Formato IEEE
15
Universidad Nacional Abierta Y A Distancia – UNAD CEAD José Acevedo y Gomez Teoría General de Sistemas Trabajo Individual – Momento 2 Participantes Jeffer Ricardo Bernal Código: 1013599764 Nathaly Jimenez Gutierrez Código: 1010167635 Ingrid Johanna Peñaloza Código: 1012358721 Grupo: 301307_30 Tutora: Yina Alexandra González Sanabria Bogotá 08 de Diciembre del 2014
-
Upload
jeffer-bernal -
Category
Engineering
-
view
148 -
download
3
Transcript of Formato IEEE

Universidad Nacional Abierta Y A Distancia – UNADCEAD José Acevedo y Gomez
Teoría General de Sistemas
Trabajo Individual – Momento 2Participantes
Jeffer Ricardo BernalCódigo: 1013599764
Nathaly Jimenez GutierrezCódigo: 1010167635
Ingrid Johanna PeñalozaCódigo: 1012358721
Grupo: 301307_30
Tutora: Yina Alexandra González Sanabria
Bogotá 08 de Diciembre del 2014
Introducción
En el presente trabajo se elabora el formato IEEE cuya finalidad es plasmar en una forma de resumenun tema especifico. El formato IEEE es simple y fácil de elaborar a continuación se presentan tresdiferentes temas los cuales son soportados con este formato.
Con la construcción de estos trabajos se tiene como finalidad tener como referencia aplicar estosaportes para realizaciones posteriores con el formato.

Objetivos
- Diseñar formato IEEE- Entender estructura de formato IEEE- Aplicar conocimientos adquiridor durante el curso
Universidad Abierta y a Distancia UNAD. Bernal Góngora Jeffer Ricardo Como lo hacen LLANATAS.
1
Resumen En la elaboración de los neumáticos observamos varias características entre ellas deben adaptarse bien ante cualquier momento climático y deben tener la capacidad de recorrer 128.000 mil kilómetros, los neumáticos tiene 4 componentes principales el primero es napatrasmadas lo componen una capa de goma y de fibra sintética esto hace que el neumático sea mas resistente, después encontramos las bandas laterales estas cumplen la función de resiste el peso del automóvil que por lo general es de una tonelada, el acero también hace parte de la elaboración de un neumático esto lo hace aun mas resistente y por ultimo se agrega una capa de goma y con esto se tiene un neumático verde es como lo llaman en la industria.
Índice de Términos—goma, fibra sintética,
bandas laterales, acero.
INTRODUCCIÓN
Todo el mundo sabe lo que es un neumático y para qué se utiliza, ¿no es cierto? Es una dona hecha de caucho que se coloca en un vehículo de forma tal de que el conductor pueda transportarse él mismo y su carga desde el punto A al punto B. El neumático debe facilitar maniobrabilidad, frenado y viraje. Debe ofrecer un manejo seguro y confortable. Necesita ser duradero. Esto es lo que la mayoría de nosotros sabe al respecto.
Realmente, un neumático es un producto de ingeniería de avanzada hecho de mucho más que caucho. Fibras, telas y cables de acero
son algunos de los componentes que integran el revestimiento interior del neumático, las capas del cuerpo, el montaje de la ceja, los cinturones, las caras y la banda de rodamiento. Como puede imaginar, la fabricación de este producto complejo, es y valga la redundancia, compleja. Requiere la última tecnología, equipos pesados, instrumentos de precisión y – lo más importante – personal calificado.
Algunas de las actividades que se desarrollan en la fábrica de neumáticos son el mezclado del compuesto de caucho, la preparación del cordón de tela, el cordón de acero y el alambre de la ceja; el "calandrado" del revestimiento interior, el cinturón de acero y el cordón de capas; extrusión, o conformado, de la pared y banda de rodamiento del neumático; y el montaje real, curado e inspección de dichos neumáticos. Lea a continuación para obtener una explicación más detallada y observe el gráfico de flujo de fabricación para tener una referencia visual de cada proceso.
ELABORACIÓN
Posteriormente se elabora una banda de rodadura la cual proporciona el agarre ideal a cualquier carreta y circunstancia de la misma, una vez terminado un neumático pasa por una serie de pruebas las cuales certifican que es adecuado para ser utilizado, entre las pruebas que debe pasar el neumático se encuentran pruebas de ruido, si hace mucho ruido no es apto el producto, otra de las pruebas es de condiciones extremas la cual consiste en poner a rodar un neumático de carro convencional a velocidades que superan los 300 kilómetros por horas, luego de que todas estas pruebas son exitosas se adiciona la banda de rodadura y así salen al mercado.
Elaboración de neumáticos Jeffer Ricardo Bernal Góngora
Universidad Abierta y a Distancia UNAD
Universidad Abierta y a Distancia UNAD. Bernal Góngora Jeffer Ricardo Como lo hacen LLANATAS.
2
https://www.youtube.com/watch?v=FGR4S_n2nzQ
Pasos de elaboración
En la producción de neumáticos de debe tener en cuenta una serie de pasos a seguir y componentes para obtener un producto final prefecto. ENTRADAS:
En la entras se encuentran goma, acero, maquinas de presión, fibras sintéticas, robots inteligentes. PROCESOS: Las maquinas se encargan de unir la mayoría de los componentes de entrada los cuales son la goma, la fibra sintética, posterior se adicionan las bandas laterales las cuales esta formadas de goma resistente, se adicional latas de acero para que la resistencia sea mayor y por ultimo una nueva capa de goma para tener un neumático base. SUBSISTEMAS: En el sistema principal podemos observar los subsistemas en los test de seguridad por los cuales pasan los neumáticos antes de salir al mercado, entre ellos están pruebas de sonido las cuales tienen unos niveles que deben superar los neumáticos en movimiento, si pasan esta prueba siguen con la prueba de resistencia de los contrario no son adecuados. En la prueba de resistencia se observa el comportamiento en el terreno cotidiano, y en las diferentes condiciones climáticas.
VARIABLES:
Los estándares que deben cumplir van ligados a las comisiones de regulación de la elaboración de neumáticos, tanto el sistema como los subsistemas tienen definas tareas que se deben cumplir como la calidad de lo productos para los neumáticos, o como las pruebas que deben cumplir en resistencia calidad del producto. OPERADORES:
Los operadores que en este sistema interactúan son los robots y maquinas inteligentes que realizan la elaboración de los neumáticos de una forma ordenada y practica. RELACIONES:
Observamos que que la relación neumático pruebas de calidad siempre va a ir de la mano, esto conlleva a que a la confianza del comprador como del productor. CONTEXTO:
En el exterior el contexto se obtiene en en la interacción con las carreteras en esta relación el sistemas tiene que adaptarse al contexto no al contrario, también el sistemas interactúa con otros sistemas como por ejemplo los vehículos, que puede ser contextos. HOMEOSTASIS:
La adaptación del sistema al contexto la dan las pruebas de a las cuales se somete el neumático a lo larga de su diseño y elaboración, es en las pruebas donde se aprueba o no la adaptación del sistema con su entorno. ENTROPIA:
La vida útil del sistema la miden en kilómetros 128.000 aproximadamente, esto claro está que a menor uso del sistema más tiempo de vida tendrá, al terminar esta vida se procede al cambio o remplazo del sistema el cual al pasar del tiempo tiene mejoras para hacer de su uso mayor.
Universidad Abierta y a Distancia UNAD. Bernal Góngora Jeffer Ricardo Como lo hacen LLANATAS.
3
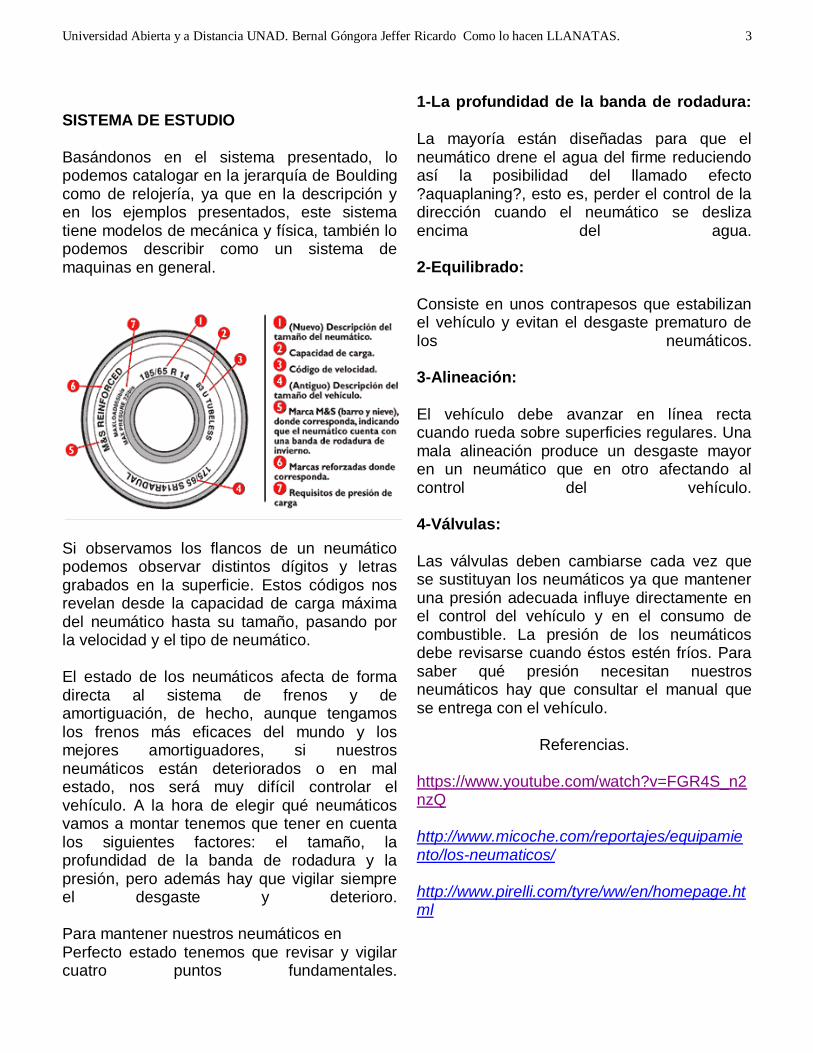
SISTEMA DE ESTUDIO Basándonos en el sistema presentado, lo podemos catalogar en la jerarquía de Boulding como de relojería, ya que en la descripción y en los ejemplos presentados, este sistema tiene modelos de mecánica y física, también lo podemos describir como un sistema de maquinas en general.
Si observamos los flancos de un neumático podemos observar distintos dígitos y letras grabados en la superficie. Estos códigos nos revelan desde la capacidad de carga máxima del neumático hasta su tamaño, pasando por la velocidad y el tipo de neumático. El estado de los neumáticos afecta de forma directa al sistema de frenos y de amortiguación, de hecho, aunque tengamos los frenos más eficaces del mundo y los mejores amortiguadores, si nuestros neumáticos están deteriorados o en mal estado, nos será muy difícil controlar el vehículo. A la hora de elegir qué neumáticos vamos a montar tenemos que tener en cuenta los siguientes factores: el tamaño, la profundidad de la banda de rodadura y la presión, pero además hay que vigilar siempre el desgaste y deterioro. Para mantener nuestros neumáticos en Perfecto estado tenemos que revisar y vigilar cuatro puntos fundamentales.
1-La profundidad de la banda de rodadura:
La mayoría están diseñadas para que el neumático drene el agua del firme reduciendo así la posibilidad del llamado efecto ?aquaplaning?, esto es, perder el control de la dirección cuando el neumático se desliza encima del agua. 2-Equilibrado: Consiste en unos contrapesos que estabilizan el vehículo y evitan el desgaste prematuro de los neumáticos. 3-Alineación: El vehículo debe avanzar en línea recta cuando rueda sobre superficies regulares. Una mala alineación produce un desgaste mayor en un neumático que en otro afectando al control del vehículo. 4-Válvulas: Las válvulas deben cambiarse cada vez que se sustituyan los neumáticos ya que mantener una presión adecuada influye directamente en el control del vehículo y en el consumo de combustible. La presión de los neumáticos debe revisarse cuando éstos estén fríos. Para saber qué presión necesitan nuestros neumáticos hay que consultar el manual que se entrega con el vehículo.
Referencias.
https://www.youtube.com/watch?v=FGR4S_n2nzQ http://www.micoche.com/reportajes/equipamiento/los-neumaticos/ http://www.pirelli.com/tyre/ww/en/homepage.html
Universidad Nacional Abierta Y A Distancia – UNAD. CEAD José Acevedo y Gómez. Nathaly Jimenez Gutierrez. (Alser).
Programa Tecnología De Sistemas
1
PLASTICOS ALSER , nació hace 35 años con vocación de reciclar materiales Plásticos. Durante este trayecto se han superado diferentes barreras técnicas y momentos económicos no muy favorables para el comercio. De igual manera con un nuevo segmento de trabajo ALSER con el cual facilitamos a la industria del transformado soluciones para reciclar sus propios excedentes de inyección y retornar una inversión en materiales que, en muchos casos, es determinante para la rentabilidad del producto. ALSER ha consolidado todos los esfuerzos bajo una calidad y efectividad, es en el proceso del reciclaje del plástico, en el cual se implementa un sistema basado en la norma de calidad ISO 9000, especializado creado por y para el proceso de reciclado. Un sistema único de gestión desarrollado por ALSER, de la producción y la calidad, con trazabilidad total, E-mail [email protected] o visite el sitio web www.plasticosalser.com.
Durante el desarrollo de esta documento, nos enfocaremos en la importancia y los pasos que con lleva un proceso productivo para el proceso del reciclaje del plástico, el cual es producto que se es utilizado constantemente en nuestro diario vivir. Se dará a conocer el proceso que realizan la gran mayoría de las fábricas que se dedican a esta actividad encaminada a que estudiemos el funcionamiento del sistema, para que identifiquemos las entradas y los procesos, las salidas y demás componentes de un sistema.
ALSER en el proceso de reciclaje utiliza productos de materias primas industriales. Teniendo en cuenta las piezas mal fabricadas o defectuosas las cuales son rechazadas por el área de calidad de cada proveedor, tales como Automoción, técnicas y Auxiliares que provienen de la piezas de vehículos, electrodomésticos, electricidad, piezas electrónicas y envases, así mismo para realizar el Plástico primero se tiene en cuenta que cada materia prima es seleccionada de acuerdo a la complejidad de cada plástico teniendo en cuenta las piezas limpias y otras que contienen chapas, insertos metálicos y tornillos, de igual manera se puede dar el caso, de que la pieza de problemas de triturado por su propia fisionomía dimensional como es su volumen, forma o peso. https://www.youtube.com/watch?v=-JnZjVEs8Hs
Jimenez, Nathaly. [email protected]
Universidad Nacional Abierta Y A Distancia – UNAD CEAD José Acevedo y Gómez
Teoría General de Sistemas (Empresa Alser)
Proceso de Reciclaje del Plástico
Universidad Nacional Abierta Y A Distancia – UNAD. CEAD José Acevedo y Gómez. Nathaly Jimenez Gutierrez. (Alser).
Programa Tecnología De Sistemas
2
Etapas para reciclar el plástico: Recolección: Todo sistema de recolección diferenciada que se implemente descansa en un principio fundamental, que es la separación, en el hogar, de los residuos en dos grupos básicos: residuos orgánicos por un lado e inorgánicos por otro; en la bolsa de los residuos orgánicos irían los restos de comida, de jardín, y en la otra bolsa los metales, madera, plásticos, vidrio, aluminio. Estas dos bolsas se colocarán en la vía pública y serán recolectadas en forma diferenciada, permitiendo así que se encaucen hacia sus respectivas formas de tratamiento. Centro de reciclado: Aquí se reciben los residuos plásticos mixtos compactados en fardos que son almacenados a la intemperie. Existen limitaciones para el almacenamiento prolongado en estas condiciones, ya que la radiación ultravioleta puede afectar a la estructura del material, razón por la cual se aconseja no tener el material expuesto más de tres meses. Clasificación: Luego de la recepción se efectúa una clasificación de los productos por tipo de plástico y color. Si bien esto puede hacerse manualmente, se han desarrollado tecnologías de clasificación automática, que se están utilizando en países desarrollados. Este proceso se ve facilitado si existe una entrega diferenciada de este material, lo cual podría hacerse con el apoyo y promoción por parte de los municipios.
Reciclado Químico: Se trata de diferentes procesos mediante los cuales las moléculas de los polímeros son craqueadas (rotas) dando origen nuevamente a materia prima básica que puede ser utilizada para fabricar nuevos plásticos.
Minimizar el volumen y peso de los residuos es el primer paso para resolver el problema global de los mismos.
El reciclado químico comenzó a ser desarrollado por la industria petroquímica con el objetivo de lograr las metas propuestas para la optimización de recursos y recuperación de residuos. Algunos métodos de reciclado químico ofrecen la ventaja de no tener que separar tipos de resina plástica, es decir, que pueden tomar residuos
plásticos mixtos reduciendo de esta manera los costos de recolección y clasificación. Dando origen a productos finales de muy buena calidad.
Principales procesos existentes:
Pirolisis: Es el craqueo de las moléculas por calentamiento en el vacío. Este proceso genera hidrocarburos líquidos o sólidos que pueden ser luego procesados en refinerías. Hidrogenación: En este caso los plásticos son tratados con hidrógeno y calor. Las cadenas poliméricas son rotas y convertidas en un petróleo sintético que puede ser utilizado en refinerías y plantas químicas. Gasificación:Los plásticos son calentados con aire o con oxígeno. Así se obtienen los siguientes gases de síntesis: monóxido de carbono e hidrógeno, que pueden ser utilizados para la producción de metanol o amoníaco o incluso como agentes para la producción de acero en hornos de venteo. Quimiolisis: Este proceso se aplica a poliésteres, poliuretanos, poliacetales y poliamidas. Requiere altas cantidades separadas por tipo de resinas. Consiste en la aplicación de procesos solvolíticos como hidrólisis, glicólisis o alcohólisis para reciclarlos y transformarlos nuevamente en sus monómeros básicos para la repolimerización en nuevos plásticos. Metanólisis: Es un avanzado proceso de reciclado que consiste en la aplicación de metanol en elPET. Este poliéster (el PET), es descompuesto en sus moléculas básicas, incluido el dimetiltereftalato y el etilenglicol, los cuales pueden ser luego repolimerizados para producir resina virgen. Varios productores de polietilentereftalato están intentando de desarrollar este proceso para utilizarlo en las botellas de bebidas carbonadas. Las experiencias llevadas a cabo por empresas como Hoechst-Celanese, DuPont e Eastmanhan demostrado que los monómeros resultantes del reciclado químico son lo suficientemente puros para ser reutilizados en la fabricación de nuevas botellas de PET.
Estos procesos tienen diferentes costos y características. Algunos, como la chemolysis y la metanólisis, requieren residuos plásticos separados

Universidad Nacional Abierta Y A Distancia – UNAD. CEAD José Acevedo y Gómez. Nathaly Jimenez Gutierrez. (Alser).
Programa Tecnología De Sistemas
3
por tipo de resina. En cambio la pirólisis permite utilizar residuos plásticos mixtos.
Con el proceso de reciclaje del plástico conseguimos reducir sensiblemente la cantidad de residuos provocados por botellas, bolsas de plástico o envases de los vertederos. Existe en la actualidad una gran concienciación con las bolsas de plástico tradicionales, que se están sustituyendo de las grandes superficies por otras reciclables o bien por alternativas duraderas como las bolsas de rafia. De igual manera la elaboración del plástico no afecta tanto al medio ambiente teniendo en cuenta que la vida útil puede ser controlada, si se realiza un proceso constante de reciclaje ya puede ser reutilizado las veces que sean necesarias. Así mismo teniendo en cuenta que si se realiza un proceso de reciclaje constante tiene muchas ganancia para la empresa ya que la materia prima no es tan costosa y depende del comportamiento y buen uso del ser humano , así mismo la maquinaria que se utiliza para la elaboración.
[1] http://www.ecojoven.com/cuatro/12/plasticos.html [2] http://www.azulambientalistas.org/reciclaje-de-
plastico.html [3] http://es.wikipedia.org/wiki/Reciclado_de_pl%C3%A1sti
co [4] http://manualidades.innatia.com/c-reciclaje-de-
plastico.html [5] http://www.inforeciclaje.com/reciclaje-plastico.php
Traducido por: Nathaly Jimenez Programa de Tecnología en Sistemas Universidad Nacional Abierta Y A Distancia – UNAD CEAD José Acevedo y Gómez 2014
PROYECTO FINAL DE TEORIA GENERAL DE SISTEMAS
Ingrid Johanna Peñaloza Ingeniería de sistemas, UNAD
Bogotá, Colombia [email protected]
ABSTRACT
I. INTRODUCCIÓN
En el siguiente artículo presentamos los
trabajos teóricos correspondientes a la
asignatura Teoría General de sistemas
donde se busca fundamentar a través de
conceptos y documentos evidencias de la
TGS sus definiciones, funciones y
aplicaciones en las empresas. Nos permite
un reconocimiento teórico y aplicativo de
los sistemas.
II. UNIDADES TEORIA GENERAL
DE SISTEMAS
III. MOMENTO I
a. Las tubas, como se fabrican:
El proceso para la construcción y
ensamble de una tuba consiste en el
moldeamiento y engranaje de 3 partes
fundamentales de dicho instrumento, que
son:
I. Sección de válvula
II. Estructura ensamblada (Tubería)
III. Sección de campana
SECCION DE CAMPANA
En primeria instancia se moldea un disco
de bronce de 55 cm con presión manual y
mecánica, se marcan las muescas para la
unión y se someten bajo líquidos de
soldadura para unir a partir de dicho
procedimiento, realizando acabados con
lijas, uso de herramientas especiales que
brindan un terminado fino y por último se
somete la sección a un pulimiento
ESTRUCTURA ENSAMBLADA
(TUBERIA)
Cada uno de los tubos que componen este
instrumento se caracterizan por poseer
una forma específica para lograr moldear
cada uno de ellos se sumergen en una
resina caliente que al solidificarse permite
moldearlos a la forma deseada, estos
también se someten en una prensa
hidráulica para variar su tamaño y se da
uniformidad a la figura por medio de
bolas de acero para lograr la amplitud
necesaria, igualmente para alcanzar el
diámetro y longitud correctas se lubrican
y se someten a un mandril.
SECCION DE VALVULA
Consiste en ensamblar una serie de
piezas: Nudillos, conectores, tapas
resortes, pistones, tapas y filtros que
componen la estructura y permiten la
producción de sonidos altos y bajos y la
afinación. Dicha estructura tiene una
simetría que se logra a través de la
presión de placas alineadoras y
espaciadoras, el paso a seguir después de
una alineación adecuada es el
refinamiento de la estructura con un
cortador después se unen las secciones
soldándolas y ensamblando conectores e
insertando lenguetas para su posterior
ensamblaje final.
Por último se atornillan las 3 secciones
anteriormente mencionadas, se inserta la
boquilla de la tuba y el tubo de afinación
principal.
b. Identificar y describir las funciones
básicas del sistema escritas en la
siguiente tabla, describa el sistema
planteado con sus propios argumentos,
extraiga del video la información
solicitada, la transcripción de la
información debe ser de su autoría.
Link del video seleccionado:
https://www.youtube.com/watch?v=6IR9
K5qdXmw
Descripción general del video
seleccionado: Consiste en la construcción
de un instrumento a partir del
moldeamiento y ensamble de 3
estructuras que son: Sección de valvula,
estructura ensamblada y sección de
campana hechas a partir de bronce, dichas
secciones se someten a presión ejercidas
por máquinas para lograr las formas
deseadas bajo los efectos de ciertas
sustancias que preparan el material, donde
se realiza un proceso de soldadura y de
pulimiento para alcanzar excelentes
acabados
ENTRADAS: Placas y tubos de bronce,
plata u oro plateado
PROCESOS: Moldeamiento y
sometimiento químico y mecánico de
cada pieza del instrumento, Proyección,
adecuación y alineación de cada pieza y
su conector, Pulimiento y brillo,
Ensamble y soldadura de cada elemento.
ELEMENTOS: Mazos, lijas, pulidoras,
productos químicos, maldrines, prensas
hidráulicas, tornos, máquinas de presión.
SUBSISTEMAS: Construcción y
funcionalidad de cada elemento que logra
la producción de un sonido es decir:
Modelamiento de campana, construcción
y formación de tuberías, unión de
válvulas, alineación de estructuras,
ensamble de piezas en U,
posicionamiento de lengüetas. Que
determinan la actividad en la producción
de sonido a través de sus características
físicas y acústicas logrando en el proceso
realizado por cada pieza el objetivo final
del instrumento: La producción de cada
nota.
VARIABLES: Errores en la exactitud de
medidas, ensambles, efectos de químicos
y de soldadura.
OPERADORES: Maquinaria de presión
como: Torno, prensa hidráulica y
mandriles y maquinaria de soldadura.
RELACIONES: Relaciones de
funcionamiento y producción de sonido
CONTEXTO: Características solicitadas
para el uso del instrumento
HOMEOSTASIS: Tecnificación en la
producción de cada pieza o uso de
herramientas con mayores funciones para
dicha elaboración para lograr una
construcción mas exacta
ENTROPIA: Estrategias de ensamblaje
y modelación exacto de piezas
C. Clasificación del objeto de estudio
según la jerarquía de sistemas de
boulding
El objeto de estudio según las
características y funciones de su sistema
se clasificaría en el segundo nivel:
Sistemas dinámicos simples debido a que
en sus procesos mantiene una sincronía
para alcanzar los resultados deseados en
cada una de las realizaciones de las piezas
que hacen parte del instrumento y su
proceso está definido por fases
secuenciales bajo unas condiciones de
trabajo predeterminadas
IV. MOMENTO II
a. Trabajo individual
RAZON SOCIAL DE LA EMPRESA:
Grupo Éxito
Es una entidad de negocios: Multimarca,
multiformato, multiindustria,
multinegocio dedicada al comercio detal
es decir la comercialización masiva de
productos o servicios entre estos están:
Distribución de textil y confecciones,
alimentos, Inmobiliaria, Financiera,
Seguros, Viajes y Estaciones de Servicio.
ENTRADAS: Adquisición de productos
a través de los proveedores y generadores
de servicios
PROCESOS: Almacenamiento,
distribución y creación estratégica de la
comercialización de productos y servicios
SALIDAS: Presentación de promociones
y precios de interés para el consumidor,
Logística de prestación de servicios en
formato de cercanía al cliente, Servicio
asertivo.
IDENTIFICACION DE LAS
FUNCIONES PRIMARIAS DE LA
EMPRESA
INGESTION: Adquisición de
productos y servicios
Personal de servicios, logística y
administrativos
Alianzas con proveedores
Puntos de venta
Canales de comunicación
Obtención y convenios de servicios
externos como por ejemplo: Estaciones de
servicio
PROCESAMIENTO: Creación de
estrategias de marketing
Organización logística del punto de venta
Comercialización de productos a través
de promociones, precios y stands
Cumplimiento del ciclo de servicio:
Adquisición del producto, servicio en el
punto de venta según las necesidades del
cliente, registro y cancelación de la
mercancía en los puestos de pago,
Entrega por el sistema de inventarios,
índices de ventas y ganancias,
Entrega de flujo de dinero
Conclusiones de rentabilidad
REACCION AL AMBIENTE
Adaptación a las leyes
gubernamentales que influyan en la
economía, Planes u objetivos de
estrategias operativas para solucionar los
diversos problemas que se presenten en la
interacción diaria
PROVISION DE LAS PARTES
Optimización de las actividades
del personal a través de herramientas más
asertivas y se crean roles de apoyo en las
actividades operativo
REGENERACION DE LAS PARTES
Realizar controles de calidad
frente a la eficiencia de la logística y
respuesta de cada sección, calificación a
la calidad del servicio de sus empleados,
generar estrategias que optimicen la
calidad en las diferentes secciones de la
empresa, Llegar a compromisos y metas
para mejorar, Realimentar el desempeño
de las secciones de trabajo.
ORGANIZACION
Maneja un organigrama constituido por
departamentos donde existe un gerente
liderando el punto de venta y una serie de
líderes manejando las diversas secciones
apoyados en auxiliares administrativos
que retroalimentan su trabajo mutuamente
demostrando resultados a los líderes de
control de calidad.
IDENTIFICACION DE LOS
SUBSISTEMAS QUE FORMAN LA
EMPRESA
SUBSISTEMA PSICOSOCIAL
El sistema psicosocial está compuesto por
los siguientes departamentos: Marketing
y comunicaciones, recursos humanos,
control de calidad, El Área Operativa
clasificada según la actividad de cada
sección, trabajo social, contabilidad.
SUBSISTEMA TECNICO
La implementación de las herramientas
necesarias para cada sección respecto a
sus labores. Herramientas tecnológicas de
comunicación en el equipo
SUBSISTEMA ADMINISTRATIVO
En el subsistema administrativo
encontramos estrategias de marketing,
ventas y servicio, estrategias de
comunicación en el equipo.
IDENTIFIQUE LA EMPRESA
DESDE EL PUNTO DE VISTA
SISTEMICO
ENTRADA Adquisición de convenios,
productos y servicios
SALIDA Abastecimiento optimo y
servicio al cliente de calidad
PROCESO DE REALIMENTACION
Retroalimentación de los controles
de calidad según la auditoría realizada
AMBIENTE
Se diseñan estrategias de apoyo operativo
entre las secciones de cada punto de venta
FUENTE DE INFORMACION
Las fuentes de información están
contempladas en el sondeo de opinión al
consumidor y en los resultados arrojados
por control de calidad para la
optimización operativa necesaria
TRANSMISOR
Son los resultados tabulados expuestos
por cada departamento
CANAL
Intranet, correo corporativo, web,
informes escritos y reunión
RECEPTOR
Recurso humano operativo y
administrativo
DESTINATARIO
Clientes, proveedores y equipo de trabajo
Bibliografía
http://www.monografias.com/trabajos37/teoria-general-sistemas/teoria-general-sistemas2.shtmlhttp://html.rincondelvago.com/tgs_5.htmlhttp://es.wikipedia.org/wiki/Almacenes_Éxitohttp://www.grupoexito.com.co/http://www.ecojoven.com/cuatro/12/plasticos.htmlhttp://www.azulambientalistas.org/reciclaje-de-plastico.htmlhttp://es.wikipedia.org/wiki/Reciclado_de_plásticohttp://manualidades.innatia.com/c-reciclaje-de-plastico.htmlhttp://www.inforeciclaje.com/reciclaje-plastico.phphttps://www.youtube.com/watch?v=FGR4S_n2nzQhttp://www.micoche.com/reportajes/equipamiento/los-neumaticos/http://www.pirelli.com/tyre/ww/en/homepage.html