ESTUDIO Y ANALISIS DE UN RECUBRIMIENTO...
97
ESTUDIO Y ANALISIS DE UN RECUBRIMIENTO CERAMICO PARA LA APLICABILIDAD EN ALABES DE TURBINAS DE ALTA PRESIÓN EN MOTORES A REACCION SANDRA MILENA OSPINO MARTINEZ JHON HENRY TORRES LOPEZ UNIVERSIDAD DE SAN BUENAVENTURA FACULTAD DE INGENIERIA PROGRAMA AERONAUTICA BOGOTÁ D.C 2005
Transcript of ESTUDIO Y ANALISIS DE UN RECUBRIMIENTO...

ESTUDIO Y ANALISIS DE UN RECUBRIMIENTO CERAMICO PARA LA APLICABILIDAD EN ALABES DE TURBINAS DE ALTA PRESIÓN EN
MOTORES A REACCION
SANDRA MILENA OSPINO MARTINEZ JHON HENRY TORRES LOPEZ
UNIVERSIDAD DE SAN BUENAVENTURA
FACULTAD DE INGENIERIA PROGRAMA AERONAUTICA
BOGOTÁ D.C 2005
ESTUDIO Y ANALISIS DE UN RECUBRIMIENTO CERAMICO PARA LA APLICABILIDAD EN ALABES DE TURBINAS DE ALTA PRESIÓN EN
MOTORES A REACCION
SANDRA MILENA OSPINO MARTINEZ JHON HENRY TORRES LOPEZ
Trabajo de Grado para Optar al Titulo de
Ingeniero Aeronáutico
Director
FERNANDO COLMENARES INGENIERO MAGISTER AERONAUTICO
UNIVERSIDAD DE SAN BUENAVENTURA FACULTAD DE INGENIERIA PORGRAMA AERONAUTICA
BOGOTÁ D.C
2005
2
NOTA DE ACEPTACION:
FIRMA DEL JURADO
FIRMA DEL JURADO
FIRMA DEL JURADO
FIRMA ASESOR METODOLÓGICO
BOGOTÁ D.C. DICIEMBRE DE 2005
3
AGRADECIMIENTOS
Expresamos nuestros agradecimientos mas significativos en primer medida al
profesor Alfonso Devia Cubillos, Ph.D en Ciencias Físicas de la Universidad
Nacional de Manizales y director de los laboratorios de física del plasma, por su
inmensa colaboración, atención y asesoria en el desarrollo y facilitación de este
proyecto, sin la cual hubiese sido imposible culminar esta investigación.
También a la ayuda de la ingeniería Clara Gloyes, miembro del grupo de óptica
cuántica de la Universidad del Valle, la cuál nos brindo todo su conocimiento en el
área de nuevas tecnologías cerámicas y apoyo durante los comienzos del
proceso.
Al Rector de nuestra universidad, Fr. Fernando Garzón Ramírez (OFM) por creer
en la investigación San Buenaventuriana y en nosotros. Así mismo al Ingeniero
Luís Savala, docente de la Universidad de San Buenaventura por su atención en
el Instituto Técnico Central.
4

DEDICATORIAS
Dedico esta investigación a todos mis familiares, en especial a mis tíos Héctor José Torres Acosta y Gonzalo Torres Acosta, los cuales sustentaron económicamente mi carrera de ingeniero, creyendo en mis capacidades, añadiendo el cariño y apoyo incondicional que me han brindado en todos los sentidos antes y después de comenzar con esta carrera.
Jhon Henry Torres López
No solamente este proyecto, mi carrera o esta etapa ya cumplida, este y todos los triunfos que tendré en mi vida serán para los dos seres que mas amo en el mundo mi madre y mi padre, quienes toda su vida han luchado para ser quien soy. Mami, Papi espero que a partir de este momento sus días solo sean llenos de felicidad porque aquí empiezo a recorrer el verdadero camino de la vida.
Sandra Milena Ospino Martínez
5

TABLA DE CONTENIDO
TEMA pág
ABREVIATURAS Y DEFINICIONES 9 ABREVIATURAS 9 DEFICIONES 9
TITULO DEL PROYECTO DE GRADO 14
INTRODUCCION 15
1. PLANTEAMIENTO DEL PROBLEMA 16
1.1. ANTECEDENTES 16
1.2 DESCRIPCION Y FORMULACION DEL PROBLEMA 16
1.3 JUSTIFICACION 17
1.4 OBJETIVOS DE LA INVESTIGACION 18 1.4.1 Objetivo general 18 1.4.2 Objetivos específicos 18
1.5 ALCANCES Y LIMITACIONES DEL PROYECTO 18 1.5.1 Alcances 18 1.5.2 Limitación 19
2. MARCO DE REFERENCIA 20
2.1 MARCO CONCEPTUAL 20 2.1.1 Películas Cerámicas. 20 2.1.2 Tratamientos superficiales. 20 2.1.3 Deposición química de vapores (CVD) y deposición química de vapores activado por plasma (PACVD). 21 2.1.4 Deposición física de vapores (PVD). 23
2.1.4.1 Técnicas de deposición. 24 2.1.4.1.1 Pulverización catódica o sputtering. 24 2.1.4.1.2 Evaporización por arco catódico. 24
6

2.1.4.1.3 Arco pulsado 25 2.1.5 Adherencia. 26 2.1.6 Dureza. 26 2.1.7 Especificaciones de los recubrimientos. 27 2.1.8 Procedimientos para la eliminación de defectos superficiales. 34 2.1.9 Parámetros de control en la deposición. 34 2.1.10 Control de limpiezas superficiales. 35 2.1.11 Control de la estructura. 35 2.1.12 Control de la interfase. 36 2.1.13 Técnicas de caracterización y deposición 37
2.1.13.1 Técnicas de caracterización. 37 2.1.13.1.1 Técnicas de microscopia electrónica (AFM). 38 2.1.13.1.2 Difracción de rayos x. 39 2.1.13.1.3 SEM. Scannig Electronic Microscope. 41 2.1.13.1.4 XPS. X-ray Photoelectron Spectroscopy. 42
3. METODOLOGIA 43
3.1 ENFOQUE DE LA INVESTIGACION 43
3.2 LINEA DE LA INVESTIGACION DE U.S.B / SUBLINEA DE FACULTAD/ CAMPO TEMATICO DEL PROGRAMA 43
3.3 TECNICAS DE RECOLECCIÓN DE INFORMACIÓN 43
3.4 POBLACION Y MUESTRA 44
3.5 HIPOTESIS 44
4. PRESENTACION Y ANALISIS DE RESULTADOS 45
4.1 DETALLES EXPERIMENTALES 45 4.1.1 Preparación del sustrato. 45 4.1.2 Procedimientos De Control. 46
4.2 RESULTADOS DE LA CARACTERIZACIÓN DE PROBETAS H-13. 46 4.2.1 Difracción De Rayos X. 47 4.2.2 AFM. 48 4.2.3 Análisis químico por SEM. 52
4.3 PRUEBA DE NANOINDENTACION REALIZADA EN EQUIPO AFM 55
4.4 PROCESO DE DEPOSICION (TiAlV)N 57
7

4.4.1 Equipo seleccionado para la deposición. 59
4.5 CARACTERIZACION DE LA DEPOSICION DE (TiAlV)N 62 4.5.1 Análisis por SEM 62
4.5.1.1 Resultados de caracterización con la primera probeta. 62 4.5.1.2 Resultados de caracterización con la segunda probeta. 64 4.5.1.3 Resultados de caracterización con la tercera probeta. 66
4.5.2 CARACTERIZACION POR AFM 68 4.5.2.1 Caracterización de la primera probeta. 68 4.5.2.2 Caracterización de la segunda probeta. 74 4.5.2.3 Caracterización de la tercera probeta. 79
4.6 ANALISIS POR XRD 82
4.7 PRUEBA DE NANODUREZA PARA EL (TiALV)N 84
4.8 ANALISIS DE POROSIDAD 85 4.8.1 Porosidad del sustrato. 85 4.8.2 Porosidad de la primera probeta con (TiAlV)N. 86 4.8.2 Porosidad de la segunda probeta con (TiAlV)N. 88 4.8.2 Porosidad de la tercer probeta con (TiAlV)N. 89
5. CONCLUSIONES 92
6. RECOMENDACIONES 95
BIBLIOGRAFIA 96
ANEXOS 97
8
ABREVIATURAS Y DEFINICIONES
ABREVIATURAS AFM: Microscopia de fuerza atómica. BC: CVD: Deposición química de vapores.
dF/da: Derivada de la fuerza respecto a la derivada de la distancia.
Gpa: Giga pascales. PACVD: Deposición química de vapores asistida por plasma. PAPVD: Deposición física de vapores asistida por plasma.
PVD: Deposición física de vapores. SEM: Microscopia electrónica de barrido. SD: Solidificación Direccionada. TBC: Barrera Térmica. TS: Temperatura del Sustrato. Tm: Temperatura del Material Depositado. XPS: Espectroscopio foto electrónico de rayos x. (TiAlV): Nitruro de Titanio Aluminio Vanadio. DEFICIONES Adherencia: Característica que tienen los materiales para unirse con otros sean o
no de la misma estructura. Anisotropía: Características de un material que es capaz de existir con mas de
una estructura cristalina, dependiendo de la temperatura y de la presión.
Ánodo: Material de aporte en un sistema de arco pulsado.
9
Blanco: Material de aporte . Caracterización: Análisis de las propiedades de un material.
Cátodo: Es el sustrato en un sistema de arco pulsado.
Conductividad Térmica: Medida de la rapidez a la cual se trasfiere calor a través
de un material.
Deformación plástica: Alteración permanente de un material al aplicársele una
carga y después quitarla. Difracción: Interferencia constructiva, o refuerzo, de un haz de rayos X que
interactúa con un material. El haz difractado proporciona una información útil en
relación con la estructura cristalina del material.
Difusión: Movimiento de los átomos en un material. Distancia interplanar: Separación entre dos planos paralelos adyacentes con los
mismos índices de Millar.
Dureza: Dureza la resistencia que presenta un cuerpo a la penetración
por otro.
Energía de unión: Energía requerida para separar dos átomos de su
espaciamiento de equilibrio a una distancia alejada infinito. Enlace: Enlazamiento de los átomos que se unen formando sólidos.
10
Espaciamiento interatómico: Es la distancia de equilibrio entre átomos que se
debe a un equilibrio entre fuerzas de repulsión y de atracción, es igual al diámetro
aparente del átomo.
Estructura Cristalina: Arreglo regular repetible de los átomos en un material. Fatiga térmica: Daño producido en un material debido a ciclos debido a cambios
de temperatura.
Fusión: Paso de un cuerpo del estado sólido al estado líquido Galvanizado: Recubrimiento de hierro o acero con una capa de zinc como
protección a la corrosión. Gas inerte: Es un gas no reactivo bajo unas determinadas condiciones de trabajo.
Indentación: Método para hallar la nanodureza de un material donde se hace
penetrar la superficie de este con una punta de diamante. Índices de Millar: Expresión abreviada para describir ciertas direcciones y planos
cristalográficos en un material.
Ionización: Formación de moléculas o átomos con carga eléctrica.
Limpieza Química por Etching: proceso fisicoquímico activado por plasma, para
eliminar contaminantes gaseosos absorbidos o capas de oxido.
Método Glow: Calentamiento del sustrato activado por plasma en una atmósfera
de Argón.
11
Modulo de Elasticidad: Grado de deformación de un material cuando se le aplica
una fuerza o un esfuerza. Un material con un modulo de elasticidad alto
experimenta muy poca deformación, incluso en el caso de fuerzas elevadas.
Morfología: Configuración física y el tamaño de un material.
Nitruración: Endurecimiento de la superficie de un acero mediante nitrógeno
obtenido a partir de una atmósfera especial de gas.
Parámetro de red: Longitudes de los lados de las celdas unitarias y los ángulos
entre estos lados. Los parámetros de red describen el tamaño y forma de la celda
unitaria.
Plasma: Gas parcialmente ionizado compuesto principalmente de electrones,
iones (cationes) libres y partículas neutras en el que los electrones de los orbitales
externos se han separado del átomo. Porosidad: Defecto superficial que facilita el paso de los gases y otros fluidos.
Presión: Fuerza por unidad de superficie.
Recubrimientos: Tratamiento superficial para mejorar las propiedades de los
materiales. Sustrato: Material base donde se realiza la deposición del recubrimiento.
Tensión: La tensión es una Fuerza aplicada en un cuerpo que le produce una
extensión al material.
12
Termodinámica: Parte de la física que estudia la energía, la transformación entre
sus distintas manifestaciones, como el calor, y de su capacidad para producir un
trabajo.
Termofluencia: Deformación plástica a alta temperatura.
Termoplástico: Grupo especial de polímeros que son fácilmente conformados, en
formas útiles. Torr: Unidad de presión definida como la presión ejercida por una columna de un
milímetro de mercurio (mmHg). Torsión: Fuerza torsional giratoria.
13
TITULO DEL PROYECTO DE GRADO Estudio y análisis de un recubrimiento cerámico para la aplicabilidad en alabes de
turbinas de alta presión en motores a reacción.
14

INTRODUCCION
El análisis y estudio de recubrimientos cerámicos pretende la aplicabilidad en la
sección caliente de un motor a reacción en alabes de turbinas de alta presión.
Este estudio es necesario dado que en la actualidad se viene incrementando en
los distintos diseños de motores a reacción las exigencias de operación en zonas
como la turbina de alta presión la cual esta cada vez mas sometido a mayores
parámetros de operación de temperatura, con lo cual se hace indispensable
obtener un análisis que ofrezca una factibilidad al momento de la elección de
recubrimientos cerámicos para esta sección, para así obtener mejores
características físicas, mecánicas y de resistencia del alabe de rotor de turbina.
Este estudio se centrará en el análisis de las propiedades y ventajas de un nuevo
recubrimiento cerámico y su aplicabilidad en alabes de turbina de alta presión,
para así buscar mejorar los requerimientos de operación.
Para realizar este estudio se tomará como apoyo diferentes textos enfatizados en
estudios o análisis que aborden el tema especificado anteriormente, así también
recursos humanos y tecnológicos que se encuentren disponibles en el tiempo de
investigación.
15
1. PLANTEAMIENTO DEL PROBLEMA
1.1. ANTECEDENTES Actualmente no hay fuentes de información acerca del recubrimiento a estudio, por
lo tanto todos los datos que se encuentren en este proyecto han sido gracias a
resultados experimentales obtenidos durante la deposición y caracterización del
Nitruro de Titanio Aluminio Vanadio; de esta manera el presente proyecto
constituye la primer base de datos a referenciar.
El tipo de trabajo efectuado a pesar de tener bajo sus líneas de titulo “Estudio y
Análisis” es un aporte científico e investigativo en el área de nuevas tecnologías
cerámicas que se vienen trabajando en el mundo para la industria, en las que se
encuentran constructoras de motores a reacción , o estudios para aplicaciones
aeroespaciales como los realizados por la NASA en aplicaciones estructurales,
donde otros materiales no cumplirían con las expectativas de operación, ya que
las nuevas tecnologías cerámicas poseen características únicas y excepcionales
que los hace irreemplazables hasta el momento.
1.2 DESCRIPCION Y FORMULACION DEL PROBLEMA El estudio de materiales en las secciones de un motor a reacción siempre ha sido
motivo de investigación científica aeronáutica para mejorar sus características de
operación. En este estudio e investigaciones de los materiales se han notado que
la parte a la que mas se someten esfuerzos térmicos en un motor a reacción (que
ocasionan fatiga térmica, fluencia, y características mecánicas de rotura,
sumadas a fuerzas y vibraciones) es la sección de la turbina de alta presión y en
mayor medida sus alabes (que son importantes a la hora de poder avanzar en
tecnología). Es decir que el estudio de materiales en los alabes de rotor de turbina
es un estudio que es proporcional al avance tecnológico de operación del motor;
ya que en los motores de nueva generación, se ha tratado de aumentar las
temperaturas de operación, que mejoran ciertas características del motor a
reacción, con nuevos materiales aplicando recubrimientos cerámicos.
Esto hace necesario un análisis e investigación en los materiales utilizados para el
recubrimiento cerámico para así conocer el comportamiento bajo ciertas
condiciones de operación en los alabes de turbina de alta presión.
Con la anterior descripción del problema tendríamos que la formulación seria la
siguiente: ¿Cómo realizar una investigación sobre un recubrimiento cerámico
aplicable a alabes de turbina de alta presión?.
1.3 JUSTIFICACION
Brindar un estudio que facilite el análisis de un recubrimiento cerámico y mediante
este estudio conocer las características del mismo, esto aplicará al momento de la
elección del material para los diseñadores o constructores si es el caso de esta
zona de turbina de alta presión, dando un análisis de si es o no factible ciertos
recubrimientos cerámicos que responden a expectativas de operación del motor y
pueden llegar a mejorar procesos del mismo. Lo anterior beneficia al campo
aeronáutico al aclarar por medio de este estudio la aplicabilidad de cierto
recubrimiento y sus ventajas.
17
1.4 OBJETIVOS DE LA INVESTIGACION 1.4.1 Objetivo general
Analizar por medio de un estudio la aplicabilidad de un recubrimiento cerámico en
alabes de rotor de turbina de alta presión para mejorar los parámetros de
operación en un motor a reacción
1.4.2 Objetivos específicos
• Analizar las propiedades y características del recubrimiento cerámico a
estudio.
• Realizar un estudio de las principales propiedades mecánicas antes y después
de realizar la deposición del recubrimiento.
• Determinar la viabilidad del recubrimiento cerámico en un alabe de turbina de
alta presión.
1.5 ALCANCES Y LIMITACIONES DEL PROYECTO 1.5.1 Alcances
• Se abordarán los distintos factores físico-mecánicos de los recubrimientos
cerámicos que se han de recopilar para el estudio de estos.
• Se analizarán con los recursos tecnológicos la aplicabilidad de estos,
únicamente en las zonas de los alabes de la turbina de alta presión.
• Su interacción con los demás elementos como discos, soportes, sellos serán de
influencia (dado que estos son uniones del alabe de la turbina de alta presión) en
el estudio, sin embargo estos no serán abordados dada la extensión de su
investigación.
• El estudio se centrará en el recubrimiento cerámico, y en las característica
18
ya antes mencionadas al momento de operación del alabe de la HPT, sin
embargo no se tendrán en cuenta características de diseño y morfología del alabe,
que otorga otras características añadidas de operación aparte.
• El estudio se centrará en las características del recubrimiento a la resistencia
a los esfuerzos, también a las características de rotura y fluencia del mismo, en el
alabe de la turbina de alta presión.
• Se ejecutarán pruebas (si los recursos financieros son disponibles, y si las
limitaciones no son un obstáculo) del recubrimiento en probetas, para demostrar
una conclusión en el estudio de factibilidad, si se es muy necesario.
• Los estudios de esfuerzos y características se ejecutarán bajo software.
• No se ejecutarán construcciones físicas de los alabes para demostraciones de
resistencia.
• Los posibles datos establecidos por el fabricante o tablas de características
específicas y generalidades del material son las que se tendrán en cuenta al
momento del análisis del material. El proyecto no explicará su proceso de
fabricación o al mismo tiempo como se logro obtener su estructura atómica. El
proyecto se centrará solamente en la aplicación de estos para un estudio con
ciertos parámetros de exigencia para mejorar las características de resistencia-
físicas de los alabes de turbina de alta presión de un motor a reacción. 1.5.2 Limitación
• El costo de ciertos procesos de investigación, para medir procesos
determinados como esfuerzos, tratamientos térmicos, en maquinarias
especializadas estará limitada por el costo presupuestado por los recursos
financieros.
19
2. MARCO DE REFERENCIA
2.1 MARCO CONCEPTUAL 2.1.1 Películas Cerámicas. Debido al desarrollo de la tecnología se puede observar los grandes avances que
se han realizado en el área de las películas cerámicas (barreras térmicas), estos
tienen diversas aplicaciones como mecanismos electrónicos y ópticos, mejora de
herramientas cortantes, usos arquitectónicos, en automotores y claro esta en
aeronáutica como en secciones calientes de motores a reacción; algunas de
estas aplicaciones requieren asociar materiales inorgánicos y no metálicos con
materiales cerámicos.
Las propiedades físicas de los cerámicos se derivan de su tipo de enlace,
distintivamente los cerámicos son compuestos con enlaces que son
principalmente de tipo iónico
2.1.2 Tratamientos superficiales. Actualmente en el campo de los materiales existen una gran cantidad de
tratamientos superficiales, con ello se logra mejorar las propiedades, dependiendo
de su composición química y el espesor de la capa depositada por cada tipo de
tratamiento, además la aplicación de un recubrimiento sobre un sustrato permite
manipular las propiedades de la capa y del material base.
A través de la historia se han venido utilizando diferentes métodos para modificar
las superficies de los materiales, como han sido el galvanizado, metalizado,
niquelado hasta la deposición de capaz finas. Actualmente el método mas utilizado
20
para modificación de las superficies son las capas finas, las cuales se depositan al
sustrato mediante diferentes técnicas que se explican a continuación.
Las técnicas que hoy en día se están utilizando con mayor fuerza son las
denominadas deposiciones físicas en fase vapor (PVD), deposiciones químicas en
fase de vapor (CVD) y ambas deposiciones asistidas por plasma (PAPVD y
PACVD), estas dos ultimas son las que mas se utilizan en la industria.
En el desarrollo del proyecto se usará la técnica PAPVD como método de
deposición de capas finas.
2.1.3 Deposición química de vapores (CVD) y deposición química de vapores activado por plasma (PACVD). Los precursores metálicos en las técnicas CVD son compuestos líquidos o
gaseosos que se evaporan fácilmente. Estos compuestos con la temperatura del
proceso se descomponen muy fácil, y su formación se produce por las reacciones
de los compuestos gaseosos (introducidos en el reactor). Bajo una selección
apropiada de las condiciones de depósito se puede obtener materiales sólidos
mediante reacciones químicas; si introducimos las cantidades adecuadas en el
reactor se pueden presentar diferentes tipos de reacciones como:
• Reducción
• Oxidación
• Formación de compuestos
La temperatura del proceso en la cual se logran las reacciones están entre los 150
a 2200 ºC , en una presión que va desde los 0.5 Torr hasta 760 torr (equivalente a
21
66,5 y 101080 pascales respectivamente) cualquier gas o vapor puede ser usado
como material base.
Una de las grandes ventajas de esta técnica es que cuando se usa a temperaturas
elevadas se logra una mayor adhesión entre el sustrato y el recubrimiento
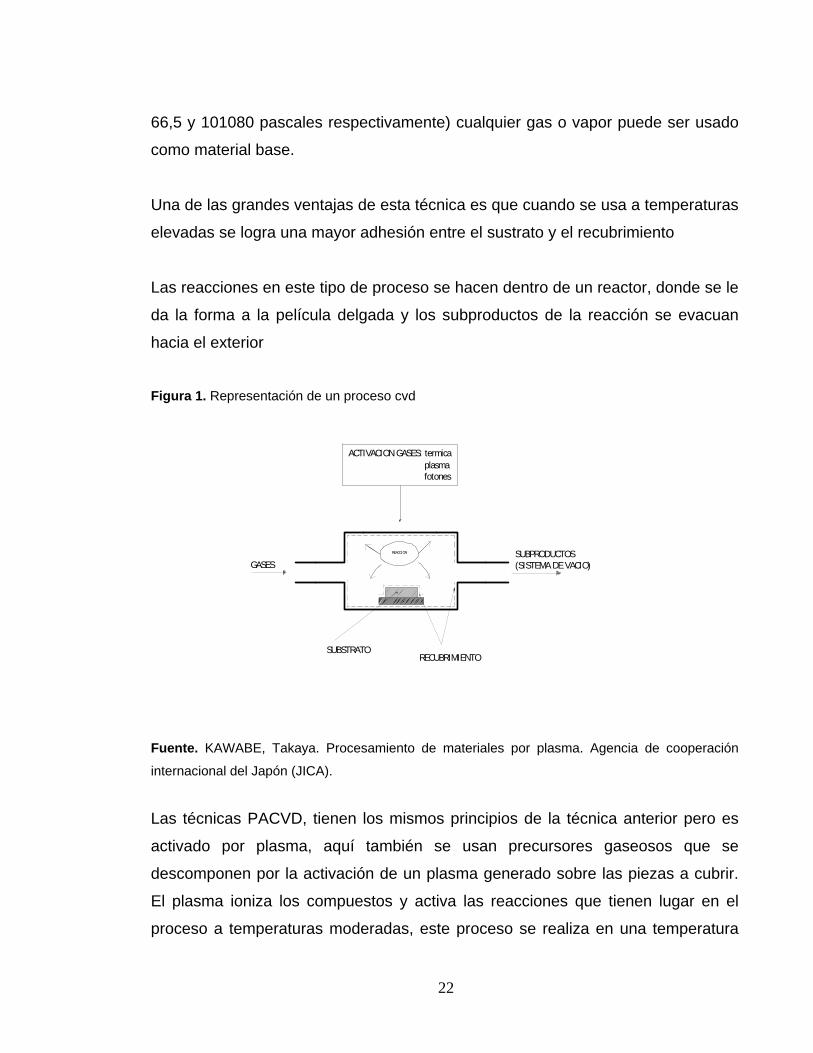
Las reacciones en este tipo de proceso se hacen dentro de un reactor, donde se le
da la forma a la película delgada y los subproductos de la reacción se evacuan
hacia el exterior
Figura 1. Representación de un proceso cvd
ACTIVACION GASES: termica plasma fotones
REACCION
SUBSTRATORECUBRIMIENTO
GASESSUBPRODUCTOS(SISTEMA DE VACIO)
Fuente. KAWABE, Takaya. Procesamiento de materiales por plasma. Agencia de cooperación
internacional del Japón (JICA).
Las técnicas PACVD, tienen los mismos principios de la técnica anterior pero es
activado por plasma, aquí también se usan precursores gaseosos que se
descomponen por la activación de un plasma generado sobre las piezas a cubrir.
El plasma ioniza los compuestos y activa las reacciones que tienen lugar en el
proceso a temperaturas moderadas, este proceso se realiza en una temperatura
22
entre los 300 y 1100 ºC. Los compuestos obtenidos son similares a los obtenidos
mediante la técnica CVD, sin embargo esta técnica se distingue por la facilidad
para realizar tratamientos termoquímicos de nitruración iónica previa al
recubrimiento cerámico en una sola etapa del recubrimiento por lo que es pionera
en tratamientos.
2.1.4 Deposición física de vapores (PVD). Esta deposición se define como la condensación de elementos o compuestos de
la fase de vapor a fase sólida, donde el material del recubrimiento es transportado
hacia la superficie del sustrato en forma de iones, átomos y moléculas.
Las técnicas PVD y PAPVD poseen diferentes métodos que consisten,
genéricamente, en evaporar un metal puro, una aleación o una mezcla, para la
formación de películas no volátiles por medio de reacciones físicas y depositarlas
sobre la pieza a recubrir.
La deposición puede ser producida en una atmósfera reactiva (generalmente
nitrógeno) o inerte (generalmente Argon) y es importante que el sustrato mantenga
una temperatura para incrementar la adherencia. El proceso puede ser activado
por plasma PAPVD para incrementar la velocidad de crecimiento y mejorar las
propiedades de la capa depositada. En la técnica PVD surgen diferentes métodos
para realizar la evaporación (esta evaporación se realiza en una cámara de vacío,
a una presión adecuada, donde se lleva al material hasta una temperatura
necesaria para evaporarlo; todas las partículas evaporadas se van a condensar
sobre la superficie del material) y estos dependen de cómo se evapora el
material.
23
2.1.4.1 Técnicas de deposición. Los tipos de deposición que se pueden ejecutar están basados en las técnicas
PVD (Deposición Física de Vapores), las cuales son:
• PULVERIZACION CATODICA O SPUTTERING
• EVAPORIZACION POR ARCO CATODICO
• ARCO PULSADO 2.1.4.1.1 Pulverización catódica o sputtering. En la pulverización catódica se involucra la vaporización física de átomos,
desprendidos de una superficie sólida, mediante un momento transferido desde el
bombardeo de partículas energéticas hacia la superficie. Las partículas
energizadas son iones de un material gaseoso acelerados en un campo eléctrico.
2.1.4.1.2 Evaporización por arco catódico. En esta técnica se evapora y se obtienen iones de metal, cuando se produce un
arco voltaico que se genera sobre la superficie del material al que llamamos
cátodo. Este método genera una gran densidad de iones, de esta manera
podemos tener buenos espesores de capa y en tiempos reducidos, además de
posibilitar la evaporación simultanea de distintos metales e introducir
alternadamente distintos gases reactivos. Este método de evaporación por arco
catódico se caracteriza por la alta proporción de ionización, alta rata de
deposición, flexibilidad de la preparación del blanco que puede tener
simultáneamente mas de un cátodo.
Las características más importantes de los recubrimientos PVD: dureza,
adherencia, color y brillo, resistencia a la corrosión, resistencia al desgaste,
resistencia a la oxidación, biocompatibilidad, entre otras.
24
Como ya hemos mencionado anteriormente los recubrimientos que se realizan por
estas técnicas mejoran las características de los materiales, usando cualquier
método, lo cual depende de la aplicación que se le dará al material.
2.1.4.1.3 Arco pulsado El equipo (ver figura 2) se componen de una cámara de vació donde se realiza la
deposición del material cerámico al sustrato. El arreglo de la cámara es modular y
puede variarse la posición del porta muestras, además del número de
evaporadores.
El porta muestras tiene forma de árbol para poder introducir piezas de diferente
morfología. En la cámara se aloja el sistema de medición de espesores
permitiendo monitorear la tasa de crecimiento de las películas, también un sistema
de calefacción que eleva la temperatura de los sustratos hasta en 500OC.
La presión del sistema puede llegar a mbar, presión que es realizada por
una bomba mecánica y una bomba difusora, las piezas a recubrir se ubican en el
árbol porta muestras. La velocidad de rotación del árbol es de 60 rpm.
6101 −×
La cámara posee además un sistema de evaporación que se ubican de manera
equidistantes en la pericia de la cámara. En estos se forma el arco entre los
electrones que permite remover los iones del blanco metálico. Cada evaporador
compone de un cátodo y una ánodo, el primero posee el material de aporte del
recubrimiento además provee el polo negativo de la descarga, el segundo provee
el polo positivo de la descarga y esta conectado la fuente de pulsos.
25
Figura 2. Equipo Arco Pulsado.
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Imagen tomada en U.N –
LAFIP sede Manizales. Mayo de 2005
2.1.5 Adherencia. La adherencia de un recubrimiento es una de las propiedades mas relevantes
desde el punto de vista funcional. Se refiere a su habilidad para permanecer unido
al sustrato en condiciones de servicio y sin degeneración en el tiempo. Existen
diferentes técnicas de medición de adherencia de recubrimientos, algunas son
altamente sofisticadas y de difícil implementación. Para el caso de recubrimientos
duros que son altamente adherentes se utilizan las técnicas basadas en rayado e
indentación.
2.1.6 Dureza. La dureza de un material se define como la resistencia a una deformación plástica
superficial localizada, producida por otro material mas duro. La dureza es una
propiedad importante porque condiciona el comportamiento tribológico (desgaste,
26
fricción, etc) y esta determinada principalmente por las fuerzas intraatómicas del
material y por su microestructura.
La medición de la dureza de un recubrimiento se basa en producir una
deformación plástica superficial del material utilizando un indentador de geometría
definida al que se le aplica una carga definitiva; esta medición se va a realizar en
el equipo de AFM de la UN de Manizales, dando como resultado la nanodureza
del material expresado en Gpa.
2.1.7 Especificaciones de los recubrimientos. Es importante en un recubrimiento, la energía de enlace y espaciamiento
interatómico entre los átomos, esta energía es de vital importancia dado las
características a realizar como procesos térmicos en los cuales es necesario
romper los enlaces o el valor mínimo de energía de unión. Estos enlaces y
energías son directamente proporcionales a la resistencia a altas temperaturas de
fusión las cuales deben de ser elevadas para el tipo de barrera que deseemos
obtener en los procesos de caracterización del material, y así obtener una buena
barrera con el sustrato del alabe rotor de la HPT. Se observa en la tabla 1
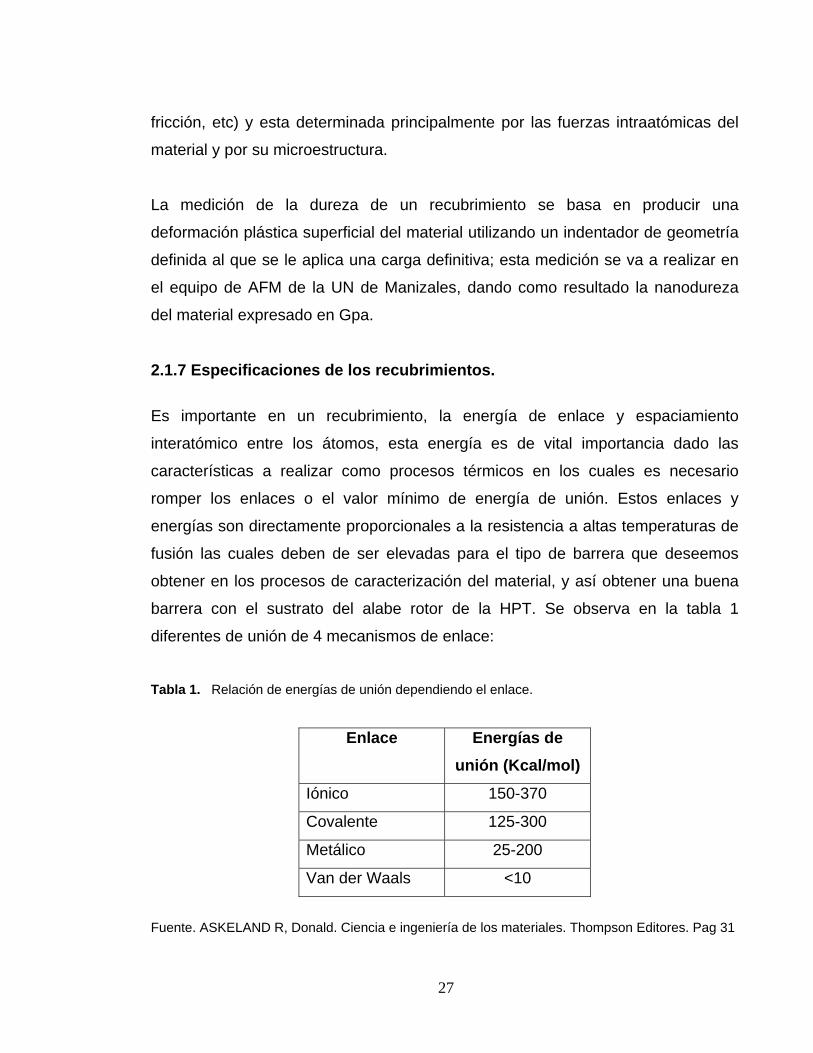
diferentes de unión de 4 mecanismos de enlace: Tabla 1. Relación de energías de unión dependiendo el enlace.
Enlace Energías de unión (Kcal/mol)
Iónico 150-370
Covalente 125-300
Metálico 25-200
Van der Waals <10
Fuente. ASKELAND R, Donald. Ciencia e ingeniería de los materiales. Thompson Editores. Pag 31
27

Muchos compuestos cerámicos son combinaciones de elementos entre
compuestos metálicos y no metálicos, que tienen al mismo tiempo combinaciones
de enlaces covalentes e iónicos.
La energía de unión es mas grande conforme incrementa la diferencia de
electronegatividades.
Como se observa en la tabla 1 los enlaces que presentan en mayor medida altas
características de resistencia son aquellos con enlace iónico, un cerámico por su
parte, que es la fuente de investigación del actual proyecto, logra obtener altos
puntos de fusión, existiendo enlace iónico/covalente fuertes, siendo estos
utilizados como recubrimientos, y por otras características micro-estructúrales, que
presentan la mejor elección para soportar altas cantidades de energía sin
modificar su estructura.
Últimamente se venían usando en la sección de la HPT aleaciones de base
cobalto en la parte estatora o superaleaciones de níquel en alabes del rotor, los
cuales proporcionan buenas características de resistencia, encontrando a veces
pequeñas cantidades de zirconio para aumentar su fluencia.
La interpretación de graficas como Fuerza-Distancia o Energía-separación dan
información sobre el tipo de enlace que posee el elemento, y esto se relaciona con
una pendiente abrupta o parcialmente pequeña, como se muestra en las figuras 2,
donde también se relaciona las distancias interatómicas. La figura 3 puede dar
información sobre el modulo de elasticidad, que es proporcional al valor de la
pendiente dF/da, si este valor es alto, así mismo será su modulo de elasticidad.
28

Figura 3 Diferentes tipos de enlaces para dos materiales. Pendientes grandes y súbitas (dF/da)
corresponden a enlaces fuertes. Pendientes parcialmente pequeñas corresponden a enlaces
débiles. En los cerámicos podemos obtener la primera característica.
Fuente. ASKELAND R, Donald. Ciencia e ingeniería de los materiales. Thompson Editores. Pag 32
Figura 4 Diferentes tipos de enlaces para dos (2) materiales. Se tiene la misma características de
proporcionalidad entre pendientes grandes - enlaces fuertes, y pendientes pequeñas-enlaces
débiles.
Fuente. ASKELAND R, Donald. Ciencia e ingeniería de los materiales. Thompson Editores. Pag 32
29

Cuando no hay información sobre esta energía de unión del elemento/elementos,
es necesario realizar pruebas en equipos especializados como el XPS donde se
mide por medio de descarga de electrones o iones, la energía necesaria para que
estos dejen sus posiciones, y así añadir información valiosa sobre el porcentaje de
cada elemento en el cerámico.
Figura 5 Equipo XPS (Espectroscopio de Emisión de Fotoelectrones de Rayos X).
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Imagen tomada de los
laboratorios de física del plasma (LAFIP) de la Universidad Nacional (U.N) de Manizales/Colombia.
Mayo de 2005
El coeficiente de expansión térmica es proporcional a la pendiente de la grafica
Energía-Separación en donde una pendiente abrupta o grande significa un
coeficiente de expansión térmica bajo. La característica que se busca
principalmente en los alabes rotores de la HPT en relación a graficas de este tipo
30
es un coeficiente de expansión térmica bajo, tanto en el sustrato como en el
recubrimiento, donde a altas temperaturas de operación obtendremos menor
separación interatómica de los átomos, manteniendo estable su estructura
atómica, así como sus parámetros de red, reflejando un menor cambio volumétrico
en el sustrato**. Estas características pueden ser vistas desde el diagrama de
fases del material cerámico a utilizar, si este no existe es necesario hacer una
análisis en equipos especializados, enfatizando en el nuevo recubrimiento
cerámico: Nitruro de Titanio Aluminio Vanadio∗, en el cual todas sus
características estructurales, así como su comportamiento (adherencia,
propiedades físicas etc ) son desconocidas, pero que pueden llegar reflejar unas
altas posibilidades de cumplir con las expectativas de operación en alabes de HPT
de un motor a reacción.
Varios de los cerámicos utilizados en la actualidad se caracterizan dentro del área
de los recubrimientos duros, adquiriendo características únicas como altos puntos
de fusión, muy altas durezas y resistencia al ataque químico, este ultimo siendo
de gran expectativa en el área de HPT donde se forma el proceso de corrosión en
caliente, donde el azufre que esta presente en los gases de combustión (SO2)
interactúa con el Cloruro de Sodio presente en la atmósfera externa,
combinándose para formar Sulfato de Sodio (SO4Na2), este ultimo depositándose
sobre la capa del sustrato del alabe rotor, centrando una corrosión acelerada en
las zonas de mayor índice de temperatura a través del cuerpo de este.
Esta es una ventaja extra, además de mejorar algunas características debido a
sus bajas conductividades térmicas, dando otro punto a favor a los recubrimientos
cerámicos, característica que no es tan notoriamente buena al utilizar únicamente
una superaleación.
31
*Nitruro de Titanio Aluminio Vanadio (TiAlV)N: nuevo recubrimiento cerámico.
El principal inconveniente de los recubrimientos cerámicos es su característica a la
fragilidad, esto estructuralmente hablando puede ser explicado a través de las
direcciones de deslizamiento o vector Burgers, los cuales son cortos y antes de
poder alcanzar un deslizamiento, la dislocación rompe el equilibrio iónico de las
cargas de aniones y cationes, causando repulsión y generando fallas por
fragilidad antes de que las dislocaciones se muevan de manera importante.
Mientras que por otro lado el sustrato no posee estos inconvenientes ya que se
están construyendo alabes con una estructura granular de monocristal, obteniendo
mejores características a la termofluencia y a la fractura, utilizando técnicas como
la solidificación direccionada (SD) donde solo se crea un grano columnar a través
de todo el alabe, dando como resultado la ausencia de bordes de grano y
direcciones cristalográficas orientadas óptimamente creando un efecto
anisotrópico en la estructura.
Un proceso para poder reducir el crecimiento de grietas de tamaño critico, es
introducir microgrietas, que son incapaces de propagarse por su tamaño por si
solas, impidiendo la formación de grietas mayores. En los procesos térmicos
posteriores a la deposición del cerámico se puede controlar el espesor de las
películas, controlando también el tamaño de grano, que también puede ser otro
método para disminuir la formación de grietas. Estos parámetros de deposición
son claves en el desarrollo de un recubrimiento cerámico adecuado, en los alabes
rotores de la HPT.
Características estructurales y cristalográficas son de importancia a la hora de
lograr una unión entre el sustrato y el TBC, como que ambos mantengan una
estructura parecida o igual organización atómica, favoreciendo la unión entre el
TBC y el sustrato; es importante que coincidan estos parámetros ya que si no
32

funciona es necesario incluir otra capa llamada Bond Coating∗ (BC), sirviendo
como capa adherente, entre el substrato y el TC (Thermal Coating)
Figura 6 Método de incorporación de capa intermedia BC (color dorado) entre el sustrato y el TC
(color blanco). La TC (thermal coating) esta actuando como principal barrera a la entrada de
temperatura (flecha roja), en este caso nos referimos normalmente a la temperatura T3t
(temperatura de entrada a la turbina).
SUSTRATOBC
RECUBRIMIENTO
Fuente: OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H . Diseño en Solid Edge.
Marzo de 2005
Es de aclarar que este tipo de procedimientos (aplicación de BC) se ejecuta si las
estructuras cristalinas del substrato difieren mucho de la del Nitruro de Titanio
33
∗ Material intermedio (BC) : si es necesario se utiliza el mas adecuado para este tipo de procesos : Aluminio
Aluminio Vanadio, no siendo tan necesario, sin embargo es importante mencionar
esto como un posible caso de experimentación.
2.1.8 Procedimientos para la eliminación de defectos superficiales. Es necesario realizar pruebas con equipos como el SEM, permitiendo ilustrar e
identificar elementos puntuales, que pueden ocasionar fallos en la adherencia final
entre la interfase sustrato - recubrimiento (TiAlV)N.
Durante la deposición también se pueden eliminar estos defectos por medio de un
bombardeo de iones de Argon, dentro de la cámara de vacio eliminando
impurezas y especies unidas de forma débil a la superficie.
La limpieza y correcta preparación permite controlar la estructura cristalina del
(TiAlV)N en su crecimiento y así poder alcanzar los máximos niveles de
adherencia y propiedades tanto químicas como físicas del (TiALV)N. El correcto
manejo de estos parámetros permite un control de la rugosidad media del sustrato,
que determinara en gran medida el tipo de unión entre la interfase sustrato-
recubrimiento (TiAlV)N.
2.1.9 Parámetros de control en la deposición. Los parámetros que se controlan en los procesos por plasma, que pueden evitar
posibles inconvenientes que determinaran la calidad del recubrimiento final, son:
• Control de limpiezas superficiales.
• Control de la estructura
34
• Control de la interfase
2.1.10 Control de limpiezas superficiales. La topografía del sustrato determina en gran medida en nivel de adherencia de
este y el recubrimiento, D.M.Mattox nos presenta la siguiente explicación: “La
superficie del sustrato puede limpiarse dentro de la cámara de vació del reactor
de plasma en forma previa de la deposición, en base de un proceso fisicoquímico
de sputter-etching bajo plasma, a efectos de eliminar contaminantes gaseoso
absorbidos o capas de oxido, este proceso es altamente efectivo, y mejora la
adherencia del recubrimiento. A efectos de la limpieza química por Etching, se
utiliza hidrogeno, que se activa en el plasma y reacciona químicamente con
átomos de hidrogeno y carbono en la superficie del sustrato formando H2O y CH4,
respectivamente, que pasan a la fase gaseosa y se eliminan de la cámara vacio
en base al sistema de bombeo. El sputtering se realiza simultáneamente,
agregando Argon al hidrogeno y dando un potencial negativo al sustrato (-1Kw) de
modo de producir un bombardeo de sus superficie con iones de Argon. Este
procesos es efectivo en la eliminación de capas de oxido superficiales”∗.
Se puede realizar un limpieza antes de introducirlo a la cámara de vació y esta se
realiza por acetona en una cubeta ultrasónica, donde se eliminan contaminantes e
impurezas.
2.1.11 Control de la estructura. La estructura final puede ser controlada, ya que existe una interacción de átomos
individuales que al llegar al sustrato pueden llegar tener ciertos parámetros
estructurales controlables bajo ciertas condiciones. Algunas de estas condiciones
que permiten estos controles es la temperatura del sustrato durante el proceso,
que denominaremos como Ts, que junto a la temperatura de fusión del material
35
∗ D.M.Matox. Adhesión and Surface Preparation. Capitulo 3, Deposition Technologies for Films and Coatings
depositado Tm, puede llegar a valorar los procesos de difusión en la superficie del
sustrato (esto incluyendo los iones depositados).
Dentro del control de los parámetros termodinámicos tenemos el de la presión de
trabajo que durante la deposición es de gran importancia debido a que la
estabilidad del plasma depende de este parámetro, es decir, a menor presión
tendremos que el camino libre de las especies (electrones, iones o moléculas) es
grande evitando la colisión entre ellas, logrando una buena deposición.
2.1.12 Control de la interfase. El control de este parámetro permite evaluar el tipo o nivel de adherencia final del
recubrimiento, existen diferentes tipo de interfases que varían de acorde con el
tipo de rugosidad que tengamos en el sustrato, así también como del tipo de
implantación iónica cerámica.
D.M.Mattox nos presenta la siguiente explicación:
“Las características de la interfase son de fundamental importancia en relación con
la adherencia del recubrimiento y pueden controlarse dentro de ciertos limites en
los procesos de deposición por plasma. Distintas alternativas a tal efecto son:
• Producción de una superficie con rugosidad a nivel microscópico en el
sustrato con anterioridad al recubrimiento, como resultado de un proceso
previo de bombardeo con iones positivos energéticos en un plasma de un
gas inerte, a fin de promover un cierto grado de anclaje mecánico interfacial
y conseguir una mejor adherencia.
• Depositar un delgado recubrimiento de otro material sobre el sustrato antes
de aplicar el recubrimiento principal, que tenga una mayor afinidad química
con ambos materiales que la existente entre ellos; por ejemplo, la deposición
36
de una delgada intercala de Ti sobre acero antes de aplicar un recubrimiento
de TiN permite incrementar significativamente la adherencia, como
resultados de efectos químicos y mecánicos.”
2.1.13 Técnicas de caracterización y deposición 2.1.13.1 Técnicas de caracterización. A medida que avanza la utilización de películas delgadas en diferentes
aplicaciones (como el caso de HPT), los requerimientos que se imponen a las
mismas van cambiando y se hacen más exigentes, al mismo tiempo se necesitan
nuevos y más precisos métodos de caracterización.
En películas delgadas o recubrimientos utilizados ya sea como elementos de
protección con mayores durezas superficiales, interesa esencialmente una buena
adherencia al sustrato, una elevada dureza y/o estabilidad química. Existe otro
gran número de aplicaciones donde las películas delgadas no cumplen una
función pasiva. Las propiedades mencionadas siguen teniendo importancia, pero
se hace necesario considerar otras propiedades como: eléctricas, magnéticas,
mecánicas u ópticas según la aplicación específica que se persigue.
Entre las pruebas que se pueden realizar en el laboratorio de Física de Plasma de
la Universidad Nacional de Colombia sede Manizales, a un sustrato o a un
cerámico para su caracterización son los siguientes:
• AFM
• SEM
• Difracción de rayos X.
• XPS
37
2.1.13.1.1 Técnicas de microscopia electrónica (AFM). La microscopia de fuerza atómica es usada para el estudio morfológico de
muestras, tamaño de grano, estudio de rugosidad, y procesos de crecimiento.
El funcionamiento se basa en una punta de sonda soportada en un cantiliver, el
cual por fuerzas de atracción y repulsión entre los átomos de la sonda y la
muestra, realiza movimientos o deformaciones (los cuales pueden ser: flexión
longitudinal, torsión longitudinal, torsión transversal) que serán interpretados por
un haz de láser que barre la superficie pasando a través de espejos y un foto
detector, traduciéndolas como alturas determinadas, que serán enviadas como
señales a una pantalla, mostrando la morfología de la muestra.
Así mismo el AFM se cataloga dentro de equipos con capacidad de trabajar en
modo SPM (microscopia de barrido por sonda).
Estas técnicas permiten la observación de la microestructura con una resolución
que supera ampliamente a la resolución óptica, entre ellas tenemos:
• Microscopia por transmisión: se puede observar la microestructura de toda
clase de muestras cristalinas, amorfas o biológicas, tiene una resolución de
0.3 nanómetros.
• Microscopia electrónica de barrido: se puede observar la superficie de
cualquier clase de muestras cristalinas, amorfas o biológicas.
38
Figura 7. Imagen del AFM.
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Tomada en la U.N - LAFIP
sede Manizales. Mayo de 2005.
La interpretación de las imágenes es inmediata.
2.1.13.1.2 Difracción de rayos x. Esta técnica se aplica al estudio de materiales cristalinos, donde se obtiene
información sobre:
• Fases presentes en el recubrimiento
• Proporción relativa de las fases
• Orientaciones cristalinas preferenciales (textura cristalográfica)
• Tensiones residuales (macrotensiones y microtensiones)
• Microdeformaciones.
La forma de la estructura cristalina puede ser obtenida mediante información de
distintos métodos de difracción de rayos X, en donde se utiliza un haz
monocromático que mantiene el mismo orden y magnitud que el espaciamiento
atómico del material al cual se golpea, dispersando los rayos en todas las
39
direcciones. Los rayos X que golpean ciertos planos cristalográficos en ángulos
específicos que se ven reforzados en ves de ser eliminados o en ves de
desaparecer al contacto. Este fenómeno es llamado difracción, y utilizando un
difractometro, se pueden detectar patrones de difracción con ángulos de
.Conociendo la longitud de onda de los rayos X, se pueden determinar las
distancias interplanares y así interpretar la característica del plano que causa la
difracción. Es necesario determinar que los rayos X difractados cumplan
necesariamente las condiciones de la ley de Bragg,
Θ2
hkldSen
2λ
=Θ
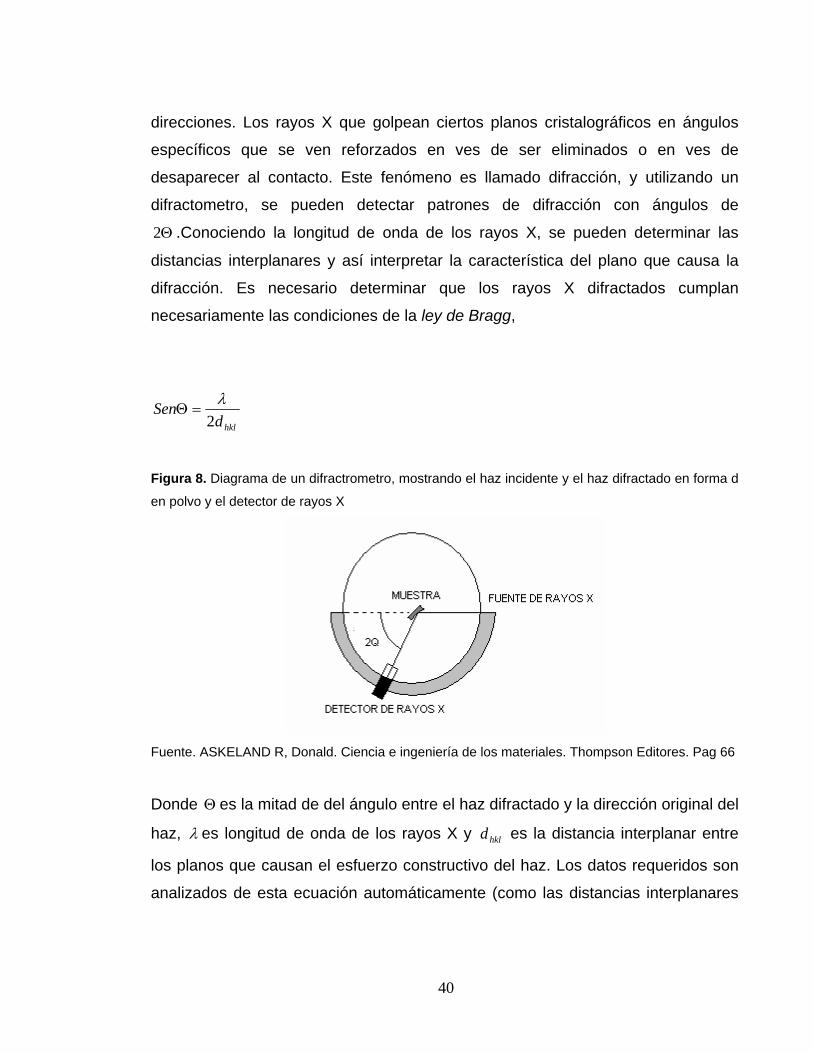
Figura 8. Diagrama de un difractrometro, mostrando el haz incidente y el haz difractado en forma d
en polvo y el detector de rayos X
Fuente. ASKELAND R, Donald. Ciencia e ingeniería de los materiales. Thompson Editores. Pag 66
Donde es la mitad de del ángulo entre el haz difractado y la dirección original del
haz,
Θ
λ es longitud de onda de los rayos X y es la distancia interplanar entre
los planos que causan el esfuerzo constructivo del haz. Los datos requeridos son
analizados de esta ecuación automáticamente (como las distancias interplanares
hkld
40
para conocer el tipo de estructura) y son dados por el software especializado de
los equipos de caracterización∗.
Esta técnica basa su funcionamiento como se menciono anteriormente en la
difracción, la cual se origina por un fenómeno de difusión causado por número
grande de átomos ordenados de forma periódica formando una red cristalina. Esto
hace que los rayos X difundidos por cada uno de estos átomos tengan una
diferencia de fase entre si, que puede ser destructiva o constructiva según las
direcciones
2.1.13.1.3 SEM. Scannig Electronic Microscope. La microscopia electrónica de barrido es un método que así como el AFM provee
información sobre la morfología superficial de la muestra, información de su
composición química, además de otros como formas de cristalización de
minerales, estudio de moléculas, etc.
El SEM cuenta con un cañón que proporciona un haz de electrones, este es
constituido por un filamento (cátodo), y un ánodo, donde finalmente llegaran los
electrones.
Este proyecta una cantidad determinada de electrones que chocan contra los
átomos de la muestra, produciendo un encuentro, formándose señales (de los
mismos electrones) que son captadas por detectores diferentes, según la señal,
hacia el sistema para poder ser vistas.
41
∗ ASKELANDR. Donald. Ciencia e Ingeniera de los Materiales.Tercera Edición. Thompson Editores. 1998. Pag 65-66.

El haz de electrones es de corta longitud de onda, permitiendo una mayor
resolución, así también es necesario que el sistema donde se analice la muestra
este en vació.
2.1.13.1.4 XPS. X-ray Photoelectron Spectroscopy. Identifica los elementos que constituyen las primeras capas atómicas y su estado
de combinación química.
Figura 9. Equipo XPS.
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Imagen tomada en U.N –
LAFIP sede Manizales. Mayo de 2005.
En este equipo no se pueden realizar la caracterización de piezas con
propiedades magnéticas ya que estos campos interfieren en el proceso de choque
iónico al sustrato a analizar.
42
3. METODOLOGIA
3.1 ENFOQUE DE LA INVESTIGACION Empírico - Analítico
3.2 LINEA DE LA INVESTIGACION DE U.S.B / SUBLINEA DE FACULTAD/ CAMPO TEMATICO DEL PROGRAMA Línea de investigación de U.S.B: Línea de Motores
3.3 TECNICAS DE RECOLECCIÓN DE INFORMACIÓN
Los instrumentos de recolección de información están basados en textos y
publicaciones internacionales y nacionales, muchos de los cuales encontrados de
la Universidad Nacional de Manizales. La información trata específicamente sobre
las técnicas de deposición, caracterización, y los diferentes parámetros comunes
de cada técnica para medir, analizar y estudiar las propiedades estructurales de
los sustratos y del recubrimiento de nuevas tecnologías cerámicas.
Como la presente es una investigación ingenieril muchas de las mediciones e
información son hechas por equipos de última tecnología, sin embargo estos
muestran únicamente datos y, deben de ser analizados seguidamente.
Así mismo la asesoria personal hecha por especialistas en el campo de los
materiales, ilustrándonos sus experiencias en las diferentes técnicas, hace parte
importante en la recolección de información.
Los pasos metodológicos son:
43
• Caracterización del material del sustrato
• Proceso de deposición del recubrimiento cerámico sobre el sustrato
• Caracterización y análisis del recubrimiento cerámico
3.4 POBLACION Y MUESTRA
La población que se utiliza en la realización de este proyecto son las siguientes
personas:
Ph.D Alfonso Debía Cubillos – Director De Los Laboratorios De Física Del
Plasma De La Universidad Nacional De Manizales
Ing. Clara Goyes. Miembro del Grupo De Óptica Cuantica De La Universidad Del
Valle
Ing. Fernando Colmenares. Universidad de San Buenaventura
Organizaciones:
Universidad Nacional de Manizales – Laboratorios de Física del Plasma
Instituto Técnico Central Universidad de San Buenaventura 3.5 HIPOTESIS Se pretende analizar y estudiar por medio de una investigación un nuevo
recubrimiento cerámico.
44
4. PRESENTACION Y ANALISIS DE RESULTADOS
4.1 DETALLES EXPERIMENTALES
Una de las características que hacen exitoso el uso de un recubrimiento cerámico
es la elección del material base o sustrato, en el cual vamos a realizar la
deposición del material. Para este estudio se ha elegido como sustrato el acero
Ovar Supreme H13, debido a que es un acero para trabajo en caliente.
El acero Ovar Supreme H13 cumple con las siguientes características:
1. Buen nivel de resistencia a los choques térmicos y la fatiga térmica: Esta
característica es importante dada las condiciones de operación de un alabe de
HPT, la fatiga térmica se desarrolla cuando gradientes no uniformes de
temperatura se crean a través del alabe, incrementando la formación de
grietas.
2. Buena resistencia mecánica a las temperaturas.
3. Buena tenacidad y ductilidad en todas las direcciones.
4. Buena mecanibilidad y buena pulibilidad (este factor se relaciona con la
construcción de las probetas y no es tan relevante).
5. Mantiene su estabilidad dimensional con la temperatura.
4.1.1 Preparación del sustrato. Para la preparación del acero H13 se cortaron en un torno 16 probetas de un
diámetro de 19 mm y un espesor de 2,5 mm, seguido a ello se rectificaron las
probetas dejándolas de un espesor de 2,2 mm (Véase anexo 2), después se
realizo un proceso de pulido hasta lograr un brillo espejo. Las probetas se
realizaron para encontrar la mejor deposición del recubrimiento.
45
4.1.2 Procedimientos De Control. Una de las partes mas importantes para asegurar una buena calidad del
recubrimiento y una excelente adherencia es la preparación de la superficie que se
va a pulir; para realizar este proceso se eligió la superficie con lijas de diferentes
granulometría iniciando con una lija Nº 180 y terminando con una lija Nº 1500,
después de este proceso de lijado se pulió la superficie en un paño con Alumina
de 50 µm, finalmente para eliminar todos los residuos que deja la limpieza
mecánica (lijado) se realizó una limpieza por el método de ultrasonido, en esta
ultima la probeta se sumerge en acetona introduciéndola en una cuba ultrasónica
alrededor de 20 minutos.
Con este proceso se esta controlando las características de adherencia.
El proceso de limpieza se ejecuto en los 16 sustratos.
Para conocer la cantidad necesaria de probetas a utilizar se construyen
dependiendo de los parámetros que se quieran variar y se tiene en cuenta que
para sacar el recubrimiento mas adecuado se utiliza el método de ensayo y error.
4.2 RESULTADOS DE LA CARACTERIZACIÓN DE PROBETAS H-13. Los siguientes resultados son obtenidos bajo el sustrato H13, en el cual se
ejecutaron las pruebas∗, y sobre el cual se deposita el recubrimiento cerámico
NTiAlV, esto hace que su estudio sea importante, ya que características y
propiedades del cerámico tales como adherencia y calidad del recubrimiento se
basan en el estudio del sustrato, es decir, de parámetros como su estructura
cristalina, la morfología de su superficie al momento de a deposición del cerámico,
∗ Pruebas de H-13 y cerámico: realizadas en los laboratorios de física del plasma (LAFIP) de Universidad Nacional de Manizales/ Colombia. Septiembre 2005.
46
entre otros pueden verse cambiadas dependiendo del sustrato, que se escoja. Los
resultados son:
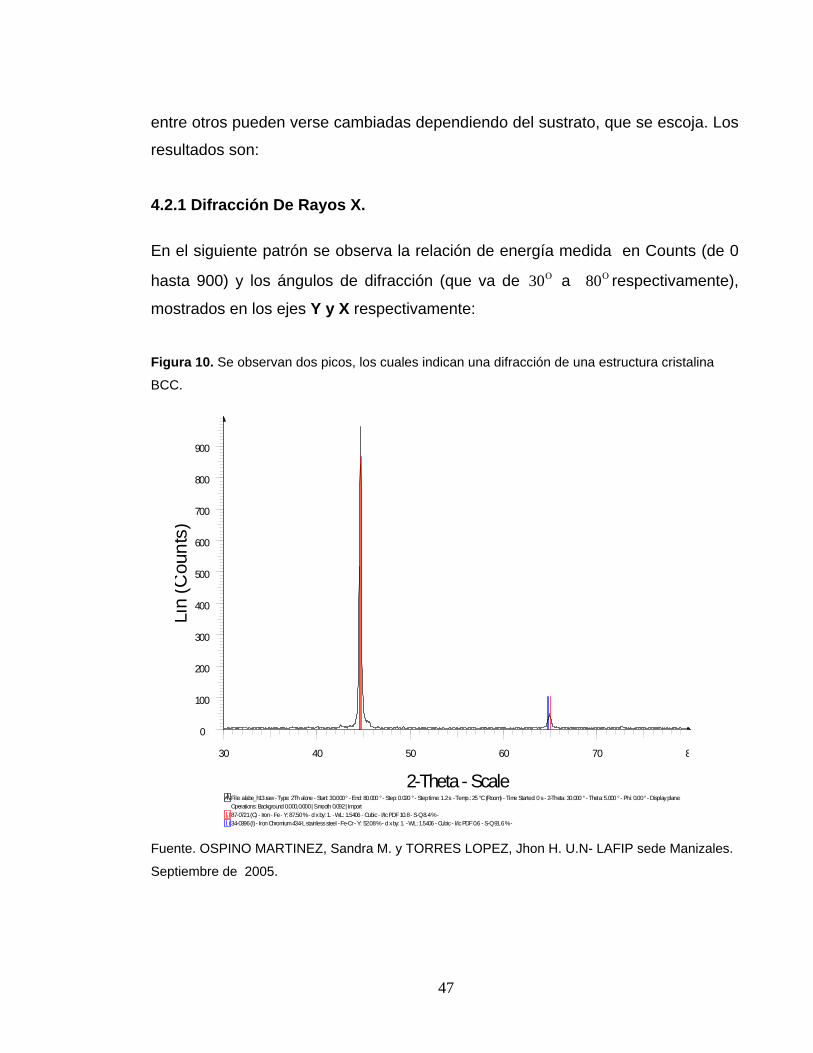
4.2.1 Difracción De Rayos X. En el siguiente patrón se observa la relación de energía medida en Counts (de 0
hasta 900) y los ángulos de difracción (que va de a respectivamente),
mostrados en los ejes Y y X respectivamente:
Ο30 Ο80
Figura 10. Se observan dos picos, los cuales indican una difracción de una estructura cristalina
BCC.
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N- LAFIP sede Manizales.
Septiembre de 2005.
34-0396 (I) - Iron Chromium 434-L stainless steel - Fe-Cr - Y: 52.08 % - d x by: 1. - WL: 1.5406 - Cubic - I/Ic PDF 0.6 - S-Q 91.6 % - 87-0721 (C) - Iron - Fe - Y: 87.50 % - d x by: 1. - WL: 1.5406 - Cubic - I/Ic PDF 10.8 - S-Q 8.4 % - Operations: Background 0.000,0.000 | Smooth 0.092 | ImportFile: alabe_h13.raw - Type: 2Th alone - Start: 30.000 ° - End: 80.000 ° - Step: 0.020 ° - Step time: 1.2 s - Temp.: 25 °C (Room) - Time Started: 0 s - 2-Theta: 30.000 ° - Theta: 5.000 ° - Phi: 0.00 ° - Display plane:
Lin
(Cou
nts)
0
100
200
300
400
500
600
700
800
900
2-Theta - Scale30 40 50 60 70 8
47
Se obtuvieron los siguientes resultados:
• El pico que se ve en la figura muestra un pico de hierro, determinando que la
estructura del H13 es BCC.
• Parámetro de red de: a = 2.87Å
• Índices de Miller (direcciones cristalográficas) :
♦ d = 2.03265 A h = 1 k = 1 l = 0
♦ d = 1.43730 A h = 2 k = 0 l = 0
La presencia de Hierro es interpretada dentro de los picos comprendidos entre los
rangos de y respectivamente. Este patrón es característico en análisis de
sustratos con composición Hierro-carbono. Así mismo se trabajaron con las
siguientes variables:
Ο42 Ο46
• Velocidad de barrido : 1 deg/min
• 5406,1=λ (longitud de onda)
4.2.2 AFM. Las escalas utilizadas para el análisis de la muestra son 10 µm x 10 µm x 250 nm.
Estas imágenes son transmitidas a través del software SPIP∗, que nos permitió
realizar un análisis profundo. (Véase figura 10).
∗ SPIP: Scanning Probe Image Processor. Software utilizado para desarrollar análisis topográfico, estructural de la muestra, tales como: fronteras de grano, rugosidad, parámetros de red, entre otros.
48

Figura 11. Imagen AFM del sustrato H-13 seleccionado. Da una vista bidimensional, el en cual se
observa su topografía (a), así mismo se puede observar esta misma en tres dimensiones (b).
a)
b)
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Septiembre de 2005
49
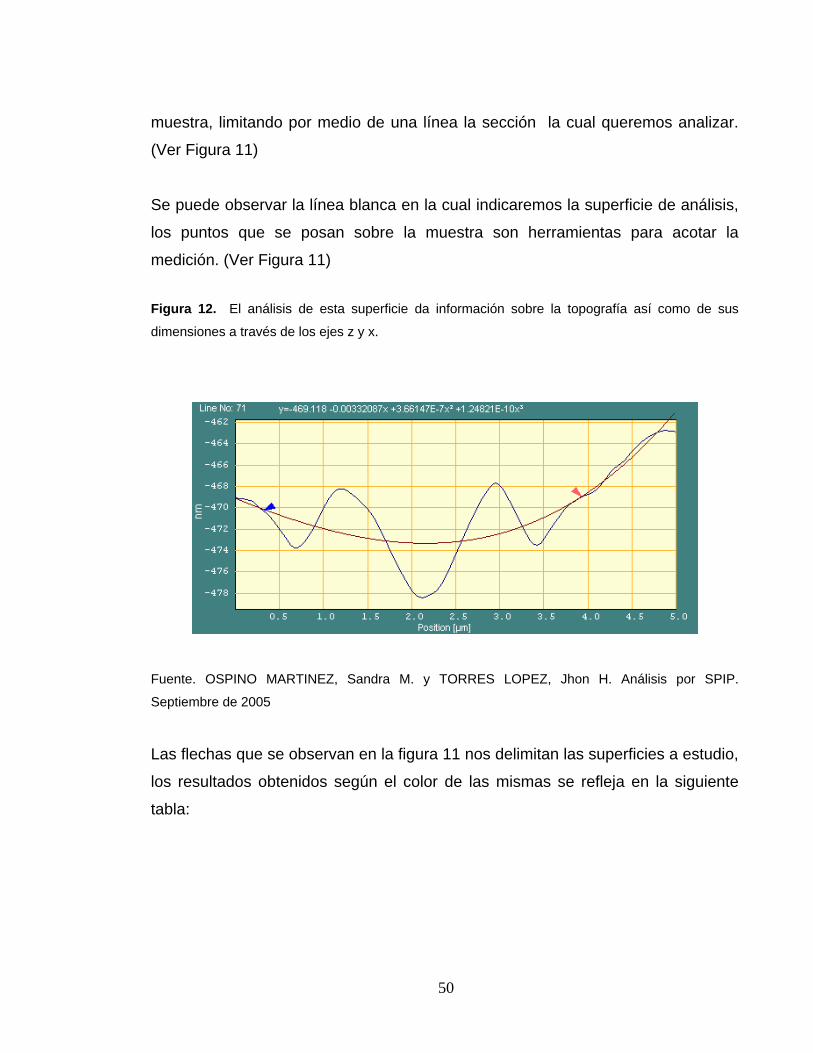
muestra, limitando por medio de una línea la sección la cual queremos analizar.
(Ver Figura 11)
Se puede observar la línea blanca en la cual indicaremos la superficie de análisis,
los puntos que se posan sobre la muestra son herramientas para acotar la
medición. (Ver Figura 11) Figura 12. El análisis de esta superficie da información sobre la topografía así como de sus
dimensiones a través de los ejes z y x.
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Análisis por SPIP.
Septiembre de 2005
Las flechas que se observan en la figura 11 nos delimitan las superficies a estudio,
los resultados obtenidos según el color de las mismas se refleja en la siguiente
tabla:
50
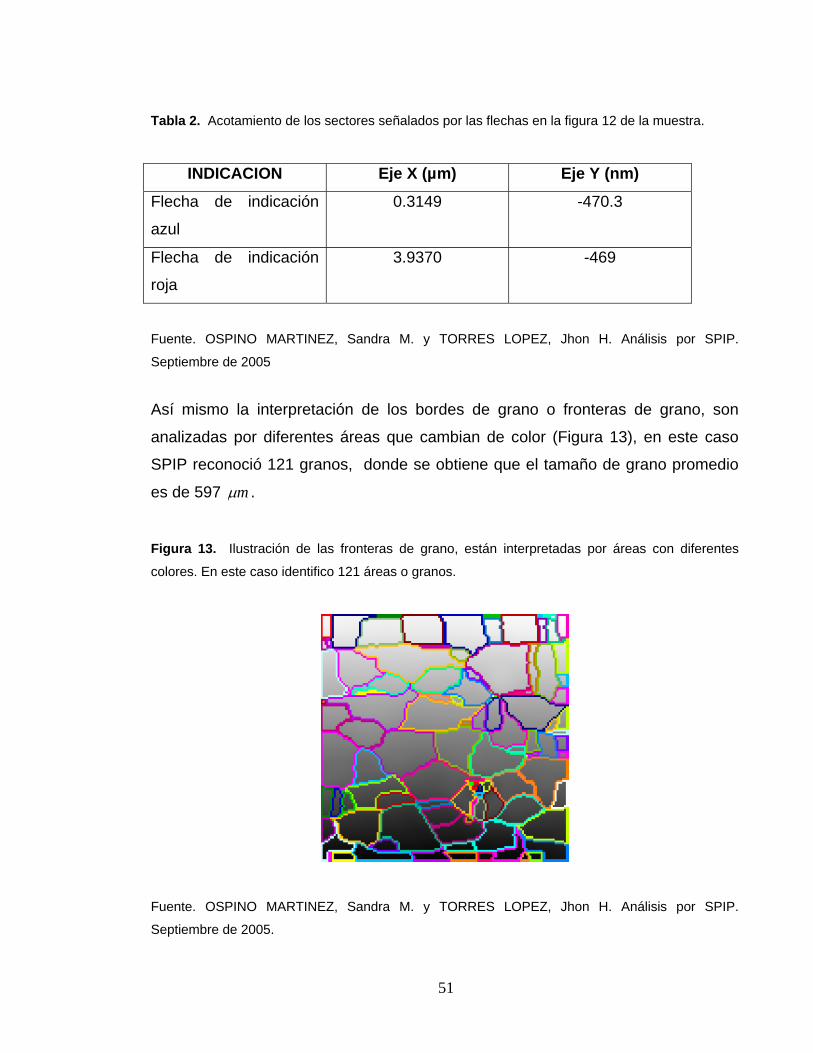
Tabla 2. Acotamiento de los sectores señalados por las flechas en la figura 12 de la muestra.
INDICACION Eje X (µm) Eje Y (nm)
Flecha de indicación
azul
0.3149 -470.3
Flecha de indicación
roja
3.9370 -469
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Análisis por SPIP.
Septiembre de 2005
Así mismo la interpretación de los bordes de grano o fronteras de grano, son
analizadas por diferentes áreas que cambian de color (Figura 13), en este caso
SPIP reconoció 121 granos, donde se obtiene que el tamaño de grano promedio
es de 597 mµ .
Figura 13. Ilustración de las fronteras de grano, están interpretadas por áreas con diferentes
colores. En este caso identifico 121 áreas o granos.
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Análisis por SPIP.
Septiembre de 2005.
51

Tabla 3. Se observa los datos que arroja SPIP en su herramienta “Segment Analisys”. Como dato
importante vemos que el tamaño de grano promedio es de 597 nm (fila “Mean”, columna “Size”)
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. Análisis por SPIP.
Septiembre 2005
El análisis demostró que la rugosidad media es de 120 mµ , esto es un factor
determinante en la adherencia, ya que si la rugosidad media esta en el orden de
las nanomicras, se dice que el tipo de interfase sustrato-(TIAlV)N puede llegar a
ser de difusión manejando adecuadamente los parámetros de deposición del
(TIAlV)N.
4.2.3 Análisis químico por SEM. Las pruebas arrojadas en este equipo revelan información sobre la composición
química y estequiometrica, estableciendo porcentajes en masa y volumen de las
fracciones que se encuentran en el sustrato H-13.
Area Length Width Size Perim Aspect CCntrX CCntrY MeanZ Volume
Mean 2.08E
+5 632 219 597 1956 3.00 73.0 64.6 -445
9.22E+7
SD 2.54E
+5 472 171 465 1523 1.45 37.9 37.6 141
1.15E+8
52
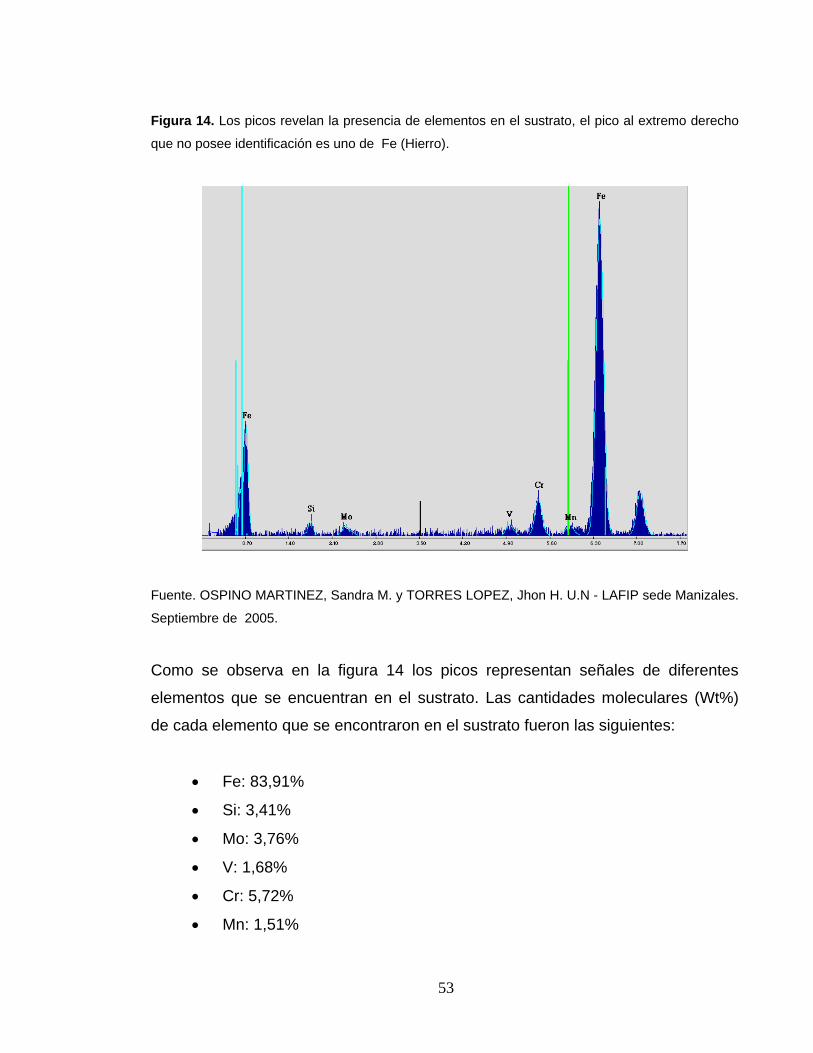
Figura 14. Los picos revelan la presencia de elementos en el sustrato, el pico al extremo derecho
que no posee identificación es uno de Fe (Hierro).
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Septiembre de 2005.
Como se observa en la figura 14 los picos representan señales de diferentes
elementos que se encuentran en el sustrato. Las cantidades moleculares (Wt%)
de cada elemento que se encontraron en el sustrato fueron las siguientes:
• Fe: 83,91%
• Si: 3,41%
• Mo: 3,76%
• V: 1,68%
• Cr: 5,72%
• Mn: 1,51%
53

Figura 15. Imagen tomada por SEM, donde se analiza una sección del sustrato, con morfología
montañosa (punto blanco) de aproximadamente 7 mµ de longitud, del sustrato H-13, el cual
posee altas concentraciones de carbono.
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Septiembre de 2005.
Mediante este análisis se pueden analizar topografías extrañas, que resuelven
dudas que podrían originar confusiones a la hora de examinar el recubrimiento
después de la deposición. Este análisis se presenta en la figura 14, donde se
estudia una región con relieve sobresaliente, donde se encontraron altas
concentraciones de carbono (carburos), indicando que es una zona que presenta
mayor dureza que las zonas planas del sustrato, sin embargo no indicaba
presencia de contaminación, llevando a la conclusión que eran características
morfológicas debido al proceso de fundición.
54
Las cantidades de cada elemento que se encontraron en los carburos son las
siguientes:
• C: 64,63%
• Al: 0,79 %
• Mo: 2,10%
• Cl: 0,31%
• V: 0,55%
• Fe: 31,61%
4.3 PRUEBA DE NANOINDENTACION REALIZADA EN EQUIPO AFM Este procedimiento se basa en realizar una indentacion a la muestra con una
punta de diamante sostenida en un cantiliver por medio de un actuador
piezoeléctrico, aplicando una determinada fuerza al indentador. Con esta prueba
se pueden realizar cálculos para obtener graficas de carga Vs deslizamiento.
La nanodureza puede ser medida por medio de la división de la carga de
indentacion y el área residual proyectada por la misma.
Así podemos decir que la dureza (H) esta expresada por los siguientes términos:
cAP
H max= ,
Donde Pmax es la máxima carga aplicada, y Ac el área proyectada de contacto.
La medida de la dureza se cálculo por el método de imagen. Para generar la
huella de indentación se utiliza un indentador piramidal de 3 caras (Berkovich).
En la imagen AFM se observa la huella de la indentación en el sustrato, cuya área
proyectada es de 0.1027 y su fuerza de indentación fue de 3.03E5 . La
dureza calculada fue de 2.95Gpa.
2mµ nN
55

Figura 16. Imágenes obtenidas por AFM, (a) indentacion, caracterizada por la huella dejada por la
punta de diamante para conocer su nanodureza, (b) ilustración de la superficie delimitada en color
rojo para ejecutar cálculos de nanodureza.
a)
b)
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Septiembre de 2005. Análisis por SPIP.
56
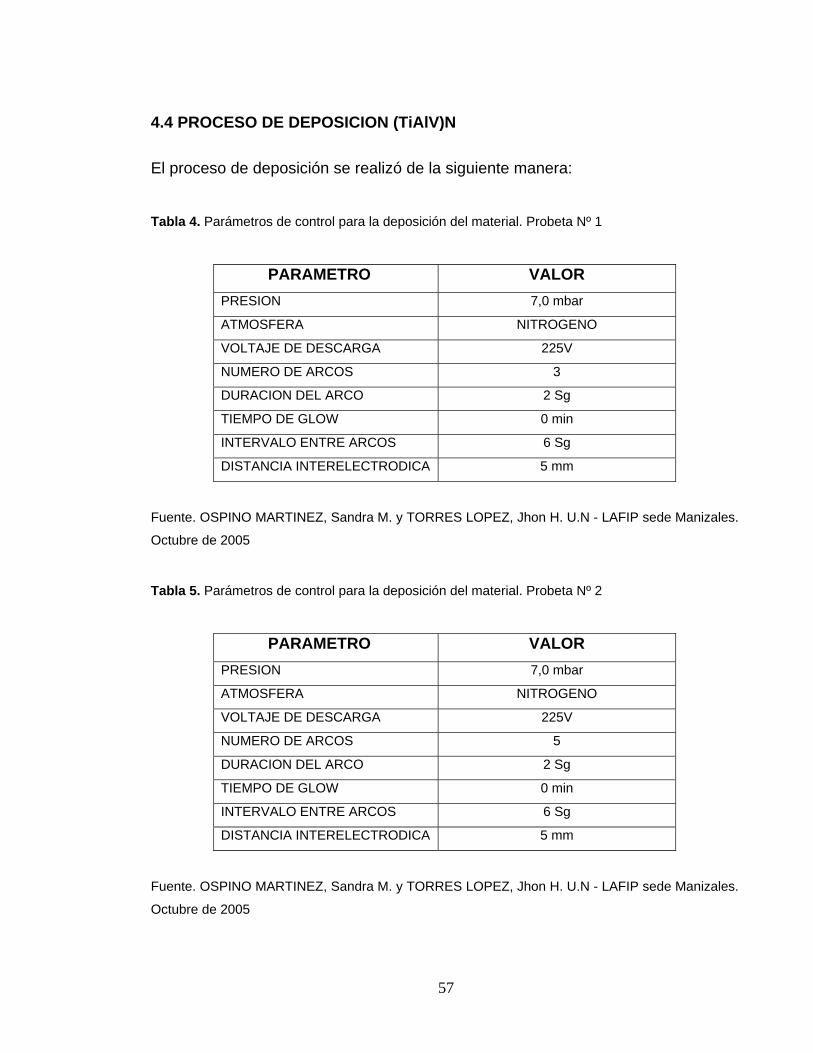
4.4 PROCESO DE DEPOSICION (TiAlV)N
El proceso de deposición se realizó de la siguiente manera:
Tabla 4. Parámetros de control para la deposición del material. Probeta Nº 1
PARAMETRO VALOR PRESION 7,0 mbar
ATMOSFERA NITROGENO
VOLTAJE DE DESCARGA 225V
NUMERO DE ARCOS 3
DURACION DEL ARCO 2 Sg
TIEMPO DE GLOW 0 min
INTERVALO ENTRE ARCOS 6 Sg
DISTANCIA INTERELECTRODICA 5 mm
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Octubre de 2005
Tabla 5. Parámetros de control para la deposición del material. Probeta Nº 2
PARAMETRO VALOR PRESION 7,0 mbar
ATMOSFERA NITROGENO
VOLTAJE DE DESCARGA 225V
NUMERO DE ARCOS 5
DURACION DEL ARCO 2 Sg
TIEMPO DE GLOW 0 min
INTERVALO ENTRE ARCOS 6 Sg
DISTANCIA INTERELECTRODICA 5 mm
57
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Octubre de 2005
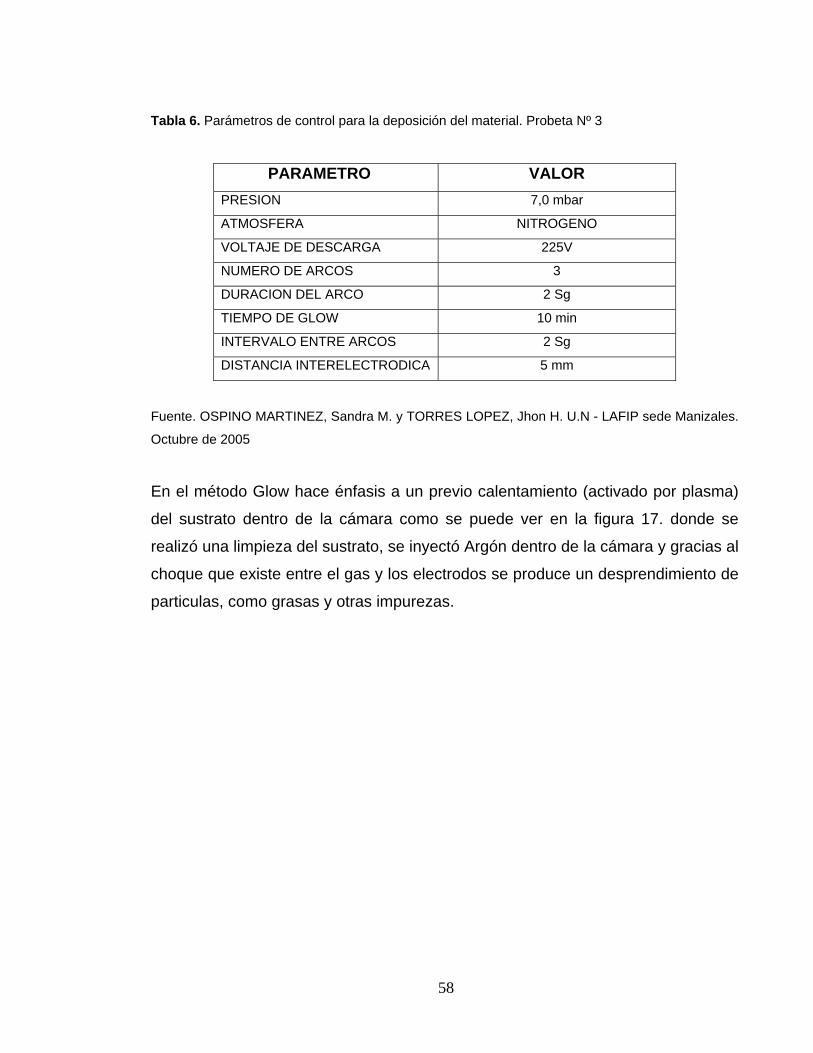
Tabla 6. Parámetros de control para la deposición del material. Probeta Nº 3
PARAMETRO VALOR PRESION 7,0 mbar
ATMOSFERA NITROGENO
VOLTAJE DE DESCARGA 225V
NUMERO DE ARCOS 3
DURACION DEL ARCO 2 Sg
TIEMPO DE GLOW 10 min
INTERVALO ENTRE ARCOS 2 Sg
DISTANCIA INTERELECTRODICA 5 mm
58
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Octubre de 2005
En el método Glow hace énfasis a un previo calentamiento (activado por plasma)
del sustrato dentro de la cámara como se puede ver en la figura 17. donde se
realizó una limpieza del sustrato, se inyectó Argón dentro de la cámara y gracias al
choque que existe entre el gas y los electrodos se produce un desprendimiento de
particulas, como grasas y otras impurezas.
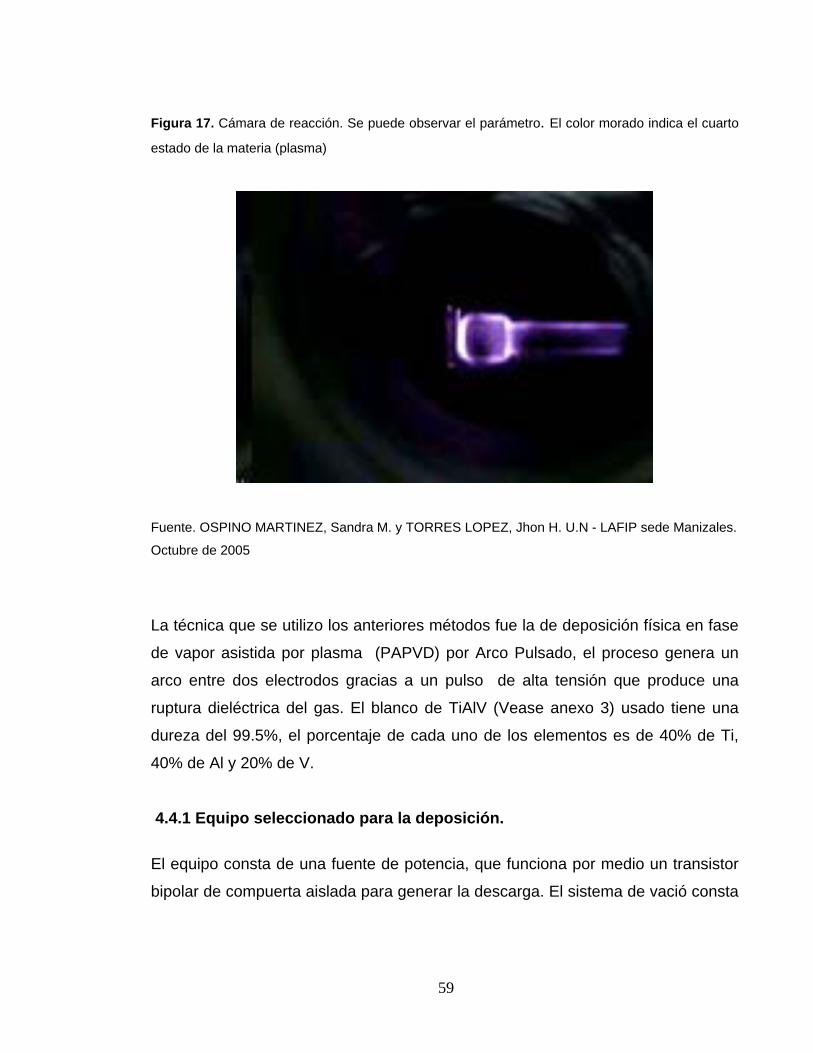
Figura 17. Cámara de reacción. Se puede observar el parámetro. El color morado indica el cuarto
estado de la materia (plasma)
Fuente. OSPINO MARTINEZ, Sandra M. y TORRES LOPEZ, Jhon H. U.N - LAFIP sede Manizales.
Octubre de 2005
La técnica que se utilizo los anteriores métodos fue la de deposición física en fase
de vapor asistida por plasma (PAPVD) por Arco Pulsado, el proceso genera un
arco entre dos electrodos gracias a un pulso de alta tensión que produce una
ruptura dieléctrica del gas. El blanco de TiAlV (Vease anexo 3) usado tiene una
dureza del 99.5%, el porcentaje de cada uno de los elementos es de 40% de Ti,
40% de Al y 20% de V.
4.4.1 Equipo seleccionado para la deposición. El equipo consta de una fuente de potencia, que funciona por medio un transistor
bipolar de compuerta aislada para generar la descarga. El sistema de vació consta
59
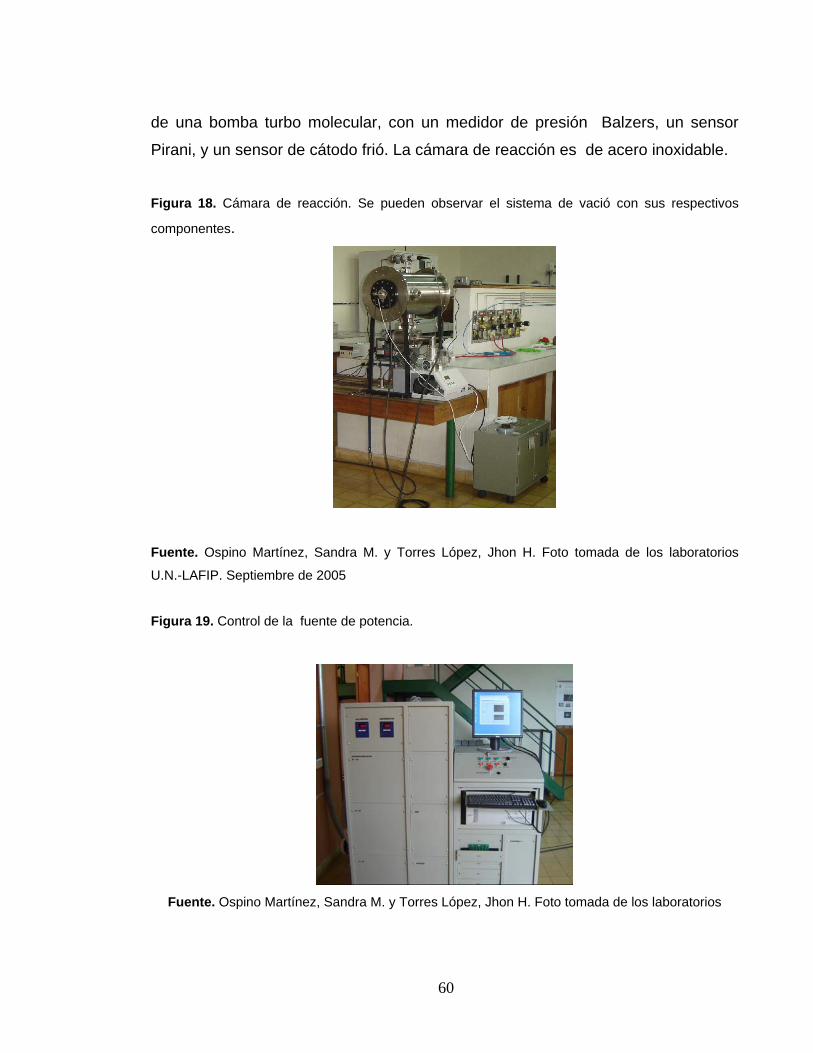
de una bomba turbo molecular, con un medidor de presión Balzers, un sensor
Pirani, y un sensor de cátodo frió. La cámara de reacción es de acero inoxidable.
Figura 18. Cámara de reacción. Se pueden observar el sistema de vació con sus respectivos
componentes.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Foto tomada de los laboratorios
U.N.-LAFIP. Septiembre de 2005
Figura 19. Control de la fuente de potencia.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Foto tomada de los laboratorios
60

Montaje del portamuestra
s y piezas
Limpieza de la pieza
y SEM
Pulido tipo espejo
Vacío x 5,9 E -4 mbar
Purgas con Argon
Glow 1Omin
a
Vacío x 5,9 E -4
mbar
Parámetros P= 7 mbar
Introducción de Nitrógeno
Descarga de TiAlV 2 arcos
de 6 seg
Retirar Apagar
Esperar 1 hora
Caracterizar
Figura 20. Diagrama de flujo para el procedimiento de la deposición de (TiAlV)N
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Foto tomada de los laboratorios
U.N.-LAFIP. Septiembre de 2005
Las temperaturas del sustrato se encuentran alrededor de los 3000C durante los 2
primeros procesos, sin embargo durante el método de deposición “glow” se
pueden obtener temperaturas alrededor de los 4000C, mejorando características
de control de superficie y de estructura final.
Seguido a los procesos de deposición se prosiguió a caracterizar las 3 probetas
para así poder determinar cual tenia los mejores resultados.
61

4.5 CARACTERIZACION DE LA DEPOSICION DE (TiAlV)N
Las caracterizaciones fueron realizadas en los equipos SEM y AFM, logrando así
medir valores como rugosidad media, tamaño de grano, evaluando así la eficacia
de las ratas de deposición durante las pruebas de ensayo y error, añadiendo en
cada una el análisis por SPIP. Se construyo además un porta-muestras para
soportar las probetas en sus medidas específicas (Véase anexo 2). De las 15
probetas hechas solo 3 demostraron resultados satisfactorios de deposición de
(TiAlV)N. Estas 3 son las que posteriormente se caracterizaron, estudiaron y
analizaron.
4.5.1 Análisis por SEM
4.5.1.1 Resultados de caracterización con la primera probeta. La siguiente grafica ilustra los resultados de la primera probeta, observando
ciertos porcentajes de O(oxigeno), y C(carbono), los cuales son perjudiciales, si es
que se desea obtener una estructura sin impurezas que después pueden afectar
las características de protección del recubrimiento disminuyendo la vida útil del
mismo.
62
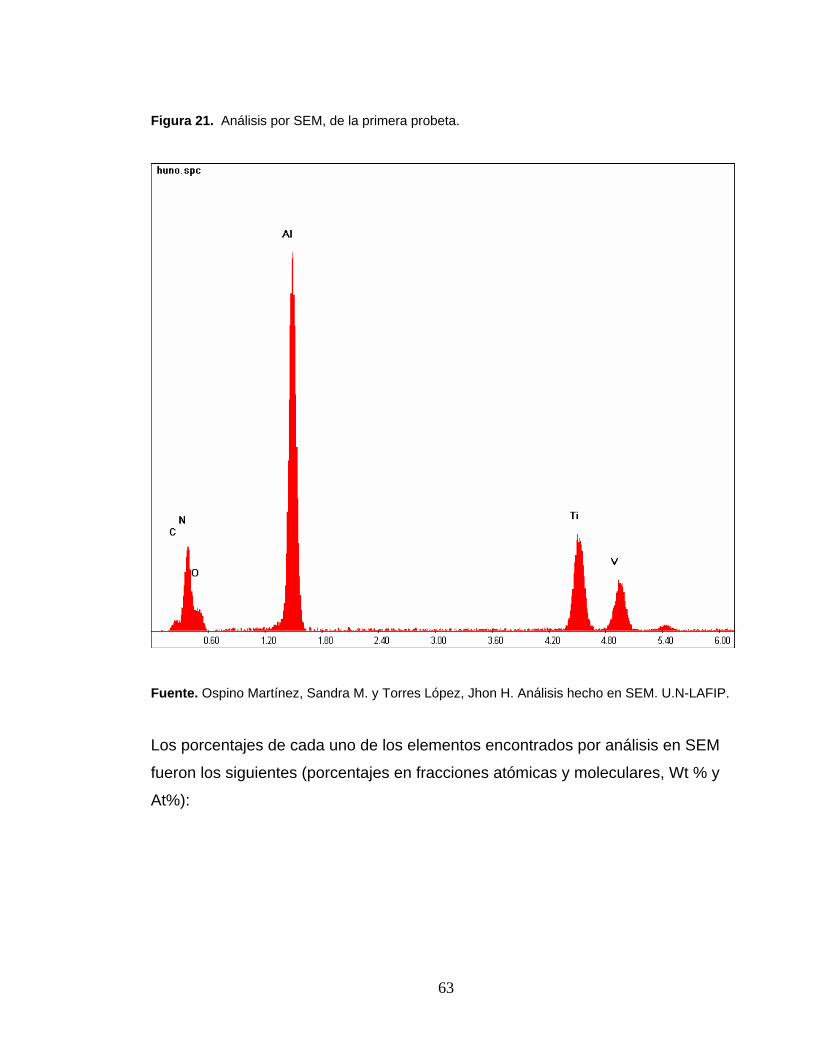
Figura 21. Análisis por SEM, de la primera probeta.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis hecho en SEM. U.N-LAFIP.
Los porcentajes de cada uno de los elementos encontrados por análisis en SEM
fueron los siguientes (porcentajes en fracciones atómicas y moleculares, Wt % y
At%):
63
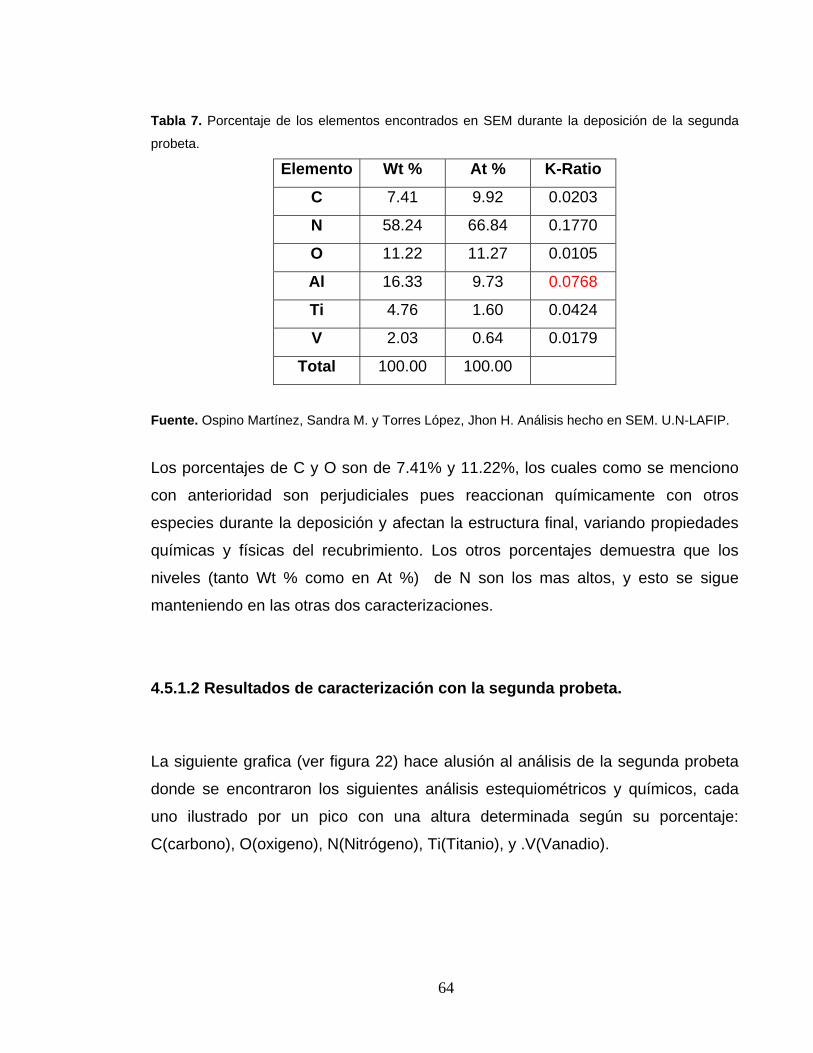
Tabla 7. Porcentaje de los elementos encontrados en SEM durante la deposición de la segunda
probeta.
Elemento Wt % At % K-Ratio
C 7.41 9.92 0.0203
N 58.24 66.84 0.1770
O 11.22 11.27 0.0105
Al 16.33 9.73 0.0768
Ti 4.76 1.60 0.0424
V 2.03 0.64 0.0179
Total 100.00 100.00
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis hecho en SEM. U.N-LAFIP.
Los porcentajes de C y O son de 7.41% y 11.22%, los cuales como se menciono
con anterioridad son perjudiciales pues reaccionan químicamente con otros
especies durante la deposición y afectan la estructura final, variando propiedades
químicas y físicas del recubrimiento. Los otros porcentajes demuestra que los
niveles (tanto Wt % como en At %) de N son los mas altos, y esto se sigue
manteniendo en las otras dos caracterizaciones.
4.5.1.2 Resultados de caracterización con la segunda probeta. La siguiente grafica (ver figura 22) hace alusión al análisis de la segunda probeta
donde se encontraron los siguientes análisis estequiométricos y químicos, cada
uno ilustrado por un pico con una altura determinada según su porcentaje:
C(carbono), O(oxigeno), N(Nitrógeno), Ti(Titanio), y .V(Vanadio).
64

Figura 22. Análisis por SEM, de la segunda probeta. Se siguen manteniendo ciertas impurezas
tales como O y C
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis hecho en SEM. U.N-LAFIP.
Octubre de 2005
Los porcentajes de Carbono y Oxigeno aluden a la presencia de contaminantes
que fueron hallados durante el análisis por SEM, esto ocasionado probablemente
por los procesos mecánicos previos al lijado o a la manipulación manual de la
probeta, esto es una falla muy probable ya que cualquier alteración de los
parámetros ambientales previos a la deposición por mínimos que sean pueden
65
causar que impurezas sigan aun durante los procesos de deposición formando
nuevos compuestos, localizándose en zonas intersticiales o substitucionales, o
algunas veces pueden llegar a trasladarse a la interfase produciendo fallas en
estas zonas, en este caso la interfase seria el sustrato en el que esta hecho el
alabe de rotor de turbina de alta presión. Estas impurezas pueden reaccionar con
el recubrimiento formando compuestos, o llegan a permanecer en posiciones
intersticiales.
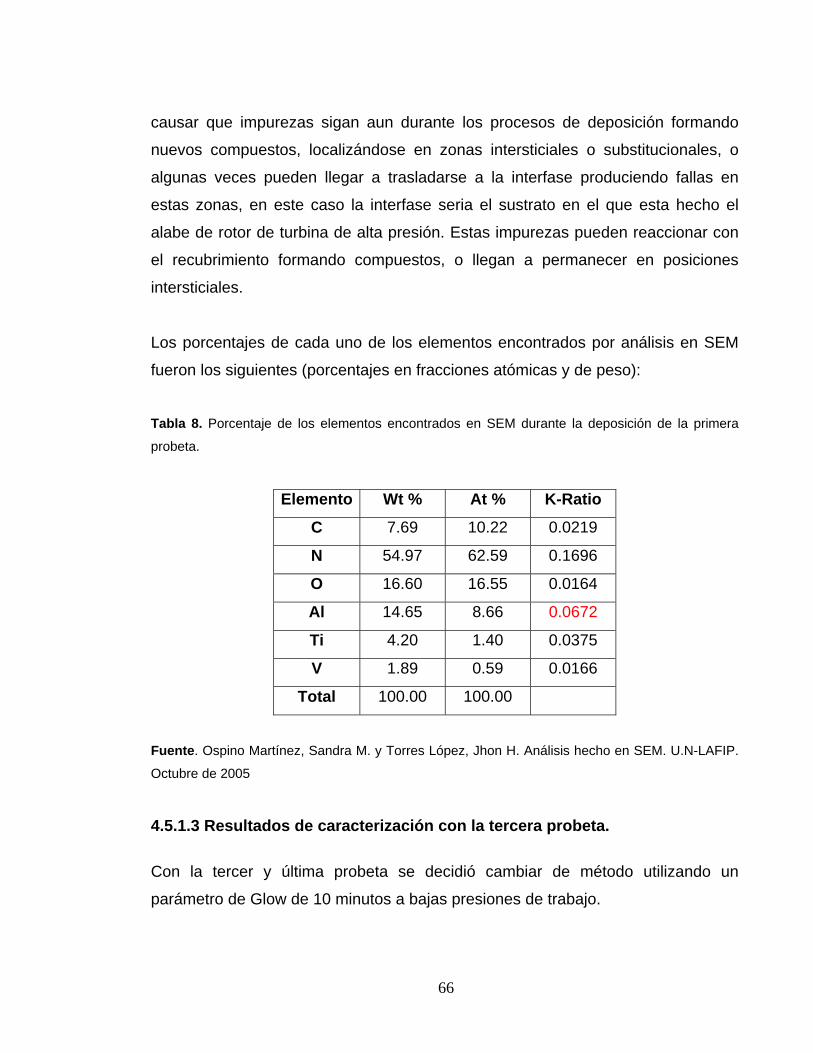
Los porcentajes de cada uno de los elementos encontrados por análisis en SEM
fueron los siguientes (porcentajes en fracciones atómicas y de peso):
Tabla 8. Porcentaje de los elementos encontrados en SEM durante la deposición de la primera
probeta.
Elemento Wt % At % K-Ratio
C 7.69 10.22 0.0219
N 54.97 62.59 0.1696
O 16.60 16.55 0.0164
Al 14.65 8.66 0.0672
Ti 4.20 1.40 0.0375
V 1.89 0.59 0.0166
Total 100.00 100.00
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis hecho en SEM. U.N-LAFIP.
Octubre de 2005
4.5.1.3 Resultados de caracterización con la tercera probeta. Con la tercer y última probeta se decidió cambiar de método utilizando un
parámetro de Glow de 10 minutos a bajas presiones de trabajo.
66
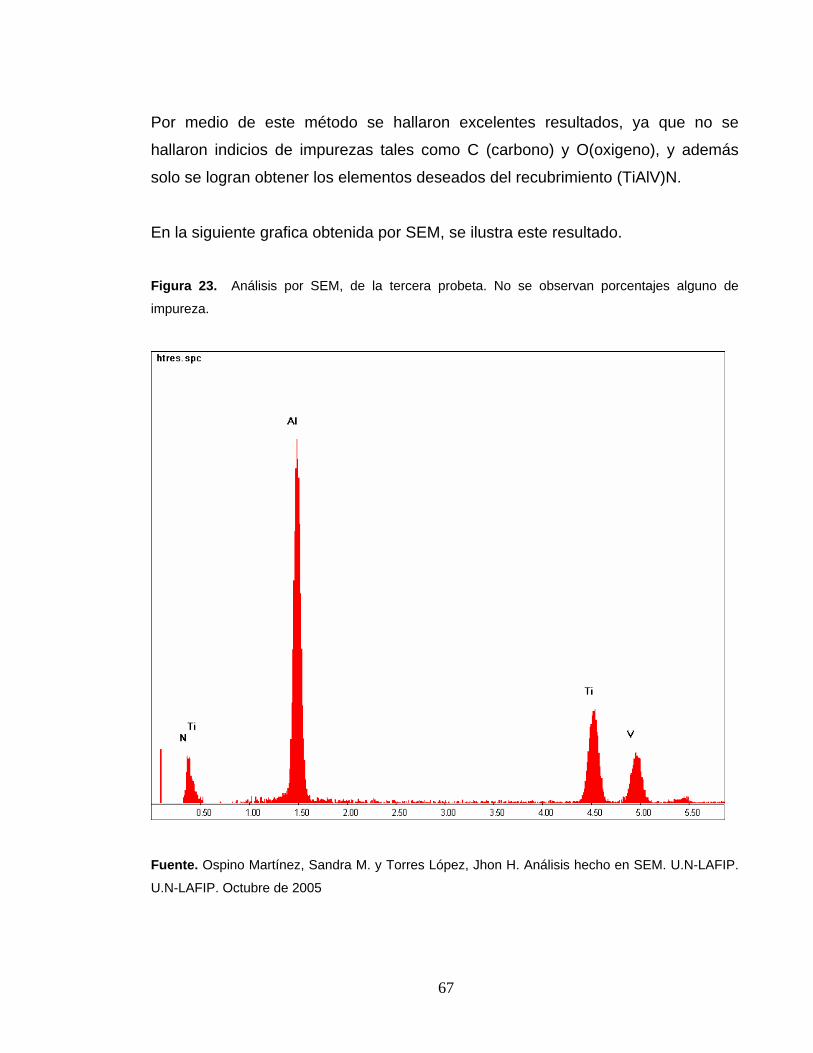
Por medio de este método se hallaron excelentes resultados, ya que no se
hallaron indicios de impurezas tales como C (carbono) y O(oxigeno), y además
solo se logran obtener los elementos deseados del recubrimiento (TiAlV)N.
En la siguiente grafica obtenida por SEM, se ilustra este resultado.
Figura 23. Análisis por SEM, de la tercera probeta. No se observan porcentajes alguno de
impureza.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis hecho en SEM. U.N-LAFIP.
U.N-LAFIP. Octubre de 2005
67
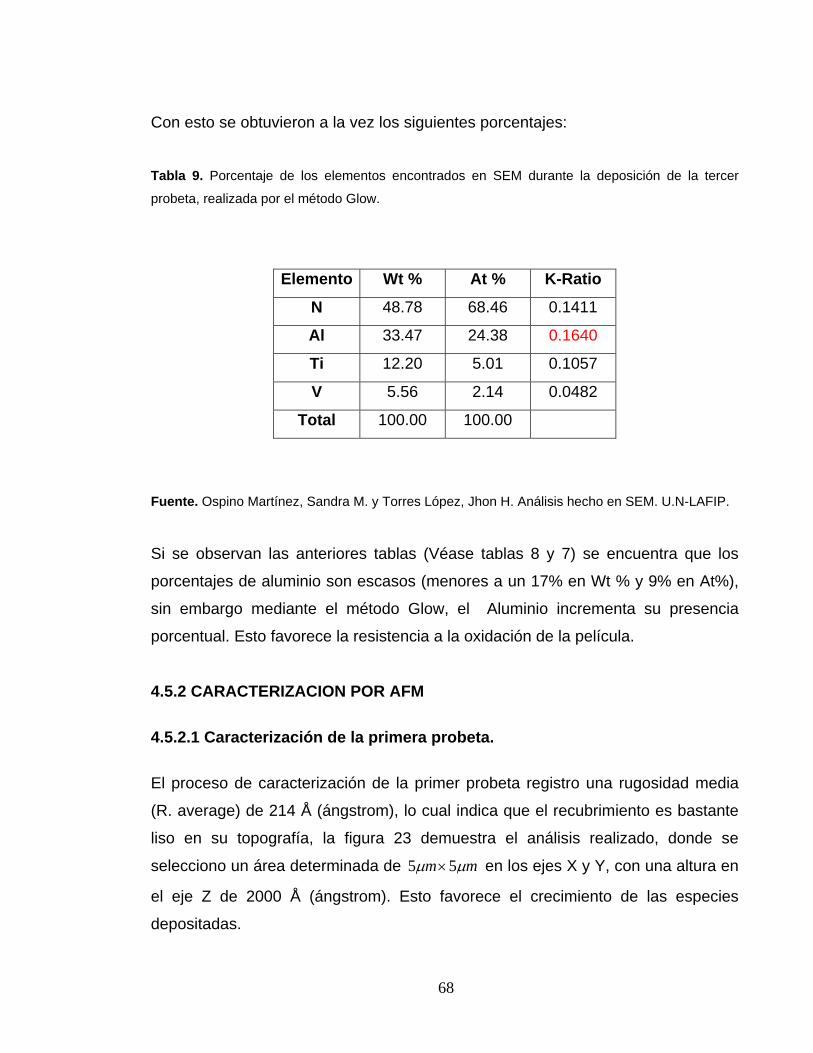
Con esto se obtuvieron a la vez los siguientes porcentajes:
Tabla 9. Porcentaje de los elementos encontrados en SEM durante la deposición de la tercer
probeta, realizada por el método Glow.
Elemento Wt % At % K-Ratio
N 48.78 68.46 0.1411
Al 33.47 24.38 0.1640
Ti 12.20 5.01 0.1057
V 5.56 2.14 0.0482
Total 100.00 100.00
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis hecho en SEM. U.N-LAFIP.
Si se observan las anteriores tablas (Véase tablas 8 y 7) se encuentra que los
porcentajes de aluminio son escasos (menores a un 17% en Wt % y 9% en At%),
sin embargo mediante el método Glow, el Aluminio incrementa su presencia
porcentual. Esto favorece la resistencia a la oxidación de la película.
4.5.2 CARACTERIZACION POR AFM
4.5.2.1 Caracterización de la primera probeta. El proceso de caracterización de la primer probeta registro una rugosidad media
(R. average) de 214 Å (ángstrom), lo cual indica que el recubrimiento es bastante
liso en su topografía, la figura 23 demuestra el análisis realizado, donde se
selecciono un área determinada de mm µµ 55 × en los ejes X y Y, con una altura en
el eje Z de 2000 Å (ángstrom). Esto favorece el crecimiento de las especies
depositadas.
68
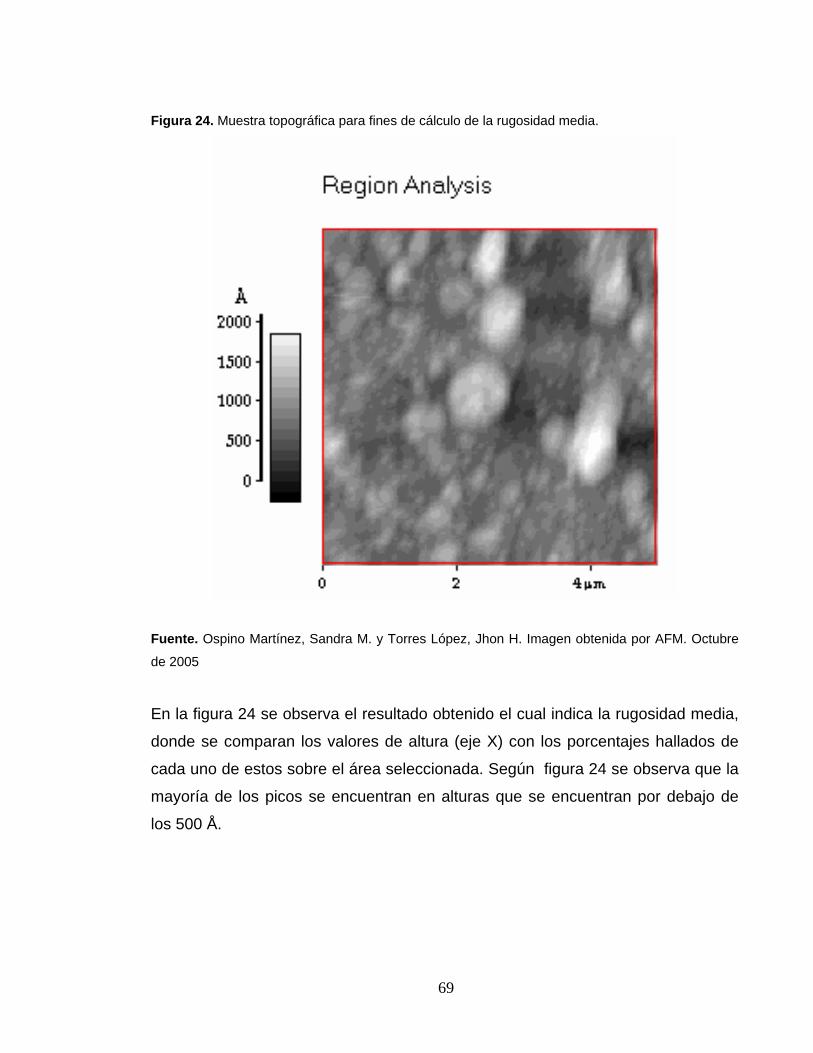
Figura 24. Muestra topográfica para fines de cálculo de la rugosidad media.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
En la figura 24 se observa el resultado obtenido el cual indica la rugosidad media,
donde se comparan los valores de altura (eje X) con los porcentajes hallados de
cada uno de estos sobre el área seleccionada. Según figura 24 se observa que la
mayoría de los picos se encuentran en alturas que se encuentran por debajo de
los 500 Å.
69
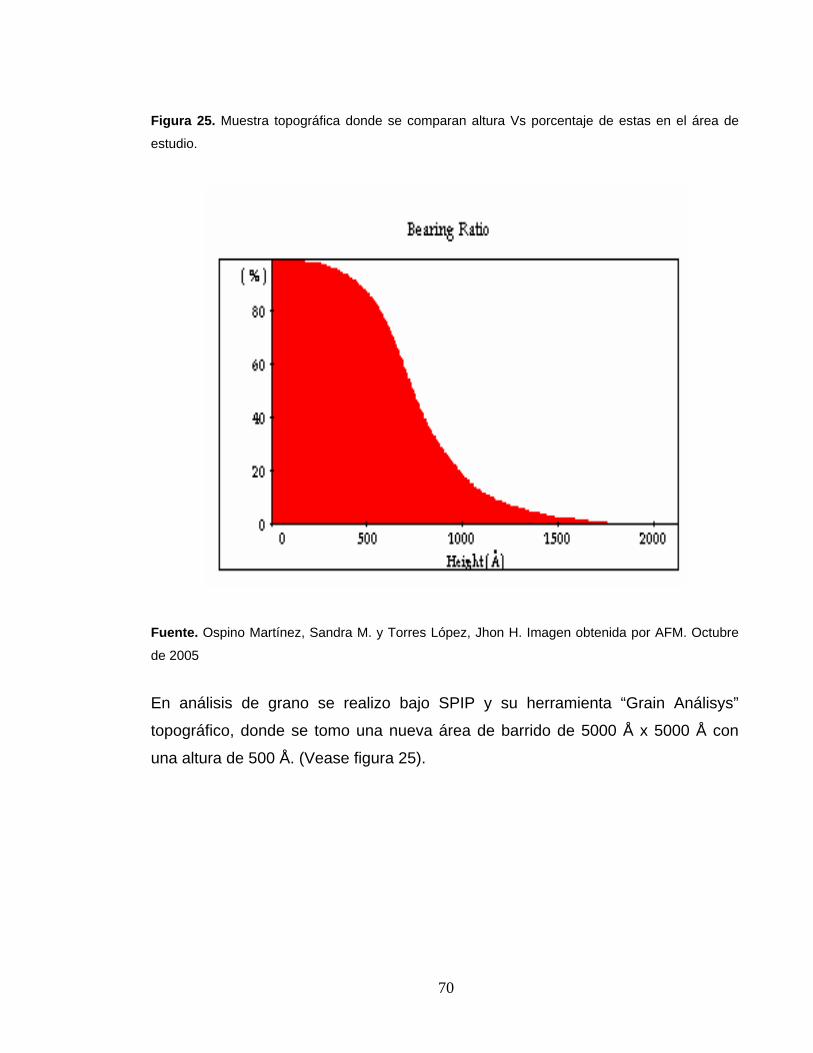
Figura 25. Muestra topográfica donde se comparan altura Vs porcentaje de estas en el área de
estudio.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
En análisis de grano se realizo bajo SPIP y su herramienta “Grain Análisys”
topográfico, donde se tomo una nueva área de barrido de 5000 Å x 5000 Å con
una altura de 500 Å. (Vease figura 25).
70

Figura 27. Área topográfica seleccionada para calcular de la rugosidad media.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
Por medio SPIP se logro determinar el tamaño de grano promedio, para este
análisis se utilizo la herramienta “Profile” en donde se selecciono 4 líneas con
diferente acotamiento, para medir diferentes secciones de la topografía, y así
determinar un mejor promedio. (Véase figura 26).
71

Figura 27. Selección de superficie a estudio. Cada línea tiene su respectiva cota señalada por dos
círculos. Cada cota mide un grano independientemente.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
Las líneas determina el estudio de la superficie determinada, cada línea (A,B,C o
D) señalada por los colores: rojo, verde, azul y verde, esta siendo acotada en
fronteras de grano determinando altura promedio y tamaño del mismo.(Véase
figura 27).
72
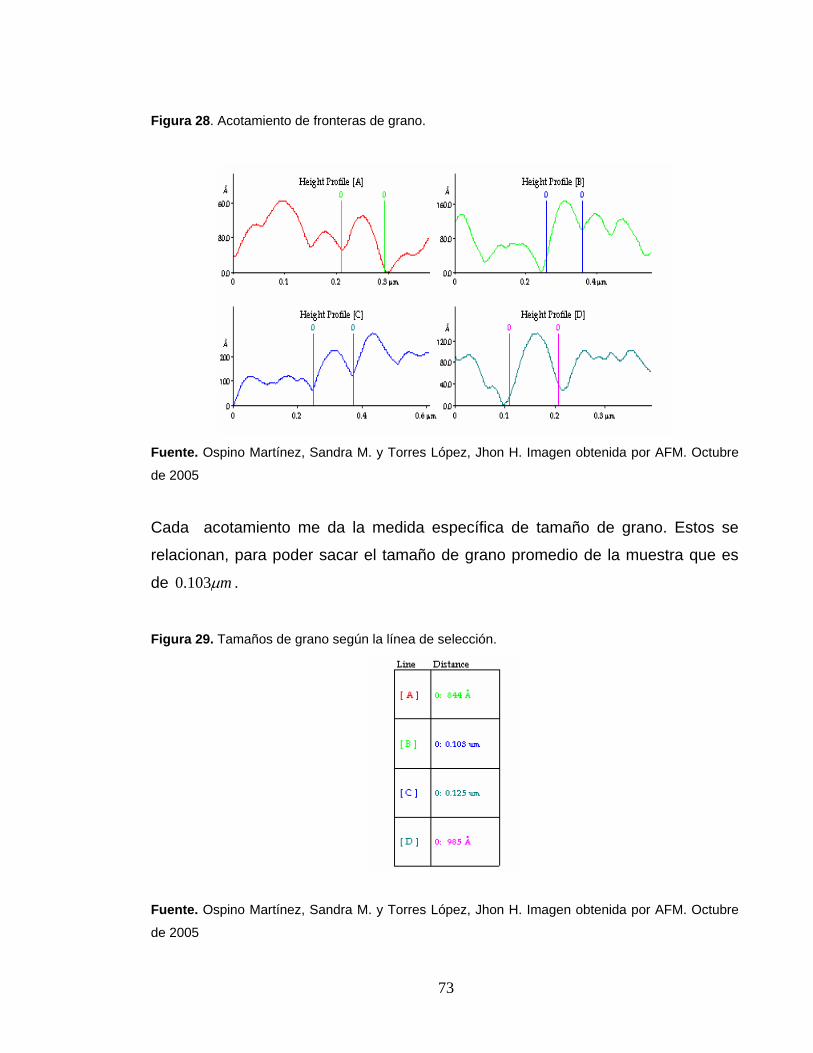
73
Figura 28. Acotamiento de fronteras de grano.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
Cada acotamiento me da la medida específica de tamaño de grano. Estos se
relacionan, para poder sacar el tamaño de grano promedio de la muestra que es
de mµ103.0 .
Figura 29. Tamaños de grano según la línea de selección.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005

74
Figura 30. Vista en 3D de la topografía.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
4.5.2.2 Caracterización de la segunda probeta. El proceso de caracterización de la segunda probeta registro una rugosidad media
de 363 Å, lo cual indica que en esta probeta la rugosidad promedio fue menor que
la primera, con una diferencia de 95 Å, la figura 30 demuestra el análisis realizado,
donde se selecciono un área determinada de mm µµ 55 × en los ejes X y Y, con una
altura en el eje Z de 1600 Å (ángstrom).
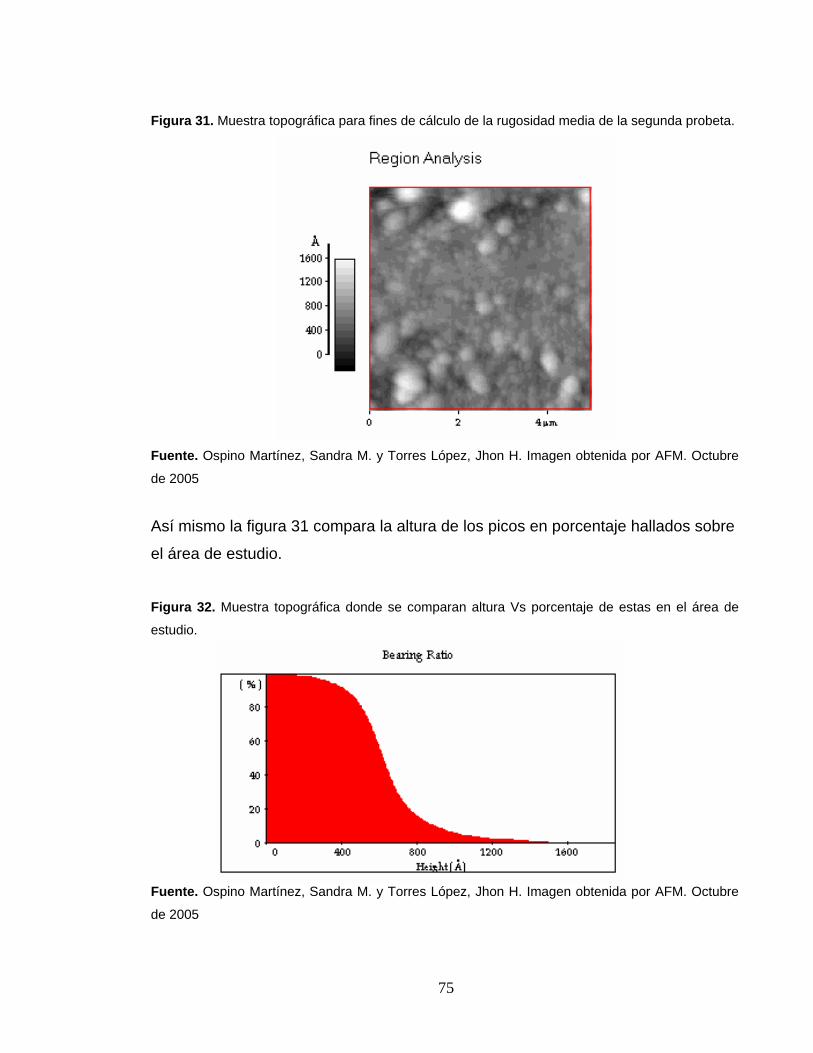
Figura 31. Muestra topográfica para fines de cálculo de la rugosidad media de la segunda probeta.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
Así mismo la figura 31 compara la altura de los picos en porcentaje hallados sobre
el área de estudio.
Figura 32. Muestra topográfica donde se comparan altura Vs porcentaje de estas en el área de
estudio.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
75
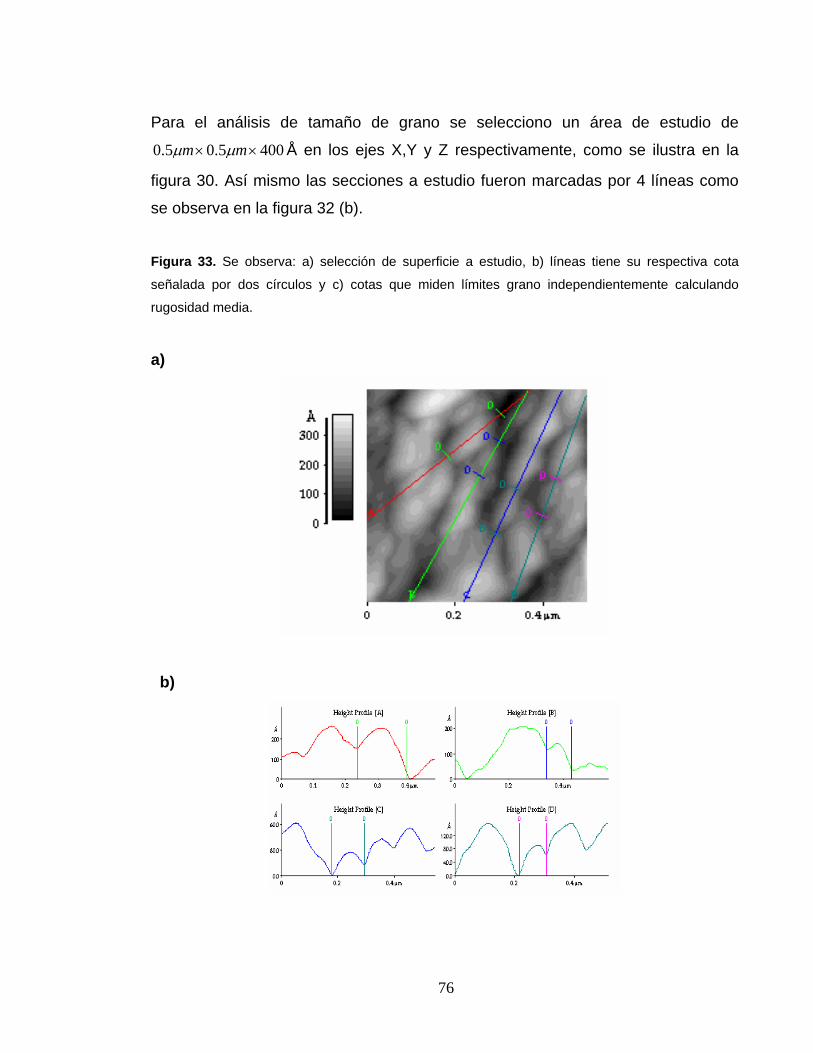
Para el análisis de tamaño de grano se selecciono un área de estudio de
4005.05.0 ×× mm µµ Å en los ejes X,Y y Z respectivamente, como se ilustra en la
figura 30. Así mismo las secciones a estudio fueron marcadas por 4 líneas como
se observa en la figura 32 (b).
Figura 33. Se observa: a) selección de superficie a estudio, b) líneas tiene su respectiva cota
señalada por dos círculos y c) cotas que miden límites grano independientemente calculando
rugosidad media.
a)
b)
76

c)
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
El tamaño de grano obtenido fue de mµ115.0 , es decir un tamaño de grano
mµ012.0 mas que la primer probeta. La siguiente figura ilustra 2 topografías en 3D
de diversas áreas seleccionadas de las probetas con un aumento en el momento
de resolución. La primera con dimensiones de mmm µµµ 20.022 ×× mientras la
segunda tiene 5000 Å X 5000 Å X 500 Å.
77
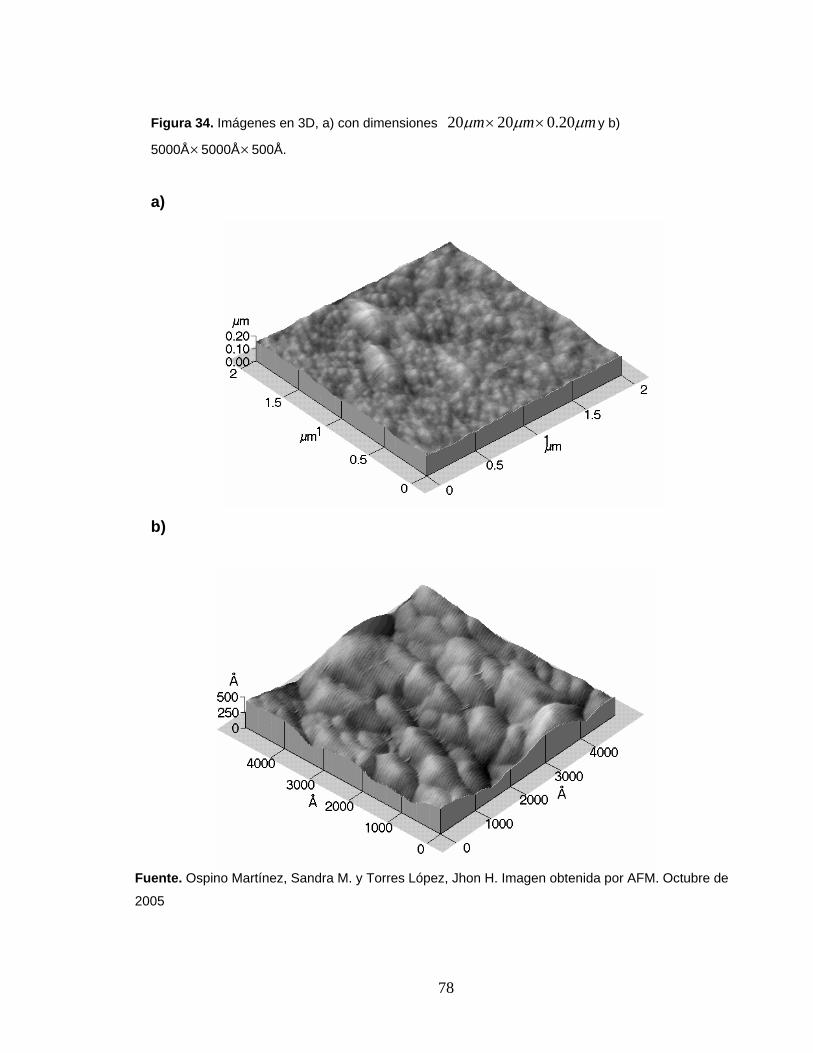
Figura 34. Imágenes en 3D, a) con dimensiones mmm µµµ 20.02020 ×× y b)
5000Å×5000Å×500Å.
a)
b)
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre de
2005
78
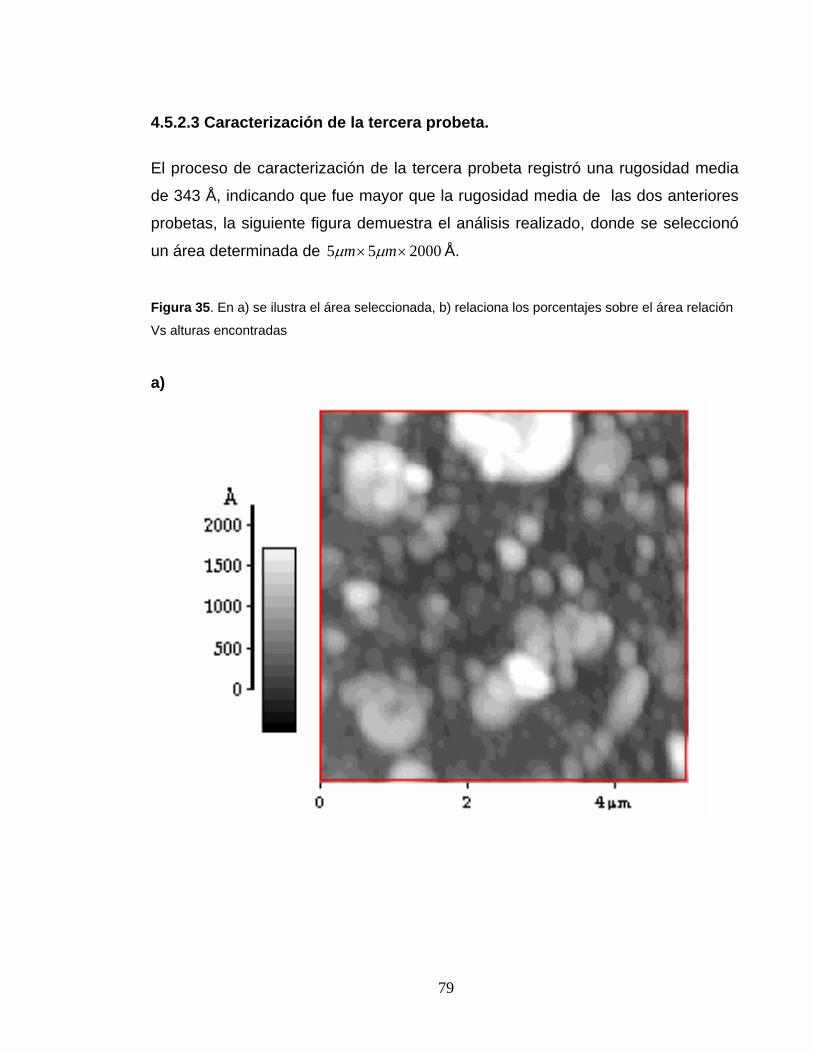
4.5.2.3 Caracterización de la tercera probeta. El proceso de caracterización de la tercera probeta registró una rugosidad media
de 343 Å, indicando que fue mayor que la rugosidad media de las dos anteriores
probetas, la siguiente figura demuestra el análisis realizado, donde se seleccionó
un área determinada de 200055 ×× mm µµ Å.
Figura 35. En a) se ilustra el área seleccionada, b) relaciona los porcentajes sobre el área relación
Vs alturas encontradas
a)
79

b)
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
El análisis de grano es demostrado en la figura 35, donde se muestran los mismos
pasos y cálculos que se efectuaron por SPIP en las dos anteriores probetas.
Figura 35. Da información sobre posición de cada línea de análisis a), selección y acotamiento de
tamaños de grano b), y tamaño de grano de cada sección. Los resultados son resaltados y
diferenciados por colores.
a)
80
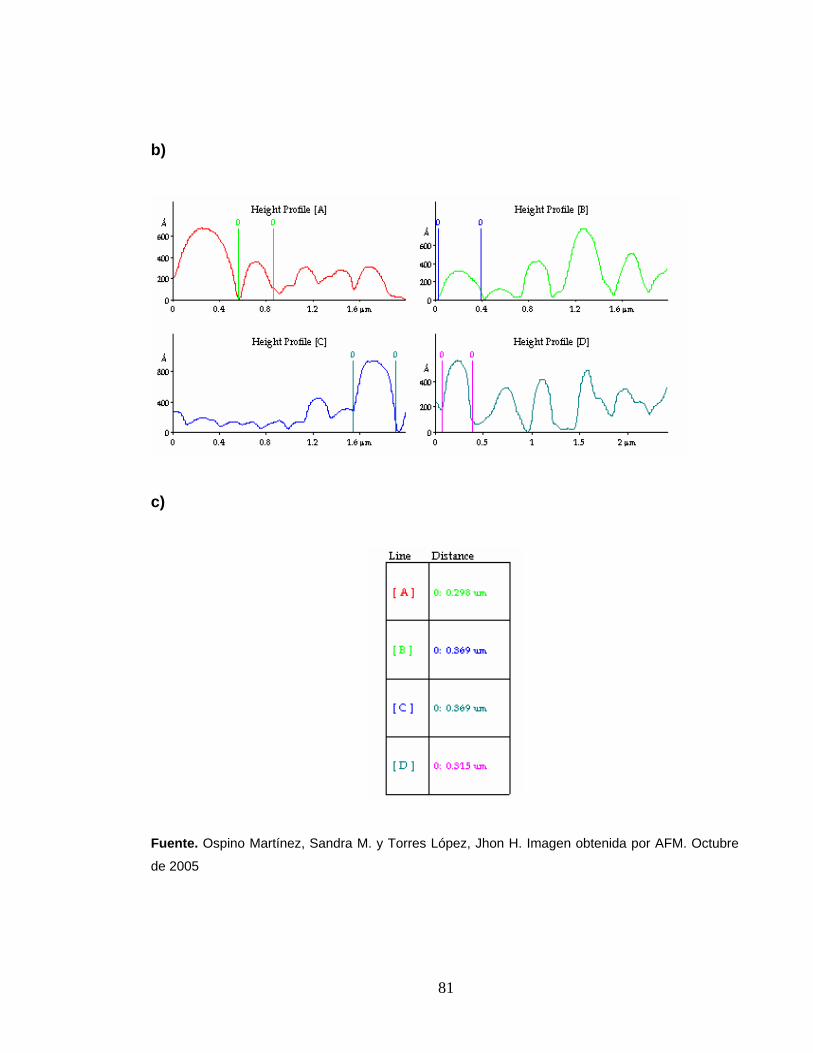
b)
c)
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
81

El tamaño de grano promedio general fue de mµ338.0 , siendo el mas grande de
las dos anteriores probetas. Gracias al parámetro Glow se logró eliminar algunas
impurezas aumentando de esta manera la adherencia del recubrimiento. El
espesor de las películas estas dentro del orden de las mµ2 y mµ4 .
4.6 ANALISIS POR XRD El análisis por difracción de rayos X (XRD) es complejo ya que no se tiene una
fuente de datos con la cual se puede comparar la muestra tendido ya las graficas
de Intensidad Vs barrido (cada 2 theta grados). Las películas obtenidas de
(TiAlV)N presenta una estructura cúbica cristalina FCC.
Figura 36. XRD de (TiAlV)N.
40 50 60 70 800
20
40
60
80
100
120
140
SS(3 1 1)
(2 0 0) + S
(2 2 0)
S
(1 1 1)
INTE
NSID
AD (u
.a.)
2 THETA (GRADOS)
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
82
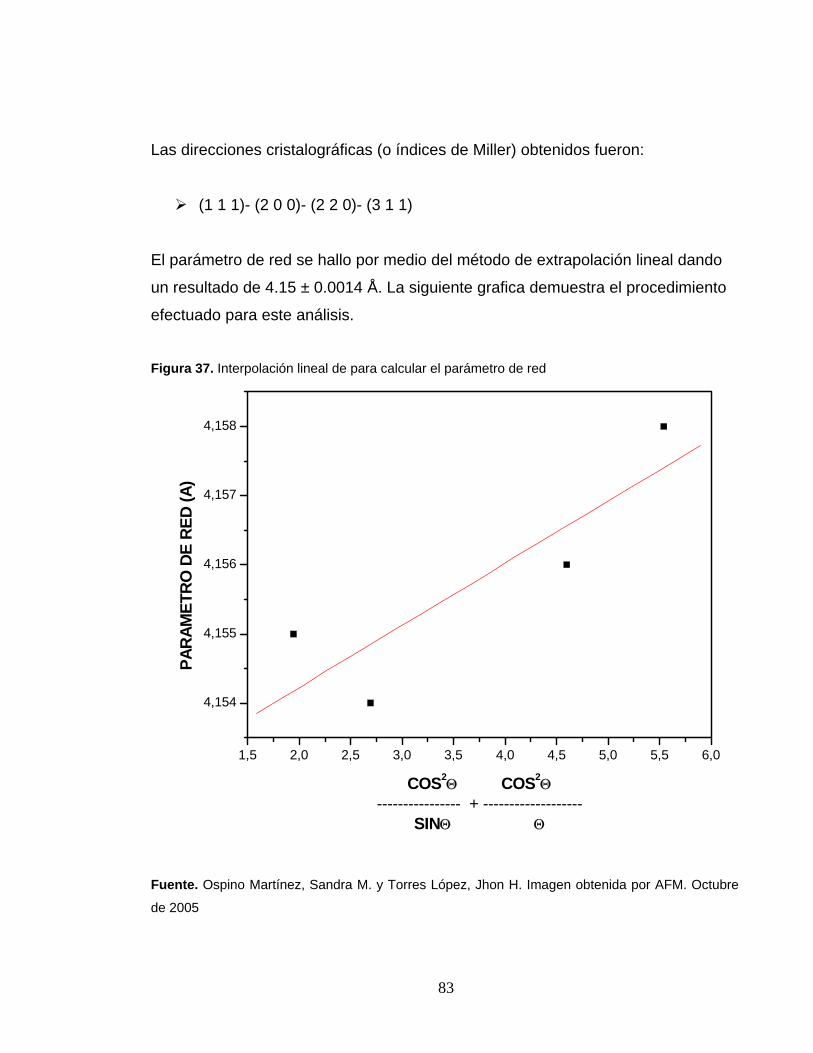
Las direcciones cristalográficas (o índices de Miller) obtenidos fueron:
(1 1 1)- (2 0 0)- (2 2 0)- (3 1 1)
El parámetro de red se hallo por medio del método de extrapolación lineal dando
un resultado de 4.15 ± 0.0014 Å. La siguiente grafica demuestra el procedimiento
efectuado para este análisis.
Figura 37. Interpolación lineal de para calcular el parámetro de red
1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0
4,154
4,155
4,156
4,157
4,158
PARA
MET
RO D
E RE
D (A
)
COS2Θ COS2Θ---------------- + -------------------
SINΘ Θ
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
83
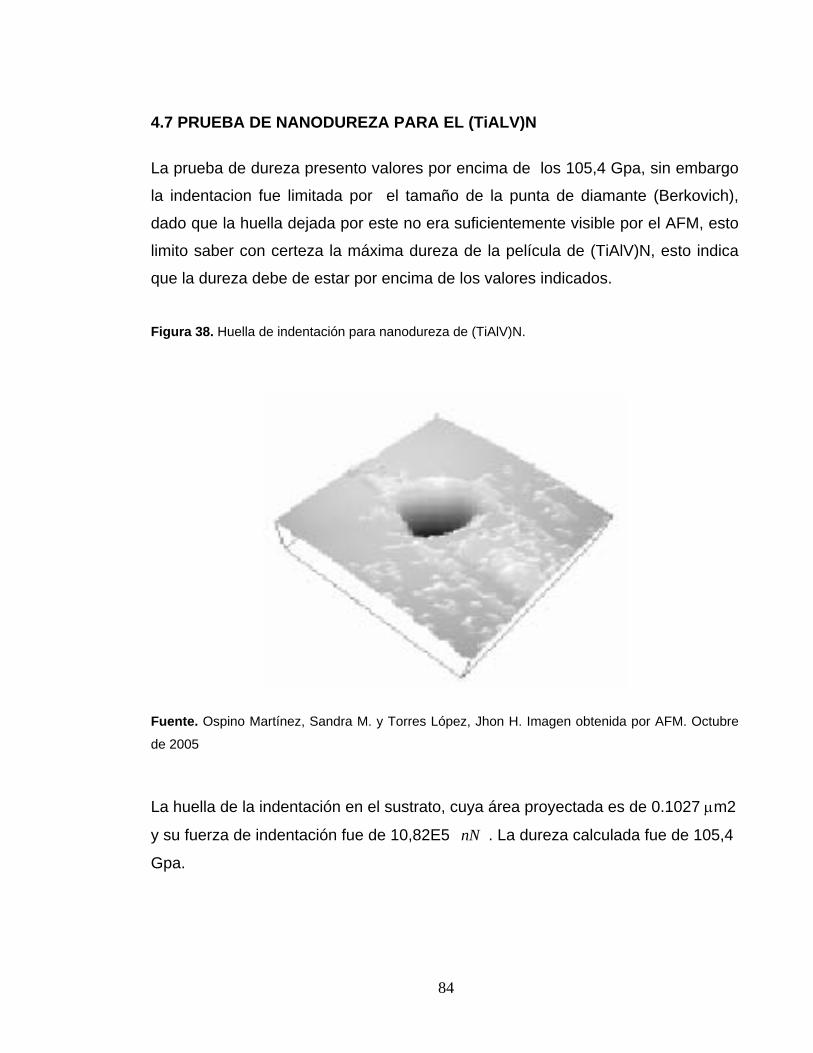
4.7 PRUEBA DE NANODUREZA PARA EL (TiALV)N La prueba de dureza presento valores por encima de los 105,4 Gpa, sin embargo
la indentacion fue limitada por el tamaño de la punta de diamante (Berkovich),
dado que la huella dejada por este no era suficientemente visible por el AFM, esto
limito saber con certeza la máxima dureza de la película de (TiAlV)N, esto indica
que la dureza debe de estar por encima de los valores indicados.
Figura 38. Huella de indentación para nanodureza de (TiAlV)N.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
La huella de la indentación en el sustrato, cuya área proyectada es de 0.1027 µm2
y su fuerza de indentación fue de 10,82E5 . La dureza calculada fue de 105,4
Gpa.
nN
84

4.8 ANALISIS DE POROSIDAD
4.8.1 Porosidad del sustrato. El análisis de la porosidad fue efectuado en SPIP, en su herramienta “ Grain/Pore
Análisis”, presentándose una medida según el área de estudio , y un promedio
general de la sección ( Ver Tabla 10).
El análisis del sustrato dio los siguientes resultados:
• Numero de poros detectados: 23
• Cobertura 21,7%
En la figura 39 se observa la imagen en vista 3D, así como el área de análisis
dimensionado bajo los ejes X,Y y Z.
Figura 39. Imagen tomada de AFM del sustrato H-13.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
85
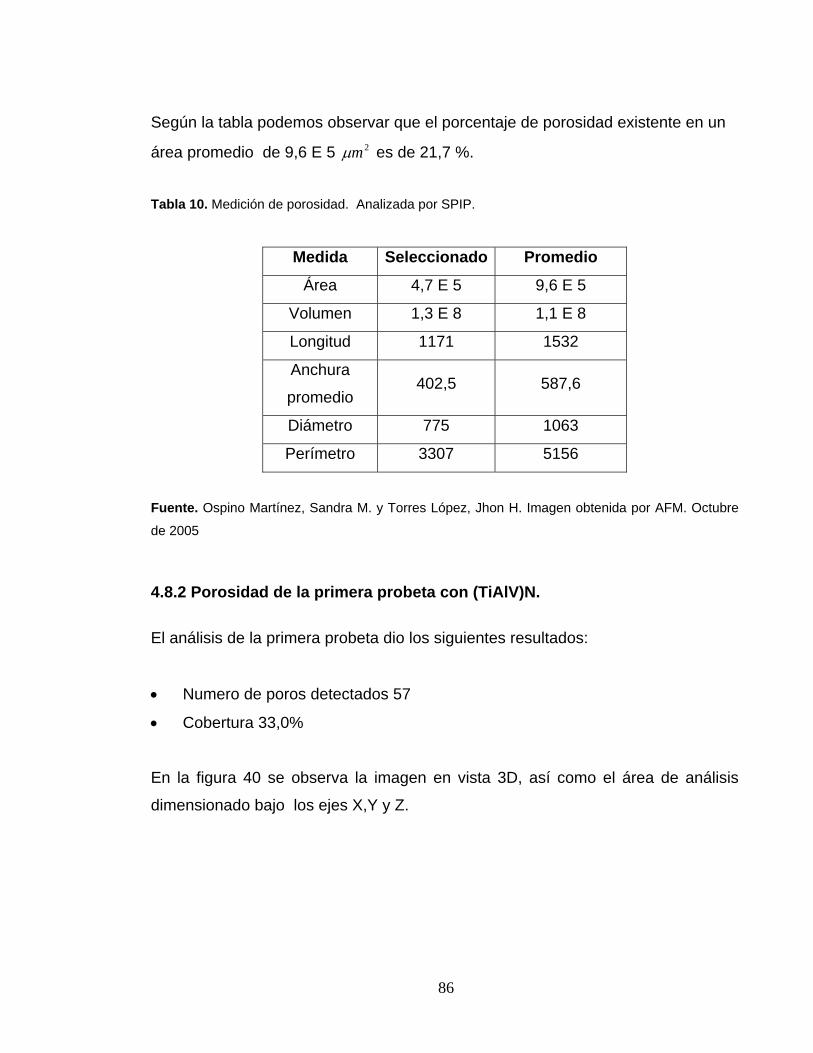
Según la tabla podemos observar que el porcentaje de porosidad existente en un
área promedio de 9,6 E 5 es de 21,7 %. 2mµ
Tabla 10. Medición de porosidad. Analizada por SPIP.
Medida Seleccionado Promedio
Área 4,7 E 5 9,6 E 5
Volumen 1,3 E 8 1,1 E 8
Longitud 1171 1532
Anchura
promedio 402,5 587,6
Diámetro 775 1063
Perímetro 3307 5156
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
4.8.2 Porosidad de la primera probeta con (TiAlV)N.
El análisis de la primera probeta dio los siguientes resultados:
• Numero de poros detectados 57
• Cobertura 33,0%
En la figura 40 se observa la imagen en vista 3D, así como el área de análisis
dimensionado bajo los ejes X,Y y Z.
86
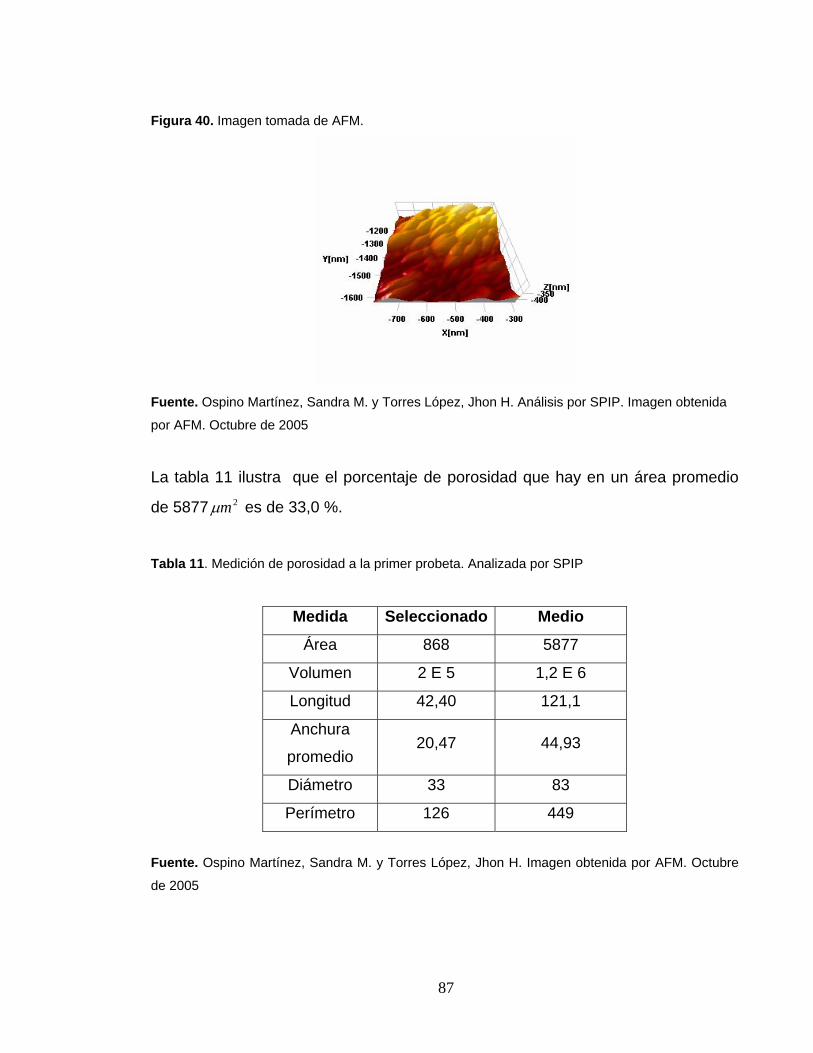
Figura 40. Imagen tomada de AFM.
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis por SPIP. Imagen obtenida
por AFM. Octubre de 2005
La tabla 11 ilustra que el porcentaje de porosidad que hay en un área promedio
de 5877 es de 33,0 %. 2mµ
Tabla 11. Medición de porosidad a la primer probeta. Analizada por SPIP
Medida Seleccionado Medio
Área 868 5877
Volumen 2 E 5 1,2 E 6
Longitud 42,40 121,1
Anchura
promedio 20,47 44,93
Diámetro 33 83
Perímetro 126 449 Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Octubre
de 2005
87
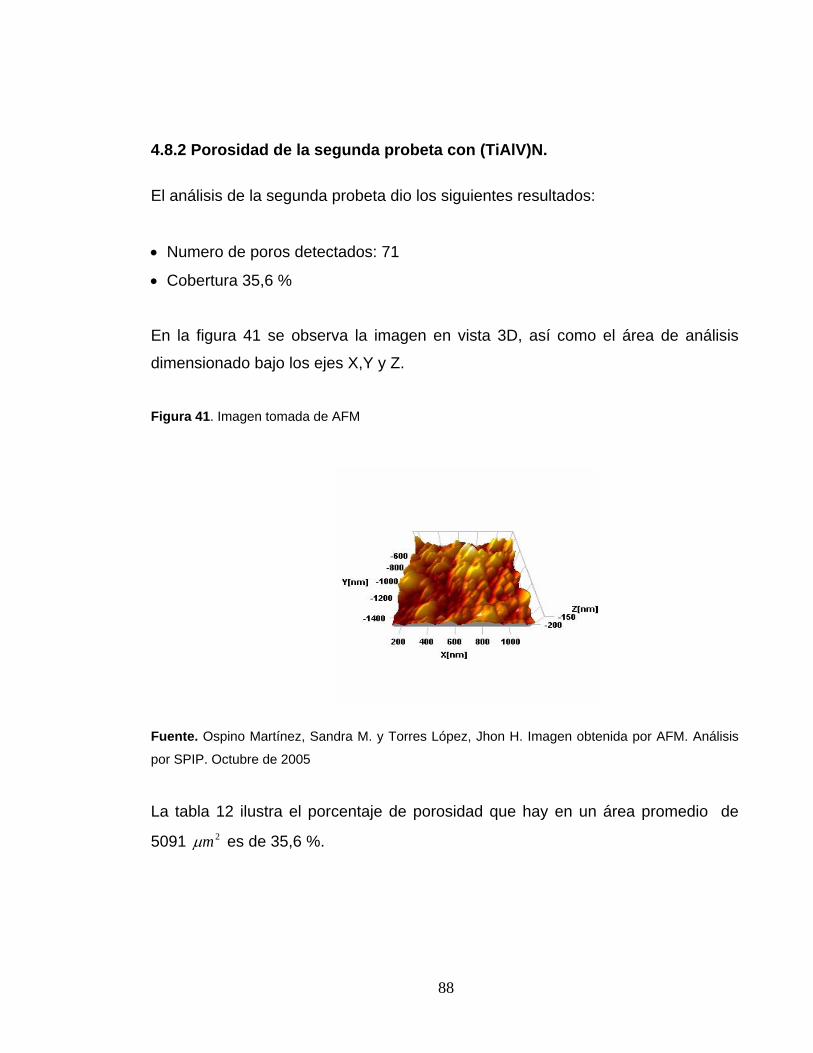
4.8.2 Porosidad de la segunda probeta con (TiAlV)N.
El análisis de la segunda probeta dio los siguientes resultados:
• Numero de poros detectados: 71
• Cobertura 35,6 %
En la figura 41 se observa la imagen en vista 3D, así como el área de análisis
dimensionado bajo los ejes X,Y y Z.
Figura 41. Imagen tomada de AFM
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Análisis
por SPIP. Octubre de 2005
La tabla 12 ilustra el porcentaje de porosidad que hay en un área promedio de
5091 es de 35,6 %. 2mµ
88
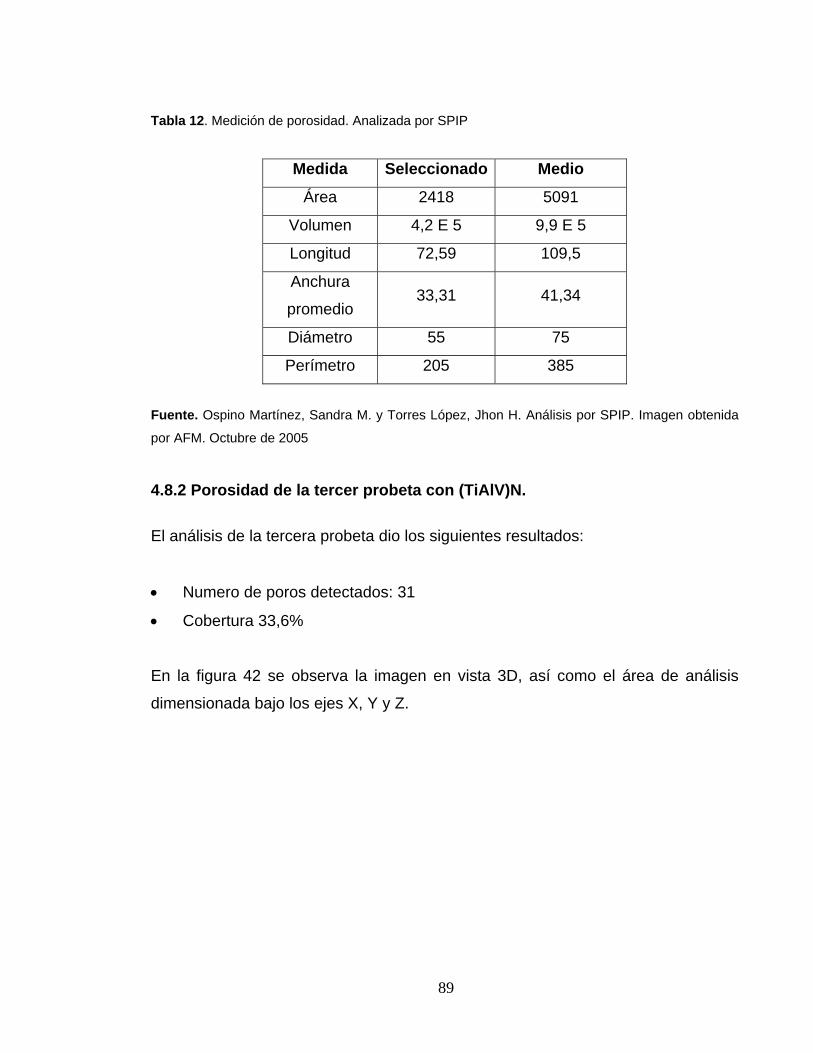
Tabla 12. Medición de porosidad. Analizada por SPIP
Medida Seleccionado Medio
Área 2418 5091
Volumen 4,2 E 5 9,9 E 5
Longitud 72,59 109,5
Anchura
promedio 33,31 41,34
Diámetro 55 75
Perímetro 205 385 Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Análisis por SPIP. Imagen obtenida
por AFM. Octubre de 2005
4.8.2 Porosidad de la tercer probeta con (TiAlV)N.
El análisis de la tercera probeta dio los siguientes resultados:
• Numero de poros detectados: 31
• Cobertura 33,6%
En la figura 42 se observa la imagen en vista 3D, así como el área de análisis
dimensionada bajo los ejes X, Y y Z.
89
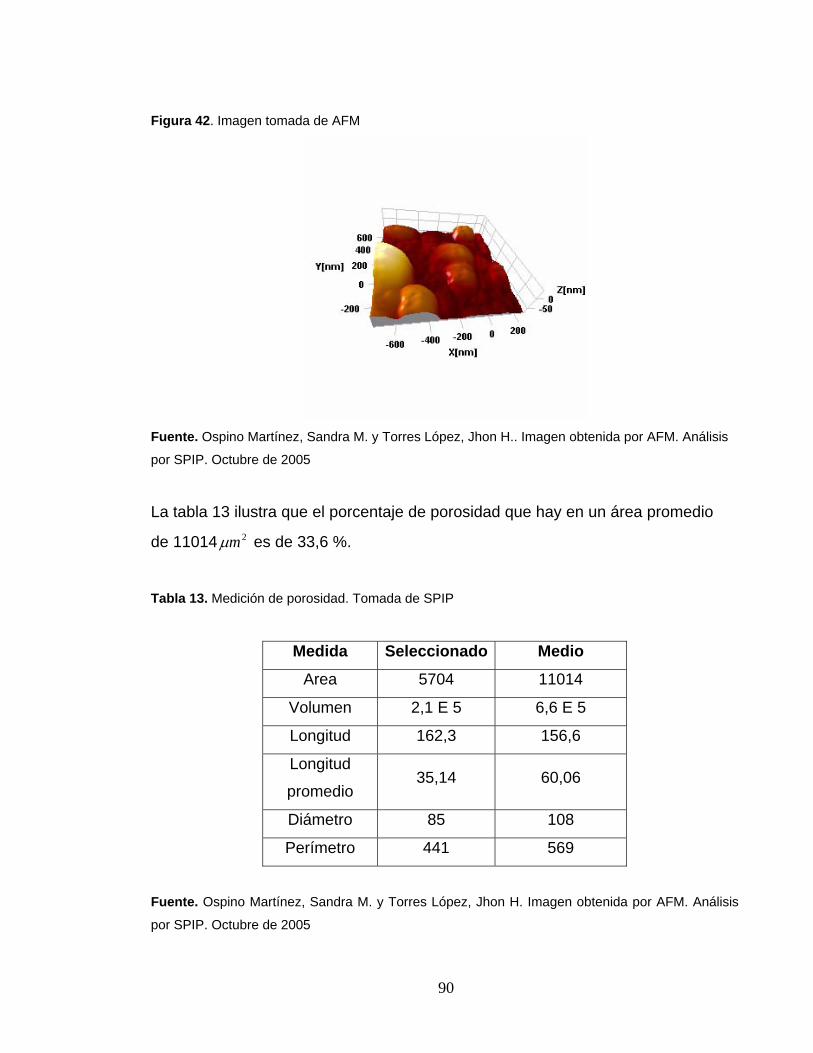
Figura 42. Imagen tomada de AFM
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H.. Imagen obtenida por AFM. Análisis
por SPIP. Octubre de 2005
La tabla 13 ilustra que el porcentaje de porosidad que hay en un área promedio
de 11014 es de 33,6 %. 2mµ
Tabla 13. Medición de porosidad. Tomada de SPIP
Medida Seleccionado Medio
Area 5704 11014
Volumen 2,1 E 5 6,6 E 5
Longitud 162,3 156,6
Longitud
promedio 35,14 60,06
Diámetro 85 108
Perímetro 441 569
Fuente. Ospino Martínez, Sandra M. y Torres López, Jhon H. Imagen obtenida por AFM. Análisis
por SPIP. Octubre de 2005
90
En la figura 39 podemos observar que la cobertura de la porosidad del sustrato es
del 21,7%; después de la deposición final de (TiAlV)N se presentan incrementos
en la cobertura de la porosidad en los tres tipos de deposición descritos en el
numeral 4.4.
Si existen incrementos de porosidad en los rango del 25 – 30 % ( vol) de un
recubrimiento con respecto a un 20 - 25 % (vol) del sustrato, el resultado es la
disminución de la conductividad térmica y la transferencia de calor transferida
hacia el sustrato∗.
91
∗ DORFAM R, Dorfman. Termal Spray Basics. WestBury, New York. Pag 47-50.
5. CONCLUSIONES
Se realizó satisfactoriamente la deposición de un nuevo recubrimiento cerámico
cuaternario: (TiAlV)N. El recubrimiento (TiAlV)N demostró bajo análisis por AFM y
SPIP que los tamaños de grano cambian con respecto a condiciones
termodinámicas de deposición como lo son presión y temperatura. El parámetro
que mas se controló fue la limpieza superficial del sustrato y derivado de este, se
pudo manejar el control de la interfase por medio de limpiezas previas como la
inmersión de la pieza en la cubeta ultrasónica con acetona, mientras que el control
de la estructura (como tercer parámetro de control) tuvo condiciones aleatorias
como la presencia de contaminantes como los encontrados en las probetas 1 y 2
(Oxigeno y Carbono, bajo el análisis por SEM) los cuales reaccionan para
modificar químicamente las propiedades del (TiAlV)N.
Los mejores resultados de adherencia se obtuvieron bajo el parámetro Glow ya
que este permitió evaporar las impurezas (transformándolas a un estado gaseoso)
a la cámara de vació pudiéndolo observar en el análisis de SEM, además de el
trabajo de bajas presiones de las especies de (TiAlV)N, a través del recorrido del
blanco, permite evitar colisiones con otros elementos presentes durante la
deposición. Otro punto a favor de esta técnica es el aumento de la difusión
superficial de los átomos absorbidos hacia nuevas posiciones de equilibrio
disminuyendo las energías de activación, venciendo niveles energéticos y
permitiendo nuevos centros de nucleación.
La estructura obtenida en el recubrimiento fue FCC mientras que la del sustrato H-
13 fue BCC.
92

Así mismo como vemos los tiempos de deposición demuestran que la rata de
deposición fue alta si la comparamos con el tamaño promedio de grano de las tres
muestras.
Los tamaños de grano obtenidos están dentro del rango de mm µµ 1.04.0 − ; un
tamaño de grano pequeño como este, permite que posibles dislocaciones de red
no logren avanzar a través de los bordes de grano (estos poseen grandes
cantidades de energía gracias a los esfuerzos de tensión o comprensión)
ocasionando imperfecciones de red que finalmente ocasionaran grietas,
descubriendo gradualmente la superficie del alabe, disminuyendo la vida útil de
este.
La rugosidad media por su parte esta dentro del rango de 200 Å y 363
Å(ángstrom), este efecto permitió un aumento en la adherencia, evitando zonas de
porosidad como se presenta cuando se tiene rugosidad mayores a mµ1 (con
anclajes de interfase tipo mecánico), y crecimientos columnares donde se hayan
zonas sin recubrir, produciendo películas poco densas, con débiles propiedades
mecánicas. Con este resultado de rugosidad se obtiene una mayor área de
contacto entre la película y el sustrato, demostrando que existen mayor cantidad
de uniones de valencia mejorando la adherencia final.
Los ensayos de dureza realizados demuestran que las propiedades tribológicas
del (TiAlV)N están relacionados directamente con el desgaste que se tendrá
cuando este sea aplicado en los alabes de la turbina de alta presión. Los
fenómenos que mas se controlarán por medio de esta característica son la
termofatiga (creep corrosión), debido a los ambientes gaseosos altamente
dañinos a los que se somete el alabe durante los ciclos de operación. Sin embargo
todos los análisis referidos a una posible aplicación a alabes de turbina de alta
presión son de carácter cualitativo, con la faltante de no obtener resultados
dinámicos, que determinan una verdadera medición de estos comportamientos
93
tribológicos, añadidos con otros parámetros como la termofluencia donde a
mayores temperaturas de operación del alabe se presenta una mayor difusión
atómica y una menor energía de activación, además de posibles cambios en la
estructura atómica del (TiAlV)N (que pueden llegar a ser revelados como
transformaciones de volumen que pueden llegar a producir grietas) los cuales
deben de ser especificados con el diagrama de fases. Sin embargo el análisis de
la porosidad media demostró que los niveles de porosidad presentan aumentos
entre un 25% a un 30% (esto limitando dentro de los rangos permitidos por
estudios previos) beneficiado las características de operación de un alabe de
turbina de alta presión a elevadas temperaturas, como lo son la disminución de la
conductividad térmica y la transferencia de calor dirigida al sustrato.
94
6. RECOMENDACIONES
Se recomiendan realizar pruebas dinámicas en un motor a reacción en la sección
de los alabes de turbina de alta presión, con la aplicación del recubrimiento
cerámico de (TiAlV)N, para conocer como se comportan a sus características
tribológicas, además de otras como la relación de expansión de térmicas entre el
H-13 y el (TiAlV)N, relacionando propiedades a la termofluencia, estudiando el
cambio de fases que pueda presentar durante temperaturas observando la
formación de crecimiento de capas de oxido (TGO) además de movimientos de
bordes de grano y niveles de porosidad.
Es necesario realizar pruebas de resistencia a la corrosión por medio de análisis
de cámara salina, conociendo el numero de horas al cual puede llegar el
recubrimiento como vida útil, sin afectar la normal operación del alabe y
rendimiento del motor.
Los niveles de energía deben de ser evaluados bajo otros parámetros, con
equipos como XPS, donde se debe tener especial cuidado de no tener sustratos
con comportamientos magnéticos.
Se recomienda que se continúen realizando una caracterización mas profunda del
recubrimiento (TiAlV)N sobre sustrato de H-13, ya que en este proyecto no se
pudieron realizar debido a la dificultad en el acceso de los equipos respectivos.
También es de gran utilidad realizar pruebas mecánicas para conocer los máximos
niveles de resistencia.
95

BIBLIOGRAFIA ASKELAND R, Donald. Ciencia e Ingeniería de los materiales. Tercera Edición.
Thompson Editores.1998. 790 Pag.
AGENCIA DE COOPERACIÓN INTERNACIONAL DEL JAPON (JICA) Y
COMISION NACIONAL DE ENERGIA ATOMICA (CNEA). Procesamiento de
Materiales por Plasma. Agosto 2001. 274 Pag.
S, Musikant. What Every Engineer Should Know about Ceramices. New York,
1991.
D.M.Matox. Adhesión and Surface Preparation. Capitulo 3, Deposition
Technologies for Films and Coatings.
WACHTMAN B, John y HABER A, Richard, Ceramics Films and Coatings The
Center for Ceramcs Research Rutgers, the State University of New Jersey
Piscataway. Noyes Publication. 27.
DORFAM R, Dorfman. Termal Spray Basics. WestBury, New York. Julio 2002.
96
ANEXOS
• ANEXO 1. PLANO DE DIMENSIONES DEL PORTAMUESTRAS
• ANEXO 2. PLANO DE DIMENSIONES DE LA PROBETA
• ANEXO 3. PLANO DE BLANCO (TiAlV)N.
97