Handbook Sistema de Produccion Toyota
33
Sistema de Producción Toyota (TPS) MANUAL BÁSICO _________________________ TPS Manual Página 1
-
Upload
alfredo-antonio-altuzarra-navarro -
Category
Documents
-
view
54 -
download
14
description
Descripcion del sistema de produccion Toyota en español
Transcript of Handbook Sistema de Produccion Toyota
-
Sistema de Produccin Toyota(TPS) MANUAL BSICO_________________________
TPS Manual Pgina 1
-
TABLA DE CONTENIDOSIntroduccin e Historia del Sistema de Produccin Toyota 3-4Objetivos del Sistema de Produccin Toyota ... 5TPS Modelo general .. 6-7Respeto por las personas .. 8reas Foco de TPS ... 9
Eliminacin de Desperdicios..... 10-11Calidad..... 12-13Costo.. 14
Productividad..... 15Seguridad y Moral. 16
Jidoka .... 17-19Estandarizacin.... 20Justo a tiempo .. 21
Produccin Pull ... 22Kanban ... 23-24Produccin nivelada .... 25Tiempo Takt ... 26Flujo de produccin ... 27-29Fiabilidad del Equipamiento.. 30Resumen.. 31Definicin de trminos..... 32-33
TPS Manual Pgina 2
-
INTRODUCCINEste manual est destinado a funcionar como una gua sencilla que presenta los conceptos claverelacionados con el Sistema de Produccin Toyota. No pretende ser un manual de referenciacompleto o una gua de implementacin. Los contenidos que se describen dentro se limitan aproveer un resumen de los elementos ms familiares del sistema de una manera concisa.Si usted est buscando un resumen ms completo del sistema, entonces hay varias obras publicadasque entran en mayores detalles. Algunos ejemplos de resumen de obras incluyen " Sistema deproduccin Toyota" por Yasuhiro Monden, " Estudio del Sistema de Produccin Toyota desde elPunto de Vista de la Ingeniera Industrial" por Shigeo Shingo, "Sistema de Produccin Toyota:Mas all de la Produccin a gran escala" por Taiichi Ohno, y ms recientemente, "El ModeloToyota" y el libro de campo de acompaamiento por Jeff Liker.
BREVE HISTORIA DEL SISTEMA DE PRODUCCIN DE TOYOTAEl Sistema de Produccin Toyota (TPS) surgi por necesidad en respuesta a las circunstancias querodea a la empresa. Muchos de los conceptos fundamentales son viejos y nico para Toyotamientras que otros tienen sus races en las fuentes ms tradicionales.La parte ms antigua del sistema de produccin es el concepto de Jidoka que fue creado en1902para Toyota por el Fundador Sakichi Toyoda. Este concepto se refiere a la Idea de construirla Calidad en el proceso de Produccin as como permitir la separacin del hombre y la mquinapara la manipulacin de multi-procesos. Los orgenes de esta idea se inici en la empresa de Hiladoy Tejido Toyoda que fue iniciada por Sakichi Toyoda. Sakichi invent un telar que detieneautomticamente cada vez que detect que un hilo se rompi. Esto detiene el proceso de materialdefectuoso creado.Ms tarde, en 1924 se cre un telar automtico que permiti a una persona operar mltiplesmquinas. Los derechos para fabricar el telar fuera de Japn finalmente fueron vendidos a la PlattBrothers Ltd. en Inglaterra. Este dinero fue utilizado parcialmente para iniciar la divisin deautomvil que ms tarde se separ en 1937 como un negocio y empresa independiente bajoKiichiro Toyoda, hijo de Sakichi.El elemento ms famoso del TPS es sin duda el pilar Just-in-Time del sistema produccin. La fraseJust-in-Time fue acuada por Kiichiro Toyota en 1937 despus de la salida de Corporacin ToyotaMotor. La compaa era bastante pobre y no poda permitirse el lujo de gastar dinero en excesopara equipos o materiales para la produccin. Se esperaba que todo fuera adquirido en el tiempojusto y no demasiado pronto o demasiado tarde. Elementos posteriores desarrollados en la dcadade 1950, incluyendo el Tiempo Takt, trabajo estandarizado, Kanban y supermercados se suman ala base de JIT.Despus de la Segunda Guerra Mundial Taiichi Ohno ingeniero prometedor en Hilados y TejidosToyoda Corporation fue llevado a la divisin de automviles de la empresa. Se le dio la tarea demejorar la productividad operativa y la conduccin en los conceptos de Just-In-Time y Jidoka.Finalmente fue nombrado gerente de la tienda de mquina de una planta de motores yexperimentado con muchos conceptos de la produccin entre los aos de 1945 a 1955.
TPS Manual Pgina 3
-
Su trabajo y el esfuerzo es en gran parte lo que ha dado lugar a la formulacin de lo que ahora esreconocido como el Sistema de Produccin Toyota.Hay muchas otras personas dentro de la empresa que han contribuido al desarrollo global de laempresa y el sistema de produccin.Tambin hay muchas otras herramientas y tcnicas que se desarrollaron en Toyota como los 7Desperdicios, Trabajo Estandarizado, 5S, SMED, Control Visual, Correccin de Error, as comomuchos otros. Los conceptos se explican en las ltimas secciones de este manual. Otras influenciascomo Henry Ford, Frederick Taylor, y el Dr. W. Edwards Deming estn fuera del alcance de estebreve documento.
TPS Manual Pgina 4
-
OBJETIVOS DEL TPS
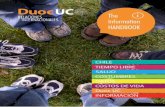
El objetivo del Sistema de Produccin Toyota es proporcionar productos en los niveles de calidadde clase mundial para satisfacer las expectativas de los clientes, y para ser un modelo deresponsabilidad corporativa dentro de la industria y la comunidad circundante.Histricamente el Sistema de Produccin Toyota ha tenido cuatro objetivos bsicos que sonconsistentes con estos valores y objetivos: Los cuatro objetivos son los siguientes:1. Proporcionar calidad de clase mundial y servicio al cliente.2. Desarrollar el potencial de cada empleado, basado en el respeto mutuo, la confianza ycooperacin.3. Reducir los costes mediante la eliminacin de los residuos y maximizar el beneficio4. Desarrollar estndares de produccin flexibles basados en la demanda del mercado.El grfico presenta a continuacin los modelos del sistema de produccin de Toyota. El propsitode este documento es describir los principales subsistemas que componen TPS, as como explicarla tecla conceptos y herramientas asociadas con el sistema.
TPS Manual Pgina 5
-
SISTEMA MODELO DE PRODUCCIN TOYOTALa filosofa del sistema de produccin de Toyota encarna una cultura de fabricacin de Mejoracontinua basada en el establecimiento de normas destinadas a eliminar Desperdicios a travs de laparticipacin de todos empleados. El objetivo del sistema es reducir la lnea de tiempo desde elmomento en que se recibe un pedido hasta el momento en que se entrega al cliente real. Idealmente,el sistema se esfuerza para producir la mejor calidad posible, con el menor costo posible, con lamayor brevedad posible de tiempo en la entrega.Hay dos pilares principales del sistema. El primero y ms famoso pilar del sistema es:Just In Time (JIT). Los conceptos JIT tienen como objetivo producir y entregar las piezascorrectas, en la cantidad correcta, en el momento adecuado con el uso de recursos mnimosnecesarios. Este sistema reduce inventario, y se esfuerza por evitar tempranamente la sobreproduccin. Producir de manera JIT expone los problemas rpidamente. Con menos inventario enel sistema las "Rocas" que interrumpen el Flujo se exponen rpidamente en la produccin. Lamayora de las empresas evitan problemas y utilizan el inventario para ocultar estos problemas yevitar posibles interrupciones. En Toyota sin embargo la lgica opuesta es aplicada. Al reducir elinventario se exponen los problemas reales en un proceso de produccin de forma rpida y seenfoca necesariamente en la mejora. Esta idea de exponer los problemas y anomalas en lasuperficie es un concepto crtico en TPS. Por supuesto, a menos que usted puede solucionar losproblemas expuestos existe un peligro para este enfoque.Hay varios componentes importantes en el TPS: el Tiempo Takt, la produccin de flujo, Pull atravs de Kanban, y nivelacin (Heijunka). Estos elementos se describen con ms detalle msadelante en este manual.
Jidoka (Construir Calidad) es el segundo pilar del sistema. Hay dos partes en Jidoka -1) Construccin de la calidad en el proceso y 2) Activacin de la separacin del hombre de lamquina en el lugar de trabajo. Jidoka es una palabra japonesa que normalmente significaautomtico o automatizacin.Sin embargo Toyota le da un giro especfico a esta palabra mediante la adicin de lo que se conocecomo un "radical" que representa caracteres kanji. El radical aadido a la izquierda de uno de loscaracteres kanji en Jidoka significa "ser humano". En otras palabras TPS aspira a que los procesossean capaces de tomar inteligentes decisiones y apagar automticamente a la primera seal de unacondicin anormal, como un defecto, u otro problema. El objetivo no es para que funcione de formaconstante, pero en otras palabras, debe detener la corrida automticamente cuando surgenproblemas. Esta funcin de parada automtica ayuda a detener los defectos que se pueden escaparaguas abajo, evita daos por lesiones, limita los daos de la mquina, y permitir una mejor visinde la condicin actual, cada vez que haya un problema.Al igual que la lgica de JIT este concepto de Jidoka es contrario a la intuicin. En otras palabras,es mejor parar una mquina en la primera seal de problemas que a seguir produciendo el problema,que slo genera ms desperdicios.El segundo componente de Jidoka es separacin del hombre de la mquina. Cuando las mquinasposeen la capacidad de parar en el caso de un problema, entonces no hay necesidad para que loshumanos se pongan a ver la mquina. Jidoka libera a las personas atadas a las mquinas y elseguimiento de ellas y pone a las personas a ser mejor usadas agregando Valor.TPS Manual Pgina 6
-
Esta capacidad de separar al hombre de la mquina refleja en Toyota el respeto por el empleado yes un importante factor para que el Trabajo Estandarizado florezca. La Base del TPS es elProduccin nivelada. Con el alisado o nivelacin de las necesidades del cliente en el tiempo,podemos utilizar mejor nuestros recursos y asegurar una produccin continua. Promediandovolmenes y modelo de mezcla se requieren lotes mucho ms pequeos y en el mejor de los casos"lote de una" capacidad de materias primas hasta los productos terminados.
La base de este sistema es un equipo Confiable. Sin un equipo fiable, debemos construirinventarios (por si acaso), o invertir en ms equipo (debido al tiempo de inactividad inesperado).El mantenimiento adecuado de los equipos asegurar de que est disponible cuando lo necesitamos.
En contraste con el sistema de produccin convencional, en el que la produccin sistemtica congrandes lotes se cree que tiene un efecto mximo sobre la reduccin de costos, la Filosofa defabricacin de Toyota es hacer el lote ms pequeo posible, y hacerlo mediante la creacin demoldes y mquinas en el menor tiempo posible.
TPS Manual Pgina 7
-
RESPETO POR LAS PERSONAS
CONCEPTO CRTICOEn Toyota, el corazn del sistema son los empleados como individuos y como miembros de susequipos de trabajo. Toyota est convencido de que los objetivos de la empresa se pueden lograr dela mejor manera a travs de la participacin de todos los empleados. Una parte importante delsistema de produccin es el concepto subyacente de respeto para todos los empleados.
La participacin puede ser ejercida principalmente en reas donde el empleado o el equipo detrabajo tienen conocimiento suficiente, o en otras palabras, es competente. Por eso nos encontramoscon la palabra "Competencia" en el marco alrededor del equipo de trabajo. Competencia de losindividuos o equipos de trabajo puede ser incrementado por el aprendizaje, por ejemplo, al aprendercmo aplicar las herramientas pertinentes del TPS.
Por ltimo, el Sistema de Produccin Toyota identifica las cuatro reas principales en las que losmiembros del equipo de produccin pueden participar en el logro de los objetivos de la empresa:
Ajuste y mantenimiento de estndares de trabajo (normas) Resolver problemas de rendimiento diarios (resolucin de problemas) Participar en el proceso de mejora continua (mejoramiento) Organizar el trabajo en equipo de manera eficiente (trabajo en equipo)
TPS Manual Pgina 8
-
REAS DE ENFOQUE DE TPS
Para promocionar el Sistema de Produccin de Toyota y el concepto de mejora continua, esnecesaria entender correctamente el significado de "eliminacin completa de los Desperdicios."Desperdicios abarca todos los factores que no agregan valor al producto o servicio, ya sea en partes,mano de obra o proceso de produccin. Esfuerzos de mejora continua no se limitan a la planta deproduccin. Todos los Empleados de Toyota y los equipos buscan formas para mejorarcontinuamente sus productos, procesos o servicio.Los mejores mtodos hoy, algn da sern anticuados. Aunque nuestra filosofa seguir siendoconstante, nuestros mtodos se mejoran continuamente.
CONCEPTO CRTICO
La eliminacin de DesperdiciosSe requiere un esfuerzo constante en la reduccin de costos para mantener los beneficios continuosen la industria manufacturera. La principal forma de reducir los costos es producir, de maneraoportuna, slo aquellos productos que han sido vendidos y eliminado todos los desperdicios en sufabricacin. Hay varias maneras de analizar y poner en prctica la reduccin de costos, desde elinicio del diseo y todo el camino hasta la fabricacin y ventas. Uno de los objetivos del Sistemade Produccin Toyota, sin embargo, es localizar los desperdicios y eliminarlos. Es posibledescubrir una gran cantidad de desperdicios mediante la observacin de los miembros del equipo,equipamiento, materiales y organizacin en la lnea de produccin real. En todos los casos, eldesperdicio nunca mejora el valor; slo aumenta el costo.
La mejora continua se centra en la eliminacin de los siete tipos principales de Desperdicios.
1. CORRECCIN / SCRAP2. SOBREPRODUCCIN3. ESPERA4. TRANSPORTE5. PROCESAMIENTO6. INVENTARIO7. MOVIMIENTO
TPS Manual Pgina 9
La fuerza motriz del sistema de produccin de Toyota es la eliminacin deDesperdicios con miras a mejorar siempre la calidad, el costo, la productividad,la seguridad y moral. El resultado es una mayor satisfaccin para nuestrosconstituyentes principales: nuestros clientes, nuestros empleados y nuestrosinversores.
-
1. Correccin / ScrapLos desperdicios de la correccin es un resultado de mala calidad interna. La produccin deproductos defectuosos o productos que requieren reparaciones agrega costo de mano de obra extra,materiales, instalaciones y medios de transporte.
Algunos ejemplos son:1. El desperdicio de manipulacin adicional.2. El desperdicio de mano de obra adicional.3. El riesgo de nuevos defectos causados por manejo adicional.4. El riesgo de dar a nuestros clientes un producto inferior.
Los desperdicios de chatarra es tambin una consecuencia de la mala calidad interna. Cuando unelemento se desecha, el impacto es evidente en varias reas.
1. La obvia prdida financiera relacionada con la parte.2. Los desperdicios asociados con el costo de mantener piezas adicionales en el inventario.3. El trabajo desperdiciado en la produccin de piezas defectuosas.4. El desperdicio de manipulacin, movimiento y descarte del elemento de desecho.
El Mejoramiento de la calidad interna tiene un impacto significativo en el negocio.
2. La SobreproduccinTPS presta especial atencin al desperdicio por sobreproduccin. Hay dos tipos desobreproduccin: producir demasiado y producir demasiado pronto. La sobreproduccin invita ams desperdicios porque oculta los problemas debajo de un velo de inventario.
Los siguientes son ejemplos de los residuos causados por la sobreproduccin:1. Necesidad de material adicional y piezas2. Aumento de envases tales como paletas y patines3. Aumento de los vehculos de transporte (carretillas elevadoras, camiones)4. El crecimiento de las existencias y aumento del trabajo-hora para el control de existencias5. Aumento de almacenamiento y espacio de almacn
Los siguientes factores son causas de la sobreproduccin:1. Una sensacin de seguridad frente a las averas de la mquina, defectos y ausentismo2. Los incrementos errneos de tipo operacional y la eficiencia aparente3. La idea de que los paros de lnea son 'pecaminosos'4. Las variaciones en la carga
TPS Manual Pgina 10
-
3. EsperaEl tiempo es un recurso limitado. En el mundo de la fabricacin, el tiempo es dinero. LosRequerimientos del cliente se calculan por segundo. Cualquier espera debido a las averas, loscambios, retrasos, mala distribucin o secuencia de trabajo debe ser eliminado. El minuciosoMantenimiento preventivo y rpidos cambios son esenciales para la competitividad global. Reducirel tiempo de ciclo mediante la eliminacin de esperas dentro de la secuencia de trabajo tambinpuede tener un profundo efecto en la productividad.
4. TransporteIneficientes Layout y diseo de instalaciones resulta en el transporte de piezas, materiales ypersonas ms de lo necesario. El material debe pasar de una celda o posicin a la siguiente lo antesposible sin detenerse en cualquier lugar de almacenamiento intermedio. Zonas de navegacindeben estar cerca del final del proceso. Los equipos de trabajo y unidades de apoyo deben estarubicados cerca.
5. ProcesamientoEl sobreprocesamiento es tan derrochador como transformaciones insuficientes. Un miembro delequipo, por ejemplo, pierde tiempo y energa si l o ella recorta 1 mm de flash desde una zona declase C de una ventana de PVC cuando 6 mm de flash es aceptable. Del mismo modo, un procesoestablecido para pulir un prisma durante 5,5 minutos cuando se necesita slo 4,5 minutos paralograr el acabado prisma requerido es una actividad derrochadora. Los empleados deben aprendera identificar ms desperdicios de procesamiento, y llevar a cabo la cantidad apropiada deprocesamiento en las partes sin tener que gastar ms tiempo o esfuerzo de lo que es necesario.
6. InventarioEl Inventario preventivo innecesario es Crtico para el xito del Sistema de Produccin Toyota. Elflujo suave y continuo del trabajo a travs de cada proceso asegura que las cantidades en exceso deinventario se reducen al mnimo. Si el trabajo en proceso se desarrolla debido a las capacidadesdesiguales dentro del proceso, deben hacerse los esfuerzos para balancear el flujo de trabajo a travsdel sistema.Los Inventarios atan activos tales como dinero en efectivo y bienes races. Los Inventarios amenudo requiere manipulacin adicional que requiere mano de obra y equipo adicional.
7. MovimientoLos Desperdicios por Movimientos ocupan tiempo y energa. Lo ideal sera que todos losmovimientos o acciones innecesarias sean eliminados del proceso de trabajo. Gran parte de estemovimiento desperdiciado a menudo se pasa por alto porque se ha convertido en una parte delproceso como tal. Los procesos de trabajo deben ser diseados de manera que los artculos sonposicionados cerca uno del otro. Cantidades innecesarias de girar, levantar y alcanzar deben sereliminadas. Las mismas mejoras que eliminan el desperdicio de movimiento a menudo tienenbeneficios ergonmicos tambin.El objetivo del Sistema de Produccin Toyota es asegurar que todas las actividades agreguen valoral producto.
TPS Manual Pgina 11
-
Es irresponsable permitir que el trabajo no agregue valor y continuar. Esto es una falta de respetodel empleado y compromete nuestra posicin competitiva. Al asegurarse de que todo el trabajo estagregando valor construimos la seguridad del empleo en el sistema de produccin.
TPS Manual Pgina 12
-
CALIDAD
La produccin de productos de alta calidad es de suma importancia para cualquier industriamanufacturera y, por lo tanto, se debe dar prioridad. Los clientes nunca continuarn la compra deun producto si su calidad es deficiente.En el caso de la fabricacin de piezas de automviles, la seguridad se considera especialmenteimportante. Tomar caminos cortos, para realizar un trabajo de mala calidad, o en el caso extremo,poner un producto defectuoso en un vehculo en el mercado equivale a un acto antisocial, y puedetener consecuencias devastadoras para nuestra empresa.Nuestra misin es suministrar a nuestros clientes (internos y externos) con productos libres deproblemas. Para Hacer esto, tenemos que producir artculos que correspondan exactamente con lasespecificaciones de diseo de calidad. Sin defectos de partes eliminando los desperdicios delretrabajo y desechos, que a su vez reducen nuestros costos. Reducir nuestros costos nos permiteseguir siendo competitivos en un mercado global agresivo, y aumentar nuestro mercado accin.
La cadena de Deming ilustra cmo las mejoras de calidad llegan a la lnea de fondo.
TPS Manual Pgina 13
-
COSTO
CONCEPTO CRTICOReduccin de Costos Versus Costo Plus
El Sistema de Produccin Toyota asegura beneficios a travs del principio de reduccin de costos.Con el principio de reduccin de costos, el precio de venta de un producto est determinado por elcliente y el mercado. Adems, nuestros clientes estn exigiendo reducciones anuales de precios. Afin de mantener mrgenes y beneficios debemos eliminar permanentemente los desperdicios yreducir los costos.
Reduccin de Costos... Beneficio = [Precio de venta - Costo]
En contraste con la reduccin de costos, existe el principio de costo-plus en el que el precio sedetermina combinando todos los costos - tales como los de las materias primas, mano de obra yotros gastos necesarios para la produccin con cualquier poltica la empresa decide que se necesitacomo ganancia.
Costo Plus... Precio de venta = [Costo + Beneficio]
Las dos frmulas son las mismas matemticamente, pero hay una gran diferencia en el nfasis decada uno lugares sobre las variables. En otras palabras, el costo-plus considera que el costo es fijomientras la reduccin de costos considera que el costo puede ser cambiado de manera efectiva porlos mtodos de manufactura esbelta.En la situacin competitiva de la industria de piezas de automviles, usando el principio de costo-plus da lugar a la fijacin de precios por encima y luego quedo fuera del mercado.
TPS Manual Pgina 14
-
PRODUCTIVIDAD
DEFINICIN CRTICALas mejoras en la eficiencia que ignoran el programa de produccin o la demanda del cliente darncomo resultado los desperdicios de sobreproduccin y el empuje de la eficiencia global de laempresa en la direccin equivocada. Mejoras en la eficiencia muestran su adicin de valor mediantela reduccin de costos. Al evaluar la eficiencia, el factor clave es la cantidad de produccinnecesaria: Debe considerar cmo los elementos necesarios se pueden fabricar con el menor nmerode horas de trabajo posibles en el mejor momento.
Eficiencia aparente y Eficiencia verdaderaLa eficiencia aparente que es lograda por el incremento de las cantidades producidas dentro de lashoras laborales ordinarias sin tener en cuenta las ventas, es una "eficiencia" slo en trminos denmeros.La Verdadera eficiencia se consigue mediante la produccin de una cantidad vendible con las mscortas-horas de mano de obra posible. La verdadera eficiencia contribuye a una reduccinsustancial en el costo. Si la cantidad de produccin se debe aumentar, examinar los medios paraaumentar la produccin con las actuales horas de mano de obra. Si la cantidad de produccin se hade mantener o disminuir, estudiar la forma de aumentar la eficiencia de la reduccin de horas-hombre. La eficiencia se utiliza en varias formas como un estndar para la evaluacin de laproductividad en el equipo o el trabajo, pero no debemos olvidar nunca que su criterio es la cantidadnecesaria garantizado por ventas.
Eficiencia totalAl considerar cmo elevar la eficiencia de la empresa mediante la eliminacin de los desperdicios,debemos mirar la eficiencia en trminos de cada proceso, la lnea que abraza esos procesos, y elconjunto de planta que contiene la lnea. Perseguir la mejora de la eficiencia de etapas menores asuperiores por lo que la mejora debe abarcar la eficiencia del sistema total. Es crucial establecermejoras en la eficiencia con este tipo de enfoque de sistemas.Los gerentes y supervisores tienden a pensar en las mejoras de la eficiencia y la calidad slo parasus propios procesos, pero siempre deben tener en cuenta cmo las mejoras locales afectarn altotal de la operacin.Pensando slo en aisladas eficiencias puede fcilmente conducir a mejoras en la eficienciaaparente. Siempre pensar en el volumen de produccin necesario en primer lugar.
TPS Manual Pgina 15
-
SEGURIDAD Y MORAL
En la cultura Toyota es imposible lograr Mejoras significativas en la calidad, el costo y laproductividad sin tener en cuenta la seguridad y la moral. Asuntos que afectan a los individuos soncrticos e importantes y deben ser tratados de forma continua.
SeguridadEl Mejoramiento de la seguridad en el lugar de trabajo es un tema permanente de la mejoracontinua. Las estadsticas muestran un alta incidencia de los accidentes que ocurren cuando unapersona est haciendo algo fuera de lo comn, el zona est desorganizada, o cuando las tareas sondifciles de realizar. La Reduccin de Peligros en el lugar de trabajo representa el respeto que setiene por las personas. Se debe hacer todo los esfuerzos para que el lugar de trabajo sea lo msseguro posible.La seguridad nunca debe ser sacrificada a cambio de la productividad. Por esta razn, Toyota ponemucho nfasis en el trabajo estandarizado y las 5S limpieza. Si los estndares adecuados estn ensu lugar, y se cumplen, entonces la probabilidad de un ambiente de trabajo seguro es mucho mayor.
MoralSe espera que todos los empleados de Toyota deben contribuir a un lugar de trabajo positivo ycreativo. Dado que gran parte de nuestra identidad personal es un reflejo de la experiencia laboral,el orgullo y la integridad elementos esenciales para una experiencia laboral gratificante.La mejora continua reconoce la capacidad de creatividad y resolucin de problemas de todos losparticipantes. El liderazgo debe hacer todo lo posible por utilizar el conocimiento, la experiencia yla creatividad de todos los empleados. Esto demuestra respeto por la dignidad de los individuos yde su valor. La Creacin de un ambiente de respeto mutuo, la confianza y la cooperacin sonesenciales para lograr mejoras y mantener la moral.
TPS Manual Pgina 16
-
El JIDOKA (CONSTRUIR CON CALIDAD)
Los objetivos en la estacin de control del proceso son: (1) la construccin de la calidad mediantela prevencin de la produccin en masa de productos defectuosos, (2) evitar lesiones a losempleados o dao a las herramientas, equipos, y la maquinaria cuando se produce una condicinanormal, y (3) el trabajo humano separado del trabajo de la mquina. Para lograr estos objetivos,ISPC se basa en una estructura organizacional que promueve y apoya los sistemas y herramientasque deben trabajar en conjunto para asegurar que se tomen acciones rpidas cuando se producencondiciones anormales.
Garantizar la calidad de todos los productosUsando mtodos convencionales, partes y productos terminados son inspeccionados por uninspector antes de la entrega a los clientes. Sin embargo, las piezas libres de defectos no se puedenasegurar si los productos terminados son muestreados por los inspectores. Las excusas no significanmucho para un cliente que recibe una unidad mala entre 1000 buenas.Generalmente, los productos defectuosos se descubren por un inspector y reparados antes de quelleguen a el cliente. Cuando se detectan defectos de calidad en el proceso, debemos determinar lacausa raz, no el sntoma, y aplicar medidas de contador para eliminar el defecto. Cuanto ms fuertesea la determinacin de no dejar que los productos defectuosos salgan fuera de la planta, lasinspecciones ms estrictas se convierten, y cuanto ms a menudo se hacen ajustes, correctivos yreparaciones.La Inspeccin realizada por los Inspectores fuera de lnea no produce ningn valor agregado, porlo que los esfuerzos son necesarios para encontrar maneras de fabricar productos de calidad con unmenor nmero de inspectores. En otras palabras, debemos "construir la calidad en el producto. "Laintroduccin de un dispositivo en el proceso que puede determinar si un cableado arns esterrneamente cableado y alertar al operador es un ejemplo de "calidad de la construccin en elproducto.
CONCEPTO CRTICO
Construyendo CalidadQueremos desarrollar diversas formas de apoyar nuestro compromiso de "construir la calidad enel proceso. Este principio da a los miembros del equipo la responsabilidad de comprobar lacalidad de fondo en todas las etapas de su trabajo para que los defectos no pasen aguas abajo.Cada miembro del equipo debe ser consciente de que "el proceso aguas abajo es un cliente" ynunca debe pasar un producto defectuoso. Si la maquina est defectuosa o no funcionacorrectamente, algn sistema debe detectar el problema y detener la operacin. Dispositivos apruebas de error son a menudo utilizados como medios simples para este propsito. Esto tambinhace que sea ms fcil poder mantener la calidad.
TPS Manual Pgina 17
Jidoka se refiere simplemente a la capacidad de los seres humanos o mquinas paradetectar una condicin anormal en los materiales, mquinas, o mtodos, y para evitarla anomala que se pasa al siguiente proceso.
-
En el Sistema de Produccin Toyota, tomaremos medidas y dedicaremos mucho esfuerzo para verque, si un defecto en la calidad debera ocurrir, podemos descubrir la causa raz y aplicar lascontramedidas para prevenir su repeticin.
Construir la calidad en cada procesoEn la prctica, la construccin de la calidad en cada proceso trae la funcin del inspector en cadaproceso as que los defectos pueden ser descubiertos inmediatamente. Slo de esta manera podemosgarantizar que todas las partes son libre de defectos en cada paso de los procesos.Si los defectos son descubiertos en un proceso aguas abajo, no hace ningn bien meramentecorregirlos, porque si la causa no se investiga y se elimina, el defecto seguir ocurriendo.Por lo tanto, en tales casos, el proceso anterior se informar sin dilacin del problema, y el procesoo departamento donde se origin el defecto debe investigar de inmediato la causa y establecermedidas para prevenir las recurrencias.
Esto nos lleva a la conclusin de que es importante que los miembros del equipo inspeccionen lacalidad de cada parte que producen. Una manera de asegurar esto es estricta observancia del"trabajo estandarizado" establecido en las condiciones de trabajo existentes en cada proceso.
En el Trabajo Estandarizado tal como est concebido, los niveles de calidad requeridos puedenlograrse y mantenerse. El Trabajo estandarizado teje la inspeccin visual y la inspeccin utilizandoinstrumentos de medicin, en el trabajo de produccin realizado en cada proceso. Si la inspeccinno est entretejida en el proceso el concepto de "construccin de la calidad en cada proceso" nofuncionar correctamente.
Trabajo de InspeccinInspeccin de trabajo no es ms que la accin de juzgar si las partes o productos acabados sonbuenos o malo. Tambin implica - y esto queremos enfatizar - proseguir la causa de los defectos,ganando una comprensin global de las circunstancias para determinar la causa real, y la institucinde medidas para prevenir eficazmente su recurrencia. nfasis en la bsqueda de las causas realeses necesario porque la observacin superficial de un fenmeno defecto puede llevar a tratar decurar los sntomas en lugar de la enfermedad. Por ejemplo, un defecto resultante de la instalacinde una parte equivocada podra ser descubierto, pero la instalacin de la parte equivocada puedeser slo un sntoma de un ms profundamente arraigado problema y no la causa real. Una cuidadosainvestigacin podra revelar que la parte equivocada era instalada porque un boceto en las hojas deinstrucciones de operacin es difcil de leer, o la hoja de instruccin propia es propensa a erroresde interpretacin, o que las piezas no estn dispuestos en el orden de su secuencia de instalacin,o incluso de que un miembro del equipo simplemente no le puso atencin.
Los defectos se reducen agarrando efectivamente todos estos factores, a continuacin, introducirmedidas de contador basado en la comprensin integral. As, el propsito de los trabajos deinspeccin no es sacar fuera los productos defectuosos, pero si erradicar la aparicin de defectos.
TPS Manual Pgina 18
-
En pocas palabras, el trabajo de inspeccin va ms all del mero diagnstico para abarcar eltratamiento completo y rehabilitacin. Es esencial que el trabajo de inspeccin sea entendido deesta manera.
Valor agregado de la Reduccin de ReparacinAun cuando todo el mundo en cada proceso est observando el trabajo estandarizado, unos pocosproductos que requieren reparaciones estn obligados a aparecer. Aunque, idealmente, la necesidadde trabajos de reparacin no debera producirse, se lo hace. Parece ser generalmente aceptado quecuando se requieren trabajos de reparacin ser suficiente con hacer las reparaciones en una lneade reparacin y deja cada uno seguir adelante con su trabajo normal.
As, en algunas empresas, la necesidad de la reparacin se toma como una cosa natural. Esimportante reconocer que el trabajo de reparacin requiere una mayor mano de obra, reduce lastasas de valor agregado, y las subidas de costos de produccin. Actividades como stas deben seridentificadas y seleccionadas para su eliminacin.
La prevencin de defectos y la necesidad de reparaciones pueden ser aprovechadas paraagresivamente promover la mejora continua en relacin con la calidad. Mediante la produccin deproductos de alta calidad y eliminando la necesidad de reparaciones, no slo se pueden reducirhoras laborables para las reparaciones, sino tambin las horas de mano de obra necesarias para laslabores de inspeccin.
Prevencin de Lesiones y DaosEn las reas de produccin con mquina de trabajo intensivo, contamos con sensores dentro de lasmquinas y / o equipos para detectar cuando se ha producido una condicin anormal, parar laproduccin, y la seal de que un problema se ha producido en un rea especfica. En las zonas deproduccin de mano de obra intensiva como el ensamble, que no tienen maquinaria o equipo consistemas de deteccin, se basan en los conocimientos y habilidades de los miembros del equipo de" construccin de la calidad en el proceso" para detener la produccin cuando una anomala ocurre.Al detener la produccin tan pronto como se produce un problema, podemos proteger a losempleados, evitar daos a los equipos y herramientas que de otro modo podran causar tiempo deinactividad significativo para reparaciones y evitar la produccin de piezas que pueden no cumplirnuestros estndares de calidad.
Lo primero que se debe hacer cuando se detuvo la produccin es lograr operar de nuevo, siemprey cuando no haya amenaza para los miembros del equipo de seguridad o parte de la calidad. Ellder del equipo o personal de apoyo que responden a la seal va a trabajar para ayudar a resolverel problema y reiniciar la produccin. Cuando la produccin se detiene, es importante identificarel problema, encontrar la causa, y poner en prctica contramedidas para asegurar que el problemano se repita.
El trabajo humano y el trabajo de la mquinaEl trabajo humano se refiere al trabajo que no se puede completar sin la participacin del miembrodel equipo.TPS Manual Pgina 19
-
Ejemplos del trabajo humano estn recolectar o embalar partes, descargar o cargar partes en unamquina, iniciando el ciclo de la mquina presionando los botones de palma, y en general realizaroperaciones manuales.
El Trabajo de la mquina se refiere a la porcin de trabajo que el equipo realiza automticamente,sin la participacin del operador. Ejemplos de trabajo de la mquina son la inspeccin automticade partes, transporte automtico, o moldeo automtico una vez que el operador ha iniciado el ciclo.Al tener las mquinas "inteligentes" y equipos que pueden detectar, seal e identificar anomalas,ya no tenemos que asignar un miembro del equipo para observar el proceso 100% del tiempo. Encambio, un miembro del equipo puede cubrir varias mquinas o realizar otras tareas mientras seopera una mquina.Esta separacin del trabajo humano de trabajo de la mquina permite la flexibilidad quenecesitamos para para responder a los cambios en la demanda de los clientes.
EstandarizacinLa estandarizacin es un ingrediente fundamental para Jidoka y Justo a Tiempo. La consistenciaen los mtodos es crtica para limitar la variacin en el proceso y lograr una produccin eficientede una manera oportuna.Existen muchos documentos para guiar a los operadores, definir los procesos, documentar losmtodos estndar, y los miembros del equipo de tren. Dos documentos comunes colocados en elrea de produccin contienen los Estndares: Diagrama de trabajo y Hojas de verificacin de lacalidad.
El estndar Diagrama de trabajo es un documento, centrado alrededor del movimiento humanorepetitivo, que combina los elementos de un trabajo en una secuencia de trabajo efectivo, sindesperdicio. El Diagrama de trabajo estandarizado tambin sirve como una herramienta de controlvisual para los lderes y gerentes para fcilmente determinar si hay un problema en el rea detrabajo. Este documento tambin se utiliza como una herramienta para la mejora continua y sirvecomo una instruccin al operador para el trabajo repetitivo.
El estndar Hojas de verificacin de calidad es un documento que define los controles de calidadque se deben realizar por los miembros del equipo en el rea de trabajo. Proporciona instruccionessobre qu caractersticas se van a comprobar, las especificaciones requeridas que deben cumplir,qu mtodo de inspeccin se utiliza, donde se registran los datos, la frecuencia del control decalidad, y lo que el inspector debe hacer si hay un problema.
Adems, hay otros procedimientos y documentos que proporcionan instrucciones sobre cmorealizar otras actividades productivas, tales como auditoras finales, inspeccin del primer artculo,etc. Estos procedimientos, as como el entrenamiento a los miembros del equipo, 5S para las reasde trabajo y los estndares de trabajo que definen los procesos de produccin, son herramientasque ayudan a apoyar el pilar de Jidoka. Los procedimientos, herramientas y documentos no sloayudan a minimizar la variacin en los procesos de fabricacin, sino que tambin ayudan en laidentificacin y resolucin de problemas.
TPS Manual Pgina 20
-
JUSTO A TIEMPO
Idealmente, el nmero apropiado de partes son producidas e inmediatamente despachadas alcliente cuando el pedido se recibe. Aguas arriba, procesos y proveedores de materias primasofrecen exactamente la adecuada cantidad de componentes cuando el proceso aguas abajo lasnecesita. En esta situacin no hay la necesidad de tener inventario.
La eliminacin de todo el inventario y el trabajo en proceso (WIP) es imposible en el sentidoprctico. La clave de la eficiencia de fabricacin est en disminuir continuamente la cantidad decada uno en el sistema.
Hay una tendencia general a reaccionar a los problemas mediante la acumulacin de una reservade inventario basada en una estimacin de los defectos de calidad, averas del equipo y elausentismo de miembros del equipo. Toyota, sin embargo, se opone a la utilizacin deacumulacin de existencias para contrarrestar estos problemas. Cuando se mantiene exceso deinventario los diversos problemas de produccin se ocultan o se pasan por alto. Esto hace que seaimposible establecer un lugar de trabajo con una constitucin fuerte.
El inventario utilizado para compensar la produccin se detiene debido a defectos o mquina yequipos averiados que ocultan el hecho de que existen problemas. Esto oculta la necesidad deanticiparse a los problemas, prevenir su repeticin, o mejorar el tipo de cambio operacional cuandose producen defectos o averas. La fabricacin JIT ayuda a identificar oportunidades para elperfeccionamiento de los procesos en lugar de crear un espacio para inventarios.
Un elemento clave de la filosofa Just-in-Time es el sistema PULL. El sistema Pull se describe enla pgina siguiente.
TPS Manual Pgina 21
El Just-in-Time (JIT) defensor de la filosofa:La produccin y / o la entrega de nicamente las partes necesarias,dentro del tiempo necesario en la cantidad necesaria, usando el mnimode recursos necesarios.
-
CONCEPTO CRTICO
Sistema de HALAR (Pull)En los sistemas de produccin convencionales, las piezas producidas por un proceso, tal como sedefine en el programa de produccin, se entregan a los siguientes procesos incluso si an no senecesitan all. Este mtodo puede ser bueno cuando las piezas se pueden producir en la fechaprevista a lo largo de todo el proceso. Pero si slo un proceso tiene problemas y la lnea se detiene,los procesos directamente relacionados con el proceso problema sufrirn de una escasez o ya seauna copia de seguridad de las piezas. Esto se llama un sistema "Push".
El sistema de halar elimina baja o sobreproduccin mediante la limitacin de la produccina las partes exigida por el siguiente proceso aguas abajo.
Una mquina expendedora tpica es un buen ejemplo de un sistema de halar en la accin. El cliente'hala' los artculos necesarios, en la cantidad necesaria, en el momento necesario. El proveedorsustituye (llena) nicamente esos artculos que fueron halados 'por el cliente.
Para un proceso anterior que producir la cantidad necesaria de piezas todos los procesos deproduccin deberan tener las personas, equipos y materiales que puedan fabricar las partes "just-in-time". Si aguas abajo del proceso la demanda es irregular en cantidades y tiempos en cantidad ytiempo, el proceso aguas arriba debe proporcionalmente aumentar o disminuir la salida paracompensar la irregularidad.
TPS Manual Pgina 22
-
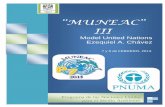
Kanban
Una seal visual o seal que transmite un conjunto de instrucciones sea para retirar piezas o paraproducir una producto determinado se llama un Kanban.Kanban es generalmente reconocido como una tarjeta que pasa entre procesos, comunicando lainformacin sobre que materiales reponer. Para definir mejor Kanban, se puede decir que hay doscategoras principales:
Retiro de Kanban: una licencia para tomar desde unos almacenes o rea central delmercado, o
Instruccin o la seal de Kanban: una licencia para hacer un producto, como decirle a unmoldeo mquina para ejecutar un nmero determinado de producto B.
Todas las flechas curvadas representan la direccin del flujo de informacin a travs de Kanban.Flechas rectas representan el flujo de material o producto.
TPS Manual Pgina 23
-
El sistema de Halar (Pull system), utilizando apropiadamente el Kanban, permite que el materialfluya a travs de la fabricacin. Usando el diagrama de la pgina anterior como gua, usted puedeseguir el flujo de material e informacin a travs de cada proceso.
1. La produccin se inicia cuando el cliente devuelve Kanban para la reposicin de partescompradas.
2. El pedido del cliente se enva desde el banco final. (rea de Mercancas Finalizadas)3. El proceso de ensamble final produce y repone el banco final.4. Las necesidades de componentes correspondientes son comunicadas con un Kanban que
se desplaza en sentido ascendente.5. Esas necesidades son satisfechas ocupando la zona demarcada al lado de la lnea.6. Luego el proceso de pintura vuelve a llenar el rea demarcada.7. Las necesidades de componentes correspondientes se comunican con un Kanban que se
desplaza en sentido ascendente.8. Esas necesidades son satisfechas ocupando la zona demarcada al lado de la lnea.9. La operacin de moldeo entonces repone slo aquellos elementos agotados en la zona
demarcada.
El rea de supermercados se repone por los proveedores en la medida que los artculos se agotan.
TPS Manual Pgina 24
-
PRODUCCIN NIVELADA
La lnea de ensamble al final del proceso debe producir todos los diferentes modelos en unasecuencia continua y limitar las fluctuaciones a los requisitos de produccin programados. Alnivelar el volumen y la mezcla en el proceso final, tambin nivelamos los requisitos de salida detodos los procesos produccin aguas arriba. La habilidad para tomar ventaja de los requisitos deproduccin incrementales ms pequeos se traduce en ms frecuentes cambios, lotes ms pequeosy ms pequeos WIP (trabajo en proceso) inventarios.Una demanda aguas abajo de 100 unidades por da pueden ser producidas en un tamao de lote de1000, una vez cada 10 das o se puede producir "Just-in-Time" en el tamao de lote de 100 unidadescada da. El tamao del lote de 1000 crea un inventario promedio de 500, mientras que la cantidaddiaria de 100 unidades crea un promedio inventario de los 50. Los beneficios directos del tamaomucho ms pequeo son:
1. El dinero invertido en materiales y el inventario de productos finales se reducedramticamente.
2. El espacio de almacenamiento necesario para almacenar los materiales adicionales y partesse elimina.
3. Se mejora la capacidad de responder a los problemas de fabricacin.4. El potencial para producir grandes cantidades de piezas defectuosas se reduce.5. Los niveles de requisitos no imponen ninguna carga excesiva sobre los empleados o
equipos.
TPS Manual Pgina 25
CONCEPTO CRTICOProduccin nivelada es el promedio de la mezcla de modelo y elvolumen de produccin, durante un tiempo dado.
-
Tiempo Takt
La nivelacin de la cantidad de produccin significa que un producto debe ser fabricado en unnmero determinado de minutos y/o segundos. Este tiempo es llamado Tiempo Takt. Esto sebasa en la Cantidad promedio requerido por el cliente.
El Tiempo Takt se calcula utilizando la siguiente informacin: El tiempo disponible para la fabricacin en el mismo periodo de tiempo Requisitos del cliente para un perodo de tiempo
Por ejemplo, un rea de ensamble debe hacer 2.500 unidades del producto A y 17.500 unidades deproducto B en un mes. El rea de trabajo est programada para dos turnos de ocho horas, y tieneun descanso en la maana de 10 minutos, para almorzar 20 minutos, y por la tarde un descanso de10 minutos.
El primer paso para calcular el Tiempo Takt es establecer los requisitos del cliente para un soloturno. Si el cliente requiere un total de 20.000 unidades para el mes. Y el mes 20 das de trabajo,el requisito del cliente por turno es de 20.000 unidades 20 das 2 turnos = 500 unidades porturno. El segundo paso es determinar el tiempo (usualmente en segundos) por turno disponible parala fabricacin de productos. El cambio est programado durante 8 horas o 480 minutos. Vamos arestar 20 minutos para descansos y 20 minutos para el almuerzo. El tiempo disponible es 480minutos - 20 minutos (rupturas) - 20 minuto (almuerzo) = 440 minutos o 26.400 segundos. Unavez que los requisitos del cliente y el tiempo disponibles se han descubierto durante un turno,entonces calculamos el Tiempo Takt.
Utilizar el tiempo de procesamiento para determinar las cantidades de produccin hace que seafcil organizar el equipo, trabajo-hora, y otros factores necesarios para la produccin efectiva. Sislo hay un tipo de producto para fabricar, la produccin nivelada es posible gracias a lanivelacin de esa slo cantidad. Si hay varios tipos para fabrican, sin embargo, la nivelacin delos tipos es necesaria para evitar los desperdicios que conducen a una menor eficiencia.
La nivelacin de los tipos significa que la relacin de la cantidad de produccin requerida paratodos los tipos es fabricado en una serie. Por ejemplo, si la relacin de la cantidad de produccinpara los productos A, B y C es 2: 1: 1, respectivamente, y los diferentes tipos deben ser producidosde forma consecutiva en la secuencia A, A, B, C, A, A, B, C ... y as sucesivamente.
La Produccin llevada a cabo de esta manera hace que sea posible HALAR de partes de un procesoprecedente sin causar ninguna fluctuacin en la cantidad y tipos. El proceso anterior tampoconecesita tener inventarios adicionales, horas-hombre y equipo.
TPS Manual Pgina 26
-
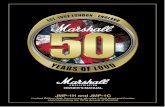
Nivelacin de Produccin por Tipo
La Nivelacin de la produccin por tipo: disminuye el trabajo en los requisitos del proceso disminuye el inventario de bienes terminados
En este ejemplo bsico, la relacin de la cantidad de produccin de pelotas de baloncesto,pelotas de ftbol y balones de ftbol es de 2: 1: 1, respectivamente.
Proceso de flujo continuoLa eliminacin de la congestin de partes dentro de un proceso o entre procesos y lograr produciren flujo secuencial se llama "proceso de flujo continuo."
Esos lugares en el proceso de produccin donde un flujo no ha sido establecido producenDESPERDICIOS considerables. En el caso de piezas que requieren muchos procesos intermediospara la terminacin, sera un fracaso no conseguir un flujo antes de finalizar el ciclo de sub-produccin siendo demasiado crtico. La razn de esto es que en los paros-cambios intermedioslas partes se acumularan antes y despus en los diversos equipos y mquinas, y el orden en que laspartes entran en el primer proceso y el orden en que salen de la ltima no soportar ninguna relacinentre s.
En la situacin ideal un producto viajar desde un proceso a otro en un solo flujo secuencial.Sin embargo, algunos procesos siempre sern conducidos por lotes. Ejemplos de Toyota incluyenpiezas de fundicin, pintar, fundido a presin, y el prisma de molienda. Estos procesos, que debenser usados en lotes de produccin, deben tratar de conseguir un flujo de produccin manteniendoel tamao de lote tan pequeo como sea posible. Para ello, es importante hacer los paros-cambiosen el equipo en un corto tiempo.
TPS Manual Pgina 27
-
Flujo Continuo vs. Procesamiento por lotesLo siguiente figura ilustra las diferencias entre el procesamiento de flujo continuo y por lotesprocesamiento.
TPS Manual Pgina 28
-
REQUISITOS CRTICOS
Requerimientos para el flujo continuoLas siguientes medidas son necesarias para el tener un proceso de flujo continuo:
PRODUCTOS
1. Produccin consecutiva. Procesos de Fabricacin y ensamble por pieza nica o unidadcon el fin de que los productos fluyan uno tras otro entre los miembros del equipo y losprocesos.
2. Los lotes pequeos. Disminuir los tiempos de cambio de moldes o matrices, tiempos decambio de lotes de produccin en la mquina y mantener tamaos de lotes pequeos.
EMPLEADOS
1. Responsabilidad multiproceso ("multi-proceso / manipulacin"). Organizar un sistemapor equipos de miembros que realizan varias tareas que coincidean con el Tiempo Takt deacuerdo con la secuencia de trabajo.
2. Mltiples habilidades de los miembros del equipo ("miembros del equipo conhabilidades mltiples"). Siempre proveer trabajo entrenando antes a los miembros delequipo para que puedan operar diversos tipos de mquinas, hacer varios tipos de trabajo,y realizar otros trabajos adems de aquello por los cuales son directamente responsables.
EQUIPO
1. Diseo de secuencia de procesos (LAYOUT). Distribuir las maquinas en ordensecuencial al procesamiento de la produccin y que se pueda hacer manipulacin multi-proceso.
2. Equipos con sencillo tiempos de cambio. Alterar el sistema para eliminar el ajuste depiezas o el cambio de equipos asociados, con el fin de acortar el tiempo de alistamiento.Esto requiere un gran esfuerzo en los procesos de produccin por lotes los cuales debenmantener lotes pequeos para crear un flujo de produccin.
TPS Manual Pgina 29
-
FIABILIDAD DE LOS EQUIPOS
1. Primero el tiempo: Si cada proceso puede obtener las piezas necesarias en el momentorequerido - Justo a tiempo -y en las cantidades adecuadas, no habr necesidad de mantenerexistencias de materiales adicionales o partes.Sin embargo, cules son las contramedidas apropiadas si el equipo se descompone y la tasaoperativa se reduce, con una disminucin acompaante en la produccin, o si los defectos decalidad ocurren con frecuencia?
El mantenimiento preventivo es importante para que la mquina no se pare por daos y paraprevenir su recurrencia. El Sistema de Produccin Toyota da una alta importancia a "la mejora demantenimiento" y destaca el entrenamiento de la gente para lograr el mejoramiento. Mantenimientoy reparacin no son sinnimos. Tenemos que centrarnos en la eliminacin de todas las causasprofundas de los problemas del equipo. La prevencin de problemas del equipo es ms valiosa quela capacidad de repararlos. La documentacin de esta actividad tambin es fundamental para lamejora continua y continuar aprendiendo.
2. Cambio. La capacidad de cambio en los equipos es importante para la flexibilidad continua, elsuavizado de la produccin y ahorros de capital. La capacidad de cambio y equipos de puesta apunto con rapidez y precisin nos darn un largo camino para recorrer en la eliminacin de losdesperdicios de espera, la sobreproduccin y el inventario. Al maximizar el tiempo de equipo partese puede usar para hacer calidad en la fabricacin de piezas, minimizar la necesidad de equipoadicional. (El cambio en el moldeo por inyeccin de clase mundial toma menos de 180 segundos).
3. Calidad. Las Mquinas de moldeo, robots y otros equipos que requieren configuracin necesitatener una configuracin estndar que pueda ser ejecutada por el operador y documentada.Estandarizar todos los ajustes de modo que el equipo pueda producir una buena parte desde laprimera vez. Tenemos que dejar de estar "ajustando" cosas.Los esfuerzos de mejora pueden determinar que un nuevo ajuste est en camino. Este nuevoestndar debe entonces ser documentado e implementado. Estas normas son fundamentales paramantener la produccin de calidad de nuestro equipo de fabricacin.
Adquisiciones. Cuando compramos un equipo nuevo, tenemos que considerar la compra de lomnimo capaz de satisfacer nuestras necesidades. La Fiabilidad y la facilidad de mantenimientodeben ser consideradas antes de otras caractersticas. Las campaas y silbatos a menudo se puedenagregar ms tarde si surge la necesidad. Queremos evitar la compra de caractersticas "por si acaso."Debemos tener en cuenta los sobre tiempos, la utilizacin y los factores de calidad cuando tomamosdecisiones de equipo.
TPS Manual Pgina 30
CONCEPTO CRTICOLa Fiabilidad del Equipo es fundamental para el Sistema de ProduccinToyota. Hay cuatro Factores crticos a tener en cuenta al abordar lafabricacin de equipos.
-
RESUMEN
La Implementacin del Sistema de Produccin Toyota es una filosofa de manufactura esbeltadinmica (Pensamiento Lean), con el apoyo de los sistemas y herramientas, requiere un esfuerzoy constante educacin. Con el fin de continuar compitiendo en el mercado mundial de componentesde automocin y proveer las necesidades de los clientes, empleados e inversionistas, es esencialque todos los empleados se convierten en expertos en los principios del Sistema de ProduccinToyota. El xito del sistema requiere la participacin de todos.La gestin del cambio y la mejora continua es esencial.
Si, a travs de la participacin de todos los empleados y equipos de trabajo, mantenemos un equipofiable, nivelar todas las necesidades de produccin, proporcionar una excelente calidad interna yexterna a travs del Control Interno de Procesos y operar el concepto de entregas Just-in-Time,proveeremos a nosotros mismos la seguridad y el lugar gratificante para trabajar y la calidadexcepcional y costos para nuestros clientes.
El resultado ser una remuneracin justa para nuestros inversores y el empleo seguro con salariosequitativos y bonos para todos los empleados.
CLIENTES EMPLEADOS INVERSORES
Productos de calidad El orgullo, Motivacin, Salarios, Retorno de la inversin
Costos ms bajos Bono, Empleo, Orgullo
Entrega JIT Seguridad Seguridad
TPS Manual Pgina 31
-
DEFINICIN DE TRMINOSAutomatizacin: "La automatizacin con un toque humano", la maquinaria capaz de inspeccionarpiezas despus de producirlas, luego notifica que se detect un defecto. Esta es la traduccinamericana de la Palabra japonesa Jidoka.
Mejora Continua: Una filosofa que propugna por mejorar continuamente sus productos, losprocesos y las actividades de la organizacin de una manera eficaz y eficiente que cumplan oexceden los cambiantes requisitos de los clientes y estndares establecidos por la organizacin. Lamejora continua se centra sobre la eliminacin de desperdicios o el no agregar valor en todasactividades de la organizacin.A la inversa, tambin intenta alterar los procesos con el propsito de aadir valor.
Proceso de Flujo Continuo: El logro de flujo secuencial de la produccin, idealmente de una piezapor estacin a estacin.
Principio de Reduccin de Costos: Un principio para establecer los objetivos de costos basadosen la sustraccin de ganancia deseada del precio de venta segn lo determinado por las condicionesreales del mercado. Contrasta el enfoque opuesto de sumar el beneficio deseado a los costosactuales para establecer el precio de venta.
5S: Una disciplina de limpieza de cinco pasos que incluye mtodos para crear y mantener un lugarde trabajo de alto rendimiento organizado y limpio.
Estacin de Control de Proceso Interno: Los sistemas y herramientas destinadas a prevenirdefectos de salida en el proceso de produccin. Centrarse en la prevencin y eliminacin dedefectos en la fuente.
Jidoka: Ver Automatizacin y Estacin de Control de Procesos Interna
Just-in-Time: Un concepto de programacin de la produccin que requiere la produccin de laspartes necesarias, en el tiempo necesario y en la cantidad necesaria utilizando recursos mnimosnecesarios.
Kaizen: Ver la Mejora Continua.
Kanban: Traducido literalmente significa firmar la tarjeta. Una tarjeta u otro control visual queautoriza a la produccin el movimiento de producto. Una herramienta para la gestin de Just-in-Time.
Produccin Lean (Lean Manufacturing): Una frase Ingls acuada para describir en japonstcnicas de fabricacin como se ejemplifica por Toyota.
TPS Manual Pgina 32
-
Produccin nivelada: Un requisito previo para la produccin Just-in-Time. El alisamiento de laproduccin y requisitos en el tiempo. La intencin es tomar pedidos de los clientes y determinar lasecuencia en el tiempo.
Prueba de errores: Una tcnica en fabricacin de prevencin de errores de diseo del proceso,equipos y herramientas para que la operacin no se pueda realizar de forma incorrecta.
No Valor Agregado (NVA): Se refiere a cualquier actividad que no sube o aumenta el valor parael cliente o el valor para la organizacin; tambin conocido como DESPERDICIO. La designacinde NVA refleja la creencia de que la actividad es un desperdicio y puede ser rediseado, reducirseo eliminarse sin la reduccin de la calidad, la capacidad de respuesta o la calidad de salida requeridapor el cliente o por la organizacin.
Poka-yoke: Ver prueba de errores.
Sistema de Halar: Un sistema de planificacin de fabricacin basado en la comunicacin denecesidades aguas abajo requiere aguas arriba proveedores y procesos.
Sistema de Empuje: Un sistema de fabricacin que programa los procesos aguas arriba basado enuna proyeccin o planeacin de necesidades posteriores.
Trabajo Estndar En Proceso (SWIP): El nmero mnimo de productos no acabados necesariospara buen trmino de una secuencia de trabajo prescrito para un fin determinado.
Estndares de trabajo: Documentos, centrados alrededor del movimiento humano, que combinanlos elementos de un puesto de trabajo en la secuencia ms eficaz, sin desperdicio, para conseguirel nivel ms eficaz de la produccin. Trabajo estandarizado es la base de la mejora continua.
Estndar Grfico Trabajo: Una de las tres formas de trabajo estandarizado. Se muestra lasecuencia de trabajo del operador, el Tiempo Takt, y el estndar de trabajo en Proceso (SWIP),tambin los controles de calidad, y la seguridad del operador.
Tiempo Takt: Clculo que describe el tiempo necesario para producir una unidad de produccindado el tiempo de produccin disponible y los requisitos del cliente. Tiempo Takt es uno de lostres elementos para el trabajo Estandarizado y apoya el concepto de Justo a Tiempo.
Valor Agregado (VA): Cualquier actividad que avanza el proceso, o aumenta el valor de las piezasproducidas o valor a las necesidades de la organizacin. La atencin debera centrarse en lareduccin de costos mediante la eliminacin los desperdicios destinados a actividades NVA.Cuanto mayor sea la proporcin de trabajo que agrega valor, mayor ser la eficiencia de laoperacin.
Estndares de trabajo: Los documentos que detallan las condiciones de funcionamiento, mtodosde trabajo ms adecuados, y mtodos de control. Los estndares de trabajo constituyen la base delos procesos de fabricacinTPS Manual Pgina 33