ESCUELA POLITÉCNICA NACIONAL · 2019. 4. 7. · i escuela politÉcnica nacional escuela de...
199
i ESCUELA POLITÉCNICA NACIONAL ESCUELA DE INGENIERÍA “DISEÑO DE UNA TORRE DE PERFORACIÓN DE POZOS DE AGUA” PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO MECÁNICO GABRIEL PATRICIO CASTELLANOS MOSQUERA [email protected] EDISON PATRICIO NOROÑA HARO [email protected] DIRECTOR: ING. CARLOS BALDEÓN [email protected] QUITO, ABRIL 2008
Transcript of ESCUELA POLITÉCNICA NACIONAL · 2019. 4. 7. · i escuela politÉcnica nacional escuela de...
i
ESCUELA POLITÉCNICA NACIONAL
ESCUELA DE INGENIERÍA
“DISEÑO DE UNA TORRE DE PERFORACIÓN DE
POZOS DE AGUA”
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO MECÁNICO
GABRIEL PATRICIO CASTELLANOS MOSQUERA [email protected]
EDISON PATRICIO NOROÑA HARO [email protected]
DIRECTOR: ING. CARLOS BALDEÓN [email protected]
QUITO, ABRIL 2008
ii
DECLARACIÓN
Nosotros, Gabriel Patricio Castellanos Mosquera y Edison Patricio Noroña Haro,
declaramos bajo juramento que el trabajo aquí descrito es de nuestra autoría; que
no ha sido previamente presentado por ningún grado o calificación anterior; y que
se han consultado las referencias bibliográficas que se incluyen en este
documento.
A través de la presente declaración cedemos los derechos de propiedad
intelectual correspondientes a este trabajo a la Escuela Politécnica Nacional,
según lo establecido en la ley de Propiedad Intelectual, por su reglamento y la
normatividad institucional vigente.
_______________________________ ________________________
Gabriel Patricio Castellanos Mosquera Edison Patricio Noroña Haro

iii
CERTIFICACIÓN
Certifico que el presente trabajo fue desarrollado en su totalidad por los señores
Gabriel Patricio Castellanos Mosquera y Edison Patricio Noroña Haro, bajo mi
supervisión.
_______________________________
Ing. Carlos Baldeón
Director
iv
AGRADECIMIENTOS
Al Ing. Carlos Baldeón por su adecuada dirección y ayuda en el desarrollo del
presente proyecto.
A los profesores de la facultad por los conocimientos impartidos.
A mis amigos de la facultad, con los que viví momentos inolvidables durante la
carrera universitaria.
A Verónica A. que me ha brindado su incondicional apoyo durante mis estudios
universitarios.
Gabriel.
Al Ing. Carlos Baldeón por su dirección y guía para la realización del presente
proyecto.
Al personal docente de la facultad por los conocimientos impartidos.
Edison.

v
DEDICATORIA
A mis padres, que con su completo apoyo me han dado el valor necesario para
alcanzar importantes metas, de corazón gracias.
A mis hermanos, con los que siempre conté para superar obstáculos y
dificultades.
Gabriel.
A mis padres quienes con su amor, apoyo y ejemplo han cimentados valores
importantes en mí para alcanzar grandes objetivos.
A mi hermano por brindarme su apoyo y compresión.
Edison.
vi
CONTENIDO
1 CAPÍTULO I. FUNDAMENTOS TEÓRICOS___________________ ____________ 1
1.1 NOCIONES DE HIDROLOGÍA _____________________________________ 1
1.2 AGUAS SUBTERRÁNEAS _________________________________ _______ 3
1.3 CONSTRUCCIÓN DE POZOS _____________________________________ 6
1.4 RENDIMIENTO DEL AGUA DEL SUBSUELO__________________ _______ 8
1.5 SANEAMIENTO DE LOS POZOS ___________________________ _______ 9
1.6 SELECCIÓN DEL SITIO DE PERFORACIÓN _________________ _______ 10
1.6.1 RECOPILACIÓN DE INFORMACIÓN EXISTENTE __________________ 10
1.6.2 INVENTARIO DE PUNTOS DE AGUA ____________________________ 10
1.6.3 ESTUDIO GEOLÓGICO DE SUPERFICIE _________________________ 10
1.6.4 ESTUDIO GEOLÉCTRICO _____________________________________ 11
1.7 TIPOS DE PERFORACIÓN_______________________________________ 11
1.7.1 PERFORACIÓN POR PERCUSIÓN ______________________________ 11
1.7.2 PERFORACIÓN POR ROTACIÓN _______________________________ 12
1.7.3 PERFORACIÓN ROTARIS _____________________________________ 12
1.7.4 PERFORACIÓN MIXTA PERCUSIÓN – ROTACIÓN _________________ 13
1.7.5 PERFORACIÓN MANUAL______________________________________ 13
1.8 MECANISMOS DE PERFORACIÓN________________________________ 13
1.8.1 MECANISMO DE PERCUSIÓN__________________________________ 13
1.8.2 MECANISMO DE ROTACIÓN___________________________________ 15
1.9 TIPOS DE SUELOS ____________________________________________ 16
1.10 ACUÍFEROS EN EL ECUADOR Y TIPOS DE SUELOS PREDOMINA NTES 18
1.11 GENERALIDADES DE TRACTORES_________________________ ______ 22
1.11.1 TOMAS DE FUERZA ________________________________________ 22
1.11.2 JUNTAS UNIVERSALES (EJES CARDÁNICOS) __________________ 25
1.11.3 ENGANCHE DE LOS APEROS AL TRACTOR. ___________________ 27
2 CAPÍTULO II. DETERMINACIÓN DE PARÁMETROS___________ ___________ 29
2.1 ANÁLISIS DE MECANISMOS DE PERFORACIÓN. _____________ ______ 29
2.1.1 MECANISMO DE PERCUSIÓN__________________________________ 29

vii
2.1.2 MECANISMO DE ROTACIÓN___________________________________ 30
2.2 SELECCIÓN DE MECANISMOS DE PERFORACIÓN. ____________ _____ 31
2.3 ALTERNATIVAS DE DISPOSICIÓN PARA LA TORRE DE PERFOR ACIÓN.33
2.3.1 TORRE DOBLE ABATIBLE HORIZONTAL. ________________________ 33
2.3.2 TORRE SIMPLE ABATIBLE HORIZONTAL.________________________ 34
2.3.3 TORRE TELESCÓPICA VERTICAL ______________________________ 34
2.3.4 TORRE TELESCÓPICA ABATIBLE ______________________________ 36
2.4 ANÁLISIS DE ALTERNATIVAS DISPOSICIÓN PARA LA TORRE DE
PERFORACIÓN _____________________________________________________ 37
2.4.1 TORRE DOBLE ABATIBLE HORIZONTAL_________________________ 37
2.4.2 TORRE SIMPLE ABATIBLE HORIZONTAL.________________________ 38
2.4.3 TORRE TELESCÓPICA VERTICAL ______________________________ 38
2.4.4 TORRE TELESCÓPICA ABATIBLE ______________________________ 39
2.5 SELECCIÓN DE ALTERNATIVAS DE DISPOSICIÓN PARA LA TO RRE DE
PERFORACIÓN. _____________________________________________________ 39
2.6 DETALLES DE LOS ELEMENTOS DE LA ALTERNATIVA A DISEÑ AR ___ 41
2.7 PARÁMETROS TÉCNICOS ______________________________________ 45
2.7.1 MECANISMO DE PERFORACIÓN _______________________________ 45
2.7.2 TIPO DE ESTRUCTURA METÁLICA (TORRE) _____________________ 45
2.7.3 ALTURA MÁXIMA DE LA ESTRUCTURA__________________________ 46
2.7.4 PROFUNDIDAD MÁXIMA DE PERFORACIÓN _____________________ 46
2.7.5 POTENCIA DISPONIBLE ______________________________________ 46
2.7.6 VELOCIDAD DE PERFORACIÓN________________________________ 46
3 CAPÍTULO III. CÁLCULO Y DISEÑO DEL SISTEMA _________ _____________ 48
3.1 ENGRANAJES CÓNICOS _________________________________ ______ 49
3.1.1 ANÁLISIS POR FATIGA SUPERFICIAL ___________________________ 50
3.1.2 ANÁLISIS DE FATIGA A FLEXIÓN _______________________________ 53
3.1.3 DIMENSIONES ADICIONALES__________________________________ 54
3.1.4 GEOMETRÍA DE LAS ENGRANAJES CÓNICOS____________________ 55
3.2 DIMENSIONAMIENTO DEL EJE DEL PIÑÓN _________________ _______ 59
3.3 CÁLCULO DE LENGÜETAS _______________________________ ______ 69
3.4 RODAMIENTOS DEL EJE DE PIÑÓN _______________________ _______ 71
3.4.1 RODAMIENTO EP1___________________________________________ 72

viii
3.4.2 RODAMIENTO EP2___________________________________________ 74
3.4.3 APOYO DE RODAMIENTO EP1 _________________________________ 75
3.5 LUBRICACIÓN ________________________________________ ________ 79
3.6 JUNTA UNIVERSAL ____________________________________ ________ 82
3.7 ACOPLES EN JUNTA UNIVERSAL_________________________ _______ 84
3.7.1 ACOPLE EJE DEL PIÑÓN______________________________________ 85
3.7.2 ACOPLE EJE DE LA TOMA DE FUERZAS ________________________ 87
3.8 CÁLCULO DE PERNOS __________________________________ _______ 88
3.8.1 PERNOS PARA LA JUNTA UNIVERSAL __________________________ 88
3.8.2 PERNOS PARA EL CAÑÓN ____________________________________ 93
3.9 KELLY ______________________________________________ _________ 97
3.9.1 RESISTENCIA TORSIONAL ____________________________________ 98
3.9.2 RESISTENCIA DE SOLDADURAS ______________________________ 100
3.10 ACOPLE KELLY – SARTA_______________________________ _______ 101
3.11 DISEÑO DEL CAÑÓN__________________________________________ 105
3.11.1 MODELACIÓN DE CAÑÓN EN ALGOR V19 ____________________ 107
3.11.2 RESISTENCIA DE SOLDADURA EN CAÑÓN ___________________ 112
3.12 RODAMIENTOS DEL CAÑÓN ______________________________ _____ 113
3.12.1 RODAMIENTO EN APOYO C1 ______________________________ 114
3.12.2 RODAMIENTO EN APOYO C2 _______________________________ 116
3.13 DISEÑO DE LAS CARCASAS _____________________________ ______ 117
3.13.1 MODELACIÓN DE CARCASAS EN ALGOR V19 _________________ 119
3.14 TORRE DE PERFORACIÓN_____________________________________ 126
3.14.1 CONDICIONES DE DISEÑO _________________________________ 130
3.14.2 RESULTADOS EN SAP 2000 V11 ____________________________ 134
3.14.3 RESISTENCIA DE SOLDADURAS EN LA TORRE _______________ 137
3.14.4 SISTEMA HIDRÁULICO PARA EL ABATIMIENTO DE LA TORRE ___ 141
3.14.5 PASADORES EN TORRE ___________________________________ 147
3.14.6 APOYO TORRE – BASTIDOR _______________________________ 152
3.14.7 APOYO TORRE – CILINDROS HIDRÁULICOS __________________ 157
3.15 SELECCIÓN DE ACCESORIOS__________________________________ 161
3.15.1 TECLE __________________________________________________ 161
3.15.2 SWIVEL _________________________________________________ 162
ix
3.15.3 BOMBA DE LODOS________________________________________ 162
3.15.4 PLATAFORMA____________________________________________ 163
4 CAPITULO IV. ARMADO Y MANTENIMIENTO ________________ __________ 164
4.1 ARMADO DEL EQUIPO __________________________________ ______ 164
4.2 MANTENIMIENTO DEL EQUIPO _________________________________ 164
4.2.1 TORRE DE PERFORACIÓN ___________________________________ 164
4.2.2 UNIDAD ROTARORIA________________________________________ 165
4.2.3 SISTEMA HIDRÁULICO ______________________________________ 165
4.2.4 JUNTA UNIVERSAL _________________________________________ 166
5 CAPITULO V. PROTOCOLO DE PRUEBAS ___________________ _________ 167
5.1 PRUEBAS DE FUNCIONAMIENTO __________________________ _____ 167
5.2 PRUEBAS DE CAMPO ___________________________________ ______ 168
6 CAPITULO VI. ANÁLISIS FINANCIERO ___________________ ____________ 171
6.1 ELEMENTOS MECANIZADOS______________________________ _____ 172
6.2 TORRE DE PERFORACIÓN_____________________________________ 173
6.3 PIEZAS FUNDIDAS ___________________________________________ 173
6.4 ACCESORIOS________________________________________________ 174
6.5 SISTEMA HIDRÁULICO _________________________________ _______ 175
6.6 ELEMENTOS DE PERFORACIÓN ________________________________ 175
6.7 COSTO TOTAL DEL PROYECTO ___________________________ _____ 176
7 CAPITULO VII. CONCLUSIONES Y RECOMENDACIONES _______ ________ 178
8 ANEXOS ________________________________________________________ 182
x
CONTENIDO DE TABLAS Tabla 1-1: Sistema de clasificación unificado de suelos según la norma ASTM D-2487-69. ____ 18 Tabla 1-2: Código de colores de mapa hidrogeológico del Ecuador. ______________________ 20 Tabla 1-3: Zonas con mayor probabilidad de extracción de agua subterránea. ______________ 21 Tabla 2-1: Evaluación de mecanismos de perforación _________________________________ 32 Tabla 2-2: Evaluación de alternativas de disposición para la torre de perforación ____________ 40 Tabla 2-3: Resumen de Parámetros de Diseño_______________________________________ 47 Tabla 3-1: Resumen de resultados de análisis por fatiga superficial de engranajes cónicos. ___ 53 Tabla 3-2: Parámetros determinados para cada engrane _______________________________ 55 Tabla 3-3: Parámetros geométricos para cada engrane ________________________________ 57 Tabla 3-4: Lubricantes recomendados por la norma AGMA 250__________________________ 80 Tabla 3-5: Grados de viscosidad AGMA ____________________________________________ 80 Tabla 3-6: Grados de viscosidad ISO para lubricantes industriales _______________________ 81 Tabla 3-7: Resumen de la junta universal seleccionada. _______________________________ 84 Tabla 3-8: Datos para la selección del grado de los pernos _____________________________ 90 Tabla 3-9: Datos para la selección del grado de los pernos _____________________________ 92 Tabla 3-10: Resumen de las fuerzas que se originan en los pernos del cañón ______________ 94 Tabla 3-11: Selección de pernos para la rueda _______________________________________ 95 Tabla 3-12: Selección de pernos para la rueda _______________________________________ 97 Tabla 3-13: Ángulo de torsión a lo largo del Kelly _____________________________________ 99 Tabla 3-14: Dimensiones, Peso y Presiones de Prueba para Tubería Roscada y con Acoples_ 102 Tabla 3-15: Información de la Rosca y el Acople_____________________________________ 103 Tabla 3-16: Perfiles constitutivos de la parte superior de la torre ________________________ 129 Tabla 3-17: Perfiles constitutivos de la parte inferior de la torre _________________________ 129 Tabla 3-18: Velocidades del viento más altas registradas en algunos lugares del país. [INAMHI,
Enero 2008] _________________________________________________________________ 134 Tabla 3-19: Peso total de la torre. ________________________________________________ 137 Tabla 3-20: Dimensiones de apoyo torre – bastidor __________________________________ 156 Tabla 3-21: Dimensiones de apoyo torre – cilindros hidráulicos _________________________ 161 Tabla 6-1: Empresas visitadas para cotizaciones.____________________________________ 172 Tabla 6-2: Costos de Elementos Mecanizados ______________________________________ 173 Tabla 6-3: Costos de material y fabricación de torre de perforación ______________________ 173 Tabla 6-4: Costo de piezas fundidas.______________________________________________ 174 Tabla 6-5: Costo de Accesorios __________________________________________________ 174 Tabla 6-6: Costo del Sistema Hidráulico ___________________________________________ 175 Tabla 6-7: Costo de elementos de perforación ______________________________________ 176 Tabla 6-8: Costo total del proyecto _______________________________________________ 177
xi
CONTENIDO DE FIGURAS Figura 1-1: Ciclo Hidrológico del Agua_______________________________________________ 2 Figura 1-2: Distribución Vertical del Agua Subterránea__________________________________ 4 Figura 1-3: Tipos de Acuíferos_____________________________________________________ 6 Figura 1-4: Conos de depresión del nivel freático del agua_______________________________ 7 Figura 1-5: Esquema del Mecanismo de Percusión ___________________________________ 14 Figura 1-6: Esquema del Mecanismo de Rotación ____________________________________ 15 Figura 1-7: Dimensiones de las tomas de fuerza normalizadas. __________________________ 24 Figura 1-8: Disposición de una junta universal en un tractor_____________________________ 26 Figura 1-9: Generación de vibraciones según la conexión de la junta _____________________ 26 Figura 1-10: Enganche en tres puntos______________________________________________ 27 Figura 1-11: Tipos de enganches rápidos ___________________________________________ 28 Figura 2-1: Fases del Armado de la Torre Doble Abatible Horizontal ______________________ 33 Figura 2-2: Etapas del Armado de la Torre Simple Abatible Horizontal ____________________ 34 Figura 2-3: Esquema de la Posición Inicial de la Torre Telescópica Vertical ________________ 35 Figura 2-4: Esquema de la Torre Telescópica Vertical Armada __________________________ 35 Figura 2-5: Esquema de la Posición Inicial de la Torre Telescópica Abatible ________________ 36 Figura 2-6: Primera Etapa del Armado _____________________________________________ 36 Figura 2-7: Torre Erguida ________________________________________________________ 37 Figura 2-8: Modelo de Torre de Perforación a Diseñar _________________________________ 41 Figura 2-9: Esquema de la Sarta de Perforación______________________________________ 42 Figura 2-10: Esquema del Carro de Transporte ______________________________________ 43 Figura 2-11: Sistema Cono - Corona _______________________________________________ 43 Figura 2-12: Sistema de Acoplamiento _____________________________________________ 44 Figura 2-13: Acople Giratorio _____________________________________________________ 44 Figura 2-14: Bomba de Lodos ____________________________________________________ 45 Figura 3-1: Esquema de la unidad rotatoria. _________________________________________ 48 Figura 3-2: Representación gráfica de conexión cono – corona y ángulos de paso___________ 50 Figura 3-3: Terminología de Engranajes Cónicos _____________________________________ 56 Figura 3-4: Esquema de los diámetros de paso y de paso medio del piñón _________________ 58 Figura 3-5: Esquema del eje del piñón _____________________________________________ 59 Figura 3-6: Diagrama de cuerpo libre del eje_________________________________________ 60 Figura 3-7: Diagrama de cuerpo libre del eje con las fuerzas trasladadas __________________ 60 Figura 3-8: Diagramas para el eje _________________________________________________ 61 Figura 3-9: Esquema de las lengüetas _____________________________________________ 69 Figura 3-10: Distribución de fuerzas en la lengüeta____________________________________ 70 Figura 3-11: Esquema de apoyo de rodamiento EP1 __________________________________ 76 Figura 3-12: Cargas y restricciones en apoyo de rodamiento EP1 ________________________ 77 Figura 3-13: Tensión de von Mises apoyo de rodamiento EP1 ___________________________ 77
xii
Figura 3-14: Factor de seguridad en apoyo de rodamiento EP1 __________________________ 78 Figura 3-15: Desplazamientos en apoyo de rodamiento EP1 ____________________________ 79 Figura 3-16: Funcionamiento general de la junta universal. _____________________________ 82 Figura 3-17: Representación esquemática de acoples de junta universal. A) toma de fuerza; __ 85 Figura 3-18: Disposición de pernos para junta universal________________________________ 88 Figura 3-19: Distribución de fuerzas en cada perno ___________________________________ 89 Figura 3-20: Fuerzas normales y de rozamiento en las juntas ___________________________ 91 Figura 3-21: Esquemas de las fuerzas en los pernos del cañón __________________________ 93 Figura 3-22: Sección transversal del Kelly___________________________________________ 98 Figura 3-23: Dimensiones para los Acoples Roscados ________________________________ 102 Figura 3-24: Representación de acople kelly – sarta__________________________________ 103 Figura 3-25: Área de choque de lodo de perforación en acople kelly – sarta _______________ 104 Figura 3-26: Diagramas de cuerpo libre para el cañón ________________________________ 106 Figura 3-27: Cargas y restricciones en cañón _______________________________________ 108 Figura 3-28: Tensión de von Mises en el cañón. _____________________________________ 109 Figura 3-29: Factor de seguridad en el cañón. ______________________________________ 110 Figura 3-30: Desplazamientos en el cañón._________________________________________ 111 Figura 3-31: Esquema de la carcasa ______________________________________________ 117 Figura 3-32: Dimensiones utilizadas para el diseño de la carcasa _______________________ 118 Figura 3-33: Fuerzas generadas en las chumaceras__________________________________ 119 Figura 3-34: Cargas y restricciones en carcasa inferior. _______________________________ 120 Figura 3-35: Cargas y restricciones en carcasa superior. ______________________________ 120 Figura 3-36: Tensión de von Mises en carcasa inferior ________________________________ 121 Figura 3-37: Tensión de von Mises en carcasa superior _______________________________ 122 Figura 3-38: Factor de seguridad en carcasa inferior. _________________________________ 123 Figura 3-39: Factor de seguridad en carcasa superior. ________________________________ 123 Figura 3-40: Desplazamientos en la carcasa inferior. _________________________________ 124 Figura 3-41: Desplazamientos en la carcasa superior. ________________________________ 125 Figura 3-42: Dimensiones del mecanismo de rotación ________________________________ 126 Figura 3-43: Detalle del sistema de ruedas _________________________________________ 127 Figura 3-44: Posición de los centroides de las columnas ______________________________ 127 Figura 3-45: Posición de los pasadores que unen las torres____________________________ 128 Figura 3-46: Disposición de perfiles en parte superior de torre. _________________________ 130 Figura 3-47: Disposición de perfiles en parte inferior de torre. __________________________ 130 Figura 3-48: Configuración final de la torre de perforación._____________________________ 132 Figura 3-49: Esfuerzos en torre. a) parte superior, b) parte inferior ______________________ 135 Figura 3-50: Fuerza y momento presente en la unión de la columna _____________________ 138 Figura 3-51: Cortantes primarios y secundarios en la junta ____________________________ 139 Figura 3-52: Descomposición del momento_________________________________________ 140 Figura 3-53: Diagrama de cuerpo libre de la torre durante abatimiento ___________________ 142
xiii
Figura 3-54: Disposición de pasadores entre las torres. _______________________________ 148 Figura 3-55: Fuerzas resultantes en las conexiones entre torres.________________________ 148 Figura 3-56: Fuerzas presentes en el pasador ______________________________________ 149 Figura 3-57: Diagrama de cuerpo libre y de momento flector del pasador _________________ 150 Figura 3-58: Esquema de apoyo torre – bastidor_____________________________________ 153 Figura 3-59: Esquema de apoyo torre – cilindros hidráulicos ___________________________ 157
xiv
RESUMEN
El presente proyecto de titulación, ha sido desarrollado en siete capítulos que se
resumen a continuación.
En el capítulo uno se desarrolla los fundamentos teóricos necesarios para el
proyecto. Se exponen temas como nociones de hidrología, tipos de aguas
subterráneas y sus características, rendimiento del agua subterránea,
construcción y mantenimiento de pozos, tipos de estudios para seleccionar el sitio
de perforación, tipos de suelos y acuíferos en el Ecuador. También se indican los
tipos de perforación de pozos que existen, y se desarrollan los dos más
importantes: perforación por percusión y perforación por rotación.
En el capítulo dos se determina los parámetros de diseño en el que se selecciona
el mecanismo de perforación, se hace un análisis y selección de las posibles
disposiciones de la torre de perforación; se desarrolla también el detalle de los
elementos a diseñar.
En el capítulo tres se realiza el cálculo y diseño del sistema, se dimensiona cada
uno de los elementos que componen el mecanismo verificando su resistencia y
funcionalidad; se diseña el mecanismo de rotación, la torre de perforación y se
seleccionan los accesorios necesarios para la operación.
En el capítulo cuatro se establece el procedimiento de armado del sistema, tanto
para el montaje como para la operación; además también se indica el
mantenimiento del equipo necesario para su adecuado funcionamiento.
En el capítulo cinco se indican las pruebas de funcionamiento y pruebas de
campo a las que debe ser sometido el mecanismo para garantizar su correcto
funcionamiento.
Por último, en el capítulo seis se realiza un análisis económico del mecanismo, se
tabulan los datos de las cotizaciones realizadas y se establece el costo total del
proyecto.
xv
PRESENTACIÓN
En el año 2006, el gobierno nacional ofreció para la región costa la perforación de
20.000 pozos para la extracción de agua, para que así los agricultores y
ganaderos puedan continuar con los sembríos y cría de animales; pero esta
promesa no se cumplió. Por esta razón nació la preocupación de generar equipos
que faciliten la obtención de agua y que sean factibles para muchas personas y
que puedan operar en zonas de difícil acceso.
Estas dificultades llevaron a la necesidad de diseñar un equipo que se pueda
transportar con facilidad y pueda acoplarse a un tractor que se encuentra en casi
todas las haciendas.
En el presente proyecto primero se reúne la información necesaria acerca de la
perforación de pozos, los tipos de mecanismos de perforación existentes con un
análisis de cada uno de ellos para así cumplir con los objetivos del proyecto.
Además se recopilan datos de los acuíferos subterráneos en el país, de los cuales
se rescata las zonas con mayor probabilidad de extracción de agua subterránea
en la costa ecuatoriana.
El mecanismo de perforación, tiene como características especiales, un diseño
que permita transportarse con facilidad, y que la potencia requerida para su
funcionamiento proviene de una toma de fuerza que tiene cualquier tractor.
Para el desarrollo y diseño de los elementos del mecanismo fue necesario recurrir
a varias normas, como son la norma ASTM D-2487-69 para conocer el sistema de
clasificación unificado de suelos, la norma AGMA 250 para determinar la
viscosidad y los centistokes de los lubricantes, la ASTM A53 en la que se indican
las propiedades de las tuberías de perforación, la norma ASCE 7-05 que indica
las cargas de viento para estructuras metálicas, la ISO 500 que indica los tipos de
toma de fuerzas y la norma ISO 730 para los conectores de tres puntos en
tractores.

xvi
Con la información recopilada se procede a realizar esquemas de los
componentes del sistema de perforación, y se los dimensiona mediante paquetes
informáticos y métodos de cálculo convencional, tomando en cuenta su facilidad
constructiva en el medio nacional.
Para determinar el costo total del proyecto, se realizan diferentes cotizaciones en
varias empresas del medio, para sí determinar un costo real de fabricación del
sistema en el mercado.
Para terminar se obtiene las conclusiones finales del proyecto con las
recomendaciones del caso.
xvii
SIMBOLOGÍA
F: ancho de cara de engranajes.
γ : ángulo de paso de piñón.
m: módulo de engranajes cónicos.
Hσ : esfuerzo de contacto o de Hertz.
Wt: fuerza tangencial a los engranajes.
Gfsη : factor de seguridad de los engranes a la fatiga superficial.
fsη : factor de seguridad a la fatiga superficial.
Gfη : factor de seguridad de los engranes a la fatiga por flexión.
RC : capacidad básica de carga de los rodamientos.
'τ : esfuerzo cortante primario.
''τ : esfuerzo cortante secundario o de torsión.
UJ : Momento polar de inercia unitario de cordones de soldadura.
hk: altura de trabajo de los engranajes.
aog: adendo en el talón de la corona o rueda.
aop: adendo en el talón del piñón.
OΓ : ángulo de cara de la rueda.
YO: ángulo de cara del piñón.
L10: vida nominal de rodamientos.
L : vida media de rodamientos.
Fe: carga radial equivalente en rodamientos.
At: área de tracción en pernos.
FR: fuerza de rozamiento entre superficies.
1
1 CAPÍTULO I FUNDAMENTOS TEÓRICOS
1.1 NOCIONES DE HIDROLOGÍA La hidrología es la ciencia que estudia el ciclo del agua en la naturaleza y su
evolución en el planeta ya sea en la atmósfera o el suelo; en sus tres fases sólida,
líquida y vapor.
Este ciclo del agua comienza con la llegada del agua a la superficie de la tierra
por diferentes medios ya sean estos precipitaciones, aguas superficiales,
evapotranspiración, infiltración y aguas subterráneas.
Hidrogeología
La hidrología de las aguas subterráneas o hidrogeología se define como el
estudio del origen, ocurrencia, repartición y distribución del agua bajo la superficie
del suelo; además estudia los movimientos que las masas subterráneas de agua
realizan.
Ciclo Hidrológico del Agua
El ciclo hidrológico reúne a las diferentes etapas por las que circula el agua desde
la tierra hasta la atmósfera y nuevamente su regreso a la tierra, a lo largo de este
ciclo puede encontrarse en cualquiera de sus tres fases. Las fases del ciclo
hidrológico son evaporación, transpiración, condensación, escorrentía y
percolación.
� Evaporación.- reúne a los fenómenos por los cuales el agua pasa de fase
líquida a vapor y este vapor se dirige a la atmósfera, ejemplos de estos
fenómenos son la evaporación del agua que está en el suelo caliente,
evaporación de ríos, lagos y mares por la acción del sol.
� Transpiración.- es una evaporación del agua presente en plantas y animales.

2
� Condensación.- o precipitación, se produce cuando el agua que está en forma
de vapor en la atmósfera al llegar a zonas frías, se condensa y cae en forma
de lluvia.
� Escorrentía Superficial.- este fenómeno consiste en la formación de corrientes
que llegan a ríos, lagunas y mares; dichas corrientes se forman debido a la
lluvia que cae en el suelo.
� Percolación.- o escurrimiento subterráneo, se produce cuando parte del agua
que se encuentra en la superficie penetra en el suelo, formando manantiales y
pozos.
Figura 1-1: Ciclo Hidrológico del Agua1
Según su posición en el ciclo hidrológico el agua se clasifica en tres grupos:
- Atmosféricas o meteóricas, que comprende a lluvias, nieve, nubes, etc.
- Superficiales, formadas por escurrimientos, ríos, lagos y mares.
- Subterráneas, que consisten en el agua que se percola a través de las capas
de la tierra y conforma ríos subterráneos.
1 ORGANIZACIÓN PANAMERICANA DE LA SALUD; Manual de Perforación Manual de Pozos y Equipamiento con Bombas Manuales; Lima; 2004; página 16
3
1.2 AGUAS SUBTERRÁNEAS El agua que se infiltra en el suelo se denomina agua subsuperficial, pero no toda
se convierte en agua subterránea. Existen tres posibilidades para el agua que se
infiltra.
Primero, puede ser devuelta a la superficie por fuerzas capilares y evaporada
hacia la superficie.
Segundo, puede ser absorbida por las raíces de plantas que crecen en el suelo,
por lo que ingresarían a la atmósfera por el proceso de transpiración.
Tercero, el agua que se ha infiltrado profundamente en el suelo, puede ser
obligada a descender por fuerza de gravedad hasta que alcance el nivel de la
zona de saturación y constituya el depósito de agua subterránea.
Para el estudio hidrogeológico se tomarán en cuenta los tipos de rocas que
permiten el almacenamiento de agua.
� Rocas de pequeña permeabilidad como arenas y gravas.
� Rocas de gran permeabilidad como rocas calcáreas.
Las formaciones permeables son aquellas que son porosas y sus poros están
conectados entre sí, por lo que el agua puede acumularse y desplazarse por los
mismos.
Distribución Vertical de las Aguas Subterráneas
A distintas profundidades de la superficie terrestre siempre se tendrán materiales
porosos, estos poros permiten el almacenamiento de agua, por lo que para
entender este fenómeno de acumulación de agua se verá su distribución vertical.
4
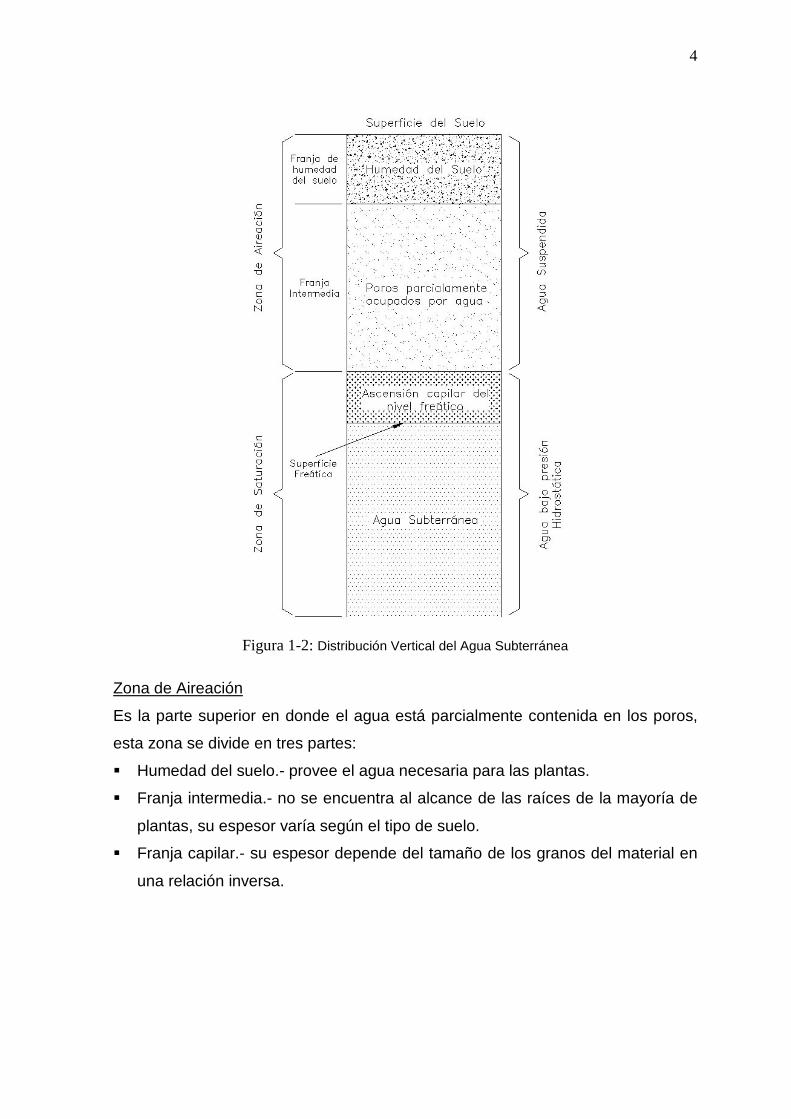
Figura 1-2: Distribución Vertical del Agua Subterránea
Zona de Aireación
Es la parte superior en donde el agua está parcialmente contenida en los poros,
esta zona se divide en tres partes:
� Humedad del suelo.- provee el agua necesaria para las plantas.
� Franja intermedia.- no se encuentra al alcance de las raíces de la mayoría de
plantas, su espesor varía según el tipo de suelo.
� Franja capilar.- su espesor depende del tamaño de los granos del material en
una relación inversa.
5
Zona de Saturación
Se encuentra a mayor profundidad que la zona de aireación, por debajo del nivel
freático; los poros o aberturas se encuentran completamente llenos de agua, a
esta zona también se le conoce como de agua sostenida.
Esta zona contiene agua para alimentar a pozos y fuentes.
A esta zona le corresponde el nombre de Capa o Manto Acuífero.
Acuífero
Las formaciones acuíferas son cualquier capa geológica que pueden almacenar
agua y permitir su circulación, de lo que se deduce que para que un pozo
produzca agua necesita estar en contacto con una formación acuífera.
Las formaciones más aptas para la localización de acuíferos son del tipo
sedimentario ya que son más porosas y permeables; mientras que las
formaciones ígneas y metamórficas son poco permeables y solamente permiten el
paso de agua a través de grietas.
Tipos de Acuíferos
a) Acuíferos a Nivel Freático
Son generalmente conocidos como someros, en estos acuíferos el agua se
encuentra rellenando poros y fisuras por acción de la gravedad y debido a que
no está confinada se encuentra a presión atmosférica, los pozos ubicados en
estos acuíferos contienen agua tan pronto como se llegue a la zona saturada.
b) Acuíferos Artesianos o Confinados
Contienen el agua sometida a presión porque se encuentra confinada entre
dos capas impermeables.
Al hacer una perforación se rompe la capa confinante superior y el agua sube
hasta el nivel estático, en estos pozos al disminuir la presión que sostiene al
material que se encuentra sobre el acuífero, puede producirse un
asentamiento de terreno.
6
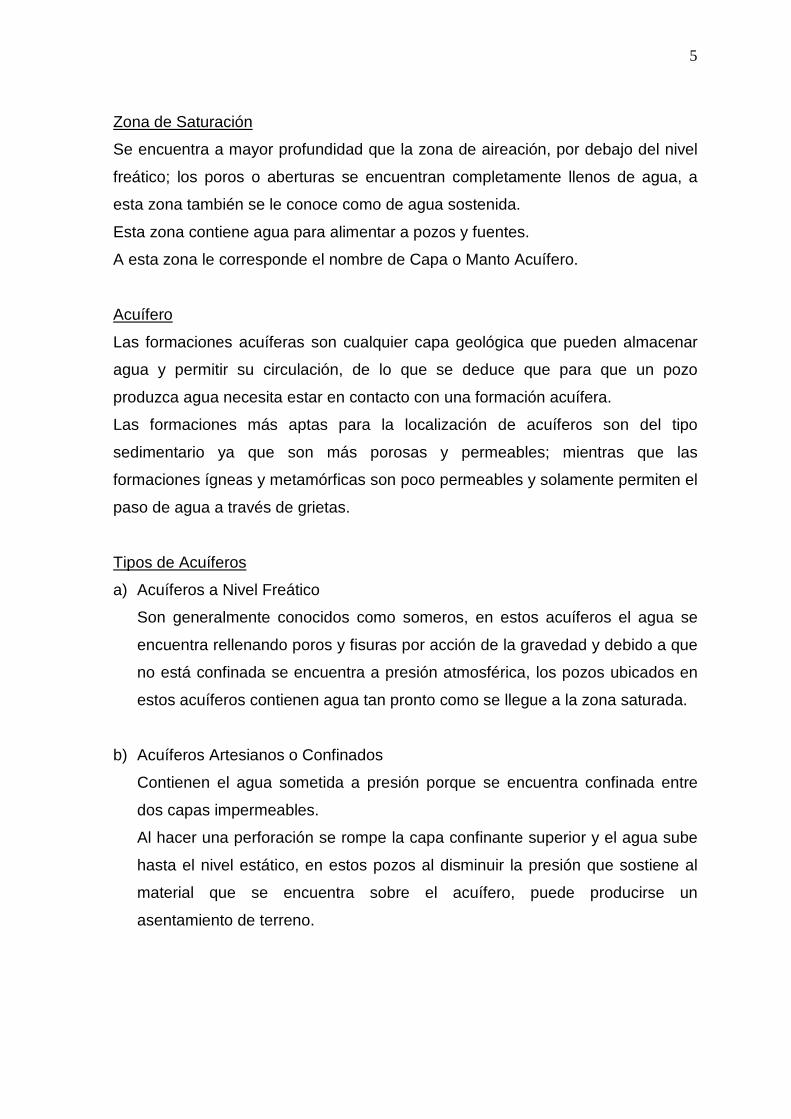
c) Acuíferos Semiconfinados
Estos acuíferos son aquellos que las capas que los limitan son de muy poco
espesor o semipermeables.
Figura 1-3: Tipos de Acuíferos2
Las funciones de un acuífero son almacenar agua y conducirla hasta diferentes
partes, las porosidades y aberturas sirven tanto para el almacenamiento así
también como redes de conductos hasta ríos, manantiales, pantanos y
captaciones construidas por el hombre.
Las aguas subterráneas se mueven constantemente a través de distancias
extensas y desde las áreas de recarga hacia las de descarga; el desplazamiento
es muy lento y sus velocidades se miden en metros por día o metros por año.
Debido a estos movimientos y el gran volumen de porosidad que representan los
acuíferos retienen una gran cantidad de agua en almacenamiento inestable.
1.3 CONSTRUCCIÓN DE POZOS
El tipo más simple de pozo es el pozo excavado o a cielo abierto que consiste en
una fosa o zanja excavada hasta el nivel del agua freática. Con frecuencia se
utiliza un revestimiento para soportar la excavación. Debido a que es más
complejo excavar bajo el nivel freático, los pozos perforados no penetran hasta
2 ORGANIZACIÓN PANAMERICANA DE LA SALUD; Manual de Perforación Manual de Pozos y Equipamiento con Bombas Manuales; Lima; 2004; página 21
7
una profundidad suficiente para producir o dar un alto rendimiento de agua.
Además, si el agua del nivel freático se utiliza en forma excesiva durante un
periodo de sequía, o si existe una intensa extracción en los pozos de las
cercanías, un pozo excavado poco profundo fácilmente pude secarse. Este tipo
de pozo se suele utilizar para abastecimientos de simples fincas rurales.
“Los pozos perforados por percusión o hincados, hasta de tres pulgadas de
diámetro y 60 pies de profundidad pueden construirse en materiales no
consolidados mediante el uso de puntas coladoras”3. Una punta coladora,
herramienta de corte o trépano es una sección de tubo perforado con su extremo
inferior puntiagudo para que penetre en el suelo. Debido a las limitaciones en
tamaño y profundidad, los pozos perforados mediante percusión, no se suelen
usan en grandes proyectos de abastecimiento de agua.
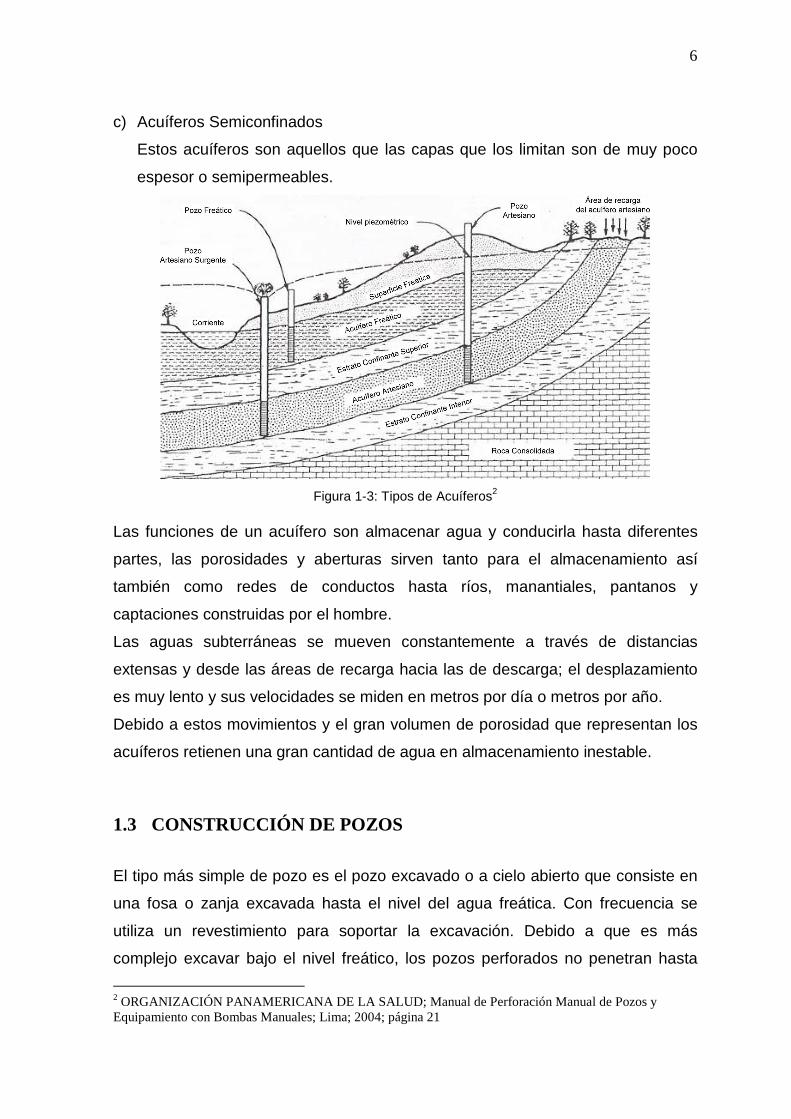
Estos pozos son útiles en exploraciones para localización de mantos de agua,
para abastecimiento doméstico o para pozos temporales. Pero se debe tener en
consideración que al excavar un pozo para agua del nivel freático, los conos de
depresión creados cuando se bombean estos pozos, puede disminuir el nivel
freático por debajo del fondo de la zanja (figura 1-4); por lo que la profundidad del
pozo debe ser suficiente para evitar que el agua freática se termine.
Figura 1-4: Conos de depresión del nivel freático del agua
3 LINSLEY, Ray; FRANZINI, Joseph; Ingeniería de los Recursos Hidráulicos; editorial Continental S.A.; México DF.; 1972; página 125
8
Los grandes pozos se construyen por lo general por el método rotatorio de una
broca o barrena. En este método se hace girar una broca al final de una sección
de tubo, un fluido conocido como lodo de perforación se hace circular
continuamente a través de la tubería hasta la barrena, y regresa a la superficie
arrastrando los residuos del suelo perforado; los lodos también sirven para
reforzar las paredes de la perforación durante el trabajo. Este método se utiliza
para pozos de hasta 60 pulgadas de diámetro y con profundidades considerables.
1.4 RENDIMIENTO DEL AGUA DEL SUBSUELO
La extracción del agua del subsuelo con ritmos mayores que aquellos con los
cuales se realimenta, resultan en una disminución del nivel freático y en un
aumento del costo del bombeo. “En las zonas costeras, la sobreexplotación puede
invertir al gradiente del nivel freático que normalmente está dirigido hacia el mar, y
permitir que el agua salada se mueva hacia la parte terrestre y contamine el
acuífero”4.
En años de agua abundante el nivel freático sube y en temporadas de sequía el
nivel del agua declina, pero los ritmos de la recarga y de la descarga tienden a
permanecer en un balance aproximado. Cuando se pone un pozo en operación,
se crea un nuevo grupo de condiciones en cuanto a la realimentación del mismo,
la depresión del nivel freático causada por el pozo puede inducir una recarga
aumentada o puede disminuir la descarga natural.
“El concepto de rendimiento seguro ha sido utilizado por años, para expresar la
cantidad de agua del subsuelo que puede extraerse sin perjudicar al acuífero
como una fuente alimentadora de agua, causar contaminación, o crear problemas
económicos por una altura de bombeo severamente aumentada”.5
4 LINSLEY, Ray; FRANZINI, Joseph; Ingeniería de los Recursos Hidráulicos; editorial Continental S.A.; México DF.; 1972; página 135 5 IDEM

9
El rendimiento seguro de un pozo no puede definirse en términos generales
debido a muchas variables que influyen en la extracción máxima factible de un
acuífero, como: localización de los pozos con respecto a áreas de carga y de
descarga, características del acuífero, fuentes potenciales de contaminación,
transmisibilidad del acuífero, etc.
1.5 SANEAMIENTO DE LOS POZOS
Una ventaja importante que tiene el agua del subsuelo como fuente de
abastecimiento doméstico, es la considerable ausencia de contaminación
bacteriana. El agua del subsuelo que se transmite en grandes conductos
subterráneos puede transferir la contaminación en distancias considerables, pero
el agua que se filtra a través de materiales de grano fino generalmente queda libre
de contaminación bacteriana en distancias cortas.
Una fuente de contaminación del pozo es el agua superficial que puede entrar por
la abertura superior del pozo o por las paredes, por lo que es necesario
proporcionar un cierre adecuado en la parte superior evitando que se estanque el
agua superficial, y en lo posible inyectar cemento en las paredes del pozo. Los
pozos abandonados deben cerrarse con arcilla, concreto o con otro material que
evite la contaminación del acuífero. Aún cuando los pozos se construyan para
riego o utilización industrial, las precauciones sanitarias son aconsejables para
evitar la contaminación de los pozos adyacentes.
Un paso final necesario en la construcción de un pozo para uso doméstico, es el
de la clorinación para eliminar cualquier contaminación introducida durante la
construcción.
10
1.6 SELECCIÓN DEL SITIO DE PERFORACIÓN
Antes de realizar la perforación de un pozo debe practicarse un estudio
hidrogeológico que permita conocer las características de las formaciones
geológicas de la región, identificar los acuíferos e interpretar su disposición en
profundidad. El estudio hidrogeológico está compuesto por las siguientes etapas:
1.6.1 RECOPILACIÓN DE INFORMACIÓN EXISTENTE
Es la primera etapa y la más importante, consiste en la recopilación de los
estudios y mapas geológicos, geofísicos e informes de construcción de pozos de
las zonas de interés. El análisis de esta información permitirá ahorrar esfuerzos
económicos y conocer las principales características hidrogeológicas de la zona.
1.6.2 INVENTARIO DE PUNTOS DE AGUA
El inventario de puntos de agua de la zona (pozos, aljibes o manantiales),
consiste en visitar los sitios, compilar toda la información disponible sobre cada
uno de ellos, que incluya la localización, profundidad, el diámetro, el tipo de
terreno, el nivel dinámico de bombeo, el nivel estático inicial, la producción, el
equipo de bombeo utilizado y la calidad físico – química del agua (normas RAS).
Esta etapa permitirá conocer las características de estas captaciones para evitar
cercanía entre perforaciones que pueden causar interferencia y descenso
localizado de los niveles de aguas subterráneas.
1.6.3 ESTUDIO GEOLÓGICO DE SUPERFICIE
Los estudios geológicos involucran tanto el análisis de los estudios existentes en
la zona, como el reconocimiento de campo que permita conocer características de
las formaciones geológicas como porosidad y grado de fracturamiento de las
rocas, importantes para identificar los posibles acuíferos.
11
Según normas RAS, este estudio debe incluir las formaciones geológicas, análisis
granulométrico, espesores de las formaciones, localización de fallas, lineamiento,
entre otros.
1.6.4 ESTUDIO GEOLÉCTRICO
Los estudios geoléctricos generalmente son realizados por medio de Sondeos
Eléctricos Verticales (SEVs), que permiten conocer a través de la resistividad de
los materiales al paso de una corriente eléctrica, características como su grado de
saturación y la calidad del agua que almacenan estos materiales y por lo tanto
darán mayor precisión en la elección del sitio a ser perforado.
Los estudios regionales además de estas etapas, incluyen la realización de los
balances hídricos, el conocimiento de las propiedades hidráulicas mediante la
interpretación de pruebas de bombeo (transmisibilidad, conductibilidad hidráulica
y el coeficiente de almacenamiento), las característica hidrogeoquímicas y de
calidad de agua para consumo o para otros usos.
1.7 TIPOS DE PERFORACIÓN
1.7.1 PERFORACIÓN POR PERCUSIÓN
El tipo de aparato de perforación más sencillo, es el dispositivo que da a la
herramienta un movimiento alternativo de traslación por transmisión mediante un
cable. La herramienta, fuerte lámina de acero o trépano, se levanta
mecánicamente y al caer rompe el suelo de manera paulatina por sus choques
repetidos. Simultáneamente una débil torción alternada gira la herramienta por
torsión del cable.
12
El movimiento alternativo de traslación es dado por un balancín a razón de 40 a
80 golpes por minuto según la naturaleza del terreno. Este aparato trabaja en
seco, y los fragmentos del suelo se extraen mediante cucharas o baldes.6
Existen otras variantes en la perforación por percusión, como la perforación que
en lugar de usar un cable para sostener la herramienta se utilizan barras macizas
formadas por elementos roscados, pero en este caso la velocidad de la
perforación disminuye. Otra configuración es con barras huecas, las cuales
permiten la circulación de agua para arrastrar los residuos del suelo perforado
hacia la superficie; pero esta variante se la utiliza para formaciones muy blandas.
1.7.2 PERFORACIÓN POR ROTACIÓN
Estos equipos se caracterizan porque trabajan girando o rotando la broca o
trépano perforador. El sentido de la rotación debe ser el mismo usado para la
unión o enrosque de las piezas que constituyen la sarta de perforación. Todas las
brocas o trépanos son diseñados para cortar, triturar o voltear las distintas
formaciones que pueden encontrarse a su paso. Estas herramientas son
diseñadas para cada tipo de formación o terreno.
El trabajo de perforación se realiza mediante la ayuda del lodo de perforación el
mismo que desempeña las siguientes funciones: evita el calentamiento de las
herramientas durante la operación, transporta en suspensión el material resultante
de la perforación hacia la superficie del terreno y finalmente formar una película
protectora en las paredes del pozo para de esta manera impedir el
desmoronamiento o el derrumbe del pozo.
1.7.3 PERFORACIÓN ROTARIS
Los rotaris son aparatos de rotación rápida e inyección de lodo a alta presión. Es
el dispositivo que en la actualidad se utiliza más frecuentemente. Su empleo se ha
6 CASTANY, G.; Prospección y Explotación de las Aguas Subterráneas; ediciones Omega S.A.; Barcelona, España; 1975; página 386
13
generalizado en las investigaciones geológicas, de petróleo y de sustancias
minerales.
La carga sobre la herramienta en el fondo del agujero es importante, en el orden
de toneladas. Proviene del peso de las barras a las cuales se añade por encima
del trépano; esta presión se adapta a las necesidades de trabajo por la rotación
de un cabrestante.
1.7.4 PERFORACIÓN MIXTA PERCUSIÓN – ROTACIÓN
La percusión presenta ventajas en rocas muy duras y a poca profundidad; por el
contrario, en presencia de terrenos blandos, arenas, arcillas, la rotación es más
rápida y ofrece una mayor seguridad. Para ello existen aparatos mixtos equipados
para trabajar ya sea a rotación o a percusión.
1.7.5 PERFORACIÓN MANUAL
La perforación manual de pozos profundos se realiza mediante una técnica
relativamente rápida. Esta técnica fue adaptada por el Centro Panamericano de
Ingeniería Sanitaria y Ciencias del Ambiente (CEPIS) y la Organización
Panamericana de la Salud (OPS); esta combina los sistemas de rotación y
percusión, donde el origen de la fuerza motriz es la fuerza humana de los
operadores o perforadores.
1.8 MECANISMOS DE PERFORACIÓN
1.8.1 MECANISMO DE PERCUSIÓN
Este mecanismo se basa en la perforación de pozos por medio de golpes
sucesivos de una herramienta de perforación (trépano), que es impulsada a través
de un mecanismo adjunto como se muestra en la figura.
14
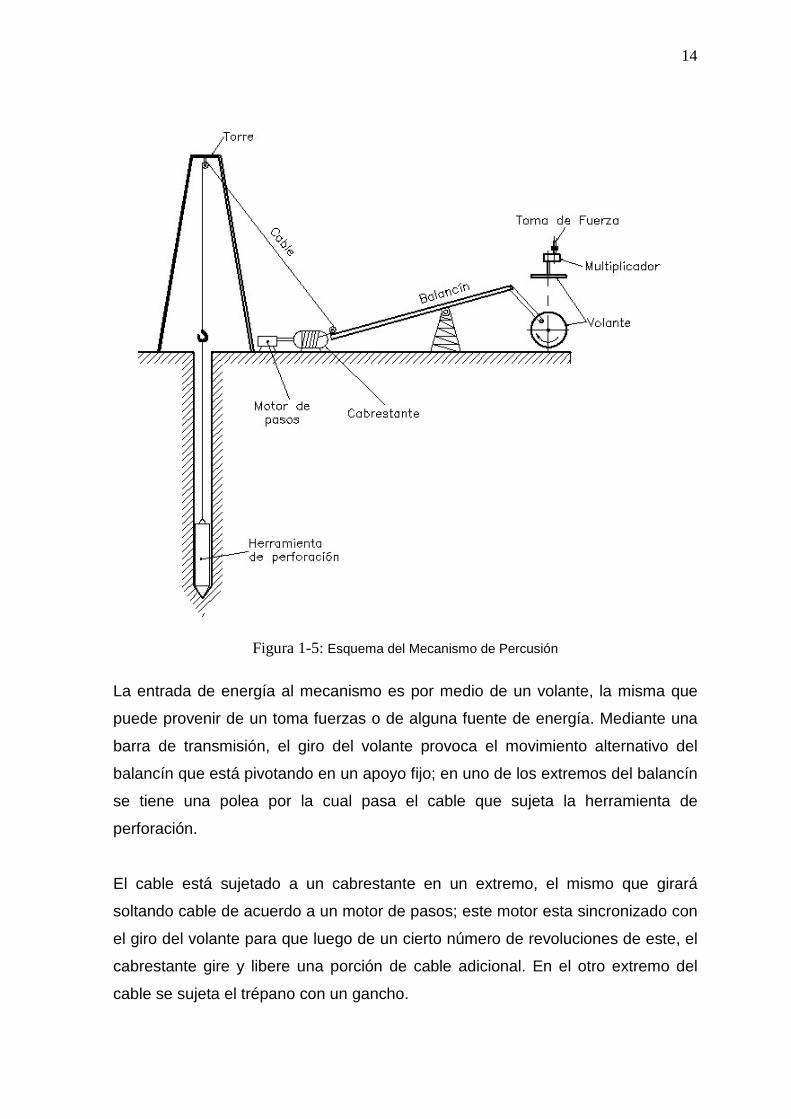
Figura 1-5: Esquema del Mecanismo de Percusión
La entrada de energía al mecanismo es por medio de un volante, la misma que
puede provenir de un toma fuerzas o de alguna fuente de energía. Mediante una
barra de transmisión, el giro del volante provoca el movimiento alternativo del
balancín que está pivotando en un apoyo fijo; en uno de los extremos del balancín
se tiene una polea por la cual pasa el cable que sujeta la herramienta de
perforación.
El cable está sujetado a un cabrestante en un extremo, el mismo que girará
soltando cable de acuerdo a un motor de pasos; este motor esta sincronizado con
el giro del volante para que luego de un cierto número de revoluciones de este, el
cabrestante gire y libere una porción de cable adicional. En el otro extremo del
cable se sujeta el trépano con un gancho.
15
Es decir, al girar el volante el balancín pivotará en su apoyo y producirá el
movimiento vertical del trépano; luego de ciertas revoluciones del volante y de
haber perforado una cierta profundidad, el motor de pasos hará girar el
cabrestante para que libere una longitud de cable establecida, con lo que se
podrá perforar una mayor profundidad con el movimiento del mecanismo.
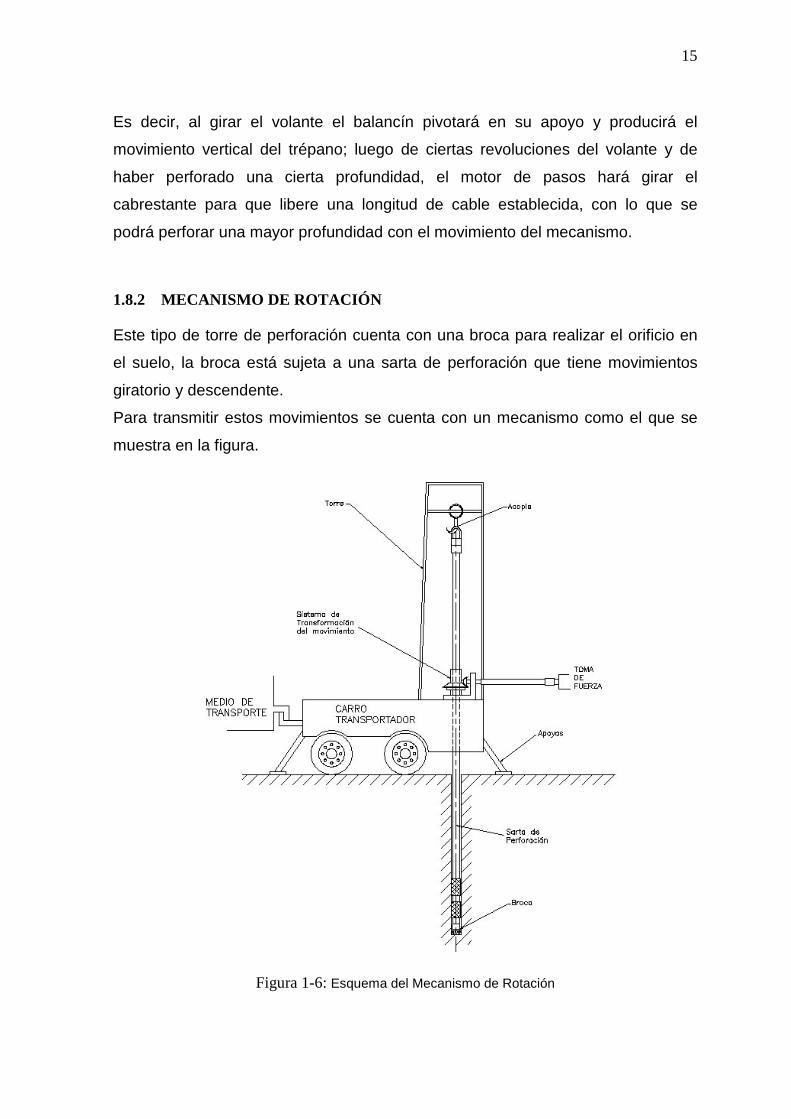
1.8.2 MECANISMO DE ROTACIÓN
Este tipo de torre de perforación cuenta con una broca para realizar el orificio en
el suelo, la broca está sujeta a una sarta de perforación que tiene movimientos
giratorio y descendente.
Para transmitir estos movimientos se cuenta con un mecanismo como el que se
muestra en la figura.
Figura 1-6: Esquema del Mecanismo de Rotación
16
La remoción de material se debe a la forma de la broca y a su movimiento
rotatorio.
La potencia necesaria para imprimir el movimiento giratorio provendrá de una
toma de fuerza de un tractor, esta toma se acoplará a un sistema de
transformación de movimiento, este puede ser similar a los engranajes cono –
corona; de esta manera se logra cambiar el eje de giro de posición horizontal
(toma de fuerza) a vertical (sarta de perforación).
El movimiento vertical descendente se consigue con el propio peso de la sarta de
perforación que cuenta con unos collarines que proveen peso adicional, además
cuenta con un acople en la parte superior, que sirve, para mantener en posición
vertical a la sarta y para retirar la sarta el momento en que se termina de cavar el
pozo.
El funcionamiento de esta torre de perforación es el siguiente:
- La torre se transporta hasta el lugar en donde se perforará el pozo;
- Una vez en el lugar apropiado se fija al piso con unos elementos que se
encuentran en el carro de transporte;
- Se procede a izar la torre y sujetarla bien en el carro de transporte;
- Se ensambla la sarta de perforación en la torre;
- Se acopla el sistema al toma de fuerza del tractor, y;
- Se pone en funcionamiento al tractor.
1.9 TIPOS DE SUELOS
El objeto de la clasificación de los suelos es dar unos lineamientos sobre los
cuales puedan agruparse los suelos dependiendo de sus propiedades físicas y de
su apariencia, con el propósito de comparar diferentes suelos, describir sus
propiedades y estimar su conveniencia para la utilización en un trabajo de
ingeniería específico.
17
Numerosos sistemas de clasificación de suelos se han propuesto en el transcurso
de los años, los primitivos y más simples métodos de clasificar los suelos se
basaron en el tamaño de sus granos pero tienen considerables limitaciones.
Actualmente no se tiene un sistema reconocido internacionalmente, pero existen
varios sistemas de clasificación en vigencia como el sistema unificado de
clasificación de suelos y el sistema de clasificación AASHTO, que son los más
utilizados en Estados Unidos. “El sistema unificado, desarrollado originalmente
por Casagrande, en 1969 fue adoptado por la American Society for Testing
Materials como el método estándar de clasificación de suelos para propósitos
ingenieriles, que es la ASTM D-2487-69”7. También existe el sistema británico de
clasificación de suelos, que es hasta cierto punto similar al sistema unificado, pero
suele ser más utilizado en ciertos países europeos.
Los símbolos que se utilizan en la norma ASTM D-2487-69, son característicos
para los diferentes tipos de suelos.
Para suelos granulares se designan con el siguiente grupo de símbolos:
Letras prefijo: G – grava, si el 50% o más de la fracción granular es
retenida por el tamiz No. 4
S – arena, si más del 50% de la fracción granular pasa por el
tamiz No. 4
Letras sufijo: W – bien gradado P – mal gradado.
M – limoso C – arcilloso.
Los suelos finos se designan con el siguiente grupo de símbolos:
Letras prefijo: M – limo C – arcilla
O – suelo orgánico
Letras sufijo: L – baja plasticidad (límite líquido menor al 50%)
H – alta plasticidad (límite líquido mayor al 50%)
7 REID, David; BERRY, Peter; Mecánica de Suelos; editorial McGraw Hill; Bogotá; 1993; página 40

18
DIVISIÓN PRINCIPAL SÍMBOLO NOMBRES TÍPICOS
GW Gravas bien gradadas y mezcladas de arena y grava con pocos finos o sin finos GRAVAS
LIMPIAS GP Gravas y mezclas de gravas y arenas mal gradadas con pocos finos o sin finos
GM Gravas limosas, mezcladas de grava – arena y limo
GR
AV
AS
50
% o
más
de
frac
ción
gru
esa
es
rete
nido
en
el ta
miz
N
o. 4
GRAVAS
CON
FINOS GC Gravas arcillosas, mezclas de gravas – arena y arcilla
SW Arenas y arenas gravosas bien gradadas con pocos finos o sin finos ARENAS
LIMPIAS SP Arenas y arenas gravosas mal gradadas con pocos finos o sin finos
SM Arenas limosas, mezclas de arena limo. Sue
los
de g
rano
s gr
ueso
s 50
% o
más
es
rete
nido
por
el t
amiz
N
o. 2
00
AR
EN
AS
M
ás d
el 5
0% d
e la
fr
acci
ón g
rues
a pa
sa p
or e
l tam
iz.
ARENAS
CON
FINOS SC Arenas arcillosas, mezclas de arena y arcilla
ML Limos inorgánicos, arenas muy finas, polvo de roca, arenas finas limosas o arcillosas.
CL Arcillas inorgánicas de plasticidad baja a media, arcillas gravosas, arcillas arenosas, arcillas limosas, suelos sin mucha arcilla
LIMOS Y ARCILLAS
Límite líquido de 50% o
inferior OL Limos orgánicos y arcillas limosas orgánicas
de baja plasticidad.
MH Limos inorgánicos, arenas finas o limos micáceos o de diatomeas limos elásticos.
CH Arcillas inorgánicas de alta plasticidad, arcillas grasas. S
uelo
s de
gra
nos
finos
. 50
% o
más
pas
a po
r el
tam
iz
No.
200
LIMOS Y ARCILLAS
Límite líquido superior al
50% OH Arcillas orgánicas de plasticidad alta o
media.
Suelos altamente orgánicos PT Turba, estiércol y otros suelos altamente orgánicos
Tabla 1-1: Sistema de clasificación unificado de suelos según la norma ASTM D-2487-69.8
1.10 ACUÍFEROS EN EL ECUADOR Y TIPOS DE SUELOS PREDOMINANTES
Para conocer las zonas en que se pueden tener yacimientos de agua
subterránea, es necesario levantar planos hidrogeológicos para cada zona, que
son representados por una gama de colores que indican la posibilidad de
encontrar agua en un sector.
8 REID, David; BERRY, Peter; Mecánica de Suelos; editorial McGraw Hill; Bogotá; 1993; página 42

19
En el Ecuador, esta labor lo realiza el Instituto Nacional de Meteorología e
Hidrología (INAMHI). Este organismo ha realizado para todo el país cartas
hidrogeológicas indicando los yacimientos de agua subterránea existentes, tal
como se puede observar en el anexo 01.
Es necesario primero explicar el código de colores que se utilizan es este anexo.
Acuíferos asociados suelos de permeabilidad generalmente
alta. Con importancia hidrogeológica relativa. De extensión
local con calidad química del agua buena. Con posibilidad de
explotar a través de pozos someros.
La extensión de estos acuíferos son regionales aunque en
algunos lugares son limitados, libres y/o confinados
generalmente de media a alta permeabilidad, con agua de
buena calidad química en la mayoría de los casos. Se explotan
a través de pozos perforados de profundidad variable y pozos
excavados.
Forma acuíferos locales o discontinuos de permeabilidad media
pudiendo ser explorados a través de pozos perforados de
profundidad variable.
Acuíferos asociados con sedimentos clásticos consolidados y
no consolidados de edad Terciaria–Cuaternaria.
Este grupo comprende acuíferos locales o discontinuos de difícil exploración
debido en algunos casos a la gran profundidad del nivel del agua y por
encontrase en finas capas o lentes de arenas.
Acuíferos en sedimentos clásticos consolidados y no
consolidados de edad Terciaria-Cuaternaria, Constituyen
acuíferos muy locales y/o discontinuos de permeabilidad baja,
de difícil exploración por encontrarse en finas capas o lentes
de arena asociada con arcilla.
La ocurrencia de las aguas subterráneas en las rocas fracturadas, con
importancia hidrogeológica relativa de muy baja a media, comprende acuíferos
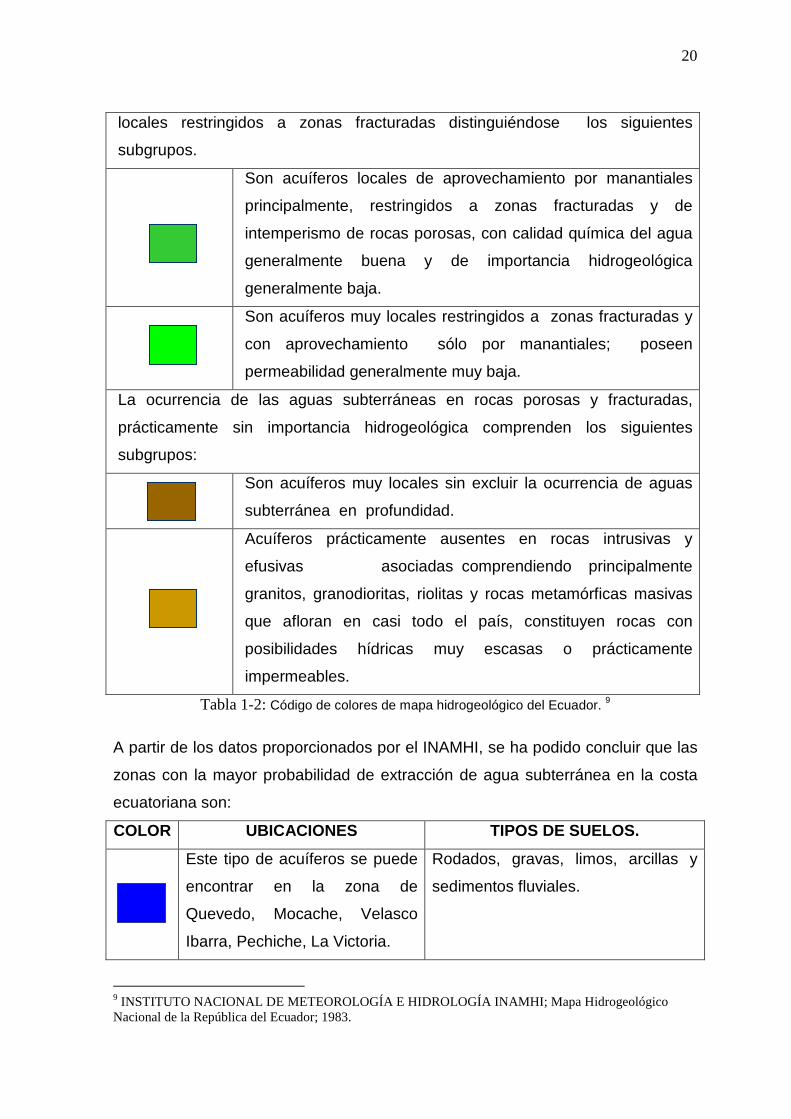
20
locales restringidos a zonas fracturadas distinguiéndose los siguientes
subgrupos.
Son acuíferos locales de aprovechamiento por manantiales
principalmente, restringidos a zonas fracturadas y de
intemperismo de rocas porosas, con calidad química del agua
generalmente buena y de importancia hidrogeológica
generalmente baja.
Son acuíferos muy locales restringidos a zonas fracturadas y
con aprovechamiento sólo por manantiales; poseen
permeabilidad generalmente muy baja.
La ocurrencia de las aguas subterráneas en rocas porosas y fracturadas,
prácticamente sin importancia hidrogeológica comprenden los siguientes
subgrupos:
Son acuíferos muy locales sin excluir la ocurrencia de aguas
subterránea en profundidad.
Acuíferos prácticamente ausentes en rocas intrusivas y
efusivas asociadas comprendiendo principalmente
granitos, granodioritas, riolitas y rocas metamórficas masivas
que afloran en casi todo el país, constituyen rocas con
posibilidades hídricas muy escasas o prácticamente
impermeables.
Tabla 1-2: Código de colores de mapa hidrogeológico del Ecuador. 9
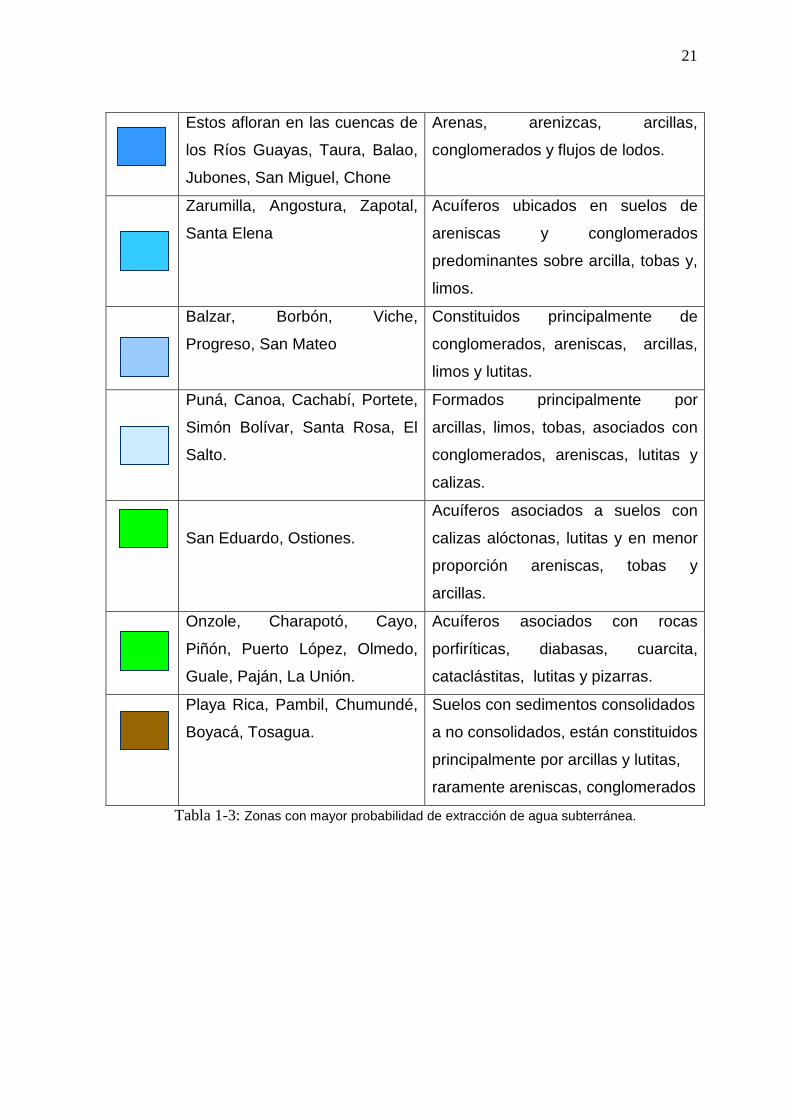
A partir de los datos proporcionados por el INAMHI, se ha podido concluir que las
zonas con la mayor probabilidad de extracción de agua subterránea en la costa
ecuatoriana son:
COLOR UBICACIONES TIPOS DE SUELOS.
Este tipo de acuíferos se puede
encontrar en la zona de
Quevedo, Mocache, Velasco
Ibarra, Pechiche, La Victoria.
Rodados, gravas, limos, arcillas y
sedimentos fluviales.
9 INSTITUTO NACIONAL DE METEOROLOGÍA E HIDROLOGÍA INAMHI; Mapa Hidrogeológico Nacional de la República del Ecuador; 1983.
21
Estos afloran en las cuencas de
los Ríos Guayas, Taura, Balao,
Jubones, San Miguel, Chone
Arenas, arenizcas, arcillas,
conglomerados y flujos de lodos.
Zarumilla, Angostura, Zapotal,
Santa Elena
Acuíferos ubicados en suelos de
areniscas y conglomerados
predominantes sobre arcilla, tobas y,
limos.
Balzar, Borbón, Viche,
Progreso, San Mateo
Constituidos principalmente de
conglomerados, areniscas, arcillas,
limos y lutitas.
Puná, Canoa, Cachabí, Portete,
Simón Bolívar, Santa Rosa, El
Salto.
Formados principalmente por
arcillas, limos, tobas, asociados con
conglomerados, areniscas, lutitas y
calizas.
San Eduardo, Ostiones.
Acuíferos asociados a suelos con
calizas alóctonas, lutitas y en menor
proporción areniscas, tobas y
arcillas.
Onzole, Charapotó, Cayo,
Piñón, Puerto López, Olmedo,
Guale, Paján, La Unión.
Acuíferos asociados con rocas
porfiríticas, diabasas, cuarcita,
cataclástitas, lutitas y pizarras.
Playa Rica, Pambil, Chumundé,
Boyacá, Tosagua.
Suelos con sedimentos consolidados
a no consolidados, están constituidos
principalmente por arcillas y lutitas,
raramente areniscas, conglomerados
Tabla 1-3: Zonas con mayor probabilidad de extracción de agua subterránea.

22
1.11 GENERALIDADES DE TRACTORES
1.11.1 TOMAS DE FUERZA
Para el accionamiento de las máquinas arrastradas, la transmisión de energía se
hace normalmente mediante un eje en rotación que es la “toma de fuerza” y de un
árbol de transmisión articulado mediante dos juntas “cardan” y un eje telescópico,
denominado eje cardánico o junta universal.
Tradicionalmente la única velocidad normalizada para la toma de fuerza era la de
540 rpm. Esa velocidad depende del régimen de giro del motor, del que toma su
accionamiento mediante transmisión por engranajes. De forma que a mayor
velocidad del motor tiene a su salida mayor velocidad la toma y viceversa.
La velocidad del motor para la que se diseña la salida de toma de fuerza a 540
rpm suele coincidir sensiblemente con el régimen al que se obtiene el par
máximo, es decir el mínimo consumo específico, y que, generalmente
corresponde con el 70 % de la potencia nominal de motor.
Las tomas de fuerza se pueden dividir de acuerdo a varios criterios, siendo los
más empleados:
• Posición respecto al tractor.
• Modo de recibir el movimiento.
• Forma del eje: diámetro, no de estrías, etc.
Posición respecto al tractor.
Normalmente la toma de fuerza se encuentra en la parte trasera del tractor y
desde hace algunos años, también aparece con relativa frecuencia en la parte
delantera simultáneamente, lo que permite accionar aperos delanteros y traseros,

23
siguiendo la filosofía de hacer todas las operaciones con las mínimas pasadas
sobre el terreno, reduciendo así:
� La compactación.
� El consumo de combustible.
� La mano de obra de tractorista.
� Las horas de funcionamiento del tractor.
Por otra parte una máquina dispuesta en posición delantera sirve de “lastre”
natural favoreciendo la dirección del tractor cuando está haciendo labores que
requieren cierto esfuerzo de tracción en su parte posterior.
Existen tomas de fuerza en posición ventral o media, pero son mucho menos
frecuentes.
El sentido de rotación de la toma es en el sentido de las agujas del reloj cuando
uno se sitúa en la parte trasera del tractor. Las tomas delanteras suelen tener el
mismo sentido de giro, es decir en sentido antihorario al observarse desde la
parte delantera del tractor.
24
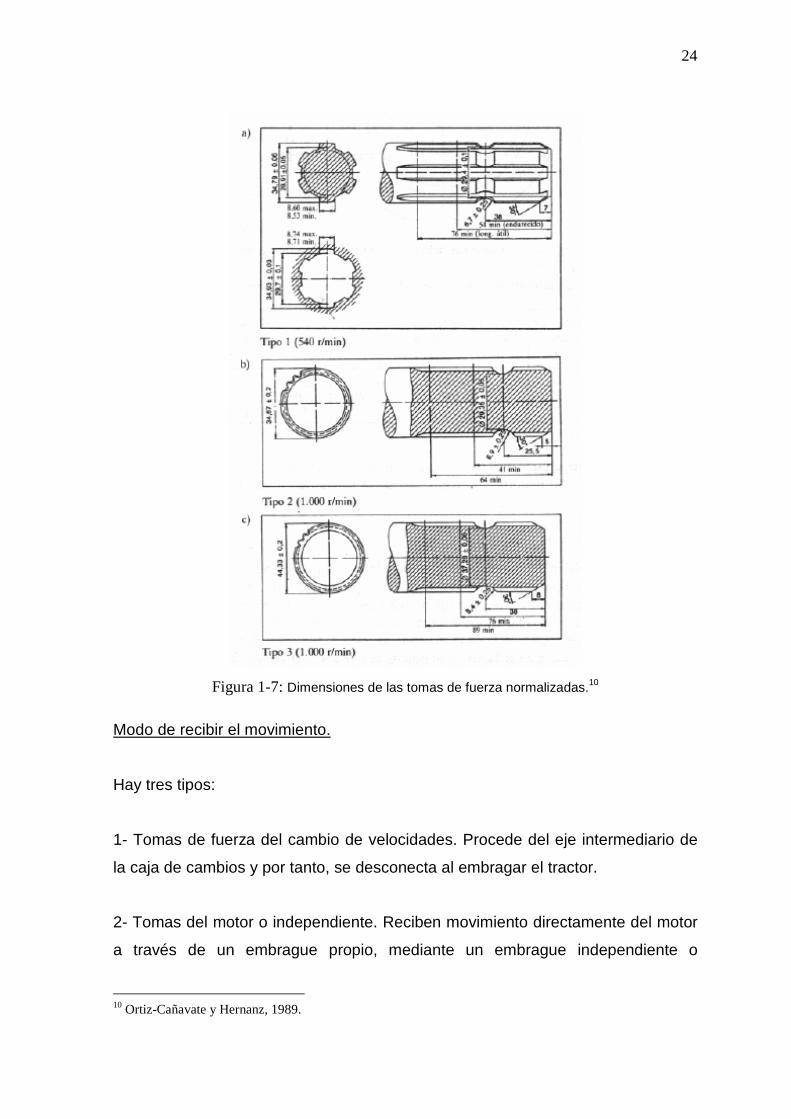
Figura 1-7: Dimensiones de las tomas de fuerza normalizadas.10
Modo de recibir el movimiento.
Hay tres tipos:
1- Tomas de fuerza del cambio de velocidades. Procede del eje intermediario de
la caja de cambios y por tanto, se desconecta al embragar el tractor.
2- Tomas del motor o independiente. Reciben movimiento directamente del motor
a través de un embrague propio, mediante un embrague independiente o
10 Ortiz-Cañavate y Hernanz, 1989.
25
mediante un “embrague doble”. De este modo el tractor puede detenerse y volver
a avanzar sin que la toma de fuerza se detenga y por tanto la máquina que se
esté accionando.
3- Tomas sincronizadas acopladas al eje secundario. Ideal para el accionamiento
de los ejes motores de los remolques de ruedas accionadas. Así la velocidad de
tractor y remolque accionado es la misma con independencia de la marcha
seleccionada.
Forma de la toma de fuerza
Según la Norma ISO 500 se tienen tres tipos establecidos:
Tipo 1.- Con diámetro nominal de 35 mm y seis acanaladuras de flancos rectos.
Está prevista para tractores de hasta 48 kW (65 CV). Su velocidad es de 540 rpm
y es la que se encuentra con más frecuencia.
Tipo 2.- Diámetro nominal de 35 mm y 21 acanaladuras. Para tractores de hasta
92 kW (125 CV). Velocidad de giro 1.000 rpm.
Tipo 3.- Diámetro nominal de 45 mm y 20 acanaladuras de flancos envolventes.
Para tractores de hasta 185 kW (250 CV). Velocidad de giro 1.000 rpm.
1.11.2 JUNTAS UNIVERSALES (EJES CARDÁNICOS)
Para llevar movimiento desde la toma de fuerza hasta las máquinas que se desea
accionar se emplean juntas universales de tipo extensible. Las horquillas de las
dos juntas deben estar en el mismo plano.
En el caso de existir una única junta o cuando se montan dos, pero de forma
equivocada, se originan unas vibraciones en el eje arrastrado que además de

26
consumir energía, pueden producir una seria avería en la transmisión. Además de
un funcionamiento irregular de la máquina accionada.
Figura 1-8: Disposición de una junta universal en un tractor11
Figura 1-9: Generación de vibraciones según la conexión de la junta12
11 Ortiz-Cañavate y Hernanz, 1989. 12 Idem
27
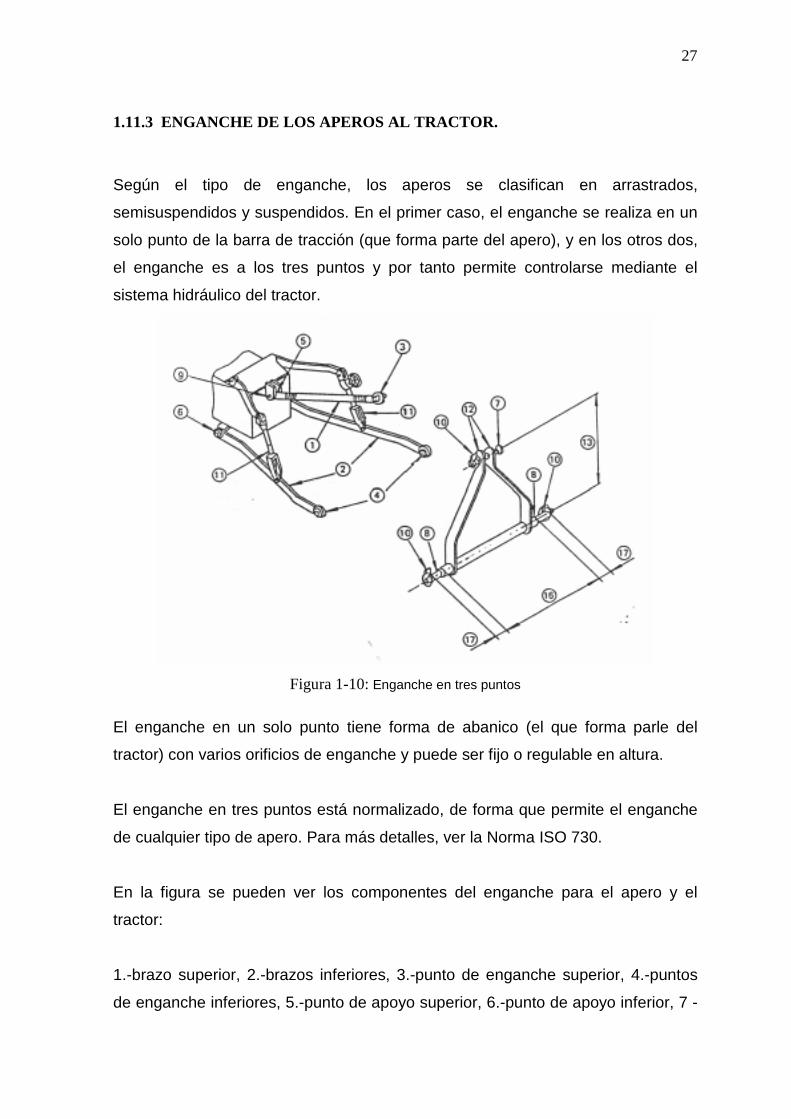
1.11.3 ENGANCHE DE LOS APEROS AL TRACTOR.
Según el tipo de enganche, los aperos se clasifican en arrastrados,
semisuspendidos y suspendidos. En el primer caso, el enganche se realiza en un
solo punto de la barra de tracción (que forma parte del apero), y en los otros dos,
el enganche es a los tres puntos y por tanto permite controlarse mediante el
sistema hidráulico del tractor.
Figura 1-10: Enganche en tres puntos
El enganche en un solo punto tiene forma de abanico (el que forma parle del
tractor) con varios orificios de enganche y puede ser fijo o regulable en altura.
El enganche en tres puntos está normalizado, de forma que permite el enganche
de cualquier tipo de apero. Para más detalles, ver la Norma ISO 730.
En la figura se pueden ver los componentes del enganche para el apero y el
tractor:
1.-brazo superior, 2.-brazos inferiores, 3.-punto de enganche superior, 4.-puntos
de enganche inferiores, 5.-punto de apoyo superior, 6.-punto de apoyo inferior, 7 -
28
bulón de enganche superior, 8.-bulón de enganche inferior, 9.-bulón del punto de
apoyo superior, 10.-pasador, 11.-bielas de elevación, 12.-enganche superior, 13.-
altura del cabezal, 14.-altura mínima del enganche inferior, 15.-intervalo de
inclinación transversal del enganche, 16.-distancia entre los puntos de enganche
inferiores del cabezal, 17.-separación del agujero del pasador, 18.-carrera de
elevación, 19.-altura de transpone, 20.-separación del punto de enganche inferior
(con respecto a la parte más externa del tractor).
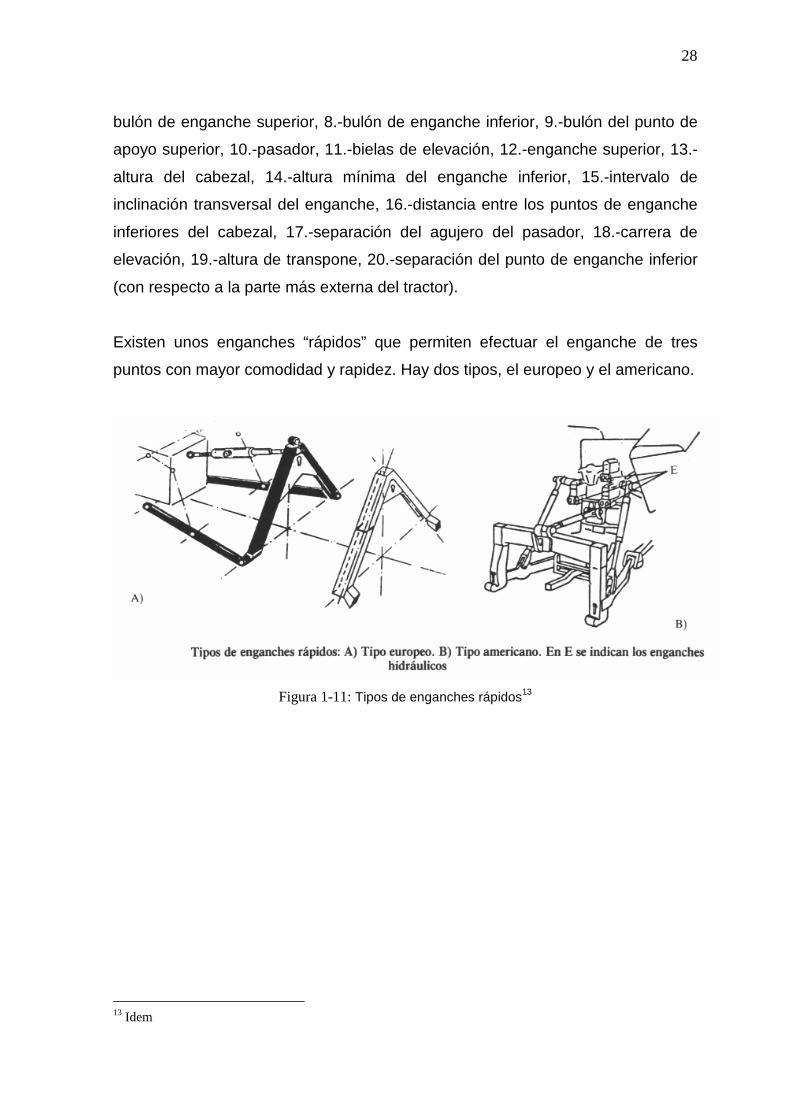
Existen unos enganches “rápidos” que permiten efectuar el enganche de tres
puntos con mayor comodidad y rapidez. Hay dos tipos, el europeo y el americano.
Figura 1-11: Tipos de enganches rápidos13
13 Idem
29
2 CAPÍTULO II DETERMINACIÓN DE PARÁMETROS
Es necesario realizar un análisis de cada una de las opciones tanto para el tipo de
mecanismo a utilizar para la perforación de los pozos, como para el diseño de
estructura soportante (torre) más conveniente para el proyecto.
2.1 ANÁLISIS DE MECANISMOS DE PERFORACIÓN.
Los mecanismos de perforación ya fueron expuestos en el capítulo anterior,
donde es indicó su operación, funcionalidad y se presentó un esquema de cada
uno de ellos.
2.1.1 MECANISMO DE PERCUSIÓN
Para poder realizar un análisis y evaluación de este mecanismo, es necesario
primero identificar las ventajas y limitaciones que presenta este método de
perforación.
Ventajas
- No es necesario detener la operación cada cierto tiempo para dar mayor
profundidad a la perforación, porque el motor de pasos periódicamente
desenrolla una porción de cable.
- Las conexiones entre los elementos del dispositivo son relativamente simples,
por lo que no representarían complicaciones constructivas.
Limitaciones
- Existe una limitación en cuanto al espacio físico necesario para el montaje del
mecanismo. Como se quiere llegar a zonas de difícil acceso, el espacio que
requiere el dispositivo para la perforación por percusión es considerable y no
se podría cumplir con el objetivo.

30
- Es necesario un motor de pasos para el movimiento del cabrestante y al tener
como única fuente de energía la toma de fuerza de un tractor; se requerirá de
un elemento adicional, como un embrague, para proporcionar energía al
motor.
- Este mecanismo puede presentar problemas al inicio de la perforación debido
a que trabaja con la caída de la herramienta, por lo que se puede tener varios
golpes del trépano fuera del área donde se desea perforar, y esto ocurrirá
hasta que la herramienta ingrese completamente en el orificio del pozo.
- Una variable importante que debe ser considerada, es el tiempo ya que para
llegar a una profundidad determinada, con este mecanismo tomará más
tiempo que con otros, por lo que los costos de operación se elevan.
- Al contar con elementos adicionales como el motor de pasos, se requiere un
mayor cuidado ya que el mecanismo funcionaría en ambientes corrosivos,
como es en la costa ecuatoriana.
2.1.2 MECANISMO DE ROTACIÓN
Ventajas
- El mecanismo es simple y no requiere de motores ni sistemas mecánicos
adicionales a los explicados.
- Al ser un mecanismo simple, su montaje y operación tomarían poco tiempo y
no requieren de personal con mucha experiencia.
- Los elementos que conforman la torre son relativamente sencillos, por lo que
no presentan complicaciones constructivas.
- Algunos componentes como las juntas universales ya existen en el mercado,
por lo que no requieren ser diseñadas y además se pueden remplazar con
facilidad en caso de daños.
- La sarta de perforación permite ser acoplada a una bomba de lodo manual
para retirar los restos de la perforación, por lo que su diseño se simplificaría.
- El sistema cono – corona sirve a la vez como un reductor de velocidad, por lo
que no es necesario el uso de componentes adicionales.
31
- Este método de perforación es apropiado para obtener pozos bastante
profundos, por lo que es muy útil para distintos trabajos.
Limitaciones
- El movimiento giratorio ocasiona fuerzas adicionales sobre todo el sistema, por
lo que la torre y los apoyos deben ser robustos, además de estar bien firmes
en sus apoyos.
- Los parámetros de funcionamiento deben controlarse con precisión para
obtener los resultados adecuados al momento de realizar la perforación.
- Ciertos elementos como el sistema de transformación de movimiento (cono –
corona) están sometidos a desgaste por lo que es necesario planificar una
lubricación adecuada.
2.2 SELECCIÓN DE MECANISMOS DE PERFORACIÓN.
Previa a la selección de una alternativa, es necesario tomar en consideración
varios criterios importantes que influyen en la toma de decisión, algunos factores
son: la facilidad de diseño, construcción, operación, mantenimiento, costos, etc.
- Diseño: Es un parámetro a tomar en cuenta por que según el nivel de dificultad
que presente el diseño de los componentes del mecanismo, el costo final del
mismo se elevaría. También es primordial debido a que el diseño abarca las
restricciones físicas, de montaje y desmontaje.
- Fabricación: Es una variable importante ya que se debe considerar la facilidad
constructiva de todos los elementos involucrados en el mecanismo. Además
se debe considerar que las partes deben ser construidas con la tecnología que
se encuentra disponible en el país, para que los costos de fabricación no sean
elevados.
- Costos: Debido a que en la gran mayoría de los proyectos buscan obtener
productos de alta calidad a bajos costos, este factor resulta ser primordial en la
selección de las alternativas.
32
- Operación: Se debe tener en consideración la facilidad de operación que tenga
cada alternativa, debido a que no siempre personal calificado estará frente a la
operación del mecanismo.
- Mantenimiento: Debido a que el mecanismo estará operando en ambientes
agresivos, es necesario considerar que los elementos deben permitir un
mantenimiento periódico para evitar su rápido deterioro.
- Seguridad de operación: Es necesario evaluar la seguridad para los
operadores cuando el mecanismo esté en operación, y así evitar daños
humanos y materiales.
- Rendimiento: Es un factor muy importante debido a que cuanto menor tiempo
se necesite para llegar a una misma profundidad de perforación, los costos
operativos disminuyen y se podrían perforar más pozos en menor tiempo.
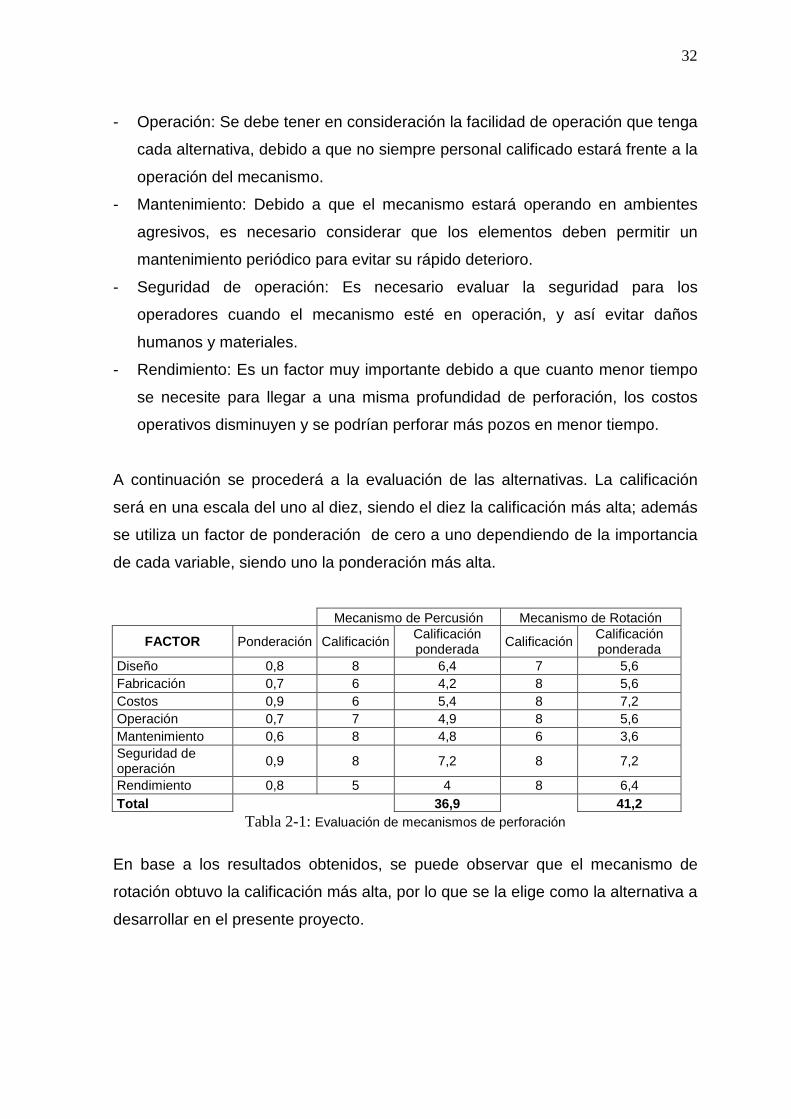
A continuación se procederá a la evaluación de las alternativas. La calificación
será en una escala del uno al diez, siendo el diez la calificación más alta; además
se utiliza un factor de ponderación de cero a uno dependiendo de la importancia
de cada variable, siendo uno la ponderación más alta.
Mecanismo de Percusión Mecanismo de Rotación
FACTOR Ponderación Calificación Calificación ponderada
Calificación Calificación ponderada
Diseño 0,8 8 6,4 7 5,6 Fabricación 0,7 6 4,2 8 5,6 Costos 0,9 6 5,4 8 7,2 Operación 0,7 7 4,9 8 5,6 Mantenimiento 0,6 8 4,8 6 3,6 Seguridad de operación
0,9 8 7,2 8 7,2
Rendimiento 0,8 5 4 8 6,4 Total 36,9 41,2
Tabla 2-1: Evaluación de mecanismos de perforación
En base a los resultados obtenidos, se puede observar que el mecanismo de
rotación obtuvo la calificación más alta, por lo que se la elige como la alternativa a
desarrollar en el presente proyecto.
33
2.3 ALTERNATIVAS DE DISPOSICIÓN PARA LA TORRE DE PERFORACIÓN.
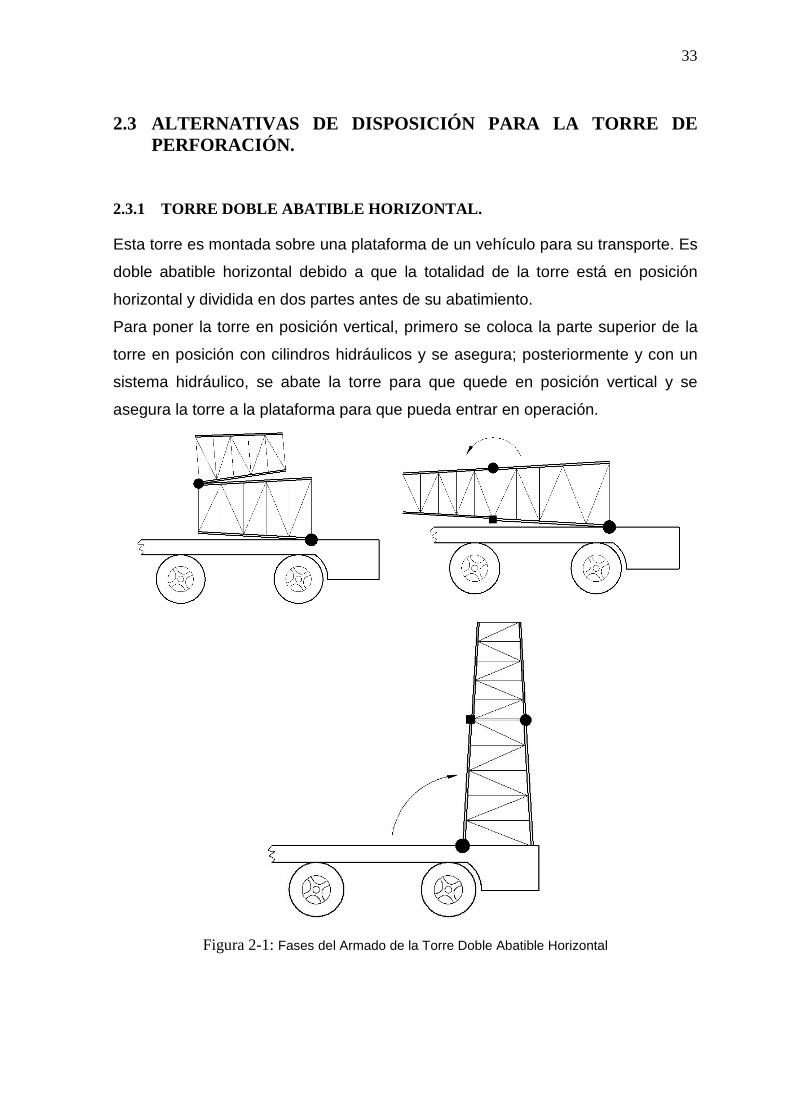
2.3.1 TORRE DOBLE ABATIBLE HORIZONTAL.
Esta torre es montada sobre una plataforma de un vehículo para su transporte. Es
doble abatible horizontal debido a que la totalidad de la torre está en posición
horizontal y dividida en dos partes antes de su abatimiento.
Para poner la torre en posición vertical, primero se coloca la parte superior de la
torre en posición con cilindros hidráulicos y se asegura; posteriormente y con un
sistema hidráulico, se abate la torre para que quede en posición vertical y se
asegura la torre a la plataforma para que pueda entrar en operación.
Figura 2-1: Fases del Armado de la Torre Doble Abatible Horizontal

34
2.3.2 TORRE SIMPLE ABATIBLE HORIZONTAL.
Esta torre está dispuesta sobre una plataforma de un vehículo, pero con la
particularidad de estar toda la torre en posición horizontal y no en partes. Para
poner en la posición de operación esta torre, es necesario un solo abatimiento con
cilindros hidráulicos y asegurar la torre a la plataforma.
Figura 2-2: Etapas del Armado de la Torre Simple Abatible Horizontal
2.3.3 TORRE TELESCÓPICA VERTICAL
Esta alternativa consiste en una torre que se forma de varios tramos, en donde
cada uno es más pequeño que el que lo contiene.

35
Figura 2-3: Esquema de la Posición Inicial de la Torre Telescópica Vertical
La torre se encuentra vertical todo el tiempo, y para el armado se desliza cada
parte hacia arriba.
Figura 2-4: Esquema de la Torre Telescópica Vertical Armada
36
Para alcanzar la altura necesaria (alrededor de 7 m), se pueden tener un total de
3 partes que se deslicen.
Luego de deslizar cada una de las partes, se necesitará realizar una correcta
sujeción para evitar vibraciones e inestabilidad de la torre.
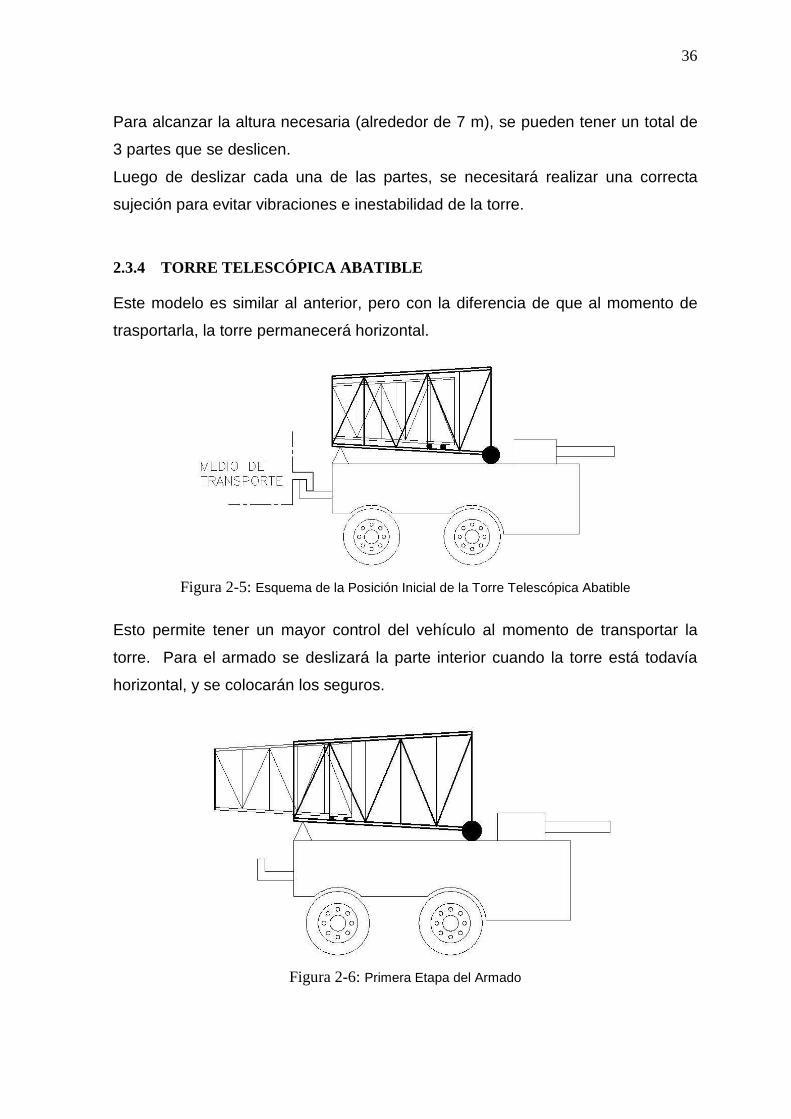
2.3.4 TORRE TELESCÓPICA ABATIBLE
Este modelo es similar al anterior, pero con la diferencia de que al momento de
trasportarla, la torre permanecerá horizontal.
Figura 2-5: Esquema de la Posición Inicial de la Torre Telescópica Abatible
Esto permite tener un mayor control del vehículo al momento de transportar la
torre. Para el armado se deslizará la parte interior cuando la torre está todavía
horizontal, y se colocarán los seguros.
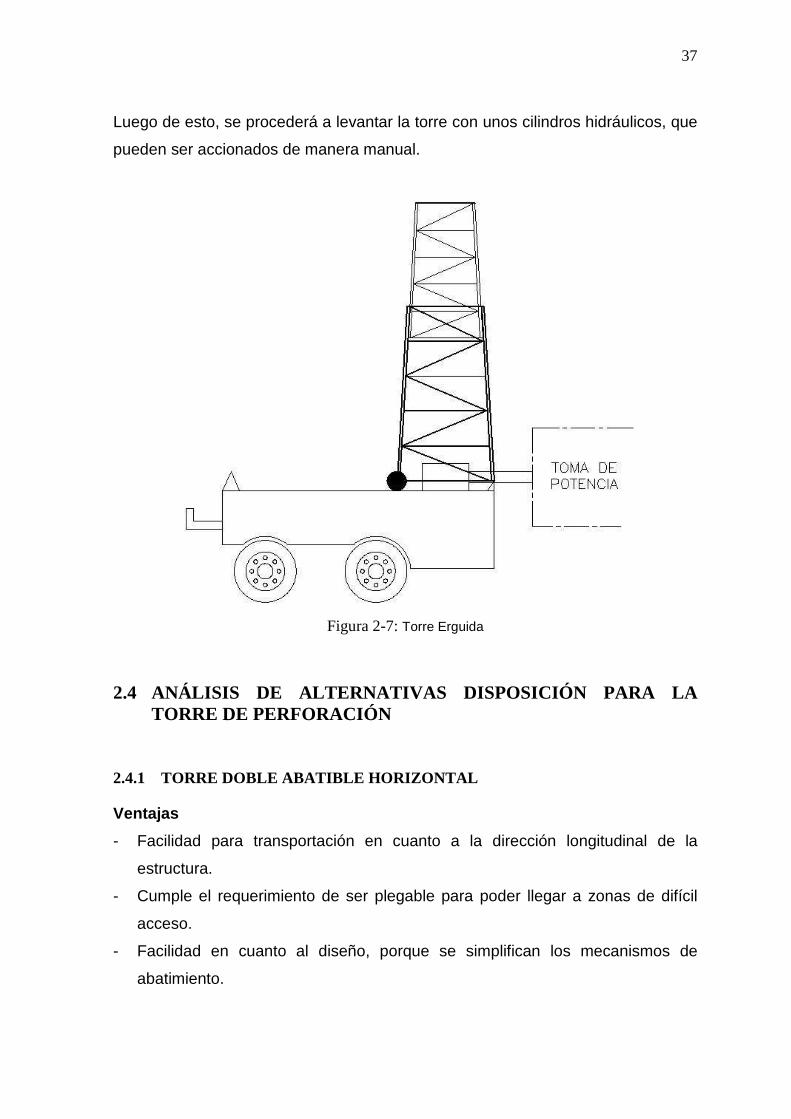
Figura 2-6: Primera Etapa del Armado
37
Luego de esto, se procederá a levantar la torre con unos cilindros hidráulicos, que
pueden ser accionados de manera manual.
Figura 2-7: Torre Erguida
2.4 ANÁLISIS DE ALTERNATIVAS DISPOSICIÓN PARA LA TORRE DE PERFORACIÓN
2.4.1 TORRE DOBLE ABATIBLE HORIZONTAL
Ventajas
- Facilidad para transportación en cuanto a la dirección longitudinal de la
estructura.
- Cumple el requerimiento de ser plegable para poder llegar a zonas de difícil
acceso.
- Facilidad en cuanto al diseño, porque se simplifican los mecanismos de
abatimiento.
38
Limitaciones
- Puede presentar problemas de estabilidad dependiendo del tipo de perforación
que se elija para la perforación de los pozos
- Se necesitarían cilindros hidráulicos para los dos abatimientos, por lo que se
incrementan el número de piezas a diseñar y el costo del diseño.
- Al estar una mitad sobre otra, la altura resultante puede complicar el transporte
de la torre.
2.4.2 TORRE SIMPLE ABATIBLE HORIZONTAL.
Ventajas
- Se reducen el número de cilindros hidráulicos y las partes adicionales
necesarios para el abatimiento.
- Facilidad en cuanto al diseño, porque se simplifican los mecanismos de
abatimiento.
Limitaciones
- Se necesitarían cilindros hidráulicos para el abatimiento, por lo que aumenta el
costo de la torre de perforación.
- Una limitación importante es en cuanto al transporte, debido a su longitud se
necesitaría una plataforma grande difícil de maniobrar.
- No cumple con el objetivo de que sea plegable para poder llegar a zonas de
difícil acceso debido a la longitud del transporte necesario.
2.4.3 TORRE TELESCÓPICA VERTICAL
Ventajas
- No se requiere un sistema para colocar la torre en posición vertical.
- El diseño es relativamente compacto, por lo que se puede transportar por
caminos que no cuenten con mucho espacio.
Limitaciones
- Debido a que mantiene su posición vertical todo el tiempo, puede ser difícil su
transportación a lugares con terreno irregular.
39
- Ya que se necesitan 3 o más partes para alcanzar la altura necesaria, pueden
ocurrir problemas de inestabilidad al momento de que se ponga en marcha el
mecanismo.
2.4.4 TORRE TELESCÓPICA ABATIBLE
Ventajas:
- Se tiene una buena disponibilidad de espacio en la plataforma de transporte,
por lo que se puede alcanzar la altura de torre necesaria solamente con 2
partes.
- Provee estabilidad al momento de transportarla, por lo que se puede ir por
caminos irregulares.
- El diseño es bastante compacto.
Limitaciones:
- Es necesario contar con un sistema adicional que permita colocar en posición
vertical a la torre.
- La existencia de más componentes para el izado puedo producir problemas de
inestabilidad en la estructura, por lo que requerirán de mayores precauciones
en el diseño.
2.5 SELECCIÓN DE ALTERNATIVAS DE DISPOSICIÓN PARA LA TORRE DE PERFORACIÓN.
De igual manera, previa a la selección de una alternativa en cuanto a la torre, es
necesario tener en consideración criterios que influyen en la selección de una
alternativa. Los factores a ser considerados son los siguientes:
- Diseño (A): La importancia de este factor radica en el diseño de abatimiento de
la torre, debido que sería necesario un sistema hidráulico para su despliegue y
un sistema de despliegue adicional de la torre.
- Estabilidad (B): La evaluación de este criterio se refiere a la capacidad de la
torre para mantener los elementos en una posición adecuada durante su
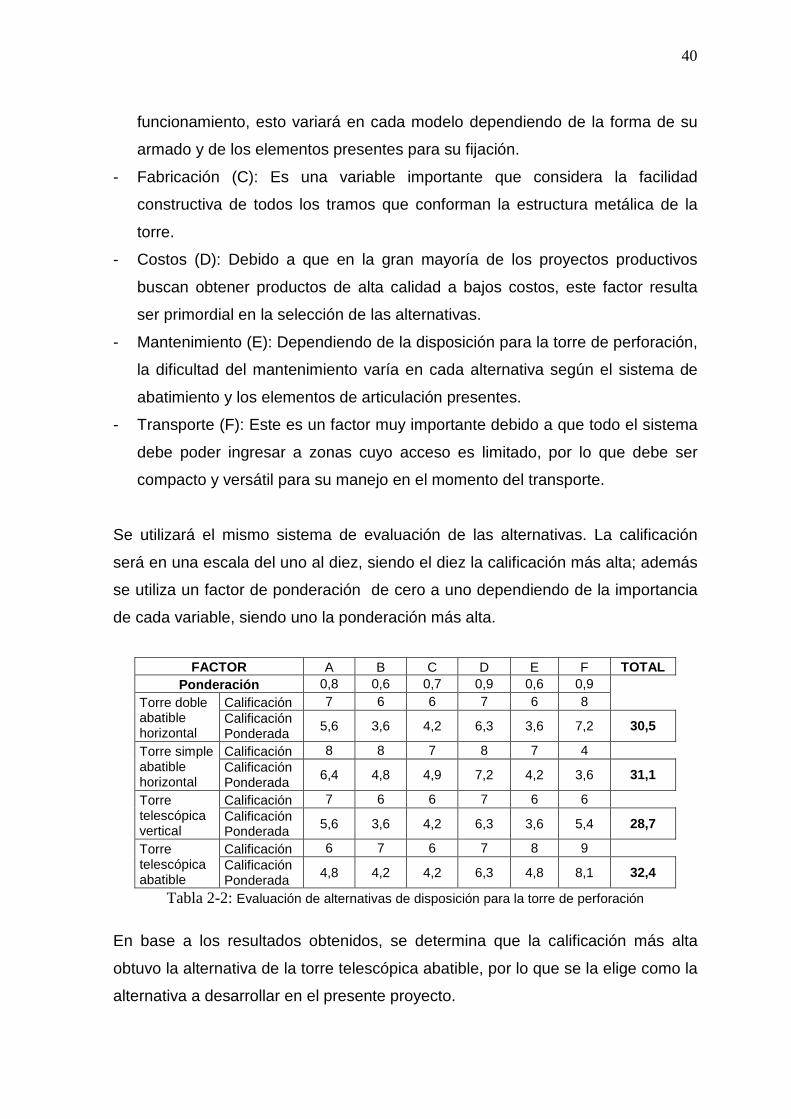
40
funcionamiento, esto variará en cada modelo dependiendo de la forma de su
armado y de los elementos presentes para su fijación.
- Fabricación (C): Es una variable importante que considera la facilidad
constructiva de todos los tramos que conforman la estructura metálica de la
torre.
- Costos (D): Debido a que en la gran mayoría de los proyectos productivos
buscan obtener productos de alta calidad a bajos costos, este factor resulta
ser primordial en la selección de las alternativas.
- Mantenimiento (E): Dependiendo de la disposición para la torre de perforación,
la dificultad del mantenimiento varía en cada alternativa según el sistema de
abatimiento y los elementos de articulación presentes.
- Transporte (F): Este es un factor muy importante debido a que todo el sistema
debe poder ingresar a zonas cuyo acceso es limitado, por lo que debe ser
compacto y versátil para su manejo en el momento del transporte.
Se utilizará el mismo sistema de evaluación de las alternativas. La calificación
será en una escala del uno al diez, siendo el diez la calificación más alta; además
se utiliza un factor de ponderación de cero a uno dependiendo de la importancia
de cada variable, siendo uno la ponderación más alta.
Tabla 2-2: Evaluación de alternativas de disposición para la torre de perforación
En base a los resultados obtenidos, se determina que la calificación más alta
obtuvo la alternativa de la torre telescópica abatible, por lo que se la elige como la
alternativa a desarrollar en el presente proyecto.
FACTOR A B C D E F TOTAL Ponderación 0,8 0,6 0,7 0,9 0,6 0,9
Calificación 7 6 6 7 6 8 Torre doble abatible horizontal
Calificación Ponderada
5,6 3,6 4,2 6,3 3,6 7,2 30,5
Calificación 8 8 7 8 7 4 Torre simple abatible horizontal
Calificación Ponderada
6,4 4,8 4,9 7,2 4,2 3,6 31,1
Calificación 7 6 6 7 6 6 Torre telescópica vertical
Calificación Ponderada 5,6 3,6 4,2 6,3 3,6 5,4 28,7
Calificación 6 7 6 7 8 9 Torre telescópica abatible
Calificación Ponderada
4,8 4,2 4,2 6,3 4,8 8,1 32,4
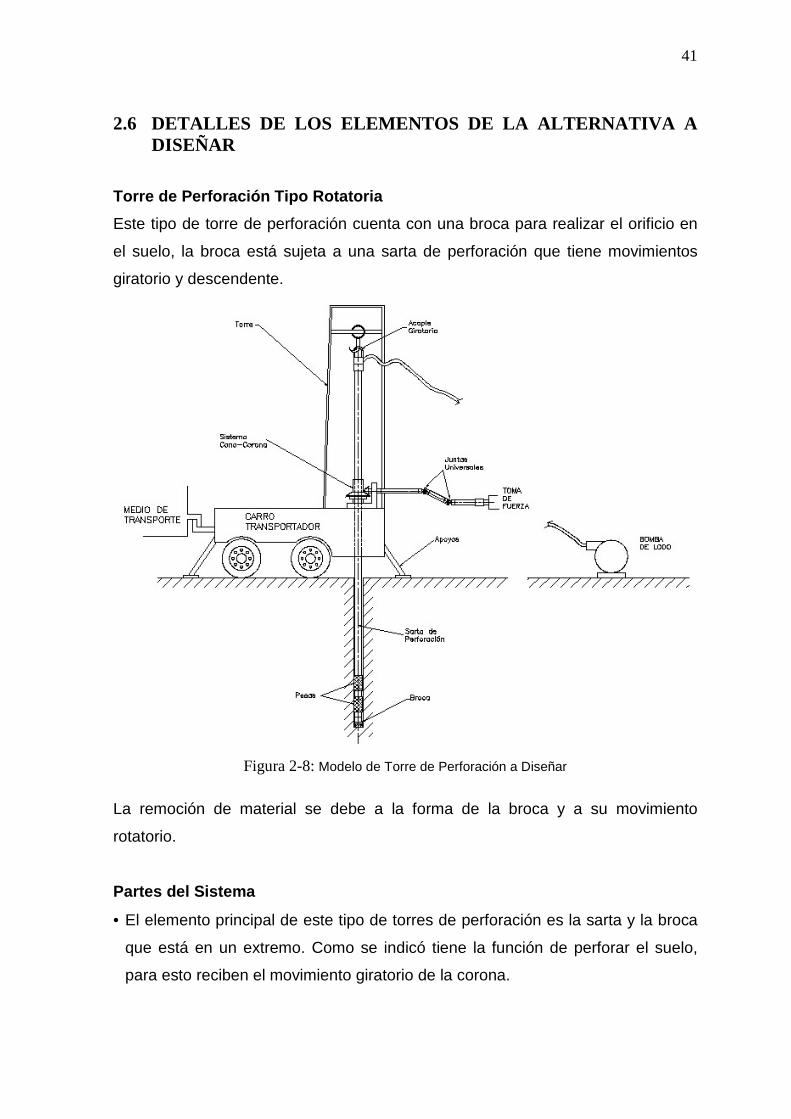
41
2.6 DETALLES DE LOS ELEMENTOS DE LA ALTERNATIVA A DISEÑAR
Torre de Perforación Tipo Rotatoria
Este tipo de torre de perforación cuenta con una broca para realizar el orificio en
el suelo, la broca está sujeta a una sarta de perforación que tiene movimientos
giratorio y descendente.
Figura 2-8: Modelo de Torre de Perforación a Diseñar
La remoción de material se debe a la forma de la broca y a su movimiento
rotatorio.
Partes del Sistema
• El elemento principal de este tipo de torres de perforación es la sarta y la broca
que está en un extremo. Como se indicó tiene la función de perforar el suelo,
para esto reciben el movimiento giratorio de la corona.
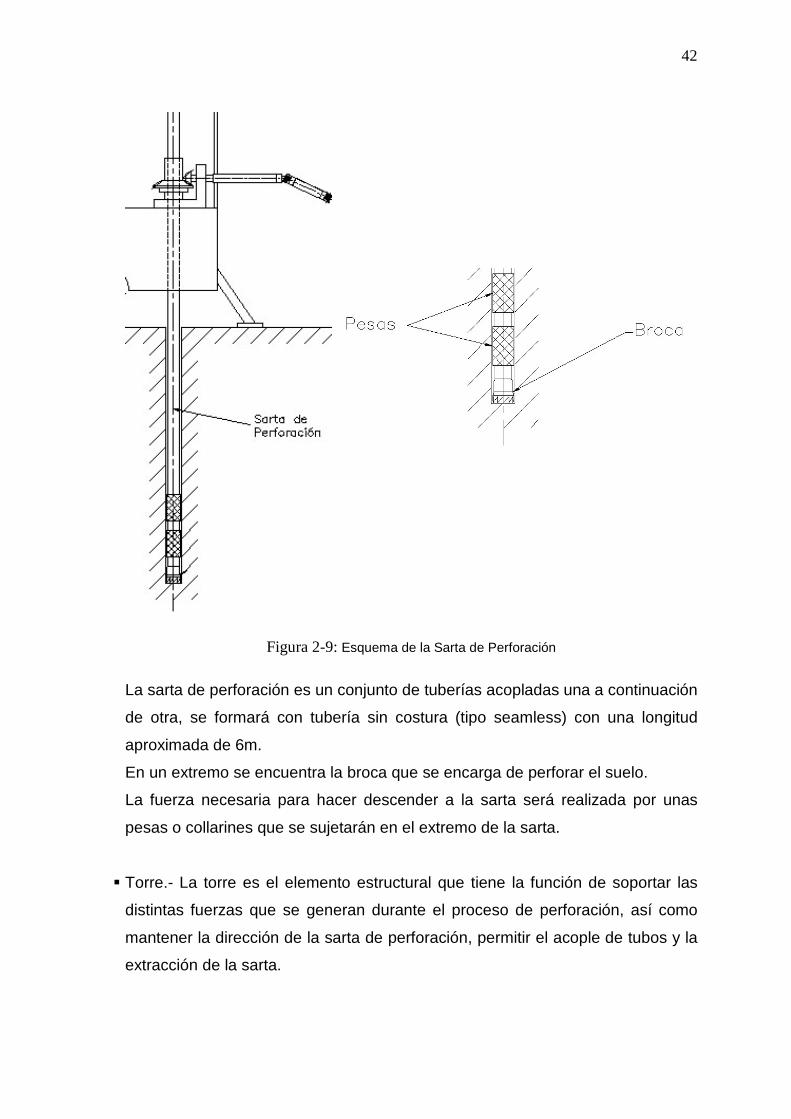
42
Figura 2-9: Esquema de la Sarta de Perforación
La sarta de perforación es un conjunto de tuberías acopladas una a continuación
de otra, se formará con tubería sin costura (tipo seamless) con una longitud
aproximada de 6m.
En un extremo se encuentra la broca que se encarga de perforar el suelo.
La fuerza necesaria para hacer descender a la sarta será realizada por unas
pesas o collarines que se sujetarán en el extremo de la sarta.
� Torre.- La torre es el elemento estructural que tiene la función de soportar las
distintas fuerzas que se generan durante el proceso de perforación, así como
mantener la dirección de la sarta de perforación, permitir el acople de tubos y la
extracción de la sarta.
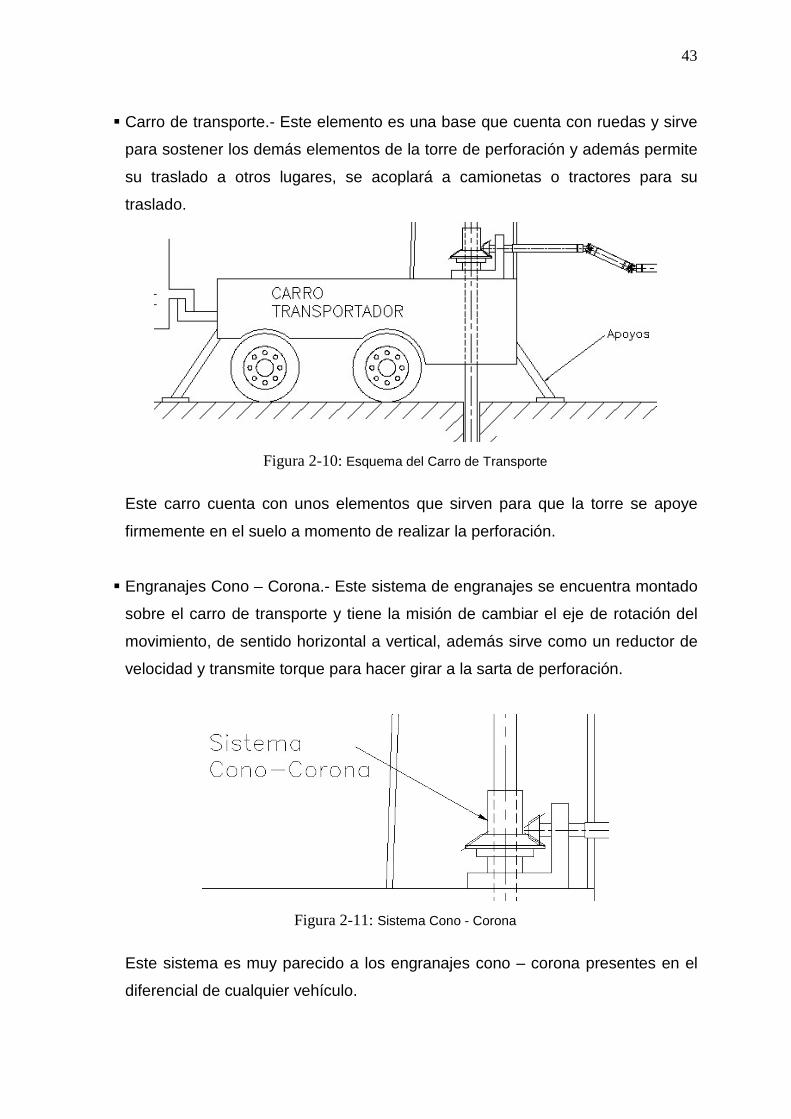
43
� Carro de transporte.- Este elemento es una base que cuenta con ruedas y sirve
para sostener los demás elementos de la torre de perforación y además permite
su traslado a otros lugares, se acoplará a camionetas o tractores para su
traslado.
Figura 2-10: Esquema del Carro de Transporte
Este carro cuenta con unos elementos que sirven para que la torre se apoye
firmemente en el suelo a momento de realizar la perforación.
� Engranajes Cono – Corona.- Este sistema de engranajes se encuentra montado
sobre el carro de transporte y tiene la misión de cambiar el eje de rotación del
movimiento, de sentido horizontal a vertical, además sirve como un reductor de
velocidad y transmite torque para hacer girar a la sarta de perforación.
Figura 2-11: Sistema Cono - Corona
Este sistema es muy parecido a los engranajes cono – corona presentes en el
diferencial de cualquier vehículo.
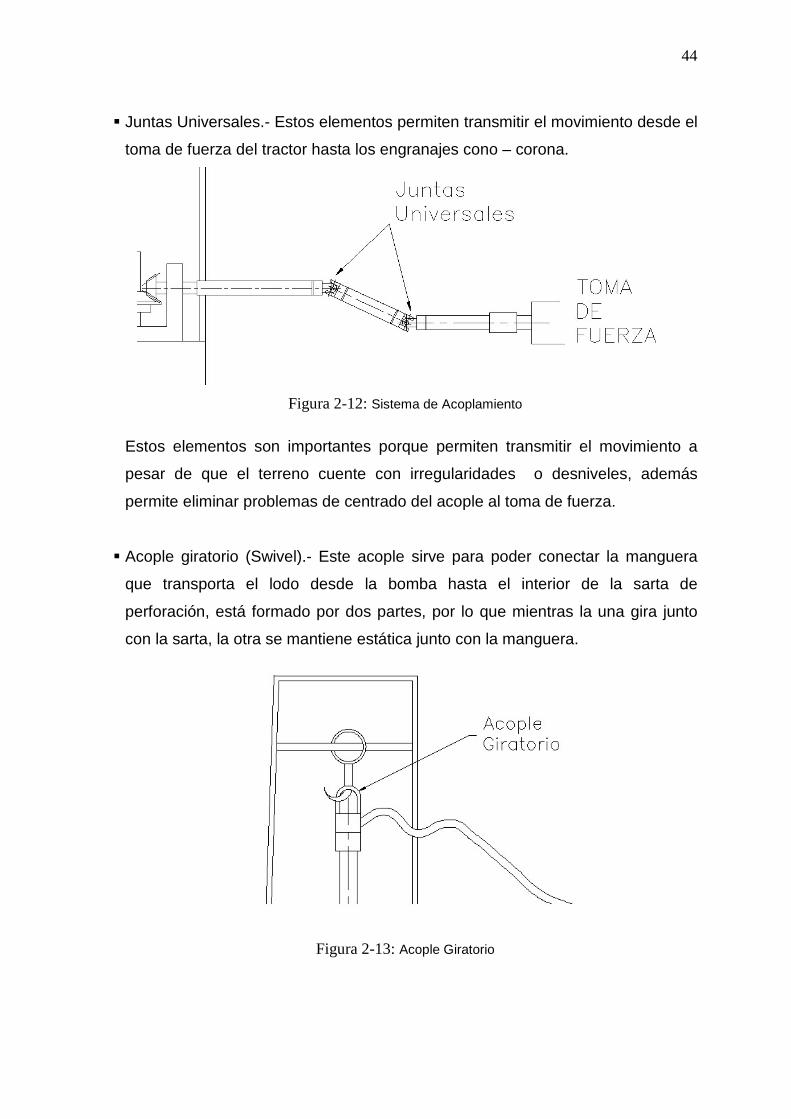
44
� Juntas Universales.- Estos elementos permiten transmitir el movimiento desde el
toma de fuerza del tractor hasta los engranajes cono – corona.
Figura 2-12: Sistema de Acoplamiento
Estos elementos son importantes porque permiten transmitir el movimiento a
pesar de que el terreno cuente con irregularidades o desniveles, además
permite eliminar problemas de centrado del acople al toma de fuerza.
� Acople giratorio (Swivel).- Este acople sirve para poder conectar la manguera
que transporta el lodo desde la bomba hasta el interior de la sarta de
perforación, está formado por dos partes, por lo que mientras la una gira junto
con la sarta, la otra se mantiene estática junto con la manguera.
Figura 2-13: Acople Giratorio
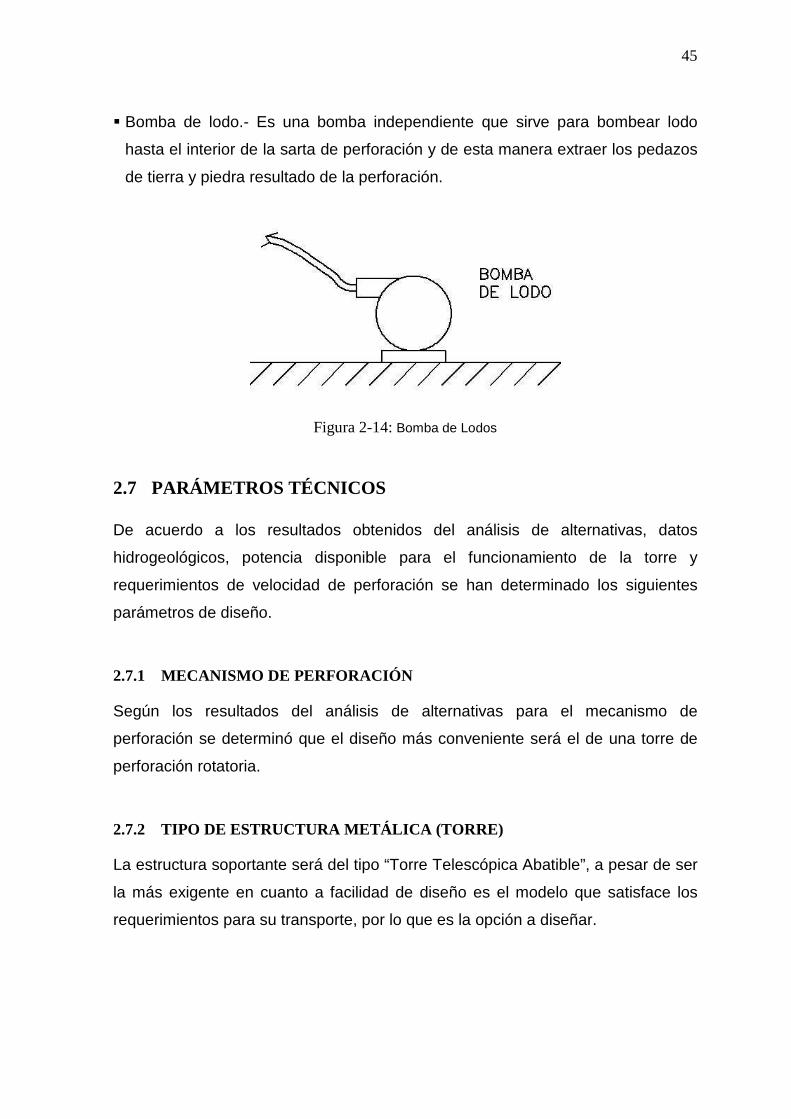
45
� Bomba de lodo.- Es una bomba independiente que sirve para bombear lodo
hasta el interior de la sarta de perforación y de esta manera extraer los pedazos
de tierra y piedra resultado de la perforación.
Figura 2-14: Bomba de Lodos
2.7 PARÁMETROS TÉCNICOS De acuerdo a los resultados obtenidos del análisis de alternativas, datos
hidrogeológicos, potencia disponible para el funcionamiento de la torre y
requerimientos de velocidad de perforación se han determinado los siguientes
parámetros de diseño.
2.7.1 MECANISMO DE PERFORACIÓN
Según los resultados del análisis de alternativas para el mecanismo de
perforación se determinó que el diseño más conveniente será el de una torre de
perforación rotatoria.
2.7.2 TIPO DE ESTRUCTURA METÁLICA (TORRE)
La estructura soportante será del tipo “Torre Telescópica Abatible”, a pesar de ser
la más exigente en cuanto a facilidad de diseño es el modelo que satisface los
requerimientos para su transporte, por lo que es la opción a diseñar.

46
2.7.3 ALTURA MÁXIMA DE LA ESTRUCTURA
La sarta de perforación estará formada por tramos de tubería sin costura
(seamless) preparados con acoples en sus extremos, dicha tubería se encuentra
en el mercado en longitudes de 6 m; por lo que tomando en cuenta el espacio
para equipo adicional de transmisión de potencia y de maniobra la torre tendrá
una altura aproximada de 7.5 m.
2.7.4 PROFUNDIDAD MÁXIMA DE PERFORACIÓN
Esta torre de perforación será diseñada para encontrar fuentes de agua
principalmente en la costa ecuatoriana. En esta región la profundidad a la que se
encuentran los acuíferos varía entre los 17 m y 65 m dependiendo del la zona a
explotar14, por lo que la profundidad máxima de perforación para el diseño será de
100 m.
2.7.5 POTENCIA DISPONIBLE
En base a especificaciones técnicas de los modelos de tractores que se
encuentran disponibles en el medio nacional se determinó que la potencia
disponible en la toma de fuerza varía entre los 70 y 85 hp, con velocidades
comprendidas entre 540 y 750 rpm dependiendo del régimen del motor15.
Para el diseño del mecanismo se trabajará con la mayor potencia por razones de
seguridad.
2.7.6 VELOCIDAD DE PERFORACIÓN
El trabajo de perforación no debe tomar mucho tiempo, por lo que se ha
determinado un tiempo de 18 horas para llegar a la profundidad de 100 m, en
base a esto se tiene una velocidad de avance de la sarta de perforación de 1.5
mm/s.
14 INSTITUTO NACIONAL DE MINERALOGÍA E HIDROLOGÍA; Departamento de Aguas Subterráneas; Ing. Napoleón Burbano, Director. 15 Catálogos incluidos en Anexo 02.
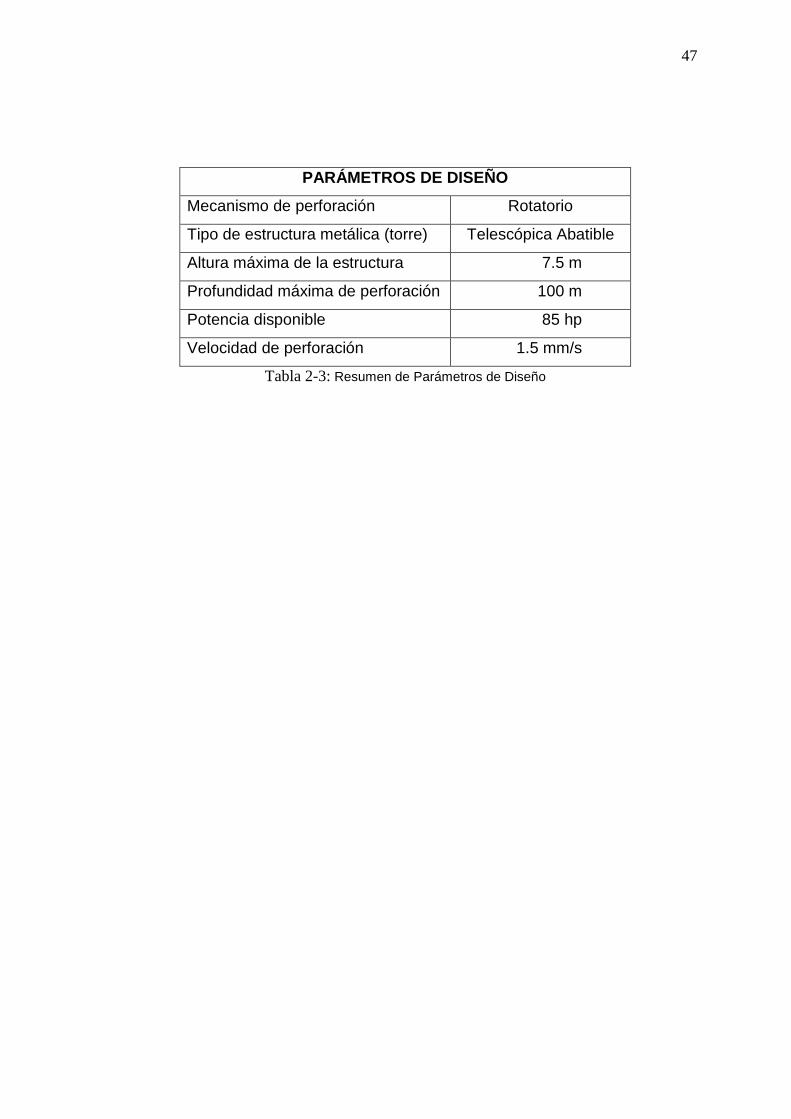
47
PARÁMETROS DE DISEÑO
Mecanismo de perforación Rotatorio
Tipo de estructura metálica (torre) Telescópica Abatible
Altura máxima de la estructura 7.5 m
Profundidad máxima de perforación 100 m
Potencia disponible 85 hp
Velocidad de perforación 1.5 mm/s
Tabla 2-3: Resumen de Parámetros de Diseño
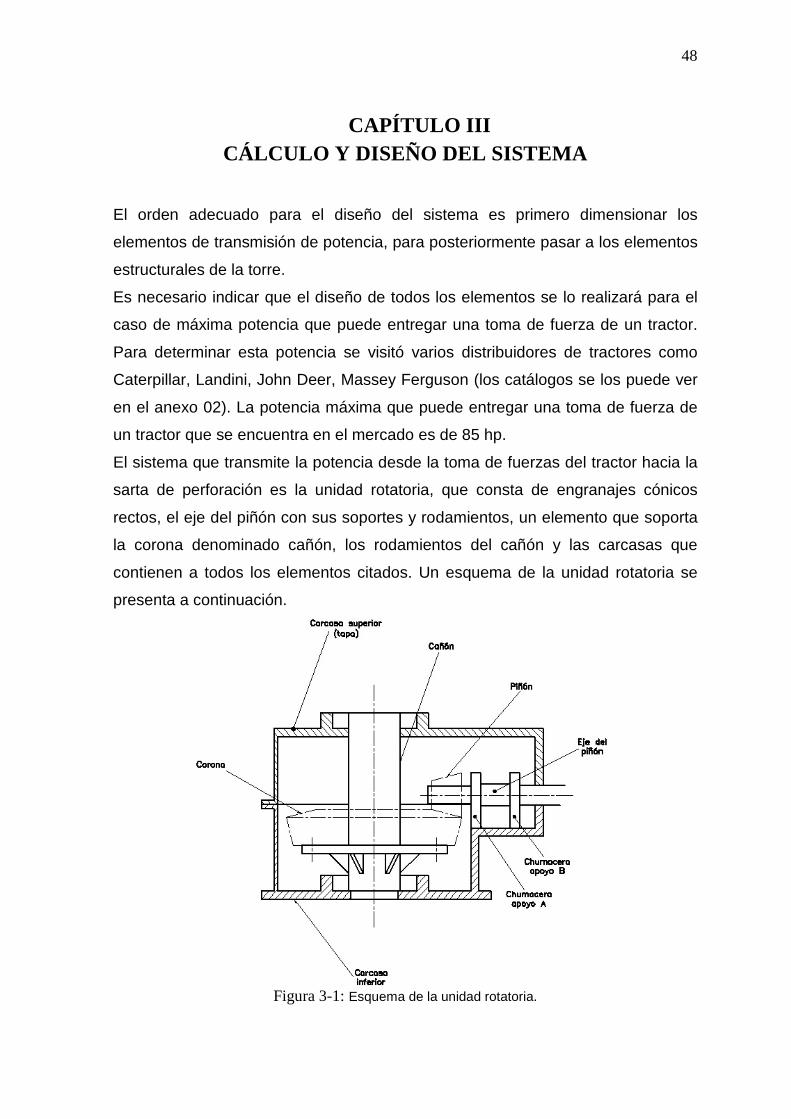
48
3 CAPÍTULO III CÁLCULO Y DISEÑO DEL SISTEMA
El orden adecuado para el diseño del sistema es primero dimensionar los
elementos de transmisión de potencia, para posteriormente pasar a los elementos
estructurales de la torre.
Es necesario indicar que el diseño de todos los elementos se lo realizará para el
caso de máxima potencia que puede entregar una toma de fuerza de un tractor.
Para determinar esta potencia se visitó varios distribuidores de tractores como
Caterpillar, Landini, John Deer, Massey Ferguson (los catálogos se los puede ver
en el anexo 02). La potencia máxima que puede entregar una toma de fuerza de
un tractor que se encuentra en el mercado es de 85 hp.
El sistema que transmite la potencia desde la toma de fuerzas del tractor hacia la
sarta de perforación es la unidad rotatoria, que consta de engranajes cónicos
rectos, el eje del piñón con sus soportes y rodamientos, un elemento que soporta
la corona denominado cañón, los rodamientos del cañón y las carcasas que
contienen a todos los elementos citados. Un esquema de la unidad rotatoria se
presenta a continuación.
Figura 3-1: Esquema de la unidad rotatoria.

49
3.1 ENGRANAJES CÓNICOS
Como ya se ha indicado en capítulos anteriores los engranajes cónicos tendrán la
función de cambiar el eje de rotación de horizontal a vertical, y de transmitir el
torque a la sarta de perforación. Además en este tipo de configuración se tiene un
reductor de velocidad, que resulta ser beneficioso debido a que se pude controlar
la velocidad de giro de la sarta de perforación.
Para proceder al diseño de los engranajes cónicos, es necesario tomar en
consideración ciertos parámetros fijos de diseño:
- La potencia máxima que puede transmitir una toma fuerza de un tractor que se
encuentra actualmente en el mercado es de 85 hp a 540 rpm; por lo que el
diseño de los engranajes y de varios elementos se basará en este caso
extremo de potencia.
- Se debe tomar en cuenta la facilidad constructiva de estos engranajes en el
país, por lo que se ha decidido utilizar engranajes cónicos rectos.
- Las variables de diseño en los engranajes cónicos rectos son muy similares a
los engranajes cilíndricos de dientes rectos.
- La reducción de velocidad que debe tener esta configuración es de cuatro a
uno, para que así la sarta de perforación gire en operación a 130 rpm
aproximadamente.
- Los engranajes cónicos de dientes rectos estándar se fabrican utilizando un
ángulo de presión de 20º, adendo y dedendos desiguales y dientes de altura
completa.16
A continuación se presenta una representación básica inicial de algunas de las
variables y forma de los engranajes.
16 SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw Hill; cuarta edición; México; 1989; página 703

50
Figura 3-2: Representación gráfica de conexión cono – corona y ángulos de paso
A lo largo del diseño el subíndice P indicará que se trata del piñón, y el subíndice
R indicará que se trata de la corona o rueda.
3.1.1 ANÁLISIS POR FATIGA SUPERFICIAL
Para una primera aproximación se considerará 18 dientes del piñón, por lo que la
corona tendrá 72 dientes:
72
1844
130
540
==→=
==
R
P
R
P
R
P
Z
Z
n
n
rpmn
rpmn
º04.14tan 1 == −
R
P
Z
Zγ ; donde γ es el ángulo de paso del piñón.
Para engranajes cónicos de dientes rectos se tiene que:
( ) mZindmFind
ZP
mP
PF ==→=== )(10;
1;
10
Donde F es el ancho de cara, P es el paso diametral, m representa el módulo en
pulgadas y d es el diámetro de lo engranajes en pulgadas.

51
Para determinar el ancho de cara de los engranajes se debe considerar la fatiga
superficial en los dientes con el esfuerzo de Hertz, de la siguiente manera:
IdFK
WC
PV
tPH −=σ
En donde CP es el coeficiente estático que para esta aplicación es de 2800 Mpsi;
I es el factor geométrico que para 18 dientes del piñón y 72 de la corona tiene un
valor de 086.0=I ; KV es el factor de velocidad que depende de las características
de los dientes; Wt es la fuerza tangencial a los engranajes y por último dP es el
diámetro del piñón.
( ) ( )
[ ]lbfV
hpPotW
piesenmV
xsenmV
senmmdsenFdd
dientesdemediopuntoenpasodediámetrodpiend
V
fresadosdientesparaV
K
t
avPav
avPav
V
)(33000
minº04.145990
12
540º04.14592
º04.141018
min12
1200
1200
=
−=−=⇒
−=−=
=
=
+=
ππγ
π
Entonces el esfuerzo de contacto o de Hertz es:
( )[ ]( ) [ ]psi
senm
senmH º04.14591671840
º04.145990120028050002800
3 −−+−=
ππσ
Se considerará un factor de seguridad a la fatiga superficial de uno para evitar
tener durezas muy altas en los dientes de los engranes.
moH
H
fsfsmoGfsH
HGfs
KKS
SiKKS
=⇒
===
σ
ηηησ
η 1
Donde SH es el límite de fatiga superficial corregido o resistencia hertziana; Ko es
el factor de corrección por sobrecarga que para esta primera aproximación tendrá
un valor de 1.75 para choque moderado; km es el factor de distribución de carga
con un valor de 1.10 que es utilizado para aplicaciones en la industria.
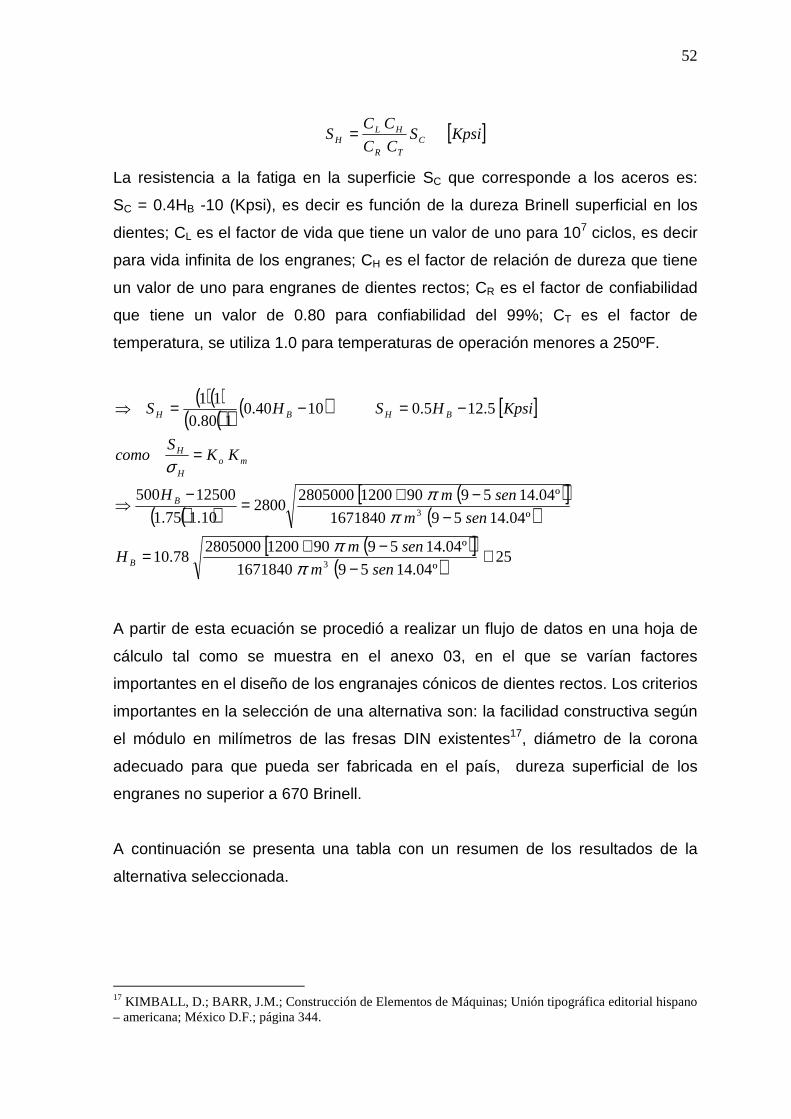
52
[ ]KpsiSCC
CCS C
TR
HLH =
La resistencia a la fatiga en la superficie SC que corresponde a los aceros es:
SC = 0.4HB -10 (Kpsi), es decir es función de la dureza Brinell superficial en los
dientes; CL es el factor de vida que tiene un valor de uno para 107 ciclos, es decir
para vida infinita de los engranes; CH es el factor de relación de dureza que tiene
un valor de uno para engranes de dientes rectos; CR es el factor de confiabilidad
que tiene un valor de 0.80 para confiabilidad del 99%; CT es el factor de
temperatura, se utiliza 1.0 para temperaturas de operación menores a 250ºF.
( )( )( )( ) ( ) [ ]
( )( )( )[ ]
( )( )[ ]
( ) 25º04.14591671840
º04.1459901200280500078.10
º04.14591671840
º04.145990120028050002800
10.175.1
12500500
5.125.01040.0180.0
11
3
3
+−
−+=
−−+=
−⇒
=
−=−=⇒
senm
senmH
senm
senmH
KKS
como
KpsiHSHS
B
B
moH
H
BHBH
ππ
ππ
σ
A partir de esta ecuación se procedió a realizar un flujo de datos en una hoja de
cálculo tal como se muestra en el anexo 03, en el que se varían factores
importantes en el diseño de los engranajes cónicos de dientes rectos. Los criterios
importantes en la selección de una alternativa son: la facilidad constructiva según
el módulo en milímetros de las fresas DIN existentes17, diámetro de la corona
adecuado para que pueda ser fabricada en el país, dureza superficial de los
engranes no superior a 670 Brinell.
A continuación se presenta una tabla con un resumen de los resultados de la
alternativa seleccionada.
17 KIMBALL, D.; BARR, J.M.; Construcción de Elementos de Máquinas; Unión tipográfica editorial hispano – americana; México D.F.; página 344.
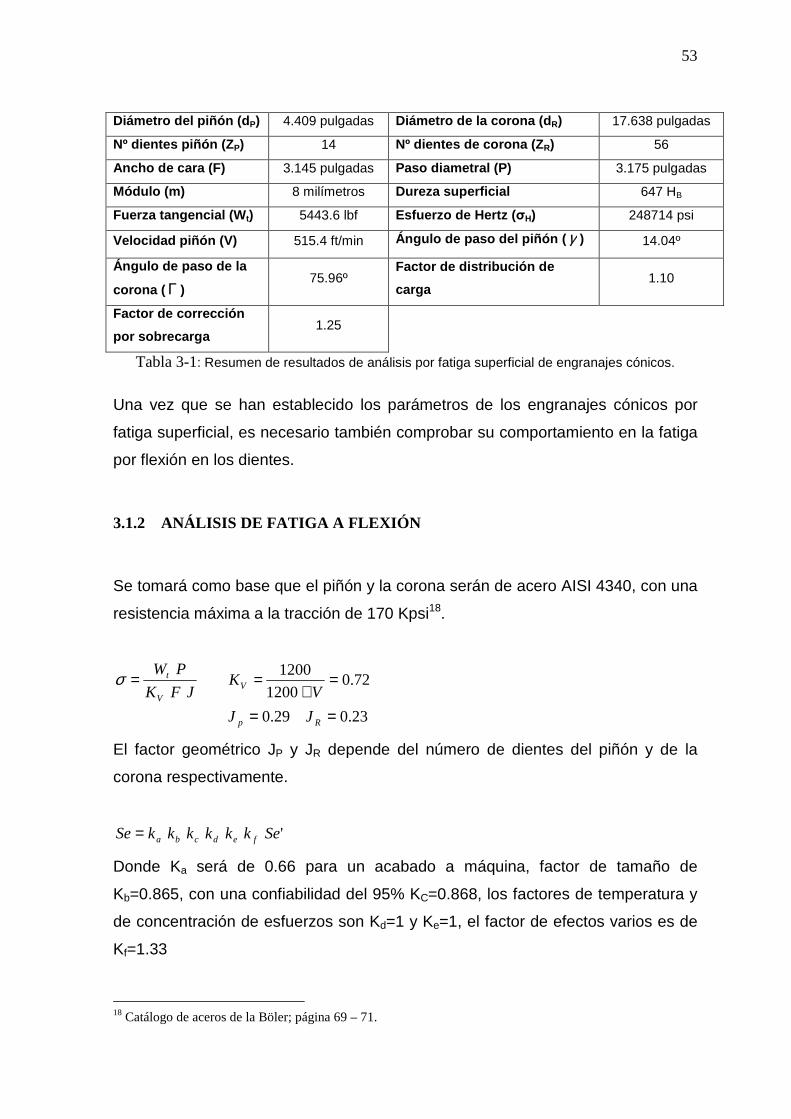
53
Diámetro del piñón (d P) 4.409 pulgadas Diámetro de la corona (d R) 17.638 pulgadas
Nº dientes piñón (Z P) 14 Nº dientes de corona (Z R) 56
Ancho de cara (F) 3.145 pulgadas Paso diametral (P) 3.175 pulgadas
Módulo (m) 8 milímetros Dureza superficial 647 HB
Fuerza tangencial (W t) 5443.6 lbf Esfuerzo de Hertz ( σH) 248714 psi
Velocidad piñón (V) 515.4 ft/min Ángulo de paso del piñón ( γ ) 14.04º
Ángulo de paso de la
corona ( Γ ) 75.96º
Factor de distribución de
carga 1.10
Factor de corrección
por sobrecarga 1.25
Tabla 3-1: Resumen de resultados de análisis por fatiga superficial de engranajes cónicos.
Una vez que se han establecido los parámetros de los engranajes cónicos por
fatiga superficial, es necesario también comprobar su comportamiento en la fatiga
por flexión en los dientes.
3.1.2 ANÁLISIS DE FATIGA A FLEXIÓN
Se tomará como base que el piñón y la corona serán de acero AISI 4340, con una
resistencia máxima a la tracción de 170 Kpsi18.
23.029.0
72.01200
1200
==
=+
==
Rp
VV
t
JJ
VK
JFK
PWσ
El factor geométrico JP y JR depende del número de dientes del piñón y de la
corona respectivamente.
'SekkkkkkSe fedcba=
Donde Ka será de 0.66 para un acabado a máquina, factor de tamaño de
Kb=0.865, con una confiabilidad del 95% KC=0.868, los factores de temperatura y
de concentración de esfuerzos son Kd=1 y Ke=1, el factor de efectos varios es de
Kf=1.33
18 Catálogo de aceros de la Böler; página 69 – 71.
54
( )( )( )( )( )( ) ( )[ ]
( ) ( )( )( )
( ) ( )( )( )
20.1
23.0145.370.0
175.36.544210.125.1
56021:
51.1
29.0145.370.0
175.36.544210.125.1
56021:
021.56
1705.033.111868.0865.066.0
==
==
=⇒
==
==
ff
ff
mof
fmoGfGf
Corona
Piñón
KK
Se
KKSe
kpsiSe
Se
ηη
ηη
ση
ηησ
η
Luego de realizar este análisis de fatiga por flexión, se puede concluir que tanto el
piñón como la rueda están en capacidad de resistir las cargas aplicadas a ellos. Si
bien los factores de seguridad son relativamente bajos, se debe recordar que el
diseño está en base a la potencia máxima que se aplicaría en el mecanismo por
medio de la toma de fuerza.
3.1.3 DIMENSIONES ADICIONALES
Es necesario también definir otras dimensiones de los engranajes cónicos como
las que siguen a continuación:
- Altura de trabajo:
inhP
h KK 63.0175.3
20.2 ===
- Holgura:
[ ] incinP
c 061.0002.0175.3
188.0002.0
188.0 =+=+=

55
- Adendo de los engranes:
inaaha
ina
Z
ZP
Pa
PRKP
R
P
R
R
451.0179.063.0
179.0
14
56175.3
460.0
175.3
54.0460.054.022
=−=−=
=
+=
+=
- Dedendo de los engranes:
inrealbinbaP
b
inrealbinbaP
b
PPPP
RRRR
240.0002.0238.0238.0188.2
512.0002.0510.0510.0188.2
=+==−=
=+==−=
- Distancia del cono exterior:
insensen
dA R 09.9
º96.752
64.17
20 ==Γ
=
- Ángulo del dedendo:
º51.1tan
º22.32
tan
0
1
1
==
=Γ=
−
−
PP
P
RR
RR
A
b
d
senb
δδ
δδ
3.1.4 GEOMETRÍA DE LAS ENGRANAJES CÓNICOS
Los datos que se obtuvieron para los engranajes cónicos son los siguientes:
ENGRANE
PROPORCIÓN Piñón (motriz) Rueda (conducido)
Número de dientes ZP = 14 ZG = 56
Paso diametral (Pd) 3.175
Ancho de cara (F) 3.145 in 3.145 in
Diámetro de paso DP = 4.4094 in DG = 17.6378 in
Ángulo de paso γ = 14.04º Γ = 75.96º
Relación (mG) 4
Ángulo de presión (φ) 20º
Tabla 3-2: Parámetros determinados para cada engrane
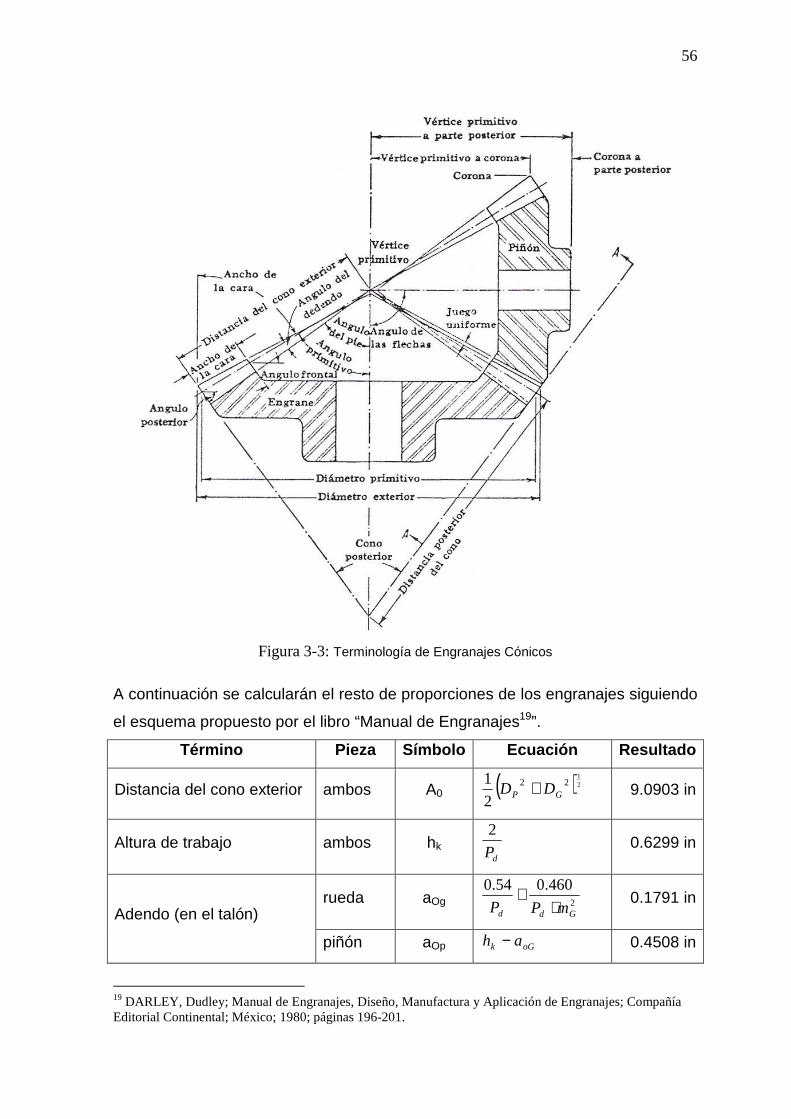
56
Figura 3-3: Terminología de Engranajes Cónicos
A continuación se calcularán el resto de proporciones de los engranajes siguiendo
el esquema propuesto por el libro “Manual de Engranajes19”.
Término Pieza Símbolo Ecuación Resultado
Distancia del cono exterior ambos A0 ( )21
22
2
1GP DD + 9.0903 in
Altura de trabajo ambos hk dP
2 0.6299 in
rueda aOg 2
460.054.0
Gdd mPP ⋅+ 0.1791 in
Adendo (en el talón)
piñón aOp oGk ah − 0.4508 in
19 DARLEY, Dudley; Manual de Engranajes, Diseño, Manufactura y Aplicación de Engranajes; Compañía Editorial Continental; México; 1980; páginas 196-201.

57
Altura total ambos ht 002.0188.2 +
dP 0.6911 in
rueda bOg oGt ah − 0.512 in Dependo (en el talón)
piñón bOp oPt ah − 0.2403 in
rueda δG o
oG
A
b1tan− 3.22º
Ángulo del dedendo
piñón δP o
oP
A
b1tan− 1.51º
rueda Γo Gδ+Γ 79.18º Ángulo de la cara
piñón γo Pδγ + 15.55º
rueda DOg Γ⋅+ cos2 oGG aD 17.7247 in Diámetro exterior
piñón DOp γcos2 ⋅+ oPP aD 5.2841 in
rueda XOg Γ⋅− senaD
oGP
2 2.0310 in
Vértice del cono de paso a
la corona piñón XOp γsena
DoP
G ⋅−2
8.7010 in
Holgura (de diseño) B Tabla 5-24 0.008-0.011
rueda ΓR Gδ−Γ 72.74º Ángulo de raíz
piñón γP Pδγ − 12.53º
Tabla 3-3: Parámetros geométricos para cada engrane
Para el posterior dimensionamiento de los ejes que sostendrán a los engranajes
se calcula el punto en donde se aplican las fuerzas, para el piñón se tiene el
siguiente esquema:
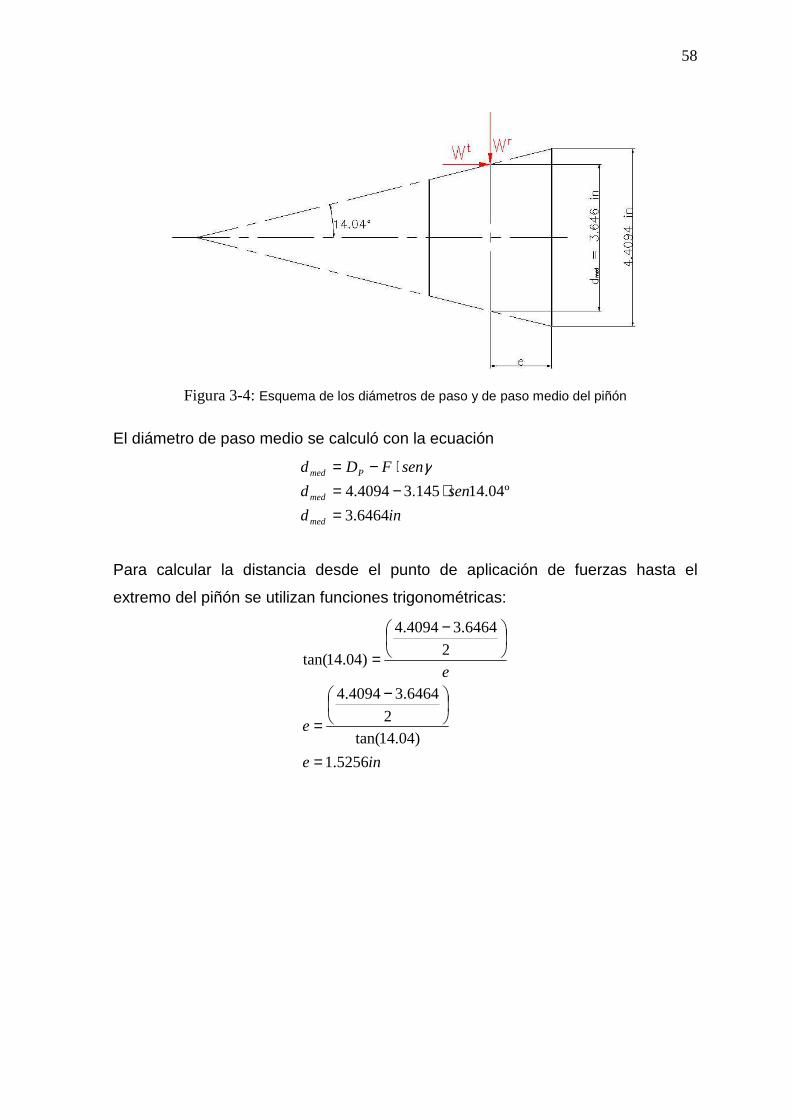
58
Figura 3-4: Esquema de los diámetros de paso y de paso medio del piñón
El diámetro de paso medio se calculó con la ecuación
ind
send
senFDd
med
med
Pmed
6464.3
º04.14145.34094.4
=⋅−=
⋅−= γ
Para calcular la distancia desde el punto de aplicación de fuerzas hasta el
extremo del piñón se utilizan funciones trigonométricas:
ine
e
e
5256.1
)04.14tan(2
6464.34094.4
2
6464.34094.4
)04.14tan(
=
−
=
−
=
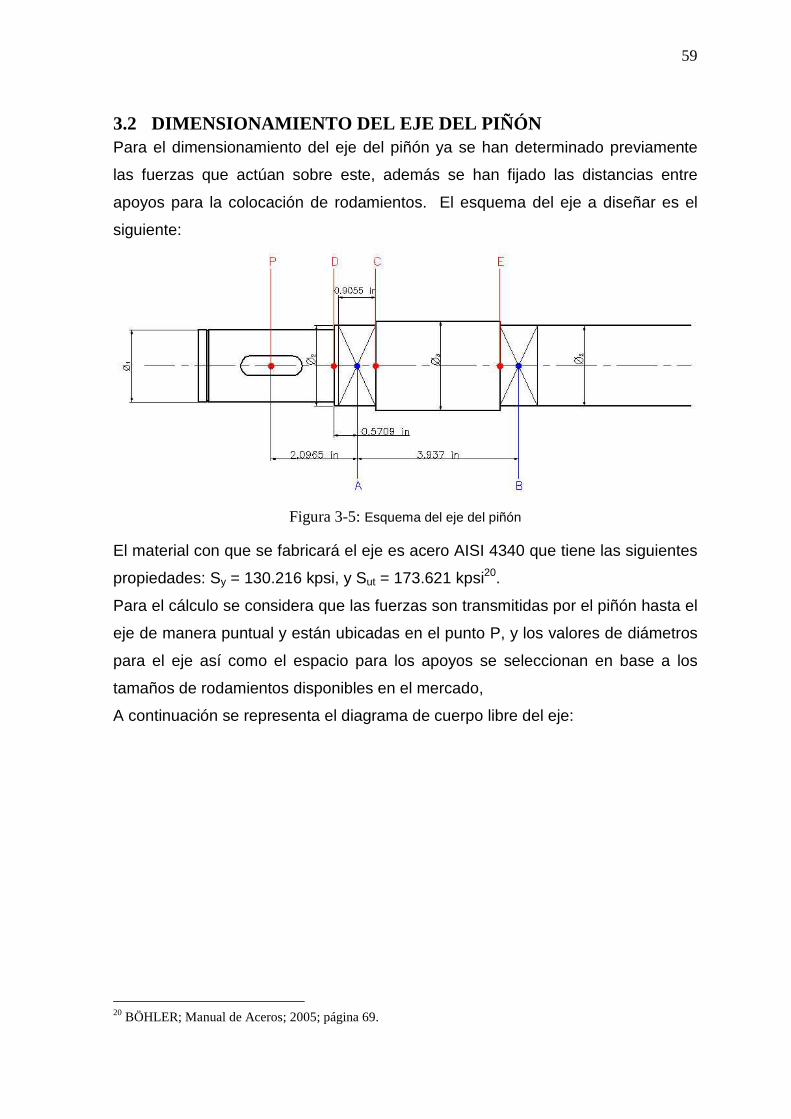
59
3.2 DIMENSIONAMIENTO DEL EJE DEL PIÑÓN Para el dimensionamiento del eje del piñón ya se han determinado previamente
las fuerzas que actúan sobre este, además se han fijado las distancias entre
apoyos para la colocación de rodamientos. El esquema del eje a diseñar es el
siguiente:
Figura 3-5: Esquema del eje del piñón
El material con que se fabricará el eje es acero AISI 4340 que tiene las siguientes
propiedades: Sy = 130.216 kpsi, y Sut = 173.621 kpsi20.
Para el cálculo se considera que las fuerzas son transmitidas por el piñón hasta el
eje de manera puntual y están ubicadas en el punto P, y los valores de diámetros
para el eje así como el espacio para los apoyos se seleccionan en base a los
tamaños de rodamientos disponibles en el mercado,
A continuación se representa el diagrama de cuerpo libre del eje:
20 BÖHLER; Manual de Aceros; 2005; página 69.
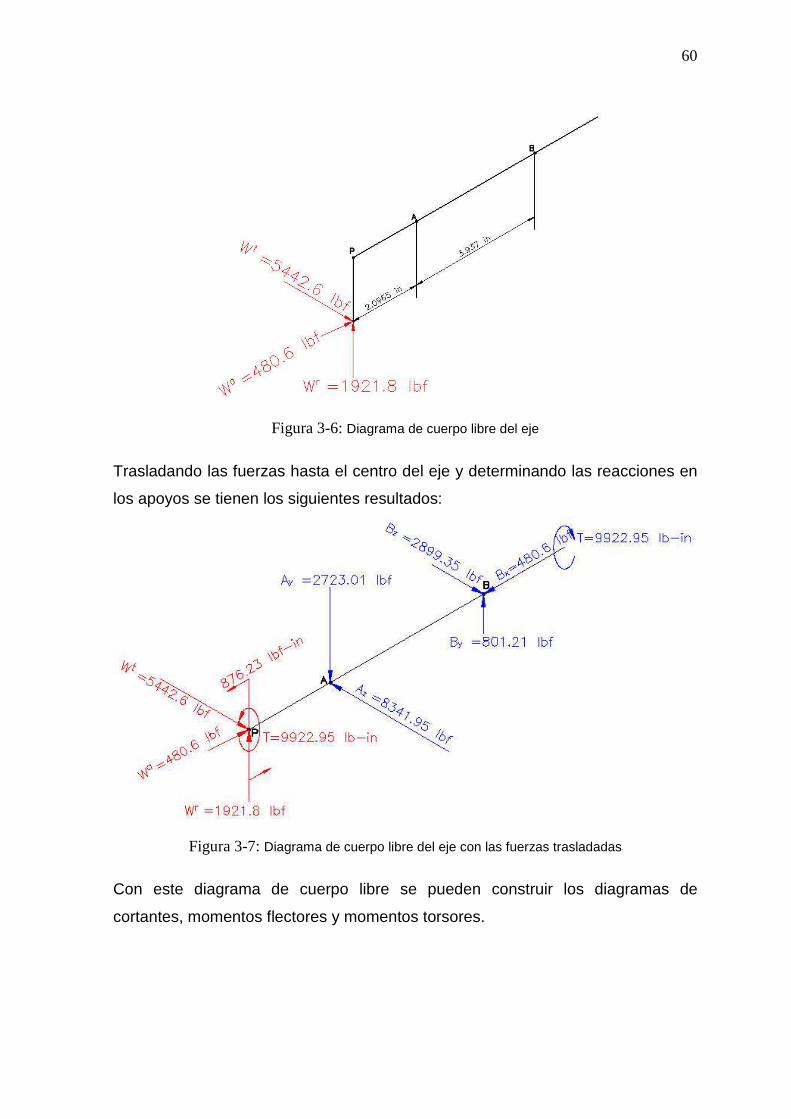
60
Figura 3-6: Diagrama de cuerpo libre del eje
Trasladando las fuerzas hasta el centro del eje y determinando las reacciones en
los apoyos se tienen los siguientes resultados:
Figura 3-7: Diagrama de cuerpo libre del eje con las fuerzas trasladadas
Con este diagrama de cuerpo libre se pueden construir los diagramas de
cortantes, momentos flectores y momentos torsores.

61
Figura 3-8: Diagramas para el eje
Con esta información es posible determinar las dimensiones del eje.

62
Punto P: Ø 1
Análisis Estático
3
3
3
205.8925
23.87632
32
95.9922
23.876
d
d
inlbfd
M
inlbfT
inlbfM
=
⋅⋅⋅=
⋅⋅=
⋅=⋅=
σ
πσ
πσ
3
3
3
502.50533
23.992216
16
d
d
inlbfd
T
=
⋅⋅⋅=
⋅⋅=
τ
πτ
πτ
Utilizando la teoría de energía de distorsión se tiene
3
2
3
2
3
22
474.87980
502.505333
205.8925
3
d
dd
=′
+
=′
+=′
σ
σ
τσσ
Se desea tener un factor de seguridad alto, por lo que se tomará un diámetro de
45 mm (1.7717 in).
23.858.15821
130216
58.158217717.1
474.87980
2
3
=
=
′=
=′
=′
η
η
ση
σ
σ
y
inlb
S
Se tiene un factor de seguridad bastante alto, por lo que este diámetro es
aceptable.
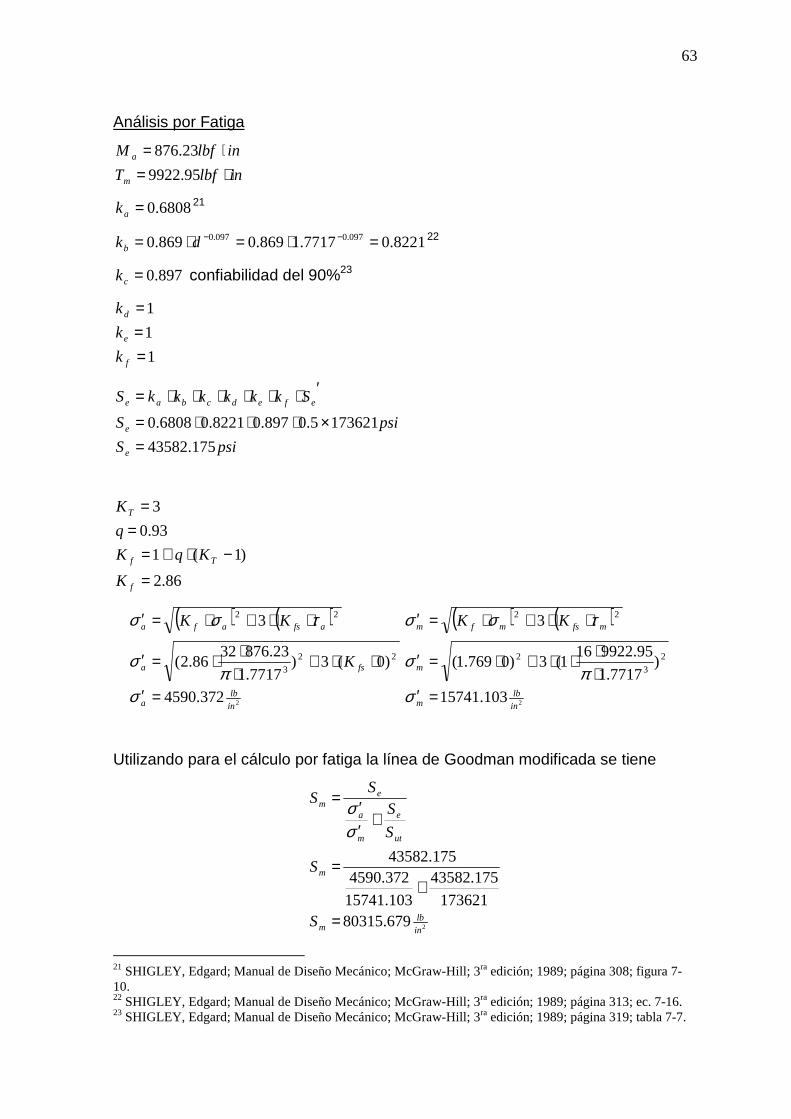
63
Análisis por Fatiga
inlbfT
inlbfM
m
a
⋅=⋅=
95.9922
23.876
6808.0=ak 21
8221.07717.1869.0869.0 097.0097.0 =⋅=⋅= −−dkb22
897.0=ck confiabilidad del 90%23
1
1
1
===
f
e
d
k
k
k
psiS
psiS
SkkkkkkS
e
e
efedcbae
175.43582
1736215.0897.08221.06808.0
=×⋅⋅⋅=
′⋅⋅⋅⋅⋅⋅=
86.2
)1(1
93.0
3
=
−⋅+==
=
f
Tf
T
K
KqK
q
K
( ) ( )
2372.4590
)0(3)7717.1
23.8763286.2(
3
22
3
22
inlb
a
fsa
afsafa
K
KK
=′
⋅⋅+⋅⋅⋅=′
⋅⋅+⋅=′
σπ
σ
τσσ ( ) ( )
2103.15741
)7717.1
95.9922161(3)0769.1(
3
2
3
2
22
inlb
m
m
mfsmfm KK
=′⋅⋅⋅⋅+⋅=′
⋅⋅+⋅=′
σπ
σ
τσσ
Utilizando para el cálculo por fatiga la línea de Goodman modificada se tiene
2679.80315173621
175.43582
103.15741
372.4590175.43582
inlb
m
m
ut
e
m
a
em
S
S
S
SS
S
=
+=
+′′=
σσ
21 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 308; figura 7-10. 22 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 313; ec. 7-16. 23 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 319; tabla 7-7.

64
102.5
103.15741
679.80315
=
=′
=
ησ
ηm
mS
Como puede verse el factor de seguridad que se obtuvo de esta manera también
es satisfactorio.
Punto D: Ø 1
Análisis Estático
Para este punto se tienen la siguiente información
Ø1: 45 mm (1.7717 in)
M: 8557.93 lb-in (es resultante de los momentos en los dos planos)
T: 9922.95 lb-in
2899.156757717.1
93.855732
32
3
3
inlb
inlbfd
M
=⋅
⋅⋅=
⋅⋅=
σπ
σ
πσ
247.90877717.1
23.992216
16
3
3
inlb
inlbfd
T
=⋅
⋅⋅=
⋅⋅=
τπ
τ
πτ
( ) ( )2413.22214
47.90873899.15675
322
22
inlb=′
+=′
+=′
σσ
τσσ
86.5413.22214
130216
=
=
′=
η
η
ση yS
Como puede verse se tiene un factor de seguridad bastante alto, por lo que este
diámetro es aceptable.
Análisis por Fatiga
inlbfT
inlbfM
m
a
⋅=⋅=
95.9922
93.8557

65
6808.0=ak 24
8221.07717.1869.0869.0 097.0097.0 =⋅=⋅= −−dkb25
897.0=ck confiabilidad del 90%26
1
1
1
===
f
e
d
k
k
k
psiS
psiS
SkkkkkkS
e
e
efedcbae
175.43582
1736215.0897.08221.06808.0
=×⋅⋅⋅=
′⋅⋅⋅⋅⋅⋅=
769.1
)1(1
916.0
84.1
=
−⋅+==
=
f
Tf
T
K
KqK
q
K
263.1
)1(1
975.0
27.1
=
−⋅+==
=
fs
Tfs
s
Ts
K
KqK
q
K
Estos datos se determinaron en base a los parámetros impuestos
mmrd
r
dD
2
044.0
1.1
1
1
2
=
=
=
El valor r es para los radios de acuerdo del eje y su valor se determinó de las
proporciones de los rodamientos a utilizar.
( ) ( )
2665.27730
)0(3)7717.1
93.855732769.1(
3
22
3
22
inlb
a
fsa
afsafa
K
KK
=′
⋅⋅+⋅⋅⋅=′
⋅⋅+⋅=′
σπ
σ
τσσ ( ) ( )
2013.19881
)7717.1
95.992216263.1(3)0769.1(
3
2
3
2
22
inlb
m
m
mfsmfm KK
=′⋅⋅⋅⋅+⋅=′
⋅⋅+⋅=′
σπ
σ
τσσ
Utilizando para el cálculo por fatiga la línea de Goodman modificada se tiene
24 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 308; figura 7-10. 25 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 313; ec. 7-16. 26 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 319; tabla 7-7.

66
2031.26480173621
175.43582
013.19881
665.27730175.43582
inlb
m
m
ut
e
m
a
em
S
S
S
SS
S
=
+=
+′′=
σσ
332.1
013.19881
031.26480
=
=′
=
ησ
ηm
mS
El valor del factor de seguridad disminuyó en el análisis de fatiga, pero ya que
está calculado para el máximo valor posible de potencia que los tractores pueden
proveer no se alcanzará un esfuerzo que produzca la falla del elemento.
Punto C: Ø 2
Análisis Estático
Para este punto se tienen la siguiente información
M: 10480.556 lb-in (es resultante de los momentos en los dos planos)
T: 9922.95 lb-in
3
3
3
067.106754
556.1048032
32
d
d
inlbfd
M
=
⋅⋅⋅=
⋅⋅=
σ
πσ
πσ
3
3
3
502.50533
23.992216
16
d
d
inlbfd
T
=
⋅⋅⋅=
⋅⋅=
τ
πτ
πτ
Utilizando la teoría de energía de distorsión se tiene
3
2
3
2
3
22
308.138048
502.505333
067.106754
3
d
dd
=′
+
=′
+=′
σ
σ
τσσ

67
Se desea tener un factor de seguridad alto, por lo que se tomará un diámetro de
50 mm (1.9685 in), además este valor debe ser coherente con la condición
1.1=d
D, considerada para el dimensionamiento del Ø1.
195.765.18097
130216
65.180979685.1
308.138048
2
3
=
=
′=
=′
=′
η
η
ση
σ
σ
y
inlb
S
Se tiene un factor de seguridad bastante alto, por lo que este diámetro es
aceptable.
Análisis por Fatiga
inlbfT
inlbfM
m
a
⋅=⋅=
95.9922
556.10480
6808.0=ak 27
8137.09685.1869.0869.0 097.0097.0 =⋅=⋅= −−dkb28
897.0=ck confiabilidad del 90%29
1
1
1
===
f
e
d
k
k
k
psiS
psiS
SkkkkkkS
e
e
efedcbae
863.43136
1736215.0897.08137.06808.0
=×⋅⋅⋅=
′⋅⋅⋅⋅⋅⋅=
27 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 308; figura 7-10. 28 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 313; ec. 7-16. 29 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 319; tabla 7-7.

68
8665.1
)1(1
916.0
946.1
=
−⋅+==
=
f
Tf
T
K
KqK
q
K
3065.1
)1(1
973.0
315.1
=
−⋅+==
=
fs
Tfs
s
Ts
K
KqK
q
K
Estos datos se determinaron en base a los parámetros impuestos
mmrd
r
dD
2
04.0
1.1
2
2
3
=
=
=
El valor r es para los radios de acuerdo del eje y su valor se determinó de las
proporciones de los rodamientos a utilizar.
( ) ( )
2828.26121
)0(3)9685.1
556.10480328665.1(
3
22
3
22
inlb
a
fsa
afsafa
K
KK
=′
⋅⋅+⋅
⋅⋅=′
⋅⋅+⋅=′
σπ
σ
τσσ ( ) ( )
2432.14992
)9685.1
95.9922163065.1(3)0769.1(
3
23
2
22
inlb
m
m
mfsmfm KK
=′⋅⋅⋅⋅+⋅=′
⋅⋅+⋅=′
σπ
σ
τσσ
Utilizando para el cálculo por fatiga la línea de Goodman modificada se tiene
2231.21668173621
863.43136
432.14992
828.26121863.43136
inlb
m
m
ut
e
m
a
em
S
S
S
SS
S
=
+=
+′′=
σσ
445.1
432.14992
231.21668
=
=′
=
ησ
ηm
mS
El valor del factor de seguridad disminuyó en el análisis de fatiga, pero ya que
está calculado para el máximo valor posible de potencia que los tractores pueden
proveer no se alcanzará un esfuerzo que produzca la falla del elemento.
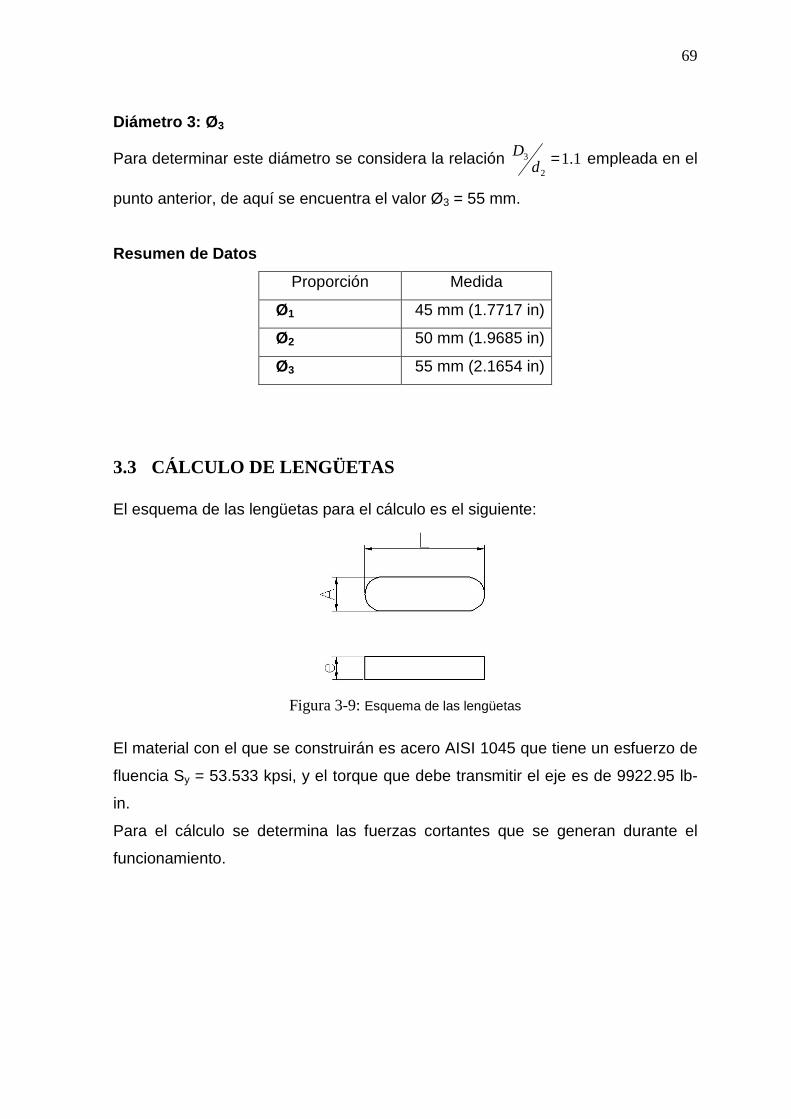
69
Diámetro 3: Ø 3
Para determinar este diámetro se considera la relación 1.12
3 =dD empleada en el
punto anterior, de aquí se encuentra el valor Ø3 = 55 mm.
Resumen de Datos
Proporción Medida
Ø1 45 mm (1.7717 in)
Ø2 50 mm (1.9685 in)
Ø3 55 mm (2.1654 in)
3.3 CÁLCULO DE LENGÜETAS El esquema de las lengüetas para el cálculo es el siguiente:
Figura 3-9: Esquema de las lengüetas
El material con el que se construirán es acero AISI 1045 que tiene un esfuerzo de
fluencia Sy = 53.533 kpsi, y el torque que debe transmitir el eje es de 9922.95 lb-
in.
Para el cálculo se determina las fuerzas cortantes que se generan durante el
funcionamiento.

70
Figura 3-10: Distribución de fuerzas en la lengüeta
El radio para la lengüeta del piñón y del acople es de r = 23 mm (0.9055 in)
lbfFin
inlb
r
TF
4.109589055.0
95.9922
=
⋅==
ητ SyS
=
El valor del factor de seguridad será de 1.1, por que en caso de algún
atascamiento o desperfecto, este elemento será el primero en fallar y evitará que
el resto de componentes de la torre se dañen.
El esfuerzo cortante de fluencia se determina en base a la teoría de energía de
distorsión, por lo que SSy = 0.577Xsy.
239025.0
53533577.0
4.109581.1
577.0
1.11.1
577.01.1
2
inAL
lbf
S
FAL
S
AL
F
S
inlb
y
y
Sy
=⋅
⋅⋅=
⋅⋅=⋅
⋅=
⋅
=τ
Para esta porción del eje que tiene un diámetro de 45 mm, las proporciones A y e
tienen valores: A = 12 mm (0.4724 in), e = 9 mm30.
Por lo tanto L = 0.826 in = 21 mm.
30 JÜTZ, Hermann; Tablas para la Industria Metalúrgica; 3ra edición; Editorial REVERTÉ; 1984; página 139.
71
Mediante aplastamiento se tienen los siguientes resultados.
[ ][ ][ ]
[ ]2
08.61854
1772.0
4.10958
1772.02
2
2
inlb
L
inL
lbf
A
F
inLe
LA
=
⋅==
⋅=×=
σ
σ
Para un factor de seguridad de 1.1, se tiene
mminLL
SY
3.3227.11.1
5353308.61854
==
=
=σ
η
Resumen de Datos
PROPORCIÓN
LENGÜETA L A e
Piñón 33 mm 12 mm 9 mm
Acoples 33 mm 12 mm 9 mm
3.4 RODAMIENTOS DEL EJE DE PIÑÓN
Para la selección de los rodamientos de este eje se debe tener presente las
condiciones de operación que tendrá el mismo. Como se pudo apreciar en el
dimensionamiento del eje, las reacciones en los apoyos son elevadas, por lo que
los rodamientos estarán soportando cargas elevadas tanto radiales como de
empuje. Además se debe notar que habrá problemas de alineación entre el eje
del piñón y el eje de la toma fuerzas, que será absorbida en gran parte por la junta
universal pero también por los rodamientos; por lo que es necesario que los
rodamientos también sean capaces de soportar desalineación.

72
En base a lo expuesto se ha decidido utilizar para ambos apoyos rodamientos
oscilantes de rodillos, ya que estos son útiles para soportar grandes cargas y
desalineación, además tienen la ventaja de aumentar su área de contacto cuando
aumenta la carga.
Para la selección se ha establecido una confiabilidad R del 90%, asimismo se
desea que los rodamientos tengan una vida media (L) de 2000 horas para
aproximadamente 142 pozos cada uno de 100 metros de profundidad. Entonces
la vida nominal (L10) de los rodamientos es:
−=
17.1
1084.6exp
L
LR Despejando la vida nominal se tiene
( )
( )horasLL
R
LL
21.200190.0ln84.6
2000
ln84.6
10
17.1
110
17.1
110
=−
=
−=
3.4.1 RODAMIENTO EP1
Este rodamiento es aquel que se encuentra ubicado en el apoyo cerca al piñón y
que por la geometría del eje no soportará la carga de empuje de los engranajes
cónicos.
Las cargas radiales que soporta este rodamiento son de 8341.95 lbf y de 2723.01
lbf. Para este rodamiento se considerará un factor de seguridad a la fatiga de 1.5,
por lo que su carga radial equivalente será de:
( ) ( ) ( ) lbfFYFFVXFe rarf 13.877501.272395.8341 22 =+=+=η
Donde V es el factor de rotación que para rodamientos autoalineantes toma un
valor de uno, X – Y son factores de carga equivalente.
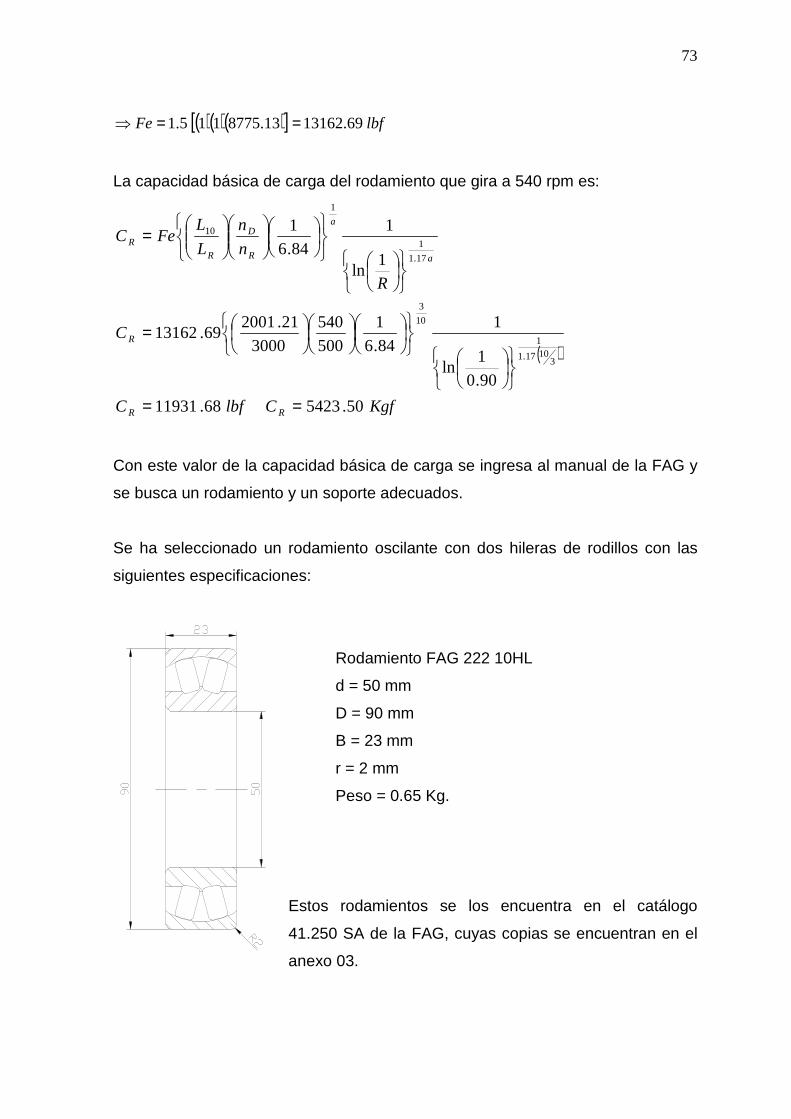
73
( )( )( )[ ] lbfFe 69.1316213.8775115.1 ==⇒
La capacidad básica de carga del rodamiento que gira a 540 rpm es:
( )
KgfClbfC
C
R
n
n
L
LFeC
RR
R
a
a
R
D
RR
50.542368.11931
90.0
1ln
1
84.6
1
500
540
3000
21.200169.13162
1ln
1
84.6
1
31017.1
1
10
3
17.1
1
1
10
==
=
=
Con este valor de la capacidad básica de carga se ingresa al manual de la FAG y
se busca un rodamiento y un soporte adecuados.
Se ha seleccionado un rodamiento oscilante con dos hileras de rodillos con las
siguientes especificaciones:
Rodamiento FAG 222 10HL
d = 50 mm
D = 90 mm
B = 23 mm
r = 2 mm
Peso = 0.65 Kg.
Estos rodamientos se los encuentra en el catálogo
41.250 SA de la FAG, cuyas copias se encuentran en el
anexo 03.

74
3.4.2 RODAMIENTO EP2
Este rodamiento es aquel que se encuentra ubicado en el apoyo más alejado al
piñón y que por la geometría del eje soportará toda la carga de empuje de los
engranajes cónicos.
Las cargas radiales que soporta este rodamiento son de 2899.35 lbf y de 801.21
lbf, y una carga de empuje o axial de 480.6 lbf. Para este rodamiento se
considerará un factor de seguridad a la fatiga de 1.5, por lo que su carga radial
equivalente y la capacidad básica de carga son de:
( ) ( ) ( )
( )( )( ) ( )[ ]
( )
KgfClbfC
C
R
n
n
L
LFeC
lbfFe
lbfF
lbfFYFFVXFe
RR
R
a
a
R
D
RR
a
rarf
41.223090.4906
90.0
1ln
1
84.6
1
500
540
3000
21.200115.5413
1ln
1
84.6
1
15.54136.48025.102.3008115.1
6.480
02.300821.80135.2899
31017.1
1
10
3
17.1
1
1
10
22
==
=
=
=+=⇒
=
=+=+= η
Con este valor de la capacidad básica de carga se ingresa al manual de la FAG y
se busca un rodamiento y un soporte adecuados.
Se ha seleccionado un rodamiento oscilante con una hilera de rodillos, puesto que
este rodamiento es el que más desalineación deberá soportar, con las siguientes
especificaciones:

75
Rodamiento FAG 202 10
d = 50 mm
D = 90 mm
B = 20 mm
r = 2 mm
Peso = 0.56 Kg.
El soporte adecuado para este rodamiento es el FAG SN 210 con dos anillos de
fijación FR 90/6.5, tornillos de fijación M12 y un peso de 3.1 Kg.
Estos rodamientos se los encuentra en el catálogo 41.250 SA de la FAG, cuyas
copias se encuentran en el anexo 03.
3.4.3 APOYO DE RODAMIENTO EP1
Este apoyo será el que aloje el rodamiento FAG 222 10HL seleccionado
previamente. Por razones de espacio no se utilizará una chumacera o soporte
para el rodamiento, ya que estas son muy anchas y causarían problemas en la
operación de los engranajes.
Este elemento debe ser capaz de soportar las cargas radiales que transmite el eje
al rodamiento y por ende al apoyo. Además éste debe tener como dimensiones
básicas el orificio para el rodamiento, el diámetro y la separación de los agujeros
para los pernos de fijación que deben ser similares a las del soporte del apoyo
EP2.
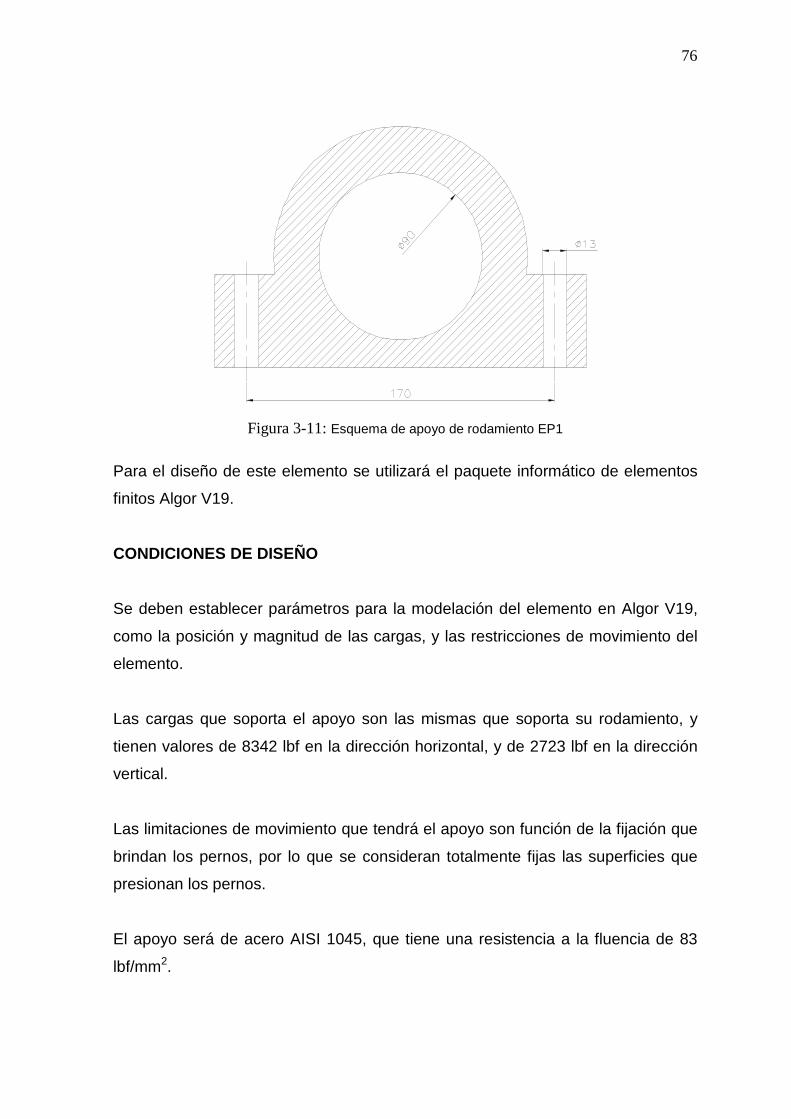
76
Figura 3-11: Esquema de apoyo de rodamiento EP1
Para el diseño de este elemento se utilizará el paquete informático de elementos
finitos Algor V19.
CONDICIONES DE DISEÑO
Se deben establecer parámetros para la modelación del elemento en Algor V19,
como la posición y magnitud de las cargas, y las restricciones de movimiento del
elemento.
Las cargas que soporta el apoyo son las mismas que soporta su rodamiento, y
tienen valores de 8342 lbf en la dirección horizontal, y de 2723 lbf en la dirección
vertical.
Las limitaciones de movimiento que tendrá el apoyo son función de la fijación que
brindan los pernos, por lo que se consideran totalmente fijas las superficies que
presionan los pernos.
El apoyo será de acero AISI 1045, que tiene una resistencia a la fluencia de 83
lbf/mm2.
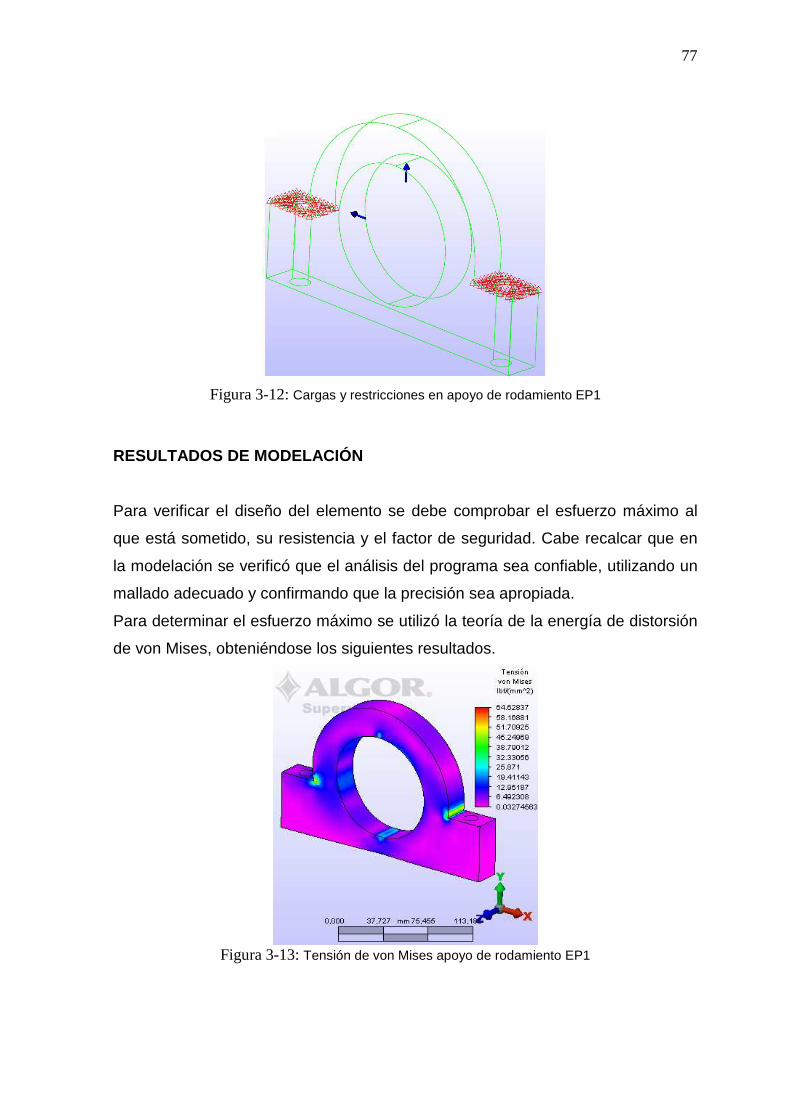
77
Figura 3-12: Cargas y restricciones en apoyo de rodamiento EP1
RESULTADOS DE MODELACIÓN
Para verificar el diseño del elemento se debe comprobar el esfuerzo máximo al
que está sometido, su resistencia y el factor de seguridad. Cabe recalcar que en
la modelación se verificó que el análisis del programa sea confiable, utilizando un
mallado adecuado y confirmando que la precisión sea apropiada.
Para determinar el esfuerzo máximo se utilizó la teoría de la energía de distorsión
de von Mises, obteniéndose los siguientes resultados.
Figura 3-13: Tensión de von Mises apoyo de rodamiento EP1
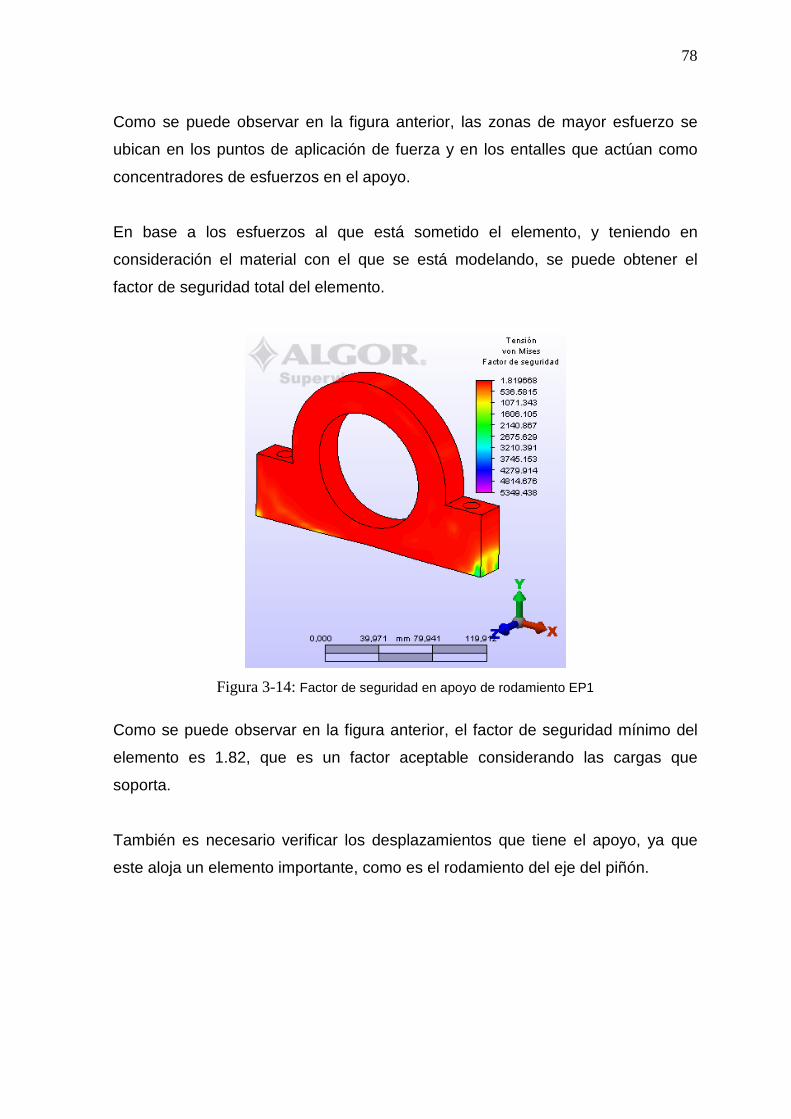
78
Como se puede observar en la figura anterior, las zonas de mayor esfuerzo se
ubican en los puntos de aplicación de fuerza y en los entalles que actúan como
concentradores de esfuerzos en el apoyo.
En base a los esfuerzos al que está sometido el elemento, y teniendo en
consideración el material con el que se está modelando, se puede obtener el
factor de seguridad total del elemento.
Figura 3-14: Factor de seguridad en apoyo de rodamiento EP1
Como se puede observar en la figura anterior, el factor de seguridad mínimo del
elemento es 1.82, que es un factor aceptable considerando las cargas que
soporta.
También es necesario verificar los desplazamientos que tiene el apoyo, ya que
este aloja un elemento importante, como es el rodamiento del eje del piñón.
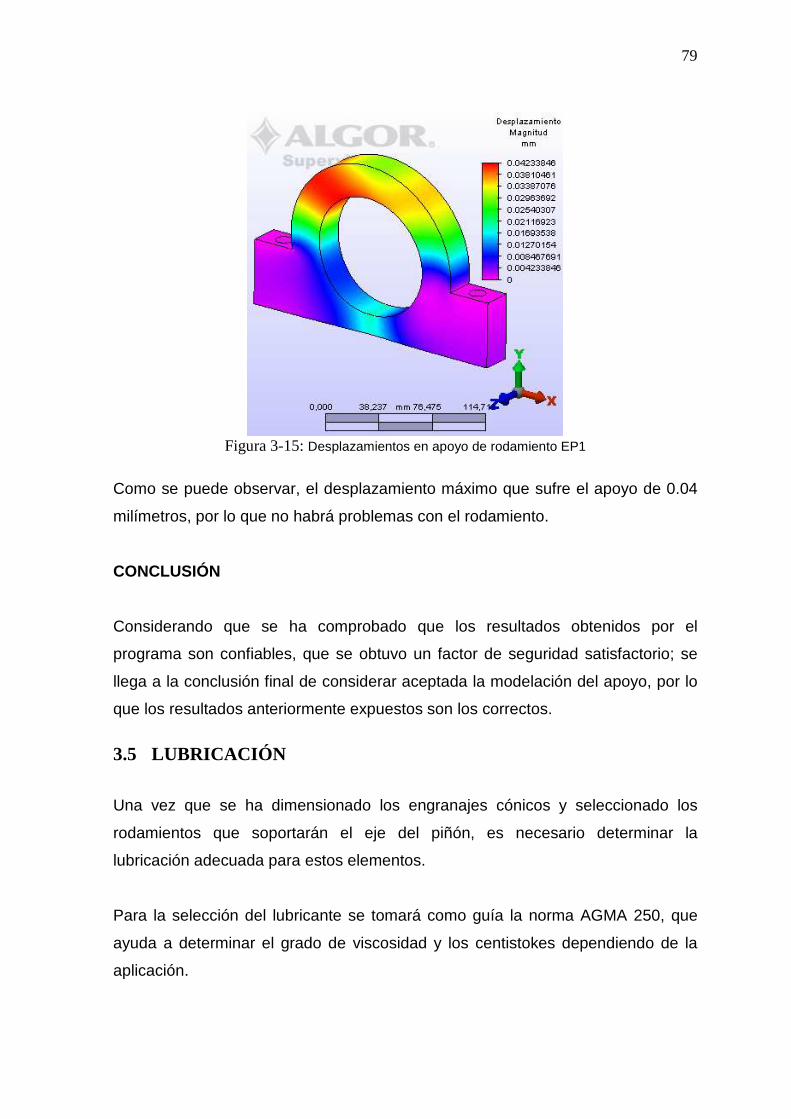
79
Figura 3-15: Desplazamientos en apoyo de rodamiento EP1
Como se puede observar, el desplazamiento máximo que sufre el apoyo de 0.04
milímetros, por lo que no habrá problemas con el rodamiento.
CONCLUSIÓN
Considerando que se ha comprobado que los resultados obtenidos por el
programa son confiables, que se obtuvo un factor de seguridad satisfactorio; se
llega a la conclusión final de considerar aceptada la modelación del apoyo, por lo
que los resultados anteriormente expuestos son los correctos.
3.5 LUBRICACIÓN
Una vez que se ha dimensionado los engranajes cónicos y seleccionado los
rodamientos que soportarán el eje del piñón, es necesario determinar la
lubricación adecuada para estos elementos.
Para la selección del lubricante se tomará como guía la norma AGMA 250, que
ayuda a determinar el grado de viscosidad y los centistokes dependiendo de la
aplicación.
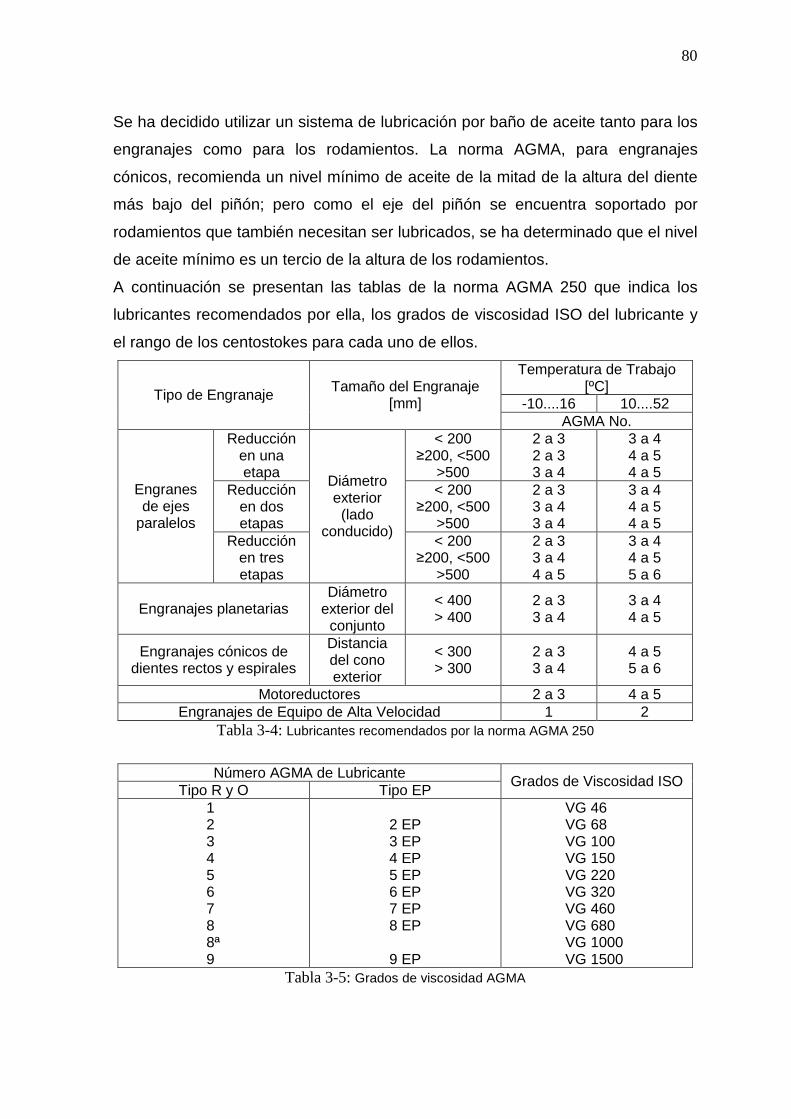
80
Se ha decidido utilizar un sistema de lubricación por baño de aceite tanto para los
engranajes como para los rodamientos. La norma AGMA, para engranajes
cónicos, recomienda un nivel mínimo de aceite de la mitad de la altura del diente
más bajo del piñón; pero como el eje del piñón se encuentra soportado por
rodamientos que también necesitan ser lubricados, se ha determinado que el nivel
de aceite mínimo es un tercio de la altura de los rodamientos.
A continuación se presentan las tablas de la norma AGMA 250 que indica los
lubricantes recomendados por ella, los grados de viscosidad ISO del lubricante y
el rango de los centostokes para cada uno de ellos.
Temperatura de Trabajo [ºC]
-10....16 10....52 Tipo de Engranaje Tamaño del Engranaje
[mm] AGMA No.
Reducción en una etapa
< 200 ≥200, <500
>500
2 a 3 2 a 3 3 a 4
3 a 4 4 a 5 4 a 5
Reducción en dos etapas
< 200 ≥200, <500
>500
2 a 3 3 a 4 3 a 4
3 a 4 4 a 5 4 a 5
Engranes de ejes
paralelos Reducción
en tres etapas
Diámetro exterior (lado
conducido) < 200
≥200, <500 >500
2 a 3 3 a 4 4 a 5
3 a 4 4 a 5 5 a 6
Engranajes planetarias Diámetro
exterior del conjunto
< 400 > 400
2 a 3 3 a 4
3 a 4 4 a 5
Engranajes cónicos de dientes rectos y espirales
Distancia del cono exterior
< 300 > 300
2 a 3 3 a 4
4 a 5 5 a 6
Motoreductores 2 a 3 4 a 5 Engranajes de Equipo de Alta Velocidad 1 2
Tabla 3-4: Lubricantes recomendados por la norma AGMA 250
Número AGMA de Lubricante
Tipo R y O Tipo EP Grados de Viscosidad ISO
1 2 3 4 5 6 7 8 8ª 9
2 EP 3 EP 4 EP 5 EP 6 EP 7 EP 8 EP
9 EP
VG 46 VG 68 VG 100 VG 150 VG 220 VG 320 VG 460 VG 680 VG 1000 VG 1500
Tabla 3-5: Grados de viscosidad AGMA
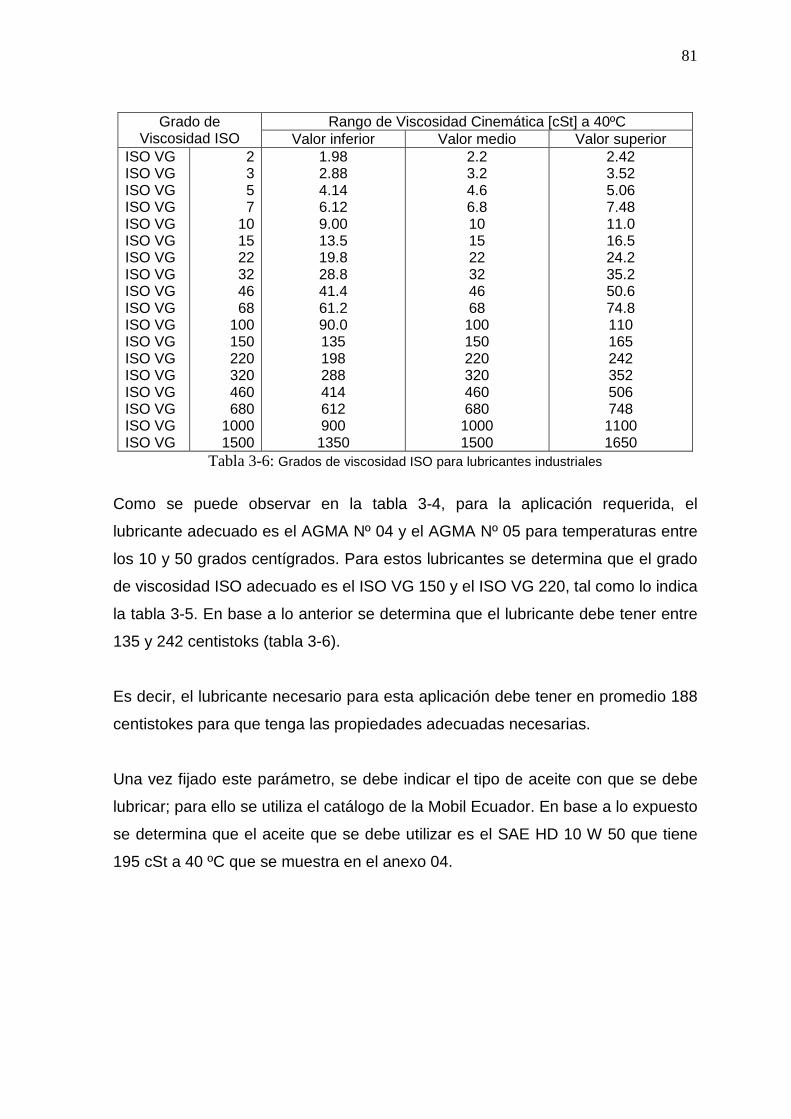
81
Rango de Viscosidad Cinemática [cSt] a 40ºC Grado de Viscosidad ISO Valor inferior Valor medio Valor superior
ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG ISO VG
2 3 5 7
10 15 22 32 46 68
100 150 220 320 460 680
1000 1500
1.98 2.88 4.14 6.12 9.00 13.5 19.8 28.8 41.4 61.2 90.0 135 198 288 414 612 900 1350
2.2 3.2 4.6 6.8 10 15 22 32 46 68
100 150 220 320 460 680 1000 1500
2.42 3.52 5.06 7.48 11.0 16.5 24.2 35.2 50.6 74.8 110 165 242 352 506 748 1100 1650
Tabla 3-6: Grados de viscosidad ISO para lubricantes industriales
Como se puede observar en la tabla 3-4, para la aplicación requerida, el
lubricante adecuado es el AGMA Nº 04 y el AGMA Nº 05 para temperaturas entre
los 10 y 50 grados centígrados. Para estos lubricantes se determina que el grado
de viscosidad ISO adecuado es el ISO VG 150 y el ISO VG 220, tal como lo indica
la tabla 3-5. En base a lo anterior se determina que el lubricante debe tener entre
135 y 242 centistoks (tabla 3-6).
Es decir, el lubricante necesario para esta aplicación debe tener en promedio 188
centistokes para que tenga las propiedades adecuadas necesarias.
Una vez fijado este parámetro, se debe indicar el tipo de aceite con que se debe
lubricar; para ello se utiliza el catálogo de la Mobil Ecuador. En base a lo expuesto
se determina que el aceite que se debe utilizar es el SAE HD 10 W 50 que tiene
195 cSt a 40 ºC que se muestra en el anexo 04.
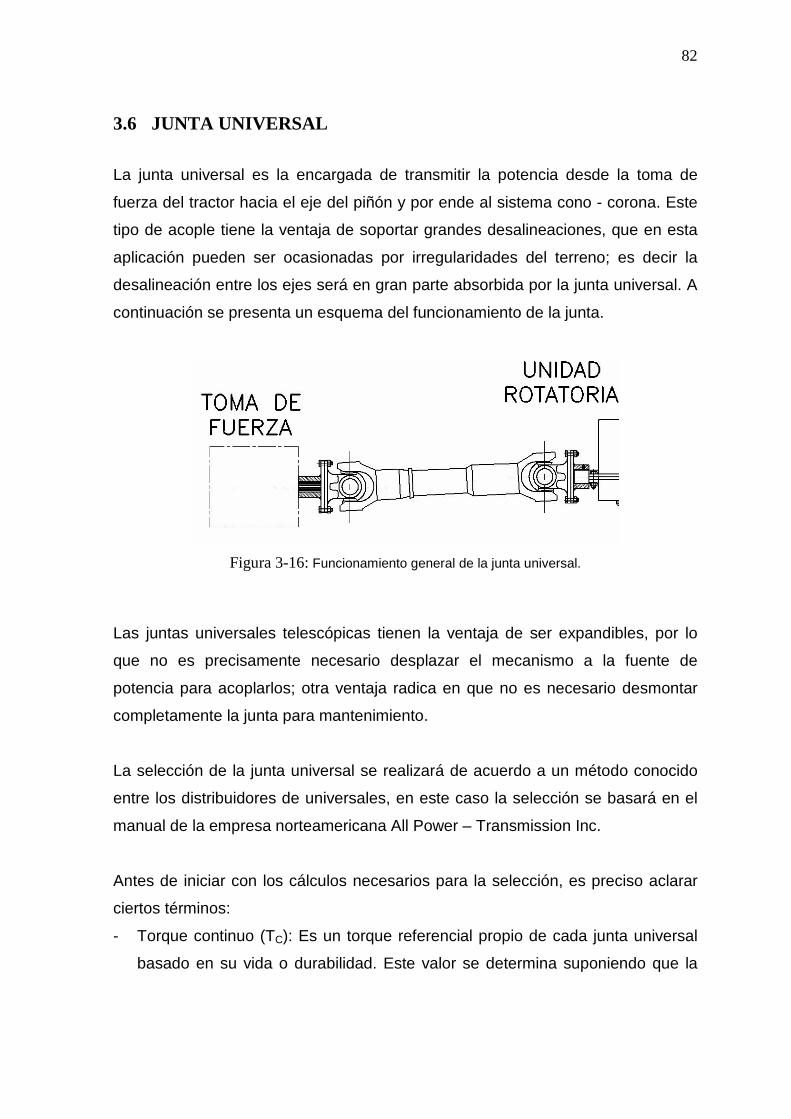
82
3.6 JUNTA UNIVERSAL
La junta universal es la encargada de transmitir la potencia desde la toma de
fuerza del tractor hacia el eje del piñón y por ende al sistema cono - corona. Este
tipo de acople tiene la ventaja de soportar grandes desalineaciones, que en esta
aplicación pueden ser ocasionadas por irregularidades del terreno; es decir la
desalineación entre los ejes será en gran parte absorbida por la junta universal. A
continuación se presenta un esquema del funcionamiento de la junta.
Figura 3-16: Funcionamiento general de la junta universal.
Las juntas universales telescópicas tienen la ventaja de ser expandibles, por lo
que no es precisamente necesario desplazar el mecanismo a la fuente de
potencia para acoplarlos; otra ventaja radica en que no es necesario desmontar
completamente la junta para mantenimiento.
La selección de la junta universal se realizará de acuerdo a un método conocido
entre los distribuidores de universales, en este caso la selección se basará en el
manual de la empresa norteamericana All Power – Transmission Inc.
Antes de iniciar con los cálculos necesarios para la selección, es preciso aclarar
ciertos términos:
- Torque continuo (TC): Es un torque referencial propio de cada junta universal
basado en su vida o durabilidad. Este valor se determina suponiendo que la
83
vida de la junta es de 5000 horas a 100 rpm y con 3º de desalineación, con
una expectación mínima del 90% de probabilidad de vida de la junta.
- Torque de la aplicación (Ta): Este torque es el que soportará la junta universal
en la aplicación, depende de la potencia que entregue la fuente de energía y
de las revoluciones por minuto a las que se realice.
( )( ) [ ]
( )( ) [ ]inxlbfrpmW
xhpPotT
ftxlbfrpmW
xhpPotT
a
a
63024
5252
=
=
Torque de servicio (TK): Este depende del torque de la aplicación, pero corregido
por un factor de servicio que depende de la aplicación de la junta universal. Este
factor se lo encuentra en las tablas del manual de la empresa antes citada. El
factor de servicio para equipo agrícola de uso continuo tiene un valor de 1.50.
servicioaK fxTT =
- Vida mínima del universal (Lh): Es la vida en horas mínima que la junta
soportaría el torque de aplicación, dependiendo de los grados de
desalineamiento al que este expuesto, las revoluciones por minuto, y el torque
continuo de la junta. Cabe indicar que a pesar de la vida mínima esperada,
estas juntas son diseñadas para vida infinita, por lo que este valor es solo
referencial para tener un criterio adecuado en la selección de la junta
universal.
3
106
)(
105.1
=
a
Ch T
T
rpmWxA
xL
Una vez que se ha aclarado estos términos se procede al cálculo de la junta
universal.
( )
( ) inlbfxT
inlbfT
dxWTtambiénoinlbfT
K
a
Ppasopiñóntaa
85.1488550.19.9923
9.99232
646.36.5442
244.9920
540
6302485
==
=
=
=== −−
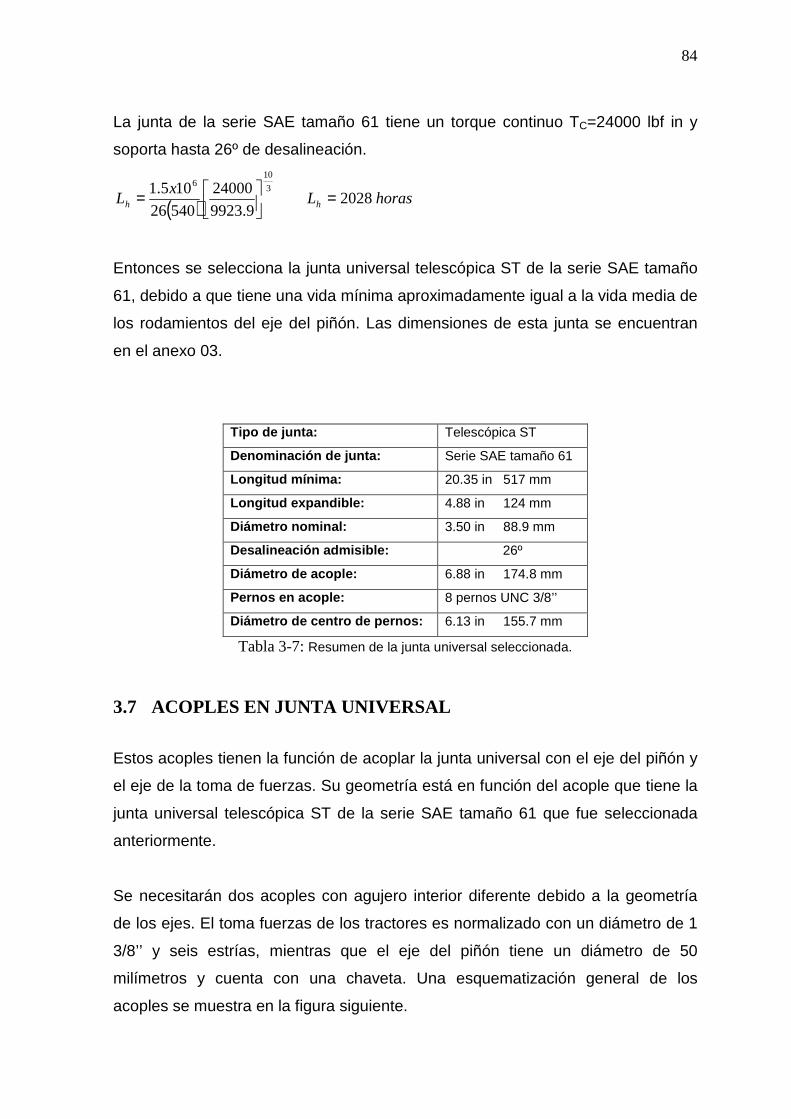
84
La junta de la serie SAE tamaño 61 tiene un torque continuo TC=24000 lbf in y
soporta hasta 26º de desalineación.
( ) horasLx
L hh 20289.9923
24000
54026
105.1 3
106
=
=
Entonces se selecciona la junta universal telescópica ST de la serie SAE tamaño
61, debido a que tiene una vida mínima aproximadamente igual a la vida media de
los rodamientos del eje del piñón. Las dimensiones de esta junta se encuentran
en el anexo 03.
Tipo de junta: Telescópica ST
Denominación de junta: Serie SAE tamaño 61
Longitud mínima: 20.35 in 517 mm
Longitud expandible: 4.88 in 124 mm
Diámetro nominal: 3.50 in 88.9 mm
Desalineación admisible: 26º
Diámetro de acople: 6.88 in 174.8 mm
Pernos en acople: 8 pernos UNC 3/8’’
Diámetro de centro de pernos: 6.13 in 155.7 mm
Tabla 3-7: Resumen de la junta universal seleccionada.
3.7 ACOPLES EN JUNTA UNIVERSAL
Estos acoples tienen la función de acoplar la junta universal con el eje del piñón y
el eje de la toma de fuerzas. Su geometría está en función del acople que tiene la
junta universal telescópica ST de la serie SAE tamaño 61 que fue seleccionada
anteriormente.
Se necesitarán dos acoples con agujero interior diferente debido a la geometría
de los ejes. El toma fuerzas de los tractores es normalizado con un diámetro de 1
3/8’’ y seis estrías, mientras que el eje del piñón tiene un diámetro de 50
milímetros y cuenta con una chaveta. Una esquematización general de los
acoples se muestra en la figura siguiente.
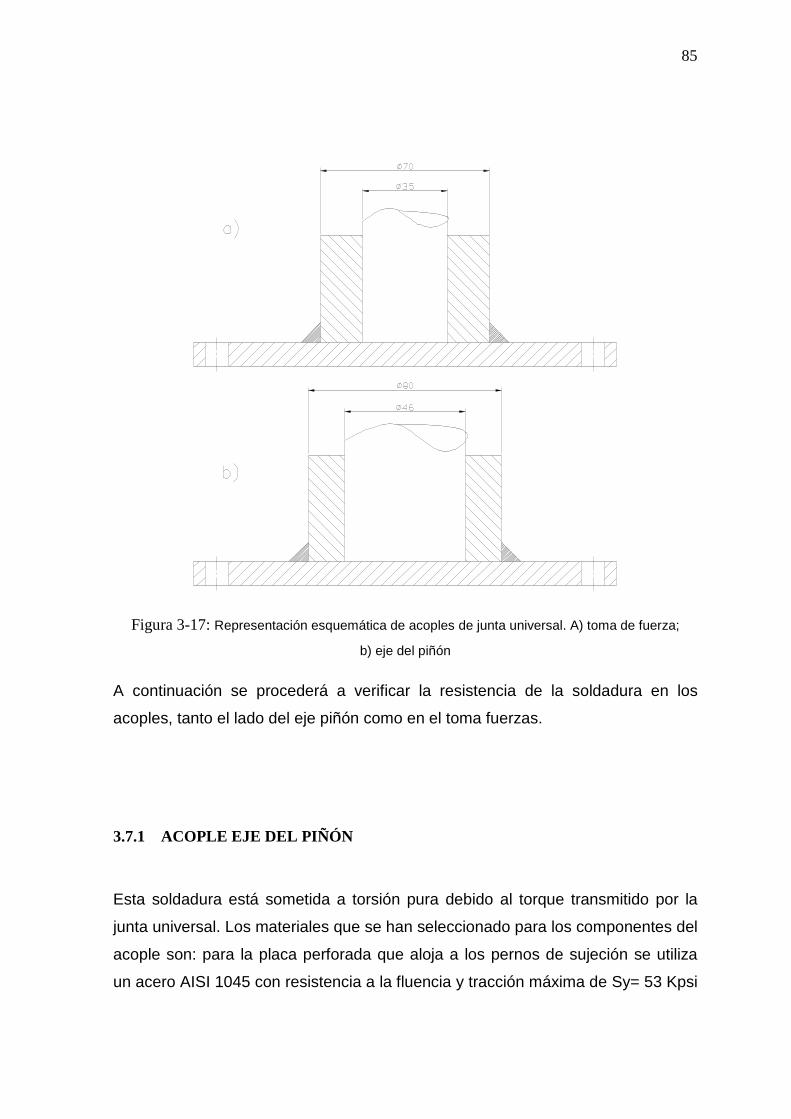
85
Figura 3-17: Representación esquemática de acoples de junta universal. A) toma de fuerza;
b) eje del piñón
A continuación se procederá a verificar la resistencia de la soldadura en los
acoples, tanto el lado del eje piñón como en el toma fuerzas.
3.7.1 ACOPLE EJE DEL PIÑÓN
Esta soldadura está sometida a torsión pura debido al torque transmitido por la
junta universal. Los materiales que se han seleccionado para los componentes del
acople son: para la placa perforada que aloja a los pernos de sujeción se utiliza
un acero AISI 1045 con resistencia a la fluencia y tracción máxima de Sy= 53 Kpsi

86
Sut = 94 Kpsi31 respectivamente; para el elemento que aloja al eje del piñón se
utiliza un acero AISI 1518 con sus resistencias de Sy= 69 Kpsi Sut= 93.6 Kpsi32.
La altura de la soldadura para esta junta será de 8 milímetros a lo largo de todo el
contorno. Los elementos deberán ser precalentados a 120ºC y soldados con
electrodo E6020, tal como lo estipula el catálogo del la Böler.
A continuación se determina la resistencia de la soldadura.
Utorsor JhJ
J
rxM
fuerzaVA
V
707.0''
0cortante'
max ==
===
τ
τ
Donde M es el momento torsor que soporta la soldadura, JU es el momento de
inercia unitario que para la configuración del cordón es de JU=2πr3, h es la altura
del entalle de la soldadura que es de 8 mm.
( )( ) ( )[ ]
2
22
23
07.2860''
07.2860''5748.123149.0707.0
5748.19.9923''
9.99232
646.36.5442
2
in
lbf
in
lbf
inin
ininlbf
inlbfT
dxWT
aplicadoYXaplicado
Ppaso
piñónt
==+=
==
=
=
= −−
τττττ
τπ
τ
Como ya se indicó, la soldadura se realizará con electrodo E6020, y el esfuerzo
permisible para esta configuración es del 30% del esfuerzo máximo a la tracción
soldadura33.
[ ] [ ] ( )
30.686007.2
18
186030.0
==⇒
===
ηη
ττ
τη kpsiaplicado
31 Catálogo de aceros de la Böler; página 87 32 Catálogo de aceros de la Böler; página 79 33 SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw Hill; quinta edición; México; página 551
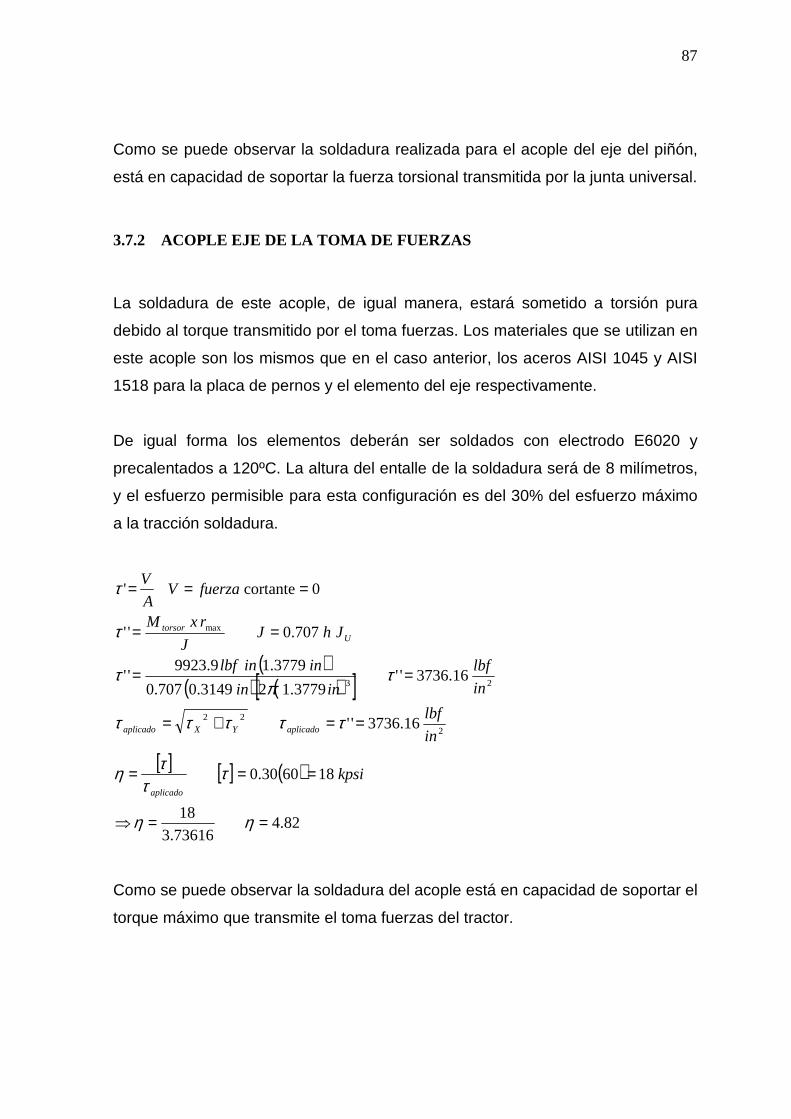
87
Como se puede observar la soldadura realizada para el acople del eje del piñón,
está en capacidad de soportar la fuerza torsional transmitida por la junta universal.
3.7.2 ACOPLE EJE DE LA TOMA DE FUERZAS
La soldadura de este acople, de igual manera, estará sometido a torsión pura
debido al torque transmitido por el toma fuerzas. Los materiales que se utilizan en
este acople son los mismos que en el caso anterior, los aceros AISI 1045 y AISI
1518 para la placa de pernos y el elemento del eje respectivamente.
De igual forma los elementos deberán ser soldados con electrodo E6020 y
precalentados a 120ºC. La altura del entalle de la soldadura será de 8 milímetros,
y el esfuerzo permisible para esta configuración es del 30% del esfuerzo máximo
a la tracción soldadura.
( )( ) ( )[ ]
2
22
23
max
16.3736''
16.3736''3779.123149.0707.0
3779.19.9923''
707.0''
0cortante'
in
lbf
in
lbf
inin
ininlbf
JhJJ
rxM
fuerzaVA
V
aplicadoYXaplicado
Utorsor
==+=
==
==
===
τττττ
τπ
τ
τ
τ
[ ] [ ] ( )
82.473616.3
18
186030.0
==⇒
===
ηη
ττ
τη kpsiaplicado
Como se puede observar la soldadura del acople está en capacidad de soportar el
torque máximo que transmite el toma fuerzas del tractor.
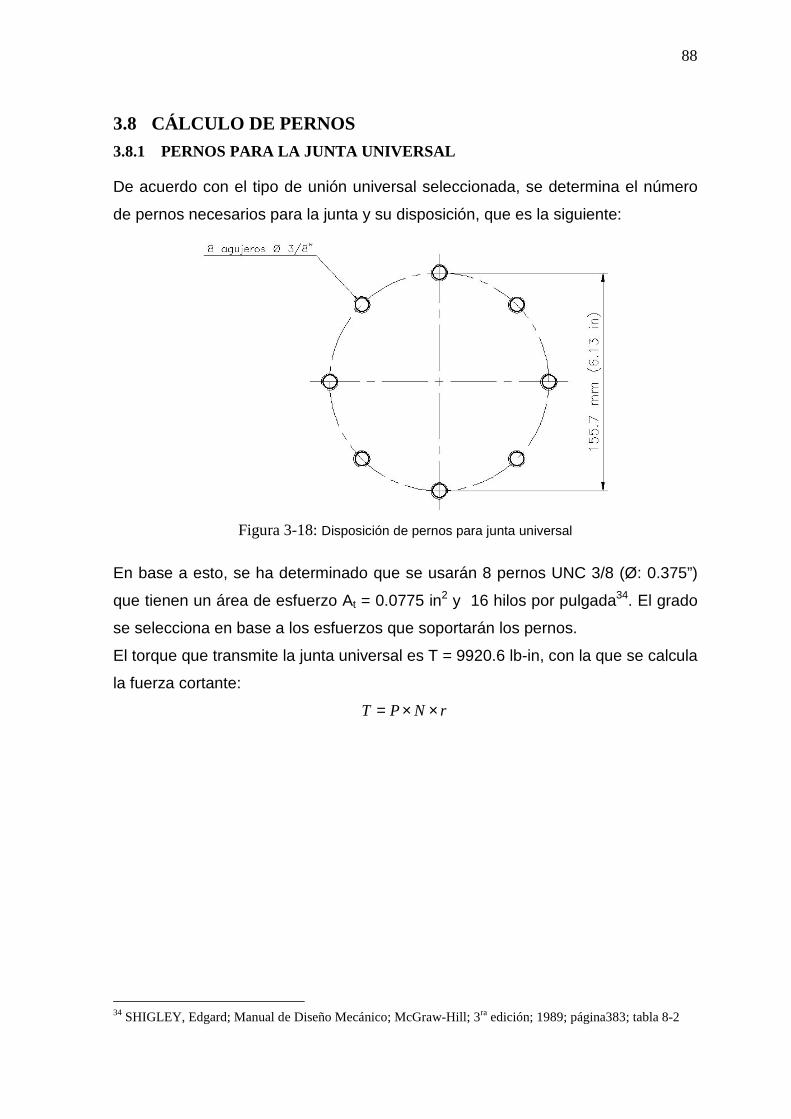
88
3.8 CÁLCULO DE PERNOS
3.8.1 PERNOS PARA LA JUNTA UNIVERSAL
De acuerdo con el tipo de unión universal seleccionada, se determina el número
de pernos necesarios para la junta y su disposición, que es la siguiente:
Figura 3-18: Disposición de pernos para junta universal
En base a esto, se ha determinado que se usarán 8 pernos UNC 3/8 (Ø: 0.375”)
que tienen un área de esfuerzo At = 0.0775 in2 y 16 hilos por pulgada34. El grado
se selecciona en base a los esfuerzos que soportarán los pernos.
El torque que transmite la junta universal es T = 9920.6 lb-in, con la que se calcula
la fuerza cortante:
rNPT ××=
34 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página383; tabla 8-2
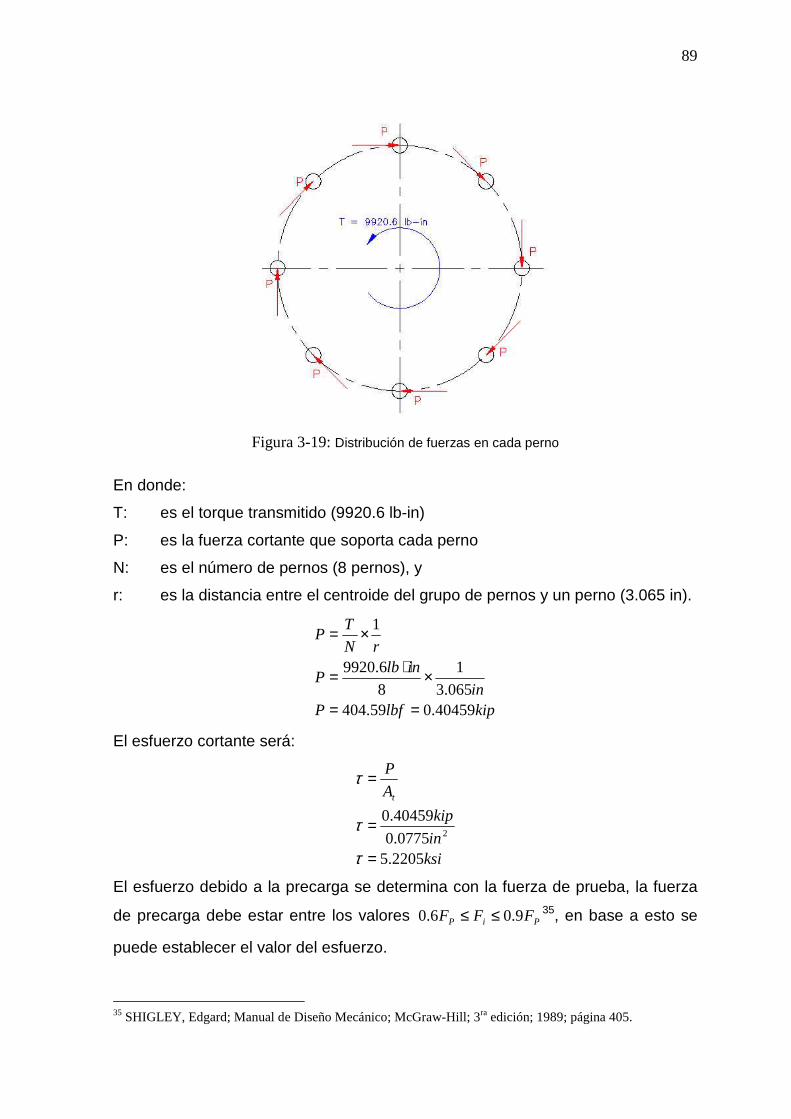
89
Figura 3-19: Distribución de fuerzas en cada perno
En donde:
T: es el torque transmitido (9920.6 lb-in)
P: es la fuerza cortante que soporta cada perno
N: es el número de pernos (8 pernos), y
r: es la distancia entre el centroide del grupo de pernos y un perno (3.065 in).
kiplbfPin
inlbP
rN
TP
40459.059.404065.3
1
8
6.9920
1
==
×⋅=
×=
El esfuerzo cortante será:
ksiin
kip
A
P
t
2205.50775.0
40459.02
=
=
=
τ
τ
τ
El esfuerzo debido a la precarga se determina con la fuerza de prueba, la fuerza
de precarga debe estar entre los valores PiP FFF 9.06.0 ≤≤ 35, en base a esto se
puede establecer el valor del esfuerzo.
35 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 405.

90
Pt
ii
Pti
Pi
SA
F
SAF
FF
×==
××==
75.0
75.0
75.0
σ
En donde:
Fi: es la fuerza de precarga
FP: es la fuerza de prueba del perno
SP: es la resistencia a la prueba
σi: es el esfuerzo debido a la precarga
Se determina el esfuerzo equivalente con la teoría de energía de distorsión:
22
22
22
22
)2205.5(3)75.0(
3
3
3´
⋅+⋅=
⋅+=
⋅+=
⋅+=
p
y
i
y
iy
i
S
S
S
S
η
τση
τση
τσσ
Con estas ecuaciones y la información de las propiedades comunes de pernos36
se puede armar la siguiente tabla
Grado Resistencia a la prueba [SP]
Esfuerzo de Fluencia [Sy]
Factor de Seguridad [η]
1 33 kpsi 36 kpsi 1.45
2 55 kpsi 57 kpsi 1.35
4 65 kpsi 100 kpsi 2.02
5 85 kpsi 92 kpsi 1.43
7 105 kpsi 115 kpsi 1.45
8 120 kpsi 130 kpsi 1.44
Tabla 3-8: Datos para la selección del grado de los pernos
En base a los resultados se utilizarán 8 pernos 3/8”-16 UNC grado SAE 4.
36 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 403; tabla 8-5.
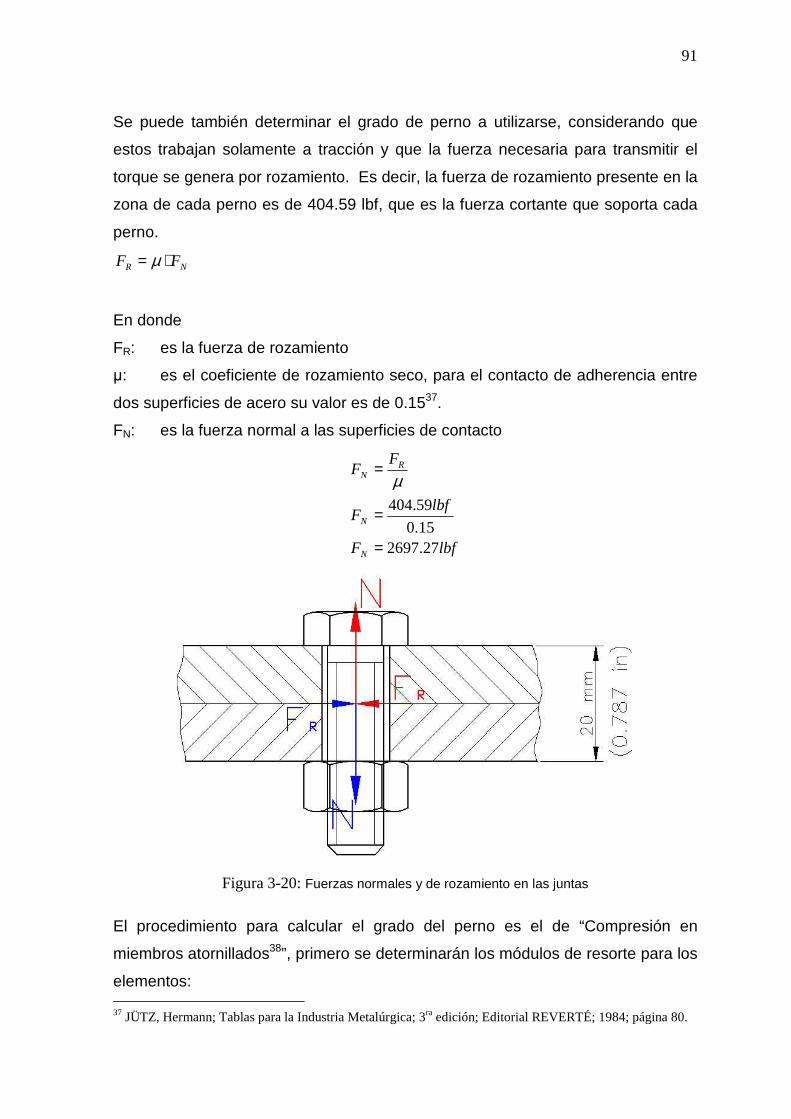
91
Se puede también determinar el grado de perno a utilizarse, considerando que
estos trabajan solamente a tracción y que la fuerza necesaria para transmitir el
torque se genera por rozamiento. Es decir, la fuerza de rozamiento presente en la
zona de cada perno es de 404.59 lbf, que es la fuerza cortante que soporta cada
perno.
NR FF ⋅= µ
En donde
FR: es la fuerza de rozamiento
µ: es el coeficiente de rozamiento seco, para el contacto de adherencia entre
dos superficies de acero su valor es de 0.1537.
FN: es la fuerza normal a las superficies de contacto
lbfF
lbfF
FF
N
N
RN
27.269715.0
59.404
=
=
=µ
Figura 3-20: Fuerzas normales y de rozamiento en las juntas
El procedimiento para calcular el grado del perno es el de “Compresión en
miembros atornillados38”, primero se determinarán los módulos de resorte para los
elementos: 37 JÜTZ, Hermann; Tablas para la Industria Metalúrgica; 3ra edición; Editorial REVERTÉ; 1984; página 80.
92
Perno: inlb
inlb
b in
in
l
Ed
l
EAk 6
62
2
10208.4787.04
10308
3
4
2
×=⋅
×⋅
⋅=
⋅⋅⋅=⋅=
ππ
Junta: ( ) inlb
inlb
m
in
dl
dl
dEk 6
6
10011.17
8
35.2787.0
8
35.0787.05
ln2
8
31030
5.2
5.05ln2
2
×=
⋅+
⋅+×
⋅×⋅=
++×
⋅⋅=ππ
Se calculan solamente con carga estática
( )N
Pyt
N
Ptyt
Nyti
FC
SSA
FC
SASA
FCSAF
⋅⋅−
=⋅
⋅⋅−⋅=
⋅⋅−⋅=
75.075.0η
η
En donde
1983.0011.17208.4
208.4 =+
=+
=mb
b
kk
kC
Con lo que se puede obtener la ecuación
( )lbf
SSin Py
27.26971983.0
75.00775.0 2
⋅⋅−⋅
=η
Con estas ecuaciones y la información de las propiedades comunes de pernos se
puede armar la siguiente tabla
Grado Resistencia a la prueba [SP]
Esfuerzo de Fluencia [Sy]
Factor de Seguridad [η]
1 33 kpsi 36 kpsi 1.63
2 55 kpsi 57 kpsi 2.28
4 65 kpsi 100 kpsi 7.43
5 85 kpsi 92 kpsi 4.09
7 105 kpsi 115 kpsi 5.25
8 120 kpsi 130 kpsi 5.80
Tabla 3-9: Datos para la selección del grado de los pernos
38 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 396; tema 8-6.
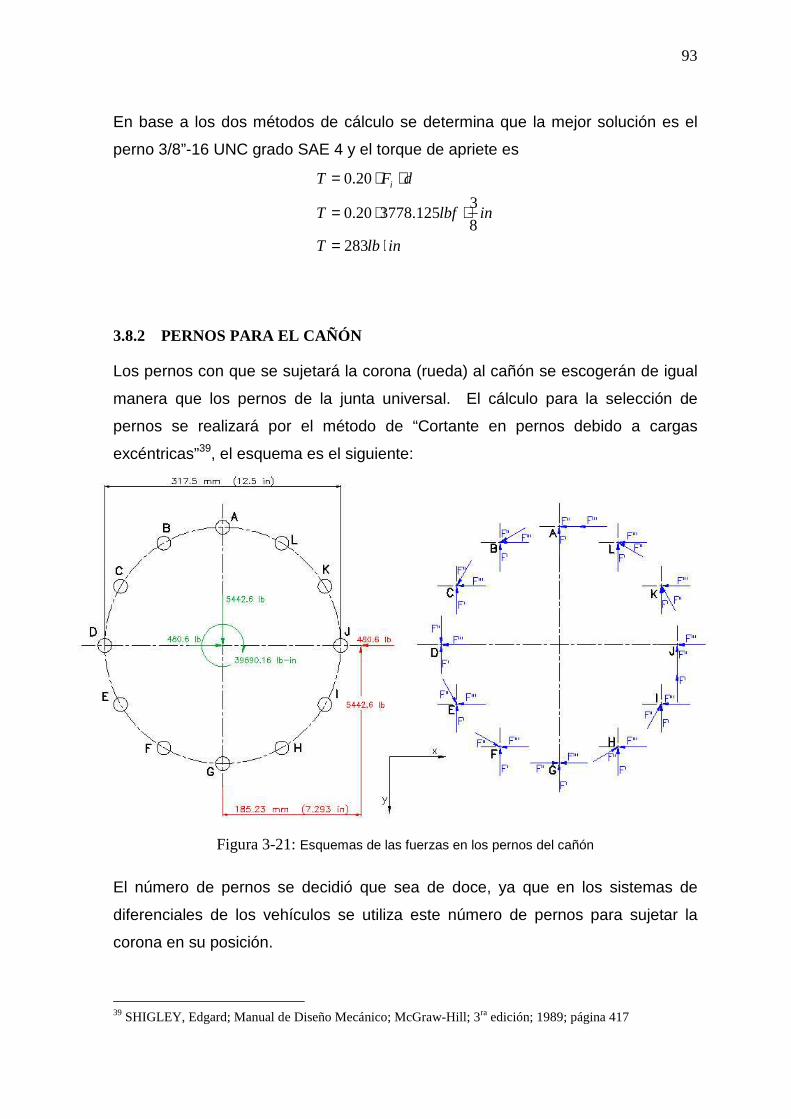
93
En base a los dos métodos de cálculo se determina que la mejor solución es el
perno 3/8”-16 UNC grado SAE 4 y el torque de apriete es
inlbT
inlbfT
dFT i
⋅=
⋅⋅=
⋅⋅=
2838
3125.377820.0
20.0
3.8.2 PERNOS PARA EL CAÑÓN
Los pernos con que se sujetará la corona (rueda) al cañón se escogerán de igual
manera que los pernos de la junta universal. El cálculo para la selección de
pernos se realizará por el método de “Cortante en pernos debido a cargas
excéntricas”39, el esquema es el siguiente:
Figura 3-21: Esquemas de las fuerzas en los pernos del cañón
El número de pernos se decidió que sea de doce, ya que en los sistemas de
diferenciales de los vehículos se utiliza este número de pernos para sujetar la
corona en su posición.
39 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 417
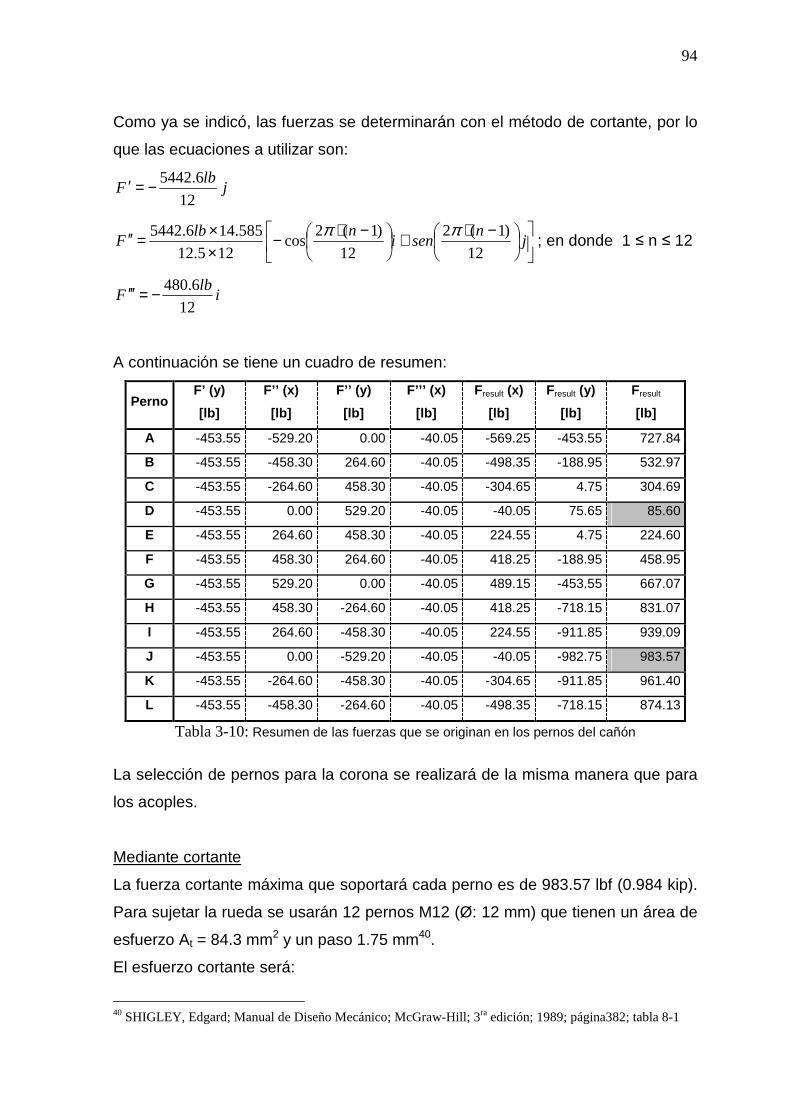
94
Como ya se indicó, las fuerzas se determinarán con el método de cortante, por lo
que las ecuaciones a utilizar son:
jlb
F12
6.5442−=′
−⋅+
−⋅−××=′′ j
nseni
nlbF
12
)1(2
12
)1(2cos
125.12
585.146.5442 ππ; en donde 1 ≤ n ≤ 12
ilb
F12
6.480−=′′′
A continuación se tiene un cuadro de resumen:
Perno F’ (y)
[lb]
F’’ (x)
[lb]
F’’ (y)
[lb]
F’’’ (x)
[lb]
Fresult (x)
[lb]
Fresult (y)
[lb]
Fresult
[lb]
A -453.55 -529.20 0.00 -40.05 -569.25 -453.55 727.84
B -453.55 -458.30 264.60 -40.05 -498.35 -188.95 532.97
C -453.55 -264.60 458.30 -40.05 -304.65 4.75 304.69
D -453.55 0.00 529.20 -40.05 -40.05 75.65 85.60
E -453.55 264.60 458.30 -40.05 224.55 4.75 224.60
F -453.55 458.30 264.60 -40.05 418.25 -188.95 458.95
G -453.55 529.20 0.00 -40.05 489.15 -453.55 667.07
H -453.55 458.30 -264.60 -40.05 418.25 -718.15 831.07
I -453.55 264.60 -458.30 -40.05 224.55 -911.85 939.09
J -453.55 0.00 -529.20 -40.05 -40.05 -982.75 983.57
K -453.55 -264.60 -458.30 -40.05 -304.65 -911.85 961.40
L -453.55 -458.30 -264.60 -40.05 -498.35 -718.15 874.13
Tabla 3-10: Resumen de las fuerzas que se originan en los pernos del cañón
La selección de pernos para la corona se realizará de la misma manera que para
los acoples.
Mediante cortante
La fuerza cortante máxima que soportará cada perno es de 983.57 lbf (0.984 kip).
Para sujetar la rueda se usarán 12 pernos M12 (Ø: 12 mm) que tienen un área de
esfuerzo At = 84.3 mm2 y un paso 1.75 mm40.
El esfuerzo cortante será:
40 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página382; tabla 8-1

95
ksiin
kip
A
P
t
535.7130665.0
98457.02
=
=
=
τ
τ
τ
El esfuerzo debido a la precarga se determina con la fuerza de prueba.
Pt
ii
Pti
Pi
SA
F
SAF
FF
×==
××==
75.0
75.0
75.0
σ
Se determina el esfuerzo equivalente con la teoría de energía de distorsión:
22
22
22
22
)535.7(3)75.0(
3
3
3´
⋅+⋅=
⋅+=
⋅+=
⋅+=
p
y
i
y
iy
i
S
S
S
S
η
τση
τση
τσσ
Con estas ecuaciones y la información de las propiedades comunes de pernos41
se puede armar la siguiente tabla
Grado SAE
Grado métrico
Resistencia a la prueba [SP]
Esfuerzo de Fluencia [Sy]
Factor de Seguridad [η]
1 4.6 33 kpsi 36 kpsi 1.29
2 5.8 55 kpsi 57 kpsi 1.32
4 8.9 65 kpsi 100 kpsi 1.98
5 8.8 85 kpsi 92 kpsi 1.41
7 10.9 105 kpsi 115 kpsi 1.44
8 10.9 120 kpsi 130 kpsi 1.43
Tabla 3-11: Selección de pernos para la rueda
41 SHIGLEY, Edgard; Manual de Diseño Mecánico; McGraw-Hill; 3 ra edición; 1989; página 403; tabla 8-5.

96
Mediante rozamiento
El torque que se transmite a la rueda es de 39690.16 lbfxin. Esto se transmite
mediante rozamiento, por lo que cada perno tendrá una fuerza de rozamiento de
529.2 lbf.
La fuerza normal presente en cada perno es de
lbfF
lbfF
FF
N
N
RN
352815.0
2.529
=
=
=µ
Los módulos de resorte son:
inlb
bk 610259.5 ×=
inlb
mk 610372.21 ×=
Se calculan solamente con carga estática
( )N
Pyt
N
Ptyt
Nyti
FC
SSA
FC
SASA
FCSAF
⋅⋅−
=⋅
⋅⋅−⋅=
⋅⋅−⋅=
75.075.0η
η
En donde
1975.0372.21259.5
259.5 =+
=+
=mb
b
kk
kC
Con lo que se puede obtener la ecuación
( )lbf
SSin Py
35281975.0
75.01307.0 2
⋅⋅−⋅
=η
Con estas ecuaciones y la información de las propiedades comunes de pernos se
puede armar la siguiente tabla.

97
Grado SAE
Grado métrico
Resistencia a la prueba [SP]
Esfuerzo de Fluencia [Sy]
Factor de Seguridad [η]
1 4.6 33 kpsi 36 kpsi 2.11
2 5.8 55 kpsi 57 kpsi 2.95
4 8.9 65 kpsi 100 kpsi 9.61
5 8.8 85 kpsi 92 kpsi 5.30
7 10.9 105 kpsi 115 kpsi 6.80
8 10.9 120 kpsi 130 kpsi 7.50
Tabla 3-12: Selección de pernos para la rueda
Como puede verse el grado recomendado para los pernos es el SAE 4 ó 8.9
métrico, por lo que se concluye que los pernos que sujetarán la corona con el
cañón serán M12x1.75 mm grado SAE 4.
3.9 KELLY
El Kelly es el elemento que transmite el movimiento rotatorio vertical descendente
a toda la sarta de perforación. Este elemento es el que soporta el torque
transmitido por el sistema de engranes, por lo que deberá tener una resistencia a
la torsión adecuada para soportar la potencia transferida.
Debido a las funciones que debe cumplir este elemento de transmitir el torque y
transportar el lodo de perforación en su interior, es necesario que tenga una
sección cuadrangular hueca; es decir que el kelly sea un tubo cuadrado.
El torque que debe soportar este elemento es de:
[ ]
inlbfxTd
xWT
lbfWlbfV
hpPotW
CORONAPASOt
tt
6.396952
587.146.5442
2
6.5442)(33000
===
==
Debido al gran torque al que está sometido el kelly, ninguno de los tubos
cuadrados que actualmente se encuentran en el mercado son capaces de
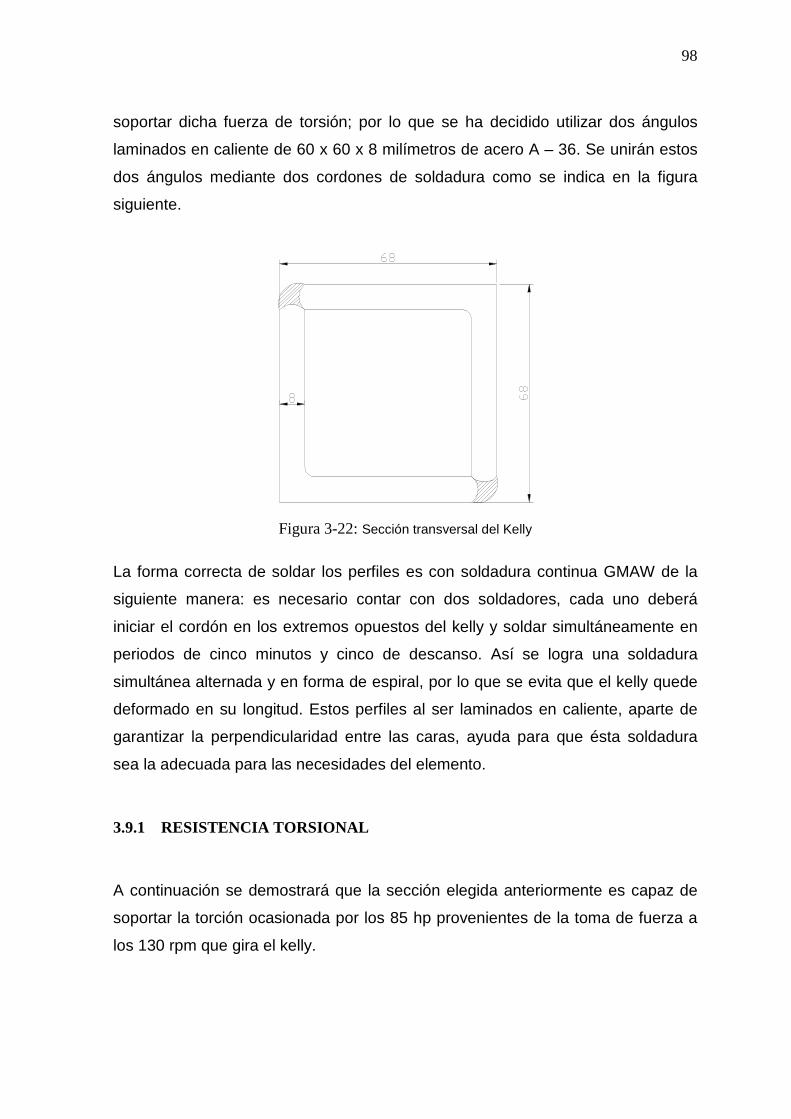
98
soportar dicha fuerza de torsión; por lo que se ha decidido utilizar dos ángulos
laminados en caliente de 60 x 60 x 8 milímetros de acero A – 36. Se unirán estos
dos ángulos mediante dos cordones de soldadura como se indica en la figura
siguiente.
Figura 3-22: Sección transversal del Kelly
La forma correcta de soldar los perfiles es con soldadura continua GMAW de la
siguiente manera: es necesario contar con dos soldadores, cada uno deberá
iniciar el cordón en los extremos opuestos del kelly y soldar simultáneamente en
periodos de cinco minutos y cinco de descanso. Así se logra una soldadura
simultánea alternada y en forma de espiral, por lo que se evita que el kelly quede
deformado en su longitud. Estos perfiles al ser laminados en caliente, aparte de
garantizar la perpendicularidad entre las caras, ayuda para que ésta soldadura
sea la adecuada para las necesidades del elemento.
3.9.1 RESISTENCIA TORSIONAL
A continuación se demostrará que la sección elegida anteriormente es capaz de
soportar la torción ocasionada por los 85 hp provenientes de la toma de fuerza a
los 130 rpm que gira el kelly.

99
( )62.1
8.12
772.20
772.2036577.0577.0
20.127991515.4
338.16.39695
1515.4338.1342
68
24
4max
max
===
===
==
=====
ηητ
η
τ
ρρτ
MAX
MAX
PP
torsorMAX
Ssy
KpsiSySsy
in
lbf
in
inxinlbf
inIinmmI
xM
Debido a la sección del kelly también es necesario determinar el ángulo de torsión
a lo largo del elemento, tal como se muestra en la tabla siguiente.
Longitud (m) Ángulo de torsión θ (rad) Ángulo de torsión θ (grados)
6 0.20248 11.6
5 0.16873 9.66
4 0.13498 7.70
3 0.10125 5.80
Tabla 3-13: Ángulo de torsión a lo largo del Kelly
Se debe tener en consideración que la potencia con la que se está diseñando el
elemento es la potencia máxima que entregaría el toma fuerzas de un tractor a
plena carga, de 85 hp; es decir este caso se daría cuando la herramienta de
perforación se encuentre funcionando bajo condiciones extremas (por ejemplo
quede trabada en el fondo del pozo), y en el kelly se incremente el ángulo de
torsión hasta los 11.6º que es cuando se alcanza la potencia máxima, momento
en que falla la chaveta del piñón que es el fusible de todo el mecanismo. Además
al tener un factor de seguridad de 1.62 se sabe que el elemento no entraría en
fluencia cuando ocurra este caso extremo en el kelly, por lo que no queda
deformado.

100
3.9.2 RESISTENCIA DE SOLDADURAS
Se debe verificar la resistencia de los dos cordones de soldadura que unen los
perfiles para formar el kelly. Las soldaduras estarán sometidas a flexión pura
debido al torque que soporta el elemento a lo largo de sus seis metros de
longitud. No existe fuerza cortante en estos cordones de soldadura.
UIhIL
cI
cxMA
V
707.02
0'
===
==
σ
τ
Donde L es la longitud de la soldadura, M es el momento flector que soporta la
soldadura, para cada cordón es la mitad del torque que soporta el kelly; IU es el
momento de inercia unitario que para la configuración de cada cordón es de
IU=L3/12, h es la altura del entalle de la soldadura que será de 8 mm.
( )( ) ( )
[ ]
[ ]psi
psiin
in
ininlbf
aplicadoaplicado 584.9'3
584.9
12
22.2363149.0707.0
11.1188.19847
22
3
=+=
==
στσσ
σσ
La soldadura se suele realizar con electrodos de resistencia mínima de 60 Kpsi a
la tracción, y el esfuerzo permisible para esta configuración es del 60% del
esfuerzo de fluencia de la soldadura.42
Entonces el factor de seguridad de la soldadura estaría dada por:
[ ] ( )( ) ( )psi
psiSutSy
aplicadoaplicadoaplicado 584.9
6000030.05.060.060.0 ==== ησσ
ησ
ση
Como se puede observar la soldadura resistirá holgadamente el momento al que
está sometido debido a la longitud del cordón. 42 SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw Hill; cuarta edición; México; 1989; página 456

101
3.10 ACOPLE KELLY – SARTA
Este acople tiene la función de transmitir el movimiento y el torque desde el kelly
hacia toda la sarta de perforación. La tubería de perforación está compuesta por
varios tubos sin costura de seis metros de longitud, que tienen la particularidad de
poderse unir unos con otros por medio de roscas internas que tienen los tubos.
Por lo que este acople debe cumplir con esta condición de poder enroscarse con
los tubos normalizados de perforación y unirse al kelly de tal forma que transmita
la fuerza torsional.
Para dimensionar el acople, primero es necesario conocer acerca de los tubos de
perforación normalizados. La tabla siguiente y el anexo 04 muestran las
características de tubería de perforación según la norma ASTM A 53.
Presión de Prueba [psi] Designación
NPS
Diámetro Exterior
[in]
Espesor de pared
[in]
Peso nominal por pie
[lb/ft]
Clasificación de Peso
Cédula Soldada
a Tope Grado A Grado B
1/8 0.405 0.068
0.095
0.24
0.32
STD
XS
40
80
700
850
700
850
700
850
¼ 0.540 0.088
0.119
0.42
0.54
STD
XS
40
80
700
850
700
850
700
850
3/8 0.675 0.091
0.126
0.57
0.74
STD
XS
40
80
700
850
700
850
700
850
½ 0.840
0.109
0.147
0.294
0.85
1.09
1.72
STD
XS
XXS
40
80
…
700
850
1000
700
850
1000
700
850
1000
¾ 1.050
0.113
0.154
0.308
1.13
1.48
2.44
STD
XS
XXS
40
80
…
700
850
1000
700
850
1000
700
850
1000
1 1.315
0.133
0.179
0.358
1.68
2.18
3.66
STD
XS
XXS
40
80
…
700
850
1000
700
850
1000
700
850
1000
11/4 1.660
0.140
0.191
0.382
2.28
3.02
5.22
STD
XS
XXS
40
80
…
1000
1300
1400
1000
1500
1800
1100
1600
1900
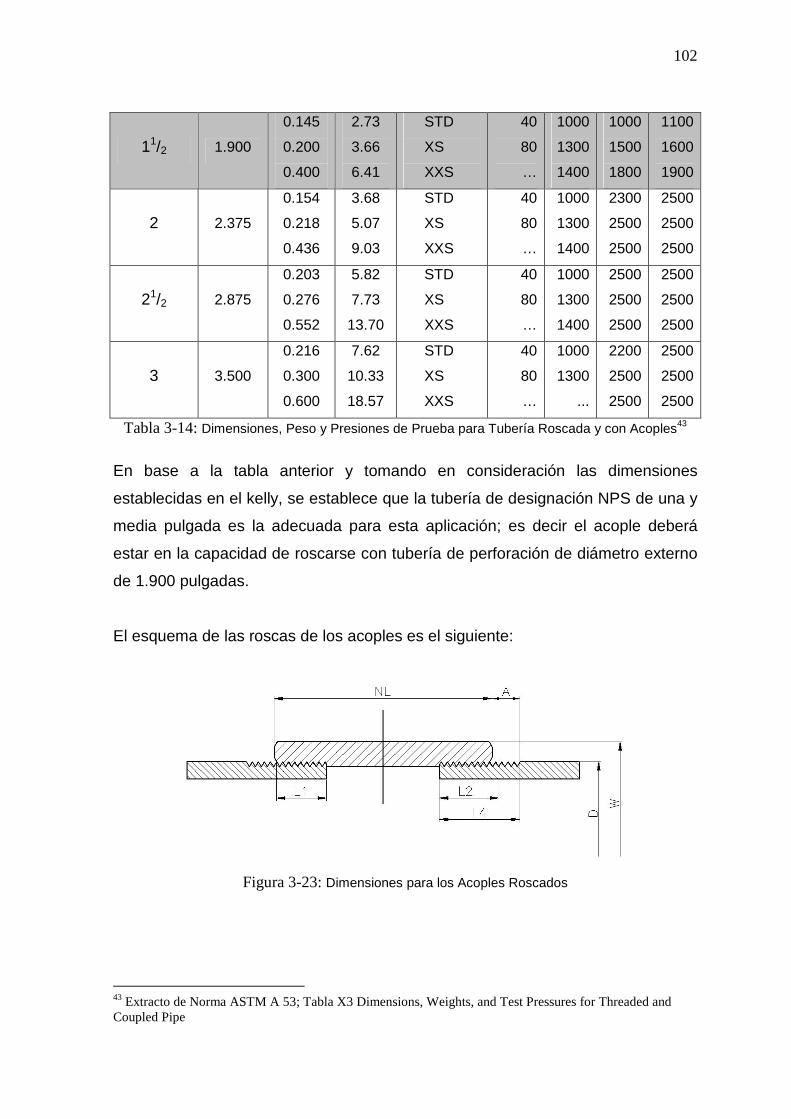
102
11/2 1.900
0.145
0.200
0.400
2.73
3.66
6.41
STD
XS
XXS
40
80
…
1000
1300
1400
1000
1500
1800
1100
1600
1900
2 2.375
0.154
0.218
0.436
3.68
5.07
9.03
STD
XS
XXS
40
80
…
1000
1300
1400
2300
2500
2500
2500
2500
2500
21/2 2.875
0.203
0.276
0.552
5.82
7.73
13.70
STD
XS
XXS
40
80
…
1000
1300
1400
2500
2500
2500
2500
2500
2500
3 3.500
0.216
0.300
0.600
7.62
10.33
18.57
STD
XS
XXS
40
80
…
1000
1300
...
2200
2500
2500
2500
2500
2500
Tabla 3-14: Dimensiones, Peso y Presiones de Prueba para Tubería Roscada y con Acoples43
En base a la tabla anterior y tomando en consideración las dimensiones
establecidas en el kelly, se establece que la tubería de designación NPS de una y
media pulgada es la adecuada para esta aplicación; es decir el acople deberá
estar en la capacidad de roscarse con tubería de perforación de diámetro externo
de 1.900 pulgadas.
El esquema de las roscas de los acoples es el siguiente:
Figura 3-23: Dimensiones para los Acoples Roscados
43 Extracto de Norma ASTM A 53; Tabla X3 Dimensions, Weights, and Test Pressures for Threaded and Coupled Pipe
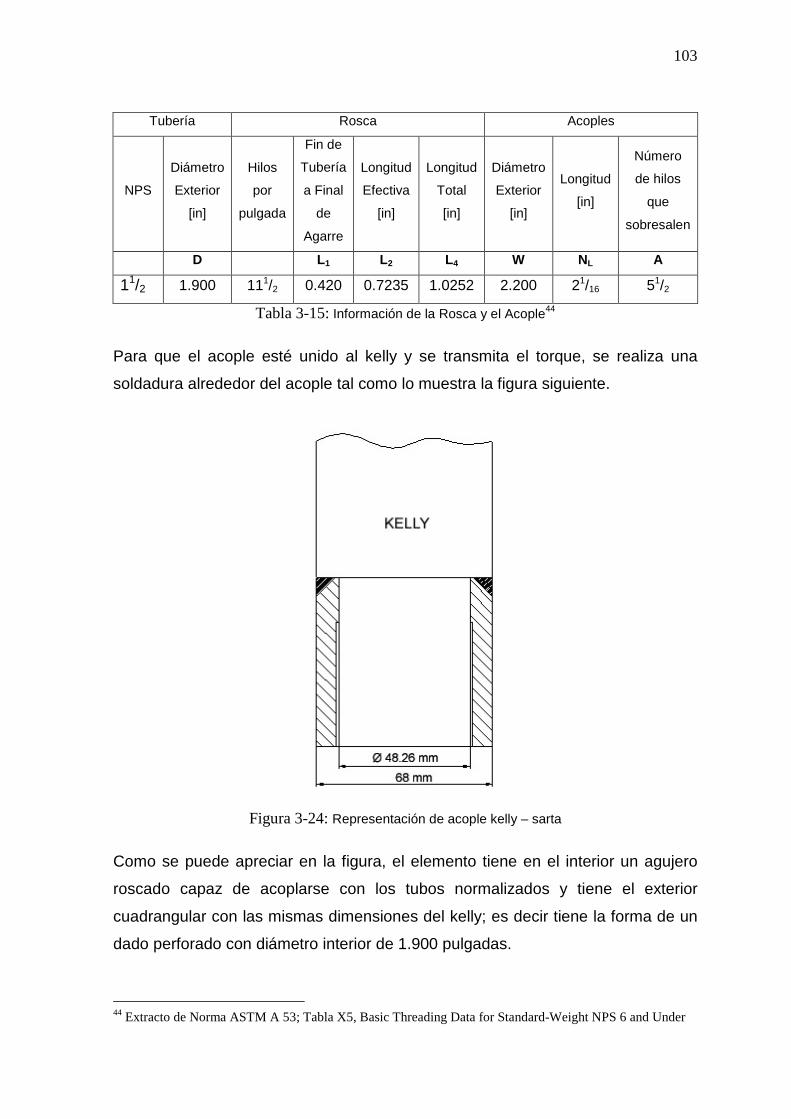
103
Tubería Rosca Acoples
NPS
Diámetro
Exterior
[in]
Hilos
por
pulgada
Fin de
Tubería
a Final
de
Agarre
Longitud
Efectiva
[in]
Longitud
Total
[in]
Diámetro
Exterior
[in]
Longitud
[in]
Número
de hilos
que
sobresalen
D L1 L2 L4 W NL A
11/2 1.900 111/2 0.420 0.7235 1.0252 2.200 21/16 51/2
Tabla 3-15: Información de la Rosca y el Acople44
Para que el acople esté unido al kelly y se transmita el torque, se realiza una
soldadura alrededor del acople tal como lo muestra la figura siguiente.
Figura 3-24: Representación de acople kelly – sarta
Como se puede apreciar en la figura, el elemento tiene en el interior un agujero
roscado capaz de acoplarse con los tubos normalizados y tiene el exterior
cuadrangular con las mismas dimensiones del kelly; es decir tiene la forma de un
dado perforado con diámetro interior de 1.900 pulgadas.
44 Extracto de Norma ASTM A 53; Tabla X5, Basic Threading Data for Standard-Weight NPS 6 and Under
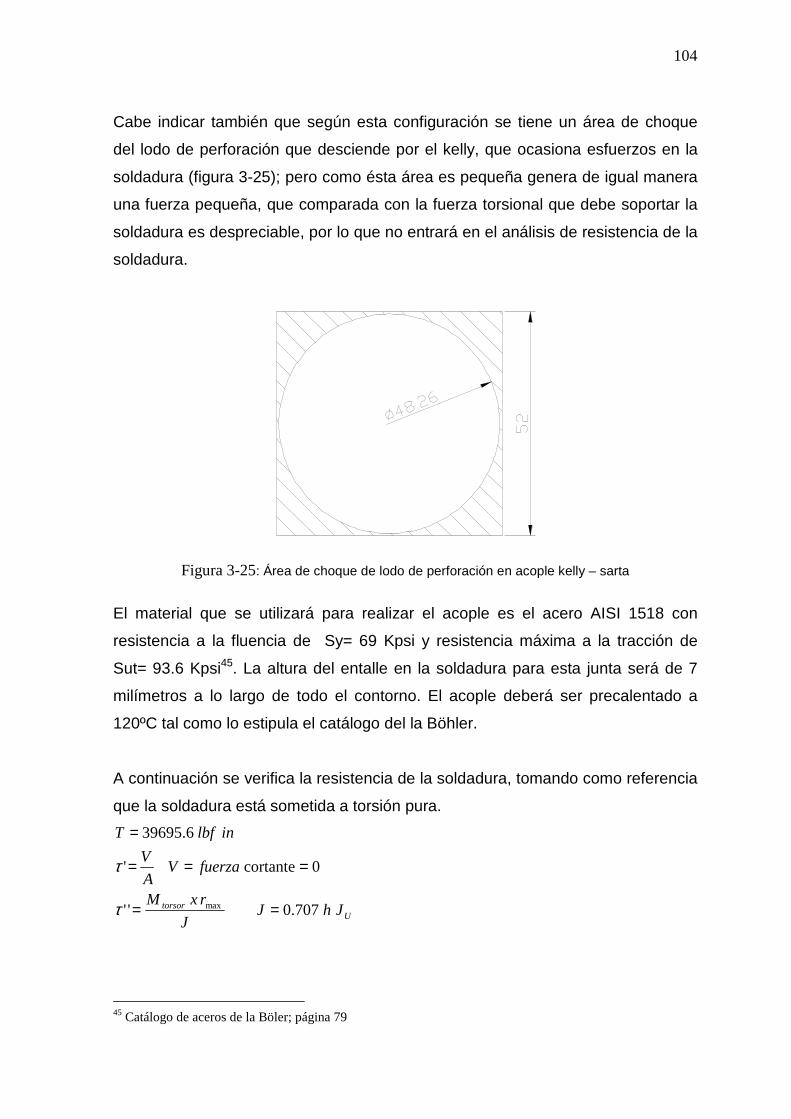
104
Cabe indicar también que según esta configuración se tiene un área de choque
del lodo de perforación que desciende por el kelly, que ocasiona esfuerzos en la
soldadura (figura 3-25); pero como ésta área es pequeña genera de igual manera
una fuerza pequeña, que comparada con la fuerza torsional que debe soportar la
soldadura es despreciable, por lo que no entrará en el análisis de resistencia de la
soldadura.
Figura 3-25: Área de choque de lodo de perforación en acople kelly – sarta
El material que se utilizará para realizar el acople es el acero AISI 1518 con
resistencia a la fluencia de Sy= 69 Kpsi y resistencia máxima a la tracción de
Sut= 93.6 Kpsi45. La altura del entalle en la soldadura para esta junta será de 7
milímetros a lo largo de todo el contorno. El acople deberá ser precalentado a
120ºC tal como lo estipula el catálogo del la Böhler.
A continuación se verifica la resistencia de la soldadura, tomando como referencia
que la soldadura está sometida a torsión pura.
Utorsor JhJ
J
rxM
fuerzaVA
V
inlbfT
707.0''
0cortante'
6.39695
max ==
===
=
τ
τ
45 Catálogo de aceros de la Böler; página 79

105
Donde M es el momento torsor que soporta la soldadura, JU es el momento de
inercia unitario que para la configuración del cordón es de ( )6
3dbJU
+= , h es la
altura del entalle de la soldadura que es de 7 mm.
( )
( ) ( )
2
22
2
23
4.15074
2.10659''
2.10659''
6
6771.26771.22755.0707.0
338.16.39695''
in
lbfin
lbf
in
lbf
ininin
ininlbf
aplicadoYXaplicado
Y
XX
=+=
=
=
+=
ττττ
τ
ττ
La soldadura se debe realizar con electrodo revestido de la serie E80, y el
esfuerzo permisible para esta configuración es del 30% del esfuerzo máximo a la
tracción del material de soldadura46.
[ ] [ ] ( )
60.10744.15
24
248030.0
==⇒
===
ηη
ττ
τη kpsiaplicado
Como se puede observar la soldadura entre el kelly y el acople está en capacidad
de soportar el torque máximo proveniente del engrane cónico. Cabe recordar que
se está diseñando en base a la potencia máxima que entregaría el toma fuerzas
de un tractor a plena carga, es decir cuando la herramienta de perforación quede
trabada en el fondo del poso; por lo que el factor de seguridad de 1.60 es
suficiente para esta aplicación.
3.11 DISEÑO DEL CAÑÓN
El cañón es el elemento encargado de transmitir el torque proveniente de la
corona hacia el kelly y toda la tubería de perforación; además permite el
deslizamiento vertical del kelly para la perforación.
46 SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw Hill; quinta edición; México; página 551

106
Este elemento debe ser capaz de soportar las cargas transmitidas por la corona, y
tener una rotación libre soportada por rodamientos en sus extremos.
El cañón se construirá de piezas soldadas, estas son: una barra perforada que
tiene un orificio cuadrangular por donde deslizará el kelly, un disco con orificios en
donde se empernará la corona para transmitir torque, y unas placas que sirven
como nervaduras.
En resumen las dimensiones básicas son:
Barra perforada: 18 pulgadas de longitud, diámetro exterior 130 mm;
Disco: 370 mm de diámetro, espesor de 25 mm;
Nervaduras: 6 placas triangulares de 50 x 50 mm, espesor de 10 mm.
Las dimensiones se han establecido y se determinaron las reacciones en los
apoyos.
La disposición a utilizar es la siguiente:
Figura 3-26: Diagramas de cuerpo libre para el cañón
107
3.11.1 MODELACIÓN DE CAÑÓN EN ALGOR V19
CONDICIONES DE DISEÑO
Previo a indicar los resultados de la modelación, es necesario indicar los criterios
de diseño y de aceptación de la modelación.
Los dos elementos principales del cañón serán de materiales diferentes, el cuerpo
que aloja al kelly será de acero AISI 1518 con sus resistencias de Sy= 69 Kpsi
Sut= 93.6 Kpsi47, y el disco que soportará a la corona y sus nervaduras será de
acero AISI 1045 con resistencia a la fluencia y tracción máxima de Sy= 53 Kpsi
Sut = 94 Kpsi 48. Para la modelación en Algor se considerará el cañón de un solo
material, que será el AISI 1045, puesto que es el de menor resistencia.
Para las restricciones de movimiento del cañón, se tomó en consideración dos
aspectos. El primero radica en los apoyos del cañón, se conoce que están
ubicados rodamientos, por lo que se permitió en los apoyos el giro alrededor del
eje del cañón, y se restringe el movimiento de traslación y rotación en las otras
direcciones. El segundo aspecto está asociado a la función del kelly (de recibir el
torque del cañón y transmitirlo a la tubería de perforación), por lo que se restringe
el giro alrededor del eje del cañón en las paredes internas donde se aloja el kelly,
se permite la traslación a lo largo del cañón, y se restringe el movimiento de
traslación y rotación en las otras direcciones.
Las cargas son ubicadas de acuerdo a la tabla 3-10 en la que se indican las
fuerzas transmitidas por los pernos de la corona, tal como lo muestra la figura 3-
27.
47 Catálogo de aceros de la Böhler, página 79 48 Catálogo de aceros de la Böhler, página 87
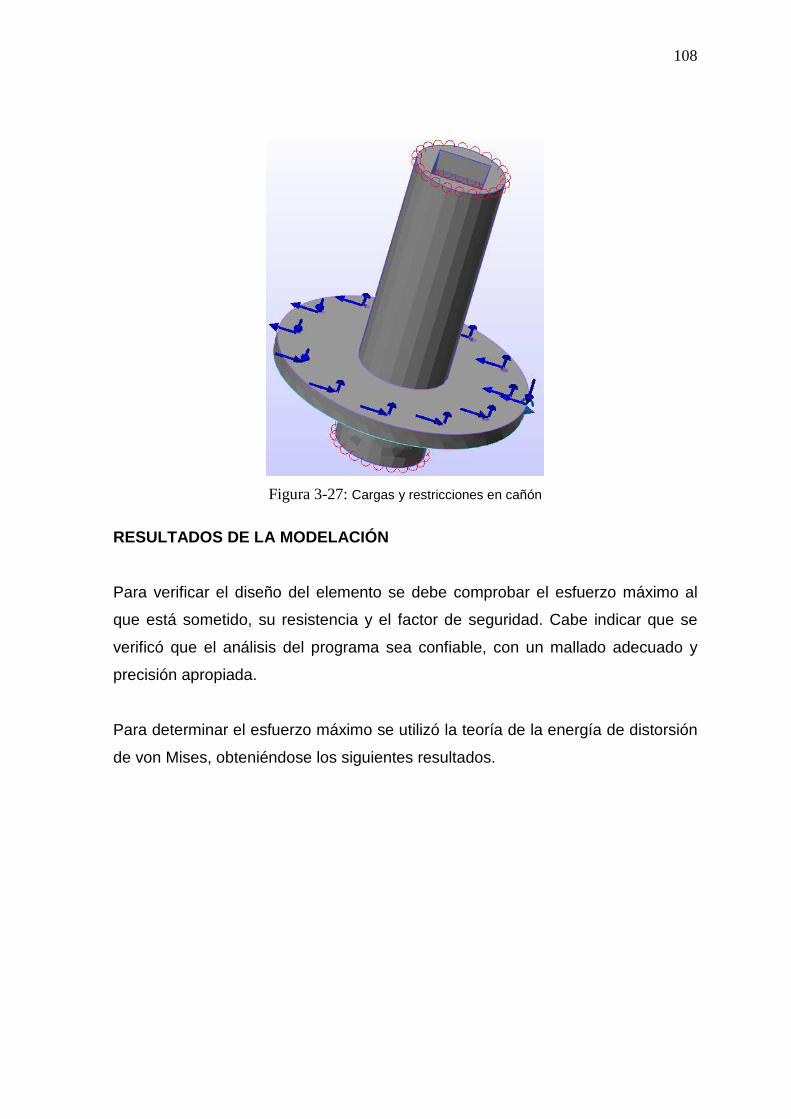
108
Figura 3-27: Cargas y restricciones en cañón
RESULTADOS DE LA MODELACIÓN
Para verificar el diseño del elemento se debe comprobar el esfuerzo máximo al
que está sometido, su resistencia y el factor de seguridad. Cabe indicar que se
verificó que el análisis del programa sea confiable, con un mallado adecuado y
precisión apropiada.
Para determinar el esfuerzo máximo se utilizó la teoría de la energía de distorsión
de von Mises, obteniéndose los siguientes resultados.
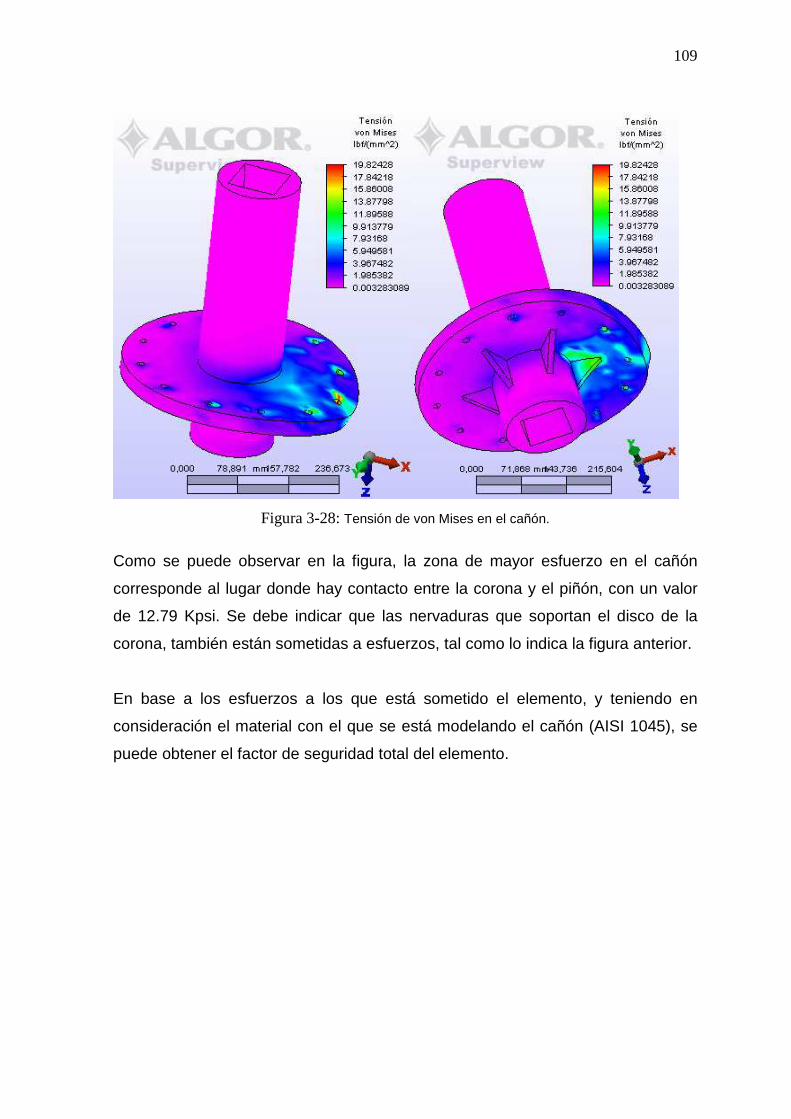
109
Figura 3-28: Tensión de von Mises en el cañón.
Como se puede observar en la figura, la zona de mayor esfuerzo en el cañón
corresponde al lugar donde hay contacto entre la corona y el piñón, con un valor
de 12.79 Kpsi. Se debe indicar que las nervaduras que soportan el disco de la
corona, también están sometidas a esfuerzos, tal como lo indica la figura anterior.
En base a los esfuerzos a los que está sometido el elemento, y teniendo en
consideración el material con el que se está modelando el cañón (AISI 1045), se
puede obtener el factor de seguridad total del elemento.

110
Figura 3-29: Factor de seguridad en el cañón.
El factor de seguridad mínimo que tiene el elemento es de 7.05, que es un valor
adecuado considerando la magnitud de las fuerzas y el torque al que está
sometido el elemento.
También se debe verificar el desplazamiento máximo que tendrá el disco del
cañón, que es un factor importante para mantener el contacto entre el conjunto de
engranes.

111
Figura 3-30: Desplazamientos en el cañón.
Como se puede observar, el desplazamiento máximo que tiene el disco del cañón
está en el orden de las centésimas de milímetro, con un valor de 0.07 mm; por lo
que se concluye que no existirá problemas en el contacto entre la corona y el
piñón.
CONCLUSIÓN
Teniendo en consideración que se ha verificado que los resultados obtenidos por
el programa son confiables. Se obtuvo un esfuerzo máximo menor que el esfuerzo
de fluencia del material de menor resistencia por el que está formado el cañón, y
que se obtuvo un factor de seguridad relativamente alto; se llega a la conclusión
final de considerar aceptada la modelación del elemento, por lo que los resultados
anteriormente expuestos son los correctos.

112
3.11.2 RESISTENCIA DE SOLDADURA EN CAÑÓN
El cañón está formado principalmente de dos elementos, el cuerpo que aloja al
kelly y el disco en el que va empernada la corona. Estos dos elementos son
construidos de acero AISI 1518 y AISI 1045 respectivamente, por lo que deben
ser soldados entre si.
El torque al que está sometido el cañón y por ende sus soldaduras, es el
proveniente de la corona con un valor de:
[ ]
inlbfxTd
xWT
lbfWlbfV
hpPotW
CORONAPASOt
tt
75.479972
6378.176.5442
2
6.5442)(33000
===
==
El torque se repartirá en las dos soldaduras principales, que son entre el disco y el
cuerpo del cañón; es decir el torque al que está sometido cada cordón de
soldadura es inlbfT 87.23998= .
A continuación se verifica la resistencia de la soldadura, tomando como referencia
que la soldadura está sometida a torsión pura.
Utorsor JhJ
J
rxM
fuerzaVA
V
inlbfT
707.0''
0cortante'
87.23998
max ==
===
=
τ
τ
Donde M es el momento torsor que soporta la soldadura, JU es el momento de
inercia unitario que para la configuración del cordón es de 32 rJU π= , h es la
altura del entalle de la soldadura que será de 6 mm.
113
( ) ( )[ ]
==⇒
==
24
4
3
56.3492584.17
559.287.23998''
584.17
559.222362.0707.0
in
lbf
in
inxinlbf
inJ
ininJ
τ
π
Como el esfuerzo cortante primario 'τ tiene un valor de cero, el esfuerzo aplicado
es
==2
56.3492''in
lbfaplicado ττ .
La soldadura se debe realizar con electrodo revestido de la serie E60, y el
esfuerzo permisible para esta configuración es del 30% del esfuerzo máximo a la
tracción del metal de soldadura49.
[ ]
( )33.5
56.3492
6200030.0 ==⇒
=
ηη
ττη
aplicado
Como se puede observar, las soldaduras en el cañón están en la capacidad de
soportar el torque proveniente del conjunto de engranes cónicos.
3.12 RODAMIENTOS DEL CAÑÓN
Para proceder a la selección de estos rodamientos es necesario tener presente
las condiciones de operación del cañón. Al obtener las fuerzas que soportan los
apoyos del cañón se pudo apreciar que las cargas son elevadas, por lo que los
rodamientos deben estar en capacidad de soportarlas en dirección radial y axial.
Además es necesario indicar que el rodamiento superior del cañón deberá
soportar cargas de menor magnitud que el inferior ya que no soporta carga axial
alguna.
49 SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw Hill; quinta edición; México; página 551
114
Para seleccionar el tipo de rodamiento necesario para cada apoyo, es preciso
analizar por separado los soportes del cañón. Así, el rodamiento del apoyo
superior (C2) debe soportar únicamente cargas radiales; por lo que se ha decidido
utilizar un rodamiento rígido de bolas, ya que estos son útiles para soportar
cargas radiales elevadas. El rodamiento del apoyo inferior (C1) debe ser capaz de
soportar tanto carga axial como radial, por lo que se opta de igual manera por un
rodamiento rígido de bolas, puesto que son capaces de soportar cargas axiales
en cualquier sentido.
Para la selección se ha establecido una confiabilidad ® del 90%, asimismo se
desea que los rodamientos tengan una vida media (L) de diez veces la vida media
de los rodamientos del eje del piñón, es decir de 20000 horas para
aproximadamente 1420 pozos cada uno de 100 metros de profundidad. Entonces
la vida nominal (L10) de los rodamientos es:
−=
17.1
1084.6exp
L
LR Despejando la vida nominal se tiene
( )
( )horasLL
R
LL
07.2001290.0ln84.6
20000
ln84.6
10
17.1
110
17.1
110
=−
=
−=
3.12.1 RODAMIENTO EN APOYO C1
Este rodamiento corresponde al apoyo inferior del cañón, que soporta cargas
radiales de 1072.3 lbf y de 3326 lbf, la carga axial a soportar es de 1921.8 lbf.
Para este rodamiento se considerará un factor de seguridad a la fatiga de 1.5, por
lo que su carga radial equivalente será de:
( ) ( ) ( ) lbfFYFFVXFe rarf 6.349433263.1072 22 =+=+= η
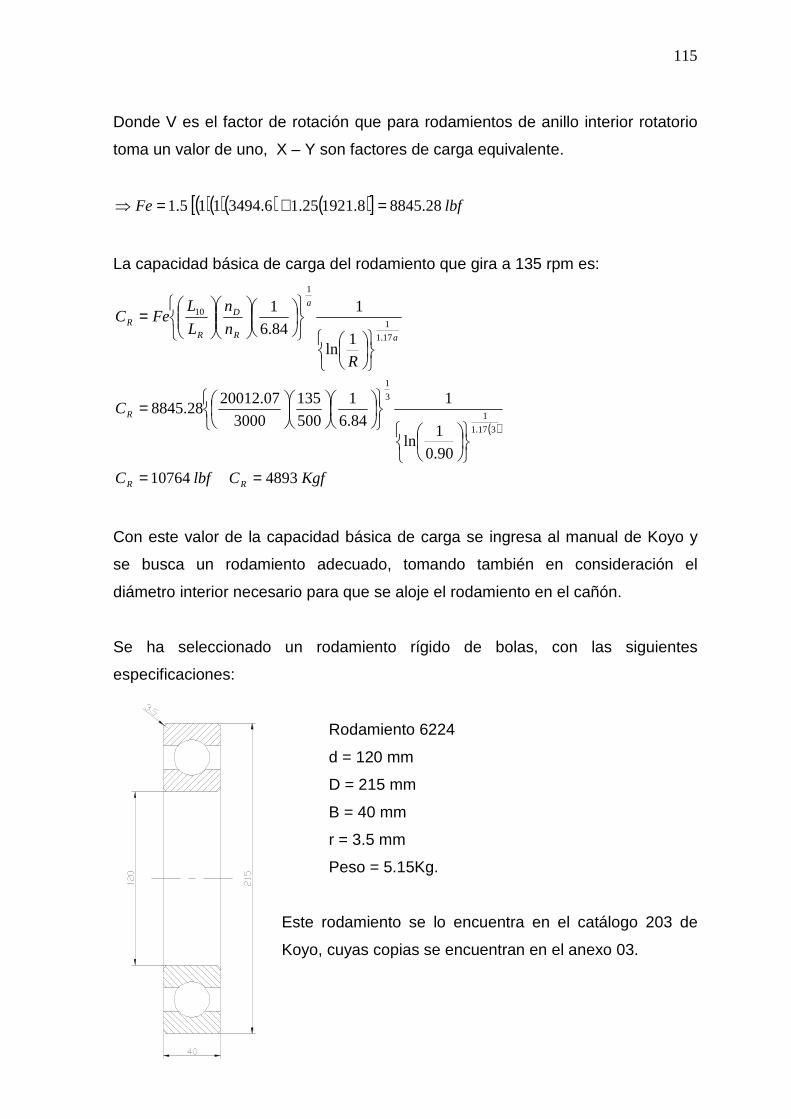
115
Donde V es el factor de rotación que para rodamientos de anillo interior rotatorio
toma un valor de uno, X – Y son factores de carga equivalente.
( )( )( ) ( )[ ] lbfFe 28.88458.192125.16.3494115.1 =+=⇒
La capacidad básica de carga del rodamiento que gira a 135 rpm es:
( )
KgfClbfC
C
R
n
n
L
LFeC
RR
R
a
a
R
D
RR
489310764
90.0
1ln
1
84.6
1
500
135
3000
07.2001228.8845
1ln
1
84.6
1
317.1
1
3
1
17.1
1
1
10
==
=
=
Con este valor de la capacidad básica de carga se ingresa al manual de Koyo y
se busca un rodamiento adecuado, tomando también en consideración el
diámetro interior necesario para que se aloje el rodamiento en el cañón.
Se ha seleccionado un rodamiento rígido de bolas, con las siguientes
especificaciones:
Rodamiento 6224
d = 120 mm
D = 215 mm
B = 40 mm
r = 3.5 mm
Peso = 5.15Kg.
Este rodamiento se lo encuentra en el catálogo 203 de
Koyo, cuyas copias se encuentran en el anexo 03.

116
3.12.2 RODAMIENTO EN APOYO C2
Este rodamiento corresponde al apoyo superior del cañón, que soporta cargas
radiales de 2116.6 lbf y de 591.7 lbf. Para este rodamiento se considerará un
factor de seguridad a la fatiga de 1.5, por lo que su carga radial equivalente y la
capacidad básica de carga será de:
( ) ( ) ( )( )( )( )[ ]
a
a
R
D
RR
rarf
R
n
n
L
LFeC
lbfFe
lbfFYFFVXFe
17.1
1
1
10
22
1ln
1
84.6
1
6.329675.2197115.1
75.21977.5916.2116
=
==⇒
=+=+= η
( )
KgfClbfC
C
RR
R
51.182373.4011
90.0
1ln
1
84.6
1
500
135
3000
07.200126.3296
317.1
1
3
1
==
=
Con este valor de la capacidad básica de carga se ingresa al manual de Koyo y
se busca un rodamiento adecuado, tomando nuevamente en consideración el
diámetro interior necesario para que se aloje el rodamiento en el cañón.
Se ha seleccionado un rodamiento rígido de bolas, con las
siguientes especificaciones:
Rodamiento 6226 ZZX
d = 130 mm
D = 230 mm
B = 40 mm
r = 4 mm
Peso = 5.82 Kg.

117
Este rodamiento se lo encuentra en el catálogo 203 de Koyo, cuyas copias se
encuentran en el anexo 03.
Es necesario indicar que este rodamiento debe ser auto lubricado (sellado),
puesto que está fuera del alcance del aceite lubricante del conjunto cono –
corona.
3.13 DISEÑO DE LAS CARCASAS
Las carcasas son los elementos en los que irán alojados partes fundamentales del
mecanismo, tales como los rodamientos del eje del piñón con sus soportes, el eje
del piñón, el conjunto de engranes cónicos piñón – corona, el cañón, los
rodamientos del cañón y el aceite lubricante para estos elementos.
Las carcasas deben ser capaces de soportar las cargas transmitidas tanto de los
rodamientos del cañón, como de los rodamientos del eje del piñón.
El esquema básico del interior de la carcasa es el siguiente:
Figura 3-31: Esquema de la carcasa
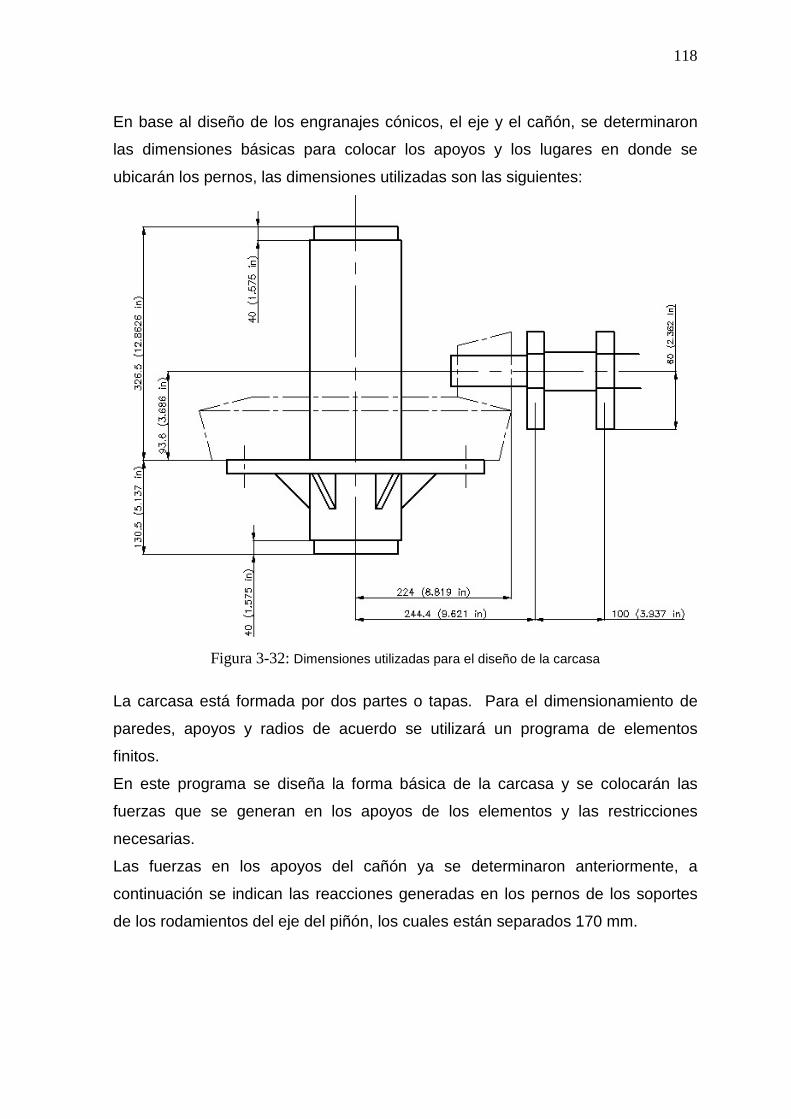
118
En base al diseño de los engranajes cónicos, el eje y el cañón, se determinaron
las dimensiones básicas para colocar los apoyos y los lugares en donde se
ubicarán los pernos, las dimensiones utilizadas son las siguientes:
Figura 3-32: Dimensiones utilizadas para el diseño de la carcasa
La carcasa está formada por dos partes o tapas. Para el dimensionamiento de
paredes, apoyos y radios de acuerdo se utilizará un programa de elementos
finitos.
En este programa se diseña la forma básica de la carcasa y se colocarán las
fuerzas que se generan en los apoyos de los elementos y las restricciones
necesarias.
Las fuerzas en los apoyos del cañón ya se determinaron anteriormente, a
continuación se indican las reacciones generadas en los pernos de los soportes
de los rodamientos del eje del piñón, los cuales están separados 170 mm.
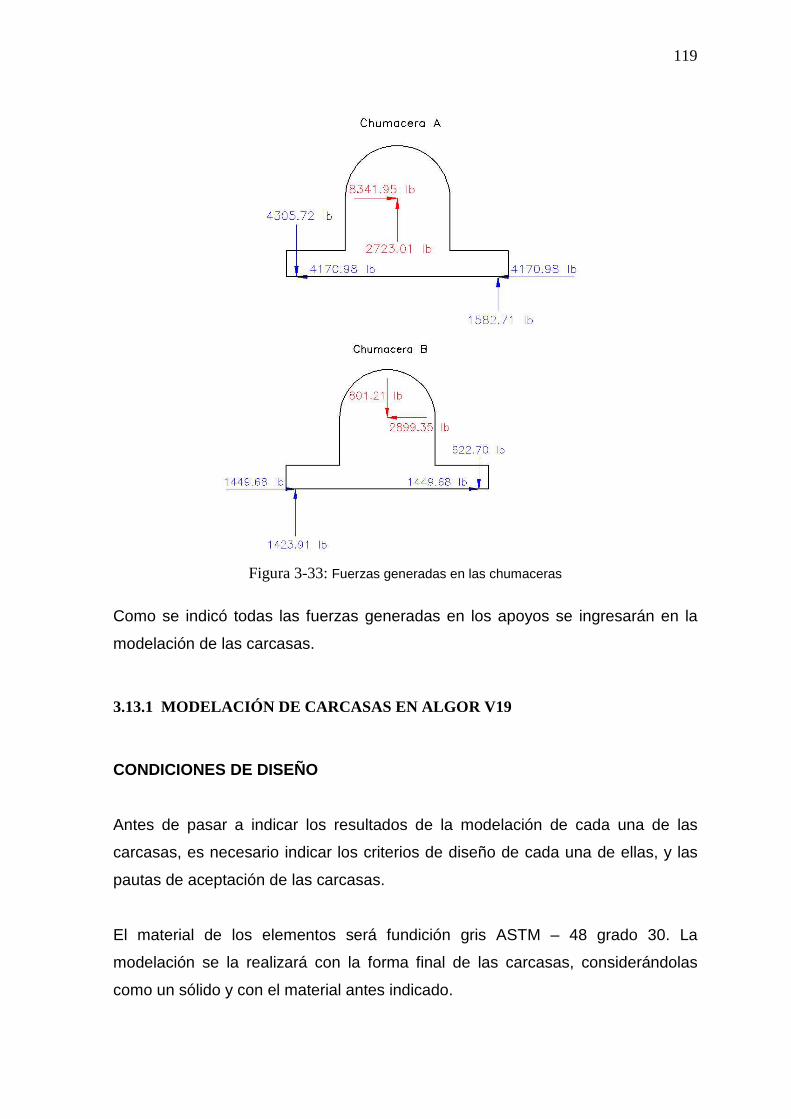
119
Figura 3-33: Fuerzas generadas en las chumaceras
Como se indicó todas las fuerzas generadas en los apoyos se ingresarán en la
modelación de las carcasas.
3.13.1 MODELACIÓN DE CARCASAS EN ALGOR V19
CONDICIONES DE DISEÑO
Antes de pasar a indicar los resultados de la modelación de cada una de las
carcasas, es necesario indicar los criterios de diseño de cada una de ellas, y las
pautas de aceptación de las carcasas.
El material de los elementos será fundición gris ASTM – 48 grado 30. La
modelación se la realizará con la forma final de las carcasas, considerándolas
como un sólido y con el material antes indicado.
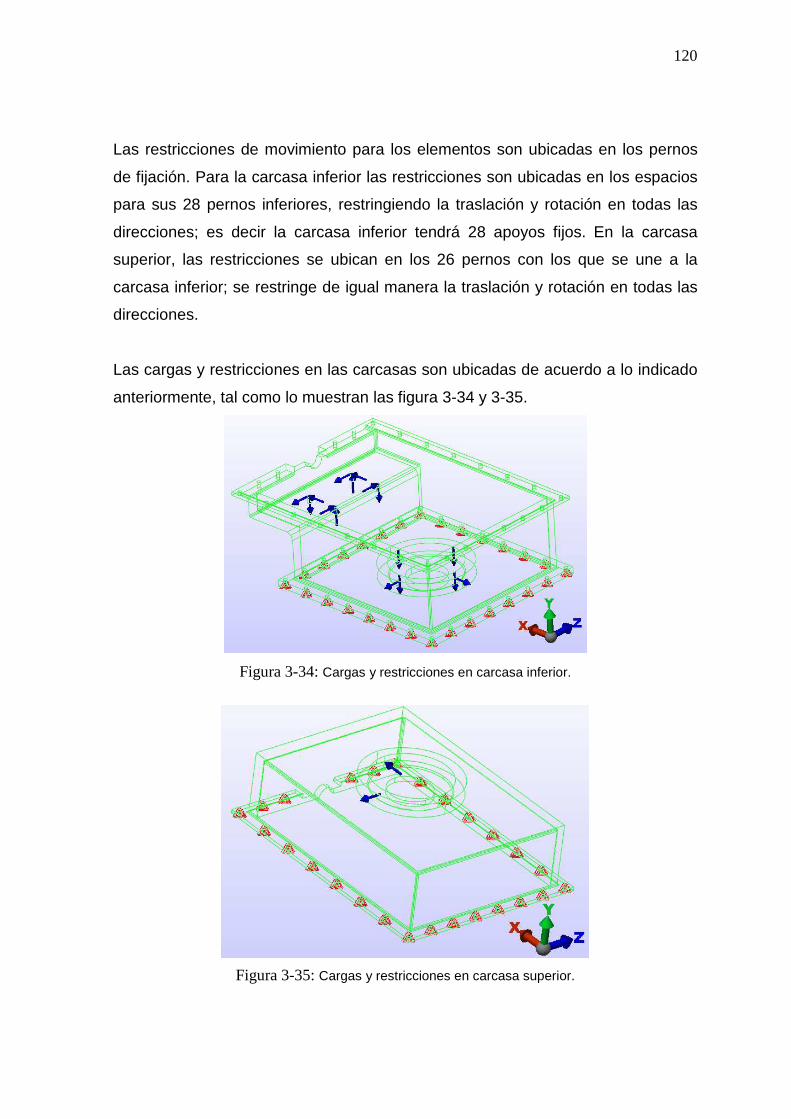
120
Las restricciones de movimiento para los elementos son ubicadas en los pernos
de fijación. Para la carcasa inferior las restricciones son ubicadas en los espacios
para sus 28 pernos inferiores, restringiendo la traslación y rotación en todas las
direcciones; es decir la carcasa inferior tendrá 28 apoyos fijos. En la carcasa
superior, las restricciones se ubican en los 26 pernos con los que se une a la
carcasa inferior; se restringe de igual manera la traslación y rotación en todas las
direcciones.
Las cargas y restricciones en las carcasas son ubicadas de acuerdo a lo indicado
anteriormente, tal como lo muestran las figura 3-34 y 3-35.
Figura 3-34: Cargas y restricciones en carcasa inferior.
Figura 3-35: Cargas y restricciones en carcasa superior.
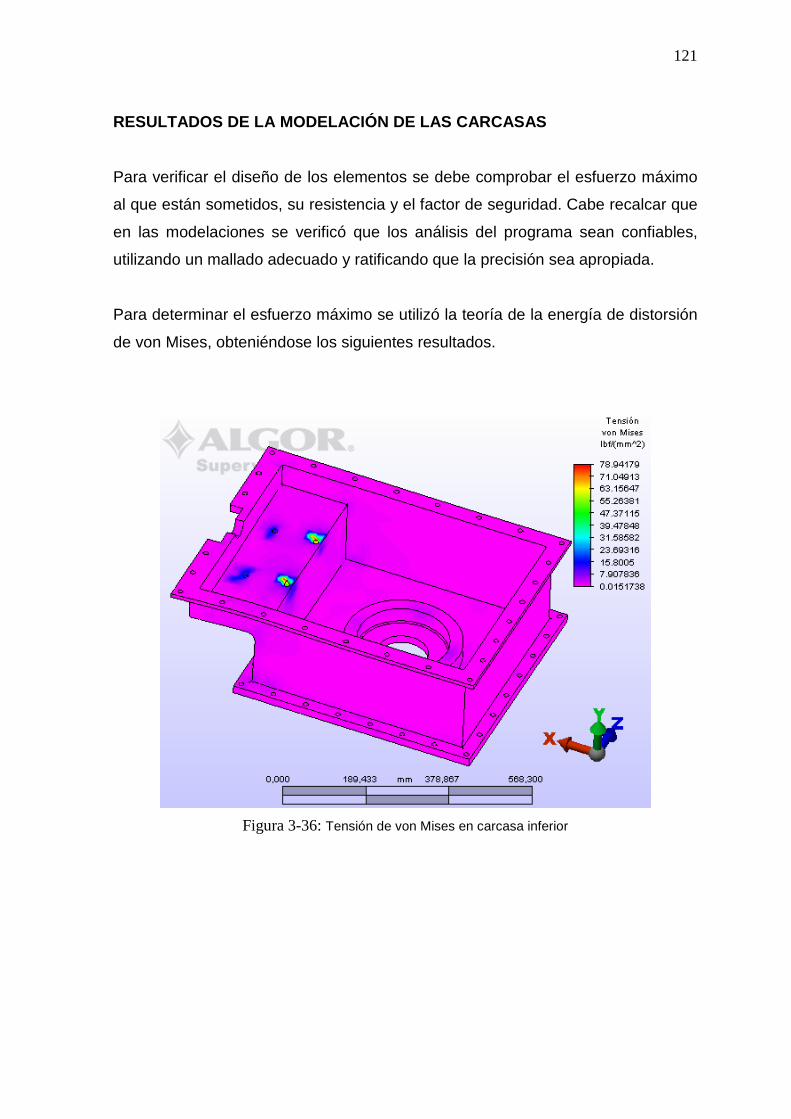
121
RESULTADOS DE LA MODELACIÓN DE LAS CARCASAS
Para verificar el diseño de los elementos se debe comprobar el esfuerzo máximo
al que están sometidos, su resistencia y el factor de seguridad. Cabe recalcar que
en las modelaciones se verificó que los análisis del programa sean confiables,
utilizando un mallado adecuado y ratificando que la precisión sea apropiada.
Para determinar el esfuerzo máximo se utilizó la teoría de la energía de distorsión
de von Mises, obteniéndose los siguientes resultados.
Figura 3-36: Tensión de von Mises en carcasa inferior
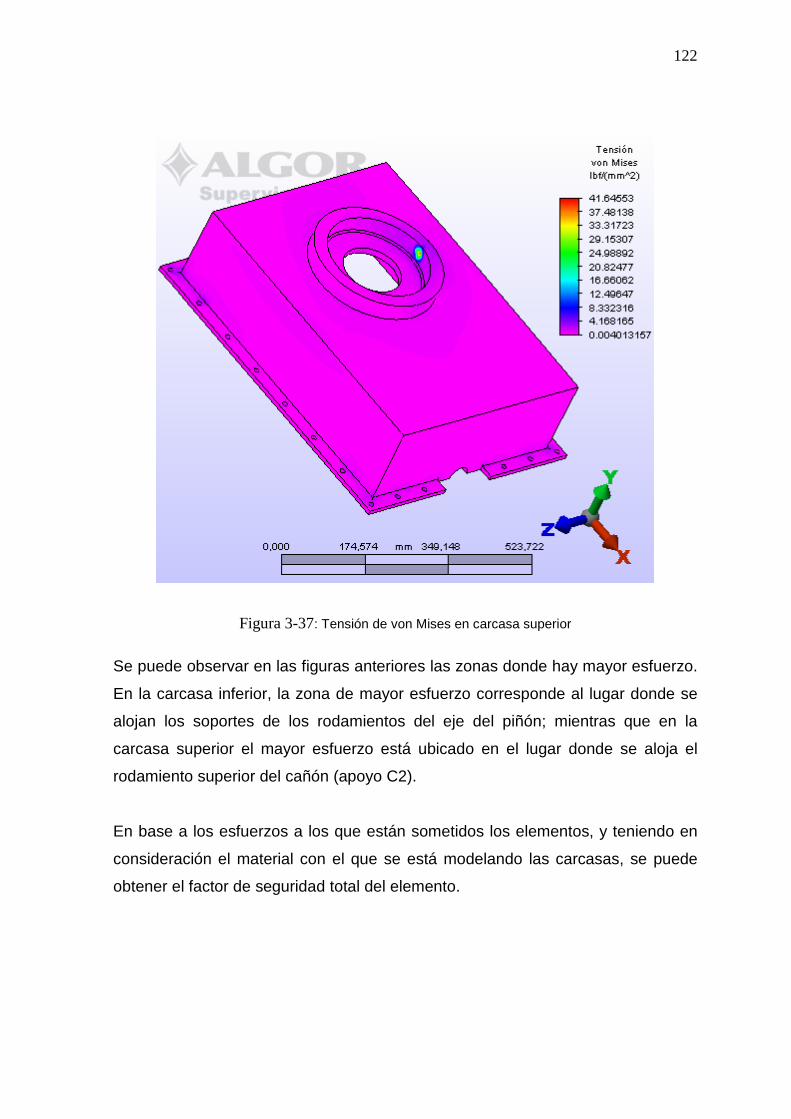
122
Figura 3-37: Tensión de von Mises en carcasa superior
Se puede observar en las figuras anteriores las zonas donde hay mayor esfuerzo.
En la carcasa inferior, la zona de mayor esfuerzo corresponde al lugar donde se
alojan los soportes de los rodamientos del eje del piñón; mientras que en la
carcasa superior el mayor esfuerzo está ubicado en el lugar donde se aloja el
rodamiento superior del cañón (apoyo C2).
En base a los esfuerzos a los que están sometidos los elementos, y teniendo en
consideración el material con el que se está modelando las carcasas, se puede
obtener el factor de seguridad total del elemento.
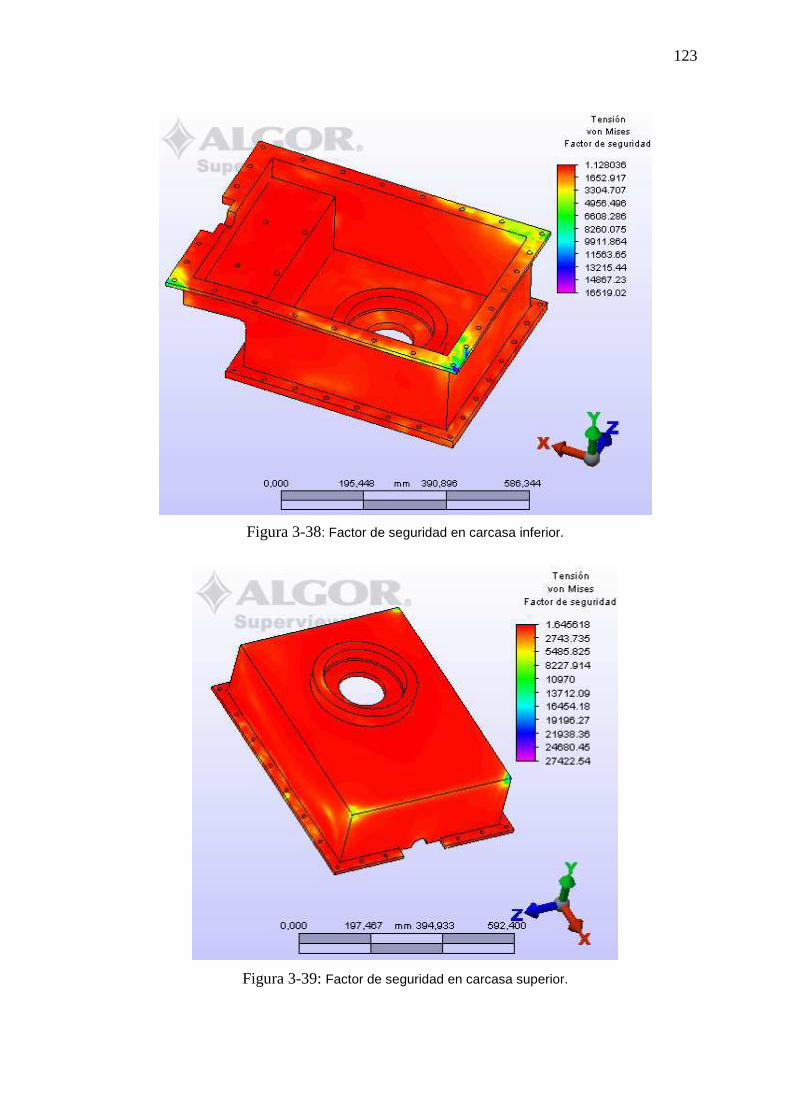
123
Figura 3-38: Factor de seguridad en carcasa inferior.
Figura 3-39: Factor de seguridad en carcasa superior.
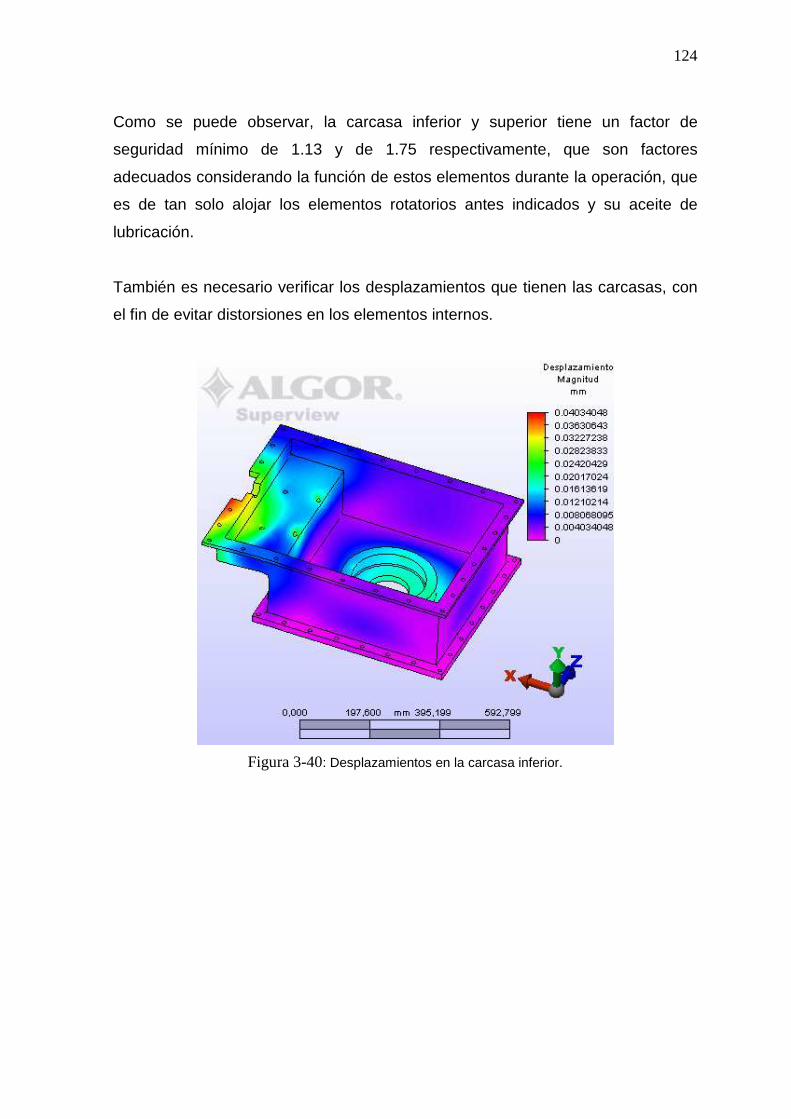
124
Como se puede observar, la carcasa inferior y superior tiene un factor de
seguridad mínimo de 1.13 y de 1.75 respectivamente, que son factores
adecuados considerando la función de estos elementos durante la operación, que
es de tan solo alojar los elementos rotatorios antes indicados y su aceite de
lubricación.
También es necesario verificar los desplazamientos que tienen las carcasas, con
el fin de evitar distorsiones en los elementos internos.
Figura 3-40: Desplazamientos en la carcasa inferior.
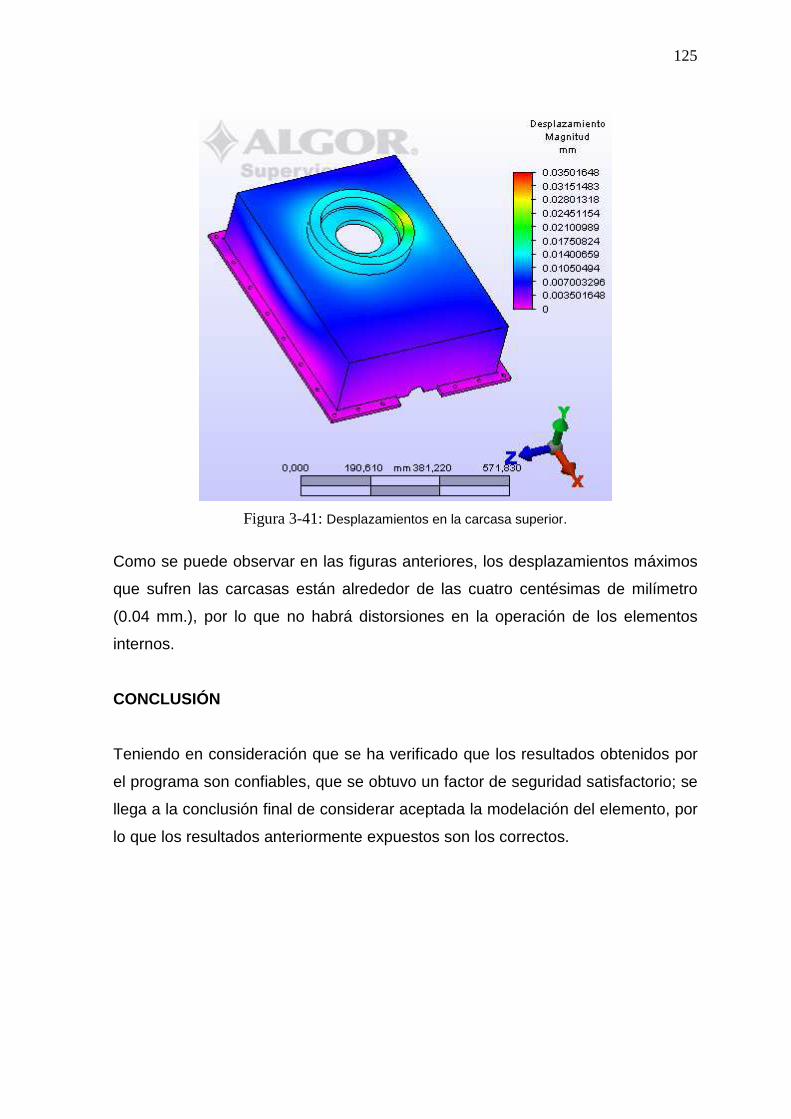
125
Figura 3-41: Desplazamientos en la carcasa superior.
Como se puede observar en las figuras anteriores, los desplazamientos máximos
que sufren las carcasas están alrededor de las cuatro centésimas de milímetro
(0.04 mm.), por lo que no habrá distorsiones en la operación de los elementos
internos.
CONCLUSIÓN
Teniendo en consideración que se ha verificado que los resultados obtenidos por
el programa son confiables, que se obtuvo un factor de seguridad satisfactorio; se
llega a la conclusión final de considerar aceptada la modelación del elemento, por
lo que los resultados anteriormente expuestos son los correctos.
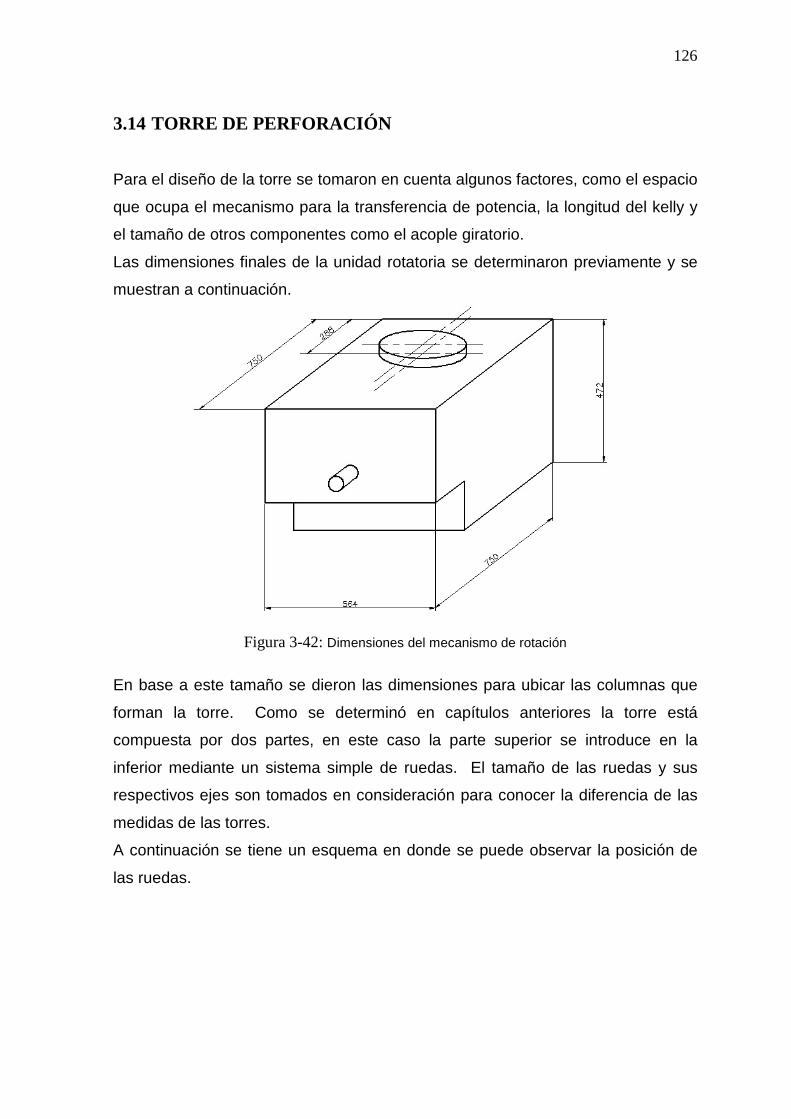
126
3.14 TORRE DE PERFORACIÓN
Para el diseño de la torre se tomaron en cuenta algunos factores, como el espacio
que ocupa el mecanismo para la transferencia de potencia, la longitud del kelly y
el tamaño de otros componentes como el acople giratorio.
Las dimensiones finales de la unidad rotatoria se determinaron previamente y se
muestran a continuación.
Figura 3-42: Dimensiones del mecanismo de rotación
En base a este tamaño se dieron las dimensiones para ubicar las columnas que
forman la torre. Como se determinó en capítulos anteriores la torre está
compuesta por dos partes, en este caso la parte superior se introduce en la
inferior mediante un sistema simple de ruedas. El tamaño de las ruedas y sus
respectivos ejes son tomados en consideración para conocer la diferencia de las
medidas de las torres.
A continuación se tiene un esquema en donde se puede observar la posición de
las ruedas.
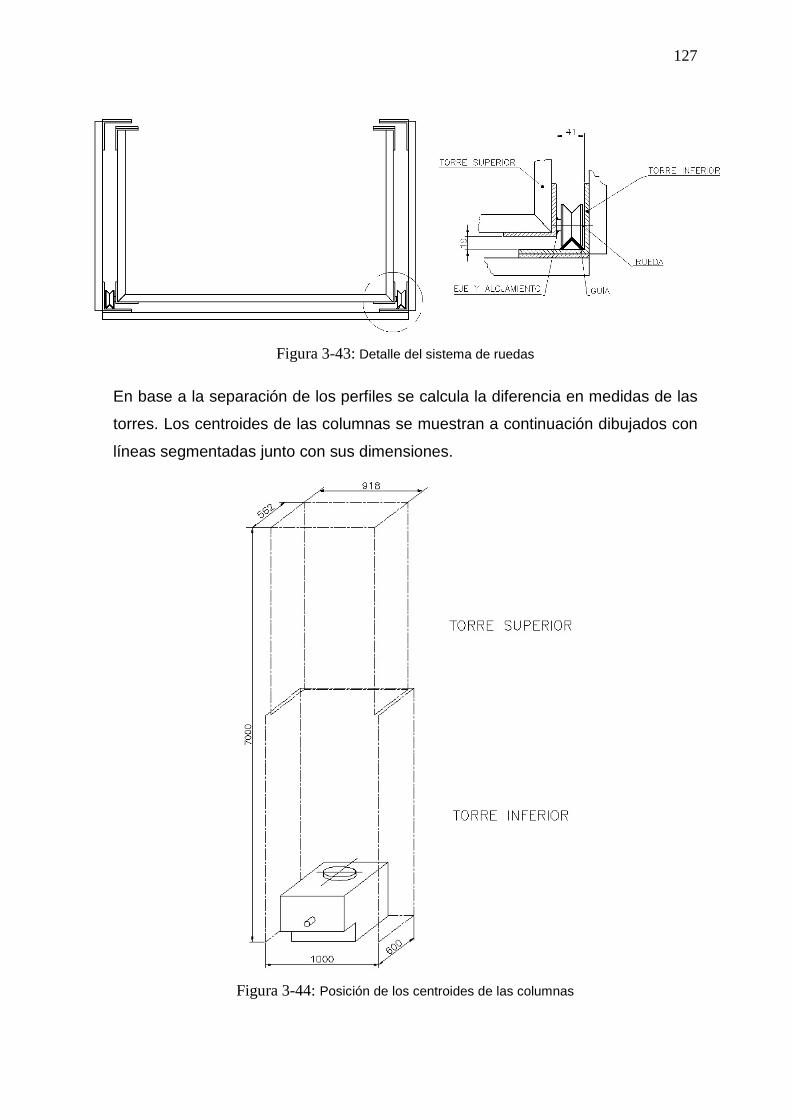
127
Figura 3-43: Detalle del sistema de ruedas
En base a la separación de los perfiles se calcula la diferencia en medidas de las
torres. Los centroides de las columnas se muestran a continuación dibujados con
líneas segmentadas junto con sus dimensiones.
Figura 3-44: Posición de los centroides de las columnas
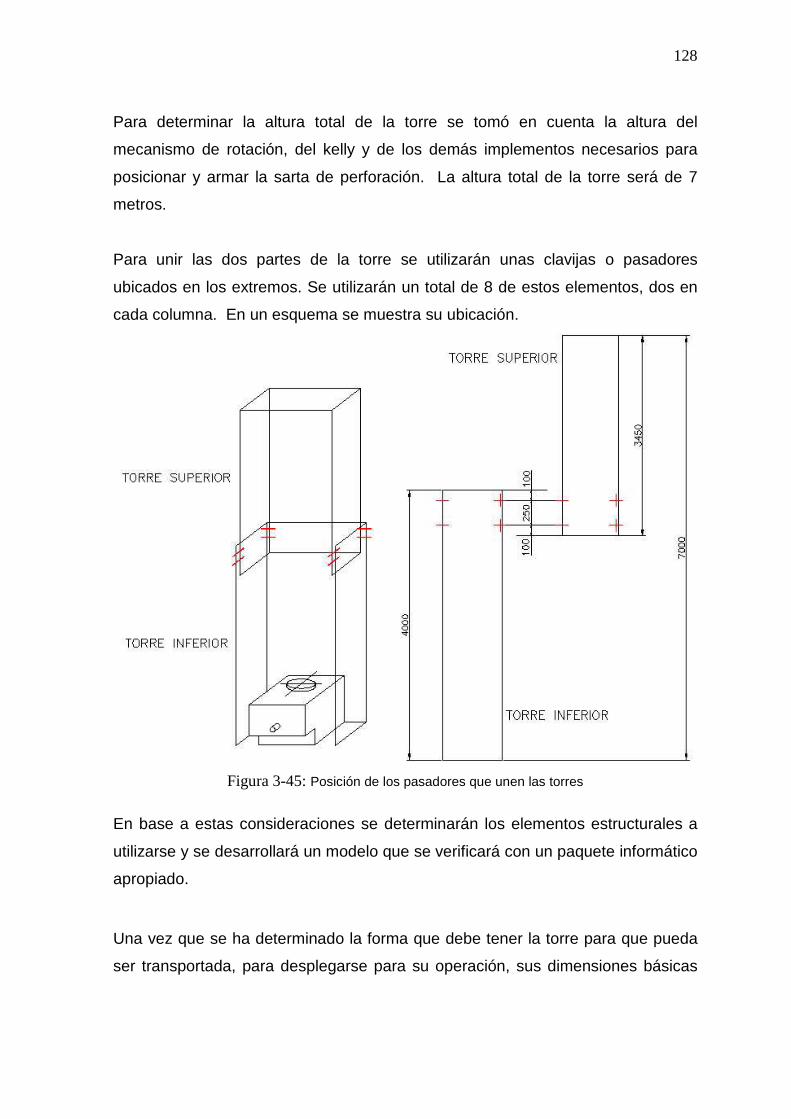
128
Para determinar la altura total de la torre se tomó en cuenta la altura del
mecanismo de rotación, del kelly y de los demás implementos necesarios para
posicionar y armar la sarta de perforación. La altura total de la torre será de 7
metros.
Para unir las dos partes de la torre se utilizarán unas clavijas o pasadores
ubicados en los extremos. Se utilizarán un total de 8 de estos elementos, dos en
cada columna. En un esquema se muestra su ubicación.
Figura 3-45: Posición de los pasadores que unen las torres
En base a estas consideraciones se determinarán los elementos estructurales a
utilizarse y se desarrollará un modelo que se verificará con un paquete informático
apropiado.
Una vez que se ha determinado la forma que debe tener la torre para que pueda
ser transportada, para desplegarse para su operación, sus dimensiones básicas
129
en base a los otros elementos; es necesario definir según los perfiles a utilizar el
esquema definitivo de las dimensiones de la torre.
Previamente a esto es necesario indicar que se probaron varias combinaciones
entre los perfiles existentes en el mercado para lograr el diseño óptimo, pero al
final se concluyó que los perfiles con los que la torre debe estar constituida son
los siguientes.
Parte Superior de la Torre
Ángulos doblados 75x75x6 mm. ASTM A – 36 Columnas abiertas
Pletinas 75x6 mm. ASTM A – 36
Columnas Ángulos doblados 75x75x6 mm. ASTM A – 36
Travesaños Ángulos doblados 25x25x4 mm. ASTM A – 36
Rígidizadores Tubo cuadrado estructural 20x20x2 mm. ASTM A – 500
Tabla 3-16: Perfiles constitutivos de la parte superior de la torre
Parte Inferior de la Torre
Ángulos doblados 100x100x6 mm. ASTM A – 36 Columnas abiertas
Pletinas 100x6 mm. ASTM A – 36
Ángulos doblados 100x100x6 mm. ASTM A – 36 Columnas
Pletinas 100x6 mm. ASTM A – 36
Travesaños Ángulos doblados 25x25x4 mm. ASTM A – 36
Tabla 3-17: Perfiles constitutivos de la parte inferior de la torre
Las dimensiones finales en cuanto a los perfiles que va a tener la torre, son las
que se muestran a continuación.
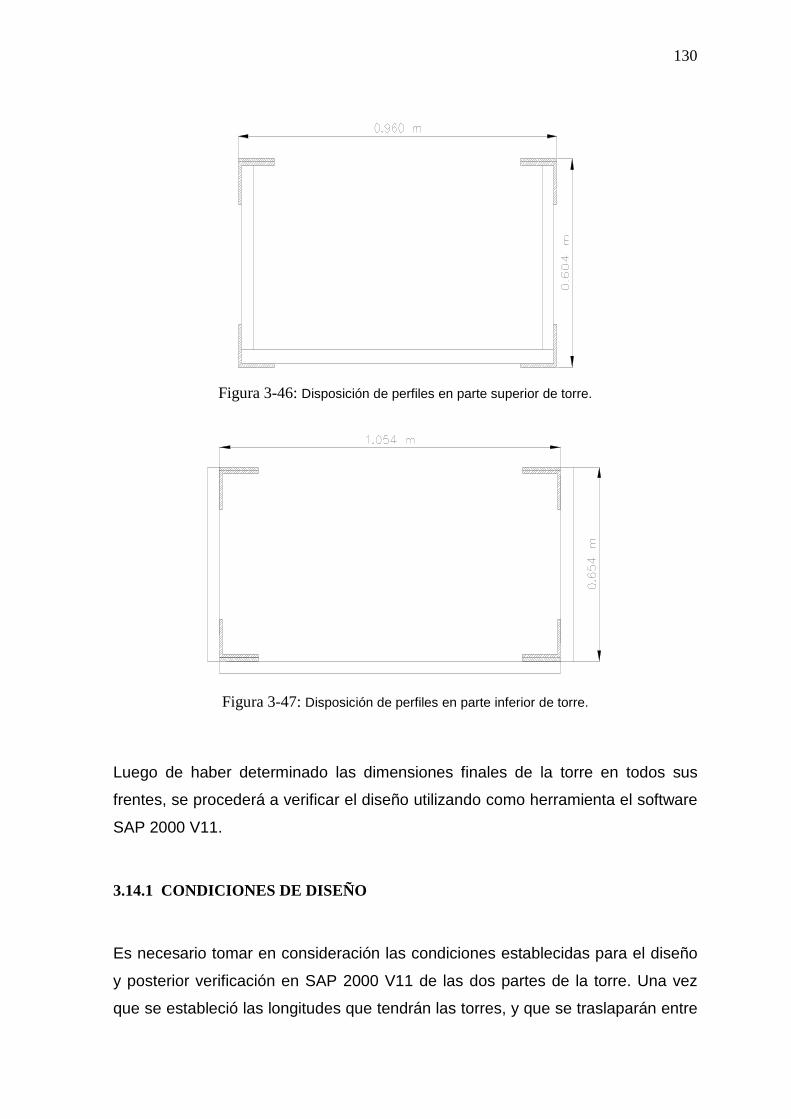
130
Figura 3-46: Disposición de perfiles en parte superior de torre.
Figura 3-47: Disposición de perfiles en parte inferior de torre.
Luego de haber determinado las dimensiones finales de la torre en todos sus
frentes, se procederá a verificar el diseño utilizando como herramienta el software
SAP 2000 V11.
3.14.1 CONDICIONES DE DISEÑO
Es necesario tomar en consideración las condiciones establecidas para el diseño
y posterior verificación en SAP 2000 V11 de las dos partes de la torre. Una vez
que se estableció las longitudes que tendrán las torres, y que se traslaparán entre
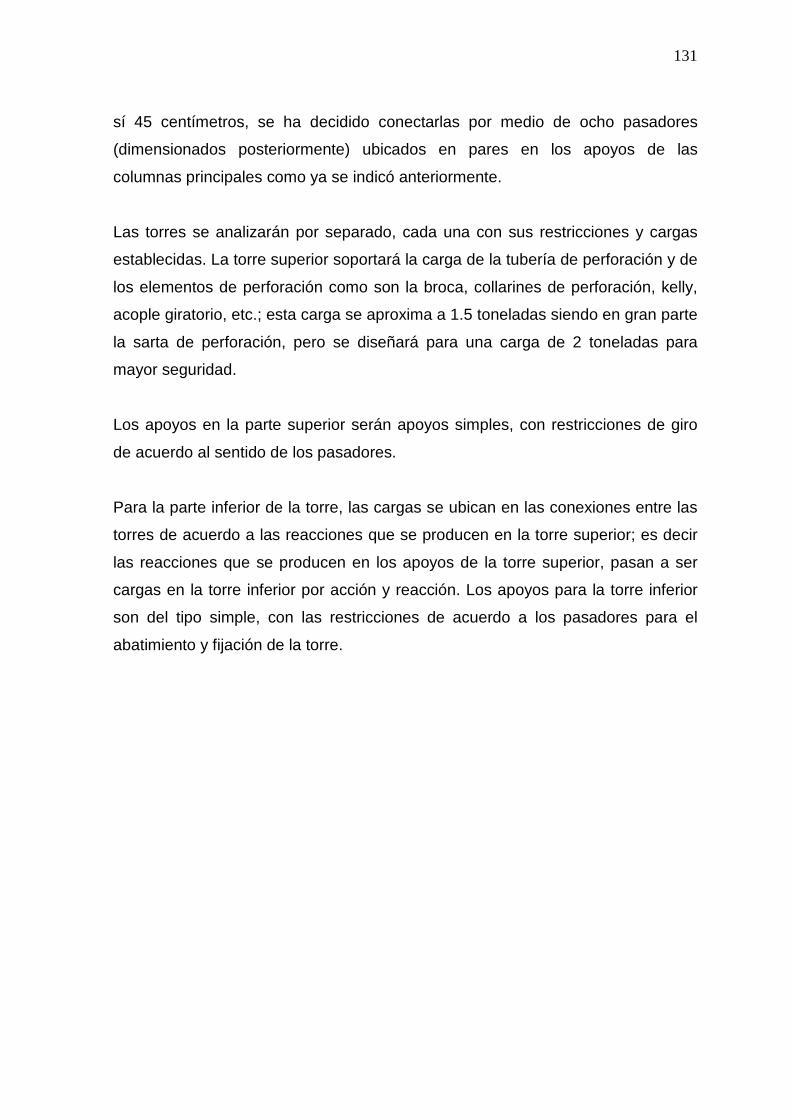
131
sí 45 centímetros, se ha decidido conectarlas por medio de ocho pasadores
(dimensionados posteriormente) ubicados en pares en los apoyos de las
columnas principales como ya se indicó anteriormente.
Las torres se analizarán por separado, cada una con sus restricciones y cargas
establecidas. La torre superior soportará la carga de la tubería de perforación y de
los elementos de perforación como son la broca, collarines de perforación, kelly,
acople giratorio, etc.; esta carga se aproxima a 1.5 toneladas siendo en gran parte
la sarta de perforación, pero se diseñará para una carga de 2 toneladas para
mayor seguridad.
Los apoyos en la parte superior serán apoyos simples, con restricciones de giro
de acuerdo al sentido de los pasadores.
Para la parte inferior de la torre, las cargas se ubican en las conexiones entre las
torres de acuerdo a las reacciones que se producen en la torre superior; es decir
las reacciones que se producen en los apoyos de la torre superior, pasan a ser
cargas en la torre inferior por acción y reacción. Los apoyos para la torre inferior
son del tipo simple, con las restricciones de acuerdo a los pasadores para el
abatimiento y fijación de la torre.
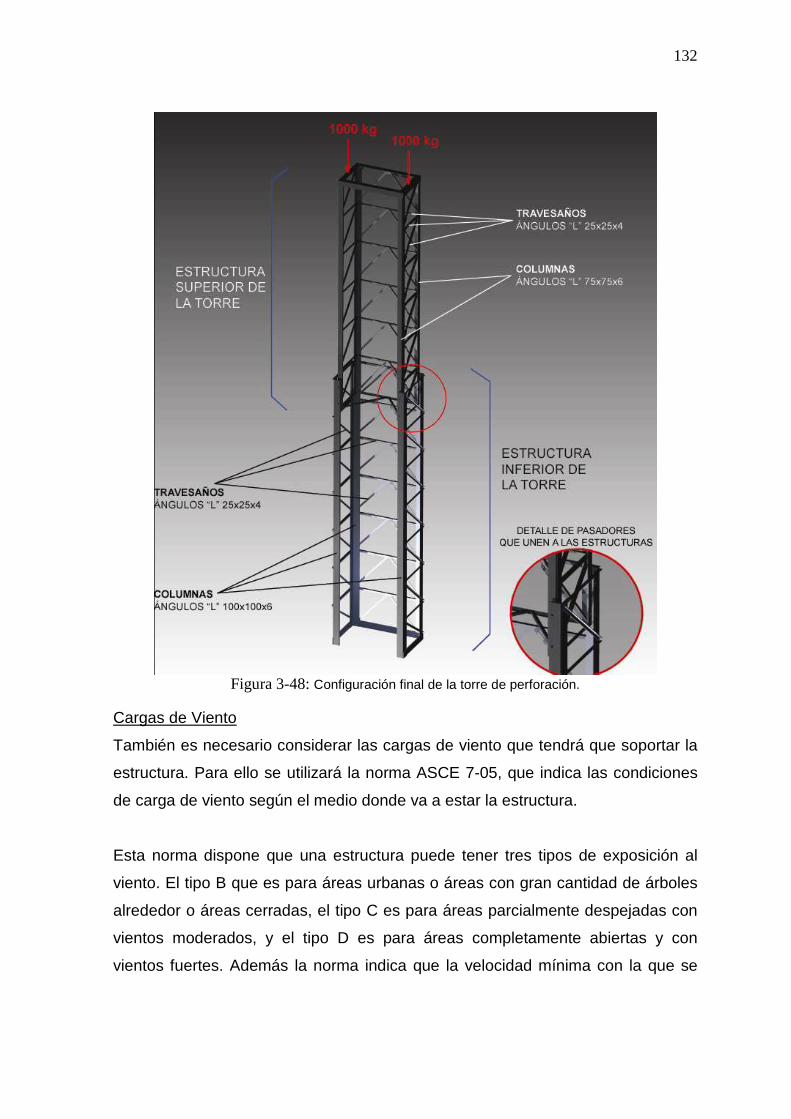
132
Figura 3-48: Configuración final de la torre de perforación.
Cargas de Viento
También es necesario considerar las cargas de viento que tendrá que soportar la
estructura. Para ello se utilizará la norma ASCE 7-05, que indica las condiciones
de carga de viento según el medio donde va a estar la estructura.
Esta norma dispone que una estructura puede tener tres tipos de exposición al
viento. El tipo B que es para áreas urbanas o áreas con gran cantidad de árboles
alrededor o áreas cerradas, el tipo C es para áreas parcialmente despejadas con
vientos moderados, y el tipo D es para áreas completamente abiertas y con
vientos fuertes. Además la norma indica que la velocidad mínima con la que se
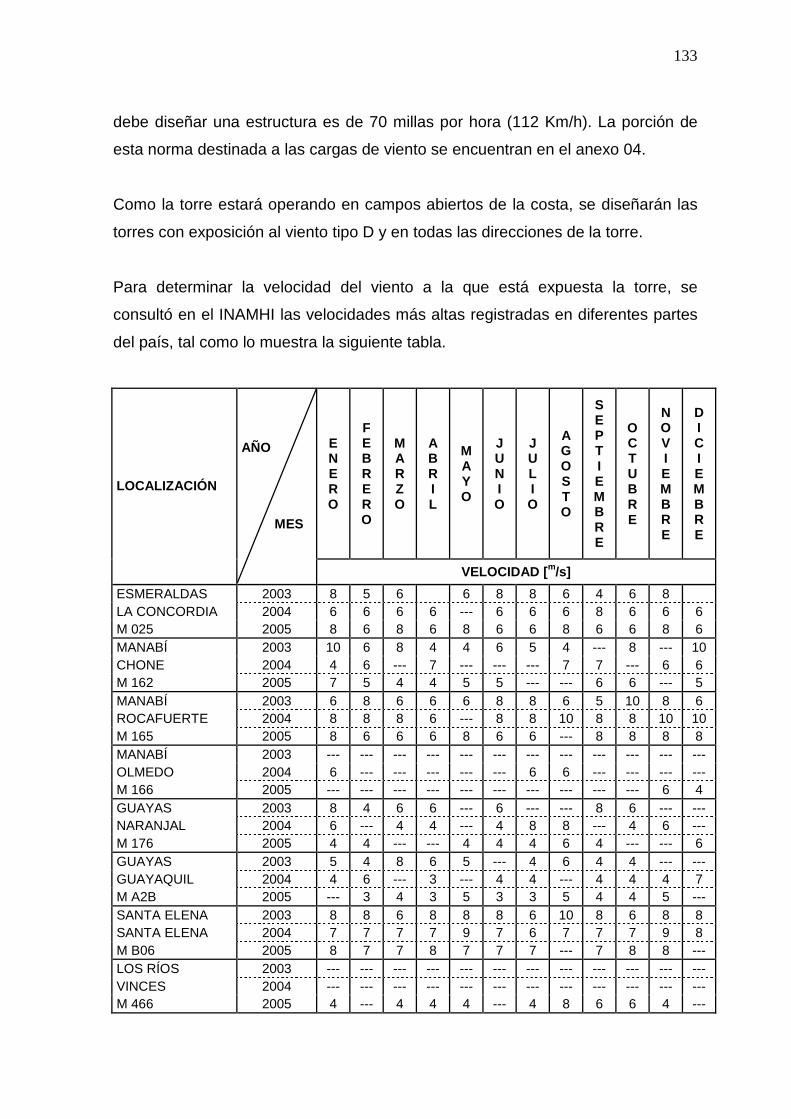
133
debe diseñar una estructura es de 70 millas por hora (112 Km/h). La porción de
esta norma destinada a las cargas de viento se encuentran en el anexo 04.
Como la torre estará operando en campos abiertos de la costa, se diseñarán las
torres con exposición al viento tipo D y en todas las direcciones de la torre.
Para determinar la velocidad del viento a la que está expuesta la torre, se
consultó en el INAMHI las velocidades más altas registradas en diferentes partes
del país, tal como lo muestra la siguiente tabla.
E N E R O
F E B R E R O
M A R Z O
A B R I L
M A Y O
J U N I O
J U L I O
A G O S T O
S E P T I E M B R E
O C T U B R E
N O V I E M B R E
D I C I E M B R E
LOCALIZACIÓN
AÑO MES
VELOCIDAD [ m/s]
ESMERALDAS 2003 8 5 6 6 8 8 6 4 6 8 LA CONCORDIA 2004 6 6 6 6 --- 6 6 6 8 6 6 6 M 025 2005 8 6 8 6 8 6 6 8 6 6 8 6 MANABÍ 2003 10 6 8 4 4 6 5 4 --- 8 --- 10 CHONE 2004 4 6 --- 7 --- --- --- 7 7 --- 6 6 M 162 2005 7 5 4 4 5 5 --- --- 6 6 --- 5 MANABÍ 2003 6 8 6 6 6 8 8 6 5 10 8 6 ROCAFUERTE 2004 8 8 8 6 --- 8 8 10 8 8 10 10 M 165 2005 8 6 6 6 8 6 6 --- 8 8 8 8 MANABÍ 2003 --- --- --- --- --- --- --- --- --- --- --- --- OLMEDO 2004 6 --- --- --- --- --- 6 6 --- --- --- --- M 166 2005 --- --- --- --- --- --- --- --- --- --- 6 4 GUAYAS 2003 8 4 6 6 --- 6 --- --- 8 6 --- --- NARANJAL 2004 6 --- 4 4 --- 4 8 8 --- 4 6 --- M 176 2005 4 4 --- --- 4 4 4 6 4 --- --- 6 GUAYAS 2003 5 4 8 6 5 --- 4 6 4 4 --- --- GUAYAQUIL 2004 4 6 --- 3 --- 4 4 --- 4 4 4 7 M A2B 2005 --- 3 4 3 5 3 3 5 4 4 5 --- SANTA ELENA 2003 8 8 6 8 8 8 6 10 8 6 8 8 SANTA ELENA 2004 7 7 7 7 9 7 6 7 7 7 9 8 M B06 2005 8 7 7 8 7 7 7 --- 7 8 8 --- LOS RÍOS 2003 --- --- --- --- --- --- --- --- --- --- --- --- VINCES 2004 --- --- --- --- --- --- --- --- --- --- --- --- M 466 2005 4 --- 4 4 4 --- 4 8 6 6 4 ---
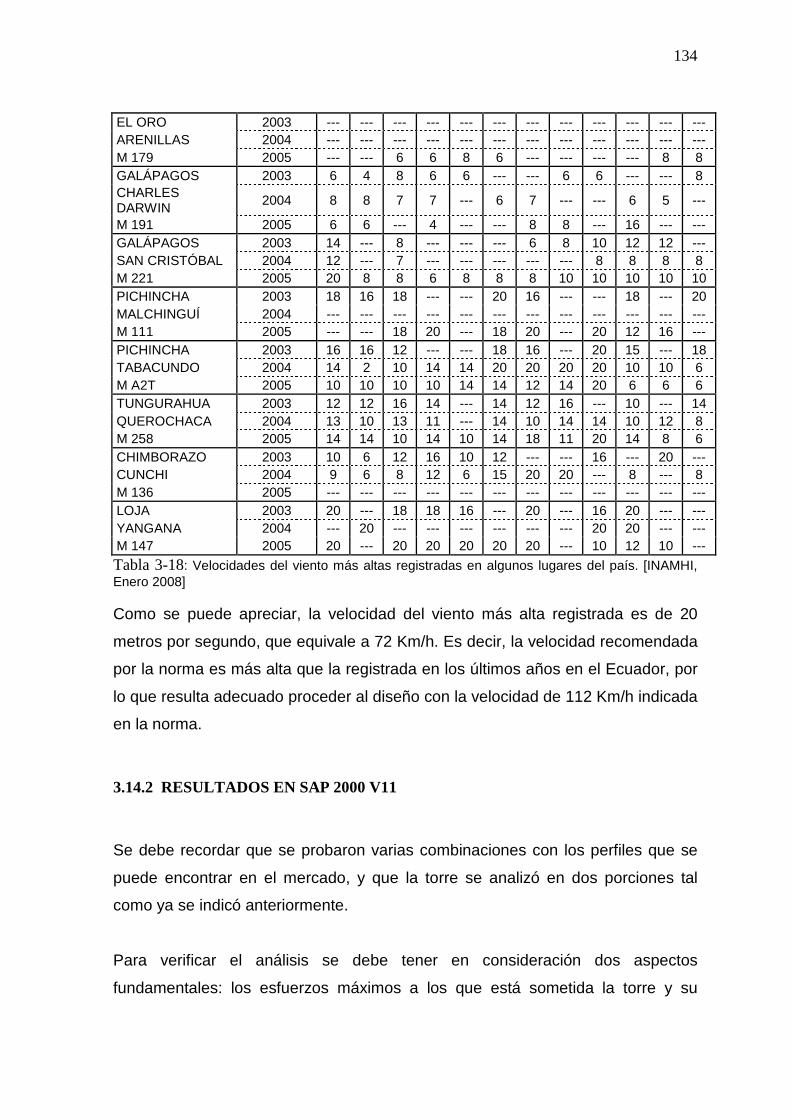
134
EL ORO 2003 --- --- --- --- --- --- --- --- --- --- --- --- ARENILLAS 2004 --- --- --- --- --- --- --- --- --- --- --- --- M 179 2005 --- --- 6 6 8 6 --- --- --- --- 8 8 GALÁPAGOS 2003 6 4 8 6 6 --- --- 6 6 --- --- 8 CHARLES DARWIN
2004 8 8 7 7 --- 6 7 --- --- 6 5 ---
M 191 2005 6 6 --- 4 --- --- 8 8 --- 16 --- --- GALÁPAGOS 2003 14 --- 8 --- --- --- 6 8 10 12 12 --- SAN CRISTÓBAL 2004 12 --- 7 --- --- --- --- --- 8 8 8 8 M 221 2005 20 8 8 6 8 8 8 10 10 10 10 10 PICHINCHA 2003 18 16 18 --- --- 20 16 --- --- 18 --- 20 MALCHINGUÍ 2004 --- --- --- --- --- --- --- --- --- --- --- --- M 111 2005 --- --- 18 20 --- 18 20 --- 20 12 16 --- PICHINCHA 2003 16 16 12 --- --- 18 16 --- 20 15 --- 18 TABACUNDO 2004 14 2 10 14 14 20 20 20 20 10 10 6 M A2T 2005 10 10 10 10 14 14 12 14 20 6 6 6 TUNGURAHUA 2003 12 12 16 14 --- 14 12 16 --- 10 --- 14 QUEROCHACA 2004 13 10 13 11 --- 14 10 14 14 10 12 8 M 258 2005 14 14 10 14 10 14 18 11 20 14 8 6 CHIMBORAZO 2003 10 6 12 16 10 12 --- --- 16 --- 20 --- CUNCHI 2004 9 6 8 12 6 15 20 20 --- 8 --- 8 M 136 2005 --- --- --- --- --- --- --- --- --- --- --- --- LOJA 2003 20 --- 18 18 16 --- 20 --- 16 20 --- --- YANGANA 2004 --- 20 --- --- --- --- --- --- 20 20 --- --- M 147 2005 20 --- 20 20 20 20 20 --- 10 12 10 ---
Tabla 3-18: Velocidades del viento más altas registradas en algunos lugares del país. [INAMHI, Enero 2008] Como se puede apreciar, la velocidad del viento más alta registrada es de 20
metros por segundo, que equivale a 72 Km/h. Es decir, la velocidad recomendada
por la norma es más alta que la registrada en los últimos años en el Ecuador, por
lo que resulta adecuado proceder al diseño con la velocidad de 112 Km/h indicada
en la norma.
3.14.2 RESULTADOS EN SAP 2000 V11
Se debe recordar que se probaron varias combinaciones con los perfiles que se
puede encontrar en el mercado, y que la torre se analizó en dos porciones tal
como ya se indicó anteriormente.
Para verificar el análisis se debe tener en consideración dos aspectos
fundamentales: los esfuerzos máximos a los que está sometida la torre y su
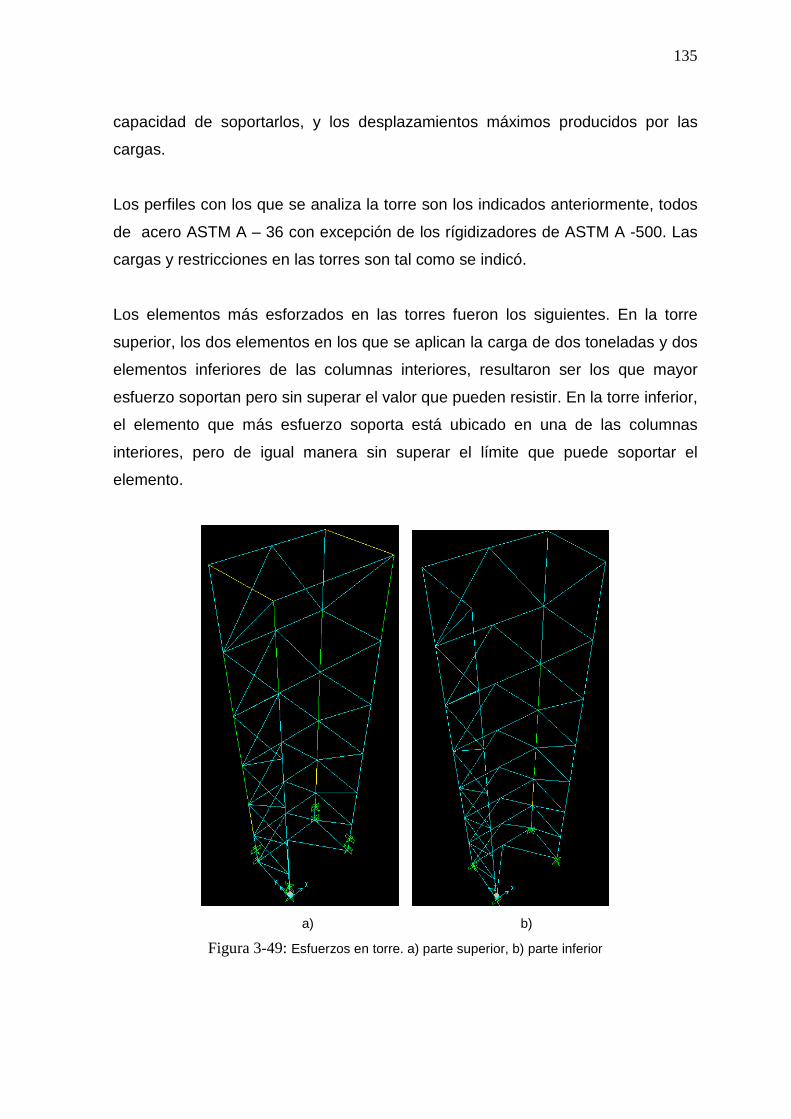
135
capacidad de soportarlos, y los desplazamientos máximos producidos por las
cargas.
Los perfiles con los que se analiza la torre son los indicados anteriormente, todos
de acero ASTM A – 36 con excepción de los rígidizadores de ASTM A -500. Las
cargas y restricciones en las torres son tal como se indicó.
Los elementos más esforzados en las torres fueron los siguientes. En la torre
superior, los dos elementos en los que se aplican la carga de dos toneladas y dos
elementos inferiores de las columnas interiores, resultaron ser los que mayor
esfuerzo soportan pero sin superar el valor que pueden resistir. En la torre inferior,
el elemento que más esfuerzo soporta está ubicado en una de las columnas
interiores, pero de igual manera sin superar el límite que puede soportar el
elemento.
a) b)
Figura 3-49: Esfuerzos en torre. a) parte superior, b) parte inferior
136
El código de colores que se utiliza en la figura anterior, es el que se indica en SAP
2000 V11, siendo el celeste el valor menor de esfuerzo, pasando por el verde,
amarillo y anaranjado hasta llegar al rojo que es el valor máximo que puede
soportar un elemento.
También es necesario calcular el factor de seguridad que tienen las torres, que es
función del código de diseño con el que esté calculando el programa. Para este
caso, el AISC – LRFD93, indica que el factor de seguridad para las torres es:
( ) 90.01 == φ
φη
ratiototal
Torre superior: ( )( ) 28.190.0868.0
1 ==η
Torre inferior: ( )( ) 55.190.0718.0
1 ==η
Por lo que se puede concluir que la torre tiene un factor de seguridad general de
1.28.
En cuanto a los desplazamientos, se ha verificado que en el caso de la torre
superior no supera los 0.35 milímetros, y en la torre inferior no supera los 0.5
milímetros.
Es preciso indicar también el peso total que tendrá la torre, ya que es un limitante
importante para el trasporte de todo el mecanismo. En las tablas a continuación
se indica el peso total de la torre por elemento.
Torre Superior
Elemento Longitud Total [m] Peso [Kg]
Columnas abiertas 6.9 71.16
Columnas 12.0 81.85
Travesaños 29.5 42.56
Rígidizadores 1.6 1.71
137
Torre Inferior
Elemento Longitud Total [m] Peso [Kg]
Columnas abiertas
Columnas 20.4 261.18
Travesaños 35.4 51.13
PESO TOTAL 509.56
Tabla 3-19: Peso total de la torre.
CONCLUSIÓN
Teniendo en consideración que se ha verificado que los resultados obtenidos por
el programa son confiables, que los esfuerzos que soportan todos los elementos
de la torre no supera el límite de los mismos, que los desplazamientos que tiene
la torre son del orden de las décimas de milímetro y que se obtuvo un factor de
seguridad aceptable además de un peso adecuado; se llega a la conclusión final
de considerar aceptado el análisis de la torre en SAP 2000 V11, por lo que los
resultados anteriormente expuestos son los correctos.
3.14.3 RESISTENCIA DE SOLDADURAS EN LA TORRE
Es muy importante verificar la resistencia de las soldaduras con que se unirán los
perfiles en la torre, para ello se debe obtener el valor de los momentos en los
elementos más esforzados de la torre. Estos valores se los obtiene a partir del
análisis realizado en SAP 2000 V11 en los elementos antes citados.
En la parte superior de la torre, la soldadura en los elementos más esforzados
indicados anteriormente, es aquella donde se aplican las cargas de dos
toneladas, con momentos flector y torsor de 54.6 Kgf – m y 0.10 Kgf – m
respectivamente. La fuerza axial que soporta la junta es de 511 Kgf.
En la parte inferior de la torre, la soldadura en el elemento que más esfuerzo
resiste tiene momentos flectores y torsores con valores de 9.93 Kgf – m y 0.33 Kgf
– m respectivamente. La fuerza axial que soporta la junta es de 100 Kgf.
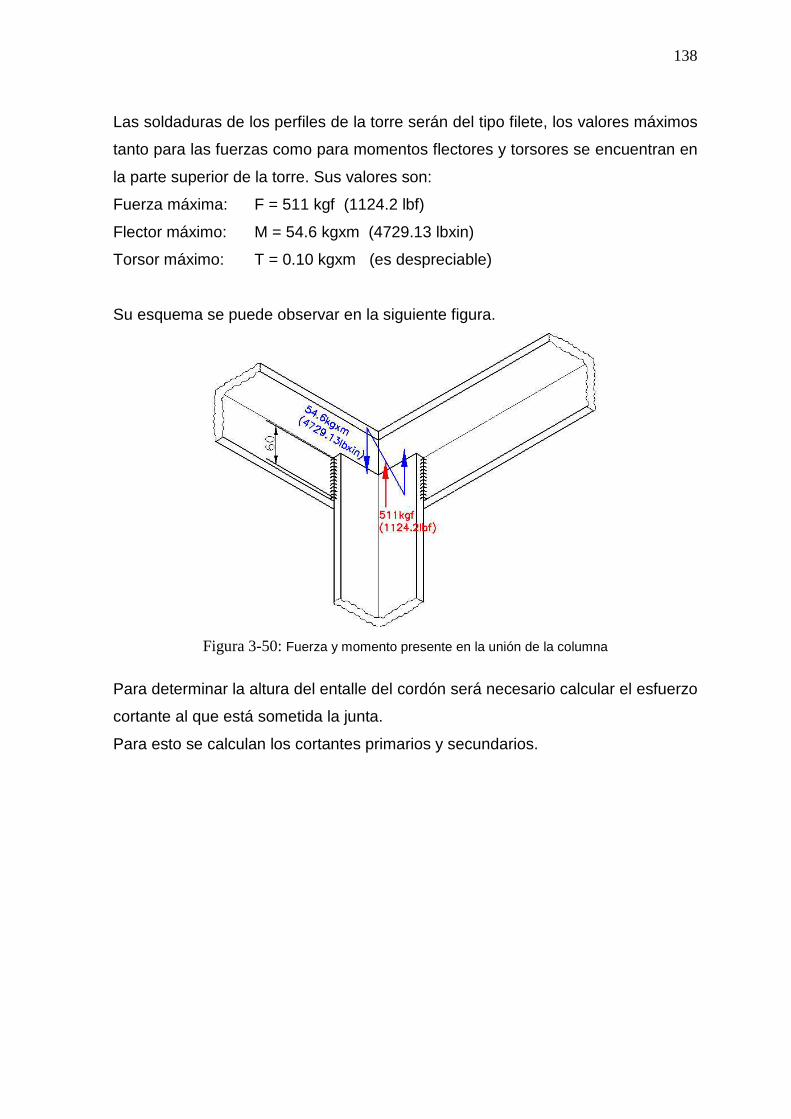
138
Las soldaduras de los perfiles de la torre serán del tipo filete, los valores máximos
tanto para las fuerzas como para momentos flectores y torsores se encuentran en
la parte superior de la torre. Sus valores son:
Fuerza máxima: F = 511 kgf (1124.2 lbf)
Flector máximo: M = 54.6 kgxm (4729.13 lbxin)
Torsor máximo: T = 0.10 kgxm (es despreciable)
Su esquema se puede observar en la siguiente figura.
Figura 3-50: Fuerza y momento presente en la unión de la columna
Para determinar la altura del entalle del cordón será necesario calcular el esfuerzo
cortante al que está sometida la junta.
Para esto se calculan los cortantes primarios y secundarios.

139
Figura 3-51: Cortantes primarios y secundarios en la junta
Cortante primario (se produce debido a la fuerza)
2
6.336707.02
2.1124
in
lbf
h
h
lbf
A
F
=′
⋅×==′
τ
τ
Cortante secundario (se produce debido al momento)
Para calcular el cortante debido a un momento flector o un torsor, dicho momento
debe estar paralelo o perpendicular respectivamente al plano en donde se
encuentran los cordones de soldadura, lo que no ocurre en este caso; por lo que
se descompondrá el momento en dos planos para que se cumplan las
condiciones de cálculo.
El método de cálculo será de “Esfuerzos en uniones soldadas sujetas a flexión y
torsión”50
50 SHIGLEY, J; Diseño en Ingeniería Mecánica; McGraw-Hill; Sexta edición; México; 2002; págs: 543-550.
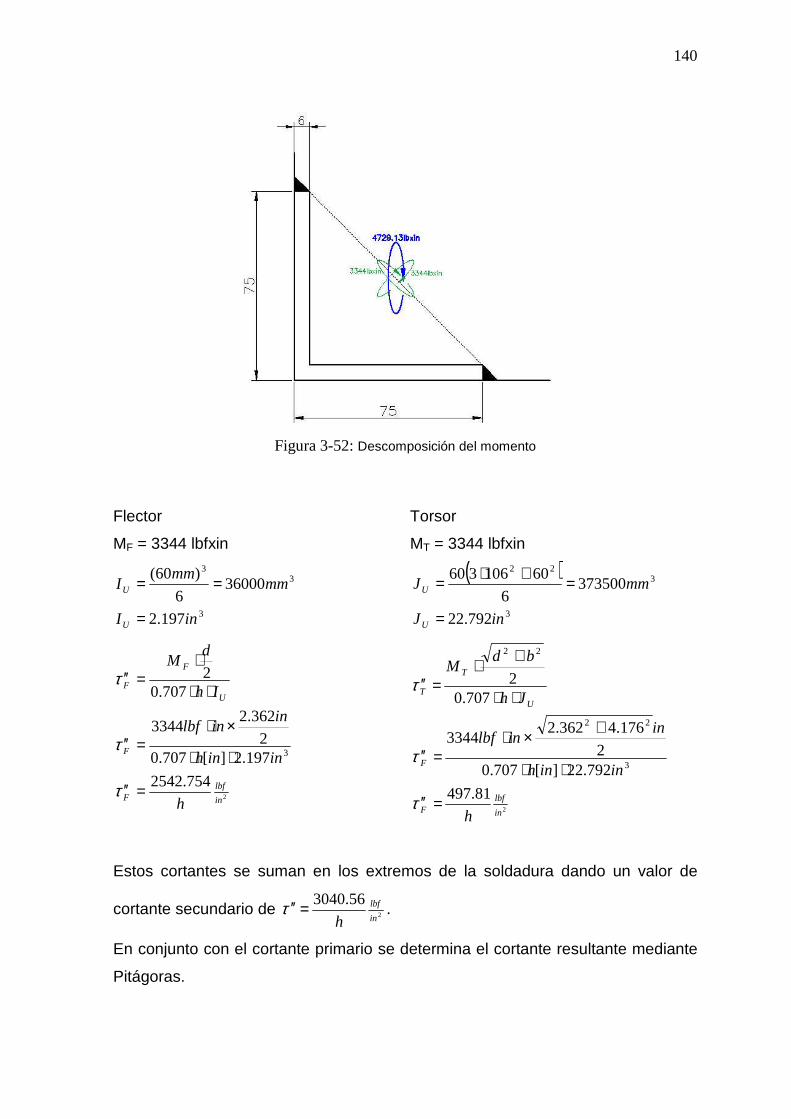
140
Figura 3-52: Descomposición del momento
Flector
MF = 3344 lbfxin
3
33
197.2
360006
)60(
inI
mmmm
I
U
U
=
==
2
754.2542
197.2][707.02
362.23344
707.02
3
in
lbfF
F
U
F
F
h
ininh
ininlbf
Ih
dM
=′′
⋅⋅
×⋅=′′
⋅⋅
⋅=′′
τ
τ
τ
Torsor
MT = 3344 lbfxin
( )3
322
792.22
3735006
60106360
inJ
mmJ
U
U
=
=+⋅=
2
81.497
792.22][707.02
176.4362.23344
707.02
3
22
22
in
lbfF
F
U
T
T
h
ininh
ininlbf
Jh
bdM
=′′
⋅⋅
+×⋅=′′
⋅⋅
+⋅=′′
τ
τ
τ
Estos cortantes se suman en los extremos de la soldadura dando un valor de
cortante secundario de 2
56.3040in
lbf
h=′′τ .
En conjunto con el cortante primario se determina el cortante resultante mediante
Pitágoras.

141
2
138.3059in
lbf
h=τ
El esfuerzo cortante admisible tiene un valor de 0.3Xsut para los electrodos de la
serie E60xx51, cuya resistencia última de tracción es de 62000 2in
lbf .
2
2
18600][
620003.0][
3.0][
in
lbf
in
lbf
utS
=
⋅=
⋅=
τ
ττ
hh×=
=
=
08.6
138.305918600
][
η
η
ττη
Para una altura de entalle de 6 mm (0.236 in), se tiene un factor de seguridad de
1.44. Lo que es un valor aceptable, tomando en cuenta que se está trabajando
con un peso superior al esperado.
3.14.4 SISTEMA HIDRÁULICO PARA EL ABATIMIENTO DE LA TORRE
Para seleccionar los elementos del sistema hidráulico primero deben conocerse la
posición de los cilindros hidráulicos y la fuerza que van a desarrollar. Para esto
se calculará la fuerza necesaria para levantar la torre en distintas posiciones, y se
seleccionará el equipo con los mayores valores.
A continuación se tiene un diagrama de cuerpo libre de la torre durante su
abatimiento.
51 SHIGLEY, J; Diseño en Ingeniería Mecánica; McGraw-Hill; Sexta edición; México; 2002; págç: 551.
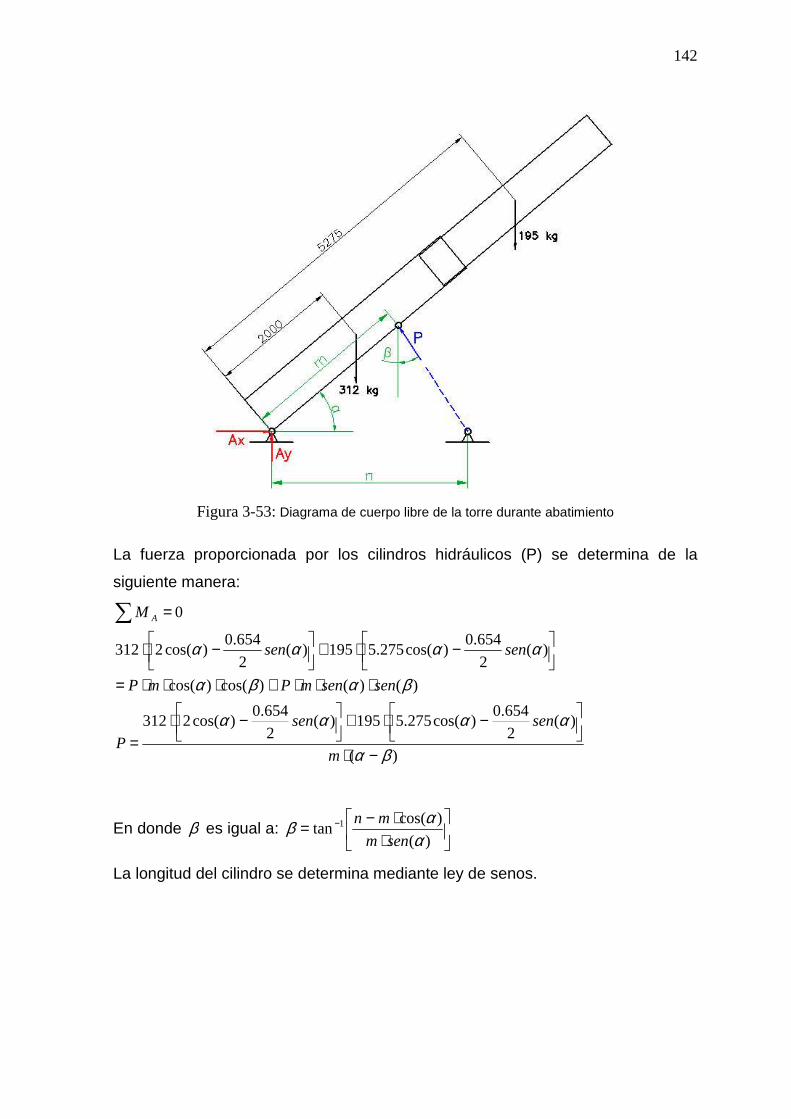
142
Figura 3-53: Diagrama de cuerpo libre de la torre durante abatimiento
La fuerza proporcionada por los cilindros hidráulicos (P) se determina de la
siguiente manera:
)(
)(2
654.0)cos(275.5195)(
2
654.0)cos(2312
)()()cos()cos(
)(2
654.0)cos(275.5195)(
2
654.0)cos(2312
0
βα
αααα
βαβα
αααα
−⋅
−⋅+
−⋅=
⋅⋅⋅+⋅⋅⋅=
−⋅+
−⋅
=∑
m
sensen
P
sensenmPmP
sensen
M A
En donde β es igual a:
⋅⋅−= −
)(
)cos(tan 1
ααβ
senm
mn
La longitud del cilindro se determina mediante ley de senos.

143
+−⋅=
+−=
βαπα
βαπα
2
)(
2
)(
sen
sennL
sen
n
sen
L
La fuerza que se produce en el apoyo A se calcula de la siguiente manera.
)(
0
βsenPA
F
X
X
⋅=
=∑ )cos(195312
0
β⋅−+=
=∑PA
F
Y
Y
Estas ecuaciones se ingresan a una hoja de cálculo para determinar los valores m
y n más apropiados, a continuación se incluye un cuadro de resumen para los
valores seleccionados.
M = 1m n = 2.370m
α [º]
β [º]
P [kgf]
L [m]
Ax [kgf]
Ay [kgf]
A [kgf]
0 90.00 ∞ 1.371 ∞ 0 ∞ 1 89.27 54659.418 1.371 54654.990 -188.725 54655.316 2 88.54 27289.136 1.372 27280.306 -187.186 27280.948 3 87.82 18168.902 1.373 18155.703 -185.436 18156.650 4 87.09 13611.115 1.375 13593.591 -183.475 13594.829 5 86.37 10878.245 1.377 10856.448 -181.304 10857.961 6 85.66 9057.771 1.380 9031.762 -178.923 9033.534 7 84.95 7758.607 1.384 7728.456 -176.334 7730.467 8 84.24 6785.200 1.388 6750.986 -173.536 6753.216 9 83.55 6028.907 1.392 5990.716 -170.530 5993.143 10 82.86 5424.536 1.397 5382.461 -167.319 5385.061 11 82.18 4930.597 1.402 4884.739 -163.902 4887.488 12 81.51 4519.425 1.408 4469.893 -160.280 4472.766 13 80.85 4171.867 1.415 4118.774 -156.456 4121.744 14 80.20 3874.235 1.421 3817.703 -152.429 3820.744 15 79.56 3616.493 1.429 3556.647 -148.201 3559.733 16 78.94 3391.110 1.436 3328.080 -143.774 3331.184 17 78.32 3192.323 1.444 3126.246 -139.149 3129.342 18 77.72 3015.651 1.453 2946.668 -134.326 2949.728 19 77.13 2857.553 1.462 2785.807 -129.309 2788.807 20 76.56 2715.197 1.471 2640.835 -124.097 2643.749 21 76.00 2586.286 1.481 2509.458 -118.694 2512.264 22 75.45 2468.942 1.492 2389.801 -113.100 2392.476 23 74.92 2361.612 1.502 2280.313 -107.316 2282.837 24 74.41 2263.002 1.513 2179.700 -101.346 2182.055 25 73.90 2172.022 1.524 2086.875 -95.191 2089.045 26 73.42 2087.753 1.536 2000.918 -88.851 2002.890 27 72.95 2009.407 1.548 1921.043 -82.331 1922.806
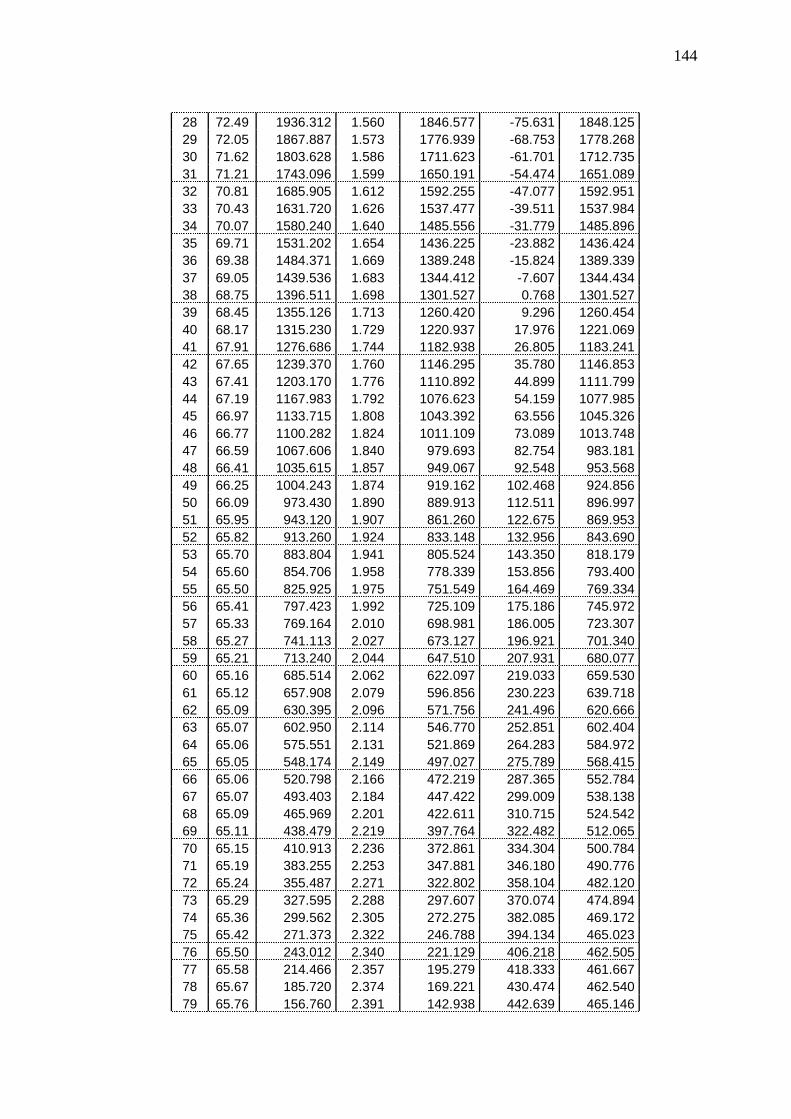
144
28 72.49 1936.312 1.560 1846.577 -75.631 1848.125 29 72.05 1867.887 1.573 1776.939 -68.753 1778.268 30 71.62 1803.628 1.586 1711.623 -61.701 1712.735 31 71.21 1743.096 1.599 1650.191 -54.474 1651.089 32 70.81 1685.905 1.612 1592.255 -47.077 1592.951 33 70.43 1631.720 1.626 1537.477 -39.511 1537.984 34 70.07 1580.240 1.640 1485.556 -31.779 1485.896 35 69.71 1531.202 1.654 1436.225 -23.882 1436.424 36 69.38 1484.371 1.669 1389.248 -15.824 1389.339 37 69.05 1439.536 1.683 1344.412 -7.607 1344.434 38 68.75 1396.511 1.698 1301.527 0.768 1301.527 39 68.45 1355.126 1.713 1260.420 9.296 1260.454 40 68.17 1315.230 1.729 1220.937 17.976 1221.069 41 67.91 1276.686 1.744 1182.938 26.805 1183.241 42 67.65 1239.370 1.760 1146.295 35.780 1146.853 43 67.41 1203.170 1.776 1110.892 44.899 1111.799 44 67.19 1167.983 1.792 1076.623 54.159 1077.985 45 66.97 1133.715 1.808 1043.392 63.556 1045.326 46 66.77 1100.282 1.824 1011.109 73.089 1013.748 47 66.59 1067.606 1.840 979.693 82.754 983.181 48 66.41 1035.615 1.857 949.067 92.548 953.568 49 66.25 1004.243 1.874 919.162 102.468 924.856 50 66.09 973.430 1.890 889.913 112.511 896.997 51 65.95 943.120 1.907 861.260 122.675 869.953 52 65.82 913.260 1.924 833.148 132.956 843.690 53 65.70 883.804 1.941 805.524 143.350 818.179 54 65.60 854.706 1.958 778.339 153.856 793.400 55 65.50 825.925 1.975 751.549 164.469 769.334 56 65.41 797.423 1.992 725.109 175.186 745.972 57 65.33 769.164 2.010 698.981 186.005 723.307 58 65.27 741.113 2.027 673.127 196.921 701.340 59 65.21 713.240 2.044 647.510 207.931 680.077 60 65.16 685.514 2.062 622.097 219.033 659.530 61 65.12 657.908 2.079 596.856 230.223 639.718 62 65.09 630.395 2.096 571.756 241.496 620.666 63 65.07 602.950 2.114 546.770 252.851 602.404 64 65.06 575.551 2.131 521.869 264.283 584.972 65 65.05 548.174 2.149 497.027 275.789 568.415 66 65.06 520.798 2.166 472.219 287.365 552.784 67 65.07 493.403 2.184 447.422 299.009 538.138 68 65.09 465.969 2.201 422.611 310.715 524.542 69 65.11 438.479 2.219 397.764 322.482 512.065 70 65.15 410.913 2.236 372.861 334.304 500.784 71 65.19 383.255 2.253 347.881 346.180 490.776 72 65.24 355.487 2.271 322.802 358.104 482.120 73 65.29 327.595 2.288 297.607 370.074 474.894 74 65.36 299.562 2.305 272.275 382.085 469.172 75 65.42 271.373 2.322 246.788 394.134 465.023 76 65.50 243.012 2.340 221.129 406.218 462.505 77 65.58 214.466 2.357 195.279 418.333 461.667 78 65.67 185.720 2.374 169.221 430.474 462.540 79 65.76 156.760 2.391 142.938 442.639 465.146
145
80 65.86 127.571 2.408 116.413 454.823 469.485 81 65.96 98.141 2.425 89.629 467.023 475.546 82 66.07 68.454 2.442 62.570 479.236 483.303 83 66.19 38.497 2.458 35.219 491.457 492.717 84 66.31 8.256 2.475 7.560 503.682 503.739 85 66.43 -22.282 2.492 -20.424 515.909 516.313 86 66.56 -53.132 2.508 -48.748 528.133 530.378 87 66.70 -84.308 2.524 -77.431 540.351 545.870 88 66.84 -115.823 2.541 -106.487 552.558 562.725 89 66.98 -147.693 2.557 -135.934 564.751 580.881 90 67.13 -179.933 2.573 -165.789 576.927 600.276
Como puede verse se trabajará con los valores para una posición de la torre de
15º de inclinación, posición para la cual se tienen los siguientes valores.
Fuerza de los cilindros (2 cilindros) 3560 kg
Longitud del cilindro cerrado 1.43 m
Longitud del cilindro abierto 2.56 m
Ax 3556.6 kg
Ay 148.2 kg
ELEMENTOS DEL SISTEMA HIDRÁULICO
Los elementos a adquirir serán los cilindros hidráulicos, las cañerías necesarias
para conducción del fluido, y el sistema de generación de potencia.
Cilindros Hidráulicos
Estos elementos se pueden adquirir ya sea en tamaños normalizados o se
pueden construir según sean las necesidades. Debido a que los cilindros
normalizados son más económicos, los tamaños requeridos están disponibles y
su funcionamiento está comprobado, estos son los recomendados para el sistema
de abatimiento.
La información de los cilindros es la siguiente:
diámetro interno 4” (10.2 cm)
distancia entre apoyos (cerrado) 58 ¼“ (148 cm)
carrera 48” (122 cm)
fuerza máxima 9900 lbf (4500 kg)
volumen 9.9 litros

146
Con la fuerza que debe proveer cada cilindro y el área interna se puede
determinar la presión interna que soportarán cada uno durante el funcionamiento,
dicho valor es de 310 psi.
Cañerías
Las cañerías se adquirirán de acuerdo a la máxima presión que soportan los
cilindros hidráulicos que es de 3000 psig.
Generación de Potencia
Ya que la torre funcionará en lugares en los que no se dispone de fuentes de
energía se necesitará tomar la potencia necesaria de la batería del mismo tractor
que provee la energía mecánica.
Para estos fines existen equipos llamados “power-pack” que están compuestos de
la bomba y el reservorio del aceite. De los equipos disponibles en el mercado se
seleccionó uno con las siguientes características.
corriente 12V D.C.
presión máxima 2400 psig
potencia 1800 W
reservorio 30 litros
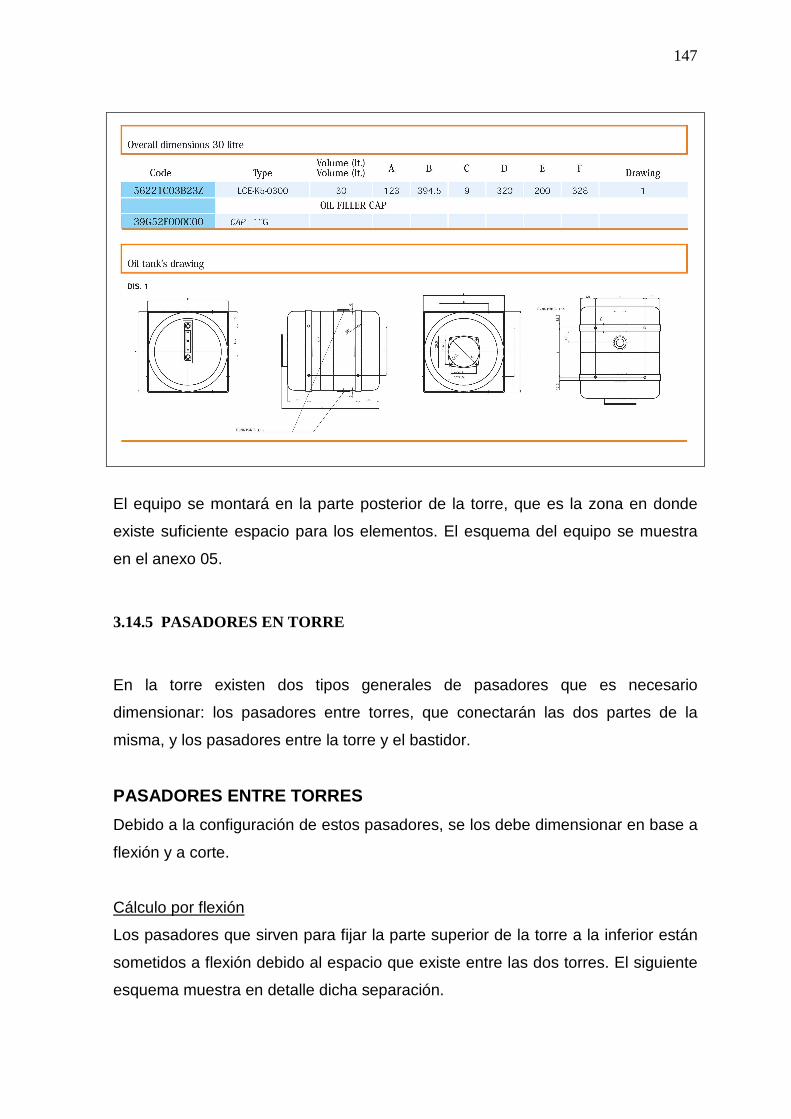
147
El equipo se montará en la parte posterior de la torre, que es la zona en donde
existe suficiente espacio para los elementos. El esquema del equipo se muestra
en el anexo 05.
3.14.5 PASADORES EN TORRE
En la torre existen dos tipos generales de pasadores que es necesario
dimensionar: los pasadores entre torres, que conectarán las dos partes de la
misma, y los pasadores entre la torre y el bastidor.
PASADORES ENTRE TORRES
Debido a la configuración de estos pasadores, se los debe dimensionar en base a
flexión y a corte.
Cálculo por flexión
Los pasadores que sirven para fijar la parte superior de la torre a la inferior están
sometidos a flexión debido al espacio que existe entre las dos torres. El siguiente
esquema muestra en detalle dicha separación.
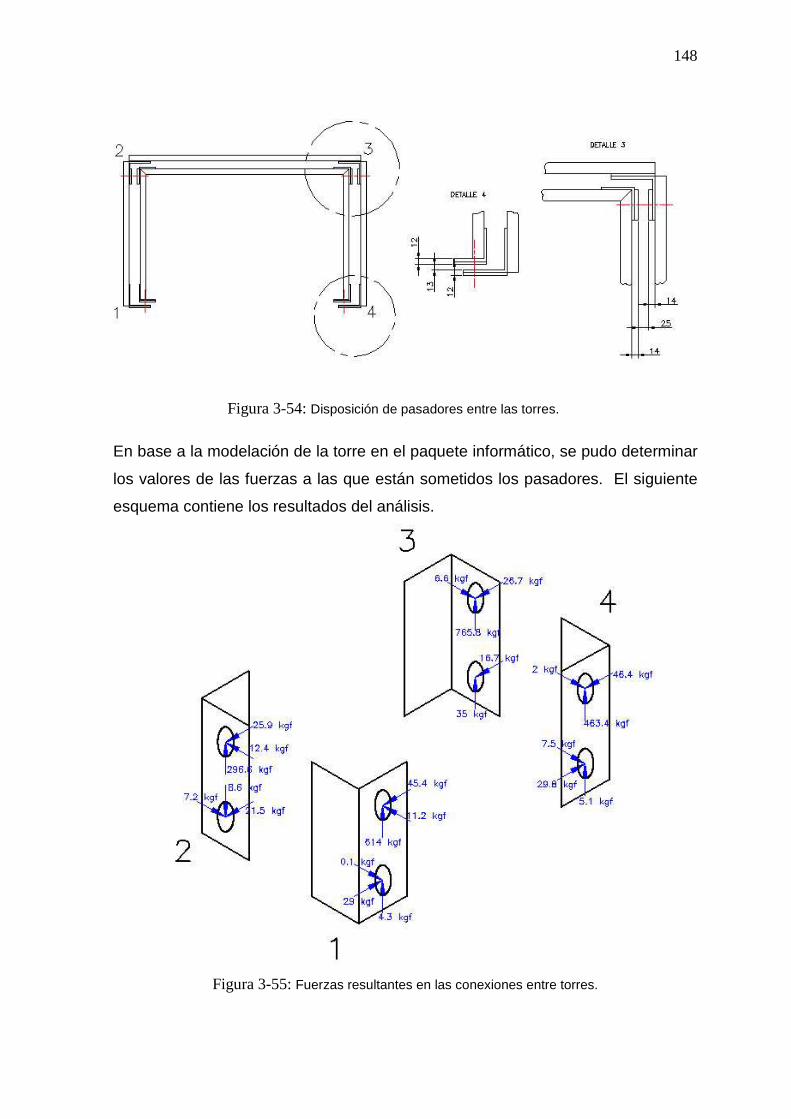
148
Figura 3-54: Disposición de pasadores entre las torres.
En base a la modelación de la torre en el paquete informático, se pudo determinar
los valores de las fuerzas a las que están sometidos los pasadores. El siguiente
esquema contiene los resultados del análisis.
Figura 3-55: Fuerzas resultantes en las conexiones entre torres.

149
De estos resultados se puede ver que la mayor fuerza se encuentra en al apoyo
3, por lo que para dimensionar todos los pasadores se utilizará esta fuerza.
Las fuerzas transmitidas por las conexiones al pasador se reparten de la siguiente
manera:
Figura 3-56: Fuerzas presentes en el pasador
Las fuerzas A y B son resultado de la descomposición de F que es la mayor
fuerza resultante en las conexiones de la torre. Se plantea un sistema de
ecuaciones para encontrar los valores.
BFA
BAF
+=−=
25
53
5325
⋅=
⋅=⋅
BA
BA
kgfA
kgfB
kgfB
FBB
04.1448
04.683
125
53765
25
53
==
−=
=−⋅
Con estos valores se puede realizar un diagrama de cuerpo libre del pasador y su
diagrama de momento flector.
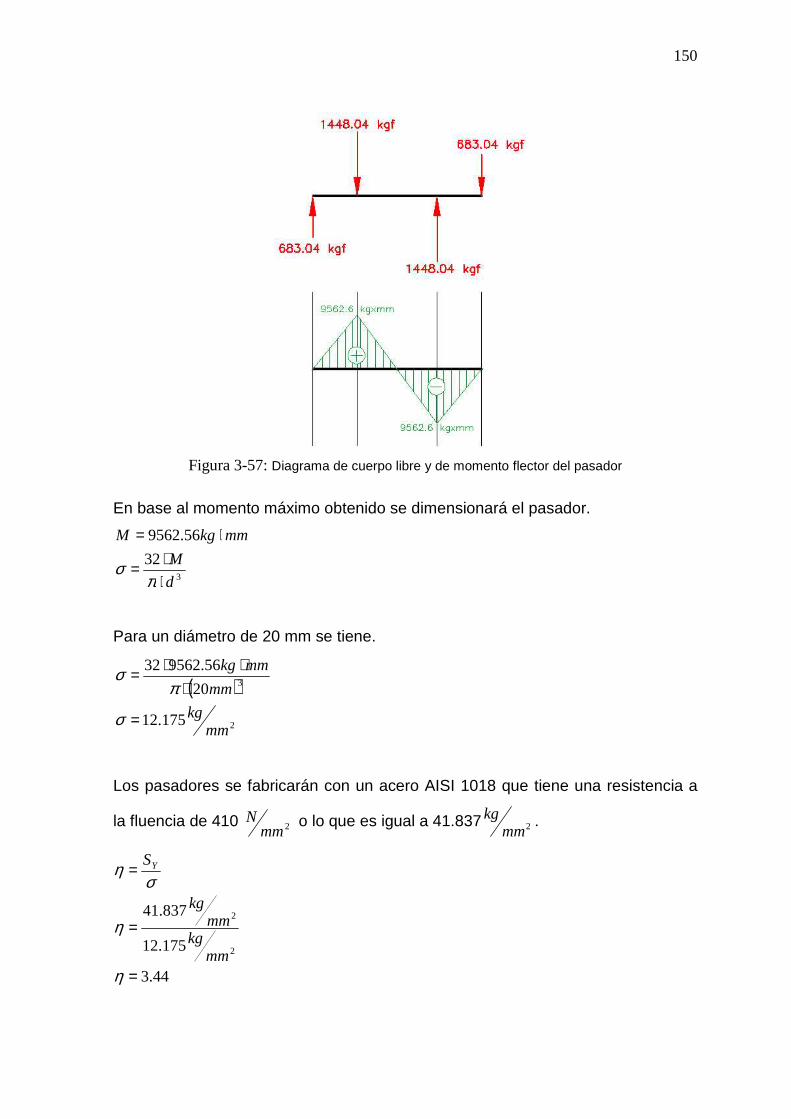
150
Figura 3-57: Diagrama de cuerpo libre y de momento flector del pasador
En base al momento máximo obtenido se dimensionará el pasador.
3
32
56.9562
d
M
mmkgM
⋅⋅=
⋅=
πσ
Para un diámetro de 20 mm se tiene.
( )
2
3
175.12
20
56.956232
mmkg
mm
mmkg
=
⋅⋅⋅=
σ
πσ
Los pasadores se fabricarán con un acero AISI 1018 que tiene una resistencia a
la fluencia de 410 2mmN o lo que es igual a 41.837 2mm
kg .
44.3
175.12
837.41
2
2
=
=
=
η
η
ση
mmkg
mmkg
SY
151
Como puede verse este factor de seguridad tiene un valor aceptable, por lo que el
diámetro del pasador será de 20 mm.
Cálculo por corte
( )2
2
2
2
7654
837.41577.0
4577.0
4
d
Kgfmm
Kgf
d
FSySsy
d
F
A
F
π
η
πτ
η
πττ
===
==
Con el diámetro de 20 milímetros determinado por flexión se comprueba la
resistencia al corte del pasador.
( )( )
9.9
20
7654
837.41577.0
2
2
=
= η
π
ηKgf
mm
Kgf
Con esto se concluye que los pasadores que conectarán las torres entre sí, deben
tener un diámetro de 20 milímetros y de acero de transmisión SAE 1018.
PASADORES TORRE – BASTIDOR
Estos pasadores son los que permiten el abatimiento y fijación de la torre con
respecto al bastidor, por medio de los cilindros hidráulicos. Estos a comparación
de los anteriores, estarán sometidos únicamente a corte, debido a que no existe
una separación considerable entre el apoyo fijo del bastidor y el apoyo de la torre.
En este punto es necesario comparar entre dos fuerzas: la reacción en los
pasadores cuando la torre está vertical, y la reacción que se produce en los
pasadores cuando inicia el abatimiento de la torre (cuando ésta se encuentra
inclinada 15º). La primera reacción tiene un valor de 1548.50 Kgf, mientras que en
el segundo caso la reacción tiene un valor de 1779.89 por cada pasador. Es decir,
para el dimensionamiento del pasador se debe considerar la reacción de
abatimiento.

152
Los pasadores se fabricarán de acero de transmisión SAE 1018, con un valor a la
fluencia de 41.83 [Kgf/mm2].
( )2
2
2
2
17804
837.41577.0
4577.0
4
d
Kgfmm
Kgf
d
FSySsy
d
F
A
F
π
η
πτ
η
πττ
===
==
Con esto se hace un pequeño flujo de datos para determinar el diámetro
adecuado.
D (mm) η d (mm) η
5 0,27 16 2,73 6 0,38 17 3,08 7 0,52 18 3,45 8 0,68 19 3,85 9 0,86 20 4,26
10 1,07 21 4,70 11 1,29 22 5,16 12 1,53 23 5,63 13 1,80 24 6,14 14 2,09 25 6,57 15 2,40 26 7,20
Un diámetro adecuado para estos pasadores es de 20 milímetros, con un factor
de seguridad de 4.26 que es aceptable para la aplicación.
3.14.6 APOYO TORRE – BASTIDOR
En este apoyo se aloja el pasador torre – bastidor que permite el abatimiento y
fijación de la torre, es decir este apoyo es aquel donde la torre pivotará hasta
llegar a la posición de operación. A continuación se presenta un esquema del
apoyo.
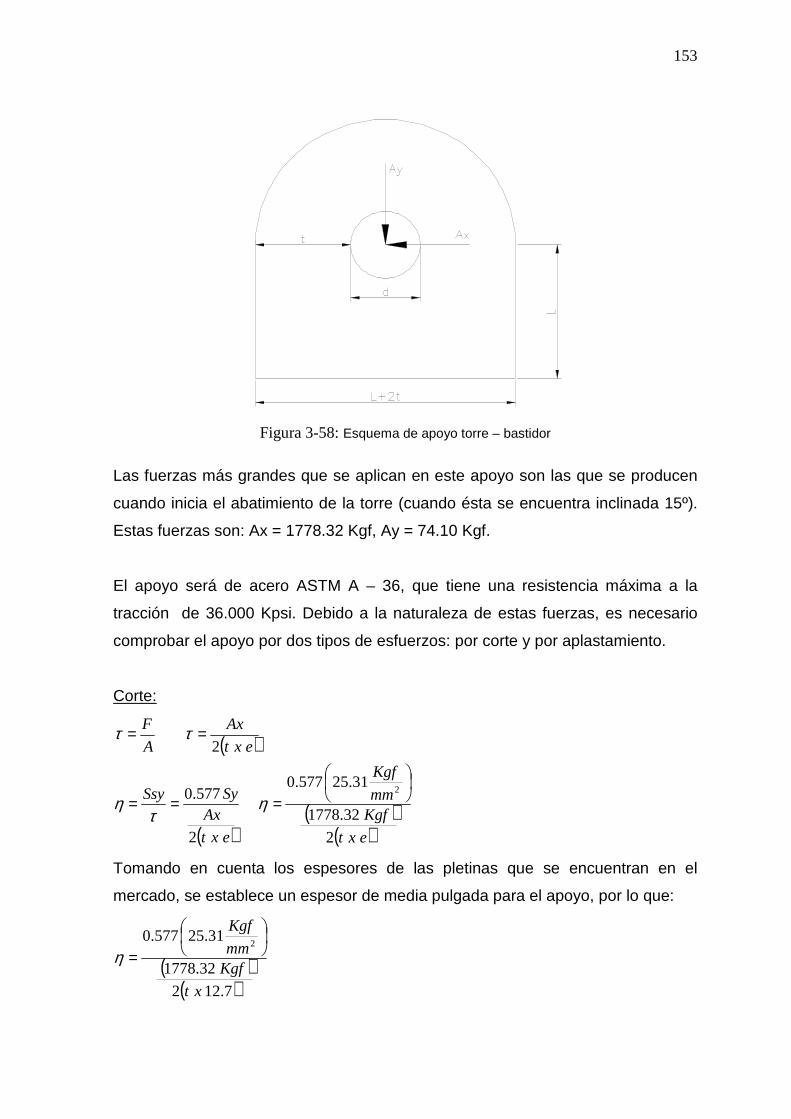
153
Figura 3-58: Esquema de apoyo torre – bastidor
Las fuerzas más grandes que se aplican en este apoyo son las que se producen
cuando inicia el abatimiento de la torre (cuando ésta se encuentra inclinada 15º).
Estas fuerzas son: Ax = 1778.32 Kgf, Ay = 74.10 Kgf.
El apoyo será de acero ASTM A – 36, que tiene una resistencia máxima a la
tracción de 36.000 Kpsi. Debido a la naturaleza de estas fuerzas, es necesario
comprobar el apoyo por dos tipos de esfuerzos: por corte y por aplastamiento.
Corte:
( )
( )( )
( )ext
Kgfmm
Kgf
ext
AxSySsy
ext
Ax
A
F
2
32.1778
31.25577.0
2
577.0
2
2
===
==
ητ
η
ττ
Tomando en cuenta los espesores de las pletinas que se encuentran en el
mercado, se establece un espesor de media pulgada para el apoyo, por lo que:
( )( )7.122
32.1778
31.25577.02
xt
Kgfmm
Kgf
=η
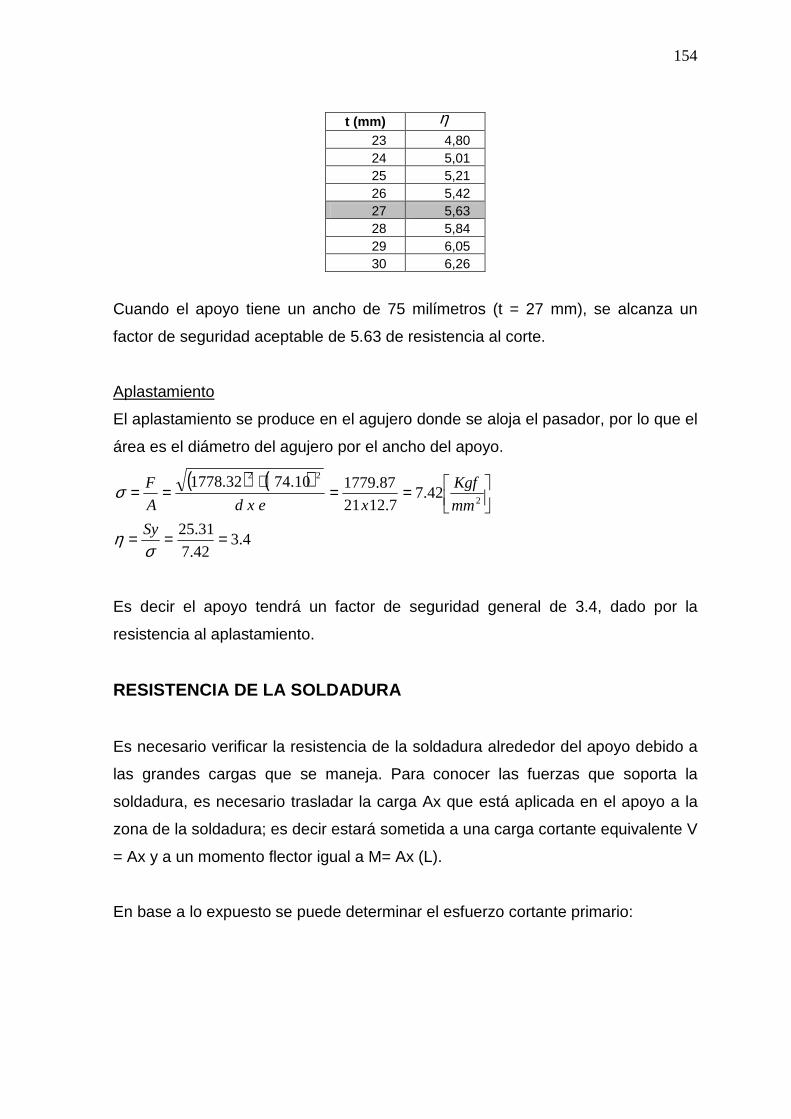
154
t (mm) η
23 4,80 24 5,01 25 5,21 26 5,42 27 5,63 28 5,84 29 6,05 30 6,26
Cuando el apoyo tiene un ancho de 75 milímetros (t = 27 mm), se alcanza un
factor de seguridad aceptable de 5.63 de resistencia al corte.
Aplastamiento
El aplastamiento se produce en el agujero donde se aloja el pasador, por lo que el
área es el diámetro del agujero por el ancho del apoyo.
( ) ( )
4.342.7
31.25
42.77.1221
87.177910.7432.17782
22
===
==+
==
ση
σ
Sy
mm
Kgf
xexdA
F
Es decir el apoyo tendrá un factor de seguridad general de 3.4, dado por la
resistencia al aplastamiento.
RESISTENCIA DE LA SOLDADURA
Es necesario verificar la resistencia de la soldadura alrededor del apoyo debido a
las grandes cargas que se maneja. Para conocer las fuerzas que soporta la
soldadura, es necesario trasladar la carga Ax que está aplicada en el apoyo a la
zona de la soldadura; es decir estará sometida a una carga cortante equivalente V
= Ax y a un momento flector igual a M= Ax (L).
En base a lo expuesto se puede determinar el esfuerzo cortante primario:

155
Kgf1778.32' == VA
Vτ
xdhA 414.1=
En donde h es la altura del entalle del cordón, y d es la longitud del cordón.
Se considerará que sólo se soldará a lo largo de la base del apoyo, por lo que
solo se tendrán dos cordones de 75 mm de longitud cada uno. Este tipo de
soldadura es a filete, y se hará con una altura del entalle de 8 milímetros.
( )( )( )
==2
09.29759528.23149.0414.1
2.232.1778'
in
lbfτ
El esfuerzo cortante secundario o de flexión está determinado por:
( )LAMIhII
rxMXflectorU
flector === 707.0'' maxτ
Donde M es el momento flector que soporta la soldadura, IU es el momento de
inercia unitario que para la configuración del cordón es de6
3dI U = .
( ) ( )
( ) ( )
==⇒
==
=
=
24
4
3
31.60469553.0
4764.12.232.1778''
4764.12
9553.0
6
9528.23149.0707.0
in
lbfLx
in
inxinLlbf
ind
r
inI
I
τ
222
22
31.604609.2975
'''
Lxaplicado
aplicado
+=
+=
τ
τττ
La soldadura se debe realizar con electrodo revestido de la serie E60, y el
esfuerzo permisible para esta configuración es del 30% del esfuerzo máximo a la
tracción del metal de soldadura52.
52 SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw Hill; quinta edición; México; página 551
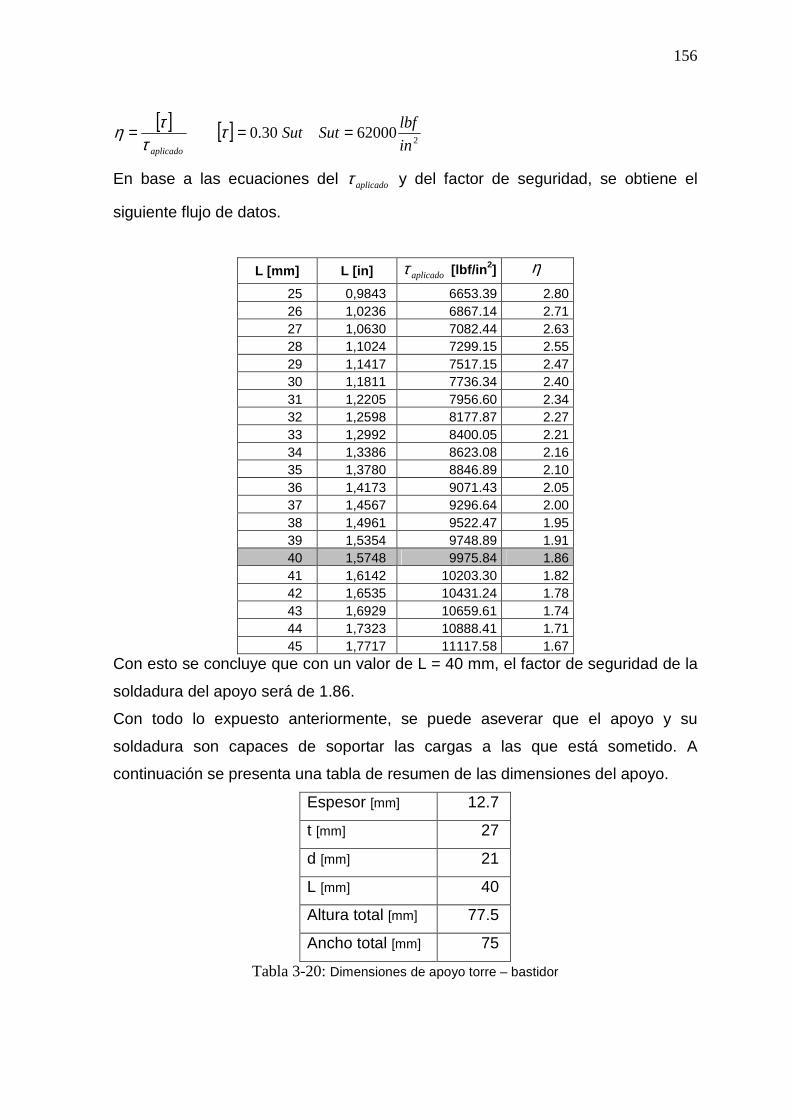
156
[ ] [ ]2
6200030.0in
lbfSutSut
aplicado
=== ττ
τη
En base a las ecuaciones del aplicadoτ y del factor de seguridad, se obtiene el
siguiente flujo de datos.
L [mm] L [in] aplicadoτ [lbf/in 2] η
25 0,9843 6653.39 2.80 26 1,0236 6867.14 2.71 27 1,0630 7082.44 2.63 28 1,1024 7299.15 2.55 29 1,1417 7517.15 2.47 30 1,1811 7736.34 2.40 31 1,2205 7956.60 2.34 32 1,2598 8177.87 2.27 33 1,2992 8400.05 2.21 34 1,3386 8623.08 2.16 35 1,3780 8846.89 2.10 36 1,4173 9071.43 2.05 37 1,4567 9296.64 2.00 38 1,4961 9522.47 1.95 39 1,5354 9748.89 1.91 40 1,5748 9975.84 1.86 41 1,6142 10203.30 1.82 42 1,6535 10431.24 1.78 43 1,6929 10659.61 1.74 44 1,7323 10888.41 1.71 45 1,7717 11117.58 1.67
Con esto se concluye que con un valor de L = 40 mm, el factor de seguridad de la
soldadura del apoyo será de 1.86.
Con todo lo expuesto anteriormente, se puede aseverar que el apoyo y su
soldadura son capaces de soportar las cargas a las que está sometido. A
continuación se presenta una tabla de resumen de las dimensiones del apoyo.
Espesor [mm] 12.7
t [mm] 27
d [mm] 21
L [mm] 40
Altura total [mm] 77.5
Ancho total [mm] 75
Tabla 3-20: Dimensiones de apoyo torre – bastidor
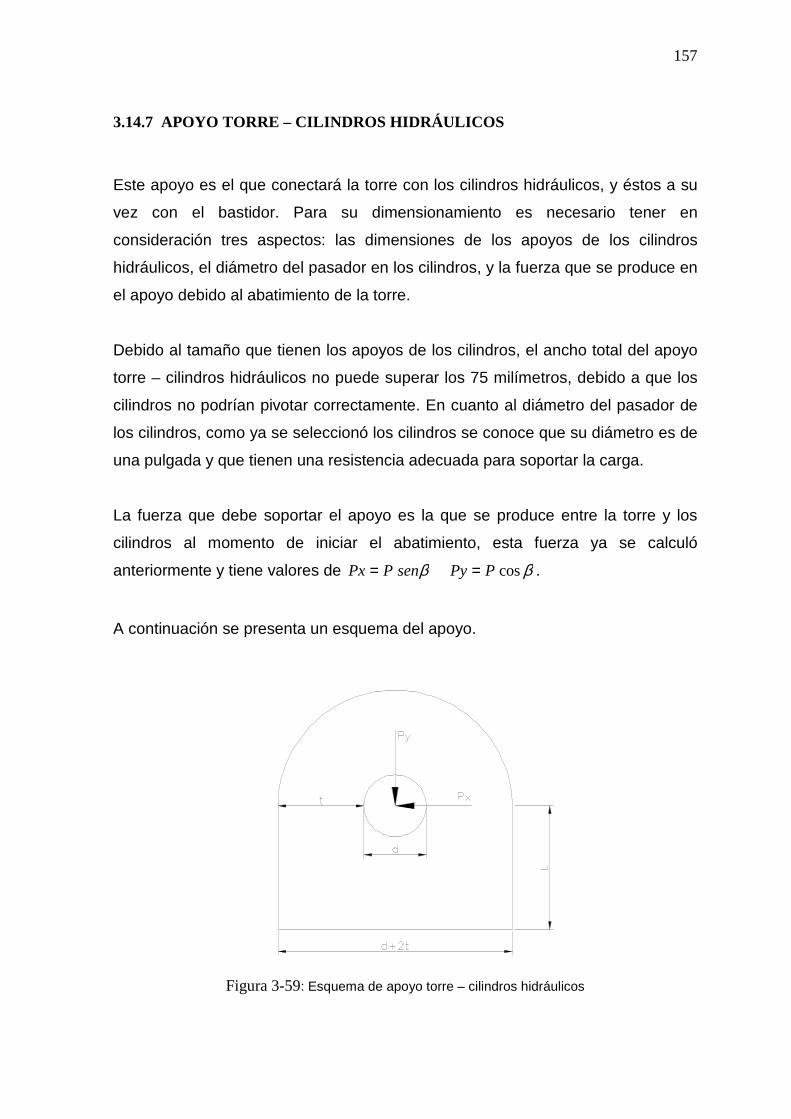
157
3.14.7 APOYO TORRE – CILINDROS HIDRÁULICOS
Este apoyo es el que conectará la torre con los cilindros hidráulicos, y éstos a su
vez con el bastidor. Para su dimensionamiento es necesario tener en
consideración tres aspectos: las dimensiones de los apoyos de los cilindros
hidráulicos, el diámetro del pasador en los cilindros, y la fuerza que se produce en
el apoyo debido al abatimiento de la torre.
Debido al tamaño que tienen los apoyos de los cilindros, el ancho total del apoyo
torre – cilindros hidráulicos no puede superar los 75 milímetros, debido a que los
cilindros no podrían pivotar correctamente. En cuanto al diámetro del pasador de
los cilindros, como ya se seleccionó los cilindros se conoce que su diámetro es de
una pulgada y que tienen una resistencia adecuada para soportar la carga.
La fuerza que debe soportar el apoyo es la que se produce entre la torre y los
cilindros al momento de iniciar el abatimiento, esta fuerza ya se calculó
anteriormente y tiene valores de ββ cosPPysenPPx == .
A continuación se presenta un esquema del apoyo.
Figura 3-59: Esquema de apoyo torre – cilindros hidráulicos

158
El apoyo será de acero ASTM A – 36, que tiene una resistencia máxima a la
tracción de 36.000 Kpsi. Debido a la naturaleza de estas fuerzas, es necesario
comprobar el apoyo por dos tipos de esfuerzos: por corte y por aplastamiento.
Corte:
( )
( ) KgfxPPy
KgfsenxsenPPx
60.3276.79cos2
50.3616cos
54.17786.792
50.3616
===
===
β
β
( )
( )( )
( )ext
Kgfmm
Kgf
ext
PxSySsy
ext
Px
A
F
2
54.1778
31.25577.0
2
577.0
2
2
===
==
ητ
η
ττ
Tomando en cuenta los espesores de las pletinas que se encuentran en el
mercado, se establece un espesor de media pulgada para el apoyo, por lo que:
( )( )7.122
54.1778
31.25577.02
xt
Kgfmm
Kgf
=η
t (mm) η
10 2,09 11 2,29 12 2,50 13 2,71 14 2,92 15 3,13 16 3,34 17 3,55 18 3,75 19 3,96 20 4,17
Cuando el apoyo tiene un ancho de 56 milímetros (t = 15 mm), se alcanza un
factor de seguridad aceptable de 3,13 de resistencia al corte.
159
Aplastamiento
El aplastamiento se produce en el agujero donde se aloja el pasador, por lo que el
área es el diámetro del agujero por el ancho del apoyo.
( ) ( )
62.450.5
31.25
50.57.1226
25.180860.32754.17782
22
===
==+
==
ση
σ
Sy
mm
Kgf
xexdA
F
Es decir el apoyo tendrá un factor de seguridad general de 3.13, dado por la
resistencia al corte del mismo.
RESISTENCIA DE LA SOLDADURA
Es necesario verificar la resistencia de la soldadura alrededor del apoyo debido a
que se maneja cargas considerables. Para conocer las fuerzas que soporta la
soldadura, es necesario trasladar la carga Px que está aplicada en el apoyo a la
zona de la soldadura; es decir, el cordón estará sometido a una carga cortante
equivalente V = Px y a un momento torsor igual a T= Px (L).
En base a lo expuesto se puede determinar el esfuerzo cortante primario:
Kgf1778.54' == VA
Vτ
( )dbxhA += 2707.0
En donde h es la altura del entalle del cordón, d es la longitud del cordón en la
base del apoyo y b es la longitud del cordón en la altura del apoyo que será de 20
milímetros.
Se considerará que sólo se soldará en la base del apoyo y una porción en la
altura del mismo para su fijación con la torre, por lo que se tendrán dos cordones
de 20 mm de longitud y un cordón de 56 mm. Este tipo de soldadura es a filete, y
se hará con una altura del entalle de 8 milímetros.

160
( )( ) ( )[ ]
=+
=2
07.46502047.27874.023149.0707.0
2.254.1778'
in
lbf
xτ
El esfuerzo cortante secundario o de torsión está determinado por:
( )LPMJhJJ
rxMXtorsorU
torsor === 707.0'' maxτ
Donde M es el momento torsor que soporta la soldadura, JU es el momento de
inercia unitario que para la configuración del cordón es de
db
bdbdbJU +
−++=212
68 4323
.
( ) ( ) ( ) ( )
( )( ) ( )
==⇒
=
+−+
=
=
−−++=
24
222
4
4323
14.59478332.0
2664.12.254.1778''
2664.12047.27874.02
7874.07874.0
2
2047.2
8332.0
2047.27874.02
7874.0
12
2047.22047.27874.067874.083149.0707.0
in
lbfLx
in
inxinLlbf
inx
r
inJ
x
xxxJ
maz
τ
222
22
14.594707.4650
'''
Lxaplicado
aplicado
+=
+=
τ
τττ
La soldadura se debe realizar con electrodo revestido de la serie E60, y el
esfuerzo permisible para esta configuración es del 30% del esfuerzo máximo a la
tracción del metal de soldadura53.
[ ] [ ]2
6200030.0in
lbfSutSut
aplicado
=== ττ
τη
En base a las ecuaciones del aplicadoτ y del factor de seguridad, se obtiene el
siguiente flujo de datos.
53 SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw Hill; quinta edición; México; página 551
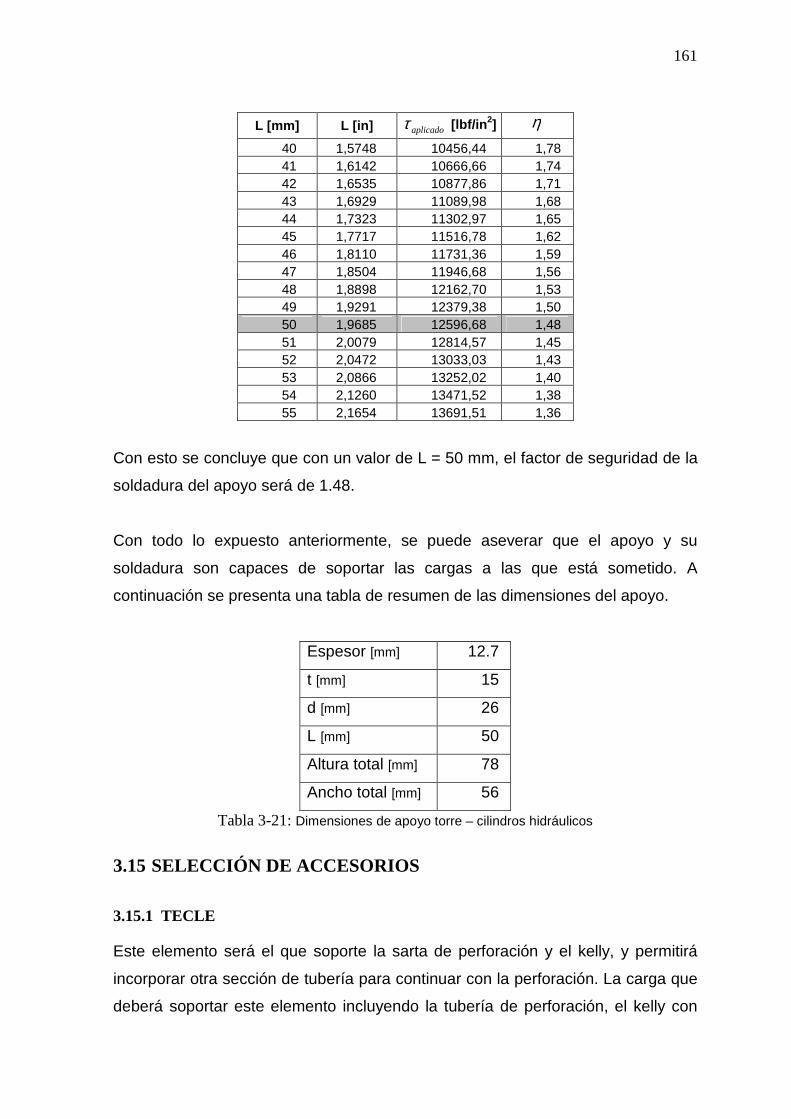
161
L [mm] L [in] aplicadoτ [lbf/in 2] η
40 1,5748 10456,44 1,78 41 1,6142 10666,66 1,74 42 1,6535 10877,86 1,71 43 1,6929 11089,98 1,68 44 1,7323 11302,97 1,65 45 1,7717 11516,78 1,62 46 1,8110 11731,36 1,59 47 1,8504 11946,68 1,56 48 1,8898 12162,70 1,53 49 1,9291 12379,38 1,50 50 1,9685 12596,68 1,48 51 2,0079 12814,57 1,45 52 2,0472 13033,03 1,43 53 2,0866 13252,02 1,40 54 2,1260 13471,52 1,38 55 2,1654 13691,51 1,36
Con esto se concluye que con un valor de L = 50 mm, el factor de seguridad de la
soldadura del apoyo será de 1.48.
Con todo lo expuesto anteriormente, se puede aseverar que el apoyo y su
soldadura son capaces de soportar las cargas a las que está sometido. A
continuación se presenta una tabla de resumen de las dimensiones del apoyo.
Espesor [mm] 12.7
t [mm] 15
d [mm] 26
L [mm] 50
Altura total [mm] 78
Ancho total [mm] 56
Tabla 3-21: Dimensiones de apoyo torre – cilindros hidráulicos
3.15 SELECCIÓN DE ACCESORIOS
3.15.1 TECLE
Este elemento será el que soporte la sarta de perforación y el kelly, y permitirá
incorporar otra sección de tubería para continuar con la perforación. La carga que
deberá soportar este elemento incluyendo la tubería de perforación, el kelly con
162
sus acoples y los collarines de peso es de aproximadamente 1.5 toneladas, pero
como la torre fue diseñada para dos toneladas, el tecle deberá soportar al menos
dos toneladas.
Este tecle además de operar como uno normal, es decir de subir para anexar otra
porción de tubo y bajar la tubería de perforación hasta el estado de operación,
debe tener una posición de trabajo extra que es la de estar libre (sin bloqueo)
para la perforación del pozo, para que así la tubería pueda seguir bajando
conforme se avance con la perforación. Para esto se debe utilizar el tecle
multipasos, muy similar al tecle de palanca, pero este opera con cadenas.
3.15.2 SWIVEL
Este elemento lleva el lodo de perforación desde la bomba de lodos hacia el
interior de la tubería de perforación mientras esta gira, es decir el acople swivel
tiene la característica de tener una porción que gira conjuntamente con la sarta,
mientras otra porción se encuentra estática conectada con la bomba. Este acople
giratorio debe tener un ángulo de 180º para mantener las condiciones de
operación del mecanismo.
El acople giratorio swivel seleccionado es provisto por la empresa Parker Hannifin
Corporation, modelo SJ 2 2.00 V ¾ E 2 ¾ E. Es esquema de este acople se
encuentra en el anexo 05.
3.15.3 BOMBA DE LODOS
La bomba impulsará el fluido de perforación hacia el interior de la sarta. Esta
bomba debe ser del tipo manual, ya que es mecanismo operará en lugares
remotos donde no se dispone de energía eléctrica.
La bomba seleccionada es provista por Sigma S.A., del tipo semi rotatoria de
doble acción tipo KBS – II, cuyas características se encuentran en el anexo 05.
163
3.15.4 PLATAFORMA
La plataforma tiene el propósito de transportar a la torre hacia el lugar en donde
se realizarán las perforaciones y además soportarla durante el trabajo. Para su
selección se tomó en cuenta el tamaño requerido para instalar la torre, y además
el peso que debe soportar durante el transporte y la perforación.
Las dimensiones que permiten la instalación de la torre y además el espacio
suficiente a los lados para la operación y revisiones serán de 2x4 metros, para la
base de la plataforma.
Durante el transporte se considera el peso de la torre y demás sistemas de
perforación como la unidad rotatoria. El peso con que se seleccionó la plataforma
es de 900 kg. Dicho peso es soportado por los dos ejes de la plataforma, y cada
uno tiene una capacidad de 750 kg.
Durante la perforación, el peso de la sarta es de 1500 kg. Este peso además del
peso propio de la torre y mecanismos serán soportados por los 4 niveladores
(capacidad de 500 kg) y los ejes de la plataforma.
Tomando estos valores en cuenta se cotizaron los precios de venta de
plataformas que puedan cumplir estas necesidades.
En una de las empresas visitadas se obtuvo el precio de la plataforma y además
el esquema de la misma indicando sus dimensiones y partes principales se
encuentra en el anexo 05.
164
4 CAPITULO IV ARMADO Y MANTENIMIENTO
En este capítulo se indicará claramente el procedimiento de armado completo del
equipo, y del mantenimiento necesario para una adecuada vida útil.
4.1 ARMADO DEL EQUIPO
En el proceso del armado del mecanismo, se deben distinguir dos etapas: el
armado para el transporte, y el armado para la operación del equipo. El primero
es el montaje inicial del equipo, es decir es la primera vez que se arma el
mecanismo y la torre sobre la plataforma; el segundo es para cuando la
plataforma con el equipo ya se encuentra en la zona a perforar.
En el diagrama siguiente se encuentran estas dos fases del armado, con color
negro el armado inicial del mecanismo, y de color azul el armado para la
operación del mismo.
4.2 MANTENIMIENTO DEL EQUIPO
Para indicar el mantenimiento del equipo, al mecanismo se lo considerará en
cuatro porciones: la torre de perforación, la unidad rotatoria, el sistema hidráulico
y los accesorios de rotación como la junta universal.
4.2.1 TORRE DE PERFORACIÓN
El mantenimiento requerido para la torre de perforación radica únicamente en la
pintura anticorrosiva que cubre la estructura metálica. La pintura inicial de la
estructura debe ser con una limpieza total de la torre con desoxidante, para
posteriormente pasar la pintura base y la anticorrosiva.
165
Se debe realizar inspecciones de la pintura cada 5 pozos perforados, y pintar las
zonas que se encuentren expuestas al ambiente. Pintar nuevamente la torre con
el procedimiento antes descrito cuando la superficie expuesta de la estructura
alcance el 25% del total.
También se deberá engrasar las rieles para extensión de la torre superior, para
cada nuevo pozo a perforar.
4.2.2 UNIDAD ROTARORIA
El mantenimiento de este equipo se basa en el cambio del aceite de la unidad,
cambio del anillo toroidal, cambio del retenedor del eje del piñón, cambio de los
rodamientos.
El cambio del aceite de la unidad deberá hacerse cada dos mil horas de
operación, que es la vida esperada de los rodamientos del eje del piñón. El aceite
deberá cambiarse a pesar que los rodamientos estén en buen estado.
El anillo toroidal y el retenedor del eje del piñón, deberán ser cambiados cada
2000 horas de operación, es decir conjuntamente con el cambio de aceite de la
unidad.
Los rodamientos deberán ser reemplazados, si el caso lo amerita, cada 2000
horas de operación para los del eje del piñón y cada 20000 horas de operación
los del cañón.
4.2.3 SISTEMA HIDRÁULICO
Para este sistema el mantenimiento necesario es la revisión del nivel del aceite,
limpieza y cambios de filtros. El nivel de aceite se deberá revisar cada vez que se
vaya a perforar un nuevo pozo. Se deberá limpiar los filtros del aceite hidráulico
166
conjuntamente con el cambio del aceite de la unidad rotatoria, si el caso lo
amerita se deberá cambiar dicho filtro.
También se debe inspeccionar los apoyos de los cilindros hidráulicos cada nuevo
pozo, para constatar que exista la cantidad de grasa suficiente.
4.2.4 JUNTA UNIVERSAL
El mantenimiento de la junta universal radica en mantener con grasa las puntas
de la misma, por lo que se deberá inspeccionarlas cada nuevo pozo a perforar, y
si es necesario se las deberá cubrir completamente.

167
5 CAPITULO V PROTOCOLO DE PRUEBAS
Las pruebas necesarias para constatar el correcto diseño, armado y
funcionamiento de los sistemas involucrados en la torre de perforación se
presentan en a continuación. Los sistemas principales son el sistema hidráulico
para el abatimiento, y el sistema de rotación de la sarta.
Se realizarán dos clases de pruebas, de funcionamiento que tienen lugar en el
sitio en donde se armó la torre. Y las pruebas de campo se realizan en el terreno
en donde se perforará el pozo.
5.1 PRUEBAS DE FUNCIONAMIENTO La primera prueba consiste en tomar el tiempo necesario para colocar la torre en
posición vertical mediante el sistema hidráulico.
El procedimiento es el siguiente:
- anclar la plataforma mediante los cuatro niveladores que dispone.
- extender la parte superior de la torre y fijar con los pasadores.
- revisar el nivel de aceite hidráulico en el tanque.
- conectar el power-pack a una batería de 12V de un automotor que pueda
brindar la potencia necesaria.
- encender el automotor.
- accionar el sistema hidráulico y cronometrar el tiempo necesario para alcanzar
la posición vertical de la torre.
Para esta prueba se tiene como tiempo referencial 3,6 minutos, este tiempo
puede variar en un minuto dependiendo de la exigencia que se haga al equipo.
Durante la prueba se debe observar que no se presenten malfuncionamientos
como los siguientes:
o Ruido excesivo del motor y la bomba
o Fugas de fluido o reducciones en la presión de trabajo.
La prueba de carga se considerará fallida si no se logra la elevación de la torre.

168
La siguiente prueba es de velocidad de rotación de la unidad rotatoria. El
procedimiento es el siguiente:
- anclar la plataforma mediante los cuatro niveladores.
- posicionar la torre verticalmente de la misma manera que en la prueba
anterior.
- colocar el kelly con las herramientas de izar.
- acoplar el enganche de tres puntas de la plataforma al tractor y colocar la junta
universal telescópica.
- poner en marcha el tractor hasta que alcance el régimen de funcionamiento de
la toma de fuerza.
- con un tacómetro medir la velocidad de rotación de la unidad y el kelly.
- apuntar las velocidades de rotación medidas.
Durante las pruebas y operación normal del sistema nadie debe caminar sobre la
toma de fuerza o la junta universal. Cualquier cambio o ajuste se debe realizar
solamente con el tractor apagado y retirando las llaves.
Las velocidades se registran cada 10 minutos y deben mantenerse por el orden
de las 135 rpm. La prueba debe durar 20 minutos.
Durante la prueba se debe observar que no se presenten inconvenientes como:
o Trabas en la unidad de rotación
o Fugas de fugas de aceite por los retenedores o la empaquetadura.
5.2 PRUEBAS DE CAMPO Las siguientes pruebas se realizarán en el sitio de trabajo de la máquina,
preferiblemente con un tipo de suelo blando.
Estas pruebas buscan determinar la velocidad de penetración de la broca en el
suelo. El procedimiento es el siguiente:
- fijar la torre mediante los cuatro apoyos que dispone (straps).
- colocar la torre en posición vertical fijando todos los apoyos con los pasadores.
- conectar la toma de fuerza de la misma manera que en las pruebas de
rotación.
169
- colocar el kelly en la unidad de rotación con ayuda del conjunto de
herramientas de izar.
- colocar la broca en la parte inferior del kelly.
- realizar dos marcas en el kelly separadas 20 cm.
- poner en marcha todo el mecanismo y cronometrar el tiempo de penetración
de los 20 cm, que debe de ser de 3 minutos.
- medir la velocidad de rotación durante la perforación. Esta debe controlarse
para que esté en un rango de 110 a 140 rpm. Apuntar los respectivos valores
de velocidad del motor del tractor, para que el operario conozca el régimen de
trabajo.
Durante las pruebas se debe observar que no se presenten anomalías durante el
funcionamiento como las descritas en las pruebas de funcionamiento.
Para la realización de este protocolo de pruebas se ha realizado un formato para
la toma y comparación de datos.
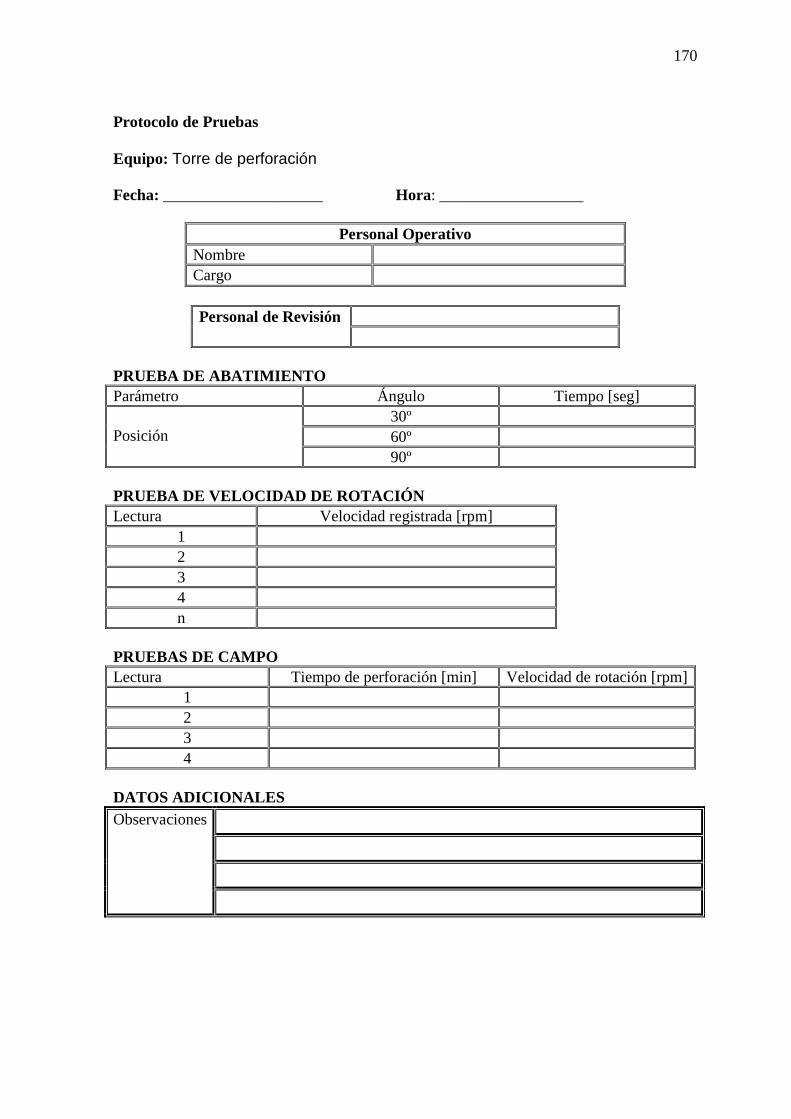
170
Protocolo de Pruebas Equipo: Torre de perforación Fecha: ____________________ Hora: __________________
Personal Operativo Nombre Cargo
Personal de Revisión
PRUEBA DE ABATIMIENTO Parámetro Ángulo Tiempo [seg]
30º 60º Posición 90º
PRUEBA DE VELOCIDAD DE ROTACIÓN Lectura Velocidad registrada [rpm]
1 2 3 4 n
PRUEBAS DE CAMPO Lectura Tiempo de perforación [min] Velocidad de rotación [rpm]
1 2 3 4
DATOS ADICIONALES
Observaciones
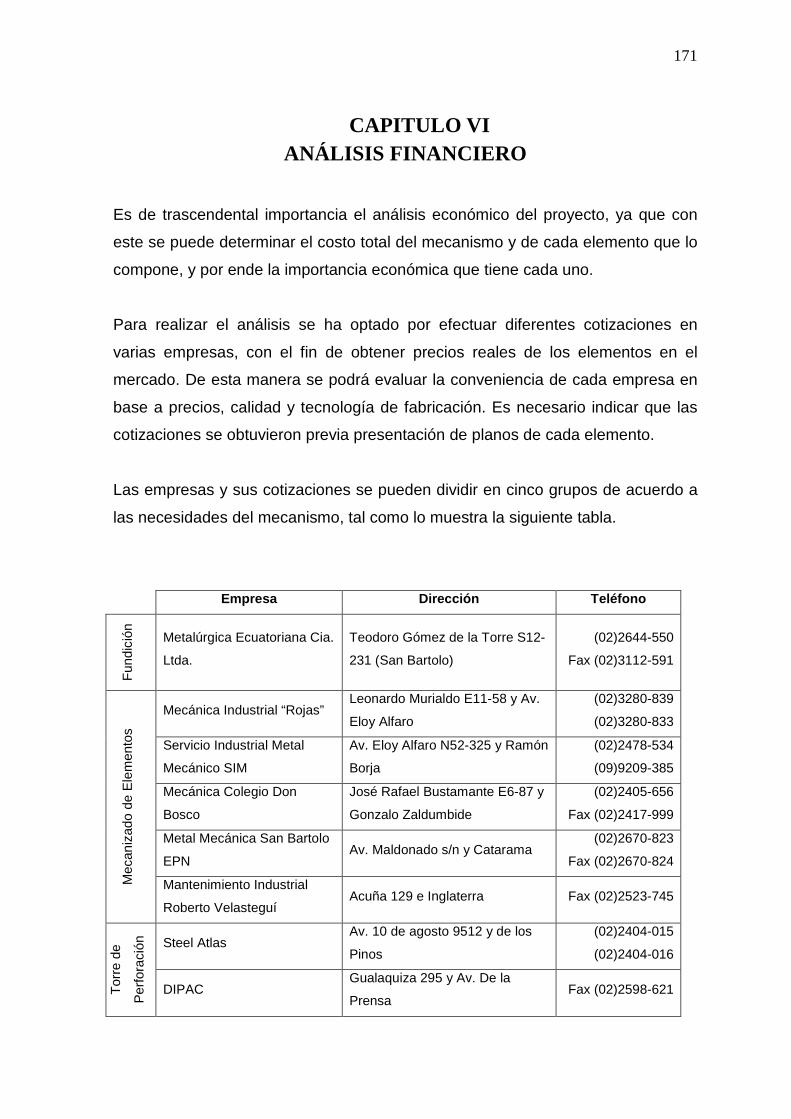
171
6 CAPITULO VI ANÁLISIS FINANCIERO
Es de trascendental importancia el análisis económico del proyecto, ya que con
este se puede determinar el costo total del mecanismo y de cada elemento que lo
compone, y por ende la importancia económica que tiene cada uno.
Para realizar el análisis se ha optado por efectuar diferentes cotizaciones en
varias empresas, con el fin de obtener precios reales de los elementos en el
mercado. De esta manera se podrá evaluar la conveniencia de cada empresa en
base a precios, calidad y tecnología de fabricación. Es necesario indicar que las
cotizaciones se obtuvieron previa presentación de planos de cada elemento.
Las empresas y sus cotizaciones se pueden dividir en cinco grupos de acuerdo a
las necesidades del mecanismo, tal como lo muestra la siguiente tabla.
Empresa Dirección Teléfono
Fun
dici
ón
Metalúrgica Ecuatoriana Cia.
Ltda.
Teodoro Gómez de la Torre S12-
231 (San Bartolo)
(02)2644-550
Fax (02)3112-591
Mecánica Industrial “Rojas” Leonardo Murialdo E11-58 y Av.
Eloy Alfaro
(02)3280-839
(02)3280-833
Servicio Industrial Metal
Mecánico SIM
Av. Eloy Alfaro N52-325 y Ramón
Borja
(02)2478-534
(09)9209-385
Mecánica Colegio Don
Bosco
José Rafael Bustamante E6-87 y
Gonzalo Zaldumbide
(02)2405-656
Fax (02)2417-999
Metal Mecánica San Bartolo
EPN Av. Maldonado s/n y Catarama
(02)2670-823
Fax (02)2670-824
Mec
aniz
ado
de E
lem
ento
s
Mantenimiento Industrial
Roberto Velasteguí Acuña 129 e Inglaterra Fax (02)2523-745
Steel Atlas Av. 10 de agosto 9512 y de los
Pinos
(02)2404-015
(02)2404-016
Tor
re d
e
Per
fora
ción
DIPAC Gualaquiza 295 y Av. De la
Prensa Fax (02)2598-621
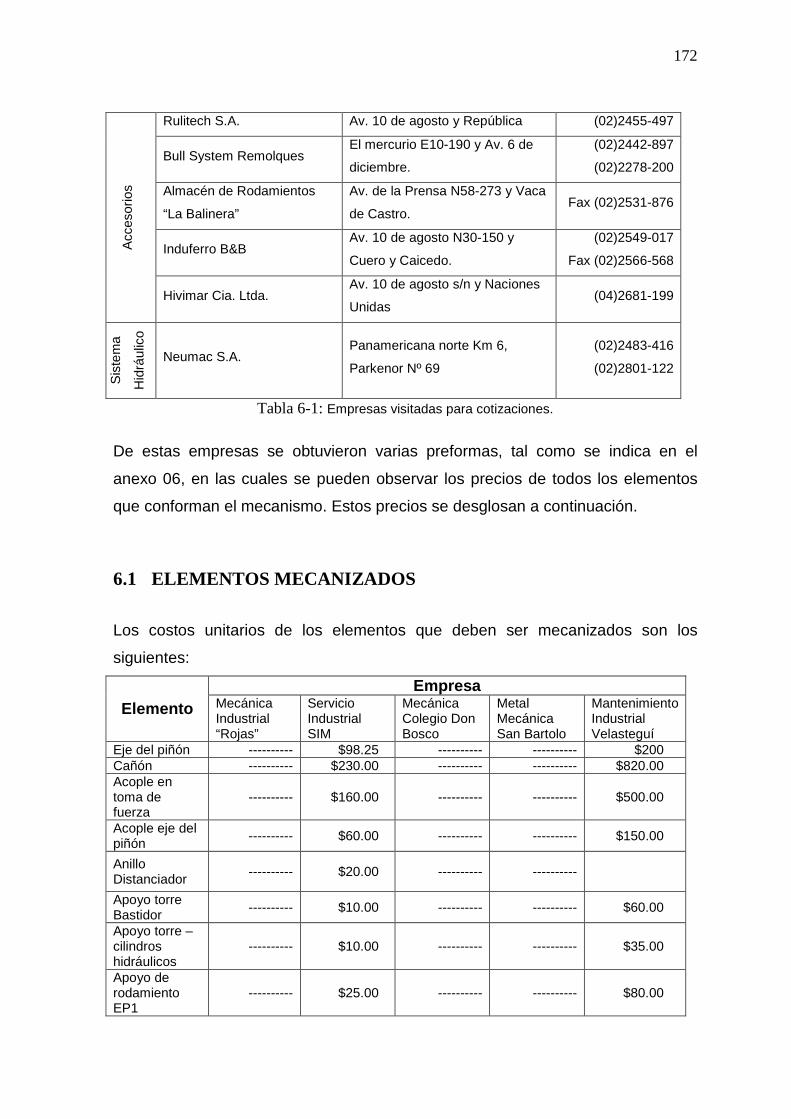
172
Rulitech S.A. Av. 10 de agosto y República (02)2455-497
Bull System Remolques El mercurio E10-190 y Av. 6 de
diciembre.
(02)2442-897
(02)2278-200
Almacén de Rodamientos
“La Balinera”
Av. de la Prensa N58-273 y Vaca
de Castro. Fax (02)2531-876
Induferro B&B Av. 10 de agosto N30-150 y
Cuero y Caicedo.
(02)2549-017
Fax (02)2566-568
Acc
esor
ios
Hivimar Cia. Ltda. Av. 10 de agosto s/n y Naciones
Unidas (04)2681-199
Sis
tem
a
Hid
rául
ico
Neumac S.A. Panamericana norte Km 6,
Parkenor Nº 69
(02)2483-416
(02)2801-122
Tabla 6-1: Empresas visitadas para cotizaciones.
De estas empresas se obtuvieron varias preformas, tal como se indica en el
anexo 06, en las cuales se pueden observar los precios de todos los elementos
que conforman el mecanismo. Estos precios se desglosan a continuación.
6.1 ELEMENTOS MECANIZADOS
Los costos unitarios de los elementos que deben ser mecanizados son los
siguientes:
Empresa Elemento Mecánica
Industrial “Rojas”
Servicio Industrial SIM
Mecánica Colegio Don Bosco
Metal Mecánica San Bartolo
Mantenimiento Industrial Velasteguí
Eje del piñón ---------- $98.25 ---------- ---------- $200 Cañón ---------- $230.00 ---------- ---------- $820.00 Acople en toma de fuerza
---------- $160.00 ---------- ---------- $500.00
Acople eje del piñón
---------- $60.00 ---------- ---------- $150.00
Anillo Distanciador
---------- $20.00 ---------- ----------
Apoyo torre Bastidor
---------- $10.00 ---------- ---------- $60.00
Apoyo torre – cilindros hidráulicos
---------- $10.00 ---------- ---------- $35.00
Apoyo de rodamiento EP1
---------- $25.00 ---------- ---------- $80.00
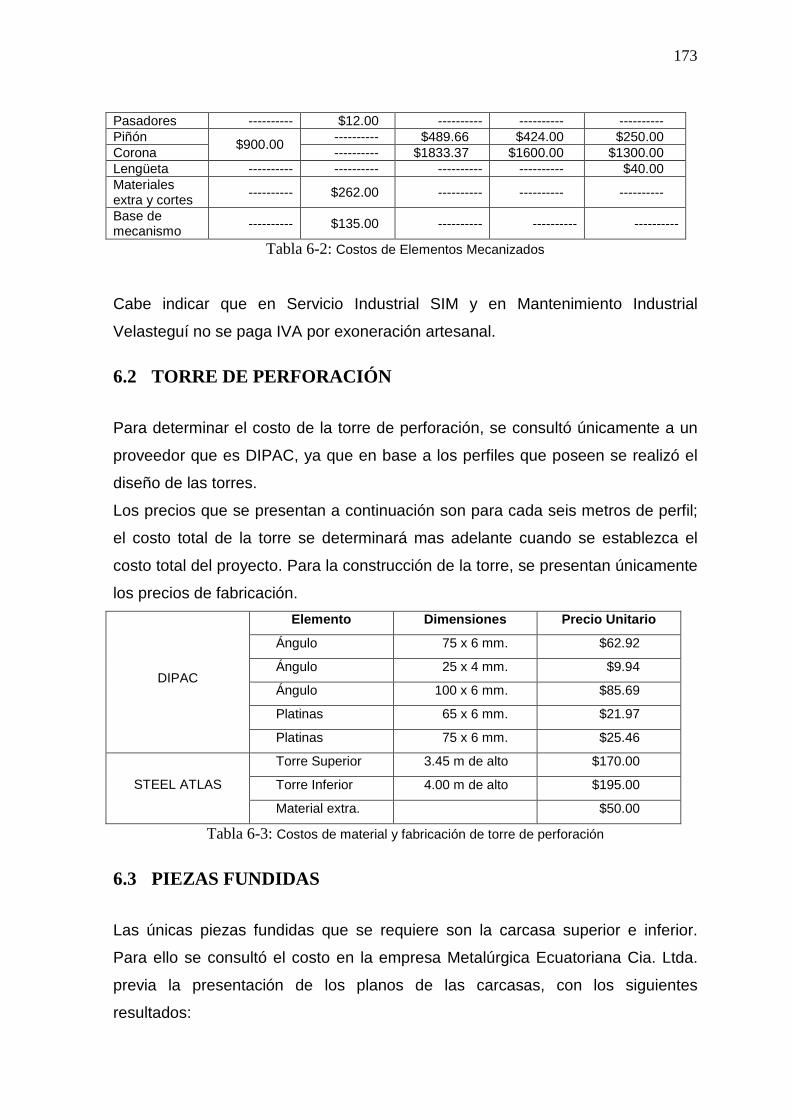
173
Pasadores ---------- $12.00 ---------- ---------- ---------- Piñón ---------- $489.66 $424.00 $250.00 Corona
$900.00 ---------- $1833.37 $1600.00 $1300.00
Lengüeta ---------- ---------- ---------- ---------- $40.00 Materiales extra y cortes
---------- $262.00 ---------- ---------- ----------
Base de mecanismo ---------- $135.00 ---------- ---------- ----------
Tabla 6-2: Costos de Elementos Mecanizados
Cabe indicar que en Servicio Industrial SIM y en Mantenimiento Industrial
Velasteguí no se paga IVA por exoneración artesanal.
6.2 TORRE DE PERFORACIÓN
Para determinar el costo de la torre de perforación, se consultó únicamente a un
proveedor que es DIPAC, ya que en base a los perfiles que poseen se realizó el
diseño de las torres.
Los precios que se presentan a continuación son para cada seis metros de perfil;
el costo total de la torre se determinará mas adelante cuando se establezca el
costo total del proyecto. Para la construcción de la torre, se presentan únicamente
los precios de fabricación.
Elemento Dimensiones Precio Unitario
Ángulo 75 x 6 mm. $62.92
Ángulo 25 x 4 mm. $9.94
Ángulo 100 x 6 mm. $85.69
Platinas 65 x 6 mm. $21.97
DIPAC
Platinas 75 x 6 mm. $25.46
Torre Superior 3.45 m de alto $170.00
Torre Inferior 4.00 m de alto $195.00 STEEL ATLAS
Material extra. $50.00
Tabla 6-3: Costos de material y fabricación de torre de perforación
6.3 PIEZAS FUNDIDAS
Las únicas piezas fundidas que se requiere son la carcasa superior e inferior.
Para ello se consultó el costo en la empresa Metalúrgica Ecuatoriana Cia. Ltda.
previa la presentación de los planos de las carcasas, con los siguientes
resultados:
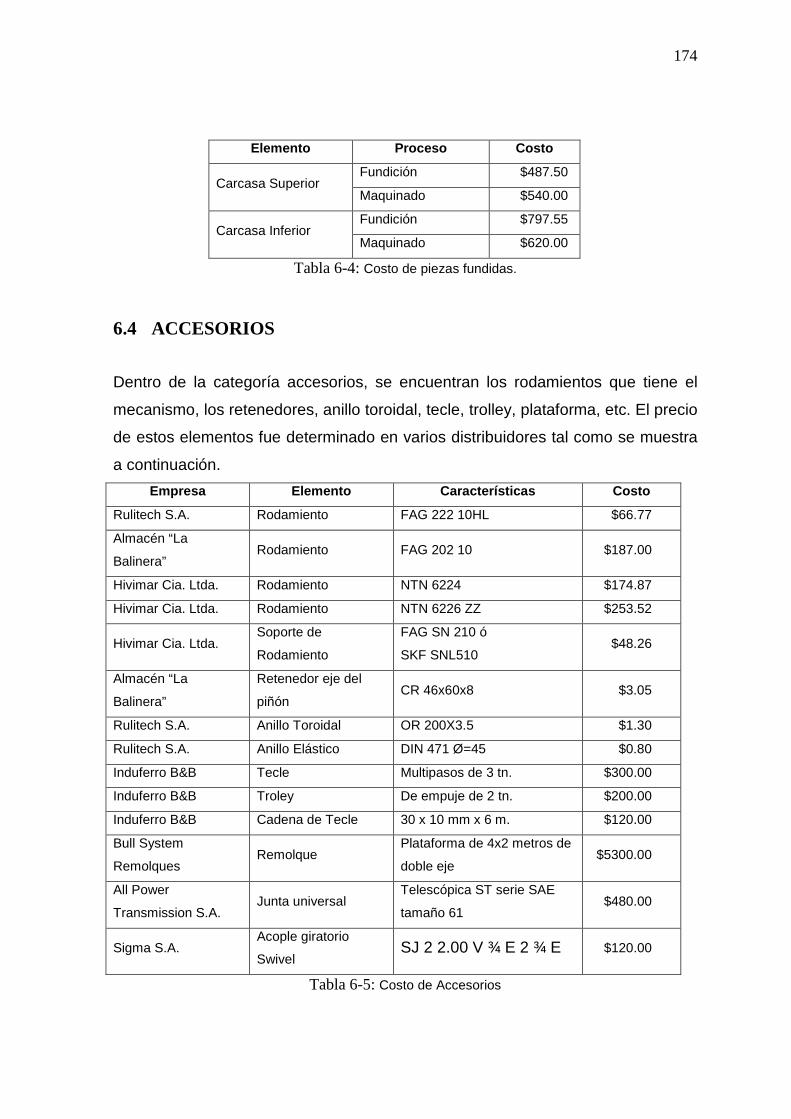
174
Elemento Proceso Costo
Fundición $487.50 Carcasa Superior
Maquinado $540.00
Fundición $797.55 Carcasa Inferior
Maquinado $620.00
Tabla 6-4: Costo de piezas fundidas.
6.4 ACCESORIOS
Dentro de la categoría accesorios, se encuentran los rodamientos que tiene el
mecanismo, los retenedores, anillo toroidal, tecle, trolley, plataforma, etc. El precio
de estos elementos fue determinado en varios distribuidores tal como se muestra
a continuación.
Empresa Elemento Características Costo
Rulitech S.A. Rodamiento FAG 222 10HL $66.77
Almacén “La
Balinera” Rodamiento FAG 202 10 $187.00
Hivimar Cia. Ltda. Rodamiento NTN 6224 $174.87
Hivimar Cia. Ltda. Rodamiento NTN 6226 ZZ $253.52
Hivimar Cia. Ltda. Soporte de
Rodamiento
FAG SN 210 ó
SKF SNL510 $48.26
Almacén “La
Balinera”
Retenedor eje del
piñón CR 46x60x8 $3.05
Rulitech S.A. Anillo Toroidal OR 200X3.5 $1.30
Rulitech S.A. Anillo Elástico DIN 471 Ø=45 $0.80
Induferro B&B Tecle Multipasos de 3 tn. $300.00
Induferro B&B Troley De empuje de 2 tn. $200.00
Induferro B&B Cadena de Tecle 30 x 10 mm x 6 m. $120.00
Bull System
Remolques Remolque
Plataforma de 4x2 metros de
doble eje $5300.00
All Power
Transmission S.A. Junta universal
Telescópica ST serie SAE
tamaño 61 $480.00
Sigma S.A. Acople giratorio
Swivel SJ 2 2.00 V ¾ E 2 ¾ E $120.00
Tabla 6-5: Costo de Accesorios
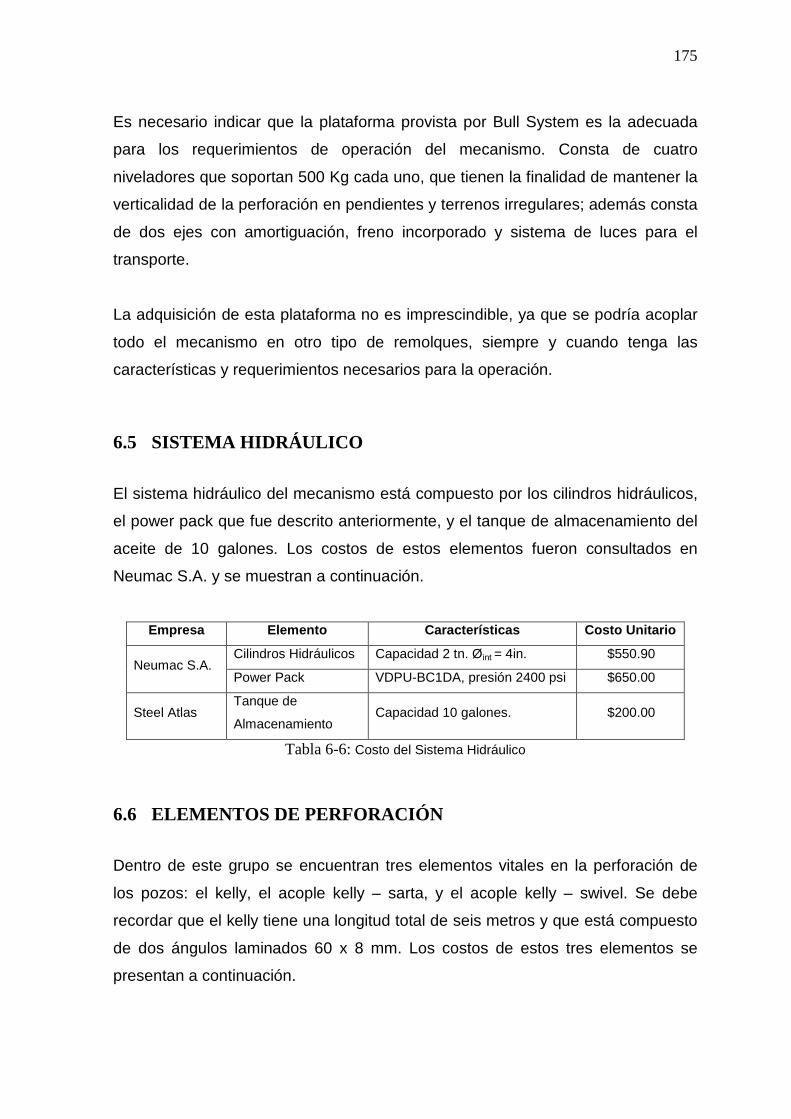
175
Es necesario indicar que la plataforma provista por Bull System es la adecuada
para los requerimientos de operación del mecanismo. Consta de cuatro
niveladores que soportan 500 Kg cada uno, que tienen la finalidad de mantener la
verticalidad de la perforación en pendientes y terrenos irregulares; además consta
de dos ejes con amortiguación, freno incorporado y sistema de luces para el
transporte.
La adquisición de esta plataforma no es imprescindible, ya que se podría acoplar
todo el mecanismo en otro tipo de remolques, siempre y cuando tenga las
características y requerimientos necesarios para la operación.
6.5 SISTEMA HIDRÁULICO
El sistema hidráulico del mecanismo está compuesto por los cilindros hidráulicos,
el power pack que fue descrito anteriormente, y el tanque de almacenamiento del
aceite de 10 galones. Los costos de estos elementos fueron consultados en
Neumac S.A. y se muestran a continuación.
Empresa Elemento Características Costo Unitario
Cilindros Hidráulicos Capacidad 2 tn. Øint = 4in. $550.90 Neumac S.A.
Power Pack VDPU-BC1DA, presión 2400 psi $650.00
Steel Atlas Tanque de
Almacenamiento Capacidad 10 galones. $200.00
Tabla 6-6: Costo del Sistema Hidráulico
6.6 ELEMENTOS DE PERFORACIÓN
Dentro de este grupo se encuentran tres elementos vitales en la perforación de
los pozos: el kelly, el acople kelly – sarta, y el acople kelly – swivel. Se debe
recordar que el kelly tiene una longitud total de seis metros y que está compuesto
de dos ángulos laminados 60 x 8 mm. Los costos de estos tres elementos se
presentan a continuación.
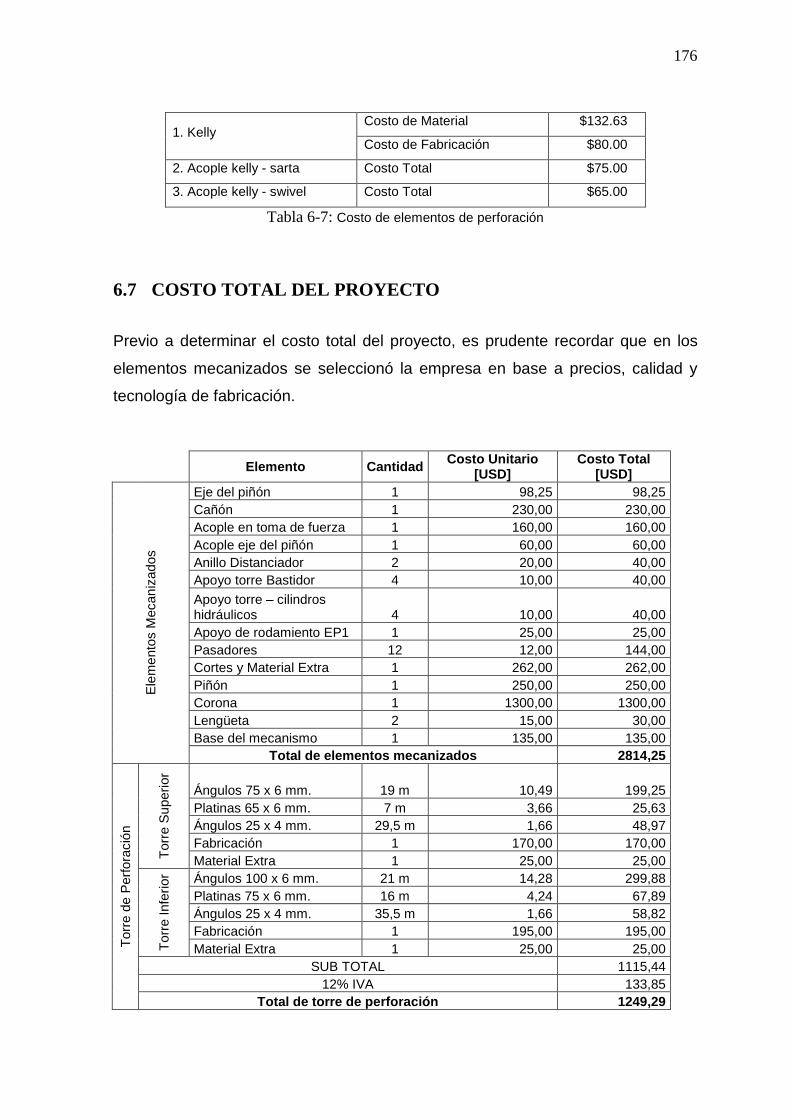
176
Costo de Material $132.63 1. Kelly
Costo de Fabricación $80.00
2. Acople kelly - sarta Costo Total $75.00
3. Acople kelly - swivel Costo Total $65.00
Tabla 6-7: Costo de elementos de perforación
6.7 COSTO TOTAL DEL PROYECTO
Previo a determinar el costo total del proyecto, es prudente recordar que en los
elementos mecanizados se seleccionó la empresa en base a precios, calidad y
tecnología de fabricación.
Elemento Cantidad Costo Unitario
[USD] Costo Total
[USD] Eje del piñón 1 98,25 98,25 Cañón 1 230,00 230,00 Acople en toma de fuerza 1 160,00 160,00 Acople eje del piñón 1 60,00 60,00 Anillo Distanciador 2 20,00 40,00 Apoyo torre Bastidor 4 10,00 40,00
Apoyo torre – cilindros hidráulicos 4 10,00 40,00 Apoyo de rodamiento EP1 1 25,00 25,00 Pasadores 12 12,00 144,00 Cortes y Material Extra 1 262,00 262,00 Piñón 1 250,00 250,00 Corona 1 1300,00 1300,00 Lengüeta 2 15,00 30,00 Base del mecanismo 1 135,00 135,00
Ele
men
tos
Mec
aniz
ados
Total de elementos mecanizados 2814,25
Ángulos 75 x 6 mm. 19 m 10,49 199,25 Platinas 65 x 6 mm. 7 m 3,66 25,63 Ángulos 25 x 4 mm. 29,5 m 1,66 48,97 Fabricación 1 170,00 170,00
Tor
re S
uper
ior
Material Extra 1 25,00 25,00 Ángulos 100 x 6 mm. 21 m 14,28 299,88 Platinas 75 x 6 mm. 16 m 4,24 67,89 Ángulos 25 x 4 mm. 35,5 m 1,66 58,82 Fabricación 1 195,00 195,00
Tor
re In
ferio
r
Material Extra 1 25,00 25,00 SUB TOTAL 1115,44
12% IVA 133,85
Tor
re d
e P
erfo
raci
ón
Total de torre de perforación 1249,29

177
Carcasa Superior 1 1027,50 1027,50 Carcasa Inferior 1 1417,55 1417,55
SUB TOTAL 2445,05 12% IVA 293,41 P
ieza
s F
undi
das
Total de piezas fundidas 2738,46 Rodamiento FAG 222 10HL 1 66,77 66,77 Rodamiento FAG 202 10 1 187,00 187,00 Rodamiento NTN 6224 1 174,87 174,87 Rodamiento NTN 6226 ZZ 1 253,52 253,52 Soporte SN 210 1 48,26 48,26 Retenedor CR 46x60x8 1 3,05 3,05 Anillo Toroidal 1 1,30 1,30 Anillo Elástico 1 0,80 0,80 Tecle 3 tn. 1 300,00 300,00 Troley 2 tn. 1 200,00 200,00 Cadena de tecle 6 20,00 120,00 Remolque 1 5300,00 5300,00 Junta Universal 1 480,00 480,00 Acople giratorio Swivel 1 120,00 120,00 Pernos M12 54 0,20 10,80 Pernos UNC 3/8 SAE 4 16 0,15 2,40 Pernos M12 grado 8,9 12 0,30 3,60
SUB TOTAL 7272,37 12% IVA 872,68
Acc
esor
ios
Total de accesorios 8145,05 Cilindros Hidráulicos 2 550,90 1101,80 Powe Pack 1 650,00 650,00 Tanque de Almacenamiento 1 200,00 200,00
SUB TOTAL 1951,80 12% IVA 234,22
Sis
tem
a H
idrá
ulic
o
Total del sistema hidráulico 2186,02 Kelly 1 212,63 212,63
Acople kelly - sarta 1 75,00 75,00
Acople kelly - swivel 1 65,00 65,00
Ele
men
tos
de
Per
fora
ción
Total de elementos de perforación 352,63
COSTO TOTAL DEL PROYECTO 17485,70 COSTO DEL PROYECTO SIN PLATAFORMA 11549,70
Tabla 6-8: Costo total del proyecto
178
7 CAPITULO VII CONCLUSIONES Y RECOMENDACIONES
• Con el equipo diseñado se ha logrado cumplir con el objetivo más importante
del presente proyecto de titulación, que es la de obtener un sistema de
perforación de pozos de aguas subterráneas de fácil transporte, armado y
mantenimiento; con el que los agricultores y ganaderos de la costa
ecuatoriana podrán continuar con su producción en épocas de sequía.
• El valor agregado que presenta el sistema es que la potencia requerida para la
perforación, es obtenida por una toma de fuerza de un tractor, que se
encuentra en gran parte de las haciendas del país; es decir, la perforación de
los pozos de aguas subterráneas se realizará inclusive en lugares remotos
donde no se cuente con fuentes de energía.
• El equipo fue diseñado con el propósito de que su operación sea sencilla, ya
que la puesta a punto del sistema para perforación consta únicamente de diez
fases, que son de fácil seguimiento. Además la manipulación de la tubería de
perforación se realiza mediante un tecle multipasos, por lo que el proceso de
perforación se facilita para el operario.
• El mecanismo de perforación de pozos de aguas subterráneas puede ser
fabricado en su totalidad en el Ecuador, tal como se demostró al realizar
diferentes cotizaciones en la ciudad de Quito; por lo que este sistema podrá
ser fabricado por municipios o empresas nacionales, para que se brindar
servicios de perforación de pozos a quienes más lo necesiten. Cabe indicar, que este nuevo sistema en nuestro país tiene una repercusión
social, por lo que al fabricar este mecanismo generará empleo para varios
sectores, principalmente el artesano.
179
• El costo total del proyecto es relativamente bajo, comparado con los equipos
actualmente existentes. Se recomienda realizar diferentes adaptaciones para
disminuir los costos de fabricación, tales como: adaptar un conjunto cono –
corona de un diferencial y una junta universal de un vehículo de potencia
superior a los 85 hp (que es la potencia de diseño), adaptar una plataforma
para el trasporte y operación del mecanismo, que se tenga disponible siempre
y cuando, sea capaz de soportar las cargas establecidas. Cabe recalcar que el
diseño se lo elaboró, para que se pueda realizar dichas adaptaciones.

180
BIBLIOGRAFÍA
• MARKS; Manual del Ingeniero Mecánico. Vol I Mc Graw-Hill; México; 1984.
• SHYGLEY, Joseph; MITCHELL, Larry; Manual de Diseño Mecánico; McGraw
Hill; cuarta edición; México; 1989.
• CONSICLINE, Douglas; Tecnología del Petróleo; Publicaciones Marcombo
S.A.; México D.F.; 1988.
• CASTANY, G.; Prospección y Explotación de las Aguas Subterráneas;
ediciones Omega S.A.; Barcelona; 1975.
• TSCHEBOTARIOFF, Gregory; Mecánica del Suelo – Cimientos y Estructuras
de Tierra; ediciones Aguilar; España; 1972.
• LINSLEY, Ray; FRANZINI, Joseph; Ingeniería de los Recursos Hídricos;
editorial Continental S.A.; México D.F.; 1972.
• REID, David; BERRY, Peter; Mecánica de Suelos; McGraw Hill; Bogotá; 1993.
• ORGANIZACIÓN PANAMERICANA DE LA SALUD; Manual de Perforación
Manual de Pozos y Equipamiento con Bombas Manuales; Lima; 2004.
• INSTITUTO NACIONAL DE METEOROLOGÍA E HIDROLOGÍA INAMHI; Mapa
Hidrogeológico Nacional de la República del Ecuador; 1983.
• KIMBALL, D.; BARR, J.M.; Construcción de Elementos de Máquinas; Unión
tipográfica editorial hispano – americana; México D.F.
• Catálogo de aceros especiales, Aceros Böhler del Ecuador S.A., 2005.
• DARLEY, Dudley; Manual de Engranajes, Diseño, Manufactura y Aplicación de
Engranajes; Compañía Editorial Continental; México; 1980.
• JÜTZ, Hermann; Tablas para la Industria Metalúrgica; 3ra edición; Editorial
REVERTÉ; 1984;
• Catálogo 41.250 SA, FAG.
• Catálogo aceites y grasas, Móvil Ecuador S.A., 2007.
• Catálogo de juntas universales, All Power Transmission S.A., 2008.
• Catálogo de aceros, DIPAC S.A., 2008.
• Norma ASTM A53.
• Norma ASCE 7-05.

181
• SHIGLEY, J; Diseño en Ingeniería Mecánica; McGraw-Hill; Sexta edición;
México; 2002.
• http://www.bvsde.paho.org/eswww/tecapropiada/otratec/waterwor/rws2m.pdf,
2007-10-25.
• http://www.bvsde.paho.org/bvsacd/scan/020867/020867-
19.pdfhttp://www.bvsde.paho.org/bvsacd/cd46/task162.pdf, 2007-10-25.
• http://www.bvsde.paho.org/eswww/proyecto/repidisc/publica/hdt/hdt051.html ,
2007-10-25.
• http://www.bvsde.paho.org/eswww/tecapropiada/otratec/waterwor/rws2d1.pdf,
2007-10-25.
• http://training.ce.washington.edu/WSDOT/Modules/04_design_parameters/ast
m_terms.htm, 2007-11-07
• http://www.cepis.ops-oms.org/bvsapi/fulltext/perforacion/cap5.pdf, 2007-11-07

182
8 ANEXOS