
Fabricación de Los Monopolios
7
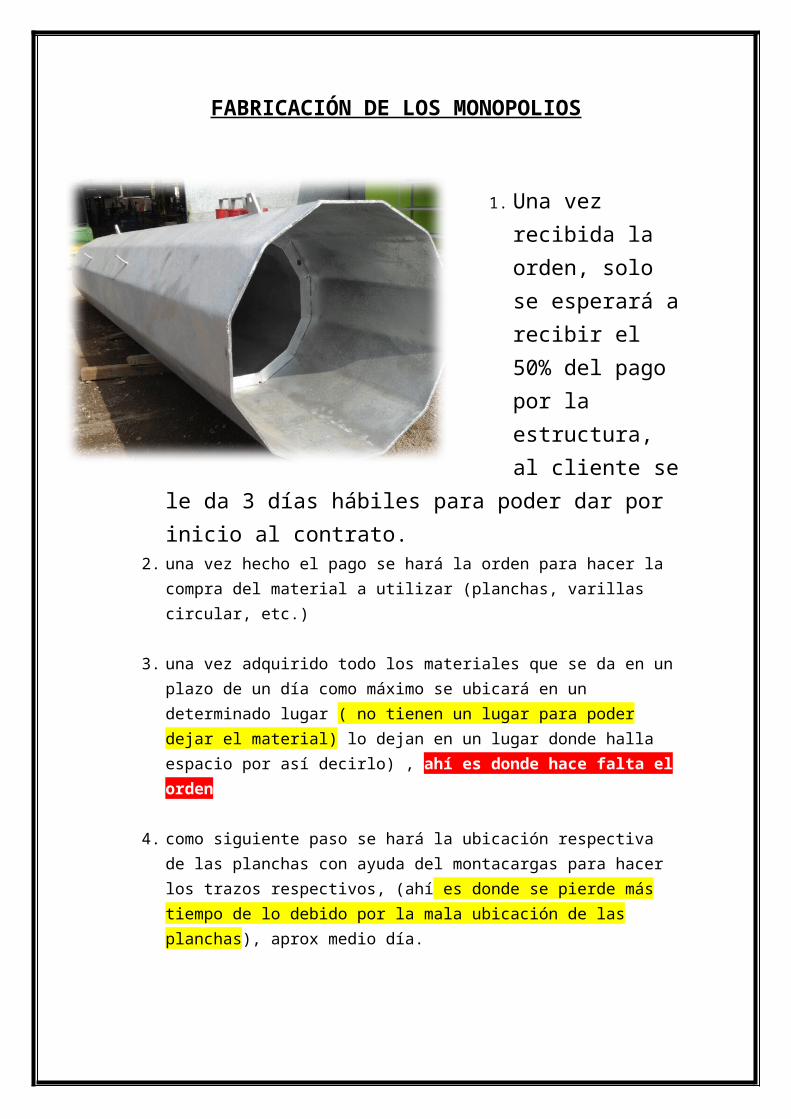
FABRICACIÓN DE LOS MONOPOLIOS 1. Una vez recibida la orden, solo se esperará a recibir el 50% del pago por la estructura, al cliente se le da 3 días hábiles para poder dar por inicio al contrato. 2. una vez hecho el pago se hará la orden para hacer la compra del material a utilizar (planchas, varillas circular, etc.) 3. una vez adquirido todo los materiales que se da en un plazo de un día como máximo se ubicará en un determinado lugar ( no tienen un lugar para poder dejar el material) lo dejan en un lugar donde halla espacio por así decirlo) , ahí es donde hace falta el orden 4. como siguiente paso se hará la ubicación respectiva de las planchas con ayuda del montacargas para hacer los trazos respectivos, (ahí es donde se pierde más tiempo de lo debido por la mala ubicación de las planchas), aprox medio día.
description
en este documento se ve el proceso de fabricación de una estructura que sera base para la elaboración de un proyecto
Transcript of Fabricación de Los Monopolios
FABRICACIÓN DE LOS MONOPOLIOS
1. Una vez recibida la orden, solo se esperará a recibir el 50% del pago por la estructura, al cliente se le da 3 días hábiles para poder dar por inicio al contrato.
2. una vez hecho el pago se hará la orden para hacer la compra del material a utilizar (planchas, varillas circular, etc.)
3. una vez adquirido todo los materiales que se da en un plazo de un día como máximo se ubicará en un determinado lugar ( no tienen un lugar para poder dejar el material) lo dejan en un lugar donde halla espacio por así decirlo) , ahí es donde hace falta el orden
4. como siguiente paso se hará la ubicación respectiva de las planchas con ayuda del montacargas para hacer los trazos respectivos, (ahí es donde se pierde más tiempo de lo debido por la mala ubicación de las planchas), aprox medio día.
5. una vez hecho esto se pasará a hacer los trazos respectivos de acuerdo a los planos establecidos con ayuda de: (rayadores, escuadras, tiralíneas) aquí también hay un problema porque lo que se necesita no siempre está en su lugar lo que origina tiempos muertos por tratar de ubicar cada uno de ellos.
6. una vez trazado el material se ubicará los rieles del equipo semiautomático paralelo a los trazos, y también se trasladará los contenedores de los gases hasta el lugar donde están las planchas a cortar ahí hay una pequeña pérdida de tiempo, por falta de estandarización, ya que no hay un lugar establecido para el lugar de corte de esa longitud de planchas.
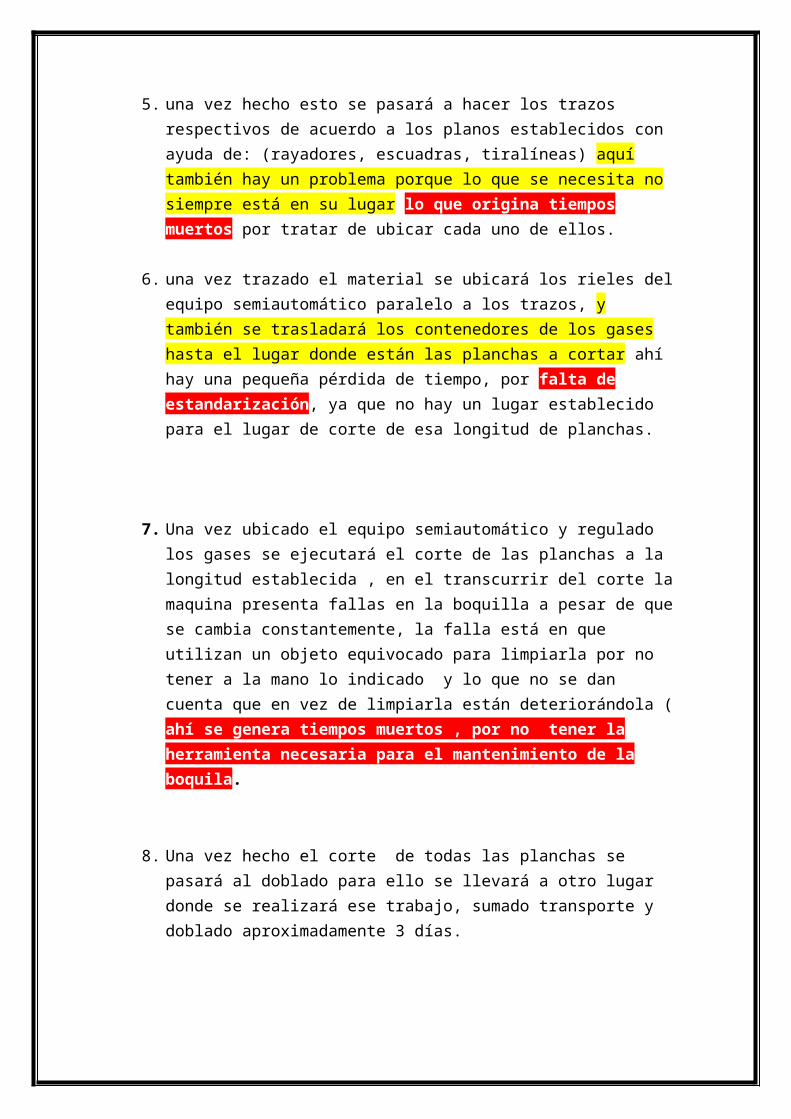
7. Una vez ubicado el equipo semiautomático y regulado los gases se ejecutará el corte de las planchas a la longitud establecida , en el transcurrir del corte la maquina presenta fallas en la boquilla a pesar de que se cambia constantemente, la falla está en que utilizan un objeto equivocado para limpiarla por no tener a la mano lo indicado y lo que no se dan cuenta que en vez de limpiarla están deteriorándola ( ahí se genera tiempos muertos , por no tener la herramienta necesaria para el mantenimiento de la boquila.
8. Una vez hecho el corte de todas las planchas se pasará al doblado para ello se llevará a otro lugar donde se realizará ese trabajo, sumado transporte y doblado aproximadamente 3 días.
9. Nuevamente se harán los trazos para las bridas con ayuda de plantillas , compas, rayador, granete y comba concluido toda la parte del trazo pasaremos al corte
10. Aquí haremos el corte respectivo de todas las bridas, para ello trasladaremos de igual manera los contenedores de gases y vuelve el problema de falta de estandarización y también el problema con las boquillas por la limpieza equivocada. Y por ese problema es que deja rebabas luego de hacer el corte y se tiene que hacer una limpieza ya sea con cincel o esmeril
11. Ahí mismo, haremos el corte del plancha para las cajas de registro con las medidas establecidas.
12. Luego del corte pasaremos a la limpieza de las rebarbas producidas por el oxicorte (tiempo muerto por no tener en su lugar la herramienta necesaria para la limpieza de la boquilla de lo contrario se tendría un óptimo corte libre de rebaba
13. Seguido llevaremos las bridas al taladro de banco donde realizaremos las perforaciones en los lugares graneteados y con el número de broca establecida
14. Una vez hecho el trabajo de doblado y perforación de las bridas se pasará al montaje de la estructura ya que está dividida en 2 partes con ayuda del montacargas, aquí también hay problemas debidos: a la mala señalización para

las maniobras, ubicación de los puestos de trabajo y falta de orden, lo que genera tiempos muertos.
15. Una vez armado esto se pasará al montaje de la brida que serán los soportes con ayuda de los tecles se ubicaran en los extremos del cuerpo del monopolio.
16. En paralelo a esto se realizaran los cortes con la guillotina para la fabricación de las cartelas y el esmerilado de los filos producidos por el corte.
17. Se bajará el cuerpo del monopolio para la implantación de las cartelas con ayuda del
montacargas se pasará a bajar el cuerpo de los caballetes.
18. Y enseguida ubicaremos las cartelas en el lugar trazado paralela una de otra este proceso se repite en ambos extremos del monopolio.
19. Seguidamente trazaremos con ayuda de un tiralíneas la parte que será cortada para poner la caja de registro.
20. Como paso siguiente haremos la limpieza de las rebarbas con ayuda de un esmeril.
21. Una vez limpio pasamos a ubicar la caja de registro con la ayuda de la escuadra se pondrá a la misma altura entre ambos lados , puesto esto se apuntalará
22. Seguidamente pasaremos a ubicar los pasos previo habilitado de estas se realizará en la dobladora para darle la figura correspondiente, dicho esto apuntalamos en el trazo respectivo.

23. Seguidamente se pasará a hacerle el bisel de la junta para poder proceder al soldeo con ayuda del esmeril
24. Una vez acabado el armado por completo , y la preparación de la junta se ejecutará el soldeo de todo el cuerpo , las bridas y las cartelas , en esta parte al no realizar la limpieza correspondiente del lugar de trabajo y del cuerpo antes de soldarla , 1 ) se coge objetos equivocado equivocados al no encontrar el necesario para un
determinado trabajo y 2) los chisporroteos de la soldadura se cuadruplicar por lo que el trabajo de limpieza aumentar en un 40% y es ahí donde se generan tiempos muertos.
25. Una vez hecha la limpieza de todo el monopolio se llevará al galvanizado ese trabajo entre transporte y trabajo aproximadamente será de 3 días.

Estado actual de la empresa, con imágenes para argumentación de la mejora


![Capitalismo, monopolios y dependencia [Viñas]](https://static.fdocuments.co/doc/165x107/577cd3bf1a28ab9e78977535/capitalismo-monopolios-y-dependencia-vinas.jpg)














