[i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa...
12
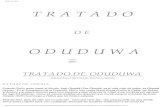
16.6 SUBTEMAS PRIORITARIOS EN EL AREA DE PROCESOS DE MANUFACTURA PARA EL DESARROLLO DE ANTIOQUIA HACIA EL 2010 [ i ] FIGURA 95 .. Temas Prioritarios en el area de Procesos de Manufactura para el Desarrollo de Antioquia hacia el 2010 100 DANALISIS POR PUNTAJE % ,...--, DANALISIS POR CONSENSO % ;; 77 77 72 r- 70 69 ..- 67 64 64 - 67 ......, 62 62 .-- - ..- r- 58 ,--, 58 59 55 ro- 55 52 .-- r- 52 r- 48 48 I, 48 - . ,.-. r- - r- I "' I; ' .. I :, I' [ ,' [, I e. i' ,: l' I ::' 1 '2 I' I' I' " -.,, i!l' !, .9 -8 .!!! .. .!! !(l ., X .9 J c .Q § g> .a ", c: . !II .. III e <0 .. « c (5 j a: E 0; :g >- 11 ci: C <Ii '" Ul I! >- 8 ::;; j :;:J -8 ", >- u.. ., -g y -8 IX ii ", Ul ! -0) 0 i .5l c o c or ., Oi Ul c: " OJ I <fl ::;; j c. 0 0.9 ci: a.. 0:2 .111 a.c. « a. 0 a '0 :i j 11 « <fl .. 0 T§ 0 ci I- « 0 Las actividades que requieren mayor impulso en el departamento de Antioquia tienen relaci6n con los procesos modernos de mecanizado, los procesos de soldadura, ensamble, el aseguramiento de la calidad, el mantenimiento y las tecnologias avanzadas de manufactura (desde las tecnicas computacionales hasta la obtenci6n de prototipos rapidos) como puede verse en el listado de frentes de trabajo que se detallan a conti n uaci6n Detalle de los Subtemas priorizados En la tabla aparece un listado de los temas generales de trabajo en el area y I tid os que a pa recen con as erlsco son os prlorlza os. En moldes De arena De casca ra desechables De cera 0 espuma Permanente Fundici6n Centrifugo En moldes Continuo reutilizables En dado Squeeze casting Electromagnetico 0 d e levitaci6n 8-349
Transcript of [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa...
![Page 1: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/1.jpg)
16.6 SUBTEMAS PRIORITARIOS EN EL AREA DE PROCESOS DE MANUFACTURA PARA EL DESARROLLO DE ANTIOQUIA HACIA EL 2010 [ i ]
FIGURA 95.. Temas Prioritarios en el area de Procesos de Manufactura para el Desarrollo de Antioquia hacia el 2010
100 DANALISIS POR PUNTAJE % ,...--,
DANALISIS POR CONSENSO % ;; 77 77 ~ 72 r 7069 .. 6764 ~ 64 - 67
......, 62 62 .- - ..r 58 ,--, 58 59
55 ro 55 52 .- r
52~ r48 48
I, 48 - . ,.-.
r - r- I"' I; '.. I:, I' [,'
I "~ [, Ie. ~',
i' ,: l' I::' 1'2
I' I' I' "-.,, i!l'
!,
.9 ~ -8 .!!! .. .!! !(l ., X .9 Jc .Q § g> .a ", c:
.!II .. ~
III e <0 .. . ~ « c (5 j a: E 0;
:g ~ > 11 ci: C <Ii ~ ~~ '" Ul I! ~ > 8 ::;; ~ j
:;:J ~ -8 ", ~ > u.. ~
.,-g y -8 ~ IX ii
~ ",
Ul ! -0) 0
i .5l c o c or., Oi
Ul ~~ c:
" OJ
I <fl ::;; j c. 0 0.9
ci: a.. ~ 0:2
.111 a.c. ~ ~ «
a. 0 a '0 :ij 11 «<fl .. 0
T§ 0 ci I «
0
Las actividades que requieren mayor impulso en el departamento de Antioquia tienen relaci6n con los procesos modernos de mecanizado, los procesos de soldadura, ensamble, el aseguramiento de la calidad, el mantenimiento y las tecnologias avanzadas de manufactura (desde las tecnicas computacionales hasta la obtenci6n de prototipos rapidos) como puede verse en el listado de frentes de trabajo que se detallan a conti n uaci6n
Detalle de los Subtemas priorizados
En la tabla aparece un listado de los temas generales de trabajo en el area y I tidos que a pa recen con as erlsco son os prlorlza os.
En moldes De arena De casca ra
desechables De cera 0 espuma ~erdida Permanente
Fundici6n Centrifugo En moldes Continuo reutilizables En dado
Squeeze casting Electromagnetico 0 d e levitaci6n
8-349
![Page 2: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/2.jpg)
Tratamientos t ~hmicos
Proceso de suavizado
Recocido Normalizado Revenido
Proceso de endurecimiento
S o l ucl6n s6 1lda* Por deformacl6n* Por reflnamiento de grano * Por prec lpltacl6n* Po r d lspe rsi6n* Po r transformacl6n de fase * Pa r enfr lamlento rapldo ·
Tratamjentos Ll ama * superficlales I nducc l 6n • select lvos del RaVo l aser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia I es Nitruracion ionica por alteracion Plateado i6nico qufmica Implantaci6n ionica
Proceso de con fo r mado
Embutido Estirado, estirado de alambre Doblado Repujado Forjado extru si6 n
IRolado en frio Estampado Cizalla m le nto Formado ~or alta energfa
Maq ufn ado Maqu lnado
Torneado, Fresado, Brochado , Cepiliado y planeado , Taladrado , Rectlflcado * Esmerilado y acabado u/trafino* Maqulnado qu i miCo * Maquinado electroquimlco * Maquinado ultras6nlco * Maquinado por descargas electri cas* Maqulnado po r rayo laser* Maqu l nado po r r ayo electr6nico* Maqu l nado po r plasma * Magu /nado por chorro de aQua*
Mecanica de precision
Union y ensamb l e
Juntas mecanicas V adhesivos Revestimientos V metalizados superficiales Proceso de ensamble* I
Soldadura y corte
Oxiaceti l enica* I
De arco* De res/stenc/a * De estado s61ldo * Thermlt* De rayo laser '" De r avo de electrones* De electroescor ia* A tope* Por Inducci6n* Soldadura fuerte y blanda *
Tratamientos de acabado
Limpieza mecanica Limpieza quf mica Eliminacion de rebabas Pintura Plateado Pulido Galvanizado Anodizado
Aseguramiento de la calidad
Metrologla * Capacldad de procesos y control de calldad* EnsaVos V IEnsaVos destructivos V no destructlvos * pruebas Pru ebas ,.
8-350
![Page 3: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/3.jpg)
Fabricacion de plasticos, ceramicos y compuestos
Procesamiento de caucho y elastomeros
Fabricacion de plasticos
Fundicion Soplado Moldeado por compresion Inyeccion y transferencia Moldeado en frio Extrusion Termoformado Moldeado rotacional Moldeado por espuma Maquinado Acabado y ensamble
Metalurgia de polvos
Polvos de metal Metodos de compactacion Sinterizado Operaciones de acabado
Tecnologias avanzadas de manufactura
CAD, CAM, CAPP, CAE, CIM , FMS, rap id prototyp ing* Inteligencia artificial, sistemas expertos, sistemas de informacion Robotica automatizacion mecatronica
Sistemas de produccion
Ingenieria concurrente Tecnologia parametrica Monitoreo de condic ion Lean manufacturing Diseiio para manufactura Diseflo para ensamble Schedulino
Otros temas
Mantenimiento* Manejo de materiales* Empaque Almacenamiento Lubricacion
Revisar los numerales Que se sugieren a continuacion en relacion con otros estudios regionales en los Que tiene buena participacion el campo de los Procesos de Manufactura:
5.1 Actividades de los diferentes grupos industriales Que aportan al PIB colombia no en los Que tiene participacion el Ingeniero Mecanico
Actividades Economicas Claves para la Construccion de Futuro en AntioQuia [.lQ.]
A continuacion se presenta para cada una de las subareas:
Los mapas conceptuales (Numeral 7.6) .* Los temas fundamentales de cada subarea (Numeral 4.3).*
* Los perfiles de formacion para cada una de las subareas (Numerales 8.1 y 8.2).
* La descripcion detallada de los perfiles de las subareas (Numerales 8.1 y 8.2).
En el documento de propuesta de la reforma se detalla la asignatura de esta area.
8-351
5.4 .4
![Page 4: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/4.jpg)
16.7 ASPECTOS ACADEMICOS DE L ARE A DE · PROCESOS DE MANUFACTURA.
16.7.1 Mapa Conceptual del Area de Procesos de Manufactura
En la Figura 92 se presentan el enlace de los componentes fundamentales del area de Procesos de Manufactura.
16.7.2 Temas Fundamentales en el Area de Procesos de Manufactura
En el numeral 4.3 de este documento se explica el proposito y la . Di metodologfa de este tema y en la Tabla 57 se presentan los temas fundamentales del area.
16.7.3 Perfil de Formaci6n e n e l Area de Procesos de Manufactura
En los numerales 8.1 y 8 .2 se explica el proposito y la metodologla de este tema; en la Figura 93 se presenta el perfil de formacion en el area y en la Tabla 58 la descripcion detallada del perfil.
B-352
![Page 5: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/5.jpg)
FIGURA 96 Mapa conceptual para el area de Procesos de Manufactura
Diseiio 1- trabaja en Materiales r- J/ave con
PROCESOS DE MANUFACTURA
Fin ultimo: Fabricaci6n de Productos ·~~--·-----------·-----------· T --- ----- --------------- ------------------.~.- --,
, , se dividen en .... , I
". " I ,
•,, ..
Q./... c:::
c::: Q./ '0 c: . rc5E
.. .. ..
L.. Q)0..
...
Procesos de Uni6n
Union Mecanica
se dividen en
I'tl C:::-O '0 I'tl . U c::: Vl=>0
ex:
dentro de los cuales se encuentran
I'tl Q) c::: t: -0 ::J 'iii
...... Q)I'tl L..
Q./o. -0
c: Vl o 0 u > o 'iii
"OQ)rtl..c. 0'1"0 Q) rc 0..
Union Permanente
se dividen en
Q)
1: Q)
::J rc u."O I'tl c: L.. I'tl ::J-01:0 I'tl>"0 '0 lJ)
E ::J "0 rc "0 o lJ)
Operaciones de Superficie
58 di viden en
Vl o Vl "'Q./c:::_ .~ .~E .!::! 'i:: 't: .oQ) ::Jo. u ::J Q)lJ) ex:
Q./ "0
o .~ "'uc::: , -Q.j't: . Q)
Eo. rc ::J ~lJ)... r-
Procesos de Transformacion
dentro de los wales se encuentriiln
Mejoramiento de Propiedades
Vl o "'Vlc::: 0 .~ .!::!
E E rc,Qj 'lUr-L.. r-
Q) "0 Q)
::J I'tl 0' ... c::: ::J rc .=t> « L.. o
0..
Procesos de Conformacion
se dividen en
c::: '0'u I'tl I'tl .!::!
Et: L..,1'tl
-E'il: Q)
o
Vl rc ~ u t I'tl 0.. Q)
o
-----_._----_ ... _---_ ..... _---_._._---_ .... -_ .... _----- -- _.---_._---------
B-353
..
0 Q./ -0 0 ~
•, I
••,.....,.
![Page 6: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/6.jpg)
;If) ~ w
CJ)Ql'" « o~ 01.. IUU
C 01 C CW 01 coTABLA 59. TEMAS FUNDAMENTALES EN EL AREA DE 01 0
C L ·u> CJ) 01PROCESOS DE MANUFACTURA C'<II ~IUo 'E 01 CUuIU 0::'
01CX ..«W C .
15FUNDICI6N * * MAQUINADO. procesos basicos de fabricaci6n: torno, fresadora, taladro, 18* * rectificado, etc MANUFACTURA AUXIUADA POR COMPUTADOR. Fundamentos de control 13* * numerico NC. Modelamiento
PROCESOS DE UNI6N. (soldadura, adhesiv~s) 15* * INSPECCI6N. Defectos, grietas, deformacion termica, distorsion en 3soldaduras, etc PROCESOS DE CONFORMACION POR DEFORMACION. Laminacion, 18* * extrusion, trefilado, estampado, doblado, etc
SINTERIZACI6N 9* OTROS PROCESOS (electroerosi6n, ultrasonido, laser, prototipado 12* * rapido, haz de electronesl
PROCESAMIENTO DE POLiMEROS 7* PROCESAMIENTO DE COMPUESTOS 4
MEDICIONES, ERRORES E INSTRUMENTOS DE MEDICI6N 12* * METROLOGiA DE PRECISI6N 1
TOLERANCIAS DIMENSIONALES Y GEOMETRICAS 5* * Fotoelasticidad, termopares, extens6metros electricos, acelerometros 3
ASPECTOS DE PRODUCCION. MODELOS DE CAUDAD Y NORMAUZACI6N 11* * SELECCI6N DE MATERIALES 4
ENSAYOS NO DESTRUCTIVOS 2
INTERACCI6N DE MATERIALES CON EL DISENO DE PRODUCTOS 1
CONSIDERACIONES DE LA MANUFACTURA EN EL DISENO DE PRODUCTOS. 6
Ingenieria Concurrente.
DISENO Y TECNOLOGiA PARA EL ENSAMBLE 4
DISENO DE HERRAMIENTAS 2
MANTENIMIENTO 2
Analisis
* Mas del 83% de las universidades trabajan los procesos convencionales de mecanizado, deformacion, union y fundicion; el 67% trabaja ademas los procesos modernos y mediciones y, el 72% la manufactura auxiliada por computador. Como se demostro en el numeral 4.2.7, el 60% del tiempo 10 dedican al trabajo teorico, el 8% en talieres de resolucion de problemas 0 tutorlas y el 31% en practicas de laboratorio y/o apoyo con medios informaticos. Esto significa Que es importante Que el estudiante conozca como operan los diferentes procesos de manufactura y como utilizar los
118 Troncales curriculares par carreras de pregrado en biologfa, matem~tlcas, qufmica, ing. Mecanica, ing. Electrica, Ing. Quimica, ing. Industrial: Universidades de los parses del convenio Andres Bello. Santa fe de Bogot~, 2000.
119 Clasificaci6n por consenso de los referentes internacionales; cantidad de universidades que tienen explicito el tema
B-354
![Page 7: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/7.jpg)
VF k<;IOAI) N ACIO A DB COLOI\.ITH .... --Sl -It! · ~ ·W' .L. f'h
I r PTO. IW R IB lOiECA P IUL OTFCA MI ~
i nstru mentos de med iCion; de ese modo cue nta con criterios de la manufactura para abordar el diseno y para realizar una orden de trabajo con pianos de construccion.
* Temas como inspeccion de soldadura, procesamiento de compuestos, metrologia de precision, ensayos no destructivos, diseno de herra mientas y ma nten imiento se considera n com plementa rios dado que no mas del 18% de las universidades 10 tienen dentro de su plan obligatorio.
FIGURA 97 Perfil de formacion en el area de Procesos de Manufactura. ... La primera columna representa la subdivisi6n de cada uno de los resultados del Abet aplicables a est a area y la primera fila representa los niveles cognoscitivos a los que se "ega en cada atributo planteado
o.., c '0c VI CPROCESOS DE MANUFACTURA Q)
C ' 0
C -0
VI00 E Q) VI U UU-0.., L. ttlVI ttlu ttl VIIII ~ o a. Q) ~ L.u~.o ..,Perfil de objetivos de aprendizaje o ~ . c E 'ttl ttlcVI L. o o a. c ttlQ).., > a::<{ U U <{ <{ VI LLJ >
A2
Jdentifica 8J:lA1izlL y Clasifjca la amplia variedad de procesos de manufactura Y sistemas de verificaci6n, que Ie permiten al ingeniero tamar decisiones acertadas respecto a la ~ellU;~i QO Y ~Q.n del tipo de proceso en un caso especifico de manufactura. Para ello tiene en cuenta sus posibilidades tecnicas y los factores economicos en relaci6n con el material y la precision (dimensional y superficial) requerida por la aplicacion. Lleva a cabo el diseno de practicas de verificacion dimensional, geometrica y de calidad superficial. Es consciente de los errores de instrumentaci6n. Veri fica la calibracion de l o s i nstrumentos . Compara la s mediciones con los valores de los pianos. Veri fica y analiza resultados.
..
B (1-4)
D Trabajo en equlpo
El Identifica las tendencias de los procesos de manufactura en el campo metalmecanico regional
E2 Proporciona una lista de alternativas para la obtenclon de un producto . Reconoce las ventajas y desventajas de cada alternativa y Selecciona la + adecuada
E3 Describe y entiende los problemas de ingenieria que involucran la seleccion de los procesos en diversos casas de manufactura . Analiza y selecciona soluciones potenciales
::41
E6 Ide p t i f ;ca e ~ que informacion se requiere para el disefio de gamas de fabricacion ap r opiadas y eficaces para la obtenci6n de un ~roducto metalmecanico
E8 Demuestra habllidad para aplicar con c eptos teoricos en la solucion de problemas pra c t l cos
E9 Sabe cuales fuetes debe lLt.lliz.lIL para reccpila r la informacion (princip los y cara c teristlcas de equipos , dispositivos e instrumentos de verificaci6n)
ElO Predice resultados (precision dimensional y geometrica y calidad superficial) a partir del conocimiento de los datos tecnicos de las tecnologias de fabricaci6n existentes
El2 Desarrolla criterios con base en fundamentos teoricos adquiridos con los cuales se p r ocede a evaluar las soluciones propuestas
El5 <;;:_QillP.iIU Y ~ las soluc iones planteadas y Sele!;C; OO il la mejor con base en el grupo de criterios desa r rollados
El6 C!Q l; Urnen.t£ la alternativa elegida; [~c o w ieoda y g~la soluci6n.
F Comprende su responsabil i dad etica y profesional
Gl G3 G4
Comunica eficazmente por escrito y en forma grMica '<• •
K Utiliza tecnlcas modernas de ingenieria y herramientas com putac io na les
8-355
![Page 8: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/8.jpg)
TABLA 60. Descripcion detallada del perfil del area de Procesos de Manufactura
ATRIBUTO. Las letras corresponden a los 11 resultados del criterio 3 del Abet. Los numeros que acompanan a las letras corresponden a los atributos desarrollados para los resultados citados.
CATEGORiA. Corresponde a los seis niveles cognitivos de la taxonomfa de Bloom: 1. Conocimiento, 2. comprensi6n, 3. Aplicaci6n, 4. Analisis, 5 Sfntesis, 6. Evaluaci6n y 7 el nivel de Valoraci6n del dominio afectivo.
0 l ::J UI.., II! I-e(
e(,.., II! 0
" w l-e( u
PROCESOS DE MANUFACTURA
Descripcion detallada de los atributos de aprendizaje en las diferentes categorias cognoscitivas y en la de valoracion
AI concluir el area el estudiante:
N c::(
f"l
N
....
Tiene una visi6n global de una amplia variedad de procesos de manufactura (metales y pollmeros), los Identifica y los Claslfica teniendo en cuenta sus posibilidades tecnicas y los factores econ6micos en relacion con el material y la precisi6n (dimensional y superficial) requerida por la aplicaci6n. Identifica las superficies generadas en un proceso determinado. Describe e Identifica las bases teoricas de la tecnologfa mecanica y las Aplica a los diferentes procesos de fabricacion, con especial enfasis en la resoluci6n de problemas concretos. Comprende el significado de los procesos de fabricaci6n en la tecnologfa actual. Conoce los principios fisico - qufmicos que caracterizan cada grupo de conformacion . Establece la importante relacion entre el diseno de productos con los metodos utilizados para su fabricaci6n . En ese sentido Identifica, Discute, Analiza y Define los requisitos de ingenierfa, los atributos del producto (especificaciones de precisi6n, acabado superficial de la pieza y material) y los equipos requeridos para Ilevar a cabo con exito procesos tales como: fundici6n, conformacion por deformacion (laminaci6n, fo rj a, extrusion, corte, etc) mecanizado, producci6n de polimeros, pulvimetalurgia, uni6n. Identifica, Compara y Clasifica la relacion entre procesos y resultados. Examina los pianos de diseno de un componente y Describe la secuencia posible de procesos de manufactura para la producci6n del componente (Concibe las gamas de fabricaci6n apropiadas y eficaces). Especifica adecuadamente en un plano constructivo el ti po de proceso de deformaci6n mediante el cual se va a obtener el producto deseado: forja, laminado, extrusi6n y estirado. Identifica la manera c6mo operan las maquinas herramientas estandarizadas, los equipos de soldadura, los procedimientos de prueba de propiedades del material que son importantes en la manufactura y conoce los conceptos de programaci6n de maquinas herramientas CNC Situa las diferentes tecnicas en el contexto de la fabricacion industrial Analiza los metod os de fabricacion de las diferentes familias de materiales compuestos, asf como los aspectos de diseno para fabricaci6n para este tipo de componentes . Identifica y Analiza la aplicaci6n de los procesos no convencionales (e Iect roe rosi on, mecanizado a alta velocidad, etc. ) y de los complementar i os (soldadura) que Ie permitan tomar decisiones acertadas en la selecci6n y aplicaci6n del tipo de proceso en un caso especffico de manufactura.
.... w
N
.... Identifica y Describe la realidad y las tendencias de los procesos de manufactura en el campo metalmecanico regional.
N w
f"l
N
....
Proporciona una lista de alternativas posibles para la obtenci6n de un producto metalmecanico. Reconoce las ventajas y desventajas de cada alternativa y con base en ello selecciona el 0 los procesos para la fabricaci6n del componente .
f"l w
f"l
N
....
Describe y Entiende los problemas de ingenierfa que involucran la selecci6n de los procesos de fabricaci6n mas indicados en diversos casas de manufactura; Identifica y Lista alternativas para resolver los problemas. Analiza y Selecciona las soluciones potenciales.
\0 w
N
.... Identifica e Indica que informacion se requiere para el disei'lo de gamas de fabricaci6n apropiadas y eficaces para la obtencion de un producto metalmecanico.
B-356
![Page 9: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/9.jpg)
1'- Indica la manera como se aplican los conceptos te6ricos en la soluci6n de co M problemas practicos. Valora y acepta las limitaciones del uso de conceptos
teoricos evidenciados por la realidad practica W
'" Sabe cuales fuetes debe utilizar para recopilar la informaci6n relacionada con
M 0\ - los principios y las caracteristicas de los equipos y dispositivos con los que se W '" realizan los diferentes procesos de manufactura y los instrumentos para lIevar a .....
cabo la verificaci6n de la calidad.
Esta en capacidad de predecir los resultados (precisi6n dimensional y0 M... geom~Hrica y calidad superficial) a partir del conocimiento de los datos tecnicos w N
de las tecnologias de fabricaci6n existentes.
Desarrolla un grupo de criterios con base en los fundamentos te6ricos ", '" ..... M
adquiridos con los cuales se procede posteriormente a evaluar las soluciones W ...- propuestas
V Utiliza el conocimiento, la informacion y las habilidades para Comparar yII)
M..... Contrastar las soluciones planteadas y Selecciona la mejor con base en el grupow de criterios desarrollados.'"
Ilustra en forma escrita la alternativa elegida a traves de un documento en el10 10 ..... que recomienda y explica la solucion. Proporciona informacion detallada de la II)W soluci6n recomendada.
Comparte responsabilidades con otros miembros de equipo . Demuestra v compromiso con los objetivos del equipo. 8.Q..Q.tl otros miembros del equipo en0
sus rol.es asignados. Es flexible y sensible con otras necesidades. -
Da retroalimentaci6n especifica y constructiva a otros miembros del equipo. II) Comenta apropiadamente los balances negativos con los positivos . Solicita 0 retroalimentacion de otros. Evita un lenguaje critico 0 comentarios
desagradables cuando se hace retroalimentaci6n r---
Estructura ideas claras y concisas. Utiliza ejemplos especificos para transmitlr1'0 ideas.
r- CO Comparte informaci6n con los demas. Suministra informaci6n a tiempo.0
ro Usa lIuvia de ideas y otras tecnicas de generaci6n de ideas. Participa en el... desarrollo de ideas.0
I- M Toma decisiones basadas en los hechos en lugar de "senti res" 0 intuici6n . No se..... ... apresura a sacar conclusiones . Estimula a los miembros de equipo para apoyar
0 las decisiones I--
Cuenta con todos los miembros del equipo antes de finalizar las decisiones. Consulta la opinion de los miembros. Escucha las opiniones y sentimientos de
'"..... los otros miembros del equipo. No presiona a otros para tomar las decisiones . 0 Determina con precisi6n cuando usar consenso para la toma de decisiones y
cuando no. r---
Establece las tareas prioritarias. Manifiesta claramente las expectativas conM ..... respecto al funcionamiento del equipo . Mantiene el equipo enfocado. Registra0 hitos y logros
I--Termina los compromisos. Es puntual para las reuniones y citas. No critica aII)
..... otros a sus espaldas. Es flexible y se adapta a las exigencias de situaciones y0 restricciones. Mantiene el equilibrio apropiado entre escuchar y hablar.
Recopila datos para apuntar con precision a los problemas Analiza los 0\
V problemas objetivamente. Prueba las suposiciones, ideas subyacentes,0 posiciones 0 declaraciones
8-357
![Page 10: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/10.jpg)
~
L/)
..... M .....
, N .....
ResReta las diferencias en estilo, cultura, experiencia y Conocimiento. Permanece imQarcial cuando discrepa con otros. Mantiene una perspectiva neutral cuando resuelva diferencias entre otros. es cooRerativo Y abierto con los demas. Ve los problemas como asuntos del equipo no como cosas que afectan a una 0 dos personas. ComRrende los sentimientos e intereses personales de los otros miembros del grupo . Escucha atentamente a los otros sin interrumpir.
0 ..... ro
" ID
L/)
'<t M'
, N '-'
0
r-..
Muestra interes en 10 que otros estan diciendo. Es receRtivo a la retroalimentaci6n y a la cdti ca de otros. Com(;!rende otras reacciones de retroa Ii me nta ci 0 n y cdtica. Se siente bien al eXRresar las alternativas de los puntos de vista. Es abierto a nueva informacion e ideas. Da a(;!ertura a nuevas ideas. Se siente comodo al enfrentarse a problemas abiertos. Estimula el pensamiento analltico simple. 8.Q..Qy,Q, I a 5 ideas y los puntos de vista de otros. Celebra los logros individuales y del equipo. Se siente seguro al atender varios asuntos al mismo tiempo. Apoya la direccion comRartida entre los miembros del equipo. Trata a otros con cortesia y resReto. Transmite entusiasmo y Q.Q.QY.Q. a otros, sobre todo cuando el equipo esta bajo tension. "No senala" 0 culpa a otros cuando las cosas van mal. ComRarte la res(;!onsabilidad
~
'<t
ttl
..... '-'
u..
r-..
ComRrende las responsabilidades eticas y profesionales: Defieode la decisi6n etica tomada con el apoyo de componentes verdaderos. Utiliza un sistema personal de valores retar a otros a codigo profesional de eticapara usar un durante la toma de decisiones. EI usuario cuestiona la decisi6n sola mente basado en los hechos confrontados con los impactos etlcos que la decision puede tener en el individuo, la compania y el publico. Utiliza un sistema (;!ersonal de valQres para apoyar las acciones. Acepta y/o cuestiona las normas.
..... 19
L/)
'<t
M
PreQara y Realiza informes tecnicos utilizando convenciones, formatos y bosquejos para la presentacion de los resultados de los analisis, la seleccion de la s~cuencia de procesos y/o los estudios de verificacion. Analiza y critica los argumentos eficazmente; selecciona y usa el estilo apropiado. Constru~e un argumento 16gico usando la evidencia como apoyo.
M
19 , .... 19
r-.. Tiene confianza al utilizar la escritu ra y los formatos grMicos como herramientas de comunicacion; ARrecia el rol que ellos juegan en su carrera academica y profesional y los ResReta como herramientas de aprendizaje.
'<t 19 N
Resume y ReQorta la informacion con precision. Selecciona la informacion actualizada respecto a los procesos de manufactura posibles pa ra la conformaci6n de un elemento determinado .
:,.:: M
Util iza software de diseno para la manufactura por que facilitan el analisis de las ideas propuestas en las primeras eta pas del diseno, permiten la identificaci6n de problemas en la manufactura y maxi mizar el usc de los procesos de manufactura existentes.
A continuaci6n se presentan atributos adicionales y particulares de cada subarea.
16.7.4 Perfil de Formaci6n en la Subarea Metrologia Basica
EI requerimiento de manufacturar productos de acuerdo con unas especificaciones establecidas plantea la necesidad de conocer aspectos relacionados con la medici6n y la inspecci6n de atributos y variables para garantizar niveles adecuados de calidad del producto y del proceso. Las dimensiones, los parametros de ensamble 0 ajuste, las tolerancias y las caracterfsticas de textura superficial son caracterfsticas inherentes a los elementos de maquinas y productos industriales. En la Tabla 59 se presenta la descripci6n detallada del perfil.
B-358
![Page 11: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/11.jpg)
TABLA 61. Descripcion detallada del perfil de la subarea Metrologfa Basica
ATRIBUTO. Las letras corresponden a los 11 resultados del criterio 3 del Abet. Los numeros que acompaiian a las letras corresponden a los atributos desarrollados para los resultados citados. CATEGORIA. Corresponde a los seis niveles cognitivos de la taxonomia de Bloom: 1. Conocimiento, 2. comprension, 3. Aplicacion, 4. Analisis, 5 Sintesis, 6. Evaluacion y 7 el nivel de Valoracion del dominio afectivo. r-r
ttl , a L. ..... a
::J 0>.0 W. .....L.
ttl AI concluir el area el estudiante:~ U
Describe, Identifica y Selecciona los principales metodos para la medicion de variables. Identifica y Aplica los conceptos de precision, exactitud, sensitividad, y otros relacionados en el momenta de enfrentar un problema de verificacion geometrica y dimensional. Identifica, Deduce, Diferencia, Explica, Clasifica y Calcula las caracteristicas que definen un aparato de medida (ej poder de resoluci6n). Reconoce las capacidades (usos y exactitud) de los dispositivos de medicion, directa e indirecta, mas comunes. Utiliza adecuadamente los aparatos de medida. Sabe como utilizar la precisian de los instrumentos de medida
M (micrometro, calibrador, galgas, etc).
~ N' ~~rsrc:~~t~6n I~:n~~f~C~r~o:e~'i~~ 1,~sS c~~~~~~inee~t.osR~:~~o~:al,~zSard::t:r~~~~~~i~~ ~~~ ....' formas geometricas y sabe como verificarlas
Aplicar las diferentes tecnicas e instrumentos para la medici6n y el control de ca/idad teniendo en cuenta: los defectos mas usuales en las piezas, la funci6n de acuerdo a su diseiio y los principales criterios de seleccion de metodos e instrumentos para medir la precision geometrica y dimensional de angulos, roscas, engranajes, acabado superficial, tolerancias, etc en las piezas fabricadas. Comprende la importancia practica y economica de las tolerancias en el diseiio de ingenieria. Comprende y evalua la seleccion proveniente de la concepcion, el valor de los intervalos de tolerancia impuestas sobre las piezas de acuerdo a su funcion y a las posibilidades de verificacion dimensional y geometrica que ofrecen los instrumentos de medida.
Reconoce las herramientas conceptuales y fisicas para lIevar a cabo el diseiio de LO una practica de verificacion dimensional 0 geometrica; Selecciona las variables, v los equipos de medicion y, si es necesario el disefio de un montaje para la M realizacion del levantamiento metrologico de piezas y dispositivos mecanicos N' teniendo en cuenta la precision requerida por las piezas, su complejidad y el
~ ....' poder de resolucion de los instrumentos; esta en condiciones de formular alternativas de evaluacion y control del procedimiento metrologico y de predecir las incertidumbres en la medici6n.
N co
M co
co
Acepta las limitaciones de los instrumentos de medicion y las tiene en cuenta a la hora de decidir un juego de tolerancias que respondan a las exigencias de un" ajuste determinado por el diseno.
Es conciente de los errores provenientes de la instrumentacion, del factor M
humane y del ambiente. Y Utiliza las tecnicas de medida apropiadas para la N
recoleccion de datos.
LO Diseiia y Utiliza formatos como tablas, pianos, etc para facilitar la lectura y el ~ analisis de las medicines obtenidas . Verifica si los instrumentos de medida M estan calibrados antes de iniciar una practica de verificaci6n dimensional.
Compara las mediciones con los valores establecidos en los pianos constructivos \D LO' o de verificacion de las piezas. Esta en capacidad de verificar y validar los
resultados experimentales, de cuestionarse si las restricciones se mantienen tanto en la realidad como en el experimento. Adicionalmente, Interpreta los
M , resultados respecto a las suposiciones, a la realidad y con respecto a las N
hipotesis originales. Evalua la exactitud y precision de los resultados.
" Evalua como los resultados pueden ser usados para tomar una decision y reconoce las limitaciones de un levantamiento metroiogico .
B-359
V V
![Page 12: [i ]...I nduccl6n • select lvos del RaVo laser* acero ; Ray o de electrones* Tratamientos Cementa cion ionica s u pe rfi cia Ies Nitruracion ionica por alteracion Plateado i6nico](https://reader033.fdocuments.co/reader033/viewer/2022041804/5e5323dcf179f2117b22f090/html5/thumbnails/12.jpg)
16.7.5 Perfil de Formaci6n en la Subarea Conformado Plastico
Gran parte de las materias primas empleadas en la manufactura de componentes de maquinas provienen de procesos en donde se aprovecha el comportamiento plastico de los materiales; tal es el caso de las laminas metalicas y los perfiles normalizados, entre otros. Ademas, este comportamiento plastico no es sola mente empleado como parte de un proceso prima rio, sino en la manufactura de componentes completos en grandes series, con ayuda de matrices y equipo para aplicacion de cargas elevadas. En la Tabla 60 se presenta la descripcion deta"ada del perfil.
TABLA 62. Descripcion deta"ada del perfil de la subarea Conformado Plastico
ATRIBUTO. Las letras corresponden a los 11 resultados del criterio 3 del Abet. Los numeros que acompanan a las letras corresponden a los atributos desarrollados para los resultados citados. CATEGORiA. Corresponde a los seis niveles cognitivos de la taxonomfa de Bloom: 1. Conocimiento, 2. comprension, 3. Aplicaci6n, 4. Analisis, 5 Sfntesis, 6. Evaluaci6n y 7 el nivel de Valoraci6n del dominio afectivo . .--.
III o "1: ..., 0 ::J 0\ .c Q)0;: +J
:t ~I AI concluir el area el estudiante: Describe e Identifica los principios fundamentales del comportamiento de los procesos de deformaci6n en masa y conform ado de lamina de los metales, ademas Identifica, Clasifica, Selecciona y Aplica dichos procesos de conformaci6n para dar soluci6n a casos especfficos de manufactura. Describe los
NI M
' artfculos obtenidos y sus cualidades generales. Describe, Explica e Ilustra los ~ N principios ffsicos involucrados en la deformaci6n plastica. Compara las ventajas
.-<' y desventaja de los procesos y productos. Aplica los principios relacionados con la conformacion de la chapa a situaciones practicas. Calcula aproximadamente los requisitos de potencia para reallzar los procesos de extrusi6n y estirado. Identifica y lista alternativas posibles para resolver problemas asociados con el
M diseno y construccion de un troquel para conformar chapa. Descr i be y Entiende MIN' el problema de ingenierfa relacionado con la conformaci6n de la chapa .W ,
.-< Identifica y Analiza soluciones potenciales para un problema de construcci6n de herramientas para conformar chapa.
M Retoma y Recuerda informaci6n previamente aprendida en el area de troqueleria . Argumenta. Aclara y Controvierte acerca del significado de la
!I~ .-<
informacion relacionada con troqueleria. Aplica la informacion a situaciones reales en el campo de la troqueleria.
N ~I,..;I Explica en sus propias palabras: hechos, formulas y teorfas sobre troquelado
16.7.6 Perfil de Formaci6n en la Subarea Procesos de Fundlci6n
En la construccion de maquinaria y en la fabricacion de elementos industriales, principal mente metalicos, se presentan requerimientos para generar formas complejas y tamanos del orden de milimetros hasta metros. Los procesos de fundicion Ie ofrecen al disenador la posibilidad de lograr 10 anterior, en un solo paso, pudiendo controlar la estructura y composicion del material. En la Tabla 61 se presenta la descripcion deta"ada del perfil.
B-360