HERRAMIENTAS DE CORTE - sijalon.com · 2 HERRAMIENTAS DE CORTE Ref. d1 d2 d3 I1 I2 I3 ap €...
24
HERRAMIENTAS DE CORTE CUTTING TOOLS
Transcript of HERRAMIENTAS DE CORTE - sijalon.com · 2 HERRAMIENTAS DE CORTE Ref. d1 d2 d3 I1 I2 I3 ap €...

HER
RA
MIE
NTA
S D
E CO
RTE
CUTT
ING
TO
OLS

2
HERRAMIENTAS DE CORTE
Ref. d1 d2 d3 I1 I2 I3 ap €452030200 3 6 2,8 57 8 7,4 15 mm 16,30452040200 4 6 3,8 57 11 6,3 17 mm 16,30452050200 5 6 4,8 57 13 6,1 19 mm 16,30452060200 6 6 5,8 57 13 8 21 mm 16,30452080200 8 8 7,8 63 19 8 27 mm 26,06452100200 10 10 9,8 72 22 10 32 mm 38,12452120200 12 12 11,8 83 26 12 38 mm 53,03452140200 14 14 13,8 83 26 12 38 mm 73,95452160200 16 16 15,8 92 32 12 44 mm 86,15452180200 18 18 17,8 92 32 12 44 mm 115,35452200200 20 20 19,8 104 38 16 54 mm 143,92452250200 25 25 24,8 121 45 20 65 mm 245,77
Fresa de 4 cortes con hélice variable de 35º/38º
d2
Profundidad axial (Ap)
d3 d1
I1I3 I2
ISO 35º/38º Conchaflán
Medio
AlCrN
HRC ≤ 60
Material Resistencia a
la tracción N/mm²
Dureza
Vc (m/min) fz (mm/diente)
Profundidad de pasada radial (Ae) Diámetro de la fresa
5% 10% 30% 50% 100%Ranurado 3 4 6 8 10 12 16 20 25
2,3 1,8 1,1 1 1 Multiplicar fz por este factor según la Ae
Acero de fácil mecanización y acero de baja aleación > 500 ≤ 900 ≤ 28 518 412 228 130 130 0,015 0,02 0,033 0,046 0,056 0,066 0,077 0,10 0,12
Acero de media y alta aleación, acero aleado y acero para herramientas de fácil mecanización
> 900 ≤ 1200 ≤ 38 328 228 127 100 100 0,015 0,02 0,033 0,046 0,056 0,066 0,077 0,10 0,12
Acero para herramientas y acero para moldes > 1200 ≤ 1400 ≤ 44 201 164 109 73 73 0,015 0,02 0,033 0,046 0,056 0,066 0,077 0,10 0,12
Acero templado > 1400 ≤ 1900 ≤ 54 118 - - - - 0,012 0,016 0,030 0,038 0,040 0,055 0,064 0,08 0,095
Acero templado > 1900 ≤ 64 70 - - - - 0,010 0,013 0,025 0,032 0,034 0,046 0,054 0,067 0,08
Fundición gris upto 240 HB 475 402 274 137 137 0,015 0,02 0,033 0,046 0,056 0,066 0,077 0,10 0,12
Fundición maleable > 240 HB 274 191 122 84 84 0,015 0,02 0,033 0,046 0,056 0,066 0,077 0,10 0,12
Ae: según la tabla
Profundidad radial (Ae)1xD
F - 452
4 Fluted 35º/38º Variable Helix Endmill

3
HERRAMIENTAS DE CORTE
Ref. d1 d2 d3 I1 I2 I3 ap €419040200 4 6 3,8 57 11 6 17 mm 24,63419050200 5 6 4,8 57 13 6,3 19 mm 24,63419060200 6 6 5,8 57 13 8 21 mm 24,63419080200 8 8 7,8 63 19 8 27 mm 34,66419100200 10 10 9,8 72 22 10 32 mm 49,63419120200 12 12 11,8 83 26 12 38 mm 64,53419160200 16 16 15,8 92 32 12 44 mm 101,43419200200 20 20 19,8 104 38 16 54 mm 165,00419250200 25 25 24,8 121 45 20 65 mm 289,40
Fresa de 4 cortes con hélice variable de 30º/32ºpara desbaste
AlCrN
HRC ≤ 60
d2
Profundidad axial (Ap)
d3 d1
I1I3 I2
ISO 30º/32º Conchaflán
Medio
Material Resistencia a
la tracción N/mm²
Dureza
Vc (m/min) fz (mm/diente)
Profundidad de pasada radial (Ae) Diámetro de la fresa
5% 10% 30% 50% 100%Ranurado 4 6 8 10 12 16 20 25
2,3 1,8 1,1 1 1 Multiplicar fz por este factor según la Ae
Acero de fácil mecanización y acero de baja aleación > 500 ≤ 900 ≤ 28 - - - - 104 0,22 0,036 0,051 0,062 0,073 0,085 0,11 0,132
Acero de media y alta aleación, acero aleado y acero para herramientas de fácil mecanización
> 900 ≤ 1200 ≤ 38 - - - - 80 0,22 0,036 0,051 0,062 0,073 0,085 0,11 0,132
Acero para herramientas y acero para moldes > 1200 ≤ 1400 ≤ 44 - - - - 58 0,22 0,036 0,051 0,062 0,073 0,085 0,11 0,132
Acero templado > 1400 ≤ 1900 ≤ 54 94 - - - - 0,18 0,033 0,042 0,044 0,061 0,070 0,088 0,105
Acero templado > 1900 ≤ 64 56 - - - - 0,15 0,028 0,035 0,037 0,051 0,059 0,074 0,088
Fundición gris upto 240 HB - - - - 110 0,022 0,036 0,051 0,062 0,073 0,085 0,11 0,132
Fundición maleable > 240 HB ≤ 64 - - - - 105 0,022 0,036 0,057 0,062 0,073 0,085 0,11 0,132
Ae: según la tabla
Profundidad radial (Ae)1xD
F - 419
4 Fluted 30º/32º Variable Helix Endmill

4
HERRAMIENTAS DE CORTE
Ref. d1 d2 d3 I1 I2 I3 ap €453030200 3 6 2,8 57 8 7 15 mm 17,52453040200 4 6 3,8 57 11 6 17 mm 17,52453050200 5 6 4,8 57 13 6 19 mm 17,52453060200 6 6 5,8 57 13 8 21 mm 17,52453080200 8 8 7,8 63 19 8 27 mm 27,57453100200 10 10 9,8 72 22 10 32 mm 39,60453120200 12 12 11,8 83 26 12 38 mm 54,54453140200 14 14 13,8 83 26 12 38 mm 71,00453160200 16 16 15,8 92 32 12 44 mm 87,60453180200 18 18 17,8 92 32 12 44 mm 116,83453200200 20 20 19,8 104 38 16 54 mm 146,89453250200 25 25 24,8 121 45 20 65 mm 259,83
Fresa de 4 cortes con hélice variable de 38º/41ºpara inoxidable
d2 d3 d1
I1I3 I2
Profundidad axial (Ap)
Material Dureza
Vc (m/min) fz (mm/diente)
Profundidad de pasada radial (Ae) Diámetro de la fresa
5% 10% 30% 50% 100%Ranurado 3 4 6 8 10 12 16 20
2,3 1,8 1,1 1 1 Multiplicar fz por este factor según la Ae
Acero inoxidable - Fácil mecanización430F, 301, 303, 410, 416 recocido, 420F, 430F ≤ 28 320 220 120 100 100 0,015 0,02 0,036 0,046 0,056 0,066 0,078 0,12
Acero inoxidable - Mecanización media301, 302, 303 maleable, 304, 304L, 305, 420, 15-5PH, 17-4PH, 17-7 PH”
≤ 28 198 137 76 60 60 0,013 0,017 0,031 0,038 0,046 0,055 0,066 0,76
Acero inoxidale - Difícil mecanización302B, 304B, 309, 310, 316, 316B, 316L, 316Ti, 317, 317L, 321, PH13-8MO, Nitronic”
≤ 28 182 122 69 53 53 0,013 0,017 0,025 0,030 0,040 0,045 0,061 0,72
Ae: según la tabla
Profundidad radial (Ae)1xD
F - 453
ISO 38º/41º Conchaflán
Medio
AlCrN
HRC ≤ 42
4 Fluted 38º/41º Helix Endmill

5
HERRAMIENTAS DE CORTE
Ref. d1 d2 d3 I1 I2 I3 ap €420040200 4 6 3,8 57 11 6 17 mm 22,63420050200 5 6 4,8 57 13 6 19 mm 22,63420060200 6 6 5,8 57 13 8 21 mm 22,63420080200 8 8 7,8 63 19 8 27 mm 32,66420100200 10 10 9,8 72 22 10 32 mm 47,69420120200 12 12 11,8 83 26 12 38 mm 62,57420140200 14 14 13,8 83 26 12 38 mm 82,90420160200 16 16 15,8 92 32 12 44 mm 99,46420180200 18 18 17,8 92 32 12 44 mm 128,80420200200 20 20 19,8 104 38 16 54 mm 165,00420250200 25 25 24,8 121 45 20 65 mm 289,40
Fresa de 4 cortes con hélice variable de 38º/41ºpara desbaste inoxidable
ISO 38º/41º Conchaflán
Medio
d2
Profundidad axial (Ap)
d3 d1
I1I3 I2
Material Dureza
Vc (m/min) fz (mm/diente)
Profundidad de pasada radial (Ae) Diámetro de la fresa
5% 10% 30% 50% 100%Ranurado 3 4 6 8 10 12 16 20
2,3 1,8 1,1 1 1 Multiplicar fz por este factor según la Ae
Acero inoxidable - Fácil mecanización430F, 301, 303, 410, 416 recocido, 420F, 430F ≤ 28 272 187 102 85 85 0,017 0,025 0,042 0,053 0,065 0,077 0,090 0,139
Acero inoxidable - Mecanización media301, 302, 303 maleable, 304, 304L, 305, 420, 15-5PH, 17-4PH, 17-7 PH”
≤ 28 168 116 65 51 51 0,015 0,02 0,036 0,044 0,053 0,064 0,077 0,088
Acero inoxidale - Difícil mecanización302B, 304B, 309, 310, 316, 316B, 316L, 316Ti, 317, 317L, 321, PH13-8MO, Nitronic”
≤ 28 155 104 59 45 45 0,015 0,02 0,029 0,035 0,046 0,052 0,071 0,084
Ae: según la tabla
Profundidad radial (Ae)1xD
F - 420
AlCrN
HRC ≤ 42
4 Fluted 38º/41º Helix Endmill

6
HERRAMIENTAS DE CORTE
Ref. d1 d2 I1 I2 r ap €468030200 3 6 57 8 0,3 9 mm 34,03468040200 4 6 57 11 0,3 12 mm 34,03468050200 5 6 57 13 0,3 15 mm 34,03468060200 6 6 57 13 0,5 19 mm 34,03468080200 8 8 63 19 0,5 20 mm 43,00468100200 10 10 72 22 0,5 27 mm 59,26468120200 12 12 83 26 0,5 30 mm 75,92468160200 16 16 92 26 1 38 mm 118,91468200200 20 20 104 32 1 46 mm 174,80
Fresa tórica de 3 cortes con hélice variable e indexado irregular
F - 468
d2 d1
I1
I2
ISO Variable Tórica Medio
Material HB Ap Ae Vc
fz (mm/diente)
Diámetro de la fresa
3 6 8 10 12 16 20
Acero inoxidable (fácil mecanización) 303, 416, 420F, 430F, 440F < 250
1,51
1,51
0,51
0,51
183146
0,0080,008
0,0230,023
0,0390,039
0,0490,049
0,0590,059
0,0690,069
0,0770,077
Acero inoxidable (difícil mecanización) 304, 304L, 316, 316L < 275
1,51
1,51
0,51
0,51
12096
0,0070,007
0,0180,018
0,0310,031
0,0390,039
0,0470,047
0,0550,055
0,0620,062
Acero inoxidable (PH) 13-18PH, 15-5PH, 17-4PH, 450 < 325
1,51
1,51
0,51
0,51
11088
0,0070,007
0,0180,018
0,0310,031
0,0390,039
0,0470,047
0,0550,055
0,0620,062
Superlaciones de níquel, cobalto y hierro, Inconel 601, 617, 625, Incoloy 800, Monel 400 < 300
1,51
1,51
0,51
0,51
2419
0,0060,006
0,020,02
0,0270,027
0,0340,034
0,040,04
0,0470,047
0,0530,053
Superlaciones de níquel, cobalto y hierro, Inconel 718, 750X, Incolo-gy 925, Wasploy, Hastelloy, Rene < 300
1,51
1,51
0,51
0,51
1915
0,0040,004
0,0110,011
0,0190,019
0,0230,023
0,0280,028
0,0330,033
0,0370,037
Aleaciones de titanio Titanio puro, Ti6AI4V, Ti6AI2Sn4Zr2Mo < 300
1,51
1,51
0,51
0,51
6652
0,0070,009
0,0180,018
0,0310,025
0,0390,031
0,0470,038
0,0550,045
0,0620,054
Aleaciones de titanio Ti5AI5V5Mo3Cr, Ti74I4Mo, Ti3AI8V6Cr4Zr4Mo < 300
1,51
1,51
0,51
0,51
2418
0,0070,007
0,0180,018
0,0310,031
0,0390,039
0,0470,047
0,0550,055
0,0620,062
Profundidad radial (Ae)
Profundidad axial (Ap)
Alcrona
Aerospace
3 Fluted Variable Helix Endmill with Dual Core

7
HERRAMIENTAS DE CORTE
Ref. d1 d2 d3 I1 I2 I3 ap r €151060200 6 6 5,8 54 7 11 18 mm 0,5 37,00151080200 8 8 7,8 63 9 15 24 mm 0,5 46,17151100200 10 10 9,8 72 11 19 30 mm 0,5 63,97151100210 10 10 9,8 72 11 19 30 mm 1 63,97151100220 10 10 9,8 72 11 19 30 mm 1,5 63,97151120200 12 12 11,8 83 13 23 36 mm 0,5 86,92151120210 12 12 11,8 83 13 23 36 mm 1 86,92151120220 12 12 11,8 83 13 23 36 mm 1,5 86,92151160200 16 16 15,8 97 17 31 48 mm 1 117,20151160210 16 16 15,8 97 17 31 48 mm 2,5 121,92151160220 16 16 15,8 97 17 31 48 mm 4 132,93151200200 20 20 19,8 111 21 39 60 mm 2,5 186,83151200210 20 20 19,8 111 21 39 60 mm 4 210,46151250200 25 25 19,8 132 26 53 79 mm 2,5 340,32151250210 25 25 24,8 132 26 53 79 mm 4 371,80
Fresa de 3 cortes tóricacon hélice variable
d2
Profundidad axial (Ap)
d3 d1
I1I3 I2
ISO Variable Tórica Medio
Profundidad radial (Ae)
Profundidad axial (Ap)
F - 151
Púlido/Bright
Si ≤ 10
3 Fluted Variable Helix Endmill
fz 10.000 15.000 20.000 30.000
Vf (mm/min)
Aluminio de construcción para aviaciónAIMgSiCu/6061AICu4MgSi/2017AICu2Mg1, 5Ni/2618
6
ae
1xD
0,060 1.800 2.700 3.600 54.00
8 0,075 2.250 3.375 4.500 6.750
10 0,095 2.850 4.275 5.700 8.550
12 0,115 3.450 5.175 6.100 10.350
16 0,125 3.750 5.625 7.500 11.250
20 0,13 3.900 2.850 7.800 11.700
25 0,14 4.200 6.300 8.400 12.600
Fundición de aleación de aluminioAIMgSi1/6082Cast Alluminium, G - AlSiIIMg
6
ae
0,5xD
0,06 1.800 2.700 3.600 5.400
8 0,075 2.250 3.375 4.500 6.750
10 0,095 2.850 4.275 5.700 8.550
12 0,115 3.450 5.175 6.900 10.350
16 0,125 3.750 5.625 7.500 11.250
20 0,13 3.900 2.850 7.800 11.700
25 0,14 4.200 6.300 8.400 12.600
RPM
Materiales d1

8
HERRAMIENTAS DE CORTE
Ref. d1 d2 I1 I2 z €1305030200 3 6 50 8 3 26,721305040200 4 6 50 11 3 26,721305050200 5 6 50 13 3 26,721305060200 6 6 50 16 3 22,431305080200 8 8 60 19 3 30,571305100200 10 10 73 22 3 42,141305120200 12 12 75 26 3 55,861305140200 14 14 85 30 3 84,001305160200 16 16 93 32 3 101,141305200200 20 20 100 38 3 152,14
Fresa F-1305 de 3 labios Hélice variable con indexado irregular y recubrimiento Tialsi
F - 1305
I1I2
d2d1
MATERIAL
Acero inoxidable< 185 HB
Stainless steel< 185 HB
Acero inoxidable185 - 275 HB
Stainless steel185 - 275 HB
Acero inoxidable275 - 325 HB
Stainless steel275 - 325 HB
Aleaciones de Ti< 295 HB
Ti alloys < 295 HB
Aleaciones de altatemperatura
< 300 HBHigh temperature
alloys < 300 HB
Acero endurecido 30 - 45 HRCHardened steel 30 - 45 HRC
d1[mm]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
3 13.585 190 9.705 130 8.085 95 9.705 170 2.590 40 6.900 550 8.495 680
4 10.190 305 7.245 220 6.050 180 7.245 220 1.910 55 5.175 415 6.370 510
5 8.150 325 5.820 225 4.850 190 5.820 265 1.550 55 4.140 415 5.095 610
6 6.795 420 4.850 265 4.045 225 4.850 305 1.295 55 3.450 415 4.245 850
8 5.095 475 3.640 305 3.030 265 3.640 340 970 75 2.588 415 3.185 765
10 4.075 475 2.910 305 2.425 265 2.910 340 775 75 2.070 415 2.550 715
12 3.395 475 2.425 305 2.020 265 2.425 340 645 75 1.725 415 2.125 765
14 2.910 475 2.080 305 1.735 265 2.080 340 555 75 1.480 415 1.820 730
16 2.545 475 1.820 305 1.515 265 1.820 340 485 75 1.295 415 1.590 700
18 2.265 285 1.615 285 1.350 225 1.615 305 430 75 1.150 370 1.415 680
20 2.040 285 1.455 285 1.215 225 1.455 305 390 75 1.035 415 1.275 660
25 1.630 280 1.160 280 970 225 1.160 305 305 55 830 400 1.020 610
Profundidadde corte
Depth of cut
Ae = 1 d
Ap máx. = 1 d
Ae = 0,5 d
Ap máx. = 1,5 d
Ae = 1 d
Ap máx. = 0,3 d
Ae máx. = 0,3 d
Ap máx. = 1 d
3 Fluted Variable Helix Endmill

9
HERRAMIENTAS DE CORTE
Ref. d1 d2 I1 I2 z €1403030200 3 6 50 8 4 26,721403040200 4 6 50 11 4 26,721403050200 5 6 50 13 4 26,721403060200 6 6 50 16 4 22,431403080200 8 8 60 19 4 30,571403100200 10 10 73 22 4 42,141403120200 12 12 75 26 4 55,861403140200 14 14 85 30 4 84,001403160200 16 16 93 32 4 101,141403200200 20 20 100 38 4 152,14
F - 1403
Fresa F-1403 de 4 labios Hélice variable con indexado irregular y recubrimiento Tialsi
d1 d2
I1
I2
35º 38º
En operaciones de ranurado, usar un 80 - 100 % de la velocidad y un 60 - 80 % del avanceIn slotting operations use 80 - 100 % of speed and 60 - 80 % of feed rates
MATERIAL
Aceroal carbono /Aleaciones de acero< 45 HRCCarbon steel /
Alloy steel < 45 HRC
Acero inoxidable /Aleaciones de titanio
Stainless steel /Ti alloys
Acero endurecido 45 - 55 HRCHardened steel 45 - 55 HRC
InconelInconel
d1[mm]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
n[rpm]
F[mm/min]
1 7.040 110 6.160 75 3.850 35 1.870 15
2 6.160 120 5.280 90 3.190 40 1.540 20
3 5.280 220 4.400 100 2.420 50 1.540 30
4 4.400 220 3.630 155 1.980 45 1.320 40
5 3.520 255 2.970 185 1.650 100 1.100 50
6 3.190 275 2.640 200 1.540 100 990 50
8 2.420 300 1.980 210 1.100 110 792 45
10 1.8270 285 1.540 210 990 120 660 45
12 1.540 250 1.320 165 770 100 550 40
16 1.100 175 990 130 605 65 396 35
20 990 185 770 145 440 75 330 30
Profundidadde corte
Depth of cut
≤ 0,05 d
≤ 1 d
≤ 0,2 d
≤ 1,5 d ≤ 0,5 d (d ≤ ø 16)≤ 0,3 d (d ≤ ø 16)
d
≤ 0,05 d
d
4 Fluted Variable Helix Endmill

10
HERRAMIENTAS DE CORTE
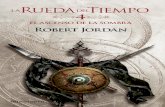
Ref. d1 d2 d3 I1 I2 I3 ap €F552060200 6 6 5,8 62 18 7 25 mm 37,20F552080200 8 8 7,6 68 24 6 30 mm 52,40F552100200 10 10 9,5 80 30 5 35 mm 67,11F552120200 12 12 11,5 93 36 9 45 mm 95,29F552160200 16 16 15,5 108 48 7 55 mm 128,40F552200200 20 20 19,5 126 60 10 70 mm 263,46
Fresa de 5 cortes con rompevirutas paramecanizado trocoidal
F - 552
5 Fluted Endmill with Chipbreakers for Trochoidal Milling
ISO 55º Conchaflán
Medio
Profundidad axial (Ap)
d2 d3 d1
I1
I3 I2
Material
ae x d1 ap x d1
Vc (m/min)
Diameter (d1) (mm)
6 8 10 12 16 20
Acero de carbonoCarbon steels1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536HRC ≤ 27 N/mm2 ≤ 900
Trochoidal ≤ 0,06 ≤ 3
377 RPM 20.011 15.008 12.006 10.005 7.504 6.003
(300 - 400)
Fz 0,03 0,04 0,05 0,06 0,08 0,1
Feed (mm/min) 2.401 2.401 2.401 2.401 2.401 2.401
Aleación de aceroAlloy Steels4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100HRC ≤ 40 N/mm2 ≤ 1260
Trochoidal ≤ 0,06 ≤ 3
252 RPM 13.376 10.032 10.032 6.688 5.016 4.013
(200 - 300)
Fz 0,03 0,04 0,04 0,06 0,08 0,1
Feed (mm/min) 1.605 1.605 1.605 1.605 1.605 1.605
Acero Inoxidable (libre mecanizado)Stainless steel (Free Machining)303, 416, 420F, 430F, 440F Trochoidal ≤ 0,06 ≤ 3
252 RPM 13.376 10.032 8.025 6.688 5.016 4.013
(200 - 300)Fz 0,03 0,04 0,05 0,06 0,08 0,1
Feed (mm/min) 1.605 1.605 1.605 1.605 1.605 1.605
ae
ap
ae

11
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
m7 h6
3,0 6 62 20 23,92
3,1 6 62 20 23,92
3,2 6 62 20 23,92
3,3 6 62 20 23,92
3,4 6 62 20 23,92
3,5 6 62 20 23,92
3,6 6 62 20 23,92
3,7 6 62 20 23,92
3,8 6 66 24 23,92
3,9 6 66 24 23,92
4 6 66 24 23,92
4,1 6 66 24 23,92
4,2 6 66 24 23,92
4,3 6 66 24 23,92
4,4 6 66 24 23,92
4,5 6 66 24 23,92
4,6 6 66 24 23,92
4,7 6 66 24 23,92
4,8 6 66 26 23,92
4,9 6 66 26 23,92
5,0 6 66 26 23,92
5,1 6 66 26 23,92
5,2 6 66 26 23,92
5,3 6 66 26 23,92
5,4 6 66 26 23,92
5,5 6 66 26 23,92
5,6 6 66 26 23,92
5,7 6 66 26 23,92
5,8 6 66 26 23,92
5,9 6 66 26 23,92
6,0 6 66 26 23,92
6,1 8 79 34 35,94
6,2 8 79 34 35,94
6,3 8 79 34 35,94
6,4 8 79 34 35,94
6,5 8 79 34 35,94
d1 d2I1 I2 €
m7 h6
6,6 8 79 34 35,94
6,7 8 79 34 35,94
6,8 8 79 34 35,94
6,9 8 79 34 35,94
7,0 8 79 34 35,94
7,1 8 79 39 35,94
7,2 8 79 39 35,94
7,3 8 79 39 35,94
7,4 8 79 39 35,94
7,5 8 79 39 35,94
7,6 8 79 39 35,94
7,7 8 79 39 35,94
7,8 8 79 39 35,94
7,9 8 79 39 35,94
8 8 79 39 35,94
8,1 10 89 45 57,12
8,2 10 89 45 57,12
8,3 10 89 45 57,12
8,4 10 89 45 57,12
8,5 10 89 45 57,12
8,6 10 89 45 57,12
8,7 10 89 45 57,12
8,8 10 89 45 57,12
8,9 10 89 45 57,12
9,0 10 89 45 57,12
9,1 10 89 45 57,12
9,2 10 89 45 57,12
9,3 10 89 45 57,12
9,4 10 89 45 57,12
9,5 10 89 45 57,12
9,6 10 89 45 57,12
9,7 10 89 45 57,12
9,8 10 89 45 57,12
9,9 10 89 45 57,12
10,0 10 89 53 57,12
10,1 12 102 53 74,94
d1 d2I1 I2 €
m7 h6
10,2 12 102 53 74,94
10,3 12 102 53 74,94
10,4 12 102 53 74,94
10,5 12 102 53 74,94
10,6 12 102 53 74,94
10,7 12 102 53 74,94
10,8 12 102 53 74,94
10,9 12 102 53 74,94
11,0 12 102 53 74,94
11,1 12 102 53 74,94
11,2 12 102 53 74,94
11,3 12 102 53 74,94
11,4 12 102 53 74,94
11,5 12 102 53 74,94
11,6 12 102 53 74,94
11,7 12 102 53 74,94
11,8 12 102 53 74,94
11,9 12 102 53 74,94
12,0 12 102 53 74,94
12,5 14 107 58 101,40
12,7 14 107 58 101,40
13,0 14 107 58 101,40
13,5 14 107 58 101,40
14,0 14 107 58 101,40
14,5 16 115 63 136,89
15,0 16 115 63 136,89
15,5 16 115 63 136,89
16,0 16 115 63 136,89
16,5 18 123 71 176,69
17,0 18 123 71 176,69
17,5 18 123 71 176,69
18,0 18 123 71 176,69
18,5 20 131 77 218,00
19,0 20 131 77 218,00
19,5 20 131 77 218,00
20,0 20 131 77 218,00
Broca 320 3xd IK con refrigeración interior para Inoxidable
B - 320
d2 d1
I1I2
ISO 3xd 140º ± 1º
Ejemplo de pedido Ref. finalB320 030 210 B320030210
d1=3
B320 120 210 B320120210
d1=12
Drill INOX 3xd IK Internal Coolant
Condiciones de corte: pag. 13

12
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
m7 h6
3,0 6 66 26 26,66
3,1 6 66 26 26,66
3,2 6 66 26 26,66
3,3 6 66 26 26,66
3,4 6 66 26 26,66
3,5 6 66 26 26,66
3,6 6 66 26 26,66
3,7 6 66 26 26,66
3,8 6 74 35 26,66
3,9 6 74 35 26,66
4,0 6 74 35 26,66
4,1 6 74 35 26,66
4,2 6 74 35 26,66
4,3 6 74 35 26,66
4,4 6 74 35 26,66
4,5 6 74 35 26,66
4,6 6 74 35 26,66
4,7 6 74 35 26,66
4,8 6 82 43 26,66
4,9 6 82 43 26,66
5,0 6 82 43 26,66
5,1 6 82 43 26,66
5,2 6 82 43 26,66
5,3 6 82 43 26,66
5,4 6 82 43 26,66
5,5 6 82 43 26,66
5,6 6 82 43 26,66
5,7 6 82 43 26,66
5,8 6 82 43 26,66
5,9 6 82 43 26,66
6,0 6 82 52 26,66
6,1 8 91 52 41,86
6,2 8 91 52 41,86
6,3 8 91 52 41,86
6,4 8 91 52 41,86
6,5 8 91 52 41,86
d1 d2I1 I2 €
m7 h6
6,6 8 91 52 41,86
6,7 8 91 52 41,86
6,8 8 91 52 41,86
6,9 8 91 52 41,86
7,0 8 91 52 41,86
7,1 8 91 52 41,86
7,2 8 91 52 41,86
7,3 8 91 52 41,86
7,4 8 91 52 41,86
7,5 8 91 52 41,86
7,6 8 91 52 41,86
7,7 8 91 52 41,86
7,8 8 91 52 41,86
7,9 8 91 52 41,86
8,0 8 91 52 41,86
8,1 10 103 60 61,20
8,2 10 103 60 61,20
8,3 10 103 60 61,20
8,4 10 103 60 61,20
8,5 10 103 60 61,20
8,6 10 103 60 61,20
8,7 10 103 60 61,20
8,8 10 103 60 61,20
8,9 10 103 60 61,20
9,0 10 103 60 61,20
9,1 10 103 60 61,20
9,2 10 103 60 61,20
9,3 10 103 60 61,20
9,4 10 103 60 61,20
9,5 10 103 60 61,20
9,6 10 103 60 61,20
9,7 10 103 60 61,20
9,8 10 103 60 61,20
9,9 10 103 60 61,20
10 10 103 60 61,20
10,1 12 118 70 87,11
d1 d2I1 I2 €
m7 h6
10,2 12 118 70 87,11
10,3 12 118 70 87,11
10,4 12 118 70 87,11
10,5 12 118 70 87,11
10,6 12 118 70 87,11
10,7 12 118 70 87,11
10,8 12 118 70 87,11
10,9 12 118 70 87,11
11,0 12 118 70 87,11
11,1 12 118 70 87,11
11,2 12 118 70 87,11
11,3 12 118 70 87,11
11,4 12 118 70 87,11
11,5 12 118 70 87,11
11,6 12 118 70 87,11
11,7 12 118 70 87,11
11,8 12 118 70 87,11
11,9 12 118 70 87,11
12,0 12 118 70 87,11
12,5 14 124 76 119,27
12,7 14 124 76 119,27
13,0 14 124 76 119,27
13,5 14 124 76 119,27
14,0 14 124 76 119,27
14,5 16 133 82 155,97
15,0 16 133 82 155,97
15,5 16 133 82 155,97
16,0 16 133 82 155,97
17,0 18 143 92 202,17
17,5 18 143 92 202,17
18,0 18 143 92 202,17
18,5 20 153 100 247,86
19,0 20 153 100 247,86
19,5 20 153 100 247,86
20,0 20 153 100 247,86
Broca 520 5xd IK con refrigeración interiorpara inoxidable
B - 520
d2 d1
I1I2
ISO 5xd 140º ± 1º
Ejemplo de pedido Ref. finalB520 030 210 B520030210
d1=3
B520 120 210 B520120210
d1=12
Condiciones de corte: pag. 13
Drill INOX 5xD IK Internal Coolant

13
HERRAMIENTAS DE CORTE
Material Resistencia HRC DíaVc (m/min)
fz (mm/min)Vc (m/min)
fz (mm/min)Min Ideal Max Min Ideal Max
AcerosSteels > 400 ≤ 750 ≤ 20
3 - 5,6 80 90 130 0,12 80 90 130 0,12
5,7 - 8,3 80 90 130 0,16 80 90 130 0,16
8,4 - 11,5 80 90 130 0,2 80 90 130 0,2
12 - 16 80 90 130 0,23 80 90 130 0,23
16,5 - 20 80 90 130 0,25 80 90 130 0,25
AcerosSteels >750 ≤ 850 ≤ 28
3 - 5,6 75 85 95 0,1 75 85 95 0,1
5,7 - 8,3 75 85 95 0,12 75 85 95 0,12
8,4 - 11,5 75 85 95 0,16 75 85 95 0,16
12 - 16 75 85 95 0,21 75 85 95 0,21
16,5 - 20 75 85 95 0,23 75 85 95 0,23
Acero InoxidableStainless steel < 850
3 - 5,6 35 40 45 0,09 35 40 45 0,09
5,7 - 8,3 35 40 45 0,12 35 40 45 0,12
8,4 - 11,5 35 40 45 0,15 35 40 45 0,15
12 - 16 35 40 45 0,18 35 40 45 0,18
16,5 - 20 35 40 45 0,2 35 40 45 0,2
Acero InoxidableStainless steel > 850
3 - 5,6 30 35 40 0,08 30 35 40 0,08
5,7 - 8,3 30 35 40 0,11 30 35 40 0,11
8,4 - 11,5 30 35 40 0,14 30 35 40 0,14
12 - 16 30 35 40 0,16 30 35 40 0,16
16,5 - 20 30 35 40 0,18 30 35 40 0,18
TitanioTitanium > 850
3 - 5,6 25 30 35 0,06 25 30 35 0,06
5,7 - 8,3 25 30 35 0,1 25 30 35 0,1
8,4 - 11,5 25 30 35 0,13 25 30 35 0,13
12 - 16 25 30 35 0,15 25 30 35 0,15
16,5 - 20 25 30 35 0,16 25 30 35 0,16
B - 320 B - 520
Condiciones de corteCutting parameters

14
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
0,4 3 38 3,6 32,14
0,45 3 38 3,8 32,14
0,5 3 38 4 32,14
0,55 3 38 4,6 32,14
0,6 3 38 4,8 32,14
0,65 3 38 5 32,14
0,7 3 38 6 32,14
0,75 3 38 6,2 32,14
0,8 3 38 6,4 32,14
0,85 3 38 6,7 32,14
0,9 3 38 7 32,14
0,95 3 38 7,25 32,14
1,0 3 38 7,5 27,26
1,05 3 38 7,75 27,26
1,1 3 38 8 27,26
1,15 3 38 8,25 27,26
1,2 3 38 8,5 27,26
1,25 3 38 8,75 27,26
1,3 3 38 9 27,26
1,35 3 38 9,5 27,26
1,4 3 38 10 27,26
1,45 3 38 10,5 27,26
1,5 3 38 11 27,26
1,55 3 38 11,25 27,26
1,6 3 38 11,5 27,26
1,65 3 38 11,75 27,26
d1 d2I1 I2 €
h7 h6
1,7 3 38 12 27,26
1,75 3 38 12,25 27,26
1,8 3 38 12,5 27,26
1,85 3 38 12,75 27,26
1,9 3 38 13 27,26
1,95 3 38 13,5 27,26
2,0 3 46 14 27,42
2,05 3 46 14,5 27,42
2,1 3 46 15 27,42
2,15 3 46 15,5 27,42
2,2 3 46 16 27,42
2,25 3 46 16,5 27,42
2,3 3 46 17 27,42
2,35 3 46 17,5 27,42
2,4 3 46 18 27,42
2,45 3 46 18,5 27,42
2,5 3 50 19 27,42
2,55 3 50 19,5 27,68
2,6 3 50 20 27,68
2,65 3 50 20,5 27,68
2,7 3 50 21 27,68
2,75 3 50 21,5 27,68
2,8 3 50 22 27,68
2,85 3 50 22,5 27,68
2,9 3 50 23 27,68
2,95 3 50 23,5 27,68
Ejemplo de pedido Ref. finalB510 004 210 B510004210
d1=0,4
B510 255 210 B510255210
d1=2,55
Microbroca 5xd sin refrigeración interior
B - 510
d2 d1
I1I2
135º SM
5 xd Without Internal Spiral Coolant Holes
VHM
Condiciones de corte: pag. 21

15
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
2,2 3 60 20,9 35,23
2,25 3 60 21,40 35,23
2,3 3 60 21,9 35,23
2,35 3 60 22,3 35,23
2,4 3 60 22,8 35,23
2,45 3 60 23,3 35,23
2,5 3 60 23,8 35,23
2,55 3 60 24,2 35,23
2,6 3 60 24,7 35,23
2,65 3 60 25,2 35,23
2,7 3 60 25,7 35,23
2,75 3 60 26,1 35,23
2,8 3 60 26,6 35,23
2,85 3 60 27,1 35,23
2,9 3 60 27,6 35,23
2,95 3 60 28 35,23
3,0 6 74 34 38,26
3,1 6 80 40 38,26
3,2 6 80 40 38,26
3,3 6 80 40 38,26
3,4 6 80 40 38,26
3,5 6 80 40 38,26
3,6 6 85 45 41,77
3,7 6 85 45 41,77
3,8 6 85 45 41,77
3,9 6 85 45 41,77
4,0 6 85 45 41,77
4,1 6 91 51 43,42
4,2 6 91 51 43,42
4,3 6 91 51 43,42
4,4 6 91 51 43,42
4,5 6 91 51 43,42
4,6 6 96 55 43,42
4,7 6 96 55 43,42
4,8 6 96 55 43,42
d1 d2I1 I2 €
h7 h6
4,9 6 96 55 43,42
5,0 6 96 55 43,42
5,1 6 102 62 45,06
5,2 6 102 62 45,06
5,3 6 102 62 45,06
5,4 6 102 62 45,06
5,5 6 102 62 45,06
5,6 6 107 67 45,57
5,7 6 107 67 45,57
5,8 6 107 67 45,57
5,9 6 107 67 45,57
6,0 6 107 67 45,57
6,5 8 113 73 67,12
7,0 8 118 78 66,23
7,5 8 124 84 66,23
8,0 8 129 89 74,92
8,5 10 139 95 95,14
9,0 10 144 100 95,14
9,5 10 151 107 95,14
10,0 10 156 112 94,46
10,5 12 167 118 156,37
11,0 12 172 123 135,23
11,5 12 178 129 156,37
12,0 12 183 134 156,37
12,5 13 182 133 179,95
13,0 13 182 133 180,77
13,5 13 182 133 181,63
14,0 13 182 133 182,40
14,5 16 204 152 227,52
15,0 16 204 152 227,52
15,5 16 204 152 227,52
16,0 16 204 152 227,52
17,0 18 223 171 297,94
17,5 18 223 171 297,94
18,0 18 223 171 297,94
Broca 8xd con refrigeración interior
B - 820
135º SM
d2
I1I2
d1
Ejemplo de pedido Ref. finalB820 022 210 B820022210
d1=2,2
B820 120 210 B820120210
d1=12
8 xd With Internal Spiral Coolant Holes
VHM
Condiciones de corte: pag. 21

16
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
2,2 3 65 29,7 60,17
2,25 3 65 30,4 60,17
2,3 3 65 31,1 60,17
2,35 3 75 31,7 60,17
2,4 3 75 32,4 60,17
2,45 3 75 33,1 60,17
2,5 3 75 33,8 60,17
2,55 3 75 34,4 60,17
2,6 3 75 35,1 60,17
2,65 3 75 35,8 60,17
2,7 3 75 36,5 60,17
2,75 3 75 37,1 60,17
2,8 3 75 37,8 60,17
2,85 3 75 38,5 60,17
2,9 3 75 39,2 60,17
2,95 3 75 39,8 60,17
3,0 6 86 46 77,12
3,1 6 94 54 77,17
3,2 6 94 54 77,17
3,3 6 94 54 77,17
3,4 6 94 54 77,17
3,5 6 94 54 77,17
3,6 6 101 61 77,17
3,7 6 101 61 77,17
3,8 6 101 61 77,17
3,9 6 101 61 77,17
4,0 6 101 61 77,17
4,1 6 109 69 77,69
4,2 6 109 69 77,69
4,3 6 109 69 77,69
d1 d2I1 I2 €
h7 h6
4,4 6 109 69 77,69
4,5 6 109 69 77,69
4,6 6 116 76 79,46
4,7 6 116 76 79,46
4,8 6 116 76 79,46
4,9 6 116 76 79,46
5,0 6 116 76 79,46
5,1 6 124 84 84,55
5,2 6 124 84 84,55
5,3 6 124 84 84,55
5,4 6 124 84 84,55
5,5 6 124 84 84,55
5,6 6 131 91 88,89
5,7 6 131 91 88,89
5,8 6 131 91 88,89
5,9 6 131 91 88,89
6,0 6 131 91 88,89
6,5 8 139 99 116,40
7,0 8 146 106 116,40
7,5 8 154 114 116,40
8,0 8 161 121 116,40
8,5 10 173 129 166,60
9,0 10 180 136 166,60
9,5 10 189 145 166,80
10,0 10 196 152 166,80
10,5 12 209 160 253,20
11,0 12 216 167 260,60
11,5 12 224 175 260,60
12,0 12 231 182 285,12
Ejemplo de pedido Ref. finalB1220 022 210 B1220022210
d1=2,2
B1220 120 210 B1220120210
d1=12
Broca 12xd con refrigeración interior
B - 1220
135º DM
d2 d1
I1I2
12 xd With Internal Spiral Coolant Holes
VHM
Condiciones de corte: pag. 21

17
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
2,2 3 79 39,6 84,03
2,25 3 80 40,5 84,03
2,3 3 80 41,4 84,03
2,35 3 81 42,3 84,09
2,4 3 82 43,2 84,09
2,45 3 83 44,1 84,09
2,5 3 84 45 84,09
2,55 3 85 45,9 86,32
2,6 3 86 46,8 86,32
2,65 3 86 47,7 86,32
2,7 3 87 48,6 86,32
2,75 3 88 49,5 86,32
2,8 3 89 50,4 86,32
2,85 3 90 51,3 86,32
2,9 3 91 52,2 86,32
2,95 3 92 53,1 86,32
3,0 6 95 55 110,23
3,1 6 104 64 119,29
3,2 6 104 64 119,29
3,3 6 104 64 119,29
3,4 6 104 64 119,29
3,5 6 104 64 119,29
3,6 6 113 73 122,57
3,7 6 113 73 122,57
3,8 6 113 73 122,57
3,9 6 113 73 122,57
4,0 6 113 73 122,57
4,1 6 122 82 122,57
d1 d2I1 I2 €
h7 h6
4,2 6 122 82 122,57
4,3 6 122 82 122,57
4,4 6 122 82 122,57
4,5 6 122 82 122,57
4,6 6 131 91 129,60
4,7 6 131 91 122,57
4,8 6 131 91 122,57
4,9 6 131 91 122,57
5,0 6 131 91 122,57
5,1 6 140 100 144,77
5,2 6 140 100 144,77
5,3 6 140 100 144,77
5,4 6 140 100 144,77
5,5 6 140 100 144,77
5,6 6 149 109 144,77
5,7 6 149 109 144,77
5,8 6 149 109 144,77
5,9 6 149 109 144,77
6,0 6 149 109 144,77
6,5 8 158 118 161,46
7,0 8 167 127 163
7,5 8 176 136 178,89
8,0 8 185 145 178,89
8,5 10 198 154 269,89
9,0 10 207 163 269,89
9,5 10 217 173 269,89
10 10 226 182 274,49
Ejemplo de pedido Ref. finalB1520 022 210 B1520022210
d1=2,2
B1520 100 210 B1520100210
d1=10
Broca 15xd con refrigeración interior
B - 1520
135º DM
d2
I1
I2
d1
15 xd With Internal Spiral Coolant Holes
VHM
Condiciones de corte: pag. 21

18
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
2,2 3 90 50,6 135,57
2,3 3 92 52,9 135,57
2,4 3 94 55,2 135,57
2,5 3 96 57,5 135,57
2,6 3 99 59,8 135,57
2,7 3 101 62,1 135,57
2,8 3 103 64,4 135,57
2,9 3 105 66,7 136,40
3,0 6 110 70 130,14
3,1 6 122 82 147,80
3,2 6 122 82 147,80
3,3 6 122 82 147,80
3,4 6 122 82 147,80
3,5 6 122 82 147,80
3,6 6 133 93 152,00
3,7 6 133 93 152,00
3,8 6 133 93 152,00
3,9 6 133 93 152,00
4,0 6 133 93 152,00
4,1 6 145 105 156,94
4,2 6 145 105 156,94
4,3 6 145 105 156,94
d1 d2I1 I2 €
h7 h6
4,4 6 145 105 154,09
4,5 6 145 105 154,09
4,6 6 156 116 156,17
4,7 6 156 116 156,17
4,8 6 156 116 156,17
4,9 6 156 116 156,17
5,0 6 156 116 156,17
5,1 6 168 128 172,74
5,2 6 168 128 172,74
5,3 6 168 128 172,74
5,4 6 168 128 172,74
5,5 6 168 128 172,74
5,6 6 179 139 172,74
5,7 6 179 139 172,74
5,8 6 179 139 172,74
5,9 6 179 139 172,74
6,0 6 179 139 172,74
6,5 8 191 151 189,97
7,0 8 202 162 189,97
7,5 8 214 174 189,97
8,0 8 225 185 189,97
Ejemplo de pedido Ref. finalB2020 022 210 B2020022210
d1=2,2
B2020 080 210 B2020080210
d1=8
Broca 20xd con refrigeración interior
B - 2020
135º DM
d2 d1
I1I2
VHM
20 xd With Internal Spiral Coolant Holes
Condiciones de corte: pag. 21

19
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
3,0 6 125 85 172,49
3,1 6 139 99 176,66
3,2 6 139 99 176,66
3,3 6 139 99 176,66
3,4 6 139 99 176,66
3,5 6 139 99 176,66
3,6 6 153 99 175,86
3,7 6 153 113 175,86
3,8 6 153 113 175,86
3,9 6 153 113 175,86
4,0 6 153 113 175,86
4,1 6 167 113 193,06
4,2 6 167 127 193,06
4,3 6 167 127 193,06
4,4 6 167 127 193,06
4,5 6 167 127 193,06
d1 d2I1 I2 €
h7 h6
4,6 6 181 141 193,06
4,7 6 181 141 193,06
4,8 6 181 141 193,06
4,9 6 181 141 193,06
5,0 6 181 141 193,06
5,1 6 195 155 207,14
5,2 6 195 155 207,14
5,3 6 195 155 207,14
5,4 6 195 155 207,14
5,5 6 195 155 207,14
5,6 6 209 169 212,4
5,7 6 209 169 212,4
5,8 6 209 169 212,4
5,9 6 209 169 212,4
6,0 6 209 169 212,4
Ejemplo de pedido Ref. finalB2520 030 210 B2520030210
d1=3
B2520 041 210 B2520041210
d1=4,1
Broca 25xd con refrigeración interior
B - 2520
135º DM
VHM
d2 d1
I1I2
25 xd With Internal Spiral Coolant Holes
Condiciones de corte: pag. 21

20
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
3,0 6 140 100 227,97
3,1 6 157 117 227,23
3,2 6 157 117 227,23
3,3 6 157 117 227,23
3,4 6 157 117 227,23
3,5 6 157 117 227,23
3,6 6 273 117 227,23
3,7 6 173 133 231,40
3,8 6 173 133 231,40
3,9 6 173 133 231,40
4,0 6 173 133 231,40
4,1 6 190 150 245,12
4,2 6 190 150 245,12
4,3 6 190 150 245,12
4,4 6 190 150 245,12
4,5 6 190 150 245,12
d1 d2I1 I2 €
h7 h6
4,6 6 206 166 253,49
4,7 6 206 166 251,45
4,8 6 206 166 251,45
4,9 6 206 166 251,45
5,0 6 206 166 251,45
5,1 6 223 183 265,12
5,2 6 223 183 265,12
5,3 6 223 183 265,12
5,4 6 223 183 265,12
5,5 6 223 183 265,12
5,6 6 239 199 265,12
5,7 6 239 199 265,12
5,8 6 239 199 265,12
5,9 6 239 199 265,12
6,0 6 239 199 265,12
Ejemplo de pedido Ref. finalB3020 030 210 B3020030210
d1=3
B3020 054 210 B3020054210
d1=5,4
Broca 30xd con refrigeración interior
B - 3020
135º DM
d2 d1
I1I2
30 xd With Internal Spiral Coolant Holes
VHM
Condiciones de corte: pag. 21

21
HERRAMIENTAS DE CORTE
d1 d2I1 I2 €
h7 h6
3,0 6 125 85 289,57
3,1 6 139 99 289,63
3,2 6 139 99 289,63
3,3 6 139 99 289,63
3,4 6 139 99 289,63
3,5 6 139 99 289,63
d1 d2I1 I2 €
h7 h6
3,6 6 153 99 298
3,7 6 153 113 298
3,8 6 153 113 298
3,9 6 153 113 298
4,0 6 153 113 298
Ejemplo de pedido Ref. finalB4020 030 210 B4020030210
d1=3
B4020 039 210 B4020039210
d1=3,9
Broca 40xd con refrigeración interior
B - 4020
135º DM
d2 d1
I1I2
40 xd With Internal Spiral Coolant Holes
VHM
Condiciones de corte: pag. 21

22
HERRAMIENTAS DE CORTE
Material 2,2 - 2,5 2,51 - 2,80 2,81 - 3
Vc(m/min)
f(mm/rev)
Vc(m/min)
f(mm/rev)
Vc(m/min)
f(mm/rev)
Acero sin aleación y acero de carbonoNon Alloy Steels & Carbon Steels 180 - 260 HB 50 - 100 0,12 50 - 100 0,13 50 - 100 0,153
Hierro fundidoCast Irons < 350 N/mm2 100 - 200 0,15 50 - 101 0,12 50 - 102 2,12
Acero endurecidoHardened Steels < 50 HRC 25 - 50 0,01 25 - 50 0,011 25 - 50 0,015
Acero InoxidableStainless Steels < 200 HB 30 - 60 0,1 30 - 60 0,11 30 - 60 0,13
Aleación de aluminioAluminium Alloys
ForjadoWrought 80 - 150 0,12 80 - 150 0,17 100 - 200 0,2
Aleación de aluminioAluminium Alloys
FundidoCast 80 - 150 0,12 80 - 150 0,13 80 - 150 0,15
Microbrocas B - 510
Material 2,2 - 2,5
Vc(m/min)
f(mm/rev)
Acero templadoMild Steel ≤ 1.800 HB 60
(50-70)0,18
(0,13-0,2)
Acero de carbono Carbon SteelAleación de aceroAlloy Steel
180 - 280 HB 55(40-60)
0,15(0,1-0,18)
280 - 350 HB 50(40-60)
0,12(0,08-0,15)
Acero InoxidableStainless Steel ≤ 200 HB 35
(40-45)0,1
(0,07-0,15)
Hierro fundidoCast Iron
Resistencia de tracciónTensile Strength
≤ 350 N/mm²
55(30-70)
0,15(0,1-0,2)
Hierro fundido dúctilDuctile Cast Iron
Resistencia de tracciónTensile Strength
≤ 450 N/mm²
45(30-60)
0,12(0,08-0,15)
Aleación resistente al calorHeat Resistant Alloy - 15
(10-25)0,07
(0,05-0,1)
B - 4020
Condiciones de corteCutting parameters
FórmulasDrilling
Velocidad de corteCutting speed
Velocidad del cabezalSpindle speed
Alimentación por revoluciónFeed per rev
Vc= Velocidad de corte (m/min) Cutting speed
n= Velocidad del cabezal (rev/min) Spindle speed
Vf= Velocidad de avance (mm/min) Feed speed
D= Diámetro de perforación (mm) Drill diameter
f= Alimentación por revolcuión (mm/rev) Feed per rev
Velocidad de avanceFeed speed
Vc=
n=
f=
vf=
(m/min)
(rev/min)
(rev/min)
(mm/min)
π x D x n
1000 x Vc
Vf
f x n
1.000
π x D
n
Material 3 - 6 6 - 10 10 - 14 14 - 20 3 - 6
Vc(m/min)
f(mm/rev)
Vc(m/min)
f(mm/rev)
Vc(m/min)
f(mm/rev)
Vc(m/min)
f(mm/rev)
Vc(m/min)
f(mm/rev)
Acero templadoMild Steel ≤ 1.800 HB 100
(50-120)0,20
(0,15-0,25)130
(80-140)0,25
(0,2-0,35)150
(90-170)0,3
(0,2-0,4)160
(100-180)0,35
(0,2-0,4)85
(35-100)0,2
(0,15-0,25)
Acero de carbono Carbon SteelAleación de aceroAlloy Steel
180 - 280 HB 90(50-100)
0,20(0,15-0,25)
110(70-120)
0,25(0,2-0,35)
130(80-140)
0,25(0,2-0,4)
140(100-150)
0,3(0,2-0,4)
80(40-95)
0,2(0,15-0,25)
280 - 350 HB 80(40-90)
0,20(0,15-0,3)
90(60-110)
0,25(0,15-0,3)
110(70-130)
0,25(0,15-0,4)
120(90-140)
0,3(0,2-0,4)
75(35-80)
0,15(0,15-0,2)
Acero InoxidableStainless Steels ≤ 200 HB 50
(20-100)0,1
(0,05-0,15)60
(40-120)0,2
(0,1-0,25)70
(50-120)0,25
(0,15-0,3)80
(60-120)0,25
(0,15-0,3)50
(20-80)0,1
(0,05-0,15)
Hierro fundidoCast Iron
Resistencia de tracciónTensile Strength
≤ 350 N/mm²
100(70-120)
0,25(0,15-0,3)
130(100-140)
0,3(0,2-0,35)
150110-160)
0,35(0,25-0,4)
160(120-170)
0,35(0,25-0,4)
70(40-85)
0,25(0,15-0,3)
Hierro fundido dúctilDuctile Cast Iron
Resistencia de tracciónTensile Strength
≤ 450 N/mm²
60(30-80)
0,2(0,15-0,25)
70(40-90)
0,2(0,15-0,3)
90(50-110)
0,25(0,2-0,4)
100(60-110)
0,3(0,2-0,4)
65(35-80)
0,2(0,15-0,25)
Aleación resistente al calorHeat Resistant Alloy - 20
(10-25)0,1
(0,05-0,15)25
(15-30)0,12
(0,05-0,15)25
(15-30)0,15
(0,1-0,2)30
(25-35)0,15
(0,1-0,2)20
(10-25)0,1
(0,5-0,15)
B - 820 B - 1220
B - 1520B - 2020B - 2520B - 3020

23
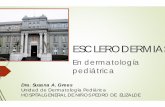
HERRAMIENTAS DE CORTEBrocas / Cómo utilizarloDrills / How to use
Perforación del taladro piloto
Perforación del taladro piloto
Perforación inicial
Reacción de la broca
Pilot Hole Drilling
Pilot Hole Drilling
Initial Drilling
Drill reaction
Todas las perforadoras deben utilizar un orificio pilotoAll deep hole drills must utilize a pilot hole
Empezar a aplicar una presión alta y aumentar las RPM al 100%. Perforar continuamente hasta la profundidad de perforación deseada.Start high coolant pressure and increase RPM to 100% value. Drill continously till the desired hole depth.
Introducir el taladro piloto a 20% RPM y con el 50% de avanceEnter the pilot hole at 20% RPM Value and with 50% of the feed rate
Después de alcanzar la profundidad de perforación deseada, reducir el RPM al 10% y retirar.After reaching the desired hole depth reduce RPM to 10% & withdraw the frill.
Realizar una perforación con un taladro 3xd a una profundidad mínima de pilotaje de 1,5 ~ 2 x dMachine a pilot hole with a 3xd drill to a minimum pilot depth of 1,5 ~ 2 x d
Para agujeros con salida en línea, reducir la velocidad de avance al 30% aproximadamente 1 mm antes.For through holes with inlined exit, reduce the feed rate to 30% about 1 mm prior to break-through.

C/ La Sabina, nave 61Polígono Industrial Malpica-Alfindén50171 La Puebla de Alfindén (Zaragoza) Tel.: 976 109 870 / Fax: 976 109 871 [email protected]
www.klk-tools.com