
Immobiliare Centro Nord S.p.A., 37050 Belfiore (VR ... · pretensado convencionales que conoce...
7
Inmediatamente después de su puesta en marcha en septiembre de 2003, en un primer paso, la nueva planta de produc- ción alcanzó, en poco menos de un mes, la capacidad de producción de unos 1.400 metros cuadrados al día, necesaria para satisfacer la capacidad demandada por el mercado (1050 metros cuadrados de forjados prefabricados de hormigón pre- tensado estándar y 350 metros cuadra- dos en formato grande). Para alcanzar la capacidad final planificada sólo es nece- sario instalar una segunda mezcladora y un circuito de vagonetas, que ya están previstos en los planos de la fábrica. Las principales innovaciones introducidas en la planta de producción consisten en una serie de aspectos tecnológicos, relati- vos a la producción y ecológicos: - Fabricación de forjados prefabricados de hormigón pretensado y vigas con un espesor de hasta 1000 mm - Planchas de acero móviles - Estación de cortado fija con servicio de cortado doble - Sistema de pretensado, sistema de preparación de cordones, sistema de cortado previo y un nuevo sistema de tensado con control - Sistema de recogida de aguas resi- duales, reciclaje y acondicionamiento El principal paso con respecto a la cali- dad, en comparación con las fábricas convencionales, consiste en las numero- sas innovaciones con las que cuenta el ciclo de producción: las operaciones que hasta ahora se realizaban al mismo tiem- po en toda la zona, ahora se realizan en diferentes puestos. El resultado es un notable ahorro en los costes de trabajo y ventajas en lo que respecta a los aspectos ecológicos y sani- tarios, una reducción de los costes de lim- pieza gracias a que las fases “sucias” de la producción se realizan sólo en zonas limitadas, mientras que, hasta ahora, se debía limpiar toda la fábrica. Todos los procesos están completamente automati- zados. Productos Los forjados prefabricados de hormigón pretensado convencionales que conoce cualquiera tienen un espesor de 16 a 50 cm. El proceso de producción necesario exige que se fabri- quen en seis pistas de preten- sado (más de 1000 m 2 /día). Los elementos grandes, como FORAP, PAV y MAGNUM, cuyo espesor varía entre 60 y 100 cm, se emplean como pie- zas para puentes con una luz de 14 a 24 metros que sopor- tan grandes cargas y también para la construcción de carre- teras (viaductos y túneles), para los edificios industriales y para construcciones subterrá- neas (p. ej. aparcamientos sub- terráneos e infraestructuras subterráneas). Estos elementos se fabrican con una nueva PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005 www.cpi-worldwide.com Tecnología innovadora para la producción de forjados prefabricados de hormigón pretensado La nueva fábrica del Immobiliare Gruppo Nord S.p.A. Se fabrican elementos con una altura máxima de 1.000 mm PIEZAS DE HORMIGÓN PREFABRICADAS 202 Immobiliare Centro Nord S.p.A., 37050 Belfiore (VR), Italia La única planta de producción que ofrece la pro- ducción y el cortado de forjados prefabricados de hormigón pretensado con un espesor de 160 a 1200 mm: esta es la innovadora fábrica del Gruppo Centro Nord, cerca de Verona, Italia, que cuenta con una superficie de 90.000 metros cua- drados.
Transcript of Immobiliare Centro Nord S.p.A., 37050 Belfiore (VR ... · pretensado convencionales que conoce...

Inmediatamente después de su puesta enmarcha en septiembre de 2003, en unprimer paso, la nueva planta de produc-ción alcanzó, en poco menos de un mes, lacapacidad de producción de unos 1.400metros cuadrados al día, necesaria parasatisfacer la capacidad demandada porel mercado (1050 metros cuadrados deforjados prefabricados de hormigón pre-tensado estándar y 350 metros cuadra-dos en formato grande). Para alcanzar lacapacidad final planificada sólo es nece-sario instalar una segunda mezcladora yun circuito de vagonetas, que ya estánprevistos en los planos de la fábrica. Las principales innovaciones introducidasen la planta de producción consisten enuna serie de aspectos tecnológicos, relati-vos a la producción y ecológicos:- Fabricación de forjados prefabricadosde hormigón pretensado y vigas con unespesor de hasta 1000 mm- Planchas de acero móviles- Estación de cortado fija con servicio decortado doble
- Sistema de pretensado, sistema depreparación de cordones, sistema decortado previo y un nuevo sistema detensado con control
- Sistema de recogida de aguas resi-duales, reciclaje y acondicionamiento
El principal paso con respecto a la cali-dad, en comparación con las fábricasconvencionales, consiste en las numero-sas innovaciones con las que cuenta elciclo de producción: las operaciones quehasta ahora se realizaban al mismo tiem-po en toda la zona, ahora se realizan endiferentes puestos.El resultado es un notable ahorro en loscostes de trabajo y ventajas en lo querespecta a los aspectos ecológicos y sani-tarios, una reducción de los costes de lim-pieza gracias a que las fases “sucias” dela producción se realizan sólo en zonaslimitadas, mientras que, hasta ahora, sedebía limpiar toda la fábrica. Todos losprocesos están completamente automati-zados.
Productos
Los forjados prefabricados de hormigónpretensado convencionales que conocecualquiera tienen un espesor de 16 a 50
cm. El proceso de producciónnecesario exige que se fabri-quen en seis pistas de preten-sado (más de 1000 m2/día).Los elementos grandes, comoFORAP, PAV y MAGNUM,cuyo espesor varía entre 60 y100 cm, se emplean como pie-zas para puentes con una luzde 14 a 24 metros que sopor-tan grandes cargas y tambiénpara la construcción de carre-teras (viaductos y túneles),para los edificios industriales ypara construcciones subterrá-neas (p. ej. aparcamientos sub-terráneos e infraestructurassubterráneas). Estos elementosse fabrican con una nueva
PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005 www.cpi-worldwide.com
Tecnología innovadora para la producción de forjados prefabricadosde hormigón pretensado
La nueva fábrica del Immobiliare Gruppo Nord S.p.A.
Se fabrican elementos con una alturamáxima de 1.000 mm
��
PIEZAS DE HORMIGÓN PREFABRICADAS
202
Immobiliare Centro Nord S.p.A., 37050 Belfiore (VR), Italia
La única planta de producción que ofrece la pro-ducción y el cortado de forjados prefabricados dehormigón pretensado con un espesor de 160 a1200 mm: esta es la innovadora fábrica del
Gruppo Centro Nord, cerca de Verona, Italia, quecuenta con una superficie de 90.000 metros cua-drados.
05-Fertig_188-209_es 19.08.2005 9:12 Uhr Seite 202

extrusora deslizante que fue suministradapor Nordimpianti para forjados especia-les con un espesor de 1000 mm.
Los elementos FORAP son rectangulares ypresentan tres grandes huecos con el finde reducir el peso. Ello les confiere unagran flexibilidad en el caso de tener quesoportar grandes cargas. A menudo,estos elementos se emplean en las obrassubterráneas.
Las vigas T tipo PAV invertidas para puen-tes y viaductos son, desde hace muchosaños, una especialidad del GruppoCentro Nord para la construcción de ca-rreteras.
Los elementos MAGNUM se caracteri-zan por una pequeña zona en "U” que sepretensa. Por la parte superior, esta zonaestá cerrada con una placa de acero co-rrugada que facilita el vertido de hormi-gón in situ. De este modo se alcanzanluces de hasta 18 m con un peso propiolimitado, aunque no pueden soportar car-gas dinámicas demasiado grandes. Eneste sentido, son ideales para construir,por ejemplo, grandes centros comercialesy aparcamientos de varios pisos.
Últimamente, estas piezas se están fabri-cando con espesores de hasta un metro ycon un pretensado de gran magnitud. Deeste modo se ha elevado notablemente sucapacidad de rendimiento y, desde elpunto de vista económico, son muchomás interesantes.Todos los días se fabrican dos pistas deeste tipo de productos; esto supone unvolumen de unos 350 m3/día, lo que co-rresponde al 40 % de toda la producciónen cifras de ventas: un extraordinarioejemplo del gran aprovechamiento delproducto.Para la gama de productos descrita ante-riormente se necesita un volumen mediode hormigón diario de 240 a 260 m2 dela clase R 60 MPa.
Desplazamiento longitudinalde los productos con ayudade pistas de acero móviles
El edificio de 350 metros de longitud estádividido en dos secciones para las dife-rentes fases de producción.En la primera sección se encuentran sietepistas de producción con una longitud de
150 metros. En los extremos se encuen-tran los bloques de anclaje para los ten-dones que están preparados para unafuerza de tracción de hasta 500 tonela-das. En la segunda sección del edificio seencuentran siete pistas de curado, tam-bién con una longitud de 150 metros queestán situadas como continuación de laspistas de producción.
La pista de acero móvil y el sistema deseparación especial, que separa lachapa del encofrado de la pista de pro-ducción de los productos, son los elemen-tos innovadores de la planta que estánregistrados como patente, cuyo titular esel Gruppo Centro Nord.Las operaciones de separación, produc-ción, curado y cortado, así como la rápidareutilización de las pistas de tensado per-miten realizar dos ciclos de producción aldía en cada pista. Estas operaciones, quenormalmente se realizan al mismo tiempoen un lugar de la nave de producción,ahora se llevan a cabo en diferentes lugares.El resultado de este método es un ahorrosustancial en los costes de trabajo, pro-porciona ventajas ecológicas y unareducción de los costes de limpieza, yaque los procesos de producción “sucios”se realizan en un espacio limitado, mien-tras que, hasta ahora, siempre se debíalimpiar toda la planta. La idea consiste en separar la pista deproducción fija habitual de su parte supe-
rior, la placa de acero. La placa de aceromóvil se sitúa durante el proceso de pro-ducción sobre la pista, pero con ayudade un gran número de ruedas se puedeelevar a la pista de producción y despla-zarla en sentido longitudinal. Los ejes con las ruedas mencionadas, quetransportan la chapa de acero móvil juntocon el producto recién hormigonado, sepueden elevar al mismo tiempo algunoscentímetros con ayuda de uno pequeñoscilindros oleodinámicos. Por el contrario,los ejes de la pista de curado están fijos.Tienen las ruedas recubiertas sobre lasque el elemento de hormigón se puededesplazar sin dañarlo.Cada uno de estos monolitos, con unaanchura de 1,2 metros y una longitud decasi 150 metros, se fabrica sobre la placade acero que está formada por variaschapas soldadas entre sí.Las siete placas de acero son móviles y sedesplazan en sentido longitudinal hastalas pistas de curado y vuelven al sitio ini-cial por el mismo camino.Durante la producción, la placa de acero
www.cpi-worldwide.com PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005
La nave de 350 m de longitud está dividida en la zona de producción (parte delanterade la fotografía) y en la zona de curado (detrás)
203
PIEZAS DE HORMIGÓN PREFABRICADAS
Dr. Ing. Giorgio Della Bella, nacido enMilán en el año 1939. Licenciado enConstrucción en el “Politecnico diMilano” en el año 1965. DirectorTécnico General del “Gruppo CentroNord”, Italia. Presidente de “Assap”
(International Association of Hollow Core Producers)desde 1981
05-Fertig_188-209_es 19.08.2005 9:12 Uhr Seite 203
está situada sobre la pista de producción,en donde permanece hasta que el hormi-gón ha alcanzado la resistencia mínimanecesaria para destensar las barras deacero.
Después, la placa de acero, junto con elelemento de hormigón recién endurecido,se traslada desde la pista de producciónhasta la pista de curado, para lo cualpasa a través del dispositivo de dobladode la placa de acero situado en el medio.El objetivo de este dispositivo de dobladoes separar la placa de acero del elemen-to de hormigón, de manera que la placase desvía paulatinamente hacia abajoentrando por el espacio horizontal situa-do debajo de la pista de curado.En cuanto el elemento de hormigón se hatraspasado a la zona de curado, la placade acero vacío regresa a la pista de pro-ducción pasando de nuevo por la unidadde doblado.
Este método de trasvase permite retirarrápidamente el elemento de la pista deproducción para que pueda estar librepara un nuevo ciclo de producción en elmenor tiempo posible. De este modo tam-bién se alcanza una gran flexibilidaddurante el proceso de producción, ya quelos procesos de separación, curado y cor-tado se separan. El elemento puede permanecer en lapista de curado como una unidad antesde que se corte en piezas separadas.Esto tiene la ventaja de que, por un lado,en cada una de las siete pistas de produc-
ción se pueden realizar diariamente dosciclos de producción; por otro, el cortadode los elementos y la aplicación del pre-tensado de las diferentes losas se puedeprolongar hasta que el hormigón hayaalcanzado un valor aceptable de endure-cimiento y resistencia.
De este modo, las diferencias de alturasque a menudo se aprecian en los forjadosprefabricados de hormigón pretensadocolocados juntos se reducen a un mínimo.Los resultados obtenidos con esta plantahan superado todas las expectativas.
Es interesante observar el asombro y elentusiasmo que muestran las personasque visitan la fábrica y presencian eldesarrollo de la producción, ya quenunca se ha había visto algo parecido enla producción de prefabricados de hormi-gón.
Máquina para colocar los elementos largos para la operación de cortado
Cuando el hormigón está completamenteendurecido sobre la pista de curado, elelemento, que mide 150 metros de longi-tud, se tiene que mover en una pieza ensentido longitudinal para que se puedacortar en piezas independientes. El proce-so de cortado se lleva a cabo en unaestación de cortado fija.
Para obtener las diferentes losas se pue-den realizar cortes transversales o en sen-tido oblicuo. El elemento largo se debemover con extremada precaución paraque la línea de corte se sitúe con la máxi-ma precisión delante del disco de dia-mante de la máquina cortadora.Durante la fase de la planificación estaoperación supuso un gran problema, yaque hasta el momento no se contaba conningún precedente en cualquier otro sec-tor, en el que piezas con pesos de 100 a150 toneladas se hubieran desplazadocon una tolerancia de sólo ± 10 mm parasituarlas en posición de corte.El movimiento de los elementos se realiza,ahora, con una máquina especial de posi-cionamiento. Este sistema funciona congran éxito.
La máquina de posicionamiento se des-plazada con ruedas de caucho de accio-namiento hidráulico, se acelera, frena y
PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005 www.cpi-worldwide.com
PIEZAS DE HORMIGÓN PREFABRICADAS
204
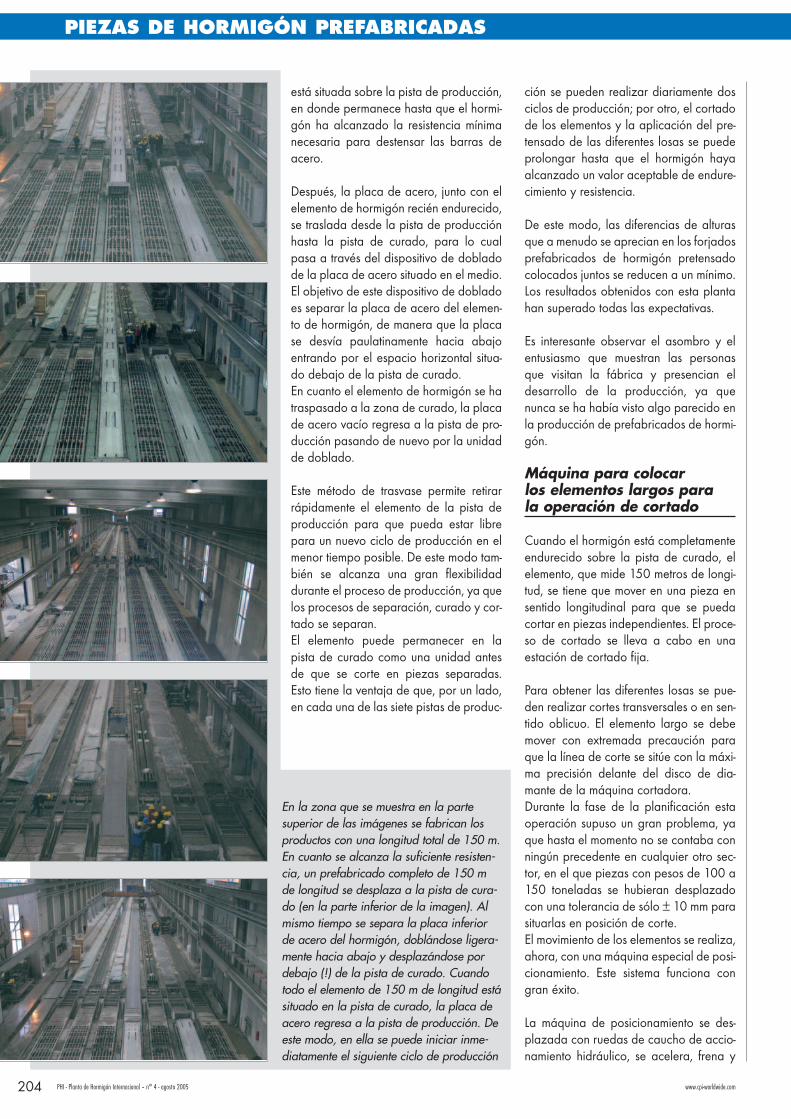
En la zona que se muestra en la partesuperior de las imágenes se fabrican losproductos con una longitud total de 150 m.En cuanto se alcanza la suficiente resisten-cia, un prefabricado completo de 150 mde longitud se desplaza a la pista de cura-do (en la parte inferior de la imagen). Almismo tiempo se separa la placa inferiorde acero del hormigón, doblándose ligera-mente hacia abajo y desplazándose pordebajo (!) de la pista de curado. Cuandotodo el elemento de 150 m de longitud estásituado en la pista de curado, la placa deacero regresa a la pista de producción. Deeste modo, en ella se puede iniciar inme-diatamente el siguiente ciclo de producción
05-Fertig_188-209_es 19.08.2005 9:12 Uhr Seite 204

se para sobre los elementos de 150 tone-ladas de peso con una precisión y ligere-za increíbles. La máquina está preparadapara que pueda detectar automáticamen-te las líneas de corte con un sistema óptico.
Estación de cortado con corte desde abajo
La sierra independiente se encuentra enla última sección del edificio, detrás de lazona de curado. Allí, los largos monolitosde hormigón se cortan formando losascon el tamaño deseado. Para ello se des-plazan desde la pista de curado a la esta-ción de corte.
En las fábricas convencionales son lasmáquinas con discos de diamante las quese desplazan a lo largo de todo el ele-mento curado por la pista de produccióny lo cortan en piezas independientes. Deeste modo se originan muchos residuos,polvo y ruido.Las losas cortadas se tienen que retirarcon un dispositivo de elevación con el finde despejar la pista de producción. Peroen el caso de la nueva planta, las máqui-
nas cortadoras funcionan en un espacioseparado propio, reservado especialmen-te para este fin. Después del cortado, laslosas se transportan a un almacén exte-rior, desplazándolas sobre ruedas. De
este modo, no se debe llevar a cabo nin-gún otro movimiento de elevación.Se debe mencionar que, habitualmente,el diámetro del disco de diamante tieneque tener un valor equivalente casi al tri-
www.cpi-worldwide.com PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005
Una máquina especial se encarga de ubicar correctamente los elementos para elposterior proceso de cortado.
205
PIEZAS DE HORMIGÓN PREFABRICADAS
05-Fertig_188-209_es 19.08.2005 9:13 Uhr Seite 205
ple del espesor del elemento que se debecortar. Así, por ejemplo, un elemento conun espesor de 600 mm necesita un discocon un diámetro de 1,7 m, del mismomodo que un elemento con espesor de1000 mm necesitaría un disco con un diá-metro incluso de 2,8 m. Esto no es viablesi se piensa en los costes de los discos dediamante que se necesitarían y en eltamaño necesario para la máquina corta-dora.
Como la nueva fábrica se proyectó paraproducir losas con un tamaño de hasta1200 mm, los cortes se debían realizarcon dos discos de diamante, de maneraque un disco corta el elemento desde arri-ba hasta la mitad y la otra mitad la cortael otro disco desde abajo. Para ello senecesitaba una nueva sierra que pudierarealizar los cortes como era necesario. Elsistema lo proyectó y construyó Nord-impianti.
De este modo, ahora ha sido posiblemantener los costes de los discos dentrode unos márgenes asequibles.
Este método de corte innovador fue posi-ble gracias a que la pieza que se va acortar se desplaza sobre ruedas desde lapista de curado a la zona de corte. En las
fábricas convencionales es imposiblerealizar un corte desde abajo. Toda la zona de corte está preparadapara que en el futuro se pueda instalarotra sierra, destinando una de las sierrasa realizar los cortes de longitud por arri-ba y por abajo, y la otra sería un modelo
especial para cortar los extremos de laslosas que forman articulaciones tipoGerber en las juntas de las losas.
Colocación de los tendones
La colocación de los tendones se realizacon un sistema especial que consiste enun grupo de tubos de cinc convenciona-les que se encuentran por debajo de laspistas de curado y que tienen la mismalongitud que la distancia existente entrelos dos anclajes de los tendones.
Una máquina convencional para colocarlos tendones se lleva a uno de los extre-mos del grupo de tubos, mientras que laotra se encuentra junto al anclaje.Los tendones se introducen en la máquinay se desplazan a lo largo de los tuboshasta que su extremo aparece en el otroextremo del tubo. Si es necesario unamáquina convencional para tendonesestira los cordones fuera de los tubos decinc hasta la pista de producción situadaen el otro lado. Como los cordones estáncortados en la posición necesaria y colo-cados completamente rectos en los tubos,se pueden estirar muy rápidamente hastalas pistas de producción. Cuando un tubode cinc se vacía, una máquina especialpara empujar los cordones introduce elsiguiente cordón con el diámetro y longi-tud correspondientes.
PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005 www.cpi-worldwide.com
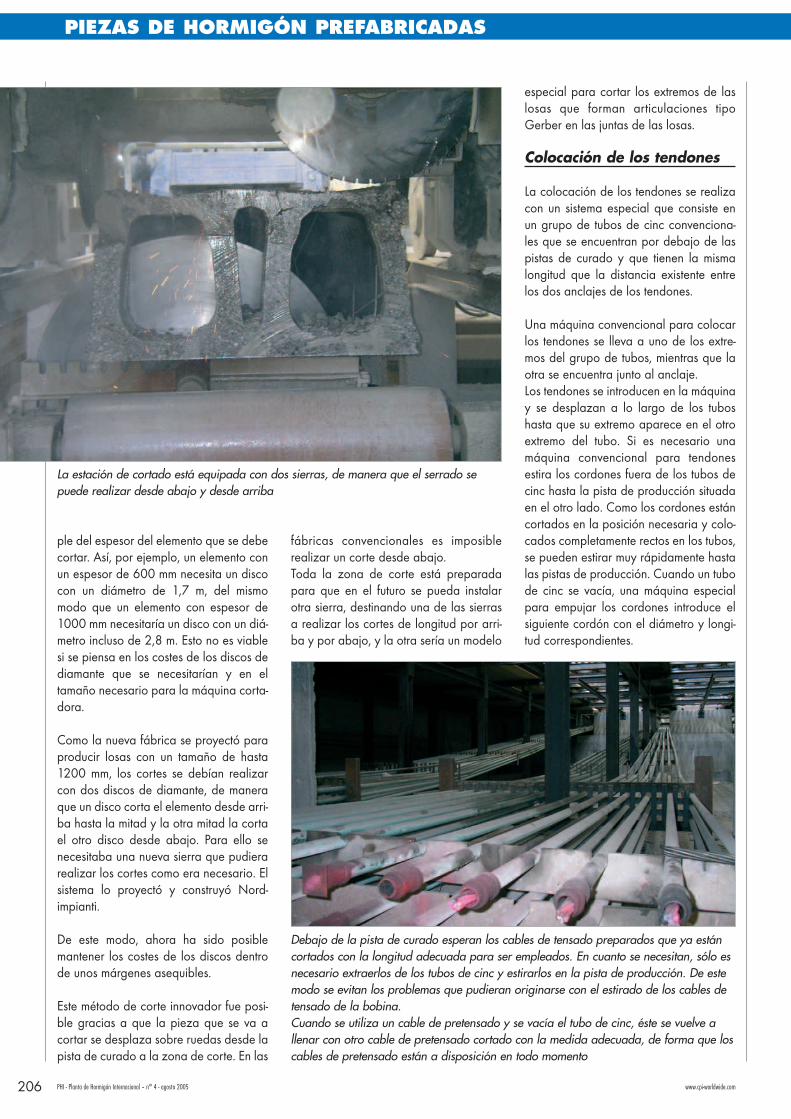
La estación de cortado está equipada con dos sierras, de manera que el serrado sepuede realizar desde abajo y desde arriba
Debajo de la pista de curado esperan los cables de tensado preparados que ya estáncortados con la longitud adecuada para ser empleados. En cuanto se necesitan, sólo esnecesario extraerlos de los tubos de cinc y estirarlos en la pista de producción. De estemodo se evitan los problemas que pudieran originarse con el estirado de los cables detensado de la bobina. Cuando se utiliza un cable de pretensado y se vacía el tubo de cinc, éste se vuelve allenar con otro cable de pretensado cortado con la medida adecuada, de forma que loscables de pretensado están a disposición en todo momento
PIEZAS DE HORMIGÓN PREFABRICADAS
206
05-Fertig_188-209_es 19.08.2005 9:13 Uhr Seite 206

De este modo, en todo momento hay cor-dones con diferentes diámetros dentro delos tubos, que se encuentran en la posici-ón correcta, para que se puedan colocary tensar juntos en la pista de producción.
Proceso de pretensado ysistema de control
Otra innovación es la máquina para ten-sar los tendones. Este dispositivo de tensa-do es muy práctico: consiste en un par decilindros oleodinámicos de gran tamañoacoplados a una compleja unidad que sepuede desplazar detrás de las pistas deproducción. La unidad se desplaza ensentido transversal por medio de unmando a distancia para poderla situarjusto detrás de cada una de las pistas deproducción.
Así, las operaciones de tensado las reali-za el operario con gran precisión y fiabi-lidad por medio de un mando a distancia.El tensado de todos los tendones que seencuentran sobre la pista se realiza simul-
táneamente. El ordenador central respon-sable del control registra todos los proce-sos y, por medio de cálculos estáticos, loscompara con los requisitos establecidosen el encargo que se está realizando. Cada uno de los bloques de anclaje delos tendones, que se encuentran en elextremo de las pistas de producción,cuenta con unos dispositivos especialesque regulan el tensado del acero durantetodo el proceso de curado. Al final delciclo, destensan los tendones lentamentey al mismo tiempo en ambos extremos dela pista de producción.
La presión del aceite se controla perma-nentemente por medio del panel de con-trol. Un ordenador indica cualquier des-viación durante el proceso y emite unacurva que representa el tensado delacero de cada pista de produccióndurante todo el tratamiento térmico.
En el mismo intervalo de tiempo, el orde-nador indica la temperatura del hormi-gón; de este modo es posible, por prime-ra vez, realizar una medición de este tipoen el hormigón armado curado con apli-cación de calor, con el fin de obtener unanálisis común de la tendencia del tensa-do en la armadura de forma paralela alciclo de calor. Las curvas también ofrecendatos en relación con el tiempo y lamagnitud de la retracción del hormigóndurante la fase de curado.
Mezcla de hormigón
La torre de mezclado de hormigón auto-mática es el resultado de una colabora-ción entre la empresa italiana Simem y ladanesa Skako.
Simem suministró la estructura de metalde la torre, que tiene una altura de 30metros. Esta empresa también suministróel sistema para transportar y administrar
La torre de mezclado de Simem… … y la mezcladora de Skako se han adaptado de forma óptima
La unidad de tensado desplazable puede aplicaruna fuerza de hasta 500toneladas
207
PIEZAS DE HORMIGÓN PREFABRICADAS
www.cpi-worldwide.com PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005
05-Fertig_188-209_es 19.08.2005 9:13 Uhr Seite 207

los áridos, el silo de cemento y el sistemade distribución de cemento.
En colaboración con Skako, Simem tam-bién proyectó y suministró la tolva de lle-nado de la mezcladora y el circuito devagonetas que recoge la mezcla de hor-migón y la descarga en la tolva adyacen-te que está instalada sobre el carro de unpuente-grúa especial.
Skako suministró e instaló el sistema paramedir los áridos, una mezcladora Apollode 2 metros cúbicos de última genera-ción, todos los sistemas eléctricos, electró-nicos y sistemas IT para medir los áridos yel sistema de control automático de todala planta de hormigón, desde la descar-ga de los carros de transporte, hasta elllenado del encofrado deslizante o de laextrusora. El resultado es una mezcla dehormigón perfecta. Para el estadio finalde la planta se prevé la instalación deotra mezcladora.
Las labores de dosificación las controla eloperario a distancia. Por eso, la sala decontrol se utiliza sólo para modificar lasdosificaciones o para actuar en caso deque un silo de cemento o de áridos sevacíe.
Reutilización del agua
En el diseño de la planta se prestó espe-cial atención a las condiciones de trabajoya la calidad. El agua y el lodo de las uni-dades de producción, de los canales quediscurren al lado y al final de las pistas deproducción y de la zona de lavado sereciclan y se reutilizan, separando los ári-dos sucios y los limpios.
En todas las zonas del almacén se recogeel agua de la lluvia y se dirige hasta undepósito a través de un canal grandesituado en la tierra en sentido transversal.Este canal tiene una longitud de 170 m,una anchura de 5 m y una altura de 3 m,y es capaz de absorber grandes cantida-des de agua de lluvia. Se eliminan losrestos de aceite del agua, se neutraliza,se separa y clarifica y se vuelve a dirigira la planta para reutilizarla o bien se diri-ge a un canal que discurre junto a lafábrica, contribuyendo al suministro deagua de las instalaciones agrícolas.
Resumen
El éxito descrito en este artículo de lasdiferentes instalaciones de la nueva plan-ta de producción se confirma con el éxito
económico para el que ha sido necesariorealizar una inversión de gran volumen.
Asimismo, se ha confirmado que es posi-ble poner en funcionamiento la planta almás alto nivel de forma rentable, inclusocon la gran competencia reinante.
�
PHI - Planta de Hormigón Internacional – n° 4 - agosto 2005 www.cpi-worldwide.com
La empresa ICN ha prestadoespecial atención al reciclajedel agua
PIEZAS DE HORMIGÓN PREFABRICADAS
208
Más información:
Immobiliare Centro Nord S.p.A.Via Castelletto, 537050 Belfiore (VR), ITALIAT +39 045 6149279F +39 045 [email protected]
05-Fertig_188-209_es 19.08.2005 9:13 Uhr Seite 208


















