la medición con el producto.
Beneficios:
Exactitud en las mediciones. Mayor agilidad en los procesos. Evita la sobredosificación de los insumos y por lo tanto el incremento
en los costos de producción.
4.2 Agua 8. Utilizar eficientemente todas las salidas de agua. Descripción: El agua es un recurso indispensable para cualquier industria alimenticia, más que por su valor monetario, por su aporte al producto y a la inocuidad del proceso, y su importancia ambiental. Por tales motivos, el mantenimiento de las tuberías y salidas de agua debe ser óptimo, de modo que se evite al máximo el uso excesivo de la misma. ¿Cómo se puede lograr?
Colocando rótulos de concientización en cada salida de agua. Utilizando dispositivos reductores de flujo en las salidas de agua. Asignando tareas que se deben realizar en cada salida de agua de
modo que se reduzcan al mínimo necesario las disponibles. Beneficios:
Control del uso del agua. Contribución a la conservación del recurso. Reducción del consumo, por ende, reducción de la facturación
eléctrica (en caso de agua de pozo) o de factura de agua (si no se le asigna un cargo fijo).
23 Ver glosario
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
23
9. Instalar pistolas de cerrado automático en todas las
mangueras. Descripción: Las operaciones de lavado usualmente son grandes consumidoras de agua. Una de las principales causas por las cuales se incrementa el consumo es por las prácticas de lavado y por los descuidos por parte de los operarios que dejan las llaves abiertas durante tiempos muertos, es decir, durante periodos en los cuales el agua no está cumpliendo su función de limpieza y simplemente se deja correr. Debido a esto, existe la oportunidad de colocar las pistolas de cierre automático en las mangueras que evitan los tiempos muertos antes mencionados. La reducción por el uso de las pistolas se estima en un 20% del consumo sin pistolas, ya que se reduce el tiempo de operación por la ventaja de lavar a una mayor presión y la eliminación del consumo cuando la manguera no se está utilizando. ¿Cómo se puede lograr?
Sustituyendo periódicamente los empaques de las mangueras para evitar fugas que reduzcan la presión de salida del agua por la pistola.
Calculando el costo beneficio de evitar que se consuma agua en tiempos muertos, incluyendo la agilización del proceso. Esto se hace de la siguiente manera:
Calcule el costo de agua en US$ / m3. Cuantifique el consumo por problemas de empaque y
ausencia de pistolas en las mangueras. Calcule la inversión en las pistolas según el número de
mangueras y divídala entre el dinero que está perdiendo por estos problemas. Si la recuperación de la inversión se da en un lapso menor de un año, representa una BPO de PML. Para las empresas que cuentan con un pozo propio, el costo del agua se atribuye a la energía en concepto de bombeo24.
Beneficios:
Reducción del consumo de agua y por ende del efluente. Mayor eficiencia y eficacia en los procesos de lavado dado que la
presión del agua reduce el tiempo de operación y facilita la limpieza. Reducción de la facturación de agua.
10. Lavar las bandejas en piletas en vez de superficies planas. Descripción: Dado que el lavado de bandejas es el mayor consumidor dentro de una panadería, éste debe ser lo más eficiente que sea posible. El remojo ayuda a que la grasa se separe de las superficies de los sartenes, mejor aún si se realiza en presencia de algún detergente o jabón corta grasa. Esto facilita el fregado de las bandejas y evita consumir cantidades considerables de agua. Para aprovechar esta oportunidad, el área de lavado debe estar provista de una pileta (o más, de acuerdo a las necesidades de la empresa), donde se sumerjan los sartenes con el detergente y/o agua caliente. Los sartenes deben ser introducidos antes de adicionar el agua a la pileta. Después de un tiempo prudencial, se puede dar inicio al fregado de las bandejas.
24 Ver Anexo IV: Cálculo del costo de agua cuando es obtenida de pozo.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
24
¿Cómo se puede lograr?
Construyendo dos piletas de alto y ancho superior al de las bandejas a lavar.
Retirando los residuos sólidos de las bandejas antes de lavarlas. Diluyendo el detergente en el agua de la pileta de acuerdo a las
indicaciones del fabricante. Utilizar más detergente del establecido incrementará la cantidad de agua necesaria para retirarlo posteriormente.
Dejando reposar las bandejas durante un periodo de tiempo (preferiblemente con agua caliente que se puede obtener aprovechando el calor de los hornos).
Fregando cada una de las bandejas hasta lograr la limpieza total. Introduciendo las bandejas enjabonadas y fregadas en la segunda
pileta. Los cambios de agua deben hacerse cada cierto tiempo siempre y cuando se detecte que la calidad de la limpieza empieza a mermarse.
Enjuagando el residuo del detergente que quedó en las bandejas. Beneficios:
Reducción en la utilización de agua y detergente y por ende del efluente a tratar.
Reducción en el esfuerzo del lavado. Reducción de la carga contaminante ocasionada por la grasa
adherida a las bandejas.
11. Instalar medidores de flujo para monitorear el consumo de agua.
Descripción: El control de los consumos de los recursos es de vital importancia para mantener los niveles deseados de ahorro en las industrias. Lo que no se registra no se puede controlar. Esto aplica también a las empresas que cuentan con suministros de agua comercial, dado que es de gran utilidad para corroborar los datos de la factura. ¿Cómo se puede lograr?
Determinando el mejor punto para colocar el medidor. Este debe ser en la entrada principal de la planta, ya sea a la salida del pozo o posterior a la salida del tanque (de existir uno).
Llevando registro del consumo diario que marca dicho medidor. Esto le servirá para generar indicadores de consumo con respecto a la producción (litros de agua por kg de producto), para que al implementar medidas de reducción, pueda calcular la cantidad ahorrada real. La siguiente tabla muestra un ejemplo del formato de registro de este consumo:
Fecha Lectura
inicial Lectura
final Consumo
(l/día)25 Quintales
procesados / día Indicador
(l/qq)
25 Este valor también puede reflejarse en metros cúbicos por día. Un metro cúbico equivale a 1000 litros.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
25
Beneficios:
Contabilización propia del consumo de agua. Facilita detectar los incrementos del consumo a través del control de
indicadores. Registra los cambios reales en las reducciones del consumo como
efecto de la implementación de PML.
12. Evitar fugas en las tuberías. Descripción: Las fugas en las tuberías son muy comunes, especialmente si la panadería tiene mucho tiempo de laborar, incrementando el riesgo de fugas internas. Aunque el caudal de una fuga no parezca representativo, el tiempo en que persiste la misma si lo es, teniendo como consecuencia grandes pérdidas de agua. Muchas de las fugas externas son ocasionadas por llaves mal cerradas o por grifos en mal estado. ¿Cómo se puede lograr?
Colocando llaves de cierre rápido en las salidas de mayor uso. Inspeccionando el estado de los grifos constantemente. Estableciendo mantenimiento periódico al sistema de distribución de
agua. Realizando pruebas eventuales de detección de fugas internas (esto
se puede probar cerrando todas las llaves de la planta y verificar durante un periodo de tiempo si el medidor no marca ningún consumo).
Beneficios:
Reducción del consumo innecesario de agua. Reducción del efluente a tratar. Reducción en la factura de agua.
4.3 Energía
4.3.1 Energía Eléctrica
13. Realizar inspecciones en los diferentes elementos que
constituyen el sistema eléctrico de la planta.
Descripción: El buen estado de los sistemas consumidores de energía está íntimamente ligado al mantenimiento preventivo que se le de a los mismos. La constante vigilancia de algunos parámetros que a continuación se presentan reducirá en gran medida los problemas por accidentes, paros inesperados, etc., pero más que eso, le permitirán bajar su consumo eléctrico y por ende los costos de su explotación. Estas inspecciones van desde los sistemas de abastecimiento (que pueden ser propios o parte de la red comercial) hasta el último equipo consumidor de energía dentro de la planta.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
26
¿Cómo se puede lograr?
1. Inspección de los Transformadores.
Conociendo la carga asociada al transformador para no
sobrecargarlo, y así reducir las pérdidas en los conductores. Evitando operar transformadores a baja carga (menor al 20%), si es
posible se debe redistribuir la carga. Revisando el nivel y rigidez dieléctrica del aceite cada 6 meses, con
el fin de controlar la capacidad aislante y refrigerante del mismo. Realizando una limpieza periódica del transformador en partes como
la superficie del tanque, aletas disipadoras de calor, bornes, etc. Midiendo con frecuencia la temperatura superficial del transformador,
ella no debe ser superior a 55 oC, de ser así, debe revisar el aceite dieléctrico.
2. Inspección de Sistemas de Refrigeración y Climatización
Verificando que el empaque de las puertas de los equipos de
refrigeración permita el cierre hermético para impedir la entrada de aire caliente al espacio refrigerado.
Limpiando con frecuencia los filtros y los condensadores de los equipos de refrigeración.
Asegurando el control de la temperatura a través de la regulación del termostato en los ambientes climatizados con aire acondicionado.
Evitando exigir mucho frío al aire acondicionado al momento de ponerlo en marcha. No refrescará el ambiente rápidamente, sólo gastará más energía.
Considerando la posibilidad de usar ventiladores eléctricos para mantener un ambiente cómodamente fresco la mayor parte del tiempo, ya que es menor al costo operacional de un equipo de aire acondicionado.
3. Inspección en el Sistema de Bombeo.
Revisando los filtros de la bomba. Límpielos con frecuencia para
evitar que las obstrucciones ocasionen sobrecargas que aumentan innecesariamente su consumo de energía.
Verificando periódicamente que no haya fuga en los empaques interiores. Estas últimas pueden ocasionar corrosión en la flecha además de pérdidas.
Revisando toda la instalación de la tubería para verificar que no existan fugas, en especial en las uniones de los tramos de tubería. Los empaques viejos y gastados y las uniones flojas pueden ocasionar fugas, las cuales darán por resultado un mayor consumo eléctrico.
Verificando que la potencia nominal suministrada por el motor sea igual a la que requiere la bomba para trabajar a su máxima eficiencia. Sí es superior, está gastando innecesariamente la energía.
Alineando el motor perfectamente con la bomba y montándola sobre una superficie que reduzca las vibraciones.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
27
Instalando controles automáticos para arrancar el motor y para el
motor de la bomba. Así evitarás que este último siga consumiendo energía eléctrica cuando la bomba haya dejado de funcionar.
4. Inspección en las Instalaciones Eléctricas (conductores).
Revisando la temperatura de operación de los conductores dado que
conductores sobrecargados presentan temperaturas superiores a las normales. Esto produce pérdidas por calentamiento y riesgo de producirse cortocircuitos o incendio. El calentamiento puede ser causado, entre otras cosas por el calibre inadecuado de los conductores o por empalmes y conexiones mal efectuados.
Evitando sobrecargar los circuitos derivados del mismo. Efectuando un programa periódico de ajuste de conexiones y
limpieza de contactos, borneras, barrajes, etc. Las conexiones flojas e inadecuadas aumentan las pérdidas de energía.
Beneficios:
Reducción de la factura eléctrica. Incremento en el nivel de eficiencia aprovechado por la panadería. Disminución del mantenimiento correctivo que es más caro porque
implica paros de producción e inversiones imprevistas. Reducción del riesgo por accidentes en el sistema eléctrico.
14. Analizar un posible cambio de la tarifa eléctrica que rige el
consumo de la Panadería. Descripción: Los establecimientos legalmente inscritos en las municipalidades tienen derecho por ley a afiliarse a una tarifa diferente a la domiciliar. Si su panadería se encuentra en su propia casa es recomendado que instale medidores separados dado que las tarifas comerciales tienen montos menores a las domiciliares.
¿Cómo se puede lograr?
Calculando la tarifa recomendada de acuerdo al pliego tarifario
emitido por el ente regulador que establece el costo de la energía y la potencia demandada (aunque no en todos los casos) que se basa en la naturaleza del negocio y la demanda instalada (sumatoria de las demandas de todos los equipos consumidores en la panadería).
Solicitando al proveedor de la energía un análisis de cambio de tarifa.
Beneficios:
Reducción en los costos por energía eléctrica. Factibilidad para la base de costos de la empresa dado que el costo
de la energía es producto directo a la producción.
15. Mantener un Factor de Potencia superior al establecido por la ley.
Descripción: El Factor de Potencia indica el grado de aprovechamiento de la energía suministrada a los equipos instalados en una empresa. El valor ideal
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
28
del factor de potencia es 1, esto indica que toda la energía consumida por los aparatos ha sido transformada en trabajo. Cuando este valor, está por debajo del valor establecido por la ley (por ej. 0.85 ó 0.90 en algunos países de la región) se penaliza al consumidor con multas que no sólo afectan sólo al monto económico, sino que incrementa los costos de consumo eléctrico en otras formas26. Estas multas sólo aplican a aquellas tarifas donde se cobra la potencia, sin embargo, cargas con un bajo factor de potencia exigen al sistema de alimentación que genere y transmita una mayor cantidad de corriente, entregando así, mayor potencia total de la necesaria para realizar el trabajo. Los problemas causados por un bajo factor de potencia son:
Mayor consumo de corriente. Aumento de las pérdidas en conductores. Sobrecarga de transformadores, generadores y líneas de
distribución. Incremento de las caídas de voltaje. Incremento de la facturación eléctrica por mayor consumo de
corriente. Incremento de la facturación eléctrica producto de las multas.
Las cargas inductivas requieren potencia reactiva para su funcionamiento, esta demanda de reactivos se puede reducir e incluso anular si se colocan capacitores en paralelo con la carga. Cuando se reduce la potencia reactiva, se mejora el factor de potencia. Muchas veces conviene más sustituir el motor en vez de compensarlo con capacitares, dado por su vida útil u otros factores, su eficiencia ya sea muy baja.
¿Cómo se puede lograr?
Compensando la Energía Reactiva, a través de la instalación de capacitores o condensadores (que es un acumulador de energía reactiva). Estos equipos entregan energía reactiva que ya no es tomada de la red de suministro eléctrico. La compensación se puede realizar, de acuerdo al problema que haya detectado la empresa, de tres formas: compensación individual, compensación seccionada y compensación general27.
Sustituyendo el motor con factor de potencia muy bajo (por ej. un motor con un factor de potencia menor de 0.5 y que tiene una eficiencia de 0.45).
Beneficios.
Reducir las pérdidas debido al excesivo consumo de corriente. Aumento de la disponibilidad de potencia de transformadores, líneas
y generadores. Reducción de las caídas de tensión. Incremento de la vida útil de las instalaciones. Reducción de los costos por facturación eléctrica.
26 Ver Anexo VI: Factor de Potencia 27 Ver Anexo VII: Métodos de compensación del Factor de Potencia.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
29
Eliminar los cargos adicionales por penalización de factor de
potencia.
16. Evaluar el desempeño energético mediante la comparación con indicadores de consumo.
Descripción: La comparación de sus consumos energéticos con respecto a la producción generada con la explotación de ese recurso, le será de mucha ayuda para detectar incrementos reales del consumo eléctrico.
¿Cómo se puede lograr?
Estableciendo la relación que le servirá de indicador. Por ejemplo,
Consumo de energía en un período (kWh) / Producción en el mismo periodo (kgs de producto). De esta forma, usted puede comparar cuántos kWh de energía eléctrica está consumiendo por cada kg de producto terminado en cualquier instante de tiempo.
Comparando los indicadores de cada periodo para monitorear el movimiento de los mismos. De presentarse variaciones drásticas podrá tomar las medidas necesarias al respecto.
Beneficios:
Mayor control del consumo energético. Poder comparar el consumo con relación a la producción mejorando
la asignación de costos por energía. 17. Evitar las fugas y malos aislamientos en hornos y equipos
de refrigeración.
Descripción: Las fugas en los hornos y equipos de refrigeración provocan incrementos en el consumo de energía. Dado que es un flujo constante, por muy pequeño que sea es muy representativo.
¿Cómo se puede lograr?
Monitoreando periódicamente el estado de válvulas, tuberías,
mangueras y demás ductos del sistema. Realizando cambios de empaque al tiempo, antes de que se
deterioren totalmente y generen una nueva fuga. Midiendo periódicamente las temperaturas internas y externas de los
equipos.
Beneficios:
Reducción de la factura. Disminución de los riesgos por accidentes. Incremento de la eficiencia de los equipos. Garantía en la calidad del producto que utiliza esos equipos.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
30
18. Administrar la carga eléctrica para reducir el monto de la
factura.
Descripción: La carga eléctrica representa la potencia total demandada en un periodo de tiempo. Aquellos usuarios cuyas tarifas incluyen el cobro de la potencia, se verán afectados por este rubro en la medida en que utilicen muchos equipos a la vez o los enciendan simultáneamente (que es donde más demanda de potencia registra el equipo). Los medidores registran el valor de la potencia cada cierto tiempo, fijando el valor máximo alcanzado en el periodo facturado. La empresa puede reducir este valor máximo administrando el encendido de sus equipos y evitando al máximo el trabajo simultáneo de los mayores demandantes de potencia.
¿Cómo se puede lograr?
Evitando el arranque y la operación simultánea de motores, sobre
todo los de mediana y gran capacidad, para disminuir el valor máximo de la demanda en cada instante de tiempo.
Evitando la operación en vacío de los motores. Verificando periódicamente la alineación del motor con la carga
impulsada. Una alineación defectuosa puede incrementar las pérdidas por rozamiento y en caso extremo ocasionar daños mayores en el motor y en la carga.
Corrigiendo la caída de tensión en los alimentadores. Una tensión reducida en los terminales del motor, genera un incremento de la corriente, sobrecalentamiento y disminución de su eficiencia. Las normas permiten una caída de tensión del 5%28. Para ello utilice conductores correctamente dimensionados.
Balanceando la tensión de alimentación de la corriente en los motores trifásicos de corriente alterna. El desequilibrio entre las fases no debe exceder en ningún caso del 5%, mientras menor sea el desbalance, los motores operarán con mayor eficiencia.
Utilizando arrancadores a tensión reducida en aquellos motores que realizan un número elevado de arranques. Con esto evitará un calentamiento excesivo en los conductores y logrará disminuir las pérdidas durante la aceleración.
Evitando rebobinar los motores más de 2 veces, porque puede variar las características de diseño del motor, lo cual incrementaría la pérdida de energía.
Beneficios:
Reducción de la factura eléctrica. Conservación de los equipos y de los sistemas eléctricos en buen
estado. Disminución del riesgo por accidentes. Disminución de los costos por mantenimiento correctivo. Evitar pérdidas de producción por paros inesperados.
28 Ahorro de Energía en las PYMES. http://www.minem.gob.pe/pae
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
31
19. Optimizar los sistemas de iluminación.
Descripción: El sistema de iluminación ofrece muy buenas oportunidades de ahorro. Las siguientes recomendaciones dan las pautas de lo que la empresa puede ir implementando gradualmente para reducir el costo de de la energía asociado a la iluminación dado que, en el caso de las panaderías, es muy importante debido a los largos periodos que requiere su utilización.
¿Cómo se puede lograr?
Seccionando los circuitos eléctricos de iluminación de modo que si
en un área no se está trabajando, sea posible apagar las luces. Colocando tragaluces en las áreas dónde sea posible. El paso de la
luz natural a través de láminas traslúcidas que disminuye la necesidad de luz artificial y por lo tanto reduce los costos de energía eléctrica. Se recomienda un área del 10% al 15% del área techada (para evitar la alta transferencia de calor coloque láminas traslúcidas de doble flauta).
Sustituyendo los bombillos incandescentes en mal estado por lámparas incandescentes o ahorrativas.
Apagando las luces de los hornos cuando éstos no están siendo monitoreados.
Limpiando periódicamente las luminarias, porque la suciedad disminuye el nivel de iluminación de una lámpara hasta un 20%.
Apagando las luces que no se necesitan, como por ejemplo las luces de los servicios higiénicos, bodegas que no tienen personal permanente, áreas de proceso en tiempos de reposo del personal.
Usando colores claros en las paredes, muros y techos, porque los colores oscuros absorben gran cantidad de luz y obligan a utilizar más lámparas.
Analizando la posibilidad de reemplaza las fluorescentes T-12 convencionales de 40 W por fluorescentes de tipo delgado T-8 de 36 W, las cuales iluminan igual (la inversión implica el cambio del balastro y del tubo fluorescente, y se recuperará si y sólo si el tiempo de operación de estas lámparas es mayor a seis horas por día ya que su costo de inversión es mayor que el de las fluorescentes convencionales). La inversión se puede realizar gradualmente, a medida que se van dañando las lámparas convencionales.
Utilizando lámparas de vapor de sodio de alta presión en la iluminación de exteriores.
Seleccionando las lámparas que suministren los niveles de iluminación requeridos en el lugar necesario y no en otros de acuerdo al tipo de actividad que se desarrolle29.
Beneficios:
Reducción de la factura eléctrica. Asegurar los niveles de iluminación adecuados en cada área de una
forma eficiente para evitar que se generen enfermedades de la vista. Reducir el impacto ambiental por la reducción indirecta de las
emisiones de CO2 a la atmósfera.
29 Ver Anexo VII: Tabla de sustitución de luminarias
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
32
4.3.2 Energía Térmica:
20. Optimizar la utilización de los hornos procurando colocar el
mayor número de bandejas en su interior.
Descripción: Algunos productos que requieren del mismo tiempo y temperatura en el horno, pueden ser introducidos a la vez, de modo que se aproveche al máximo la capacidad instalada del horno. El realizar horneadas con bajo nivel de producción incrementará sus costos por energía térmica. ¿Cómo se puede lograr?
Procurando el máximo aprovechamiento del espacio de las bandejas dentro del horno.
Programando el uso del horno (en el caso de que se cuente solo con uno), de modo que entren primero los panes que requieren más calor.
Acomodando las bandejas de modo que alcance el mayor número de ellas.
Beneficios:
Reducción del consumo de combustible por lo que le dará un
beneficio económico. Reducción del tiempo de operación de horneado, lo que agilizará el
proceso y evitará cuellos de botella. Reducción del tiempo del operario.
21. Monitorear la temperatura interna de hornos y cuartos de
fermentación mediante la colocación de termómetros.
Descripción: Un equipo a leña de llama abierta que opera a baja temperatura, además de contaminar exageradamente, forma capas de residuos, que se van adhiriendo a las paredes del ducto de gases, transformándose en un peligro latente ya que es un elemento altamente combustible. Cuando el equipo trabaja a muy alta temperatura por exceso de leña o por sobre calentamiento, no se tiene forma de saberlo si no se cuenta con un medidor de temperatura. Por lo tanto será difícil evaluar qué nivel de peligro se puede estar presentando en cuanto a la calidad del producto y al riesgo a los humanos.
En el caso de los cuartos de fermentación se pone en peligro la calidad del producto, ya que si no presta las mejores condiciones para que la levadura realice su acción, el producto se verá afectado en cuanto a rendimiento, sabor, apariencia, etc.
¿Cómo se puede lograr?
Colocando termómetros a los hornos y cuartos de fermentación. Estableciendo las temperaturas, tiempos y humedad necesaria para
cada tipo de producto. Monitoreando constantemente estos valores durante el proceso.
Toma del interior de un horno artesanal
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
33
Beneficios:
Mayor control de calidad del producto. Menor riesgo de accidentes. Reducción de las pérdidas por producto defectuoso. Control en el consumo de combustible dado que no se darán
eventuales incrementos debido a la ausencia de conocimiento de la temperatura.
22. Mantener la mayor distancia entre equipos generadores de calor y
equipos de refrigeración.
Descripción: Los equipos generadores de frío y de calor son antagónicos, eso indica que su cercanía incrementará el intercambio de calor entre ambos tipos generando mayor consumo de energía. En el caso del sistema frío, constantemente estará tratando de enfriar el volumen de aire que está siendo calentado por la transferencia de calor. En cambio el sistema caliente tendrá que consumir más combustible para mantener la temperatura deseada. ¿Cómo se puede lograr?
Tomando en cuenta esta observación al momento de distribuir la planta o de ser necesaria una redistribución, para evitar los costos que se incrementan por la proximidad de equipos fríos.
Beneficios:
Mejora la eficiencia de los equipos lo que permite obtener mejores
resultados. Reducción de la facturación eléctrica.
23. Aprovechar el calor de los hornos para los cuartos de
fermentación
Descripción: Uno de los procesos más importantes que se lleva a cabo en panaderías es la fermentación de la masa, donde el control de la temperatura y la humedad son indispensables para tener como resultado un pan con buenas características organolépticas. El ambiente húmedo y caliente se consigue con recursos energéticos ya sea mediante una resistencia o por un condensador. Sin embargo, mediante la adaptación de un sistema de transferencia de calor, es posible eliminar el consumo de energía eléctrica y aprovechar más el calor de los hornos. El sistema debe estar provisto de ductos que conecten una salida de calor del horno con el cuarto de fermentación, reguladores del flujo de aire, es decir, válvulas con las cuales se pueda controlar la cantidad de calor que está ingresando al cuarto y así poder mantener la temperatura deseada, un dispositivo de alimentación de agua por goteo o por evaporación para alcanzar el nivel de humedad deseado, así como marcadores de temperatura y humedad.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
34
¿Cómo se puede lograr?
Considerando los siguiente parámetros para el diseño del sistema:
velocidad del aire caliente, temperatura de salida del horno, área de salida, rangos de temperatura deseada en el cuarto, longitud de tuberías, humedad deseada dentro del cuarto y área del cuarto.
Aislando bien el cuarto frío para evitar las pérdidas de calor. Para este propósito puede usar una pared doble (externa de concreto e interna de lámina lisa de zinc galvanizado) con un aislante entre ambas caras que puede ser aire o fibra de vidrio. Así mismo, la puerta debe estar bien aislada.
Evaluando la factibilidad económica de la construcción del cuarto, verificando el tiempo de recuperación de la inversión (inversión / ahorro anual). Esto se refiere al tiempo de proceso que se ahorrará por contar con un cuarto de fermentación que, además de agilizar el proceso, le traerá mejoras en la calidad del pan.
Beneficios:
En el caso de que el cuarto no exista y se realice fermentación
natural, se reducirá el tiempo del proceso de fermentación. Esto ayudará a incrementar la productividad ya que podrá disponer de mayor tiempo para generar más productos.
En el caso de que el cuarto ya exista, se elimina el costo de electricidad del sistema actual.
El nuevo sistema requiere menos mantenimiento que los cuartos que funcionan con electricidad.
4.4 Capacitación
24. Capacitar a la administración en procesos de planeación y
control de la producción.
Descripción: Los procesos de planeación y control de la producción en una panadería son difíciles de conseguir dada la naturaleza del producto que se mueve en el mercado de acuerdo a pedidos. Existe una rotación constante del inventario, y como muchos productos perecederos, su vida de anaquel no supera los tres días, lo que genera devoluciones de producto. Por todas estas variantes, la administración de una panadería debe buscar los mecanismos más apropiados para dar respuesta a sus necesidades. Los diferentes métodos que existen deben pasar por un proceso de adaptación del negocio y de asimilación por todos los involucrados en llevarlo a cabo. Es por todo lo antes mencionado, que se hace necesario un plan de capacitación con objetivos claros para alcanzar las metas propuestas.
¿Cómo se puede lograr?
Aplicando Benchmarking, es decir, adaptando a la realidad de la
empresa algunas estrategias que ya se han probado en otras industrias del sector o en otros paises.
Detectando las debilidades del sistema actual para buscar posibles soluciones.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
35
Capacitando periódicamente a los empleados en los métodos
seleccionados para sus aplicación, lo que incluye el seguimiento de la puesta en marcha para la evaluación de los resultados, adopción de ajustes y nuevas corridas.
Beneficios:
Mejoran los controles de la producción. Se reducen las devoluciones. Se identifican los productos de mayor rentabilidad para su
explotación.
25. Concientizar a los empleados en la importancia de aplicar PML continuamente.
Descripción: Se debe recordar periódicamente las actividades que corresponden a la aplicación continua de Producción Más Limpia, de modo que se pueda dar sostenibilidad a la aplicación de las opciones y por ende seguir obteniendo buenos resultados. Tome muy en cuenta que las relaciones humanas con los empleados representan un elemento importante para mantener un buen ambiente de trabajo, un flujo de información vertical para dar respuesta a problemáticas o iniciativas que surgen a lo interno de la empresa. La motivación se construye diariamente, sin embargo, los encuentros periódicos destinados a dar a los empleados un espacio de esparcimiento y para incrementar sus conocimientos da la ventaja de que el empleado se sienta parte del sistema, sin él, el sistema no funciona igual. ¿Cómo se puede lograr?
Capacitando a los empleados, de forma práctica, en las Buenas
Prácticas Operativas propuestas por la PML. Supervisando la aplicación de las nuevas prácticas. Diseñando algún programa de incentivos a los empleados
destacados. Documentando los resultados cualitativos y cuantitativos. Preocupándose por conocer por lo menos los nombres y cargos de
sus empleados. Esto la hará más fácil la sinergia en las capacitaciones.
Realizando recorridos eventuales en la planta cuando se tenga programada una capacitación de motivación. Una invitación personal es mejor acogida que un memorando en la pared.
Realizando dinámicas “rompe hielo” durante las capacitaciones, esto facilitará un ambiente menos tenso donde a todos se les de la oportunidad de expresarse.
Beneficios:
Mejora continua con PML. Oportunidad de Generar nuevas ideas. Reducción de costos operativos. Mayor satisfacción de los empleados que se traduce en un
incremento de productividad. Ventaja en la detección de problemas de personal. Cercanía para que los empleados expresen sus inconformidades. Mayor productividad por el ambiente positivo que se fomenta.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
36
4.5 Residuos
26. Evitar que las aguas residuales contengan exceso de
sólidos.
Descripción: La presencia de sólidos en suspensión es común en las aguas residuales de panadería. Estos sólidos se disuelven en el agua con el tiempo, robando el oxígeno presente en ella y generando el agua residual con olores desagradables debido a la descomposición de la materia. Retener la mayor cantidad de estos sólidos lleguen a mezclarse con el resto de aguas residuales, reducirá esa carga contaminante.
¿Cómo se puede lograr?
Colocando coladores en los desagües con agujeros de tamaño apropiado para el tipo de residuos.
Limpiando inmediatamente después de la limpieza la rejilla o colador para evitar atascamiento.
Evitando retirar la rejilla si aun no ha terminado el lavado. Beneficios:
Reducción de la carga contaminante en el efluente. Reducción de los costos de tratamiento de las aguas residuales.
27. Aprovechar materiales orgánicos e inorgánicos.
Descripción: El material de empaque de los diferentes productos que se utilizan en la panadería están compuestos por material reciclable: cartón, papel, plástico, aluminio, bidones plásticos que no son rellenables, etc. Existen muchas empresas que recepcionan este material para generar nuevos productos por los que representa una oportunidad para la empresa el destacarse en la cultura del reciclaje externo. Por otro lado, la basura orgánica es posible aprovecharla para la generación de biogás o compost, por lo que también existe la oportunidad de reducir estas cantidades si se tiene al alcance una empresa que se dedique a estas actividades.
¿Cómo se puede lograr?
Investigando los materiales reciclables con los que cuenta y en qué estado deben proporcionarse para poder ser aprovechados en el reciclaje. Así mismo, investigue posibles empresas que recolecten desechos orgánicos para elaborar compost o biogás.
Separando la basura orgánica de la inorgánica siempre. Destinando un área apropiada fuera de la planta para la recepción
del material inorgánico hasta reunir un lote para llevarlo a la empresa recicladora. En el caso del material orgánico se debe establecer un método de traslado de los desechos a la otra planta dado que no se pueden retener por mucho tiempo.
Beneficios:
Ingresos adicionales por la venta de estos materiales. Reducción de la contaminación por desechos sólidos. Imagen de la empresa amigable con el ambiente.

Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
37
V. PROVEEDORES DE TECNOLOGÍA. 5.1 Nicaragua:
LA CASA DE LAS PESAS
Enabas Central 3 1/2c Abajo Teléfono: (505) 222 4582, (505) 222 5929 Fax: (505) 222 2549 e-mail: [email protected] www.paginasamarillas.com.ni
• Básculas y Balanzas mecánicas, digitales y de mostrador.
• Cosedoras de sacos, Hilos para coser sacos.
• Selladoras de bolsas. • Repuestos y Servicios de
Reparación. • Garantía
SINTER
Rotonda El Periodista 100mts al Sur Contiguo a Ofiplaza Apartado Postal: #708 Managua, Nicarágua e-mail: [email protected] Teléfono: (505) 2780177 Fax: (505) 1100
• División Industrial (Señalización, Plantas Eléctricas, Sellos de Seguridad, Básculas.
• División Eléctica (Iluminación, Accesorios, Cables y Alambres, Pararrayos).
ADOLFO GROBER & CIA. (ADOLFO GROBER & CÍA.)
Rotonda El Güegüence 3c Abajo 1c al Sur 30mts Abajo 50mts al Sur Apartado Postal: # 2560 Managua Nicarágua e-mail: [email protected] Teléfono: (505) 2665136 Fax: (505) 2665139
• Básculas Digitales.
ECONOMART Bolonia Rotonda El Güegüence 1/2c al N Managua, Nicaragua Teléfono: (505) 2683499 Fax: (505) 2682228 e-mail: [email protected] www.economart.com.ni
• Asesoría, diseño, venta e instalación de equipos y utensilios para la industria alimenticia.
• Batidoras, Hornos, Amasadoras, Cortadoras, etc.
• Respaldo Técnico • Mantenimiento y Repuestos.
AVANZ
Carret Norte Km 2 1/2 Plaza Norte Módulo # 3Teléfono: (505) 2400430, (505) 2488150
• Guantes Industriales • Capotes • Ropa Industrial • Protección • Focos Industriales • Calzado Industrial • Señalización
EMINSA C.C. Managua Secc B Mód 3-4-5 Teléfono: (505) 2670910 Fax: (505) 2771129
• Hornos
SABINA DE INGENIERÍA, S.A.
Carret a Masaya Km 13 Teléfono: (505) 2799726 Fax: (505) 2799422
• Estructuras de Acero Inoxidable.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
38
5.2 Norteamérica
ERIKA RECORD LLC
ERIKA RECORD LLC 37 Atlantic Way Clifton, NJ 07012 Tel: 800-682-8203 or 973-614-8500 Fax: 973-614-8503 e-mail: [email protected] www.erikarecord.com
• Divisoras/Boleadoras
ARTIPAC, Artículos Para Empacadoras S.A. de C.V.
Condominio Industrial Cuamatla Autopista México - Querétaro - No. 5010, Bodega 22, km 37.5- Cuautitlán Izcalli, CP 54730 Estado de México, México E-Mail: [email protected] Teléfonos - (55) 5873 50 24; (55) 5871 12 88 Fax: (55) 5871 59 63 www.artipac.com.mx
• Maquinaria para Procesamiento y Empaque.
• Accesos Industriales • Sistemas de Agua • Maquinaria para Panificación
CP Machinery
Av. Ceyland 759 Colo. Industrial Vallejo C.P. 02300, México. D.F. Telf: 5567-2689; 5567-0691 Fax: 5587-4519 e-mail: [email protected] www.cpmachinery.net
• Equipos para pan de costra • Equipos para Vizcochería y
Bollería • Equipos para Galletería y
Pastelería • Equipos para Productos
Fritos • Equipos para Alta
Producción 5.3 Suramérica
ALMACEN MUNDIAL DE REMATES
Cl 62 51-85 A.A. 007226 Medellín - Colombia Conmutador: (57) (4) 5121417 Fax: (57) (4) 5129778 Calle 62 51-85 Conmutador (4) 512 1417 Fax: (4) 512 9778 e-mail: [email protected]
• Equipos y Maquinarias nuevas y usadas para la industria en general (Hornos, Maquinarias, Moldes y Equipos para panadería; Cámaras de Fermentación, Bandejas Plásticas y Estantería).
• Mantenimiento preventivo y correctivo.
• Garantía. JAVAR LTDA.
Conmutador: 5405615 • Fax: 2506949 • Calle 74 No.29-32 Bogotá, D.C. Colombia www.javar.com
• Maquinaria para alimentos, balanzas.
• Batidoras, Amasadoras, Divisoras de Masa, Cortadora de Pan y Hornos a Gas.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
39
HOBART ANDINA, S.A.
Cl 18 69-35 Conmutador: (57) (1) 4247688 Colombia Teléfono: (57) (1) 4247765 Telefax: (57) (1) 2151415 Fax: (57) (1) 5200406, (57) (1) 2147481, (57) (1) 4247752 www.hobartcorp.com
• Equipos industriales para panaderías (Hornos, Batidoras, Mezcladores, Recipientes).
• Balanzas.
IMELPAN
Cr 42 70-60 Teléfono: (57) (1) 6301350, (57) (1) 2507996, (57) (1) 3119364, (57) (1) 6602032 Fax: (57) (1) 2316648 www.maquindecolombia.com
• Amasadoras y Revolvedoras.
• Batidoras • Hornos • Tajadoras de pan
ARGENTAL
Av. San Martín, No. 1666 Apartado Postal No. 13 Teléfono: +54 +341 471 2020 Fax: +54 +341 471 0493 Rosario-Santa Fe República de Argentina www.argental.com.ar
• Hornos • Grupo de Laboreo • Máquinas • Línea de Frío • Línea para Pastelería • Línea Industrial
5.3 Centroamérica
FAHORNOS
Av. La Brigada 1-56 Z-7 Mixco Guatemala, Guatemala Telf: (502) 437-2439 Cel: (502) 602-6198
• Fabricante de Equipos para Panadería, Cocina, Restaurantes, Hoteles y Hornos Industriales Hornos Industriales, Estufas, Equipos de Cocina.
RICZA
11 Av. 15-25 zona 11 Guatemala, Guatemala C.A. PBX: (502) 2230-6132 FAX (502) 2230-0579 www.ricza.com.ni
• Venta de Equipo, Servicio Técnico y Repuestos.
• Cuenta con planes de financiamiento.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
40
REST-O-PAN
Carretera Roosevelt Km. 17, 2-00 Zona 1 de Mixco PBX: (502) 24388000, (502) 24387100 Teléfono: (502) 24720765, (502) 24344582, (502) 24389000 www.rest-o-pan.com
• Hornos • Batidoras • Amasadoras • Divisoras • Cilindros • Clavijeros • Cámaras de fermentación • Moldes • Bandejas • Mesas de trabajo de acero
inoxidable. • Línea completa para fabricar
donas 5.4 Europa
PAMEX
Viale Marconi 114 51016 Montecatini Terme Pistoia - Italy phone +39 0572 733 89 fax +39 0572 70 295 www.italianhitech.com/Pamex/E-Bread.htm
• Maquinaria completa para línea de Pan Baguette (máquina amasadora con tanque fijo, máquina divisora semiautomática, máquina formadora, cámara de fermentación, horno de cocción con carro giratorio, envasadiora horizontal semi automática.
IME MAZSITS & PARTNER GESMBH
IME Mazsits & Partner GesmbH Samergasse 28b A-5020 Salzburg, Austria Tel.: +43 (0)662 88 00 70-0 Fax: +43 (0)662 88 00 70-8 www.ime.at/daten/imeshop.nsf E-Mail: [email protected]
• Máquinas para equipar toda la cocina como por ejemplo hornos eléctricos y de gas, freidoras, parrillas, refrigeradores y muchos más.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
41
VI. CASOS EXITOSOS DE APLICACIÓN DE PML EN PANADERÍAS
ASISTENCIA TÉCNICA PARA LA OPTIMIZACIÓN DE INSUMOS EN UNA EMPRESA PANADERA
DDEESSCCRRIIPPCCIIÓÓNN DDEE LLAA EEMMPPRREESSAA
Nombre: Panadería La Baguette Ubicación: Carretera Masaya, Sorbetin 1c.al sur. No. Empleados: 37 Producto: Pan en sus diferentes presentaciones: Pan Simple, integral y
una gran variedad de reposterías. Mercado: Nacional Producción: 80,600 unidades mensuales. Sector: Alimentos.
BBEENNEEFFIICCIIOOSS EECCOONNÓÓMMIICCOOSS
RECURSO INVERSIÓN (US$) AHORROS (US$/AÑO) # DE OPCIONES* MATERIA PRIMA 450.00 2,702.00 3 AGUA 100.00 1,410.00 1 ENERGIA 1,500.00 1,762.00 3 TOTAL 2,050.00 5,874.00 7
*Los ahorros que se presentan corresponden a las opciones del plan preliminar a ejecutarse a corto plazo.
BBEENNEEFFIICCIIOOSS AAMMBBIIEENNTTAALLEESS
La reorganización de la planta genera menor consumo de energía por los equipos de refrigeración y la disminución del uso del agua. La donación de los desechos orgánicos para ciclos biogénicos reduce en gran
medida el impacto negativo de la empresa sobre el medio ambiente.
CCAARRAACCTTEERRÍÍSSTTIICCAASS DDEE LLAA EEVVAALLUUAACCIIÓÓNN Se producen residuos de harina, desechos de plástico y papel, aguas servidas que se combinan con el agua residual de la planta y se descargan sin previo tratamiento al alcantarillado. Además presenta un alto consumo de energía, gases generados por los hornos y ruido provocado por las máquinas cortadoras.
RREESSUUMMEENN DDEELL PPRROOYYEECCTTOO
Este proyecto consistió básicamente en identificar puntos críticos de ahorros en el proceso productivo usando la metodología de PML. Se hizo énfasis en la distribución de los equipos, reutilización de productos y reciclaje externo, todos los ahorros se lograron a través de buenas prácticas operativas.
PPAARRTTIICCIIPPAANNTTEESS
Este proyecto fue realizado por el Centro de Producción más Limpia, con la colaboración de un equipo de la empresa.
CCOONNCCLLUUSSIIOONNEESS
La aplicación del concepto de PML y las opciones encontradas logran un aumento en la productividad de la empresa, al alcanzar ahorros estimados. Además se desarrolló un curso de capacitación en PML dejando como beneficio un personal más conciente de su papel en el buen manejo de los recursos. Se recomendó una auditoria en el área de energía.
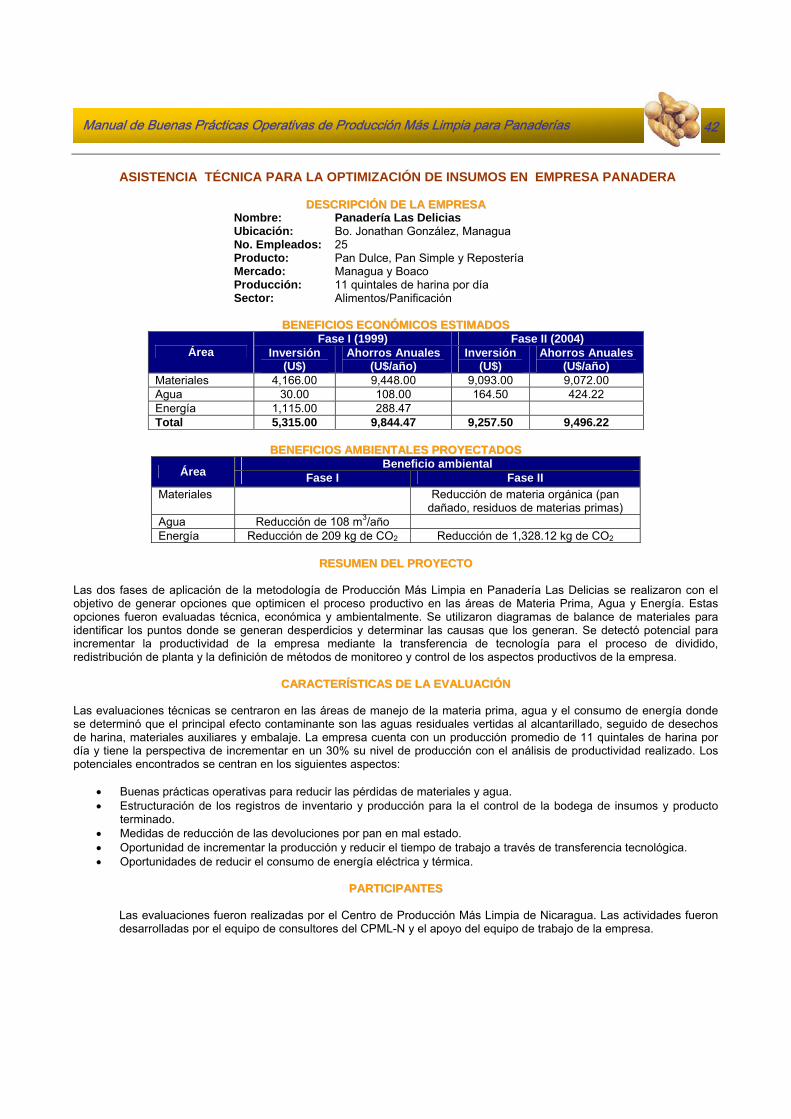
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
42
ASISTENCIA TÉCNICA PARA LA OPTIMIZACIÓN DE INSUMOS EN EMPRESA PANADERA
DDEESSCCRRIIPPCCIIÓÓNN DDEE LLAA EEMMPPRREESSAA
Nombre: Panadería Las Delicias Ubicación: Bo. Jonathan González, Managua No. Empleados: 25 Producto: Pan Dulce, Pan Simple y Repostería Mercado: Managua y Boaco Producción: 11 quintales de harina por día Sector: Alimentos/Panificación
BBEENNEEFFIICCIIOOSS EECCOONNÓÓMMIICCOOSS EESSTTIIMMAADDOOSS
Fase I (1999) Fase II (2004) Área Inversión
(U$) Ahorros Anuales
(U$/año) Inversión
(U$) Ahorros Anuales
(U$/año) Materiales 4,166.00 9,448.00 9,093.00 9,072.00 Agua 30.00 108.00 164.50 424.22 Energía 1,115.00 288.47 Total 5,315.00 9,844.47 9,257.50 9,496.22
BBEENNEEFFIICCIIOOSS AAMMBBIIEENNTTAALLEESS PPRROOYYEECCTTAADDOOSS
Beneficio ambiental Área Fase I Fase II Materiales Reducción de materia orgánica (pan
dañado, residuos de materias primas) Agua Reducción de 108 m3/año Energía Reducción de 209 kg de CO2 Reducción de 1,328.12 kg de CO2
RREESSUUMMEENN DDEELL PPRROOYYEECCTTOO
Las dos fases de aplicación de la metodología de Producción Más Limpia en Panadería Las Delicias se realizaron con el objetivo de generar opciones que optimicen el proceso productivo en las áreas de Materia Prima, Agua y Energía. Estas opciones fueron evaluadas técnica, económica y ambientalmente. Se utilizaron diagramas de balance de materiales para identificar los puntos donde se generan desperdicios y determinar las causas que los generan. Se detectó potencial para incrementar la productividad de la empresa mediante la transferencia de tecnología para el proceso de dividido, redistribución de planta y la definición de métodos de monitoreo y control de los aspectos productivos de la empresa.
CCAARRAACCTTEERRÍÍSSTTIICCAASS DDEE LLAA EEVVAALLUUAACCIIÓÓNN
Las evaluaciones técnicas se centraron en las áreas de manejo de la materia prima, agua y el consumo de energía donde se determinó que el principal efecto contaminante son las aguas residuales vertidas al alcantarillado, seguido de desechos de harina, materiales auxiliares y embalaje. La empresa cuenta con un producción promedio de 11 quintales de harina por día y tiene la perspectiva de incrementar en un 30% su nivel de producción con el análisis de productividad realizado. Los potenciales encontrados se centran en los siguientes aspectos:
• Buenas prácticas operativas para reducir las pérdidas de materiales y agua. • Estructuración de los registros de inventario y producción para la el control de la bodega de insumos y producto
terminado. • Medidas de reducción de las devoluciones por pan en mal estado. • Oportunidad de incrementar la producción y reducir el tiempo de trabajo a través de transferencia tecnológica. • Oportunidades de reducir el consumo de energía eléctrica y térmica.
PPAARRTTIICCIIPPAANNTTEESS
Las evaluaciones fueron realizadas por el Centro de Producción Más Limpia de Nicaragua. Las actividades fueron desarrolladas por el equipo de consultores del CPML-N y el apoyo del equipo de trabajo de la empresa.
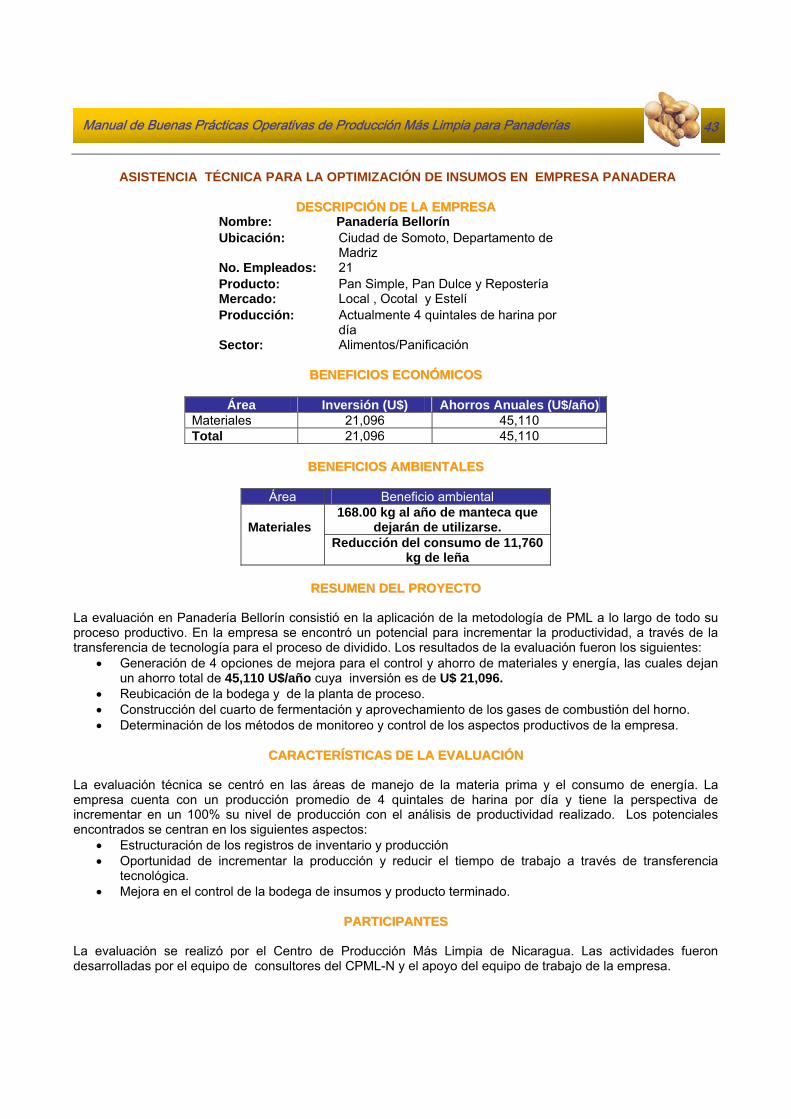
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
43
ASISTENCIA TÉCNICA PARA LA OPTIMIZACIÓN DE INSUMOS EN EMPRESA PANADERA
DDEESSCCRRIIPPCCIIÓÓNN DDEE LLAA EEMMPPRREESSAA Nombre: Panadería Bellorín Ubicación: Ciudad de Somoto, Departamento de
Madriz No. Empleados: 21 Producto: Pan Simple, Pan Dulce y Repostería Mercado: Local , Ocotal y Estelí Producción: Actualmente 4 quintales de harina por
día Sector: Alimentos/Panificación
BBEENNEEFFIICCIIOOSS EECCOONNÓÓMMIICCOOSS
Área Inversión (U$) Ahorros Anuales (U$/año)
Materiales 21,096 45,110 Total 21,096 45,110
BBEENNEEFFIICCIIOOSS AAMMBBIIEENNTTAALLEESS
Área Beneficio ambiental
168.00 kg al año de manteca que dejarán de utilizarse.
Materiales
Reducción del consumo de 11,760 kg de leña
RREESSUUMMEENN DDEELL PPRROOYYEECCTTOO
La evaluación en Panadería Bellorín consistió en la aplicación de la metodología de PML a lo largo de todo su proceso productivo. En la empresa se encontró un potencial para incrementar la productividad, a través de la transferencia de tecnología para el proceso de dividido. Los resultados de la evaluación fueron los siguientes:
• Generación de 4 opciones de mejora para el control y ahorro de materiales y energía, las cuales dejan un ahorro total de 45,110 U$/año cuya inversión es de U$ 21,096.
• Reubicación de la bodega y de la planta de proceso. • Construcción del cuarto de fermentación y aprovechamiento de los gases de combustión del horno. • Determinación de los métodos de monitoreo y control de los aspectos productivos de la empresa.
CCAARRAACCTTEERRÍÍSSTTIICCAASS DDEE LLAA EEVVAALLUUAACCIIÓÓNN
La evaluación técnica se centró en las áreas de manejo de la materia prima y el consumo de energía. La empresa cuenta con un producción promedio de 4 quintales de harina por día y tiene la perspectiva de incrementar en un 100% su nivel de producción con el análisis de productividad realizado. Los potenciales encontrados se centran en los siguientes aspectos:
• Estructuración de los registros de inventario y producción • Oportunidad de incrementar la producción y reducir el tiempo de trabajo a través de transferencia
tecnológica. • Mejora en el control de la bodega de insumos y producto terminado.
PPAARRTTIICCIIPPAANNTTEESS
La evaluación se realizó por el Centro de Producción Más Limpia de Nicaragua. Las actividades fueron desarrolladas por el equipo de consultores del CPML-N y el apoyo del equipo de trabajo de la empresa.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
44
VII. GLOSARIO TÉCNICO
Afrecho: Es la parte del trigo que representa el 14.5%, es rico en vitaminas.
Amasijo: Porción de harina amasada para hacer pan. Acción de amasar y de preparar o disponer las cosas necesarias para ello. Ácido Láctico: Aditivo que se obtiene de la fermentación natural del azúcar. Es utilizado en la industria alimenticia como preservante ya que inhiben la formación de bacterias en general, además resulta muy eficaz contra factores patógenos tales como el clostridium, la Listeria y la Salmonella sin modificar las características del alimento. Balanza: Es el instrumento que sirve para pesar o, más propiamente, para medir masas. Compostaje: Es el tratamiento aerobio de las partes orgánicas de los residuos, que produce residuos orgánicos estabilizados. Procedimiento que consiste básicamente, en convertir los residuos orgánicos humus estable, por medio del concurso de ciertos microorganismos, esencialmente actinomicetos y hongos, presentes en las mismas basuras. Contaminación: Es la presencia y/o introducción al ambiente de elementos nocivos a la vida, la flora y la fauna, o que degrade la calidad de la atmósfera, del agua, del suelo o de los bienes y recursos naturales en general. Cualquier alteración física, química o biológica del aire, el agua o la tierra que produce daños a los organismos vivos. Contaminante: Toda materia, elemento, compuesto, sustancias, derivados químicos o biológicos, energía, radiación, vibración, ruidos o una combinación de ellos en cualquiera de sus estados físicos que al incorporarse o actuar en el medio ambiente altere o modifique su composición natural y degrade su calidad, poniendo en riesgo la salud de las personas y la preservación conservación del ambiente. DBO (Demanda Biológica de Oxigeno): Es la cantidad de oxigeno requerido por un grupo de bacterias para la descomposición de la materia orgánica contenida en aguas residuales o aguas contaminadas. Es la cantidad de Oxigeno absorbido por un residuo en descomposición. Se mide en mg/l O2. Detergente: Compuesto químico que se utiliza para lavar. Aquellos que contienen fosfatos, contaminan y contribuyen a la eutroficación de las aguas. Diastasa: Enzima que cataliza la hidrólisis incompleta del almidón. Estándar: Norma establecida por un país, institución, organismo y/o empresa, la cual ha sido determinada mediante un análisis particular de cada ente y cuya calidad puede ser revisada o juzgada. Eficiente: Capacidad de disponer de alguien o de algo para conseguir un efecto determinado. Emisiones: Las emisiones son una mezcla muchas partículas finas diferentes, vapores y materiales orgánicos tóxicos, que resultan de la quema de los combustibles en los procesos industriales. Endospermo: Es una parte del trigo. Contiene 83% del grano de trigo, contiene gránulos de almidón, las proteínas y material mineral.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
45
Energía Eléctrica: La energía eléctrica se genera a partir de otras fuentes de energía, principalmente en: centrales hidroeléctricas donde se usa la fuerza mecánica de agua o en centrales termoeléctricas donde se produce electricidad a partir del carbón, petróleo y otros combustibles. Energía Térmica: La energía térmica es la forma de energía que interviene en los fenómenos caloríficos. Cuando dos cuerpos a diferentes temperaturas se ponen en contacto, el caliente comunica energía al frío; el tipo de energía que se cede de un cuerpo a otro como consecuencia de una diferencia de temperaturas es precisamente la energía térmica. Fermentación: Cambios químicos en las sustancias orgánicas por la acción de enzimas microbianas acompañada con frecuencia de desprendimientos gaseosos. Formulación: Es la nota que contiene la cantidad de materias primas a utilizar para reducir una cierta cantidad de producto terminado. Gliadina: La Gliadina es la fracción proteínica responsable de la patología (constituye cerca del 50% de la proteína del trigo). Más específicamente, el aminoácido responsable de los efectos de la enfermedad celíaca es la prolina, que puede llegar a constituir más del 15% de la proteína de la Gliadina. Gluten: Es la sustancia tenaz, gomosa y elástica que se forma en la masa mediante la adición del agua. El gluten se forma por la unión, entre otros, de las proteínas gliadina y glutenina. La gliadina es pegajosa y le da al gluten su cualidad adhesiva y la glutenina le da tenacidad y fuerza. Estas dos proteínas son las que regulan la propiedad de retener el gas. La calidad del gluten, se mide por la capacidad de absorción y retención del agua, la capacidad de retener el gas carbónico, la humedad tiene que estar alrededor de 14%, tiene que haber presencia de cenizas (material mineral). Glutenina: Proteína presente en el gluten, dándole tenacidad y fuerza. Hidrólisis: Desdoblamiento de la molécula de ciertos compuestos orgánicos por acción del agua. Laminado: Proceso que permite suavizar al masa y prepararla de forma uniforme. Levadura: Nombre genérico de ciertos hongos unicelulares, de forma ovoidea, que se reproducen por gemación o división. Suelen estar unidos entre sí en forma de cadena, y producen enzimas capaces de descomponer diversos cuerpos orgánicos, principalmente los azúcares, en otros más sencillos. La levadura es un pequeño microbio de características vegetales que se utiliza para hacer crecer la masa del pan y elaborar bebidas alcohólicas, como el vino, la sidra y la cerveza. Es en sí un alimento muy nutritivo, rico en proteínas y vitaminas del grupo B. Maltosa: Es la azúcar que se forma por la acción de la amilasa sobre el almidón. La maltosa es soluble en agua ligeramente soluble en alcohol y cristaliza en finas agujas. Por hidrólisis forma un único producto: la glucosa. La maltosa es un azúcar de fácil digestión.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
46
Mejorantes: Un mejorante es una mezcla de aditivos y coadyuvantes tecnológicos cuya misión más importantes es la retención de gases de una masa fermentada. La constitución base de un mejorante es la compuesta por emulsionate o emulgente, vitamina C (ácido ascórbico), enzimas, azúcares y antiapelmazantes. Otros posibles componentes son las grasas, gluten, estabilizantes, conservantes, harina de soja, harina de malta, etc. Pasteado: Proceso de extendido de la masa de modo que se obtenga una capa de calibre uniforme. Preservantes: Agente que asegura la manutención del estado natural original de determinados componentes ambientales, o de lo que reste de dicho estado, mediante la limitación de la intervención humana en ellos al nivel mínimo, compatible con la consecución de dicho objetivo. Los preservantes son compuestos químicos que actúan sobre el control de microorganismos, por lo tanto inhiben el crecimiento de bacterias y hongos. Panadería: Sitio o establecimiento donde se elaboran los diferentes tipos de pan. Panadero: Persona que tienen por oficio hacer el pan. Pan: Alimento obtenido por la cocción en horno de una pasta previamente amasada y fermentada, compuesta esencialmente de harina, agua, sal y de un agente de fermentación de levadura. Potencia: Es el trabajo, o transferencia de energía, realizado por unidad de tiempo. El trabajo es igual a la fuerza aplicada para mover un objeto multiplicada por la distancia a la que el objeto se desplaza en la dirección de la fuerza. La potencia mide la rapidez con que se realiza ese trabajo. En términos matemáticos, la potencia es igual al trabajo realizado dividido entre el intervalo de tiempo a lo largo Rendimiento: Es la Proporción entre el producto o el resultado obtenido y los medios utilizados. Residuos: Es la fracción de los materiales de desecho que se producen tras la fabricación transformación o utilización de bienes de consumo que están destinados a ser desechados. Los residuos industriales se originan porque los procesos de fabricación no poseen unos rendimientos de producción del 100 % con respecto a las materias primas y energía que utilizan. Por ello, junto a productos con valor comercial, se generan paralelamente residuos sin valor económico en el contexto que son producidas. Tarar: Acción de quitar, restar o apartar. Viene de Tara que es el peso sin calibrar que se coloca en un platillo de la balanza para calibrarla, o para realizar determinadas pesadas. Temperatura: Magnitud física que expresa el grado o nivel de calor de los cuerpos, de las sustancias o del ambiente.
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
47
VIII. BIBLIOGRAFÍA
• ACERCAR (Unidad de Asistencia Técnica Ambiental para la Pequeña y Mediana Empresa). Ficha Técnica “Uso de Agua en las PYMES”.
• Ahorro de Energía en las PYMES. WEB: http://www.minem.gob.pe/pae • Centro de Producción Más Limpia de Nicaragua. Manual de Eficiencia Energética. Managua,
Nicaragua, 2004.
• Delaware Department of Natural Resources and Environmental Control. A Pollution Prevention Guide for Food Processors. Three Rs for the 90s: Reduce, Reuse, Recycle.
• EPA (Agencia de Protección Ambiental de los Estados Unidos Oficina de Agua). Usando el Agua
Eficientemente: Ideas para la Industria. EPA832-F-99-094 www.epa.gov/owm/water-efficiency/index.htm.
• http://turnkey.taiwantrade.com.tw • http://www.alimentacion-sana.com.ar • http://www.bedfordind.com/espanol/bakery/default.htm • http://www.cdts.espol.edu.ec/index.htm • Informe de la visita a la planta industrial Industrias Alimenticia INAL S.A. del Alto, La Paz. Seminario
Taller sobre Conservación de Aguas Industriales y Evaluaciones Ambientales en el sector de la industria alimenticia.
• Ing. Cip Eduardo Tiravanti. Buenas Prácticas de Ahorro en Energía. Email: [email protected],
Web: www.stilar.net. • Ing. Cip Eduardo Tiravanti. Eficiencia energética en motores eléctricos. Email: [email protected],
Web: www.stilar.net • Revista de panificación. Haga pan. Ed. Toribio anyarin infante. Lima – perú. 2002. Gerhard jagnow
1991. Biotecnología introducción con experimentos de modelo. Ed. Acribia. España. 1997. • Roy E. Carawan. Activos líquidos para su panadería. Servicio De Extensión Cooperativo De Carolina
del Norte, Publicación #: CD-41, Ultima revisión electrónica: Marzo, 1996 (JWM) • Roy E. Carawan. Reducing Water Use and Wastewater in Food Processing Plants. How One
Company Cut Costs. Food Science Extension Specialist North Carolina State University James B. Waynick. Published by: North Carolina Cooperative Extension Service, Publication Number: CD-35. Last Electronic Revision: March 1996 (JWM)
• Miguel Ballesteros. Eficiencia Energética. Universidad Nacional de Ingeniería, Departamento de
Investigación y Desarrollo. Managua, Febrero del 2003 • www.aldeaeducativa.com/panificaciòn/elaboracióndelpan.html.
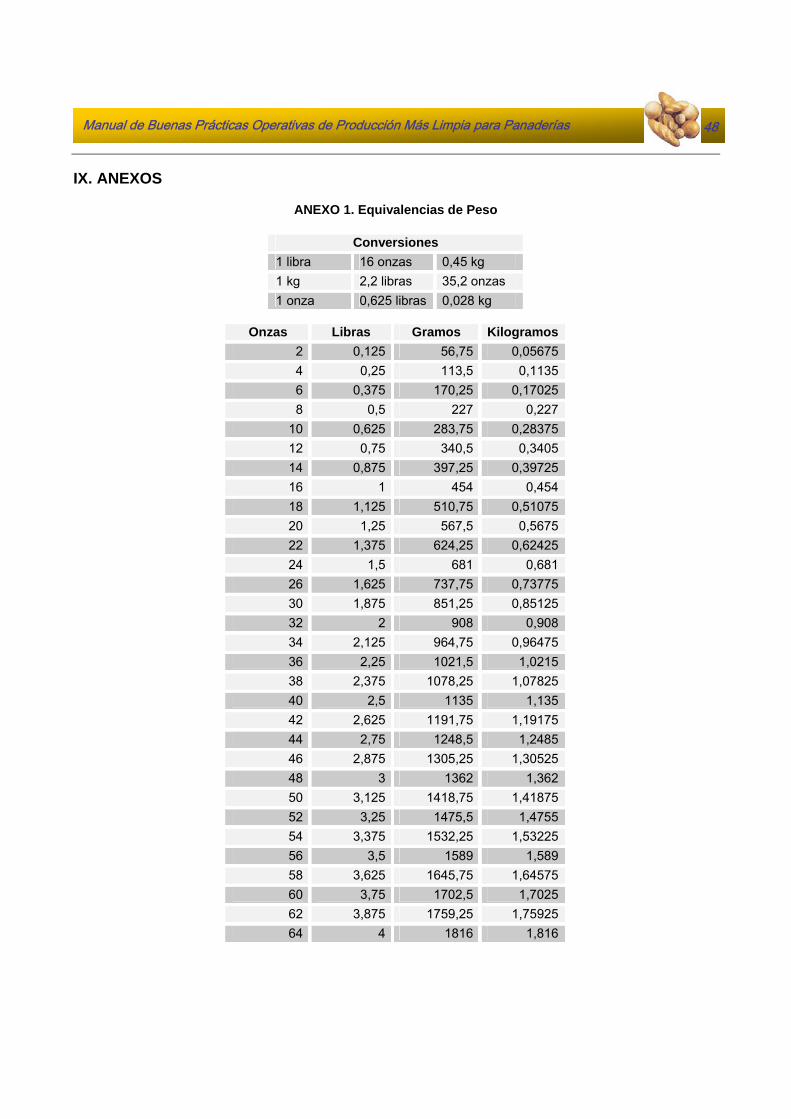
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
48
IX. ANEXOS
ANEXO 1. Equivalencias de Peso
Conversiones 1 libra 16 onzas 0,45 kg 1 kg 2,2 libras 35,2 onzas 1 onza 0,625 libras 0,028 kg
Onzas Libras Gramos Kilogramos
2 0,125 56,75 0,056754 0,25 113,5 0,11356 0,375 170,25 0,170258 0,5 227 0,227
10 0,625 283,75 0,2837512 0,75 340,5 0,340514 0,875 397,25 0,3972516 1 454 0,45418 1,125 510,75 0,5107520 1,25 567,5 0,567522 1,375 624,25 0,6242524 1,5 681 0,68126 1,625 737,75 0,7377530 1,875 851,25 0,8512532 2 908 0,90834 2,125 964,75 0,9647536 2,25 1021,5 1,021538 2,375 1078,25 1,0782540 2,5 1135 1,13542 2,625 1191,75 1,1917544 2,75 1248,5 1,248546 2,875 1305,25 1,3052548 3 1362 1,36250 3,125 1418,75 1,4187552 3,25 1475,5 1,475554 3,375 1532,25 1,5322556 3,5 1589 1,58958 3,625 1645,75 1,6457560 3,75 1702,5 1,702562 3,875 1759,25 1,7592564 4 1816 1,816
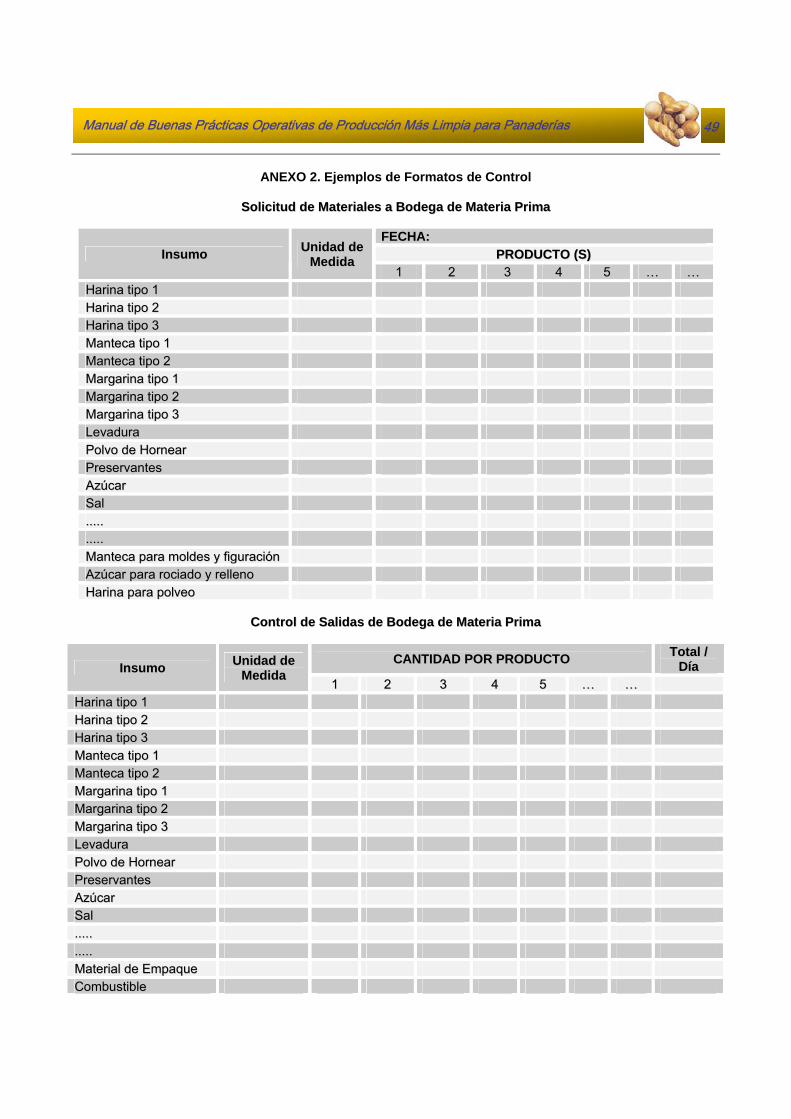
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
49
ANEXO 2. Ejemplos de Formatos de Control
SSoolliicciittuudd ddee MMaatteerriiaalleess aa BBooddeeggaa ddee MMaatteerriiaa PPrriimmaa
FFEECCHHAA::
PPRROODDUUCCTTOO ((SS)) IInnssuummoo UUnniiddaadd ddee MMeeddiiddaa
11 22 33 44 55 …… …… HHaarriinnaa ttiippoo 11 HHaarriinnaa ttiippoo 22 HHaarriinnaa ttiippoo 33 MMaanntteeccaa ttiippoo 11 MMaanntteeccaa ttiippoo 22 MMaarrggaarriinnaa ttiippoo 11 MMaarrggaarriinnaa ttiippoo 22 MMaarrggaarriinnaa ttiippoo 33 LLeevvaadduurraa PPoollvvoo ddee HHoorrnneeaarr PPrreesseerrvvaanntteess AAzzúúccaarr SSaall .......... .......... MMaanntteeccaa ppaarraa mmoollddeess yy ffiigguurraacciióónn AAzzúúccaarr ppaarraa rroocciiaaddoo yy rreelllleennoo HHaarriinnaa ppaarraa ppoollvveeoo
CCoonnttrrooll ddee SSaalliiddaass ddee BBooddeeggaa ddee MMaatteerriiaa PPrriimmaa
CCAANNTTIIDDAADD PPOORR PPRROODDUUCCTTOO TToottaall // DDííaa IInnssuummoo UUnniiddaadd ddee
MMeeddiiddaa 11 22 33 44 55 …… ……
HHaarriinnaa ttiippoo 11 HHaarriinnaa ttiippoo 22 HHaarriinnaa ttiippoo 33 MMaanntteeccaa ttiippoo 11 MMaanntteeccaa ttiippoo 22 MMaarrggaarriinnaa ttiippoo 11 MMaarrggaarriinnaa ttiippoo 22 MMaarrggaarriinnaa ttiippoo 33 LLeevvaadduurraa PPoollvvoo ddee HHoorrnneeaarr PPrreesseerrvvaanntteess AAzzúúccaarr SSaall .......... .......... MMaatteerriiaall ddee EEmmppaaqquuee CCoommbbuussttiibbllee
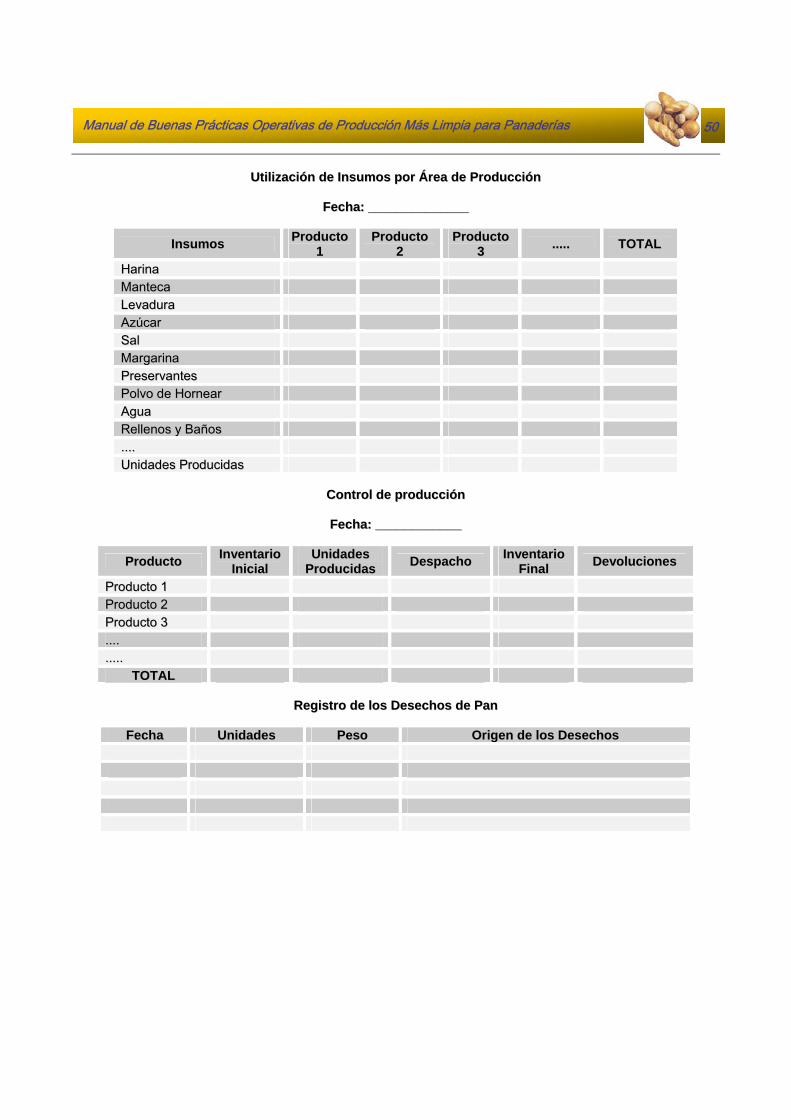
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
50
UUttiilliizzaacciióónn ddee IInnssuummooss ppoorr ÁÁrreeaa ddee PPrroodduucccciióónn
FFeecchhaa:: ____________________________
IInnssuummooss PPrroodduuccttoo 11
PPrroodduuccttoo 22
PPrroodduuccttoo 33 .......... TTOOTTAALL
HHaarriinnaa MMaanntteeccaa LLeevvaadduurraa AAzzúúccaarr SSaall MMaarrggaarriinnaa PPrreesseerrvvaanntteess PPoollvvoo ddee HHoorrnneeaarr AAgguuaa RReelllleennooss yy BBaaññooss ........ UUnniiddaaddeess PPrroodduucciiddaass
CCoonnttrrooll ddee pprroodduucccciióónn
FFeecchhaa:: ________________________
PPrroodduuccttoo IInnvveennttaarriioo IInniicciiaall
UUnniiddaaddeess PPrroodduucciiddaass DDeessppaacchhoo IInnvveennttaarriioo
FFiinnaall DDeevvoolluucciioonneess
PPrroodduuccttoo 11 PPrroodduuccttoo 22 PPrroodduuccttoo 33 ........ ..........
TTOOTTAALL
RReeggiissttrroo ddee llooss DDeesseecchhooss ddee PPaann
FFeecchhaa UUnniiddaaddeess PPeessoo OOrriiggeenn ddee llooss DDeesseecchhooss
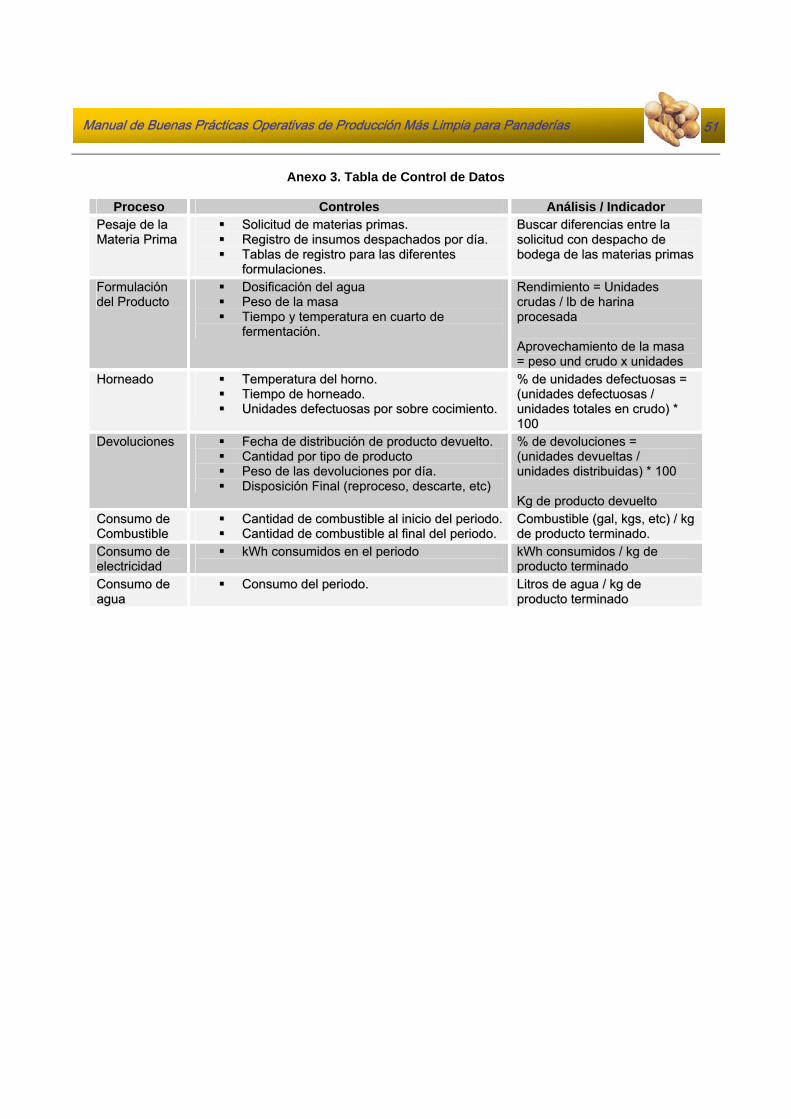
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
51
Anexo 3. Tabla de Control de Datos
PPrroocceessoo CCoonnttrroolleess AAnnáálliissiiss // IInnddiiccaaddoorr
PPeessaajjee ddee llaa MMaatteerriiaa PPrriimmaa
SSoolliicciittuudd ddee mmaatteerriiaass pprriimmaass.. RReeggiissttrroo ddee iinnssuummooss ddeessppaacchhaaddooss ppoorr ddííaa.. TTaabbllaass ddee rreeggiissttrroo ppaarraa llaass ddiiffeerreenntteess
ffoorrmmuullaacciioonneess..
BBuussccaarr ddiiffeerreenncciiaass eennttrree llaa ssoolliicciittuudd ccoonn ddeessppaacchhoo ddee bbooddeeggaa ddee llaass mmaatteerriiaass pprriimmaass
FFoorrmmuullaacciióónn ddeell PPrroodduuccttoo
DDoossiiffiiccaacciióónn ddeell aagguuaa PPeessoo ddee llaa mmaassaa TTiieemmppoo yy tteemmppeerraattuurraa eenn ccuuaarrttoo ddee
ffeerrmmeennttaacciióónn..
RReennddiimmiieennttoo == UUnniiddaaddeess ccrruuddaass // llbb ddee hhaarriinnaa pprroocceessaaddaa AApprroovveecchhaammiieennttoo ddee llaa mmaassaa == ppeessoo uunndd ccrruuddoo xx uunniiddaaddeess
HHoorrnneeaaddoo TTeemmppeerraattuurraa ddeell hhoorrnnoo.. TTiieemmppoo ddee hhoorrnneeaaddoo.. UUnniiddaaddeess ddeeffeeccttuuoossaass ppoorr ssoobbrree ccoocciimmiieennttoo..
%% ddee uunniiddaaddeess ddeeffeeccttuuoossaass == ((uunniiddaaddeess ddeeffeeccttuuoossaass // uunniiddaaddeess ttoottaalleess eenn ccrruuddoo)) ** 110000
DDeevvoolluucciioonneess FFeecchhaa ddee ddiissttrriibbuucciióónn ddee pprroodduuccttoo ddeevvuueellttoo.. CCaannttiiddaadd ppoorr ttiippoo ddee pprroodduuccttoo PPeessoo ddee llaass ddeevvoolluucciioonneess ppoorr ddííaa.. DDiissppoossiicciióónn FFiinnaall ((rreepprroocceessoo,, ddeessccaarrttee,, eettcc))
%% ddee ddeevvoolluucciioonneess == ((uunniiddaaddeess ddeevvuueellttaass // uunniiddaaddeess ddiissttrriibbuuiiddaass)) ** 110000 KKgg ddee pprroodduuccttoo ddeevvuueellttoo
CCoonnssuummoo ddee CCoommbbuussttiibbllee
CCaannttiiddaadd ddee ccoommbbuussttiibbllee aall iinniicciioo ddeell ppeerriiooddoo.. CCaannttiiddaadd ddee ccoommbbuussttiibbllee aall ffiinnaall ddeell ppeerriiooddoo..
CCoommbbuussttiibbllee ((ggaall,, kkggss,, eettcc)) // kkgg ddee pprroodduuccttoo tteerrmmiinnaaddoo..
CCoonnssuummoo ddee eelleeccttrriicciiddaadd
kkWWhh ccoonnssuummiiddooss eenn eell ppeerriiooddoo
kkWWhh ccoonnssuummiiddooss // kkgg ddee pprroodduuccttoo tteerrmmiinnaaddoo
CCoonnssuummoo ddee aagguuaa
CCoonnssuummoo ddeell ppeerriiooddoo.. LLiittrrooss ddee aagguuaa // kkgg ddee pprroodduuccttoo tteerrmmiinnaaddoo
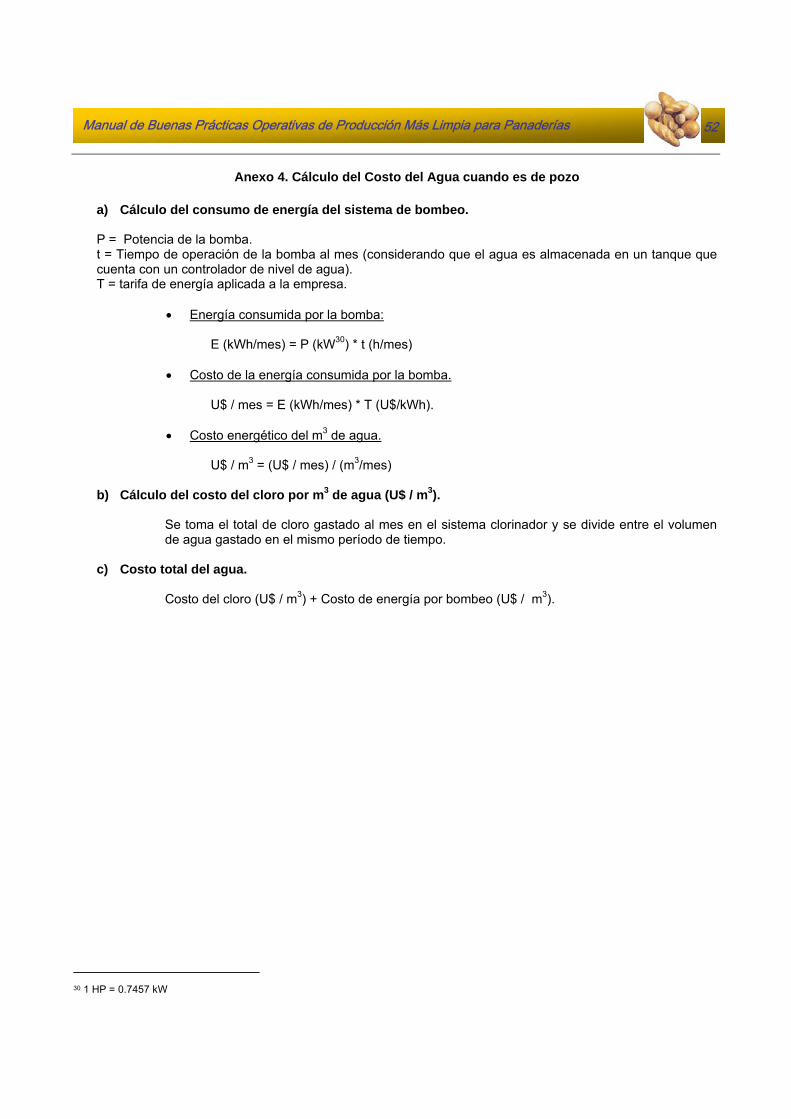
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
52
Anexo 4. Cálculo del Costo del Agua cuando es de pozo
a) Cálculo del consumo de energía del sistema de bombeo. P = Potencia de la bomba. t = Tiempo de operación de la bomba al mes (considerando que el agua es almacenada en un tanque que cuenta con un controlador de nivel de agua). T = tarifa de energía aplicada a la empresa.
• Energía consumida por la bomba:
E (kWh/mes) = P (kW30) * t (h/mes)
• Costo de la energía consumida por la bomba.
U$ / mes = E (kWh/mes) * T (U$/kWh).
• Costo energético del m3 de agua.
U$ / m3 = (U$ / mes) / (m3/mes) b) Cálculo del costo del cloro por m3 de agua (U$ / m3).
Se toma el total de cloro gastado al mes en el sistema clorinador y se divide entre el volumen de agua gastado en el mismo período de tiempo.
c) Costo total del agua.
Costo del cloro (U$ / m3) + Costo de energía por bombeo (U$ / m3).
30 1 HP = 0.7457 kW

Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
53
Anexo 5. Factor de Potencia
El factor de potencia se define como el cociente de la relación de la potencia activa entre la potencia aparente; esto es: Comúnmente, el factor de potencia es un término utilizado para describir la cantidad de energía eléctrica que se ha convertido en trabajo. El valor ideal del factor de potencia es 1, esto indica que toda la energía consumida por los aparatos ha sido transformada en trabajo.
De la figura se observa que por lo tanto
• La potencia activa o real es la que en el proceso de transformación de la energía eléctrica se aprovecha como trabajo.
• La Potencia reactiva es la encargada de generar el campo magnético que requieren para su funcionamiento los equipos inductivos como motores y transformadores.
• La potencia aparente es la suma geométrica de las potencias activa y reactiva; es decir:
S = √ P2 + Q2 Por este motivo las compañías eléctricas penalizan con un cargo o multa, que busca compensar los costos adicionales en que incurren por entregar energía a cargas con un bajo factor de potencia. El monto de las multas depende de la categoría de tarifa y las políticas de cada compañía. Aun así, en algunas categorías de consumidores, no existe penalización por causa del factor de potencia, pero una mejora del mismo puede traducirse en un ahorro de dinero en otras formas. Cargas con un bajo factor de potencia exigen al sistema de alimentación que genere y transmita una mayor cantidad de corriente, entregando así, mayor potencia total de la necesaria para realizar el trabajo.
SPFP =
φCosSP= φCosFP =
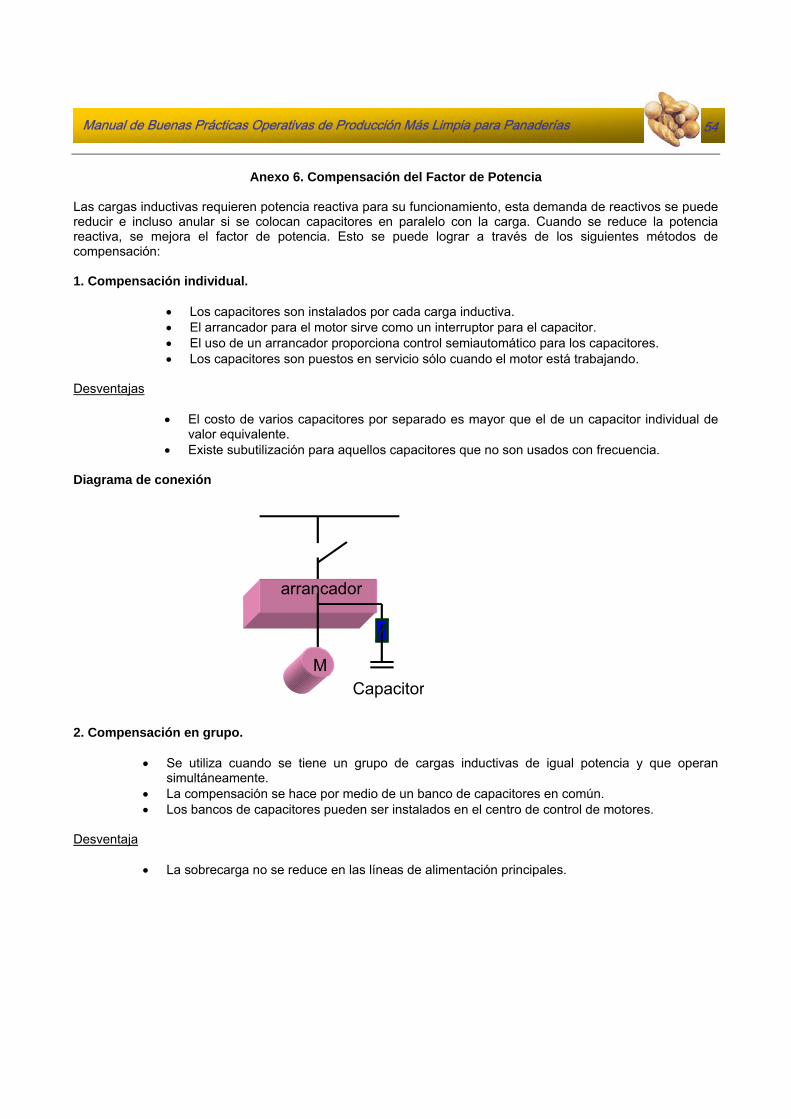
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
54
Anexo 6. Compensación del Factor de Potencia
Las cargas inductivas requieren potencia reactiva para su funcionamiento, esta demanda de reactivos se puede reducir e incluso anular si se colocan capacitores en paralelo con la carga. Cuando se reduce la potencia reactiva, se mejora el factor de potencia. Esto se puede lograr a través de los siguientes métodos de compensación: 1. Compensación individual.
• Los capacitores son instalados por cada carga inductiva. • El arrancador para el motor sirve como un interruptor para el capacitor. • El uso de un arrancador proporciona control semiautomático para los capacitores. • Los capacitores son puestos en servicio sólo cuando el motor está trabajando.
Desventajas
• El costo de varios capacitores por separado es mayor que el de un capacitor individual de valor equivalente.
• Existe subutilización para aquellos capacitores que no son usados con frecuencia.
Diagrama de conexión 2. Compensación en grupo.
• Se utiliza cuando se tiene un grupo de cargas inductivas de igual potencia y que operan simultáneamente.
• La compensación se hace por medio de un banco de capacitores en común. • Los bancos de capacitores pueden ser instalados en el centro de control de motores.
Desventaja
• La sobrecarga no se reduce en las líneas de alimentación principales.
Capacitor
arrancador
M
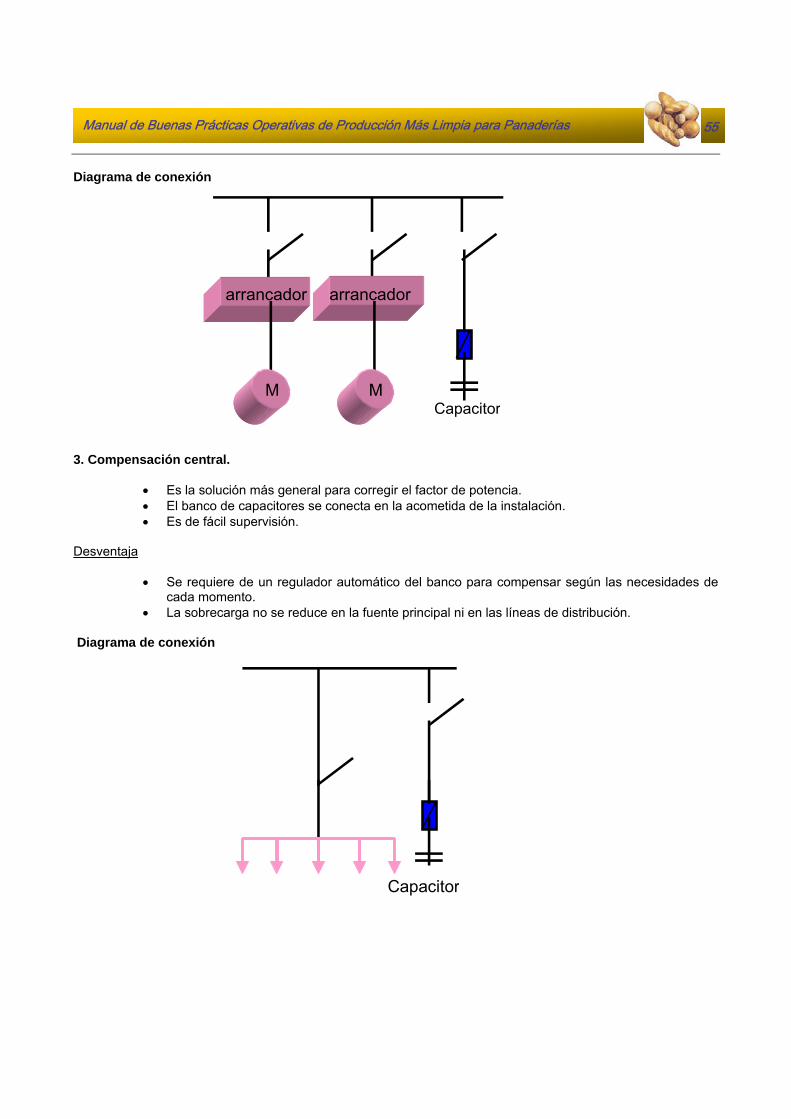
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
55
Diagrama de conexión 3. Compensación central.
• Es la solución más general para corregir el factor de potencia. • El banco de capacitores se conecta en la acometida de la instalación. • Es de fácil supervisión.
Desventaja
• Se requiere de un regulador automático del banco para compensar según las necesidades de cada momento.
• La sobrecarga no se reduce en la fuente principal ni en las líneas de distribución.
Diagrama de conexión
Capacitor
arrancador
M
arrancador
MCapacitor
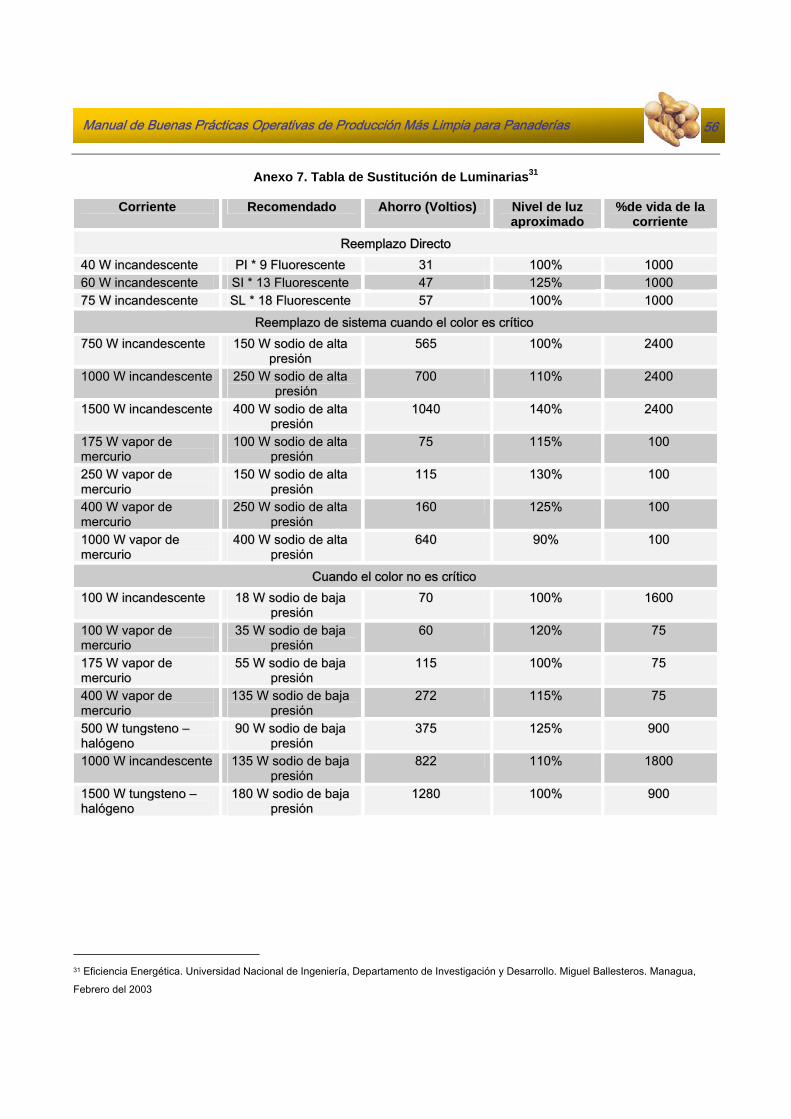
Manual de Buenas Prácticas Operativas de Producción Más Limpia para Panaderías
56
Anexo 7. Tabla de Sustitución de Luminarias31
CCoorrrriieennttee RReeccoommeennddaaddoo AAhhoorrrroo ((VVoollttiiooss)) NNiivveell ddee lluuzz
aapprrooxxiimmaaddoo %%ddee vviiddaa ddee llaa
ccoorrrriieennttee
RReeeemmppllaazzoo DDiirreeccttoo 4400 WW iinnccaannddeesscceennttee PPII ** 99 FFlluuoorreesscceennttee 3311 110000%% 11000000 6600 WW iinnccaannddeesscceennttee SSII ** 1133 FFlluuoorreesscceennttee 4477 112255%% 11000000 7755 WW iinnccaannddeesscceennttee SSLL ** 1188 FFlluuoorreesscceennttee 5577 110000%% 11000000
RReeeemmppllaazzoo ddee ssiisstteemmaa ccuuaannddoo eell ccoolloorr eess ccrrííttiiccoo 775500 WW iinnccaannddeesscceennttee 115500 WW ssooddiioo ddee aallttaa
pprreessiióónn 556655 110000%% 22440000
11000000 WW iinnccaannddeesscceennttee 225500 WW ssooddiioo ddee aallttaa pprreessiióónn
770000 111100%% 22440000
11550000 WW iinnccaannddeesscceennttee 440000 WW ssooddiioo ddee aallttaa pprreessiióónn
11004400 114400%% 22440000
117755 WW vvaappoorr ddee mmeerrccuurriioo
110000 WW ssooddiioo ddee aallttaa pprreessiióónn
7755 111155%% 110000
225500 WW vvaappoorr ddee mmeerrccuurriioo
115500 WW ssooddiioo ddee aallttaa pprreessiióónn
111155 113300%% 110000
440000 WW vvaappoorr ddee mmeerrccuurriioo
225500 WW ssooddiioo ddee aallttaa pprreessiióónn
116600 112255%% 110000
11000000 WW vvaappoorr ddee mmeerrccuurriioo
440000 WW ssooddiioo ddee aallttaa pprreessiióónn
664400 9900%% 110000
CCuuaannddoo eell ccoolloorr nnoo eess ccrrííttiiccoo 110000 WW iinnccaannddeesscceennttee 1188 WW ssooddiioo ddee bbaajjaa
pprreessiióónn 7700 110000%% 11660000
110000 WW vvaappoorr ddee mmeerrccuurriioo
3355 WW ssooddiioo ddee bbaajjaa pprreessiióónn
6600 112200%% 7755
117755 WW vvaappoorr ddee mmeerrccuurriioo
5555 WW ssooddiioo ddee bbaajjaa pprreessiióónn
111155 110000%% 7755
440000 WW vvaappoorr ddee mmeerrccuurriioo
113355 WW ssooddiioo ddee bbaajjaa pprreessiióónn
227722 111155%% 7755
550000 WW ttuunnggsstteennoo –– hhaallóóggeennoo
9900 WW ssooddiioo ddee bbaajjaa pprreessiióónn
337755 112255%% 990000
11000000 WW iinnccaannddeesscceennttee 113355 WW ssooddiioo ddee bbaajjaa pprreessiióónn
882222 111100%% 11880000
11550000 WW ttuunnggsstteennoo –– hhaallóóggeennoo
118800 WW ssooddiioo ddee bbaajjaa pprreessiióónn
11228800 110000%% 990000
31 Eficiencia Energética. Universidad Nacional de Ingeniería, Departamento de Investigación y Desarrollo. Miguel Ballesteros. Managua, Febrero del 2003
CONTENIDO DE LA CONTRAPORTADA Qué es el Centro de Producción Más Limpia El Centro de Producción Más Limpia de Nicaragua es parte del programa mundial “Centro Nacional de Producción Más Limpia”, el cual es una iniciativa de la Organización de las Naciones Unidas para el Desarrollo Industrial (ONUDI), teniendo como contraparte nacional a la Universidad Nacional de Ingeniería. Fue fundado a finales de 1998. Misión Impulsar la aplicación de conceptos y metodologías que promueven competitividad y productividad en las empresas de bienes y servicios, de manera eficiente, creando conciencia de prevención y generando beneficios ambientales a la sociedad. Visión Ser un centro de excelencia reconocido nacional e internacionalmente por los resultados de alta calidad técnica-organizacional y de liderazgo en la implementación y difusión de conceptos y metodologías que impulsen el desarrollo sostenible del país. Servicios Ofrecidos:
Capacitación Diagnósticos Técnicos de PMl Transferencia Tecnológica Promoción de Inversiones Investigación y Desarrollo Promoción de Formulación de Políticas de Producción Más Limpia
Póngase en contacto con nosotros Universidad Nacional de Ingeniería Campus “Simón Bolivar” Avenida Universitaria Managua, Nicaragua. Telefax: (505) 278-3136 / 2703880 Celular: 887-9286 e-mail: [email protected] Apdo. Postal: 5595 www.cpmlnic.org.ni