Hormigon y Vidrio

of 91
-
Upload
guillermo-ramos -
Category
Documents
-
view
218 -
download
0
Transcript of Hormigon y Vidrio
-
8/17/2019 Hormigon y Vidrio
1/91
Universidad Austral de ChileFacultad de Ciencias de la Ingeniería
Escuela de Ingeniería Civil en Obras Civiles
“ESTUDIO DE LA INFLUENCIA DEL VIDRIO MOLIDOEN HORMIGONES GRADO H15, H20, Y H30”
Tesis para optar al Título de:Ingeniero ivil en Obras iviles
Profesor Patrocinante:Sr. Claudio Aguilar Ramírez
Ingeniero Civil en MetalurgiaDr. en Ciencias e Ingeniería de Materiales
Profesor Co-Patrocinante:Sr. José Arrey Díaz
Constructor Civil, especialidad HormigónExperto en Prevención de Riesgos Ocupacionales
CARLOS JAVIER CATALAN ARTEAGA VALDIVIA – CHILE
2013
-
8/17/2019 Hormigon y Vidrio
2/91
-
8/17/2019 Hormigon y Vidrio
3/91
gr decimientos
Escoger adecuadamente mis palabras ha sido todo un reto, mucho mayor a lo que llegué a imaginar cuando
pensaba en este momento como algo lejano. Son tantos los involucrados en esta etapa que queda atrás, tantos los
recuerdos, las experiencias vividas… para mí es una necesidad plasmar mi gratitud a todos aquellos que de alguna u
otra manera contribuyeron al desarrollo y buen término de este proceso tan importante.
A mi familia, por todo lo que me han entregado siempre, por enseñarme a ser quien soy. Gracias a mis
padres Alicia y Carlos, por su amor incondicional, por regalarme su experiencia y por confiar en mí a pesar de todo; a
Natalia por haberme apoyado siempre y por su paciencia para aguantarme; a mi Flo, cada día más grande y más linda,
desde que supimos de tu llegada cambiaste nuestras vidas para siempre. A mis abuelos, por haberme soportado
cuando chico, por su compañía y por tantas historias que nos hicieron reír más de alguna vez.
Pati, Genaro, Priscila, Johann, Giselle, Francine, Jürgen y Petti, muchas gracias por recibirme con los brazos
abiertos, y hacerme sentir como uno más de ustedes, gracias por su apoyo y por permitir que me robe a alguien tanimportante para todos ustedes…
Mi flaca, gracias por tu apoyo, por ser mi cable a tierra, por tu amor, por permitirme entrar en tu vida y
compartirla conmigo.
Compañera de mis días y del porvenir…
A mis compañeros y amigos, José Luis, Lucho, Roberto, Thomas y mi tocayo Carlos, un abrazo para ustedes.
Agradecimientos especiales para mi amiga Marce, mi Pepe Grillo , gracias por tu cariño, por tu paciencia, por
tu apoyo y por la música.
Mención honrosa para Pascual, con quién compartimos la parte más difícil de este trabajo, apoyándonos
mutuamente en el inicio de este proyecto. Gracias a Jenny, por su buena disposición; a personal de LEMCO por su ayuda durante la ejecución de este
trabajo; a personal de AGUASDECIMA S.A., por la buena acogida por parte de ustedes, durante el tiempo que
trabajamos juntos, y por haberme dado el impulso para poder terminar.
E ste recorrido es de todos nosotros…
este logro es tan mío como de ustedes.
-
8/17/2019 Hormigon y Vidrio
4/91
ÍNDICE
RESUMEN .........................................................................................................................................1
ABSTRACT .........................................................................................................................................2
INTRODUCCIÓN ................................................................................................................................3
1.1.Origen de la Investigación .................................................................................................3
1.2. Planteamiento del Problema ...........................................................................................4
1.3. Objetivos ..........................................................................................................................5
Objetivo General .........................................................................................................5
Objetivos Específicos ...................................................................................................5
1.4. Hipótesis de la investigación ............................................................................................6
CAPÍTULO II: MARCO TEORICO ........................................................................................................7
2.1. Aspectos generales de la elaboración de hormigón ........................................................7
2.2. Constituyentes del hormigón ...........................................................................................8
2.2.1. Cemento...............................................................................................................8
2.2.1.1. Tipos de cemento ......................................................................................8
a. Cemento Portland .....................................................................................8
b. Cemento Puzolánico..................................................................................9
c. Cemento Siderúrgico .................................................................................9
2.2.2. Fabricación de cemento ....................................................................................10
2.2.2.1. Extracción y tratamiento de materias primas .........................................10
2.2.2.2. Fabricación de clínquer ...........................................................................11
2.2.2.3. Molienda de clínquer...............................................................................13
2.2.2.4. Almacenamiento y transporte.................................................................14
2.2.3. Producción mundial de cemento.......................................................................14
2.2.4. Áridos pétreos....................................................................................................15
2.2.5. Agua de amasado...............................................................................................15
-
8/17/2019 Hormigon y Vidrio
5/91
2.2.6. Aditivos ..............................................................................................................16
2.3. Vidrio ..............................................................................................................................17
2.3.1. Composición ......................................................................................................17
2.3.2. Fabricación de vidrio..........................................................................................18
2.3.2.1. Materias primas .......................................................................................18
2.3.2.2. Fabricación...............................................................................................18
2.3.3. Propiedades físicas del vidrio ............................................................................20
2.3.3.1. Color ........................................................................................................20
2.3.4. Tipos de vidrio....................................................................................................20
2.3.4.1. Vidrio sodocálcico ....................................................................................20
2.3.4.2. Vidrio al plomo ........................................................................................21
2.3.4.3. Vidrio de borosilicato ..............................................................................21
2.3.5. Reciclaje y reutilización de vidrio.......................................................................21
2.3.5.1. Ventajas del reciclado del vidrio..............................................................22
2.4. Reacciones expansivas en el hormigón..........................................................................23
2.4.1. Proceso de reacción álcali-silicato .....................................................................24
2.4.2. Prevención .........................................................................................................25
2.5. Incorporación de materiales no convencionales en la preparación de hormigón ........27
2.5.1. Hormigón reciclado............................................................................................28
2.5.2. Cenizas volantes.................................................................................................29
2.5.3. Escoria de hornos de fundición .........................................................................30
2.5.4. Neumáticos ........................................................................................................31
2.5.5. Plásticos .............................................................................................................32
2.6. El vidrio en el hormigón - Revisión del estado del arte .................................................33
CAPÍTULO III: ETAPA EXPERIMENTAL ............................................................................................39
3.1. Descripción general de los ensayos a realizar................................................................39
3.2. Tratamiento del vidrio....................................................................................................39
3.2.1. Limpieza del vidrio .............................................................................................39
-
8/17/2019 Hormigon y Vidrio
6/91
3.2.2. Triturado del vidrio ............................................................................................40
3.2.2.1. Molino de bolas tipo attritor ...................................................................40
3.2.2.2. Proceso de molienda ...............................................................................42
3.2.3. Material resultante ............................................................................................42
3.3. Tratamiento de los Áridos ..............................................................................................44
3.3.1. Ensayos previos..................................................................................................44
3.3.1.1. Granulometría .........................................................................................44
3.3.1.2. Densidad ..................................................................................................46
3.3.1.3. Material fino menor que 0,08mm ...........................................................47
3.3.1.4. Contenido de materia orgánica ...............................................................47
3.4. Diseño de Dosificación ...................................................................................................48
3.4.1. Árido combinado ...............................................................................................48
3.4.2. Resistencia media requerida .............................................................................49
3.4.3. Razón de agua-cemento ....................................................................................49
3.4.4. Cantidad de agua ...............................................................................................50
3.4.5. Cantidad de cemento.........................................................................................50
3.4.6. Cantidad de Aire ................................................................................................50
3.4.7. Volumen de los áridos .......................................................................................51
3.4.8. Peso de los áridos ..............................................................................................51
3.5. Resumen de dosificación................................................................................................52
3.5.1. Resumen de dosificaciones................................................................................53
3.6. Confección de probetas .................................................................................................54
3.6.1. Corrección por humedad ...................................................................................55
3.6.2. Materiales y herramientas.................................................................................56
3.6.3. Proceso de mezclado .........................................................................................57
3.6.4. Preparación de moldes ......................................................................................57
3.6.5. Determinación de la docilidad ...........................................................................57
3.6.6. Llenado y vibrado de los moldes .......................................................................58
3.6.7. Desmolde y curado ............................................................................................59
-
8/17/2019 Hormigon y Vidrio
7/91
CAPÍTULO IV: ENSAYOS Y RESULTADOS ........................................................................................61
4.1. Ensayos ...........................................................................................................................61
4.1.1. Generalidades ....................................................................................................61
4.1.2. Procedimiento ...................................................................................................61
4.1.2.1. Dimensiones y peso de las probetas .......................................................61
4.1.2.2. Carga y rotura de las probetas ................................................................63
4.1.3. Resultados de los ensayos .................................................................................64
4.1.4. Docilidad de la mezcla .......................................................................................67
CONCLUSIONES ..............................................................................................................................70
BIBLIOGRAFIA .................................................................................................................................73
ANEXO A. ........................................................................................................................................80
ANEXO B. ........................................................................................................................................81
-
8/17/2019 Hormigon y Vidrio
8/91
INDICE DE TABLAS
Tabla 1. Clasificación de cementos de acuerdo al contenido de materias primas. .......................10
Tabla 2. Nomenclatura en relación al contenido de cal vs arcilla. .................................................10
Tabla 3. Leyes de calizas según contenido de CaCO3. ....................................................................11
Tabla 4. Propiedades aportadas al cemento por componentes principales del clínquer. .............13
Tabla 5. Composición de distintos tipos de cemento Portland......................................................13
Tabla 6. Requisitos químicos básicos del agua de amasado. .........................................................16
Tabla 7. Minerales, rocas y otros materiales potencialmente reactivos. ......................................26
Tabla 8. Granulometría de la arena. ...............................................................................................44
Tabla 9. Granulometría de la gravilla. ............................................................................................45
Tabla 10. Granulometría de la grava. .............................................................................................45
Tabla 11. Densidades y absorción de los áridos. ............................................................................46
Tabla 12. Contenido de material fino en las distintas fracciones de árido. ...................................47
Tabla 13. Contenido de materia orgánica en el árido fino. ............................................................48
Tabla 14. Tabla de árido combinado. .............................................................................................48
Tabla 15. Razón agua cemento para resistencia requerida ...........................................................49
Tabla 16. Cantidad de agua de amasado según Dn y descenso de cono. ......................................50
Tabla 17. Volumen promedio de aire atrapado. ............................................................................51
Tabla 18. Resultados de dosificación..............................................................................................52
Tabla 19. Resultados de dosificación para 30L. ..............................................................................53
Tabla 20. Resumen de dosificación para H15, considerando distintas fracciones de vidrio. ........53
Tabla 21. Resumen de dosificación para H20, considerando distintas fracciones de vidrio. ........54
Tabla 22. Resumen de dosificación para H30, considerando distintas fracciones de vidrio. ........54
Tabla 23. Corrección por humedad hormigón H15. .......................................................................55
Tabla 24. Corrección por humedad hormigón H20. .......................................................................55
Tabla 25. Corrección por humedad hormigón H30. .......................................................................56
Tabla 26. Dimensiones promedio y densidad de las probetas H15. ..............................................62
Tabla 27. Dimensiones promedio y densidad de las probetas H20. ..............................................63
-
8/17/2019 Hormigon y Vidrio
9/91
Tabla 28. Dimensiones promedio y densidad de las probetas H20. ..............................................63
Tabla 29. Corrección de lectura máquina de compresión..............................................................64
Tabla 30. Resistencia a la compresión a los 28 días para las tres series de probetas....................65
Tabla 31. Variación de la docilidad para muestras H15. ................................................................67
Tabla 32. Variación de la docilidad para muestras H20. ................................................................67
Tabla 33. Variación de la docilidad para muestras H30. ................................................................68
-
8/17/2019 Hormigon y Vidrio
10/91
INDICE DE FIGURAS
Figura 1. Producción mundial de cemento.....................................................................................14
Figura 2. Representación bidimensional de una red cristalina de sílice ........................................17 Figura 3. Esquema del proceso de fabricación del vidrio ...............................................................19
Figura 4. Efectos de la reacción ASR en un muro de hormigón. ....................................................23
Figura 5. Muestra de hormigón afectada por la reacción ASR. ......................................................25
Figura 6. Presencia de gel ASR frente a luz UV ...............................................................................25
Figura 7. Diagrama ternario SiO2 - CaO - Al2O3...............................................................................27
Figura 8. Expansión en barras de mortero con un 10% de agregado de vidrio, de acuerdo al
tamaño de partícula y color del vidrio............................................................................................34 Figura 9. Molino attritor utilizado. .................................................................................................41
Figura 10. Detalle del contenedor del molino y sistema motriz. ...................................................41
Figura 11. Vidrio triturado. .............................................................................................................43
Figura 12. Vidrio triturado. .............................................................................................................43
Figura 13. Procedimiento de medición de la docilidad ..................................................................58
Figura 14. Probetas llenas y vibradas. ............................................................................................59
Figura 15. Probetas recién desmoldadas, previo al marcado definitvo. ........................................59 Figura 16. Curado de probetas .......................................................................................................60
Figura 17. Medición de caras laterales. ..........................................................................................61
Figura 18. Alturas de la probeta cúbica. .........................................................................................62
Figura 19. Probeta ubicada para ensayo en máquina de compresión. ..........................................64
Figura 20. Gráfico resistencia vs % de vidrio en probetas H15. .....................................................65
Figura 21. Gráfico resistencia vs % de vidrio en probetas H20. .....................................................66
Figura 22. Gráfico resistencia vs % de vidrio en probetas H30. .....................................................66
Figura 23. Gráfico variación de la docilidad según dosis de vidrio, muestras H15. .......................67
Figura 24. Gráfico variación de la docilidad según dosis de vidrio, muestras H20. .......................68
Figura 25. Gráfico variación de la docilidad según dosis de vidrio, muestras H30. .......................68
-
8/17/2019 Hormigon y Vidrio
11/91
1
RESUMEN
La industria de la construcción es la mayor generadora de residuos sólidos a nivel país,
alcanzando un 34% de participación para el año 2009, según cifras de la Comisión Nacional del
Medio Ambiente (CONAMA). La extracción, transporte y tratamiento de materias primas,
además del impacto medioambiental ocasionado, impulsa la búsqueda de alternativas para
hacer sustentable la ejecución de proyectos de obras civiles en general.
Este trabajo de investigación tiene por finalidad dar una perspectiva al lector, acerca de la
reutilización del vidrio de desecho, como un agregado no natural en el hormigón,
considerándolo como un árido más, reemplazando una cantidad controlada de arena.
Para determinar la influencia del vidrio triturado en la mezcla, se confeccionaron mezclas de
hormigón de prueba, de graduación H15, H20 y H30, con porcentajes variables de vidrio en
reemplazo de una fracción de la arena. Las resistencias obtenidas se comparan con la resistencia
de hormigones patrones, sin adición de vidrio. Además es de interés para este estudio, la
variación producida en otras propiedades del hormigón, como la docilidad y la densidad final de
la mezcla.
Los resultados muestran que el hormigón con adición de vidrio, mantiene prácticamente
inalterable sus propiedades, tanto en estado fresco como endurecido, observándose un ligero
aumento en la resistencia de las mezclas con un 10% de agregado de vidrio, resultado que es
consistente con estudios previos, y que además confirma la hipótesis propuesta.
-
8/17/2019 Hormigon y Vidrio
12/91
2
ABSTRACT
Construction industry generates the highest amount of solid waste in Chile, reaching34% of the national solid waste by 2009, according to CONAMA. The extraction, transportation,
and treatments of raw material, in addition to enviromental implications, inspire the research
about the use and development of alternatives to make the industry more sustainable.
The present research project aims to show how glass waste can be used as a non-natural
aggregate for concrete, using it as any other additive replacing a controlled amount of sand.
To get to know the influence of grinded glass in the mix, concrete specimens of three different
graduation (H15, H20 and H30) were prepared, using glass as a replacement of a fraction of
sand. The strength of these specimens was compared with pattern concrete without glass
additions. Variations of concrete properties, such as mix workability, and concrete specimens
final density are also interest of this study.
After the experimental phase it is possible to observe that concrete with glass addition keeps itsproperties almost unaltered, both in fresh and hardened stages. There is also a slight
improvement on strenght in concrete specimens with 10% of glass addition, wich is coherent
with previous studies and it confirms the proposed hypothesis.
-
8/17/2019 Hormigon y Vidrio
13/91
3
CAPITULO I
INTRODUCCION
1.1
Origen de la Investigación.
La ingeniería de materiales de construcción como rama de la ciencia es una disciplina
que avanza día a día, en una constante búsqueda por tener mejores alternativas para dar
solución a los distintos requerimientos del mercado. Se desea que las estructuras sean lo más
resistentes posibles, que aseguren una determinada vida útil, y un óptimo desempeño de los
materiales empleados, pero sin perder de vista la rentabilidad del proyecto, todo esto
enmarcado en el ambiente en el cual nos desenvolvemos como sociedad. Enmarcándose en
este contexto nace este proyecto de investigación, el cual está comprendido entre los aspectos
antes mencionados: innovación tecnológica, específicamente en los materiales de ingeniería;
reducción de costos asociados, y cuidado del medioambiente.
El hormigón es por lejos el material más utilizado en la construcción, debido a su buen
comportamiento, cuando se diseña y se produce adecuadamente el hormigón presenta
excelentes propiedades mecánicas, en cuanto a resistencia a distintos esfuerzos, impactos, la
acción del fuego, ambientes agresivos, etc.
Se estima que anualmente se producen en el mundo alrededor de 10 billones de toneladas de
este material, lo que conlleva la utilización de recursos naturales no renovables, una demanda
importante de energía, además de la emisión de gases de efecto invernadero. Por ejemplo, la
producción de una tonelada de cemento Pórtland, libera aproximadamente una tonelada de
dióxido de carbono (CO2) a la atmósfera. A nivel mundial, la industria del cemento aporta un 7%
del CO2 generado. Por otro lado, la disposición de los desechos producto de la demolición de
estructuras de hormigón en general, como edificios fuera de uso, carreteras, puentes, etc.,
añade otro problema medioambiental, constituyendo una fracción considerable de los
desechos sólidos en países industrializados (Meyer, 2008).
-
8/17/2019 Hormigon y Vidrio
14/91
4
1.2 Planteamiento del Problema.
Desde un tiempo a esta parte, se han desarrollado investigaciones que apuntan a reducir
el impacto que genera la industria del concreto en el medioambiente, particularmente
mediante el uso de material reciclado como agregado para la preparación de hormigones a
distintos niveles, principalmente el uso de cenizas volantes, escoria de altos hornos en
fundiciones de acero, desechos de vidrio, neumáticos, plásticos en general y concreto
proveniente de demoliciones, entre otros.
La problemática en la cual se enmarca esta investigación tiene relación con tres aspectos
fundamentalmente, relacionados con la ingeniería y el desarrollo tecnológico en general. La
reducción de costos asociados a la producción de materiales de construcción; innovación, en
cuanto a la reutilización de este material en el concreto; tercero y último, el cuidado del
medioambiente, asociado a la reducción del volumen de residuos sólidos generados, tanto a
nivel domiciliario como industrial. Mediante esta investigación se pretende determinar la
influencia del vidrio molido en el comportamiento mecánico de hormigones grados
comúnmente utilizados en la construcción.
-
8/17/2019 Hormigon y Vidrio
15/91
5
1.3 Objetivos.
Objetivo General
Estudiar la influencia de la adición de vidrio sobre la resistencia mecánica del hormigón,
de grados H15, H20 y H30.
Objetivos Específicos
Diseñar tres mezclas de hormigón de grado H15, H20 y H30, con distintos porcentajes de
incorporación de vidrio triturado.
Confeccionar mezclas de prueba, con las dosificaciones diseñadas, y extraer probetas de
dichas mezclas.
Realizar ensayos de laboratorio para determinar el comportamiento mecánico de
probetas de hormigón con distintas dosis de vidrio molido agregado en reemplazo de
una parte del árido fino.
Analizar los resultados obtenidos a partir de las distintas dosificaciones de hormigón, con
y sin adición de vidrio.
Verificar la factibilidad de producir hormigón con agregado de vidrio a escala industrial
en la región, en cuanto a disponibilidad de vidrio de desecho y dificultad en la
elaboración principalmente.
-
8/17/2019 Hormigon y Vidrio
16/91
6
1.4 Hipótesis de la investigación
La adición de vidrio proporciona una mejora de las propiedades mecánicas del hormigón
con fines estructurales, en relación al hormigón tradicional, cumpliendo con los requerimientos
según NCh170 Of.85.
-
8/17/2019 Hormigon y Vidrio
17/91
7
CAPÍTULO II
MARCO TÉORICO
2.1. Aspectos generales de la elaboración de hormigón
En la fabricación del hormigón intervienen tres elementos básicamente: un aglomerante
(en este caso cemento), áridos pétreos y agua, los que mezclados en la proporción adecuada,
nos entregan un producto homogéneo, de docilidad controlada, convirtiéndolo en un material
moldeable, y lo que es más importante, de excelentes propiedades mecánicas, siendo su
principal virtud, presentar una elevada resistencia a la compresión.
Dada la enorme diversificación y aparición de nuevas necesidades y requerimientos para u sos
del hormigón, existen en el mercado una serie de productos químicos empleados con el fin de
modificar y mejorar determinadas características del hormigón, tanto fresco como una vez
endurecido, conocidos como aditivos. Los aditivos se han convertido en parte fundamental del
proceso de elaboración de hormigones, por tanto se incluyen en este capítulo una mención y
breve descripción de los aditivos más utilizados comúnmente y algunas de sus aplicaciones.
Cada uno de estos elementos constituyentes del hormigón debe cumplir con determinados
requisitos de calidad, de manera que podamos disminuir al mínimo el margen de error en el
diseño de dosificaciones. La norma chilena establece claramente los parámetros dentro de los
cuales se pueden considerar aptos estos materiales para la elaboración de hormigón con fines
estructurales, desde las densidades de los distintos materiales, características del agua de
amasado, tratamiento de los materiales y procedimientos de elaboración, entre otras.
En este capítulo se hará una breve revisión de los materiales constituyentes del hormigón,
desde el proceso de extracción, elaboración y características que deben cumplir según la
normativa vigente tanto nacional como internacional. A continuación se dan a conocer algunos
aspectos considerados relacionados al vidrio, como sus características físicas, composición, etc.;
y finalmente algunos alcances respecto al proceso de reacción de tipo expansiva álcali -sílice, por
-
8/17/2019 Hormigon y Vidrio
18/91
8
considerarse relevante para este estudio dado el alto porcentaje de contenido de sílice en el
vidrio.
2.2. Constituyentes del hormigón
2.2.1. Cemento
El cemento es un material aglomerante, pulverizado, que al entrar en contacto con
agua, forma una pasta capaz de fraguar tanto en contacto con el aire, como en estado de
saturación.
Se obtiene de la mezcla de materias primas de origen natural, como el yeso, cal, en algunos
casos se utilizan subproductos de procesos industriales como la escoria de hornos de
fundición.En el mercado actual, disponemos de varios tipos de cementos, elaborados a partir de
materias base similares, pero mezcladas en determinadas proporciones, proporcionando un
amplio abanico de posibilidades, de acuerdo a las necesidades y requerimientos para una
mezcla de hormigón.
2.2.1.1. Tipos de cemento
Existen distintos tipos de cementos disponibles en el mercado, siendo el másutilizado en nuestro país el llamado Cemento grado corriente, pero no por eso
excluyente. Existen distintas elaboraciones que han sido desarrolladas para cumplir
con fines específicos, por ejemplo alcanzar mayores resistencias en menor tiempo,
menor calor de hidratación, resistentes a ambientes agresivos, etc.
A continuación se hará una breve descripción de los cementos más utilizados en la
industria.
a.
Cemento Portland
Es el resultado de una molienda conjunta entre dos materiales base, yeso,
que corresponde al nombre con el que se conoce comúnmente al sulfato de
calcio dihidratado (CaSO4+2H2O); y clínquer, que es un producto constituido
-
8/17/2019 Hormigon y Vidrio
19/91
9
por silicatos cálcicos, es decir, a base de calcio al igual que el yeso, el cual se
obtiene al someter a altas temperaturas una mezcla de óxidos de calcio, silicio,
aluminio y fierro (INN, NCh148Of.1968).
Su nombre se debe al parecido existente con el color de un tipo de roca
proveniente de la isla Portland en Inglaterra, y fue patentado en la ciudad de
Leeds, por un albañil llamado Joseph Aspdin, en el año 1824.
b.
Cemento Puzolánico
Al igual que el cemento Portland, está constituido básicamente con yeso y
clínquer, pero añadiendo puzolana, el cual es un material que no posee
propiedades aglomerantes por sí solo, pero las desarrolla en presencia de agua,
cuando está finamente molido.
Materiales puzolánicos son utilizados desde la época del Imperio Romano,
donde se utilizaba una mezcla de cal apagada con puzolana, la que
correspondía a la ceniza proveniente del volcán Vesubio, cerca del pueblo de
Puzzuoli.
c.
Cemento SiderúrgicoElaborado a base de yeso, clínquer y escoria granulada de alto horno, ésta
última es un subproducto de la industria de refinamiento del hierro, y se forma
producto del enfriamiento brusco de la masa no metálica contenida en un alto
horno.
También existen otras clases de cementos, los cuales son variantes que utilizan las
mismas materias base pero en distintas proporciones, así se tiene el cemento
Portland Puzolánico y Portland Siderúrgico, asimismo existen cementos elaborados
con fines específicos, por ejemplo grados corriente y alta resistencia,
endurecimiento rápido, bajo calor de hidratación, resistencia a ciertos agentes
químicos, etc., lo anterior se detalla en la tabla 1, junto a la proporción de materiales
usados.
-
8/17/2019 Hormigon y Vidrio
20/91
10
Tabla 1. Clasificación de cementos de acuerdo al contenido de materias primas.
Portland Portlad
Siderúrgico
Siderúrgico Portland
Puzolánico
Puzolánico
Clínquer 93 63 18 - 70 >63 43 - 70
Puzolana - - - ≤30 30 - 50
Escoria - ≤30 30 - 75 - -
Sulfato (SO3) ≤4 ≤4 ≤4 ≤4 ≤4
Materias Extrañas ≤3 ≤3 ≤3 ≤3 ≤3
(Fuente, Cementos Bío Bío).
2.2.2. Fabricación de cemento
El proceso de fabricación de cemento consta de tres etapas principalmente:
-
Obtención de materias primas.- Fabricación de clínquer.
-
Molienda de clínquer.
2.2.2.1. Extracción y tratamiento de materias primas
Uno de los componentes base utilizados en la industria cementera es el óxido
de calcio (CaO), conocido comúnmente como cal, el cual se obtiene a partir de
depósitos calcáreos abundantes en carbonato de calcio (CaCO3), en yacimientos de
leyes muy variadas. También algunas arcillas son utilizadas en el proceso de
refinamiento aunque en menor medida, ambos compuestos (arcillas y calizas) se
caracterizan por ser muy estables en condiciones atmosféricas, razón por la cual son
además, abundantes a nivel de la corteza terrestre. Según el contenido de CaCO 3,
estos compuestos se denominan como se muestra en la tabla 2.
Tabla 2. Nomenclatura en relación al contenido de cal vs arcilla.
Nombre % de CaCO3 Caliza Pura 95
Caliza Margosa 85 - 95
Marga Caliza 30 - 75
Marga Arcillosa 15 - 30
Arcillosa Margosa 5 - 15
Arcillosa 5
-
8/17/2019 Hormigon y Vidrio
21/91
11
Las materias primas son extraídas tanto en yacimientos abiertos y cerrados, pero
indistintamente de su origen, pasan prácticamente por el mismo tratamiento, antes
de ser utilizados para la elaboración de clínquer y posteriormente, cemento.
El tratamiento de estas materias primas depende básicamente de las condiciones en
que lleguen a la planta de cemento, pudiendo ser necesario acondicionar los
materiales de acuerdo a las siguientes etapas:
-
Cribado o harneado para separar elementos que por su tamaño puedan
entorpecer el correcto funcionamiento de los equipos.
-
Reducción de tamaño, mediante chancadoras hasta obtener un tamaño
adecuado para pasar por el molino.
-
Prehomogenización, con el objeto de entregar un mezcla granular
homogénea.
- Secado.
-
Concentración de carbonato, cuando las materias calcáeras son bajo
contenido de carbonatos.
-
Selección de acuerdo a composición química o física, por ejemplo calizas
de baja ley o alta ley, según la tabla 3.
Tabla 3. Leyes de calizas según contenido de CaCO3.
% de CaCO3
Caliza alta ley ≥78
Caliza baja ley ≤78
Estéril ≤58
(Fuente, Cementos Bío Bío).
2.2.2.2. Fabricación de clínquer
Previo a la fabricación del clínquer propiamente tal, la mezcla de materias
primas debe ser sometida a un proceso de homogenización, para garantizar la
correcta distribución de los distintos componentes en la mezcla, además en ese
-
8/17/2019 Hormigon y Vidrio
22/91
12
punto se corrige cualquier error de la dosificación previa, permitiendo una adecuada
operación del horno.
Para la formación del clínquer la mezcla homogenizada de materiales es sometida a
una temperatura de fusión incipiente de alrededor de 1400 a 1500 °C, donde parte
del material se funde y otra parte permanece en estado sólido, dando origen a
reacciones químicas que forman los compuestos mineralógicos de clínquer.
El material crudo se introduce en hornos rotatorios, a través de los cuales los
materiales son calentados y en su avance va pasando por distintas etapas de
transformación:
a.
Secado y pérdida de agua libre.
b.
Deshidratación o pérdida de agua combinada.
c.
Disociación de carbonato de calcio (CaCO3) en óxido de calcio (CaO) y
anhídrido carbónico (CO2).
El clínquer resultante deber ser enfriado rápidamente al salir del horno, para evitar
la descomposición del silicato tricálcico (3CaO+SiO2) en silicato bicálcico
(3CaO+SiO2) y cal libre (CaO).
Los componentes principales del clínquer son:
- Silicato tricálcico, cuyo símbolo es 3CaO + SiO2 y se abrevia como C3S.
-
Silicato bicálcico, cuyo símbolo es 2CaO + SiO2 y se abrevia como C2S.
- Aluminato dicálcico, símbolo 3CaO + Al2O3 y se abrevia C3A.
-
Ferroaluminato tetracálcico, su símbolo es 4CaO + Al2O3 + Fe2O3 y se
abrevia C4AF.
Cada uno de ellos aporta de distinta manera a las características del cemento, y
finalmente al comportamiento del hormigón fresco y endurecido, esto se ilustra en
la tabla 4.
-
8/17/2019 Hormigon y Vidrio
23/91
13
Tabla 4. Propiedades aportadas al cemento por componentes principales del clínquer.
Compuesto Fraguado Desarrollo deresistencia
Contribución a laresistencia
Calor dehidratación
Estabilidadquímica
C3S Rápido Rápido Alta (a poca edad) Alto Buena
C2S Lento Lento Alta (a baja edad) Regular Muy buena
C3A Muy rápido Muy rápido Baja Muy alto Mala
C3AF Lento Lento Muy baja Bajo Buena
(Fuente, Cementos Bío Bío).
Por ejemplo, en la tabla 5 se muestra la composición aproximada de algunos
cementos con características específicas, según el contenido de materias primas.
Tabla 5. Composición de distintos tipos de cemento Portland.
Tipos de cemento portland Composición en % peso
C3S C2S C2A C4AF
Común 55 20 12 9
Moderado (calor y resistencia al sulfato) 45 30 7 12
Endurecimiento rápido 65 10 12 8
Bajo calor de hidratación 25 50 5 13
Resistente al sulfato 40 35 3 14
(Fuente, Cementos y Hormigones, E. Donoso, 2007).
Las diferencias corresponden a yeso y a componentes como MgO, sulfatos alcalinos,
etc.
2.2.2.3. Molienda de clínquer
El proceso de molienda consiste básicamente en la pulverización de las
materias primas (clínquer y yeso principalmente) hasta un tamaño inferior a 100
micrones. Para esto se utilizan molinos de bola rotatorios, la molienda se produce al
chocar las bolas entre sí y las paredes del molino atrapando el material, provocando
de esta forma la trituración.
Existen plantas donde se utilizan molinos de circuito cerrado, de modo que permite
separar las partículas de tamaño mayor al deseado las cuales son regresadas al
molino, mientras que el resto es despachado como producto final.
-
8/17/2019 Hormigon y Vidrio
24/91
14
2.2.2.4. Almacenamiento y transporte
Para garantizar una correcta conservación del cemento este es almacenado en
silos de hormigón especialmente habilitados, los cuales cuentan con sistemas de
agitación para evitar la segregación por decantación de granos gruesos o la
aglomeración del mismo.
El despacho del cemento puede ser envasado en sacos de 42,5kg, a granel en maxi
sacos de 1 a 2ton o en camiones graneleros.
2.2.3. Producción mundial de cemento
La producción mundial de cemento ha mantenido un crecimiento de alrededor de un
2 a 3% anual, como se muestra en la figura 1, llegando a las 3.000 millones de toneladas en
el año 2008, donde países desarrollados tienen consumos per cápita superiores a
450kg/habitante/año. Esta estadística puede servir como un indicador del nivel de
desarrollo de una nación, lo cual nos ilustra a importancia que tiene la industria del
cemento y el hormigón a nivel mundial.
Figura 1. Producción mundial de cemento (Cembureau, 2009).
-
8/17/2019 Hormigon y Vidrio
25/91
15
2.2.4. Áridos pétreos
Los áridos son materiales pétreos compuestos por partículas duras, de forma y
tamaño estables, extraídos por medios mecánicos desde yacimientos naturales. Los áridos
son clasificados según su tamaño en áridos finos (arena) y áridos gruesos (grava), asimismo
la grava puede subdividirse en grava y gravilla, de acuerdo a su tamaño según Tabla 3 de la
norma NCh163.Of1979. En dicha norma, Áridos para morteros y hormigones – Requisitos
generales, se establecen los parámetros para asegurar la utilización de áridos acordes a los
requerimientos de la mayoría de los hormigones.
Los áridos deben estar limpios, libres de terrones, partículas blandas, impurezas orgánicas,
sales, y otras sustancias que por su naturaleza o cantidad afecten la resistencia odurabilidad de morteros y hormigones (INN, NCh163.Of79).
2.2.5. Agua de amasado
Agua de amasado es el nombre con el que se conoce al agua empleada para realizar la
mezcla de áridos y cemento, con lo que se transforma en un material plástico, dócil y
moldeable (características controladas mediante un adecuado diseño de dosificación).
El agua utilizada debe cumplir con los requisitos establecidos en la norma NCh1498.Of82
Agua de amasado – Requisitos, algunas de estas características son:
-
Se puede utilizar agua potable extraída de la red de distribución, siempre que no
se contamine previo a su uso.
- El agua debe estar completamente libre de azúcares como glucosa, sacarosa o
similares.
- El valor del pH, contenido de sólidos en suspensión, disuelt os y materia orgánica
debe cumplir con los parámetros indicados en la tabla 6, extraída de dicha norma.
-
8/17/2019 Hormigon y Vidrio
26/91
16
Tabla 6. Requisitos químicos básicos del agua de amasado.
Parámetro Unidad Valores límite
pH - 6 – 9,2
Sólidos en suspensión mg/l ≤2000
Solidos disueltos mg/l ≤15000
Materia orgánica
(como O2 consumido)
mg/l ≤5
(Fuente, NCh1498.Of82)
2.2.6. Aditivos
Los aditivos son productos que han sido desarrollados con el fin de modificar y
mejorar determinadas características de una mezcla de hormigón, añadiendo cantidades
controladas de los mismos. Existen aditivos para modificar cualidades específicas del
hormigón como reductores de agua, aceleradores de fraguado, incorporadores de aire, etc.
En el anexo A se muestra una tabla resumen con los aditivos más utilizados, junto con las
características que los definen.
-
8/17/2019 Hormigon y Vidrio
27/91
17
2.3. Vidrio
El vidrio es un material de apariencia dura, frágil y generalmente transparente, aunque
se comporta como un sólido, es un fluido de muy alta viscosidad. Está compuesto por una
mezcla de óxidos metálicos, siendo su componente principal el óxido de sílice, conocido como
silicio (SiO4). Si bien a simple vista pareciera ser muy similar a un cristal, la diferencia con éste
radica en el ordenamiento que tienen las moléculas que lo componen, donde los enlaces Si-O
están distribuidos de manera irregular, sin un patrón determinado, siendo por definición, un
material amorfo. Esta diferencia se muestra en la figura 2.
(a)
(b)
Figura 2. Representación bidimensional de una red cristalina de sílice (a)
frente a la sílice amorfa (b).
La estructura del silicio cristalino es un tetraedro, compuesto por un átomo de sílice rodeado de
cuatro átomos de oxígeno, dispuestos a distancias regulares, conformando una red cristalina
con una distribución ordenada.
2.3.1. Composición
Como ya se mencionó, el componente principal del vidrio es la sílice, obtenida a partirde arena, pedernal o cuarzo.
Desde el punto de vista estructural el vidrio está constituido por:
a)
Óxidos formadores de la red vítrea, vitrificantes , tales como SiO2 , B2O3 o P2O5 para
los tipos de productos vítreos más generales o tradicionales;
-
8/17/2019 Hormigon y Vidrio
28/91
18
b) óxidos modificadores de la red vítrea, fundentes, que aportan enlaces por los
denominados "oxígenos no-puente", tales como óxidos alcalinos: Na2O, K2O, u óxidos
alcalinotérreos como CaO, MgO, y
c)
óxidos estabilizantes que tienen un carácter intermedio o anfótero, aportando los
denominados "oxígenos puente", tales como: Ab03, Fe203 (Cortés, 1987).
Además de estos componentes básicos los productos vítreos incorporan otros óxidos que
cumplen diversas funciones secundarias: afinantes, colorantes, decolorantes, opacificantes,
fluidificantes, catalizadores, o nucleantes de la cristalización (Rincón, 2008).
Si bien el silicio es el principal componente de vidrio, dependiendo de la finalidad de éste,
se le añaden distintas proporciones de otros componentes, el anexo B contiene una tabla
con la composición de algunos vidrios comúnmente comercializados.
2.3.2. Fabricación de vidrio
2.3.2.1. Materias primas
Para la fabricación de vidrio se usan como materias primas arena silícea
(arcillas) y una mezcla de óxidos metálicos secos pulverizados o granulados, puesto
que las arcillas son productos geológicos del envejecimiento de la corteza terrestre,
es un material muy abundante en la naturaleza.
2.3.2.2. Fabricación
El proceso de fabricación propiamente tal, puede resumirse de la siguiente
manera.
A medida que materias primas son recibidas (principalmente arena), se muelen y
almacenan en depósitos en altura, a la espera del momento en que serán
transferidas a través de un sistema de alimentación por gravedad a los pesadores y
mezcladores. En los mezcladores las materias primas son dosificadas y combinadas
con vidrio reciclado para formar una mezcla homogénea, la cual es trasladada por
-
8/17/2019 Hormigon y Vidrio
29/91
19
medio de cintas transportadoras a un sistema de a lmacenamiento de cargas donde
es contenida antes de ser depositada en el alimentador del horno de fundición.
Al entrar la carga al horno a través de los alimentadores, ésta flota en la superficie
de la masa de vidrio fundida. Una vez que se funde, pasa al frente del baño y
eventualmente fluye a través de la garganta de carga al refinador, donde es
acondicionada térmicamente para descargar al proceso de formado. En la figura 3
puede verse un esquema del proceso básico, dicho gráfico es una representación
simplificada del proceso, además los materiales base mostrados no necesariamente
son los utilizados para elaborar todo el vidrio que se comercializa, distintos tipos de
vidrio son elaborados con fines específicos.
Figura 3. Esquema del proceso de fabricación del vidrio (Fuente ILCE).
-
8/17/2019 Hormigon y Vidrio
30/91
20
2.3.3 Propiedades físicas del vidrio.
Dependiendo de la composición, algunos vidrios funden a temperaturas muy bajas,
como 500°C, mientras que otros necesitan 1650°C, aunque por lo general, al presentar un
elevado contenido de sílice, la temperatura final de fusión es más cercana a este último
valor.
En cuanto a resistencia mecánica, presenta normalmente una resistencia a la tracción entre
3.000 y 5.500N/cm2, aunque puede llegar a sobrepasar los 70.000 N/cm 2 si el vidrio ha
recibido un tratamiento especial.
El vidrio es un mal conductor de calor y electricidad, por lo que resulta práctico para el
aislamiento térmico y eléctrico.
2.3.3.1. Color
El color natural de vidrio es un tono verdoso, al que se le agregan decolorantes
para hacerlo traslúcido, y colorantes para conferirle distintas tonalidades. Los
envases de vidrio de colores sirven para proteger el contenido de la luz, por lo que
sus principales usos se dan en la industria de alimentos (aunque últimamente su uso
es limitado a contenidos líquidos, como licores, aceites, etc.), y farmacológica.
2.3.4. Tipos de vidrio
Entre los tipos de vidrio más comunes podemos separarlos entre vidrios comerciales,
los cuales son producidos a gran escala, y vidrios especiales, menos masivos pero
elaborados con fines específicos.
2.3.4.1. Vidrio sodocálcico
Es el tipo de vidrio más utilizado para fabricar todo tipo de contenedores
(botellas, cristalerías de mesa, ampolletas, vidrios para ventanas y vidrios
laminados), los recipientes hechos a partir de vidrio sodocálcido son prácticamente
inertes, de modo que no contaminan el contenido del mismo. Son poco resistentes
al choque térmico.
-
8/17/2019 Hormigon y Vidrio
31/91
21
2.3.4.2. Vidrio al plomo
Es el resultado de fórmulas que combinan óxidos de potasio con óxido de
plomo, y es también conocido como cristal al plomo. El vidrio al plomo es pesado y
tiene un alto índice de refracción, por lo que es útil para proteger al personal en
instalaciones nucleares.
2.3.4.3. Vidrio de borosilicato
Este vidrio contiene óxido bórico entre sus ingredientes fundamentales, junto
con sílice y álcali. Destaca por su durabilidad, resistencia a los ataques químicos y
choques térmicos, por lo que se utiliza en muchos utensilios de cocina, aparatos de
laboratorio y equipos para procesos químicos.
Existen otros tipos de vidrio menos masivos, como la sílice vítrea, que en su composición es
casi completamente sílice, o el vidrio de aluminosilicato, entre otros.
2.3.5.
Reciclaje y reutilización de vidrio
La reutilización, frente al reciclaje, desde un punto de vista ambiental, tiene más
ventajas, debido al ahorro de energía que supone utilizar más veces un mismo envase para
luego reciclarlo, que darle un solo uso.
Los envases de vidrio se pueden reutilizar, siguiendo un circuito distinto al de los envases de
un solo uso.
Hay dos tipos de envases de vidrios: los retornables y los no retornables, ambos
complementarios. Los dos pueden ser reciclados indefinidamente para conseguir nuevos
envases con las mismas características al original.
Un envase retornable se devuelve al envasador, el cual lo higieniza y lo rellena de nuevo.
Este ciclo puede repetirse hasta 20 ó 30 veces, en función del contenido y de la resistencia
del vidrio. En el proceso de fabricación del vidrio se utiliza más cantidad de material del
necesario, para dotarles de mayor resistencia y poder h acer más rotaciones, antes de que
finalice su ciclo de vida y puedan ser reciclados.
-
8/17/2019 Hormigon y Vidrio
32/91
22
Si el envase no es retornable no puede seguir este proceso; no obstante, puede ser
reciclado, volviendo al fabricante que lo utilizará como materia prima para elaborar uno
nuevo.
El vidrio es un material totalmente reciclable y no hay límite en la cantidad de veces que
puede ser reprocesado. Al reciclarlo no se pierden las propiedades del material y se ahorra
una cantidad de energía de alrededor del 30% con respecto al proceso de fabricación de
vidrio nuevo.
2.3.5.1 Ventajas del reciclado del vidrio
La fusión de los materiales se consigue a temperaturas más bajas, lo que se
traduce en un ahorro de energía con respecto a la fabricación de vidrio nuevo.
Se ahorran alrededor de 1200kg de materias primas por cada tonelada de
vidrio usado.
Ahorro de energía al no tener que extraer materias primas.
Reducción de la erosión producida al extraer las materias primas necesarias
para su fabricación.
Disminuye el número de residuos urbanos que van a vertedero y por tanto
costos asociados de recolección, disposición y tratamiento.
-
8/17/2019 Hormigon y Vidrio
33/91
23
2.4. Reacciones expansivas en el hormigón
Las reacciones expansivas en el hormigón generalmente se producen por una interacción
entre compuestos alcalinos presentes en el cemento, y ciertos componentes potencialmente
reactivos presentes en los agregados utilizados para conformar el hormigón, principalmente
aportados por los áridos, por lo que suelen llamarse reacciones de tipo álcali-árido.
Dentro de estas reacciones expansivas existen tres principalmente:
a)
Reacción álcali – silicato (ASR)
b) Reacción álcali – carbonato
c)
Ataque sulfático
Dado que el vidrio en su composición contiene abundantes cantidades de sílice amorfa, es de
interés para este estudio las reacciones del tipo álcali-silicato.
En la fabricación del hormigón, la hidratación del cemento da como resultado una solución
intersticial que contiene hidróxidos de calcio, sodio y potasio. El hidróxido de calcio está en
forma cristalizada mientras que los hidróxidos de sodio y potasio se encuentran presentes en la
solución. La reacción álcali-sílice se produce cuando la disolución alcalina de los poros del
hormigón y los minerales silíceos de algunos áridos reaccionan formando un gel, que al entrar
en contacto con agua, aumenta su volumen, provocando la aparición de fisuras, como las
mostradas en la figura 4. En algunos casos puede tardar años en manifestarse la reacción,
generalmente a través de agrietamiento superficial. (Segarra, 2005).
Figura 4. Efectos de la reacción ASR en un muro de hormigón.
-
8/17/2019 Hormigon y Vidrio
34/91
24
2.4.1. Proceso de reacción álcali-silicato
Para que se genere la reacción dentro de una mezcla de hormigón es necesario que se
combinen cuatro condiciones de manera simultánea:
-
El agregado debe ser sensiblemente reactivo con álcalis, es decir con alta
presencia de silicatos no cristalinos.
- Álcalis en cantidad suficiente para desencadenar la reacción, aportados
generalmente por el cemento.
- Humedad necesaria para que los álcalis entren en solución y generen la reacción
química.
- Una vez desencadenada la reacción ésta debe mantenerse por el tiempo
suficiente para dar origen al gel y su posterior expansión.
Si alguna de estas cuatro condiciones no está presente, es imposible la generación de la
reacción (Segarra, 2005).
Como se mencionó, para el caso del vidrio, es especialmente importante este punto, ya que
la reactividad de la sílice, es inversamente proporcional al grado de cristalización de la
misma, es decir, mientras mayor sea el grado de ordenamiento de las moléculas, el
potencial de reactividad es menor. En la medida que la sílice es más desordenada a nivel
molecular, es más probable que entre en reacción con los componentes alcalinos presentes
en la mezcla.
En las figuras 5 y 6 se observa una muestra de hormigón que ha sido atacada por una
reacción de tipo ASR, la cual fue tratada con una solución de acetato de uranil y
posteriormente es expuesta a luz ultravioleta , con el fin de revelar la presencia de gel
expansivo, resultado de la reacción.
-
8/17/2019 Hormigon y Vidrio
35/91
25
Figura 5. Muestra de hormigón afectada por la reacción ASR tratada con acetato de uranil.
Figura 6. La muestra anterior frente a luz UV, la presencia de gel expansivo
producto de ASR es revelada por el acetato de uranil (Becker 2002).
2.4.2. Prevención
Una de las características de esta reacción es la dificultad de detectarla a edades
tempranas del hormigón, tardando incluso años en manifestarse, por lo que se hace muy
difícil combatirla una vez que ya se ha desencadenado.
En Latinoamérica, específicamente en países que comparten la Cordillera de Los Andes,
existen una serie de minerales muy abundantes que podrían ocasionar este problema. En la
tabla 7 se puede apreciar un listado de dichos minerales, rocas y materiales,
potencialmente reactivas.
-
8/17/2019 Hormigon y Vidrio
36/91
26
Tabla 7. Minerales, rocas y otros materiales potencialmente reactivos.
Reacción álcali-sílice Reacción álcali-carbonato
Andesitas, argilitas, calcedonia, ciertas calizas, ciertasdolomitas, cristobali ta, cuarcita, cuarzosa, dacitas,
esquistos, fili ta, gneiss granítico, ópalo, pizarras sil íceas,riolitas, tridimita, vidrio silíceo, vidrio sintético.
Calizas dolomitas, dolomitascalcíticas, dolomitas de grano fino.
(Fuente: Pasquel, 1997).
Identificar los materiales potencialmente reactivos es un primer paso para enfrentar los
posibles efectos de esta reacción, para poder identificarlos se recomienda empezar con un
ensayo petrográfico, y complementarlo con pruebas estandarizadas: análisis químico,
ensayos acelerados en prismas de mortero, ensayos en prismas de concreto, entre otros.
Sin embargo la mejor prueba para descartar si un agregado es inocuo, es contar con
evidencia histórica de los áridos de una misma procedencia, por un período de al menos 15
años en la producción de hormigón, bajo condiciones similares de contenido de álcalis, tipo
de cemento, humedad y condición de servicio similares a la del proyecto que a ejecutar
(Pasquel, 2009).
Cuando existe probable reactividad se recomienda tomar precauciones para mitigar este
riesgo a través de una serie de medidas:
-
empleo de cemento con bajo contenido de álcalis (menor a 0,6%).
- Uso de adiciones minerales tales como puzolanas, cenizas volantes, escorias y
microsílice como reemplazo parcial del cemento.
-
Limitar el contenido total de álcalis en las mezclas de concreto a valores entre
1,8k/m3 y 3kg/m3 dependiendo del caso particular.
-
Incluso se pueden adicionar sales de litio como aditivo neutralizador.
Como en todo ámbito de la ingeniería se debe evaluar el costo-beneficio de la
implementación de alguna de estas medidas, considerando la vida útil proyectada de la
estructura implicada y su finalidad.
-
8/17/2019 Hormigon y Vidrio
37/91
27
Finalmente, de modo ilustrativo, en la figura 7 se muestra la composición de algunos
materiales presentes en la industria del cemento básicamente y la composición del vidrio
comercial. El ordenamiento en una diagrama tipo triángulo de Feret, para ilustrar de
manera gráfica como estos tres componentes forman la base de los materiales
mencionados.
Figura 7. Diagrama ternario de composición de algunos materiales usados en la industria de vidrio ycemento (Rincón et al., 2008).
2.5. Incorporación de materiales no convencionales en la preparación de hormigón
La industria de la construcción, y en particular, de la elaboración de concreto, ofrece un
amplio espectro de posibilidades en lo que respecta a la reutilización de materiales de desecho
sólido, los cuales de otro modo, se acumulan en vertederos en ciudades de todo el mundo.
En Japón por ejemplo, el problema de la acumulación de desechos ha llegado a tal punto que,
según predicciones basadas en estudios recientes, el espacio disponible para la disposición de
desechos sólo alcanza para unos pocos años más (Kasai, 2004). Básicamente por esto, Japón es
uno de los líderes mundiales en el desarrollo de procesos industriales para la reutilización de
escombros provenientes de demoliciones, especialmente del hormigón reciclado.
-
8/17/2019 Hormigon y Vidrio
38/91
28
2.5.1. Hormigón reciclado
El concepto de hormigón reciclado, se refiere principalmente a la reutilización de
escombros de hormigón, en la fabricación de estructuras nuevas, considerando su uso
como un agregado en la elaboración de concreto. Los escombros provenientes de
demoliciones por lo general son utilizados para el relleno de terrenos, cuando no son
depositados en rellenos sanitarios. Por su naturaleza heterogénea se hace difícil controlar
ciertos parámetros como su densidad o granulometría.
En países desarrollados, los desechos provenientes de demoliciones constituyen un
porcentaje alto de los desechos generados totales, se ha estimado que en la Unión Europea
anualmente se producen alrededor 200 a 300 millones de toneladas de desechos
provenientes de la construcción y demoliciones, donde el concreto constituye la mitad de
estos desechos (Lauritzen 2004). En países de Europa, los desechos provenientes de
demoliciones, son utilizados para elaborar bases y sub-bases de caminos nuevos.
Al ser un material no homogéneo presenta algunas dificultades que solventar en la
preparación de una mezcla nueva, la mayoría ocasionada por el alto contenido de partículas
finas en su interior. El material reciclado por lo general presenta una menor densidad que el
material originalmente usado en su fabricación, debido a que el mortero de cemento seadhiere a las partículas de agregado (De Pauw, 1981), lo que a su vez provoca que el
agregado reciclado tenga un alto índice de absorción de agua en comparación a áridos
vírgenes. Otro punto a tomar en cuenta es la presencia de contaminantes contenidos en el
concreto reciclado, los cuales pueden tener efectos perjudiciales sobre la resistencia y
durabilidad del hormigón elaborado con ellos. La mayoría de ellos relativos al origen del
concreto, pudiendo ser madera, fierros, ladrillos, asfalto, plástico, entre otros. Producto de
lo anterior pueden llegar a producirse grandes diferencias en la resistencia final que alcanzael concreto elaborado con material reciclado, se han encontrado variaciones de hasta
17,4MPa entre mezclas de idénticas proporciones pero con la inclusión de material
reciclado proveniente de distintas fuentes. Separar los agregados de otros materiales
contenidos en el hormigón provoca un costo adicional a su reutilización; en lo que respecta
-
8/17/2019 Hormigon y Vidrio
39/91
29
al transporte, es un punto en el que no presenta mayor variación respecto al uso de
agregados vírgenes. (C. Meyer, 2008).
A pesar de lo mencionado, se hace notar el hecho de que no todo el hormigón es fabricado
para desarrollar altas prestaciones, por lo que su uso más bien puede ir enfocado en
trabajos de mejoramiento de suelos ( jetgrouting), mejoramiento de taludes, aplicación
shotcrete, muros pantalla para excavaciones, etc. En caso de requerir calidades mayores en
la mezcla, siempre se puede añadir una porción de agregados vírgenes o ciertos aditivos de
manera controlada.
Actualmente uno de los mayores ejemplos de reciclado de hormigón es el del Aeropuerto
Internacional Stapleton, en Denver, en el cual se reciclaron cerca de 6,5 millones de
toneladas de hormigón (Concrete JSI).
2.5.2. Cenizas volantes
El uso de cenizas volantes en la fabricación de hormigón ha sido ampliamente
estudiado, demostrándose su buen comportamiento tanto en reemplazo de una parte del
cemento como en la fabricación del mismo, generando una disminución en los costos de lafabricación de cemento, dado un menor consumo de otras materias primas.
Las cenizas volantes son consideradas puzolanas artificiales, dada sus propiedades
puzolánicas, gracias a su contenido de sílice, alúmina y fierro.
La inclusión de cenizas volantes en el hormigón mejora las propiedades del hormigón fresco
y endurecido. Las propiedades más valoradas de los hormigones con cenizas volantes en
estado fresco son una mayor docilidad, lo que permite relaciones agua/cemento más bajas,
y la reducción en el calor de hidratación por la disminución del contenido de cemento. Al
endurecer desarrollan bajas resistencias a edades tempranas, pero su resistencia a largo
plazo suele ser igual o mayor a la de los hormigones equivalentes sin cenizas (Molina,
2008).
-
8/17/2019 Hormigon y Vidrio
40/91
30
El uso de cenizas añade un valor agregado al concreto, siendo una de las más importantes
el mejoramiento en la porosidad del mismo, haciéndolo menos vulnerable al ataque de
distintos agentes que puedan ingresar a él, por ejemplo ataques de sulfatos presentes en el
agua. Corinaldesi et al . (2001) propone la combinación de cenizas volantes con el uso de
agregado reciclado de hormigón, logrando un mejoramiento sustancial en cuanto a la
cantidad de macroporos presentes en el hormigón endurecido.
La aplicación de ceniza volante en el hormigón presenta una desventaja en cuanto al
tiempo requerido para alcanzar su resistencia final, en comparación a mezclas tradicionales,
lo cual podría presentar un inconveniente en aplicaciones que requieran altas resistencias a
temprana edad, aunque en el caso de grandes masas de hormigón, como represas ofundaciones grandes, es común especificar resistencias a 90 días, e n vez de los habituales
28 días (Meyer, 2008).
Actualmente en Chile, dada la proliferación de termoeléctricas, además del crecimiento de
otros sectores de la industria que operan en base al uso de calderas, el uso de ceniza en el
hormigón es una buena opción para reducir el volumen de residuos de esta naturaleza
generados.
2.5.3. Escoria de hornos de fundición
Según la norma chilena NCh148.Of.68 la escoria básica granulada de alto horno es “el
producto que se obtiene por enfriamiento brusco de la masa fundida no metálica que
resulta en el tratamiento del mineral de hierro en un alto horno”, la cual tiene propiedades
aglomerantes por sí sola, dada su composición rica en silicatos y silicoaluminatos de calcio.
Las propiedades cementicias de la escoria son conocidas desde hace años, los primeros
registros de su uso en la industria de cemento datan de 1892, en Alemania. Dadas sus
propiedades benéficas, la escoria no sólo es utilizada para la fabricación de cemento, sino
también como un agregado en la preparación de hormigón.
-
8/17/2019 Hormigon y Vidrio
41/91
31
El rango óptimo de reemplazo de cemento portland ordinario, es alrededor de un 50%,
pero en algunos casos se ha utilizado un 70 – 80% de escoria, con buenos resultados. Al
igual que la ceniza, éste subproducto de la industria del acero, ocasiona una mejora en las
propiedades mecánicas del hormigón, además de una mayor durabilidad y un menor calor
de hidratación. En algunos casos se recomienda usar una mezcla ternaria de cemento
portland ordinario, cenizas volantes y escoria de hornos (Meyer, 2008).
Si bien la industria del acero es una de las mayores generadoras de escorias de fundición,
existen muchos otros procesos metalúrgicos que generan subproductos, los cuales son
acumulados en canchas de acopio, sin otro destino que el de servir de relleno. La
disposición de estos residuos genera costos medioambientales asociados, dada sucomposición, en algunos casos con metales pesados o elementos tóxicos. Por ejemplo, la
producción de una tonelada de cobre, genera alrededor de 2,2 a 3 toneladas de escoria de
este material. La industria del hormigón ofrece condiciones ideales para el uso de este tipo
de residuos industriales, ya que los metales nocivos, permanecen aislados del
medioambiente, incorporándose de manera segura al proceso de hidratación del cemento
(Mehta, 2000).
2.5.4. Neumáticos
Se estima que en Chile se generan alrededor de 3 millones de neumáticos fuera uso
(NFU) anualmente, cantidad que es equivalente a unas 42.000 toneladas de este residuo,
de esta masa flotante alrededor de 22.000 toneladas provienen de vehículos livianos. De
ellos alrededor de un 90% tienen un destino desconocido (CPL, 2010). El sector minero es
uno de los grandes generadores de neumáticos de desecho, existiendo campos de acopio a
la intemperie, sin otro destino útil, con los consiguientes problemas y riesgos que genera,
dada la proliferación de mosquitos en las aguas estancadas, y el peligro de un inminente de
incendio, principalmente (Delarze, 2008).
-
8/17/2019 Hormigon y Vidrio
42/91
32
Una de las formas de dar otro uso a los NFU, y hasta hace poco la única implementada en el
país, es la incineración de éstos como combustible alternativo usado en plantas
productoras de cemento, o para la generación de vapor y electricidad. La implementación
de plantas de reciclaje de NFU permite recuperar gran parte del material que los compone,
separando goma, caucho, telas y metal, añadiéndole un potencial valor comercial a estos
desechos.
El uso de material reciclado proveniente de neumáticos de desecho en la construcción,
principalmente goma y caucho granulados, se ha desarrollado
La aplicación de este material reciclado se ha extendido a la construcción, siendo
incorporado en mezclas asfálticas para caminos como modificadores de ciertas
propiedades. Las mezclas asfálticas en caliente modificadas con caucho permiten obtener
pavimentos resistentes al agua, con una mejor respuesta a los cambios térmicos, mayor
viscosidad, presentando una mayor resistencia a la rotura por fatiga (Delarze, 2008). Su uso
en el hormigón no se encuentra muy desarrollado, principalmente por la dificultad que
presenta la gran diferencia en el módulo de Young que presentan ambos materiales, debido
a esto la resistencia de la mezcla puede verse reducida hasta en un 80%. La forma más
común de incorporar este material en el hormigón es en forma de partículas en tamaños
variables, desde 75um, hasta los 450mm (El-Dieb et al , 2003).
El uso de goma en el concreto, al igual que en el asfalto, ayuda a prevenir propagaciones de
fisuras, además de aumentar su ductilidad, capacidad de absorción de energía, y mayor
absorción sonora (Taha et al , 2008).
2.5.5. Plástico
La incorporación de plástico en la elaboración de hormigón encuentra uno de sus
mayores obstáculos es la compatibilidad entre las partículas de plástico y la matriz de
cemento, dada la naturaleza dispar de ambos materiales el uso de este agregado es
recomendado en concreto en el cual no sea necesario alcanzar grandes resistencias. Al -
Manaseer y Dalal (1997) hicieron una serie de ensayos con probetas las cuales incluían
-
8/17/2019 Hormigon y Vidrio
43/91
33
agregados plásticos en porcentajes variables entre 10-50%, encontrándose una disminución
en la resistencia entre un 34% hasta 67%, comparadas a probetas convencionales, con
agregados pétreos, esto debido principalmente a la casi nula absorción de agua por parte
del plástico, aumentando la razón agua cemento en la mezcla.
A pesar de las limitaciones existentes, el Plascrete, como es conocida esta mezcla entre
hormigón y plástico reciclado, se utiliza para elaborar mezclas livianas con fines específicos,
por ejemplo, la empresa norteamericana Conigliario Industries fabrica bloques de este
material, los cuales son usados para crear muros de contención capaces de retener agua,
control de erosión, bodegaje, incluso demostrándose mediante pruebas su resistencia ante
explosiones y balas (Conigliaro Industries).
2.6. El vidrio en el hormigón – Revisión del estado del arte.
Las primeras investigaciones en relación a la reutilización del vidrio desechado, pensado
como un agregado para la preparación de hormigones, datan de principios de la década de
1970, pero el problema de la llamada reacción álcali-sílice (ASR, por sus siglas en inglés) era una
barrera insuperable para la época. Ésta reacción suele producirse en el hormigón producto de la
reactividad existente entre sus materiales componentes (cemento Pórtland, agua, agregados,
adiciones minerales y aditivos), principalmente por la presencia de sílice amorfo (no -cristalino).
Al combinarse con la pasta de cemento, de naturaleza alcalina, en presencia de humedad, ésta
última ataca al sílice presente en los agregados formando un gel silicato-alcalino viscoso, que
finalmente provoca una expansión no uniforme en el elemento de hormigón, lo que se traduce
en grietas en la superficie del mismo. Dado que esta reacción se produce en presencia de
humedad, es importante controlarla especialmente en aquellas estructuras que prestarán
servicio de forma permanente, o con cierta periodicidad en ambientes húmedos o bajo el agua
derechamente. Este es un problema que se manifiesta a largo plazo, pudiendo pasar incluso
años antes de que sea evidente el daño provocado por este fenómeno (Becker, 2002). La
complejidad de esta reacción hace que sea muy difícil establecer a priori cuando un
determinado agregado es potencialmente reactivo o no. Estudios en la materia han
-
8/17/2019 Hormigon y Vidrio
44/91
34
determinado que a medida que se utilizan partículas de vidrio más f ino, a partir de un tamaño
de 0,15mm (tamiz #100, según ASTM), se reduce y hasta logra controlarse la reacción álcali-
sílice.
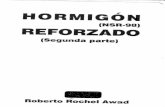
En consistencia con lo anterior, es particularmente deseable controlar la expansión del
hormigón, producto de la reacción ASR, principalmente por un tema de serviciabilidad del
hormigón estructural; se ha podido determinar la estrecha relación entre el color del vidrio
utilizado y la expansión relativa en piezas de hormigón con vidrio como agregado (Figura 8), ya
que el color del vidrio depende directamente de la composición química del mismo. Los colores
más comunes en botellas de vidrio son: verde, ámbar y transparente, siendo el más expansivo
de los tres el vidrio transparente, seguido por el ámbar, y el menos reactivo en ese aspecto el
vidrio verde, debido principalmente a la presencia de óxido de cromo en su composición, el que
es agregado por los fabricantes para poder lograr la tonalidad verde en el cristal (Jin et al.,
2000).
Figura 8. Expansión en barras de mortero con un 10% de agregado de vidrio, de acuerdo al tamaño departícula y color del vidrio (Jin et al., 2000).
Existen diversas formas de controlar la reacción álcali-sílice, en hormigones con agregado de
vidrio, por ejemplo: utilizar un cemento con bajo contenido alcalino, cambiar la química de los
Tamaño de Partícula
ExpansiónRelativa (%)
-
8/17/2019 Hormigon y Vidrio
45/91
35
cristales, haciéndolos menos reactivos, aplicar una capa protectora al vidrio, entre otras. En
cualquier caso se debe tener especial cuidado en cuanto a alterar la estructura química de los
cristales, cualquier cambio por pequeño que sea en su configuración, puede hacer grandes
diferencias cuando conforme una pieza de hormigón.
Por otro lado reemplazar agregados naturales del hormigón con agregado de vidrio, acarrea
serias repercusiones en el diseño de la mezcla de hormigón y en la forma de producirlo. Esto
debido a que el vidrio no es considerado como un agregado natural por un a serie de razones: si
bien es un material manufacturado, y por tanto su composición química es bien conocida, su
naturaleza amorfa hace que la química pueda variar considerablemente en distintos tipos de
cristales (por ejemplo vidrio de botellas, tubos fluorescentes, cristal para ventanas, etc.) y según
el fabricante. Lo anterior añade una dificultad al pensar en el cristal de desecho como un
agregado del hormigón, por lo que es necesario controlar muchas variables si se quiere trabajar
el vidrio de esta manera. (Meyer, 2008).
El cristal posee otras propiedades bastante interesantes para el efecto estudiado:
La capacidad de absorción de agua es prácticamente cero en los cristales. Para el diseño de
determinadas mezclas de hormigón, esto es una ventaja importante, puesto que la absorción de
agua no será una variable, como sucede con la mayoría de agregados naturales. Por ejemplo, al
no tener capacidad de absorber agua, no existen problemas por esponjamiento, por lo que para
una determinada trabajabilidad (o un determinado asentamiento del cono) de una mezcla,
podemos utilizar una menor razón agua-cemento, mejorando la resistencia mecánica del
hormigón, adquiriendo mayor durabilidad, sin necesidad de usar aditivos para tal efecto.
(Meyer, 2008)
Otra ventaja que nos entrega el vidrio, es que proporciona una alta resistencia a la abrasión en
los elementos de hormigón, hecho que lo convierte en un material apropiado para su uso en
pavimentos en general, como por ejemplo carreteras, losas de aeropuertos, entre otro s. Según
esto es posible fabricar hormigones de alta resistencia con la incorporación de agregado de
vidrio.
-
8/17/2019 Hormigon y Vidrio
46/91
36
En relación a lo señalado en el párrafo anterior, la añadidura de vidrio en la fabricación de
hormigones y asfaltos para su implementación en pavimentos en general, tiene otro efecto
positivo, ya que por su capacidad de reflejar los rayos de luz, es especialmente útil en
condiciones de poca visibilidad, por ejemplo en pistas de aterrizaje o carreteras, ya que las luces
de los vehículos son reflejadas en las partículas de vidrio, logrando una mejor iluminación.
A mediados de la década de los 90 en Estados Unidos se construyeron pistas de aterrizaje en
aeródromos pequeños utilizando asfalto con un porcentaje de vidrio reciclado de un 10%, con
partículas que promediaban los 6mm de diámetro (University of Missouri-Rolla, 1997).
Algunas propiedades atribuidas al vidrio molido que son de interés para el uso que se propone
se mencionan a continuación:
El polvo de vidrio de un tamaño menor o igual a 45m puede considerarse como un material
puzolánico, de acuerdo a los requerimientos de la norma ASTM C618, que establece las
propiedades físicas y químicas para estos materiales. Por otro lado el efecto puzolánico de la
adición del cristal molido al hormigón, se hace evidente a edades más altas de los elementos, de
28 y 91 días, alcanzando valores máximos para resistencias a la compresión, a la tracción y al
corte a la edad de 91 días, obteniéndose buenos resultados con un porcentaje de adición de
vidrio de un 10%.
Si bien la trabajabilidad de la mezcla de hormigón disminuye a medida que aumenta el
porcentaje en peso de vidrio agregado, pérdida que se puede medir en la disminución del
asentamiento del cono, por otro lado, las piezas de hormigón resultan ser más resistentes que
los elementos elaborados con hormigón en base a cemento Pórtland ordinario. Además, la
expansión debida a la reacción alcali-sílice, es controlada en directa proporcionalidad según sea
el porcentaje de vidrio agregado a la mezcla (METWALLY, 2006).
LAM et al (2007) propone un tamaño de partícula menor a 300m, para favorecer la reacción
puzolánica, y poder controlar la reacción álcali-sílice, además se sugiere realizar un tratamiento
con litio al vidrio antes de su utilización, para limitar la expansión producida por la reacción ASR.
SCHWARZ et al (2008) realiza una comparación entre el comportamiento del hormigón usando
dos agregados distintos, el vidrio y cenizas volantes Clase F, definida según ASTM C618. En dicho
-
8/17/2019 Hormigon y Vidrio
47/91
37
estudio se pudo comprobar que el hormigón con agregado de vidrio, con un porcentaje de 10%
de dicho material, presenta una mayor resistencia a la compresión a los 28 días, que el
hormigón preparado con cenizas volantes al mismo porcentaje de adición. Por otro lado, se
reafirma el hecho de que el polvo de vidrio es beneficioso para controlar la reacción álcali -sílice
en el concreto, siendo este efecto directamente proporcional a la cantidad de vidrio añadido,
aunque la ceniza resultó ser más beneficiosa en ese sentido, al mismo nivel de añadidura en la
mezcla de hormigón. De acuerdo a eso último, se logró demostrar que mezclas ternarias (que
contenían cemento, vidrio molido y cenizas) resultan ser muy efectivas en el control de la
expansión por ASR.
Cabe mencionar que hasta el momento se ha demostrado que el hormigón con agregado de
vidrio de desecho, presenta buenas respuestas frente a ambientes a temperaturas hasta los
150ºC aproximadamente, incrementos de temperatura por sobre este valor tienen efectos
negativos en la resistencia mecánica de este material (Terro, 2005).
La posibilidad de combinar distintos colores por su potencial estético, pensando principalmente
en el valor arquitectónico y decorativo que puede tomar el concreto, añade otro beneficio al
potencial uso del vidrio como un agregado en la preparación de hormigones en general.
En ese sentido actualmente existen algunos fabricantes, ubicados en EEUU y Canadá
principalmente, de elementos para casas habitaciones elaborados con glasscrete (nombre con
que se conoce al concreto con vidrio reciclado como agregado), como cubiertas para cocinas,
vanitorios, piscinas, terminaciones para muros y escaleras, entre otros.
Finalmente mencionar el hecho de se puede contribuir a la reutilización del vidrio, y de esa
forma reducir la cantidad de desechos sólidos depositados en los vertederos, mediante su uso
en la elaboración de hormigones. Por ejemplo en una pista de aterrizaje de un kilómetro de
largo, con un porcentaje de vidrio utilizado de un 10%, se pueden reutilizar 450 toneladas de
este material, que h