INFORME FINAL DE RESIDENCIAS...
66
INSTITUTO TECNOLÓGICO SUPERIOR DE COATZACOALCOS INFORME FINAL DE RESIDENCIAS PROFESIONALES Licenciatura en Administración Redistribución física y teórica para conseguir el flujo de materiales más eficiente y efectivo dentro del almacén aplicando el método de las 5’S. ADO y Empresas Coordinadas S.A de C.V. L.A.E. Gabriel López Domínguez Nayeli Alheli Robledo Garcia 08080958 Coatzacoalcos, Veracruz a 10 de Septiembre de 2012
-
Upload
dangkhuong -
Category
Documents
-
view
228 -
download
0
Transcript of INFORME FINAL DE RESIDENCIAS...

INSTITUTO TECNOLÓGICO SUPERIOR DE COATZACOALCOS
INFORME FINAL DE RESIDENCIAS PROFESIONALES
Licenciatura en Administración
Redistribución física y teórica para conseguir el flujo de materiales más
eficiente y efectivo dentro del almacén aplicando el método de las 5’S.
ADO y Empresas Coordinadas S.A de C.V.
L.A.E. Gabriel López Domínguez
Nayeli Alheli Robledo Garcia
08080958
Coatzacoalcos, Veracruz a 10 de Septiembre de 2012

1
INDICE
Introducción
Justificación del proyecto
Generalidades
Objetivo general
Objetivos específicos
CAPITULO I.- GENERALIDADES DE LA EMPRESA
1.1 Antecedentes de la Empresa ............................................................................. 8
1.2 Organigrama .................................................................................................... 10
1.3 Ubicación General y Específica de la Empresa ............................................... 11
1.4 Giro de la Empresa .......................................................................................... 12
1.5 Politicas y Reglas………………………………………………………………….. 12
1.6 Mision y Vision ................................................................................................. 12
1.7Caracterizacion del área en que se participó .................................................... 12
CAPITULO II.- GESTION DEL ALMACEN
2.1 Problemas a Resolver ..................................................................................... 14
2.2 Alcances y Limitaciones .................................................................................. 15
2.3 Fundamento Teórico ........................................................................................ 15
2.3.1 Metodo 5S .............................................................................................. 16
2.3.2 Clasificación de las 5s………………………………………………………….17
2.4 Funciones: recepción, almacenamiento y despacho……………………………..20
2.5 Planificación y Organización………………………………………………………...21
2.5.1 Tamaño almacén…………………………………………………………………...21
2.5.2 Modelos de organización física del almacén……………………………………21
2.5.3 Equipos de Almacén……………………………………………………………....27
2.5.4 Equipos para manejo de materiales……………………………………………..30

2
CAPITULO III.- RESULTADOS DEL PROYECTO
3.1 Procedimientos y Descripcion de Actividades Realizadas
3.1.1 Aplicación de propuestas de mejora, método 5s…………………………31
3.1.2 Seiri: separar-clasificar………………………………………………………31
3.1.3 Seiton –organizar, situar necesarios……………………………………….31
3.1.4 Seiso – suprimir suciedad…………………………………………………...32
3.1.5 Seiketsu – estandarizar y señalizar anomalías…………………………...32
3.1.6 Shitsuke – disciplina………………………………………………………....32
3.2 resultados……………………………………………………………………………32
Conclusiones
Recomendaciones
Anexos
Referencias bibliográficas

3
Introducción
Toda empresa que lleve a cabo un proceso productivo o preste un servicio, siempre está
en la búsqueda de la mejora continua, de crecer y aumentar su rentabilidad y el camino
ideal para lograrlo es a través del aumento de su productividad. El concepto de almacén ha
ido variando a lo largo de los años, ampliando su ámbito de responsabilidad dentro de la
función de las 5’s. Actualmente, la gestión de Almacenes, se define como:
“Proceso de la función que trata la recepción, almacenamiento y movimiento dentro de un
mismo almacén hasta el punto de consumo de cualquier material (materias primas,
semielaborados, terminados, así como el tratamiento e información de los datos
generados)"
El presente trabajo muestra el desarrollo de una propuesta de mejora hecha en el almacén
de refacciones de grupo ADO. Dicho trabajo surgió a partir de la necesidad de un
reordenamiento y reestructuración del almacén.
El movimiento de las 5´s es una herramienta importante que puede servir de aplicación
para realizar la orientación hacia la calidad total a fondo de los procesos que se llevan a
cabo en el almacén con la finalidad de eliminar obstáculos que impidan una producción
eficiente, lo que trae también aparejado una mejora sustantiva de la higiene y seguridad
durante los procesos productivos.
Es por esto que la actividad que se va a desarrollar consiste en realizar una redistribución
física y teórica de las refacciones del almacén. Con el objetivo de lograr que el Almacén de
materiales sea un lugar más organizado, más ordenado y más limpio, y una vez logrado
esto se pueda mantener en el tiempo y mejorar continuamente.

4
Aun cuando esta reestructuración implica inversión de tiempo y dinero, impactara en gran
medida de forma positiva el servicio de cara al cliente, y las condiciones de trabajo de los
empleados del almacén.
Justificación
Actualmente, ADO, se considera como una de las empresas de mayor importancia en el
auto transporte mexicano, debido a su excelencia en el servicio, frecuentes innovaciones
positivas para el usuario y la seguridad que a éstos se les brinda.
Esta organización se conforma por distintas áreas como finanzas, jurídico, recursos
humanos, almacén y comercial que en conjunto operan para poder llegar a sus metas y así
brindar un excelente servicio de calidad.
Donde se realizara este proyecto es en el área administrativa de almacén.
Es una situación real que se está dando en el almacén de grupo ADO ya que se observó
que las refacciones están desordenadas no hay un orden total en los estantes porque no
hay una organización adecuada a sus grupos y a sus ubicaciones, hay ubicaciones que no
se ocupan con materiales y/o productos si no con cosas de archivo, productos de
promocionales viejos, hay desorden en papeles y se crea una imagen desordenada para
una auditoria o visita.
Y los almacenistas al momento de despachar los vales se tardan mucho en lo que buscan
la refacción que les piden ya que no ubican bien el grupo en que pertenece la refacción y
esto genera que tengan merma de tiempo.
La implementación de la metodología 5 S’s. en el almacén del ADO, reducirá la falta de
orden en el área de trabajo, así como tiempos perdidos en la operación de despacho y
ubicación, de tal forma que se alcance la mejora continua.
El almacén maneja tres tipos de almacenaje las cuales son propiedad, consignación,
piezas a cambio y/o compras.
De las cuales se realizan las siguientes actividades:

5
Recepción
Almacenaje
entrada
despacho
El almacén es una área de mucho riesgo por tal motivo necesita estar en orden y sus
materiales bien ubicados por una codificación donde se identifique el grupo donde estos se
encuentran en el estante.
El trabajo a realizar puede estructurarse de la siguiente manera:
Preparación: Se refiere a la planificación del trabajo a realizar, aplicando el concepto de la
mejora continua que fije en primera instancia las prioridades de actuación en las acciones
de planificar, hacer, comprobar y actualizar.
Implantación: Se trata de la realización de todas las acciones de implantación de la
metodología de las 5 S y la aplicación de las estrategias y procedimientos adecuados para
lograr en el área de trabajo, orden y limpieza excelentes.
Seguimiento: Se considera cuando hay que desarrollar el control y seguimiento de los
resultados obtenidos en cada una de las 5 S y evaluar los mismos efectuando acciones
correctoras si procede, aplicando el concepto del control visual y utilizando formularios de
evaluación que avalen la disciplina y buenos hábitos en el desarrollo de las áreas y puestos
de trabajo de la organización empresarial.

6
Generalidades
Este documento se divide en tres capítulos que a continuación se dará una breve
descripción de lo que podemos encontrar en ellos:
Capítulo I: se describirán los aspectos más generales de la empresa como los
antecedentes de cómo se fundó la empresa para la cual se está realizando el proyecto. Así
como la misión y visión de la empresa para saber un poco más de sus objetivos de la
misma, también encontraremos las políticas por las cueles se rige la empresa.
En el Capítulo II se hace referencia al marco teórico en la cual se proporciona una idea más
clara con las herramientas a trabajar para realizar este proyecto, se explicaran las razones
por las cuales se establecieron para los alcances y limitaciones del proyecto.
Capítulo III: Se describe las actividades y procedimientos realizados para este proyecto, así
como los diagramas y así como los resultados y manuales para el uso del proyecto.

7
Objetivo General
Implementar un sistema de mejora en el almacén que permita liberar espacio y administrar
de manera óptima los espacios para brindar un servicio de calidad y satisfacer al cliente.
Objetivos Específicos
El departamento de almacén, o el departamento que asuma estas responsabilidades, debe
tomar sus decisiones en conseguir los siguientes objetivos:
Almacenar los productos en condiciones adecuadas.
Optimización de costes
Desarrollar un sistema de recepción y un sistema de entrega adecuado al nivel de
satisfacción del cliente.
Minimizar las operaciones de manipulación y transporte.
Maximizar el volumen de disponibilidad de los productos.
Reducción de tareas administrativas
Mejora de la calidad del producto
Reducción de tiempos de proceso
Rapidez de entregas

8
Capítulo I: Aspectos Generales
1.1 Antecedentes De La Empresa
ADO, nace el 23 de diciembre de 1939, con solo seis autobuses. La ruta inicial fue: México
- Puebla - Perote - Jalapa - Veracruz y se hacían paradas en los principales hoteles. Los
inicios fueron realmente difíciles; el país tenía poca necesidad del transporte, las carreteras
eran escasas y peligrosas, no existían terminales ni talleres, cada viaje era una peligrosa
aventura, no había personal especializado y cada socio fundador tenía que hacer las veces
de conductor, equipajero, mecánico, administrador, etc. A pesar de este desalentador
panorama ADO continuo adelante, fijándose como política el contar con el mejor personal,
equipo e instalaciones para ofrecer un servicio de calidad.
En la década de los cuarentas se adquieren los autobuses Spartan que alcanzaban una
velocidad de hasta 120 Km/h y tenían un cupo para 22 pasajeros. En 1948 se inauguró la
terminal de Buenavista. En la década de los cincuentas se integra la directiva y
organización de esta marca. Se empezaron a construir terminales propias en las ciudades
más importantes de la ruta: Puebla, Orizaba, Jalapa, Veracruz y Coatzacoalcos. Se dieron
los primeros pasos para el mantenimiento colectivo de los autobuses al empezar a
funcionar un taller y refaccionaría en las calles de Orozco y Berra D.F. y otros pequeños
talleres en terminales foráneas. Esta es la época de los autobuses Fitzjohn que con sus
tipos y modelos mejoraron el servicio y a la imagen. Posteriormente se adquirieron
Autobuses Sultana Masa y Parlo Coach.
La década de los sesentas se inicia con la inauguración de la autopista México - Puebla. En
1962 aparecieron los autobuses DINA Flexible, bautizados como los jorobados. En 1968 se
introdujeron lo autobuses DINA Olímpico. El autobús Avante fue introducido en 1988. En
1990 se compraron unidades SCANIA Busscar Jum Buss 340 y 360,
respectivamente. Actualmente prestamos servicio con el autobús Mercedes Benz que
apareció en 1992 y con el autobús Buscar modelo El Buss 340 a partir de 1997. En el año
2000, se incorporan a su flota unidades de la marca Volvo en los modelos 7550, se pone a

9
prueba una unidad marca Irizar Century y Marcopolo MP115, mismos que no fueron
óptimos para la empresa, y decidieron seguir con Volvo. Para el año 2003 incorporan
unidades Marcopolo Multego y Volvo 9700 y en el año 2005 toda la flota es renovada
exclusivamente con autobuses Marcopolo Multego O500 y pruban unidades irizar century
nuevas.
Actualmente, ADO, se considera como una de las empresas de mayor importancia en el
autotransporte mexicano, debido a su excelencia en el servicio, frecuentes innovaciones
positivas para el usuario y la seguridad que a estos se les brinda.

10
1.2 ubicación
Ubicación Física dentro de la Ciudad (Croquis):
Nombre:
Ado y Empresas Coordinadas S.A de C.V.
Dirección:
Plan De Ayala y Carretera Transistmica (Coatzacoalcos – Minatitlán) Coatzacoalcos,
Veracruz.
Filosofía:
“La entrega consistente de experiencias satisfactorias a nuestros clientes”.
Ciudad y Estado:
Coatzacoalcos, Veracruz.

11
1.3 Organigrama

12
1.4 Giro:
Servicio De Transportes
1.5 Políticas
Satisfacer al cliente haciendo bien las cosas a la primera.
Contar con el mejor personal, equipo e instalaciones para ofrecer un servicio de
calidad.
excelencia en el servicio, frecuentes innovaciones positivas para el usuario y la
seguridad que a estos se les brinda.
1.6 Misión y visión
Misión
Transportar personas y sus bienes asegurando la satisfacción de clientes, accionistas,
colaboradores y sociedad.
Visión
Ser la empresa líder que brinde a sus clientes soluciones integrales haciendo de su viaje
una experiencia única de servicio.
1.7 Caracterización del Área
El área en la que me encuentro realizando mis residencias profesionales en el
departamento de almacén.
El área esta climatizada
Cuenta con 5 computadoras más una que se porta para mí para la realización del
proyecto
Copiadora y teléfono
El tipo de almacenaje se clasifica en propiedad, consignación y piezas a cambio y/o
servicios.

13
Se cuenta con dos bodegas adicionales
En este departamento se realizan juntas del personal y está conformado por el jefe del
departamento el Lic. Oscar Hernández Martínez, por tres analistas: propiedad,
consignación y compras y cinco almacenistas y un chofer. La cual el analista de propiedad
es la Lic. Florycela Del Carme Ku Pech, el analista de consignación es Gloria Navarrete
Mijangos y el analista de compras en Mario Hernández Rodríguez.
El ambiente laboral que se aprecia es muy tranquilo y todos trabajan en equipo y realizando
sus actividades correspondientes.

14
Capítulo II: Desarrollo experimental
2.1 Problemas a Resolver
Problemática observada
Luego de las visitas realizadas al almacén, se han identificado los siguientes puntos como
deficiencias del área:
A excepción del área de despacho y de recepción, el almacén no cuenta con un
sistema de ventilación, por lo cual la temperatura en él llega a ser bastante alta, por
la utilización de cielo falso.
La suciedad se ha acumulado en muchos lugares del almacén, sobre sus
productos, estantes, el piso de cemento, etc.
Se han descuidado aspectos de seguridad, colocando muchos artículos en las
repisas más altas de los anaqueles, los cuales no están asegurados y representan
riesgo de accidentes.
No se cuenta con instrumentos de medición de temperatura, los cuales son
necesarios para el almacenamiento adecuado de productos como electrodos.
Existen dentro del almacén muchos productos obsoletos ocupando espacio que
podría ser aprovechado para productos que si están en uso.
Aunque se cuenta con un sistema que asigna un código de ubicación a cada
producto dentro del almacén, existen productos que no poseen dicho código o que
han sido colocados en ubicaciones distintas a las que su código indica.
La iluminación en ciertas zonas del almacén es insuficiente.
Las refacciones no están clasificadas según a su tipo de grupo.
Se llevan mucho tiempo en despachar los almacenistas debido a que las
refacciones no están ordenadas.
En temporada de lluvia se filtra el agua debido a algunos deterioros del techo y por
el área en la cual se encuentra ubicado el almacén es una zona pantanosa.

15
2.2 Alcances Y Limitaciones
Con un método adecuado como las 5’S se genera un lugar más seguro, limpio, organizado,
clasificado y ordenado en el sitio del trabajo, "Simplemente, es un principio básico de
mejorar nuestra vida y hacer de nuestro sitio de trabajo un lugar donde valga la pena vivir
plenamente” Y si con todo esto, además, obtenemos mejorar nuestra productividad y la de
nuestra empresa.
La implementación de las 5’S en el área del almacén está enfocada a la mejor distribución
y mejoramiento de las actividades que se desempeñan en el área, por lo que el proyecto a
desarrollar traerá grandes beneficios tanto para el personal que labora en ese lugar, como
a los clientes que necesiten del servicio de la empresa.
El método de las 5’S contará con los siguientes alcances:
Se clasificaran todas las refacciones de acuerdo a su grupo mecánico
Reubicación de las refacciones
Organización en el almacén
Reducción de tiempo
Mejor flujo de actividades
2.3 Fundamento Teórico
El principio de orden y limpieza al que haremos referencia se denomina método de las 5´s y
es de origen japonés.
Este concepto no debería resultar nada nuevo para ninguna empresa, pero
desafortunadamente si lo es. El movimiento de las 5´s es una concepción ligada a la
orientación hacia la calidad total que se originó en el Japón bajo la orientación de W. E.
Deming hace más de 40 años y que está incluida dentro de lo que se conoce como
mejoramiento continuo o gemba kaizen.
Surgió a partir de la segunda guerra mundial, sugerida por la Unión Japonesa de
Científicos e Ingenieros como parte de un movimiento de mejora de la calidad y sus
objetivos principales eran eliminar obstáculos que impidan una producción eficiente, lo que

16
trajo también aparejado una mejor sustantiva de la higiene y seguridad durante los
procesos productivos.
Su rango de aplicación abarca desde un puesto ubicado en una línea de montaje de
automóviles hasta el escritorio de una secretaria administrativa.
2.3.1 Método 5’S
Se llama estrategia de las 5S porque representan acciones que son principios expresados
con cinco palabras japonesas que comienza por S. Cada palabra tiene un significado
importante para la creación de un lugar digno y seguro donde trabajar. Estas cinco palabras
son:
· Clasificar. (Seiri)
· Orden. (Seiton)
· Limpieza. (Seiso)
· Limpieza Estandarizada. (Seiketsu)
· Disciplina. (Shitsuke)
Las cinco "S" son el fundamento del modelo de productividad industrial creado en Japón y
hoy aplicado en empresas occidentales. No es que las 5S sean características exclusivas
de la cultura japonesa. Todos los no japoneses practicamos las cinco "S" en nuestra vida

17
personal y en numerosas oportunidades no lo notamos. Practicamos el Seiri y Seiton
cuando mantenemos en lugares apropiados e identificados los elementos como
herramientas, extintores, basura, toallas, libretas, reglas, llaves etc.
Cuando nuestro entorno de trabajo está desorganizado y sin limpieza perderemos la
eficiencia y la moral en el trabajo se reduce.
Son poco frecuentes las fábricas, talleres y oficinas que aplican en forma estandarizada las
cinco "S" en igual forma como mantenemos nuestras cosas personales en forma diaria.
Esto no debería ser así, ya que en el trabajo diario las rutinas de mantener el orden y la
organización sirven para mejorar la eficiencia en nuestro trabajo y la calidad de vida en
aquel lugar donde pasamos más de la mitad de nuestra vida. Realmente, si hacemos
números es en nuestro sitio de trabajo donde pasamos más horas en nuestra vida. Ante
esto deberíamos hacernos la siguiente pregunta: ¿vale la pena mantenerlo desordenado,
sucio y poco organizado?
Es por esto que cobra importancia la aplicación de la estrategia de las 5S. No se trata de
una moda, un nuevo modelo de dirección o un proceso de implantación de algo japonés
que "dada tiene que ver con nuestra cultura latina". Simplemente, es un principio básico de
mejorar nuestra vida y hacer de nuestro sitio de trabajo un lugar donde valga la pena vivir
plenamente. Y si con todo esto, además, obtenemos mejorar nuestra productividad y la de
nuestra empresa ¿por qué no lo hacemos?
2.3.2 Clasificación de las 5’S
La técnica de 5 S representa acciones que son principios expresados con cinco palabras
japonesas que comienza por S. Cada palabra tiene un significado importante para la
creación de un lugar digno y seguro donde trabajar. Estas cinco palabras son:
Clasificar. (Seiri)
Orden. (Seiton)
Limpieza. (Seiso)
Estandarizar. (Seiketsu)
Disciplina. (Shitsuke)

18
La 1ª S “SEIRI” (Clasificación)
"Ten sólo lo necesario, en la cantidad correcta"
La clasificación y descarte significan separar las cosas que son necesarias para nuestro
trabajo de aquellas que no lo son, y mantener solamente esas cosas necesarias en el lugar
conveniente y en su número adecuado.
Cada persona debe saber diferenciar lo útil de lo inútil. Sólo debe estar disponible aquello
que tiene una utilidad clara. Descartando lo inútil, podemos concentrarnos en lo útil.
Otra buena práctica sería, tras colocar en un lugar determinado todo aquello que va a ser
descartado, invitar al resto de trabajadores para que elijan, de entre los objetos disponibles,
aquellos que les pudiesen interesar.
La 2ª S “SEITON” (Organización)
"Un sitio para cada cosa, y cada cosa en su sitio"
La organización es el estudio continuo de la eficacia. Es una cuestión de cuán rápido uno
puede conseguir lo que necesita, y cuán rápido puede devolverla a su sitio de nuevo.
Decidir arbitrariamente dónde colocar las cosas no nos hace funcionar más rápidos. Es
necesario pensar y estudiar detenidamente antes de decidir. Hay que pensar en todas las
personas que pueden utilizar una determinada cosa. En quién la utiliza de vez en cuando y
quién la usa constantemente.
Cada cosa debe tener un único y exclusivo lugar, donde debe encontrarse antes de su uso,
y después de utilizarlo debe volver a él, claro. Todo debe estar disponible y próximo en el
lugar de uso.

19
La 3ª S “SEISO” (Limpieza)
"Los trabajadores se merecen el mejor ambiente y entorno"
La limpieza debe hacerla todo el mundo en la empresa, desde el gerente hasta el
administrativo, pasando por el oficial y el técnico. Lo único que necesitan son contenedores
de basuras y residuos. Es importante, pues, que cada trabajador tenga asignada una
pequeña zona de su lugar de trabajo que deberá tener siempre limpia bajo su
responsabilidad. No debe haber ninguna parte de la empresa sin asignar. Si todas las
personas no asumen este compromiso, la limpieza nunca será real.
Toda persona debería conocer la importancia de estar en un ambiente limpio. Cada
trabajador de la empresa debe, antes y después de cada trabajo realizado, retirar cualquier
tipo de suciedad generada.
La 4ª S “SEIKETSU” (Higiene y visualización)
"Todos queremos calidad de vida en el trabajo"
Esta S envuelve ambos significados: higiene y visualización. La higiene es el
mantenimiento de la limpieza, del orden. Quien exige y hace calidad cuida mucho la
apariencia. En un ambiente limpio siempre habrá mayor seguridad. Quien no cuida bien de
sí mismo no puede hacer o vender productos o servicios de calidad. Tener la empresa
limpia y aseada requiere gastos de sistema y utensilios de limpieza, requiere
mantenimiento del orden, de la limpieza y de la disciplina.
La visualización es, más o menos, lo mismo, pero con mayor énfasis en la gestión
continuada de la higiene. De este modo el interés nunca decaerá y habrá maneras de
actuar rápidamente siempre.

20
La 5ª S “SHITSUKE” (Compromiso y disciplina)
"Orden, rutina y perfeccionamiento constantes"
Disciplina no significa que habrá unas personas pendientes de nosotros preparados para
castigarnos cuando lo consideren oportuno. Disciplina quiere decir voluntad de hacer las
cosas como se supone que se deben de hacer. Es el deseo de crear un entorno de trabajo
en base a buenos hábitos.
Mediante el entrenamiento y la formación para todos (¿qué queremos hacer?), y la puesta
en práctica de estos conceptos (¡vamos a hacerlo!), es como se consigue romper con los
malos hábitos pasados y poner en práctica los buenos.
En suma, se trata de que la mejora alcanzada con las 4 S anteriores se convierta en una
rutina, en una parte más de nuestros quehaceres. Además, ello revierte en un crecimiento
a nivel humano y personal a nivel de autodisciplina y autosatisfacción.
2.4 Funciones: recepción, almacenamiento y despacho
El almacén es el último eslabón en la cadena de suministros de los productos a los clientes
y conecta por lo tanto, el departamento de compras y el departamento de distribución física.
Si bien es fácil pensar que un almacén es controlado por el almacenamiento de productos,
existen muchas actividades que ocurren como parte de los procesos de introducir y sacar
materiales del mismo. La gestión de almacenes se vuelve eficaz cuando se acorta al
máximo el tiempo que transcurre desde la llegada de los productos al almacén, hasta que
son despachados. Las funciones que el almacén realiza son:
Recepción. Es el conjunto de medidas relacionadas con la recepción ordenada de todos
los materiales que entran al almacén, también se encarga de comprobar que la cantidad y
la calidad de los materiales coincidan con lo solicitado, y por último, se encarga de la
descarga de los materiales hacia el almacenamiento u otras funciones organizacionales
que los requieren.

21
Almacenamiento. Es el control físico de la mercancía mientras espera la demanda. La
forma del almacenamiento depende del tamaño y la cantidad de artículos inventariados y
las características de manejo del producto.
Despacho. Es el proceso que se encarga de controlar las salidas de artículos para dar un
buen servicio y protegerlos contra utilizaciones no autorizadas. En este proceso se incluye
la revisión y el almacenamiento de los documentos que son utilizados para entregar algún
producto.
2.5 Planificación y Organización
2.5.1Tamaño del Almacén
El tamaño del almacén es un aspecto crucial a la hora de planificar y organizar dicho
almacén, puesto que una decisión errónea con respecto a este aspecto puede acarrear
considerables consecuencias de tipo económico, en especial cuando el alcance del
almacén es a largo plazo.
Un almacén debe de ser dimensionado tomando en cuenta aspectos intrínsecos de los
materiales a almacenar, como su cantidad, tamaño, condiciones especiales de almacenaje,
etc. Así mismo debe de tomarse en cuenta aspectos como la demanda de los mercados
(clientes externos e internos), niveles de servicio al cliente, sistemas de manejo de
materiales a utilizar, economías de escala, lay-out de existencias, pasillos necesarios y
oficinas.
2.5.2 Modelos de Organización Física del Almacén
Fundamentalmente existen dos modelos de organización o gestión operativa de los
almacenes:
Almacén organizado y almacén caótico.
Almacén Organizado: Bajo este modelo, cada artículo tiene asignada una ubicación
específica dentro del almacén, y cada ubicación tiene asignado un artículo. Se
caracteriza por una fácil gestión manual del inventario y porque necesita una
preasignación de espacio, independientemente de las existencias.

22
Almacén Caótico: Bajo este modelo, no existe ubicación preasignada, Los productos
son almacenados según disponibilidad de espacio. Tiene como característica el
difícil control manual del almacén, optimización del espacio disponible dentro del
almacén, acelera el almacenamiento de las mercancías recibidas, y requiere de
sistemas de información electrónicos.
Clasificación de los Productos
Clasificación ABC
Normalmente un almacén maneja un elevado número de productos de diversa naturaleza,
Características muy particulares, etc. lo cual hace complicada la función logística del
almacén. Se vuelve entonces necesario contar con métodos que permitan discriminar
artículos y determinar cuáles requieren un control más riguroso.
La clasificación ABC nace de esta necesidad. Esta clasificación toma en cuenta dos
variables importantes: Por un lado considera que siempre habrá un número de artículos
cuyo costo unitario será mayor que el resto, por lo cual requerirán un mayor control. Por
otro lado, habrá artículos de menor costo unitario, pero cuya demanda será alta, y cuya
ausencia en el almacén podría paralizar las actividades de la empresa, por lo cual también
necesitan un control riguroso para asegurar su disponibilidad. Es así como nace un
indicador de la importancia de cada artículo dentro del almacén: El producto de su valor
unitario por su volumen de demanda, el cual es conocido como valor anual.
Con frecuencia a los artículos clasificados como A o B se les da un control sistemático
dentro del almacén, mientras que a los clasificados como C se les suele aplicar un sistema
de control más sencillo, siendo suficiente una revisión periódica de sus existencias.
Es relevante notar que un artículo será clasificado como A ya sea porque su valor unitario
es alto o porque presenta una alta demanda, o por ambos factores. Esta manera de
clasificar los artículos es la más clásica, y no excluye usar otros criterios como la
importancia del artículo para el proceso productivo, la facilidad de obtención del producto,
etc.

23
Clasificación por Naturaleza del Artículo: Las características propias del producto o artículo a almacenar pueden condicionar su
clasificación, así pueden haber artículos que se almacenan a granel, pero que necesitarán
equipo especial para su recolección. Habrá otros artículos que necesiten condiciones
especiales de almacenamiento, por ejemplo sueros o electrodos que deban ser
almacenados bajo temperaturas controladas. Así podrá clasificarse a los artículos por su
naturaleza particular.
Clasificación por Volumen o Morfología del Artículo:
Algunos almacenes deberán adaptarse a los volúmenes o morfologías de los productos a
almacenar. Así por ejemplo un almacén de repuestos automotrices deberá contar con
espacios para artículos pequeños que puedan almacenarse en cajones o gavetas, otra
zona destinada a almacenar productos que puedan apilarse en pallets, y otras zonas para
almacenar morfologías diversas como parachoques, parabrisas, etc.
Clasificación por peso del artículo:
El peso del artículo es otro criterio para su clasificación y determina la complejidad del
equipo que será necesario tener para el manejo del inventario. Así artículos de bajo peso
podrán ser almacenados hasta grandes alturas sin ningún riesgo y no necesitarán equipo
especializado para su manejo, mientras que artículos de gran peso por seguridad no
podrán aprovechar tanto el espacio vertical del almacén y deberán ser manejados mediante
equipo especializado.
Cada una de las anteriores clasificaciones de productos sirven para determinar el espacio
que se requerirá para almacenar dichos productos, la ubicación que deberán ocupar dentro
del almacén para asegurar que se conserven en óptimas condiciones, que no pongan en
riesgo la seguridad del personal del almacén, que sean fácilmente ubicables para agilizar
su despacho, que su ubicación responda a su importancia monetario y a su frecuencia de
uso, etc.

24
Clasificación de los Almacenes:
Según el Tipo de Material
• Almacén de Materia Prima y Partes Componentes:
Este almacén tiene como función principal el abastecimiento oportuno de materias primas o
partes componentes a los departamentos de producción.
• Almacén de Materias Auxiliares:
Los materiales auxiliares o también llamados indirectos son todos aquellos que no son
componentes de un producto pero que se requieren para envasarlo o empacarlo. Podemos
mencionar los lubricantes, grasa, combustible, etiquetas, envases, etc.
• Almacén de Productos en Proceso:
Si los materiales en proceso o artículos semi-terminados son guardados bajo custodia y
control, intencionalmente previstos por la programación, se puede decir que están en un
almacén de materiales en proceso.
• Almacén de Productos Terminados:
El almacén de productos terminados presta servicio al departamento de ventas guardando
y controlando las existencias hasta el momento de despachar los productos a los clientes.
• Almacén de Herramientas:
Un almacén de herramientas y equipo, bajo la custodia de un encargado especializado
para el control de esas herramientas, equipo y útiles que se prestan a los distintos
departamentos y operarios de producción o de mantenimiento. Cabe mencionar: brocas,
machuelos, piezas de esmeril, etc.
•Almacén de Materiales de Desperdicio:
Los productos partes o materiales rechazados por el departamento de control y calidad y
que no tienen salvamento o reparación, deben tener un control separado; este queda por lo
general, bajo el cuidado del departamento mismo.

25
• Almacén de Materiales Obsoletos:
Los materiales obsoletos son los que han sido descontinuados en la programación de la
producción por falta de ventas, por deterioro, por descomposición o por haberse vencido el
plazo de caducidad. La razón de tener un almacén especial para este tipo de casos, es que
los materiales obsoletos no deben ocupar los espacios disponibles para aquellos que son
de consumo actual.
• Almacén de Devoluciones:
Aquí llegan las devoluciones de los clientes, en él se separan y clasifican los productos
para reproceso, desperdicio y/o entrada a almacén.
Diseño del Lay-Out
El concepto de lay-out alude a la disposición física de las diferentes áreas dentro del
almacén, así como a la de los elementos constitutivos insertos en ellos. Constituye, sin
duda alguna, la parte técnica más delicada en el diseño de un almacén, ya que el lay-out
condiciona de forma permanente el funcionamiento del mismo.
Se debe de tener en cuenta que cada una de las áreas de un almacén tiene un carácter
específico, estando a su vez condicionadas por una serie de limitaciones constructivas,
tales como vía de acceso, altura de la nave, vigas, etc., así como por condicionantes
ambientales tales como refrigeración, cámaras isotérmicas o bien por normas de seguridad
e higiene en el trabajo ,regulación contra incendios, todo ello dependiendo de la naturaleza
de los productos a manipular, y cómo de las reglamentaciones municipales
correspondientes.
El área de almacenamiento representa el espacio físico ocupado por las mercancías
almacenadas, así como por la infraestructura de estanterías o cualquier otro medio de
almacenamiento empleado.
Los metros cuadrados y cúbicos ocupados por esta área dependerán fundamentalmente de
los siguientes factores:
• Técnicas de almacenamiento empleadas. Por ejemplo, estanterías fijas.
• Niveles de ubicación utilizados (alturas).

26
• Dimensiones de los pasillos y corredores requeridos en función de la técnica de
almacenamiento empleada.
El plano definitivo de los diferentes módulos de almacenaje se deberá efectuar con el
concurso de los propios fabricantes (estanteros), ya que en definitiva ellos son los
responsables del montaje de las estanterías. En general recomienda que los lineales de
estanterías no excedan de 30 metros, para que no dificulten el acceso a través de pasillos
transversales, cuya anchura es normalmente cuatro metros.
También se debe de reservar un espacio para la clasificación y preparación de pedidos
(una vez efectuado su recogida), empaquetado, etiquetado, plastificación en su caso, así
como la necesidad de cualesquiera otros equipos adicionales, tales como control de
pesaje, retractilado de pallets, etcétera. Su diseño esté en función del proceso establecido.
Otros espacios que hay que tomar en cuenta son el de las oficinas, el despacho y la
recepción, estas deben de cumplir con las condiciones necesarias para que las personas
que los utilicen cuenten con los elementos necesarios para realizar sus respectivas labores.
Una vez conocidos los diferentes elementos que intervienen en cada una de las áreas de
un almacén, pasaremos a un estudio de la interrelación que existe entre ellos, diagrama de
masas, mediante el análisis del flujo de materiales.
Distribución de los flujos de materiales
Un elemento a analizar en un almacén es como se mueve el flujo de las cargas durante el
proceso de recepción, almacenamiento y despacho. Este flujo puede ser organizado de
distintas formas, siendo las más utilizadas:
Flujos en línea recta
Éste sistema se utiliza cuando la nave está dotada de dos muelles, uno de los cuales se
utiliza para la recepción de mercancías y el otro para la expedición del producto como se
aprecia en la figura 1-4

27
Las características más importantes se derivan precisamente de esa especialización de
muelles; ya que uno se puede utilizar, por ejemplo, para la recepción de productos en
camiones de gran tonelaje, tipo tráileres, lo que obliga a unas características especiales en
la instalación del referido muelles, mientras que otro puede ser simplemente una plataforma
de distribución para vehículos ligeros (furgonetas), cuando se efectúa, por ejemplo, un
reparto en plaza.
Indudablemente este sistema limita la flexibilidad, obligando largo plazo a una división
funcional tanto del personal como del equipo destinado a la carga y descarga de vehículos.
El acondicionamiento ambiental suele ser más riguroso para evitar la formación de
corrientes internas.
Flujos en forma de T
Éste lay-out es una variante del sistema en forma de U, apropiado cuando la nave se
encuentra situada entre los viales, porque permite utilizar muelles independientes.
Como se ve, el diseño de un almacén y su lay-out es un problema complejo que debe
solucionarse con el concurso de diferentes especialistas (fabricantes de equipos de
manutención, estanteros, arquitectos, etcétera), coordinados por el jefe del proyecto,
siendo necesaria la utilización de diferentes planos globales y de detalle para una
instalación correcta. La utilización del autocad como herramienta de diseño es muy
recomendable en estos casos.
2.5.3 Equipos de Almacén
Seleccionar el sistema de almacenamiento apropiado para una aplicación implica
compaginar las necesidades de movimiento y almacén con las características de
equipamiento. Esto implica compaginar dos objetivos contrapuestos que son: Maximizar el

28
uso del volumen, y permitir un fácil y rápido acceso a los productos almacenados. En
general se puede admitir que un sistema de almacén bien diseñado debería:
• Usar adecuadamente el volumen construido.
• Facilitar el acceso a los productos.
• Minimizar las distancias recorridas y favorecer el flujo de bienes.
• Favorecer el movimiento y el control de stocks.
• Proteger contra incendios, daños y robos; y prevenir el deterioro y/o la contaminación del
stock.
La selección del equipamiento debería tener en cuenta la siguiente información:
• Características físicas de los bienes almacenados.
• Contaminación-olores que pueden afectar a los bienes.
• Riesgos asociados a los bienes: Incendios, gases, etc.
• Factores de deterioro, obsolescencia y caducidad.
• Valor de los bienes.
• Número de líneas en los pedidos.
• Número de referencias.
• Niveles mínimos, máximos y medios de stock.
• Disponibilidad de capital.
• Características del equipamiento disponible.
Estanterías convencionales
Este es el sistema de almacenaje por excelencia. Éste puede tener diferentes dimensiones
y serán estas las que determinará la estructura de las estanterías a utilizar. Es la solución
más simple y más utilizada que ofrece acceso directo a todas las paletas. La altura del nivel
de carga está simplemente limitada por las dimensiones del edificio y del equipo de
manutención utilizado.

29
Las ventajas y desventajas de utilizar estantería convencional son las siguientes:
Ventajas:
• Permite un acceso directo a cada unidad.
• Cada mercancía puede tener su lugar, lo que facilita su control.
• Capacidad de adaptarse a todo tipo de cargas, tanto en peso como en volumen.
• No exige que la carga sea apilable.
• Permite alcanzar grandes alturas y por tanto mejorar el uso del volumen.
Desventajas:
• Si la ubicación de mercancías no es caótica el sistema estará siempre vacío.
• Los recogedores de pedidos recorren grandes distancias para completar pedidos.
• La mayor parte de la superficie se dedica a pasillos con lo que es poco eficiente.
La distribución se realiza generalmente mediante estanterías laterales de un acceso y
controles de doble acceso. La separación entre ellas y su altura están supeditadas a las
características de las carretillas o medios de elevación.

30
Ubicar las estanterías paralelas al eje largo genera más posiciones, aunque puede dificultar
el movimiento. Ubicar las cargas dejando de frente el lado corto aumenta el número de
posiciones, aunque dificulta la preparación de pedidos si éste no es a carga completa.
Estanterías Especiales
Cuando los productos a almacenar no son estructuras tipo paleta, se requieren
realizaciones especiales que adapten el soporte a utilizar a las dimensiones específicas de
los productos. De entre este tipo de almacenes destacan las estructuras para objetos
largos. De este tipo se pueden encontrar diferentes estructuras de la que la representada
en la figura siguiente es un ejemplo.
2.5.4 Equipos para manejo de materiales
• Carros de Manos
Existen varios tipos de carro de mano distintos. A continuación se describen algunos de los
más versátiles y populares:

31
• Carro de mano de dos ruedas. Permite que una sola persona mueva hasta 500 libras.
Se puede usar en todo las aéreas de la empresa, incluso en las oficinas.

32
CAPITULO III.- RESULTADOS DEL PROYECTO
3.1 Procedimientos y Descripcion de Actividades Realizadas
3.1.1 Aplicación de propuestas de mejora, método 5s
Para llevar a cabo una mejora, reordenamiento y mantenimiento y lograr que el almacén de
materiales sea un lugar más organizado, más ordenado y más limpio se propone una
metodología de aplicación de las 5S, que se detalla a continuación:
3.1.2 Seiri: separar-clasificar
El primer paso es retirar todo lo que no es necesario del lugar de trabajo, en el caso del
almacén se deberá comenzar haciendo una clasificación de los productos obsoletos, así
como los desechos (cajas y bolsas que ya no se ocupan, artículos dañados, etc.). El
almacén de materiales ya cuenta con una base de datos con los artículos obsoletos que se
encuentran en la nave principal.
Una vez determinados que artículos son obsoletos e innecesarios, se procede a
etiquetarlos y distinguirlos bien de los que si son necesarios. Actualmente en el almacén se
distinguen dichos artículos por medio de una etiqueta con tirro la cual lleva escrita la
palabra “obsoleto”.
Una vez clasificados y señalizados los artículos obsoletos se deberán retirar de los
anaqueles de la nave principal y decidir por parte del jefe del almacén que se hará con
dichos artículos obsoletos. Estos pueden ser vendidos, donados o reutilizados para otras
funciones.
3.1.3 Seiton –organizar, situar necesarios, “un lugar para cada cosa y cada cosa en
su lugar”
El siguiente paso a seguir en la metodología 5’S es situar los artículos necesarios en el
lugar más adecuado para que sea más eficiente el servicio de despacho de pedidos del
almacén. Como clasificar las refacciones por grupo mecánico y se realizó la redistribución
física y teórica.

33
3.1.4 Seiso – suprimir suciedad: limpiar el sitio de trabajo, los equipos y prevenir la
suciedad y el desorden.
Seiso o limpieza incluye, además de la actividad de limpiar las áreas de trabajo y los
equipos, el diseño de aplicaciones que permitan evitar o al menos disminuir la suciedad y
hacer más seguros los ambientes de trabajo.
Sólo a través de la limpieza se pueden identificar algunas fallas, por ejemplo, si todo está
limpio y sin olores extraños es más probable que se detecte tempranamente un principio de
incendio por el olor a humo etc. Así mismo, la demarcación de áreas restringidas, de
peligro, de evacuación y de acceso genera mayor seguridad y sensación de seguridad
entre los empleados.
Además de mantener un ambiente de trabajo más agradable, la limpieza brinda mayor
calidad a los artículos almacenados, y ayuda a que se preserven en buenas condiciones
mientras están guardados, considerando que hay una gran cantidad de artículos que
permanecen almacenados mucho tiempo, se busca con la limpieza evitar que estos pierdan
calidad o pasen a ser defectuosos u obsoletos.
Se deberá identificar y eliminar fuentes de suciedad, fugas de fluidos y evitar los
apilamientos desorganizados de materiales.
Se propone hacer un plan de limpieza con los auxiliares del almacén, asignando al menos
una vez a cada auxiliar como responsable de la limpieza, pues son los mismos
trabajadores del área quienes deben mantener limpio y ordenado su lugar de trabajo.
Dicho plan de limpieza deberá incluir quienes serán los responsables, que periodo de
tiempo tendrán disponible para hacerlo y cada cuanto tiempo deberán realizarse las tareas
de limpieza.
3.1.5 Seiketsu – estandarizar y señalizar anomalías
El Seiketsu o limpieza estandarizada pretende mantener el estado de limpieza y
organización alcanzado en el almacén con la aplicación de las primeras tres S.
Para generar esta cultura se propone utilizar diferentes herramientas, una de ellas es la

34
localización de fotografías del sitio de trabajo en condiciones óptimas para que pueda ser
visto por todos los auxiliares y así recordarles que ese es el estado en el que debería
permanecer.
Se pueden comprar pizarras y en estas mantener fotos de un antes y un después de la
situación del almacén, pegar el plan de limpieza para que todos estén informados cuando
corresponde a cada uno la responsabilidad, etc. Dentro de este paso se recomienda que se
marque en el almacén el espacio destinado para el recorrido de los auxiliares de despacho,
espacio destinado para la colocación de anaqueles, señalizar claramente rutas de
evacuación, extintores, etc.
3.1.6 Shitsuke – disciplina, seguir mejorando, crear hábitos basados en las 4's
anteriores
La quinta S busca hacer un seguimiento periódico con el objetivo que la calidad alcanzada
no decaiga con el tiempo y que las personas no dejen de llevar a cabo sus
responsabilidades.
Shitsuke o disciplina significa evitar que se rompan los procedimientos ya establecidos.
Solo si se implanta la disciplina y el cumplimiento de las normas y procedimientos ya
adoptados se podrá disfrutar de los beneficios que ellos brindan.
El Shitsuke es el canal entre las 5'S y el mejoramiento continuo. Esta quinta S implica
control periódico, visitas sorpresa, autocontrol de los empleados, respeto por sí mismo y
por los demás y una mejor calidad de vida laboral.
3.2 Resultados
El resultados esperado al aplicar el método de las 5’s en el almacén es positivo ya que se
observa que se cumplió con el objetivo esperado y principalmente en la reubicación de las
refacciones por familia de grupo mecánico, ya que estas no estaban clasificadas según la
familia en la que corresponde. Por lo cual se ubicaron físicamente y teóricamente.

35
Otro beneficio que se puede observar es que en el almacén se encuentra mejor distribuido
el espacio, ya que los anaqueles se acomodaron de tal forma que se maximizara el espacio
en el área y se encuentra más amplio y limpio, los almacenistas se llevan menor tiempo en
el despacho y en el área administrativa sus entradas y salidas son más eficientes.
Hay un mejor flujo en las actividades dentro del almacén y la gestión más eficiente.
El método de las 5’s no solo se aplica en el almacén sino también en los integrantes del
almacén y eso hace que se convierta en una rutina y esto les da más seguridad como
persona y se les hace rutina y se sienten comprometidos a seguir este método.
Al realizar el método de la selección se obtuvo como resultado:
• Eliminación de excesos y desperdicios
• Despejo espacios
• Descarta elementos obsoletos
• Mejora distribución de recursos
Al aplicar la organización se obtuvo de resultado:
• Mayor seguridad
• Elimina el tiempo de búsqueda
• Previene el desabasto
• Facilita la localización
• Aumenta la velocidad de respuesta
En la limpieza:
• Evita accidentes
• Disminuye reparaciones costosas
• Permite tomar acciones correctivas inmediatas
• Se cuenta con un lugar impecable y agradable de trabajo
Como resultado en la estandarización:
• Quedan por escrito los esfuerzos individuales y por equipo del programa
• Usar símbolos, colores o letreros para que el estándar se aplique por sí mismo
• Se establece por escrito cómo mantener resultados

36
• Facilita el mantenimiento
• Asegura el desempeño con calidad
Y el resultado en la disciplina es:
• Adecuado comportamiento
• Empatía para con los demás
• Ambiente de motivación y participación
• Compañerismo den el trabajo
• Se definen nuevas metas de mejora
Este programa de las 5 “S”, nos permitió reducir los costos más fácilmente identificables
por no ofrecer calidad en nuestro servicio (5 a 8% del total). Con una adecuada
implantación, se puedo lograr reducir también los costos identificables (15 a 20% del total).
Lo anterior significa que un programa de 5 “S” instrumentado en forma adecuada puede
tener un impacto positivo de casi 30% en los costos totales de calidad.

37
Conclusión
El principio de las 5's puede ser utilizado para romper con los viejos procedimientos
existentes e implantar una cultura nueva a efectos de incluir el mantenimiento del orden, la
limpieza e higiene y la seguridad como un factor esencial dentro del proceso productivo, de
calidad y de los objetivos generales de la organización.
Es por esto que es de suma importancia la aplicación de la estrategia de las 5’S no se trata
de una moda sino de un nuevo modelo de dirección o un proceso de implantación que
mejora nuestra organización.
Una ubicación fija por familias ofrece la ventaja de facilitar la ubicación de los productos
pues potencia el nivel de asociación que los auxiliares de despacho pueden tener de los
productos entre sí.
La aplicación de las 5’s es un beneficio para el almacén, si los trabajadores la adoptan
como una cultura en su persona (estilo de vida) esto lo aplicaran y se reflejara en su
trabajo.
Un enfoque en el nivel de consumo que presenta cada producto permite mejorar
directamente el nivel de servicio ofrecido a los clientes del almacén.
El meto de las 5s se considera como una cultura y está íntimamente ligada a la vida
personal de cada trabajador, el nivel de satisfacción o de insatisfacción en el trabajo es la
punta de flecha para lograr la productividad o improductividad en el trabajo y en la vida
personal, es por ello que la aplicación de la 5s debe ser constante.
Si este tipo de modelo no se revisa constantemente fracasaría el proyecto, por eso se debe
ver como una filosofía hasta que se convierta en un hábito productivo (es practicar y
practicar y practicar).
Por el contrario una vez que el trabajador logre tomar como habito la filosofía de las 5´s se
puede afirmar que los niveles de eficiencia aumentaría, por ello, es necesario supervisar
directamente la aplicación del mismo.
Es importante remarcar que las 5’S representan un medio para lograr la mejora continua en
la organización, sin que esto garantice la excelencia, sin embargo, constituye una base
para desarrollar un sistema de gestión de calidad.

38
Recomendaciones
Algunas recomendaciones que se pueden dar en el almacén es la rutina diaria de este
método y no solo en el área de trabajo sino también en los trabajadores para que se
puedan adaptar a seguir este ritmo y así poder dar lo mejor de cada uno.
Otra recomendación es seguir reforzando el trabajo en equipo para que las actividades
sean más fáciles y lleguen en tiempo y forma a sus objetivos esperados.
En el paso de disciplina se recomienda realizar auditorías internas en el almacén para
determinar si se están cumpliendo a cabalidad los pasos anteriores. Esta tarea debe estar
a cargo del Jefe del almacén.
Dichas auditorias se llevaran a cabo periódicamente, al inicio de la aplicación de la
propuesta se recomienda hacer una auditoria cada semana o cada dos semanas con el fin
de inculcar a todos los trabajadores del almacén con la cultura de mejoramiento continuo.
Se puede usar una lista de chequeo para realizar las auditorias y determinar si se están
cumpliendo los objetivos establecidos con anterioridad. Dentro de esta lista de chequeo se
deben listar situaciones a las que se les puede dar seguimiento en cada auditoria para
determinar el nivel de cumplimiento de las 5S.
Se proponen las siguientes situaciones para ser incluidas en la lista de chequeo:
¿Existen artículos obsoletos almacenados en algún pasillo?
¿Hay artículos apilados en el suelo?
¿Hay algún derrame de fluido en el almacén?
¿Hay algún artículo que no tenga una ubicación asignada?
¿Existe algún artículo que no ha sido etiquetado con el código alfanumérico de la
ubicación?
¿Existe algún artículo que no haya sido asignado a alguna familia de materiales?
¿Existen artículos que no han sido registrados en el sistema?
¿Existen en el sistema códigos que no corresponden a ninguna familia?
¿Existe algún artículo de ruta crítica que no haya sido señalizado como tal?

39
¿Se ha cumplido con todo el plan de limpieza trazado para el periodo evaluado?
¿Hay algún pedido pendiente de despachar?
¿Existe algún artículo que no se pudo despachar por qué no se encontró?
Si alguna de estas preguntas es contestada de manera que no se esté cumpliendo con la
norma, se deberá tomar alguna medida para corregir dicha situación, y darle seguimiento
hasta estandarizar la situación y asegurarse que no se vuelva a fallar.
Para lograr estandarizar los 4 pasos anteriores se propone al menos una vez al año cada
vez que se realiza el inventario del almacén se debe hacer un listado de los artículos que
no han tenido movimiento en dos años o más. Cuando se cuente con esta lista, se deberán
retirar del almacén los artículos de clasificación RN (rotación normal) y pasar a ser
clasificados como obsoletos.
El jefe del almacén deberá buscar como darle salida a estos artículos obsoletos, para
mientras se encuentra una salida a los artículos obsoletos estos pueden ser almacenados
en el tercer nivel del almacén en caso que no sean muy pesados, se deberá colocar una
viñeta par que sean distinguidos entre los demás materiales.
Con los artículos que no presenten consumos en el periodo de tiempo mencionado, y sean
Clasificados como RC, se deberá hacer una evaluación de su estado y condiciones de uso.
Si presentan un buen estado se recomienda dejarlos almacenados en el anaquel, y para
aquellos que se encuentren defectuosos retirarlos del almacén y sustituirlo por otro en buen
estado.
El jefe del almacén deberá programar revisiones periódicas de las 5’s en los integrantes
del almacén, para verificar que esta se esté aplicando como deber ser, además esto les
ayuda a prevenirse para las evaluaciones de las 5’s que se realizan por personal del grupo
ADO.
Es importante retroalimentar al trabajador constantemente a través de la capacitación y
adiestramiento en este sistema y en general lo que se refriere al desarrollo humando y
autoestima.

40
En este tipo de métodos que son eminentemente de calidad y considerando que esta es
una filosofía, los trabajadores deben casi adoptarla como un estilo de vida, es decir, si el
trabajador no cambia su forma de pensar el método de las 5’s puede que no se lleve acabo
con eficiencia.
Otras recomendaciones es reparar y mejorar las condiciones del techo, para lograr una
temperatura más baja dentro del almacén, que contribuya al trabajo eficiente de los
auxiliares de despacho.
Colocar rótulos a la entrada de cada pasillo donde se identifique que familias se encuentran
dentro de cada anaquel, para facilitar localizar los productos al momento de recoger un
pedido.
Añadir a las etiquetas que se colocan a cada producto el nombre de la familia a la que
pertenece y si pertenece o no a la Ruta Crítica.
Es muy recomendable que a los empleados también se les recalque lo importante que es el
servicio a sus clientes, aquí se podría dar capacitaciones de servicios ya que en conjunto
con la aplicación de las 5´S daría un resultado exitoso.
El clima laboral que se observa con el jefe y los trabajadores es muy armonioso y esto
forma parte de la disciplina, se observa que las opiniones de los trabajadores son tomadas
en cuenta y que ellos cuentan con el apoyo suficiente en las circunstancias que se puedan
enfrentar, pero es preciso relucir que se necesita que entre ambos elementos se trabaje
más el proceso de la comunicación y que se rompa el paradigma de los niveles jerárquicos
para que se pueda dar más la confianza y así fluya más la comunicación.
La calidad de vida que se les ofrece a los trabajadores es eficiente pero es muy importante
que se refuerce más, ya que si un trabajador se les da todas las posibilidades necesarias
para su bienestar se sentirá bien y no tendrá preocupación alguna y de esta manera podrá
prestar un buen servicio a sus clientes tantos internos como externos.

41
Anexos
Anexo 1
Salidas en el almacén
Manual para realizar salidas en el almacén
Actividad Pantallas
Ruta
Almacenes
Salida almacén
Salida almacén propiedad
Digitalizar código
Clip en el icono Buscar

42
Se despliega la siguiente pantalla
Clic en el icono seleccionar
Clic en el icono ok dos veces y listo,
Y por último se hace el proceso de
impresión de las salidas.

43
Anexo 2
Manual para realizar cambio de ubicación en sistema
(Transferencia y Reubicación)
Actividad Pantallas
Ruta
Almacenes
Mantenimiento a Catálogos
Maestro de Ubicaciones
Dar clic en Consulta de Ubicación por código
Se despliega la siguiente pantalla
Digitalizar código
Clic en el icono Buscar
Clic en el icono Añadir para crear la nueva ubicación 018F0400

44
A continuación se tendrán que
digitalizar los siguientes campos:
Suc/planta: ACO1P
Ubicación : 018F0400
Clic en botón Ok
Se libera la información y se le da clic
al icono cancelar y regresamos a la
pantalla inicial
En la pantalla le damos clic al incono
buscar y nos desplegara ubicación
principal con la letra “P” y la ubicación
secundaria con la “S”
Seleccionar la ubicación secundaria “S”
Dar clic en el icono Fila
Seleccionar la opción cambiar a ubicación principal

45
Le damos cerrar y regresamos a la
pantalla Maestro de Ubicaciones
Clic en Mantenimiento de Ubicaciones No Duplicadas
Digitalizamos el código para realizar la
Transferencia
Dar Clic en el icono Buscar
Marcar la ubicación que se creo
Seleccionar el icono Fila
Dar Clic en Transferencias
En este momento se realizará la
transferencia (Esta actividad puede
tardar unos minutos dependiendo del
sistema)
Te solicitara que digitalices la ubicación que se creo: 018F0400
Clic Ok
Se regresa la pantalla y se le da clic en
el icono Buscar para confirmar que la
existencia fue transferida a la ubicación
nueva 018F0400

46
Nuevamente vamos al icono de Fila
Seleccionar la opción reubicación
Digitalizar la ubicación creada en el campo Ubicación Nueva
Dar clic en el icono Ok (2 Veces) Observación: el campo Ubicación
Nueva se va poner de color rojo
esta advertencia desaparecerá al
dar clic Ok por segunda ocasión y
te regresara a la pantalla anterior;
en caso contrario la reubicación fue
hecha con éxito pero se ha creado
una ubicación duplicada.
Para terminar el ciclo se debe borrar la
ubicación secundaria “S”
Dar clic al icono cerrar
Regresamos a la pantalla Maestro de Ubicaciones
Seleccionar la opción Consulta de Ubicación por código

47
Digitalizar el código
Marcar la ubicación secundaria (S)
Clic en el icono borrar
Desaparece la ubicación secundaria (S)
Dando fin al ciclo.

48
ANEXO 3:
Estructura De Codificación De Artículos
GRUPO TERCER DIGITO CUARTO DIGITO
TIPOS DE MOTOR (TERCER DIGITO) ENSAMBLES (CUARTO DIGITO)
01 0 DDC 8V-71 DINA SOMEX 0 COJUNTOS BASICOS
MOTOR 1 DDC 6V-92 DINA MASA 1 INYECCION
2 DDC S-50 (STRADA) 2 COMPRESOR AIRE
3 DDC S-60 (BUSSCAR VIAGGIO PARADISO) 3 FRENO MOTOR
4 MB OM-355 (O-371 VAN SPRINTER MB) 4 SIST.ENFRIAMIENTO
5 MB OM-904 OM-906 (BOXER SUPRA ALLEGRO ANDARE) 5 TURBO CARGADOR
6 MB OM-447 (O-371)
7 CUMMINS 260-ISB (C-11 C-11R URBANNUS)
8 MB OM-457 OM-460 (O-400 OC-500)
9 MOTOR SCANIA VOLVO (VISTABUSS B-12B B-12CH)
PARTES (TERCER Y CUARTO DIGITO)
02 00 CAJA VELOCIDADES SST-10 SPICER SCANIA (DINA SOMEX SCANIA VISTA BUSS TURI BUSS IRIZAR)
TRANSMISION 01 CAJA VELOCIDADES SST-07 SPICER (PREMIER AVANTE ADAPTACION URBANNUS)
02 CAJA VELOCIDADES SST-05 SPICER
03 CAJA VELOCIDADES CL-551 55-5D FULLER (BOXER EATON)
04 CAJA VELOCIDADES CV-35 FULLER STD (ANDARE C-11 URBANNUS)
05 CAJA VELOCIDADES ZF S6-90 (MB)
06 CAJA VELOCIDADES ZF S6-105 S6-1550 (MB O-371 O-400 OC-500)
07 CAJA VELOCIDADES ZF S6-108 S8-180 (STRADA BUSSCAR VIAGGIO PARADISO)
08 CAJA VELOCIDADES SEMIAUTOMATICA MT-600 MT-643 B-300 ALLISON (SUPRA ALLEGRO)
09 CAJA VELOCIDADES VXLG8-EGS VXLG8-MGS VXL6S-1600 (VOLVO 7550 9700)
10 EMBRAGUE SPICER 15.5" (AU)
11 EMBRAGUE SPICER 14" (AU C-11)
12 EMBRAGUE SPICER 13" (AU)
13 EMBRAGUE SACHS OM-355 (MB O-371)
14 EMBRAGUE SACHS OM-447 OM-457 OM-460 (MB O-371 O-400 OC-500)
15 EMBRAGUE STRADA BUSSCAR C-11 VOLVO SCANIA VISTABUSS
20 DIFERENCIAL ROCKWEELL (SOMEX PREMIER BUSS-320 C-11 URBANUSS)
21 DIFERENCIAL EATON (BOXER NEOBUSS)
22 DIFERENCIAL MB (O-371 O-400 OC-500)
23 DIFERENCIAL RC23160 (STRADA SCANIA VISTA BUSS)
24 DIFERENCIAL RC23160 (BUSSCAR VOLVO)
25 DIFERENCIAL MB (SUPRA ALLEGRO ANDARE)
26 DIFERENCIAL MASA (C-11 C-11R URBANNUS)
30 CARDANES Y CRUCETAS ROCKWEELL
31 CARDANES Y CRUCETAS EATON MB (BOXER ALLEGRO ANDARE SUPRA MULTEGO)
32 CARDANES Y CRUCETAS (STRADA BUSSCAR VOLVO)
33 CARDANES Y CRUCETAS SCANIA (VISTA BUSS TURIBUS IRIZAR)
40 RETARDADOR GOROS (BUSSCAR SCANIA VISTA BUSS VOLVO)
41 RETARDADOR TELMA VOITH (MB MULTEGO)
ESTRUCTURA DE CODIFICACION DE ARTICULOS

49
TIPOS DE EQUIPO (TERCER DIGITO) ENSAMBLES (CUARTO DIGITO)
03 0 CAPRI 280 SUSTRACK KONVECTA (AVANTE SPRINTER) 0 COMPRESOR
AIRE 1 ADVANTAGE II (STRADA) 1 PARTES
ACONDICIONADO 2 WIDE INIT (M.B) 2 MISELANEOS
3 SISTEMA MIXTO (SCANIA VISTA BUSS) 3 CALEFACCION
4 SISTEMA ENFRIAMIENTO
5 GR-60 DD-3 O5G (BUSSCAR NEOPLAN PARADISO VOLVO)
6 CT-2000 (SUPRA ALLEGRO ANDARE MULTEGO)
7 HISPACOLD (IRIZAR)
8 THERMOKING
PARTES (TERCER Y CUARTO DIGITO)
04 00 ALTERNADOR LEECE NEVILLE 130 A 160 AMP (SCANIA VISTA BUSS NEOPLAN)
ELECTRICO 01 ALTERNADOR PRESTOLITE 130 A 160 AMP. MOTOROLA (SOMEX 87)
02 ALTERNADOR LEECE NEVILLE 205 AMP. (SOMEX)
03 ALTERNADOR DELCO REMY 55 A 130 AMP. (SUPRA 12-V C-11)
04 ALTERNADOR DELCO REMY 250 AMP. (SOMEX DINA)
05 ALTERNADOR DELCO REMY 200 A 300 AMP 31-SI (A/A MB AVANTE URBANNUS)
06 ALTERNADOR DELCO REMY 300 AMP INTEGRADO (M.POLO)
07 ALTERNADOR BOSCH 55 A 80 AMP. (BOXER URBANNUS VOLVO)
08 ALTERNADOR BOSCH 275 AMP. (M.POLO ALLEGRO BUSSCAR)
09 ALTERNADOR BOSCH 140 AMP. 24V. (SUPRA)
10 MARCHA (SOMEX DINA AVANTE OLIMPICO)
11 MARCHA (DINA CUMMINS)
12 MARCHA M.B OM-366A.(BOXER)
13 MARCHA M.B OM-355 (O-371)
14 MARCHA M.B OM-904/906/447/457/460 (O-371 O-400 OC-500 SUPRA ALLEGRO ANDARE MULTEGO)
15 MARCHA FORANEO LIGERO
16 MARCHA 37-MT 41-MT 50-MT 24V. (STRADA BUSSCAR VOLVO)
17 MARCHA 28-MT 12V. (SUPRA C-11 FORANEO LIGERO)
20 REGULADOR (SOMEX DINA AVANTE OLIMPICO SUPRA)
21 REGULADOR (DINA 532J)
22 REGULADOR M.B (O-366A BOXER)
23 REGULADOR M.B OM-355(O-371)
24 REGULADOR M.B OM-447/457/460 (O-371 O-400 OC-500)
25 REGULADOR PRESTOLITE (BUSSCAR)
30 INSTRUMENTOS MANOMETROS FIS.Y TABLERO (DINA PARADISO VIAGIO F-12 )
31 INSTRUMENTOS MANOMETROS FIS.Y TABLERO (M.B)
32 INSTRUMENTOS BULBOS Y TABLERO (SOMEX DINA SCANIA VISTA BUSS)
33 INSTRUMENTOS MANOMETROS FIS.Y TABLERO (SUPRA M.POLO MULTEGO O-400 OC-500)
34 INSTRUMENTOS MANOMETROS FIS.Y TABLERO (ALLEGRO ANDARE)
40 ILUMINACION Y PLAFONERIA (SOMEX DINA AVANTE OLIMPICO VAN SPRINTER M.B)
41 ILUMINACION Y PLAFONERIA (DINA VIAGGIO MARCO POLO)
42 ILUMINACION Y PLAFONERIA (M.B BOXER SUPRA ALLEGRO ANDARE MULTEGO SCANIA VISTA BUSS)
43 ILUMINACION Y PLAFONERIA (C-11 URBANNUS BUSSCAR VOLVO)
44 ILUMINACION Y PLAFONERIA (SULTANA AVANTE IRIZAR)
45 ILUMINACION Y PLAFONERIA (STRADA)
50 PARTES GENERALES (SOMEX DINA F-12 VIAGGIO IRIZAR)
51 PARTES GENERALES (SUPRA ALLEGRO ANDARE MULTEGO)
52 PARTES GENERALES (DINA OLIMPICO AVANTE C-11 URBANUSS VAN SPRINTER MB)
53 BATERIAS Ó ACUMULADORES
54 INSTRUMENTOS MANOMETROS FIS.Y TABLERO (STRADA BUSSCAR VOLVO)
55 ALTERNADOR PRESTOLITE 160 A 175 AMP.(BUSSCAR)
56 PARTES GENERALES (STRADA BUSSCAR VOLVO SCANIA VISTA BUSS)
57 PARTES GENERALES MOTOR LIMPIADOR
58 EQUIPO VENTA A ABORDO (DATAFARE)

50
PARTES (TERCER Y CUARTO DIGITO)
05 00 EJE DELANTERO (SOMEX DINA BOXER) 11 MECANISMOS DIRECCION NEUMATICA
DIRECCION 01 EJE DELANTERO (DINA CUMMINS NEOPLAN) 12 MECANISMOS DIRECCION HIDRAULICA (SCANIA VISTA BUSS TURI BUSS IRIZAR)
02 EJE DELANTERO (DINA OLIMPICO SCANIA VISTA BUSS TURIB) 13 MECANISMOS DIRECCION M.B (OM-355 SUPRA ALLEGRO ANDARE)
03 EJE DELANTERO (DINA AVANTE) 14 MECANISMOS DIRECCION M.B (OM-366A VAN SPRINTER MB)
04 EJE DELANTERO (M.B OM-355 SUPRA ALLEGRO ANDARE) 15 MECANISMOS DIRECCION M.B (OM-447 OM-457 OM-460 MULTEGO)
05 EJE DELANTERO (M.B OM-366A) 16 MECANISMOS DIRECCION M.B (DINA CUMMINS VIAGGIO)
06 EJE DELANTERO (M.B OM-447 OM-457 OM-460 MULTEGO) 17 MECANISMOS DIRECCION (C-11 STRADA BUSSCAR VOLVO)
07 EJE DELANTERO (STRADA BUSSCAR C-11 VOLVO) 18 MECANISMOS DIRECCION (BOXER)
10 MECANISMOS DIRECCION MECANICA 19 MECANISMOS DIRECCION (NEOPLAN)
EJES (TERCER DIGITO) ENSAMBLES (CUARTO DIGITO)
06 0 DELANTERO 0 SOMEX MB. VAN SPRINTER
SUSPENSION 1 TRASERO 1 DINA CUMMINS
2 AVANTE OLIMPICO F-12 VIAGGIO
3 MERCEDEZ BENZ OM-355 (O-371)
4 MERCEDEZ BENZ OM-366A)
5 MERCEDEZ BENZ OM-906/447/457/460 (M.B O-371 ALLEGRO MULTEGO)
6 STRADA BUSSCAR C-11 VOLVO
7 MARCO POLO SCANIA IRIZAR NEOPLAN
8 MERCEDEZ BENZ OM-904 SUPRA
EJES (TERCER DIGITO) ENSAMBLES (CUARTO DIGITO)
07 0 FRENOS DELANTEROS 0 SOMEX
FRENOS 1 FRENOS TRASEROS 1 DINA CUMMINS
2 VALVULAS Y REPUESTOS 2 AVANTE OLIMPICO
3 TUBOS AIRE Y MANGUERAS 3 MERCEDEZ BENZ OM-355 (O-371 VAN SPRINTER M.B)
4 RHINES Y ACCESORIOS 4 MERCEDEZ BENZ OM-366A NEOPLAN
5 MERCEDEZ BENZ OM-447/457/460 (M.B ALLEGRO MULTEGO)
6 STRADA BUSSCAR C-11 VOLVO
7 MARCO POLO SCANIA (VISTA BUSS/TURI BUSS) IRIZAR NEOPLAN
8 MERCEDEZ BENZ OM-904 SUPRA
PARTES (TERCER Y CUARTO DIGITO)
08 00 LLANTAS NUEVAS 11 CORBATAS
LLANTAS 10 CAMARAS 20 LLANTAS RENOVADAS
MODELO AUTOBUS (TERCER DIGITO) ENSAMBLES (CUARTO DIGITO)
09 0 MASA 2030 C-11 0 ESTRUCTURA
CARROCERIAS 1 MASA PREMIER STRADA 1 LAMINACION Y MOLDURAS ALUMINIO
2 MASA FORANEO LIGERO URBANUSS 2 ACABADO INTERIOR
3 DINA 532J 3 MOTOR LIMPIADOR Y ADITAMENTOS
4 CAPRE BOXER SUPRA (VAN SPRINTER M.B) 4 BOSTERS Y VALVULAS
5 DINA OLIMPICO F-12 VIAGGIO 5 FIBRA DE VIDRIO
6 DINA AVANTE IRIZAR SCANIA VISTA BUSS 6 CRISTALES PARABRISAS Y ESPEJOS
7 M.B RS MULTEGO O-400 OC-500 7 REMACHES PIJAS Y ADHESIVOS
8 M.B RSD ALLEGRO ANDARE M.POLO 8 PVC HULES Y EMPAQUES
9 STRADA BUSSCAR VOLVO 9 ACCESORIOS

51
IMAGEN (TERCER DIGITO) ESPECIALIDAD (CUARTO DIGITO)
10 0 A.D.O 0 PINTURA
PINTURA 1 A.U 1 CALCOMANIAS
2 O.C.C.S.A 2 EMBLEMAS
3 UNO 9 VARIOS
4 GL
5 FILIALES
9 VARIOS
MARCA O MODELO (TERCER DIGITO) ENSAMBLES (CUARTO DIGITO)
11 0 KEIPER (ADO GL) 0 MECANISMOS
ASIENTOS 1 CISA AMAYA (BUSSCAR) 1 TAPICERIA
2 AMAYA OCCSA (STRADA C-11) 2 VARIOS
3 TEPPERMAN ASTRON
4 VOGEL SITZE KEIPER
5 ALLEGRO MARCO POLO
MARCA O MODELO (TERCER DIGITO) ENSAMBLES (CUARTO DIGITO)
12 0 TACOGRAF0 0 PARTES MECANICAS
RADIO 1 RADIO Y BOCINAS 1 PARTES ELECTRICAS
Y 2 EQUIPO VIDEO (ACTIA) 2 DISCOS
TACOGRAFIA 3 SISTEMA COPILOTO Y DATAFARE 3 COMPONENTES
TIPOS (TERCER DIGITO) APLICACIONES (CUARTO DIGITO)
13 0 ANTICONGELANTES 0 MOTOR
GRASAS 1 GRASAS 1 CHASIS
Y 2 ACEITES Y LUBRICANTES 2 RODAMIENTOS
LUBRICANTES 3 ADITIVOS 3 DIFERENCIAL
4 TRANSMISION Y DIRECCION MECANICA
5 DIRECCION HIDRAULICA
6 FRENOS
7 DIVERSOS
PARTES (TERCER Y CUARTO DIGITO)
14 00 ABRAZADERAS 15 TEES Y REDUCCIONES
VARIOS 01 ADAPTADORES 16 RESORTES
02 BALEROS 17 RETENES
03 BANDAS 18 ARANDELAS, GASKETS Y RONDANAS
04 BIRLOS 19 TAPONES
05 CODOS 20 TORNILLOS
06 CONEXIONES Y BARRILES 21 TUERCAS
07 CONOS RODAMIENTOS Y TAZAS 22 TUBERIA
08 COPLES 23 ACCESORIOS DYN M.B (SEGUROS)
09 CHAVETAS 24 CHUMACERAS
10 FILTROS 25 LIGAS Y ORINGS
11 GRASERAS 26 PAPEL
12 GRIFOS Y LLAVES 27 SELLADORES Y ADHESIVOS
13 MANGUERAS 28 PRISIONEROS Y SEGUROS
14 NIPLES Y RACORES 29 ACCESORIOS LLANTAS AUTOMOTRICES
PARTES (TERCER Y CUARTO DIGITO)
15 00 HERRAMIENTAS EN GRAL. 02 CONTROL NET
HERRAMIENTAS 01 HERRAMIENTAS ELECTRICAS

52
PARTES (TERCER Y CUARTO DIGITO)
16 01 ELECTRICO
MANTENIMIENTO Y 02 PLOMERIA
CONSERVACION 03 ALBAÑILERIA Y PINTURA
DE EDIFICIOS 04 DORMITORIOS Y VARIOS
PARTES (TERCER Y CUARTO DIGITO)
17 01 LIMPIADORES 03 MATERIALES VARIOS
ASEO 02 AROMATIZANTES 4
PARTES (TERCER Y CUARTO DIGITO)
18 01 ACCESORIOS 03 MOBILIARIO Y EQUIPO DE OFICINA
PAPELERIA 02 FORMATOS OCCSA 04 ALIMENTOS, BEBIDAS Y AVITUALLAMIENTO
PARTES (TERCER Y CUARTO DIGITO)
19 01 EQUIPO DE SEGURIDAD
EQUIPO DE 02 UNIFORMES
SEGURIDAD 03 MEDICAMENTOS
PARTES (TERCER Y CUARTO DIGITO)
20 00 AUTOMOVILES Y TRANSPORTES COMPLETOS 08 LLANTAS
REFACCIONES 01 MOTOR 09 CARROCERIAS
02 TRANSMISIÓN 10 PINTURAS
03 AIRE ACONDICIONADO 11 ASIENTOS
04 ELECTRICO 12 TACOGRAFIA
05 DIRECCIÓN 13 LUBRICANTES
06 SUSPENSIÓN 14 VARIOS
07 FRENOS 15 HERRAMIENTAS
08 AIRE ACONDICIONADO
PARTES (TERCER Y CUARTO DIGITO)
25 01 MOTOR 06 SUSPENSIÓN
PIEZAS 02 TRANSMISIÓN 07 FRENOS
A 03 AIRE ACONDICIONADO 10 IMAGEN
CAMBIO 04 ELECTRICO 15 SEGURIDAD
05 DIRECCIÓN

53
ANEXO 4
Evidencias fotográficas en las diferentes etapas en la implementación de la metodología 5’S Clasificar
Organizar

54
Limpiar
Estandarización y disciplina

55
ANEXO 5
Evidencias Fotográficas del antes y el después
Antes después

56
Antes después
Antes después

57
Antes después
Antes después

58
ANEXO 6
CUESTIONARIO DEL DIAGNOSTICO ORGANIZACIONAL DE CALIDAD Y SATISFACCION
Cuestionario- Diagnóstico para aplicar al personal del área de almacén del ADO Y EMPRESAS
COORDINADAS S.A DE C.V.
Instrucciones: Marca con una “X” la opción correspondiente a cada pregunta.
Observaciones_____________________________________________________________
_________________________________________________________________________
# Pregunta Totalmente de acuerdo
Muy de acuerdo
De acuerdo
En desacuerdo
1 ¿Estuvo de acuerdo en aplicar la metodología
5’S en el almacén del grupo ADO?
2 ¿Existen medidas adecuadas para asegurar el
orden y limpieza en el área?
3 ¿Sabe usted si el departamento cuenta con un
plan de capacitación en la metodología antes
comentada?
4 ¿Usted como persona se siente motivado para
participar activamente, aportando ideas de
mejora continúa a la satisfacción del cliente?
5 ¿Considera que el ambiente de trabajo en el que
se desenvuelve es agradable?
6 ¿Considera que en su área de trabajo los
procesos se realizan con calidad?
7 ¿Está informado de las ventajas que tiene la
implementación de estrategias de calidad en su
área de trabajo?

59
ANEXO 7

60

61
ANEXO 8
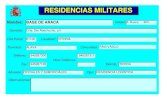
Graficas
TA 50% MA
20%
DA 30%
ED 0%
1. ¿Estuvo de acuerdo en aplicar la metodologia 5's en el almacen del grupo ADO?
TA MA
DA ED
TA 20%
MA 60%
DA 20%
ED 0%
2. ¿Existen medidas adecuadas para asegurar el orden y limpieza en el area?
TA MA
DA ED

62
TA 40%
MA 20%
DA 30%
ED 10%
3. ¿Sabe usted si el departamento cuenta con un plan de capacitacion en la metodologia antes
comentada ?
TA MA
DA ED
TA 40%
MA 20%
DA 40%
ED 0%
4. ¿Usted como persona se siente motivado para participar activamente, aportando ideas de mejora
continua a la satisfaccion del cliente?
TA MA
DA ED

63
TA 20%
MA 50%
DA 30%
ED 0%
5. ¿Considera que el ambiente de trabajo en el que se desenvuelve es agradable ?
TA MA
DA ED
TA 20%
MA 60%
DA 20%
ED 0%
6. ¿considera que en su area de trabajo los procesos se realizan con calidad?
TA MA
DA ED

64
TA 30%
MA 30%
DA 30%
ED 10%
7. ¿Esta informado de las vetajas que tiene la implementacion de estrategias de calidad en su
area de trabajo ?
TA MA
DA ED

65
BIBLIOGRAFIA
• Manual de almacenes. Price Waterhouse Cooper.
http://www.programaempresa.com/empresa/empresa.nsf/0/e88d210e51f9371ac125705
b002c66c9/$FILE/almacen1y2.pdf
• James A. Tompkins, John A. White, Yavuz A. Bozer. Planificación de Instalaciones, 3º
Edición.
• http://www.monografias.com/trabajos16/gestion-almacenes/gestion-almacenes.shtml
• LOGESPRO. Laboratorio de Logística y Gestión de la producción. GESTION DE
ALMACENES.
Ana María Gutiérrez pradera. La Habana, Mayo 2002.
http://galeon.com/misdocumentos22/FolletoGestAlmac.pdf
• ALMACENES. Diseño de sistemas productivos y logísticos
http://personales.upv.es/~JPGARCIA/LinkedDocuments/7%20Almacenes.pdf