Informe Terreno Minas 2
31
MINA LOMAS BAYAS - MINA MANTOS BLANCOS Realizado por: Beranyel Caiceo – Macarena Pedrero Requerido por: Geología de Minas II Profesora: María Soledad Bembow Ayudante: Rodrigo Torres Antofagasta, 18 de Julio de 2014.- UNIVERSIDAD CATÓLICA DEL NORTE FACULTAD DE INGENIERÍA Y CIENCIAS GEOLÓGICAS DEPARTAMENTO DE CIENCIAS GEOLÓGICAS
-
Upload
juan-carlos-eo -
Category
Documents
-
view
12 -
download
2
description
geologia de minas 2
Transcript of Informe Terreno Minas 2

INFORME DE TERRENO
MINA LOMAS BAYAS - MINA MANTOS BLANCOS
Realizado por: Beranyel Caiceo – Macarena Pedrero
Requerido por: Geología de Minas II
Profesora: María Soledad Bembow
Ayudante: Rodrigo Torres
Antofagasta, 18 de Julio de 2014.-
UNIVERSIDAD CATÓLICA DEL NORTE
FACULTAD DE INGENIERÍA Y CIENCIAS GEOLÓGICAS
DEPARTAMENTO DE CIENCIAS GEOLÓGICAS
Introducción
La metalurgia es la rama que aprovecha la ciencia, la tecnología y el arte de obtener
metales y minerales industriales, partiendo de sus menas, de una manera eficiente, económica y
con resguardo del ambiente, a fin de adaptar dichos recursos en beneficio del desarrollo y
bienestar de la humanidad.
Los procesos metalúrgicos son fundamentales para cualquier faena minera, ya que su
objetivo principal es optimizar tiempo y recursos para obtener un material comercializable
internacionalmente, de alta pureza y calidad.
El presente trabajo consiste principalmente en exponer los procesos metalúrgicos de dos
faenas mineras visitadas en terreno: Lomas Bayas y Mantos Blancos, ambas ubicadas en la II
Región de Antofagasta.
Objetivos
Comprender los procesos metalúrgicos, de extracción y recuperación de mineral en los
yacimientos visitados, considerando sus principales problemas y desafíos.
Entender las variables que influyen en la determinación del proceso metalúrgico utilizado
en cada faena minera y el porqué de su aplicación.
Aplicar en terreno los conceptos aprendidos en clase.
Entender el rol de Geólogo en la minería y su relación e influencia en los procesos
metalúrgicos que adopta cada faena para la extracción de su materia prima (en este caso
Cobre).
Considerar que el objetivo principal de cada faena minera es económico, es decir, alcanzar
una buena producción, eficiente y eficaz, al menor costo posible y sin impacto al medio
ambiente.

MINERA LOMAS BAYAS
Propiedad de Glencore International AG y Compañía Minera Falconbridge Lomas Bayas

Ubicación y accesos
Lomas Bayas se encuentra a 120 kilómetros de Antofagasta II región, en pleno Desierto de
Atacama y a 36 kilómetros al este de la localidad de Baquedano. La altura promedio del
yacimiento es 1700 m. s. n. m.
Para llegar a la mina desde Antofagasta, se debe tomar la ruta 5, luego al llegar al cruce
Baquedano se sigue por un desvío hacia el E.
Figura 1. Mapa de ubicación y accesos Minera Lomas Bayas.
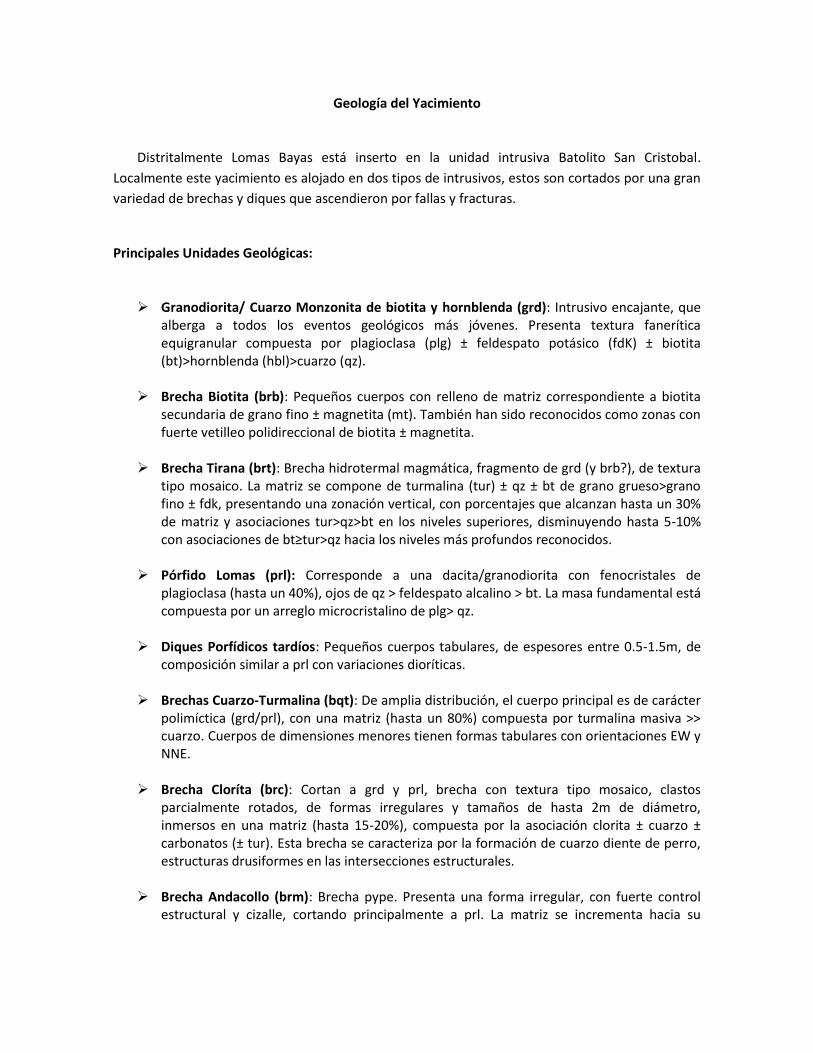
Geología del Yacimiento
Distritalmente Lomas Bayas está inserto en la unidad intrusiva Batolito San Cristobal.
Localmente este yacimiento es alojado en dos tipos de intrusivos, estos son cortados por una gran
variedad de brechas y diques que ascendieron por fallas y fracturas.
Principales Unidades Geológicas:
Granodiorita/ Cuarzo Monzonita de biotita y hornblenda (grd): Intrusivo encajante, que alberga a todos los eventos geológicos más jóvenes. Presenta textura fanerítica equigranular compuesta por plagioclasa (plg) ± feldespato potásico (fdK) ± biotita (bt)>hornblenda (hbl)>cuarzo (qz).
Brecha Biotita (brb): Pequeños cuerpos con relleno de matriz correspondiente a biotita
secundaria de grano fino ± magnetita (mt). También han sido reconocidos como zonas con fuerte vetilleo polidireccional de biotita ± magnetita.
Brecha Tirana (brt): Brecha hidrotermal magmática, fragmento de grd (y brb?), de textura
tipo mosaico. La matriz se compone de turmalina (tur) ± qz ± bt de grano grueso>grano fino ± fdk, presentando una zonación vertical, con porcentajes que alcanzan hasta un 30% de matriz y asociaciones tur>qz>bt en los niveles superiores, disminuyendo hasta 5-10% con asociaciones de bt≥tur>qz hacia los niveles más profundos reconocidos.
Pórfido Lomas (prl): Corresponde a una dacita/granodiorita con fenocristales de
plagioclasa (hasta un 40%), ojos de qz > feldespato alcalino > bt. La masa fundamental está compuesta por un arreglo microcristalino de plg> qz.
Diques Porfídicos tardíos: Pequeños cuerpos tabulares, de espesores entre 0.5-1.5m, de
composición similar a prl con variaciones dioríticas.
Brechas Cuarzo-Turmalina (bqt): De amplia distribución, el cuerpo principal es de carácter polimíctica (grd/prl), con una matriz (hasta un 80%) compuesta por turmalina masiva >> cuarzo. Cuerpos de dimensiones menores tienen formas tabulares con orientaciones EW y NNE.
Brecha Cloríta (brc): Cortan a grd y prl, brecha con textura tipo mosaico, clastos
parcialmente rotados, de formas irregulares y tamaños de hasta 2m de diámetro, inmersos en una matriz (hasta 15-20%), compuesta por la asociación clorita ± cuarzo ± carbonatos (± tur). Esta brecha se caracteriza por la formación de cuarzo diente de perro, estructuras drusiformes en las intersecciones estructurales.
Brecha Andacollo (brm): Brecha pype. Presenta una forma irregular, con fuerte control
estructural y cizalle, cortando principalmente a prl. La matriz se incrementa hacia su

núcleo cizallado, y corresponde a polvo de roca con fuerte alteración qz-ser, más súlfuros diseminados.
Veta Andacollo: Se define como un cuerpo masivo de cuarzo de grano grueso, con textura
de mosaico, sem-itraslúcido, emplazado en zona de Falla Sur y reconocida a partir de la cota 1290, cortando a brm.
Mineralización:
La mineralización supergena asociada afecta a la mineralización hipógena, por enriquecimiento de la roca mineralizada, y a la posterior oxidación y parcial removilización del cobre. Los principales minerales del enriquecimiento son calcosina + covelina ± digenita, estos reemplazan y revisten a calcopirita, bornita y pirita. Este enriquecimiento afecta a todos los sulfuros de cobre y de hierro del sistema hipógeno.
La posterior oxidación produjo los sulfatos brocantita, antlerita y chalcantita. Brocantita y antlerita son los minerales de cobre más abundantes en la zona de oxidación. Ambos minerales pueden también proceder de la oxidación directa de sulfuros primarios. Otros minerales ricos en cobre de la zona de oxidación incluyen atacamita, crisocola, cuprita, malaquita, chenevixita, neotosita, óxidos/ hidróxidos de hierro rico en cobre y la presencia de sulfatos de hierro cargado de cobre, que corresponden a un producto de alteración de calcosina-covelina, de color negro y que representaría una transición amorfa / o pobremente cristalina a chalcantita. La oxidación también produjo minerales ricos en hierro, incluyendo jarosita, gohetita, hematita, pichtlimonita, melanterita y szomolnokita (sulfato de hierro hidratado).
Los óxidos de cobre ocurren rellenando fracturas y en menor grado como diseminaciones. Las más altas concentraciones de cobre son en áreas donde las fases de sulfuros del sistema fue enriquecida subsecuentemente oxidada “in situ”. Exposiciones de este tipo de stockwork y vetas de óxidos de cobre subparalelas y cercanamente espaciadas, pueden ser vistos en los rajos de Andacollo y Candelaria. Geología Estructural:
El marco estructural de Lomas Bayas consiste en un complejo arreglo de fallas y fracturas de
alto y bajo ángulo, que se ramifican e intersectan entre sí. Las estructuras de alto ángulo presentan direcciones NNE-SSW, ENE-WSW, NW-SE, NS y WNW – ESE y las de bajo ángulo con manteos al W y SW.

Procesos Metalúrgicos
1. Extracción:
Posterior a la tronadura comienza la extracción que consiste en el carguío de camiones de
extracción de 175 toneladas métricas. Los materiales que se cargan son HEAP, ROM y lastre. Se
utilizan cables eléctricos en las palas y un sistema de regaderas para mantener el frente de carguío
húmedo para así minimizar el polvo en el área. Se considera lastre cuando posee una ley menor a
0,05 CuT, el material ROM tiene una ley entre 0,05 y 0,16, y el material Heap es el material de
“alta” ley con leyes mayores a 0,16.
2. Servicio (Planta/Botadero):
En este proceso los equipos están destinados a mantener en buenas condiciones los
caminos, mantener limpios los avances en la pila ROM y botaderos, además de cualquier otro
requerimiento necesario en operaciones Mina.
3. Pila ROM:
Es la que almacena materiales de baja ley tal como salen de la Mina después de la tronadura.
En esta área se trabaja con equipos para mantener las vías despejadas y el avance natural del área.
4. Transporte:
El proceso consta del movimiento del material minado con aproximadamente 175
toneladas métricas por cada viaje. Los materiales que se transportan son HEAP, ROM y lastre,
todos con un destino distinto y por ende con perfiles o distancias de transporte distintas.
5. Chancado:
El mineral denominado “heap” es extraído de la mina y transportado en camiones de 175
toneladas de capacidad hasta el chancador primario, a razón de 36.500 ton/día. El producto de
este chancador es llevado por las correas CT-1 y CT-2 a un stock pile de 8.000 toneladas vivas de
capacidad.
El área de chancado fino comprende un chancador secundario y dos chancadores
terciarios que trabajan en paralelo. El mineral es descargado desde el stock pile a través de la
correa CT-5 hacia un harnero secundario (banana), en donde el mineral de sobre tamaño alimenta

al chancador secundario, cuyo producto se juntará finalmente con el bajo tamaño en la correa CT-
6.
Posteriormente el mineral se conduce a una pequeña tolva de 250 ton. Desde aquí el
mineral es transportado a través de las correas 8 y 8ª a los circuitos de harneros y chancadores
terciario. Tanto, el material de bajo tamaño de los harneros como el sobre tamaño reducido por
los chancadores terciarios, llega a la correa CT-10 y de ésta a la CT-11. Esta última se extiende en
forma paralela a lo largo del costado sur de la pila Heap, encontrándose conectada al sistema de
correas portables de apilamiento, por medio de un equipo denominado “tripper”.
6. Aglomeración de mineral en correa transportadora:
El mineral que transporta la correa CT-11 posee una humedad cercana al 2%, por
humectaciones de atomizadores de agua y supresores de polvo del circuito de chancado, más agua
adicionada para ajustar la humedad final.
En los chutes de transferencia de las 33 primeras cascadas del sistema Laurel se adiciona
agua y ácido sulfúrico concentrado sobre el mineral a razón de 8-10 kg/ton. La adición del ácido
tiene como objeto curar el material antes de disponerlo en la pila. Con los sucesivos traspasos del
mineral de una cascada a otra se logra una distribución más homogénea de este reactivo. La
humedad final en el aglomerado varía entre 3 y 4%. Con esta última etapa se cierra el proceso de
la preparación del mineral para ingresar al proceso de lixiviación.
7. Apilamiento:
El sistema de apilamiento recibe el mineral desde la correa CT-11 a través de un “tripper”,
instalado sobre esta correa. El sistema consiste en un tren de correas transportadoras portables,
conocidas también como “cascadas”, a través de las cuales el mineral es transportado de una a
otra, hasta llegar al lugar de apilamiento, cargando el material con un apilador radial en pilas en
sentido norte sur.
En tres correas portables se adiciona ácido sulfúrico concentrado sobre el mineral,
logrando una distribución más homogénea con los sucesivos traspasos entre correas. La capacidad
máxima del sistema de apilamiento es de 45.000 toneladas de mineral por dia.
8. Lixiviación:
El proceso Heap Leaching consiste en la construcción y lixiviación parcializada de una sola
pila permanente de gran dimensión, sobre la que deben ser lixiviados 150 millones de toneladas
de mineral Heap. Este mineral es lixiviado en pisos de alturas variables de 6 a 8 metros cada uno
hasta completar una altura final de 102 metros.
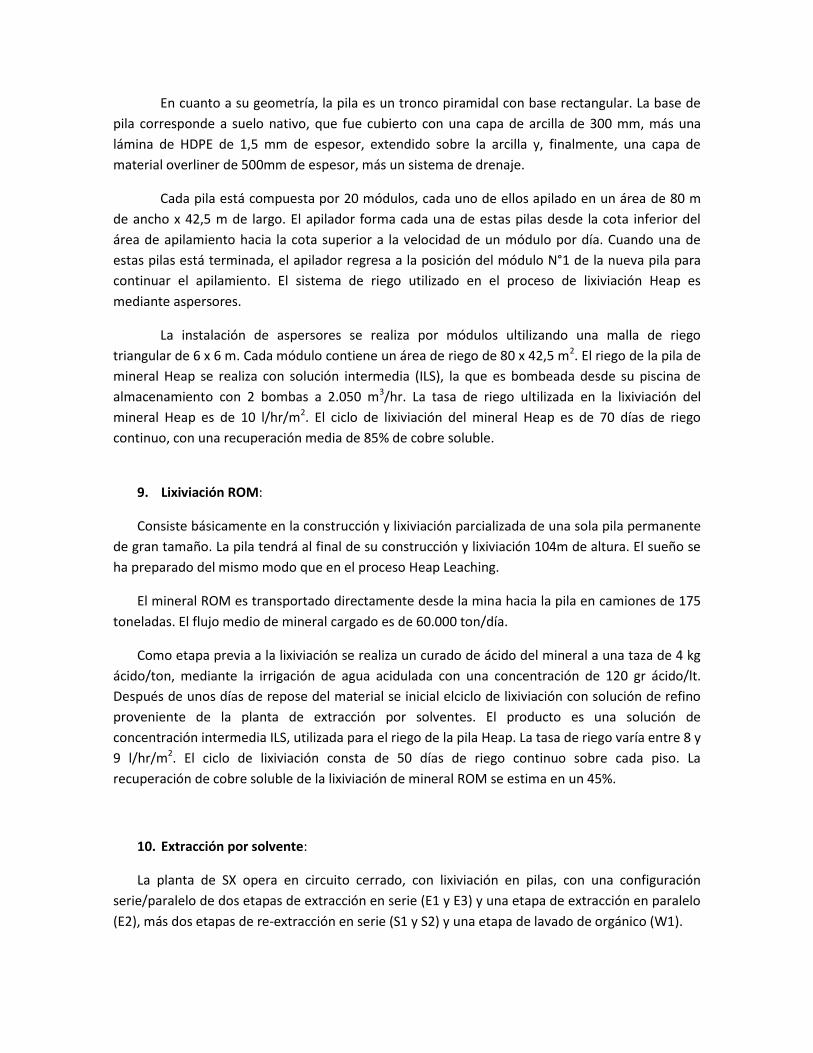
En cuanto a su geometría, la pila es un tronco piramidal con base rectangular. La base de
pila corresponde a suelo nativo, que fue cubierto con una capa de arcilla de 300 mm, más una
lámina de HDPE de 1,5 mm de espesor, extendido sobre la arcilla y, finalmente, una capa de
material overliner de 500mm de espesor, más un sistema de drenaje.
Cada pila está compuesta por 20 módulos, cada uno de ellos apilado en un área de 80 m
de ancho x 42,5 m de largo. El apilador forma cada una de estas pilas desde la cota inferior del
área de apilamiento hacia la cota superior a la velocidad de un módulo por día. Cuando una de
estas pilas está terminada, el apilador regresa a la posición del módulo N°1 de la nueva pila para
continuar el apilamiento. El sistema de riego utilizado en el proceso de lixiviación Heap es
mediante aspersores.
La instalación de aspersores se realiza por módulos ultilizando una malla de riego
triangular de 6 x 6 m. Cada módulo contiene un área de riego de 80 x 42,5 m2. El riego de la pila de
mineral Heap se realiza con solución intermedia (ILS), la que es bombeada desde su piscina de
almacenamiento con 2 bombas a 2.050 m3/hr. La tasa de riego ultilizada en la lixiviación del
mineral Heap es de 10 l/hr/m2. El ciclo de lixiviación del mineral Heap es de 70 días de riego
continuo, con una recuperación media de 85% de cobre soluble.
9. Lixiviación ROM:
Consiste básicamente en la construcción y lixiviación parcializada de una sola pila permanente
de gran tamaño. La pila tendrá al final de su construcción y lixiviación 104m de altura. El sueño se
ha preparado del mismo modo que en el proceso Heap Leaching.
El mineral ROM es transportado directamente desde la mina hacia la pila en camiones de 175
toneladas. El flujo medio de mineral cargado es de 60.000 ton/día.
Como etapa previa a la lixiviación se realiza un curado de ácido del mineral a una taza de 4 kg
ácido/ton, mediante la irrigación de agua acidulada con una concentración de 120 gr ácido/lt.
Después de unos días de repose del material se inicial elciclo de lixiviación con solución de refino
proveniente de la planta de extracción por solventes. El producto es una solución de
concentración intermedia ILS, utilizada para el riego de la pila Heap. La tasa de riego varía entre 8 y
9 l/hr/m2. El ciclo de lixiviación consta de 50 días de riego continuo sobre cada piso. La
recuperación de cobre soluble de la lixiviación de mineral ROM se estima en un 45%.
10. Extracción por solvente:
La planta de SX opera en circuito cerrado, con lixiviación en pilas, con una configuración
serie/paralelo de dos etapas de extracción en serie (E1 y E3) y una etapa de extracción en paralelo
(E2), más dos etapas de re-extracción en serie (S1 y S2) y una etapa de lavado de orgánico (W1).

Las dimensiones de todos los decantadores de la Planta son 26,0 m de ancho por 18,0 m de
largo y 1,1 m de alto. El material de construcción es hormigón cubierto con polietileno de alta
densidad (HDPE). El extractante utilizado es una cetoxima. La concentración del extractnte en el
orgánico es de 26% v/v. El solvente utilizado es Shellsol 2046AR.
Los flujos nominales de operación en extracción son de 1.000 m3/h de PLS para el circuito E1-
E3 y 1.050 m3/h de PLS para la etapa paralela E2. El flujo orgánico es de 1.050 m3/h para todo el
circuito. La solución de alimentación a extracción (PLS), desciende gravitatoriamente desde una
piscina de PLS.
Los productos de las etapas de extracción son el refino y el orgánico cargado. El refino
abandona la planta SX y se impulsa a la lixiviación de la pila ROM. El orgánico cargado es
recirculado en la planta, primero a un lavador orgánico y después a las etapas de re-extracción.
11. Electro-obtención:
El proceso corresponde al diseño convencional de cátodos permanentes, con maquina
automática lavadora, despegadora y que muestrea, enzuncha y pesa el producto final. El proceso
se desarrolla en 180 celdas de hormigón polimérico agrupadas en 2 circuitos independientes de 90
celdas cada uno. La capacidad de cada celda es de 60 cátodos y 61 ánodos de plomo calcio. El peso
de depósito de cobre por cátodo varía entre 75 y 85 kg. La densidad de corriente de diseño es de
300 amp/m2.
La planta cuenta con 4 rectificadores, 2 por circuito. La capacidad nominal de cada uno es
de 22.000 amperes. Además, existen 2 grupos generadores electrógenos (500 amperes/circuito)
en caso de corte de energía. Existen 2 puentes grúa con capacidad de 7,5 ton cada uno, para las
operaciones de cosecha de cátodos.
La Planta de electro-obtención trabaja bajo un estricto control de todas sus variables
metalúrgicas y operacionales. El control está basado en el establecimiento de los rangos críticos de
variación y la toma sistemática de acciones para reducir al mínimo las desviaciones del proceso,
para asegurar de esta manera el cumplimiento del programa de producción y calidad establecida.

Suministros
Agua:
La capacitación de aguas se sitúa en la cuenca hidrográfica del Río Loa, aproximadamente
135 kms al noreste del área Mina-Planta y actualmente incluye dos fuentes de abastecimiento:
Canal Nuñez y Canal La Prensa, los cuales obtienen agua del Rio Loa.
En ambos casos el agua se canaliza hasta una piscina de regulación de 500 m3 que tiene
CMFLB en la Parcela N°11 de Calama. Desde este estanque se impulsa el agua mediante bombas
hacia la faena de Lomas Bayas a través de un acueducto de aproximadamente 135 kms de
longitud. En la planta el agua se almacena en una piscina de 12.000 m3 de capacidad, desde donde
es distribuida a las distintas instalaciones.
Energía:
Energía 18.000.000 kWh (mensual).
Potencia contratada 35 mW.
Empresa abastecedora: AES Gener.
Punto donde se conecta a la red: Laberinto.
Características de la línea: 220 kV, cable Flint, largo 5km (desde Laberinto a Lomas
Bayas)

Figura 2. Diagrama simplificado que ilustra el tratamiento de
óxidos en Lomas Bayas.

MINERA MANTOS BLANCOS
Propiedad de ANGLOAMERICAN

Ubicación y accesos
Faena minera ubicada 45 kilómetros al noreste de Antofagasta y a 800 metros sobre el
nivel del mar. Se accede desde la ciudad de Antofagasta por la ruta 5.
Figura 3. Principales yacimientos de la segunda región. En un
círculo rojo se observa la ubicación de Mantos Blancos.

Geología del Yacimiento
Mantos Blancos corresponde a un yacimiento de tipo estrato ligado de Cobre con Plata
subordinada. Este depósito se ubica más al este que el resto de los depósitos en la franja
metalogénica, hospedado en rocas de edad Jurásico (147-149 Ma).
La roca huésped corresponde a una secuencia de Andesitas, Dacitas y Brechas volcánicas intruidas por una serie de filones manto y diques dioríticos a granodioríticos. Una visión integradora caracteriza a la roca de caja del yacimiento como un domo riodacítico con ignimbritas dacíticas asociadas. Esta unidad llamada “dacita cuarcífera” y “dacita porfídica” en la terminología de la mina”, es cortada por pórfidos dacíticos subvolcánicos, llamada “andesita intrusiva” y estaría intercalada en una secuencia dominantemente andesítica, que incluye en la base a la llamada “andesita inferior” compuesta por andesitas amigdaloidales y brechas volcánicas; y en el techo a la “andesita superior”, compuesta por una secuencia de ignimbritas dacíticas, andesitas, brechas volcánicas y una arenisca.
Las rocas que albergan el yacimiento Mantos Blancos corresponden al Complejo Ígneo Mantos Blancos.
Principales Unidades Geológicas:
Domo Riolítico: Riolita con estructura de domo volcánico con bandeamientos de flujo que varían entre 1 y 4 cm de espesor. En su parte central presenta texturas porfídicas con fenocristales (1-5 mm) de cuarzo corroído y feldespato en una masa fundamental félsica.
Sistema Bimodal de Stocks y Sills: El Domo Riolítico es intruido por un complejo
subvolcánico de stocks y sills dioríticos y granodioríticos porfídicos.
El pórfido granodiorítico tiene fenocristales de hornblenda, plagioclasa, cuarzo y biotita, que constituyen entre el 10 y el 30% de la roca, en una masa fundamental de cuarzo, feldespato, biotita y hematita. El pórfido diorítico presenta fenocristales de piroxeno y anfíbol, que constituyen entre el 5 y el 10% de la roca, en una masa fundamental de piroxeno, plagioclasa y magnetita. En ambos tipos de roca, se observan variaciones texturales a roca afanítica en los márgenes de la intrusión.
Brechas Magmático - Hidrotermales Dioríticas a Granodioríticas: Se encuentran en la parte superior de algunos stocks dioríticos y granodioríticos, relacionadas a fallas de dirección Norte – Sur. En la parte superior, las brechas muestran características hidrotermales con minerales de mena. La parte baja de los cuerpos de brechas, en cambio, presentan características ígneas, con matriz granodiorítica y fragmentos dioríticos o matriz diorítica y fragmentos granodioríticos.

Diques Máficos: Las intrusiones más recientes en el yacimiento corresponden a un enjambre de diques dioríticos subverticales de rumbo preferente NNE posteriores a la mineralización.
Alteración hidrotermal y mineralización
Las Brechas Magmático-Hidrotermales Dioríticas a Granodioríticas conforman los centros del desarrollo de la principal alteración hidrotermal y mineralización. Los cuerpos mineralizados se distribuyen discontinuamente en un área de 3 x 1 km con dirección EW y 600 m de profundidad (previo a la explotación), a partir de la cota 450 m, donde comienza la mineralización hipógena.
Mineralización:
Óxidos: atacamita, crisocola. Ocasionalmente: malaquita, cuprita, cobre nativo, almagres (calcosina, cuprita, hematita).
Sulfuros: calcosina, digenita, bornita, covelina, calcopirita, pirita. Ocasionalmente: plata nativa.
Alteración cuarzo sericítica
Un evento fílico que posiblemente se desarrolló en todo el domo riolítico consiste de alteración cuarzo sericítica penetrativa con diseminación de calcopirita, bornita, pirita y cuarzo, presente también en la matriz de las Brechas Magmático - Hidrotermales Félsicas y en vetillas como halos cuarzo sericíticos con suturas de calcopirita, bornita, pirita y cuarzo.
Alteración potásica
El evento potásico está centrado en las Brechas Magmático Hidrotermales Dioríticas a Granodioríticas, sin embargo afecta a todas las litologías del yacimiento. Se caracteriza por una asociación de feldespato potásico, turmalina, biotita, magnetita, calcopirita, digenita y menor pirita que se desarrolla como mineralización diseminada, rellenando amígdalas en el pórfido diorítico y como vetillas sinuosas en el domo riolítico.
Alteración propilítica
El evento propilítico se presenta como diseminación y relleno de amígdalas en el pórfido diorítico, y como vetillas de una asociación de cuarzo, clorita, epidota, calcita, albita, sericita, hematita y menor calcopirita, galena y pirita. Este evento se presenta obliterando a la alteración potásica y afectando a todas las rocas del yacimiento.
Tanto la alteración potásica como la propilítica habrían ocurrido coetáneas con la intrusión de los stocks dioríticos y granodioríticos y la brechización magmático hidrotermal, por la migración de los fluidos desde los stocks.

Alteración sódica
Un evento sódico está centrado en las Brechas Magmático Hidrotermales dioríticas a granodioríticas y se caracteriza por la asociación albita-clorita como reemplazo de feldespatos. Además se presenta mineralización diseminada como hematita, pirita, calcopirita, bornita, digenita y menor cuarzo. Esta asociación también se observa como relleno de cavidades y como vetillas, particularmente intensas en los sills dioríticos que intruyen las Brechas Magmático - Hidrotermales dioríticas a granodioríticas.
Figura 4. Geología del yacimiento Mantos
Blancos.
Geología Estructural
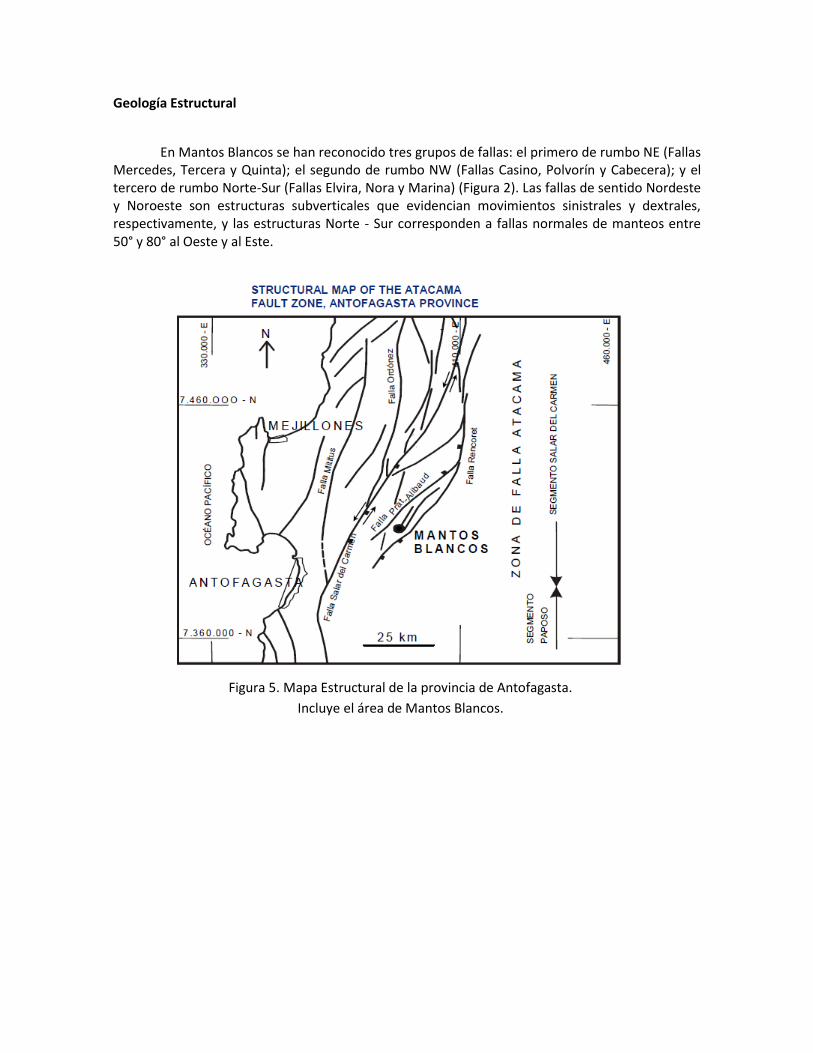
En Mantos Blancos se han reconocido tres grupos de fallas: el primero de rumbo NE (Fallas Mercedes, Tercera y Quinta); el segundo de rumbo NW (Fallas Casino, Polvorín y Cabecera); y el tercero de rumbo Norte-Sur (Fallas Elvira, Nora y Marina) (Figura 2). Las fallas de sentido Nordeste y Noroeste son estructuras subverticales que evidencian movimientos sinistrales y dextrales, respectivamente, y las estructuras Norte - Sur corresponden a fallas normales de manteos entre 50° y 80° al Oeste y al Este.
Figura 5. Mapa Estructural de la provincia de Antofagasta.
Incluye el área de Mantos Blancos.

Proceso Metalúrgico
Mantos Blancos comprende un sistema de explotación a rajo abierto, donde se produce un tonelaje de 87734 toneladas de cobre fino, entre cátodos de alta pureza y cobre contenido en concentrado. La compañía presenta una dotación de personal del orden de los 1.337 trabajadores, entre personal propio y contratistas de operación y proyectos.
1. Perforación
Actualmente se mueven 148000 toneladas/día de material. Para ello se requiero perforar
cerca de 47 pozos, de acuerdo a un plan de trabajo para 31 días.
2. Tronadura
Para fracturar la roca que contiene el mineral sulfurado y oxidado se realizan 36 tronaduras
controladas, a partir de un programa de trabajo para 31 días.
Figura 6. Diagrama simplificado que ilustra el tratamiento del
mineral en la línea de sulfuros y en la línea de óxidos.

3. Extracción/Transporte Mina
Se diseña un programa mensual de extracción y producción por parte de la Superintendencia
Ingeniería & Desarrollo, en el cual se incluyen movimientos de los cargadores frontales.
Además día a día se planifica y determina específicamente los sectores que tienen prioridad
sobre otros. Los cargadores cargan en promedio 759 camiones/día, con una razón estéril a mineral
igual a 4:5:1.
El movimiento promedio día es de 148000 toneladas. El camión tiene su lugar de vaciado
dependiendo del material que transporta: si es estéril se deposita en Botadero, y si es mineral,
dependiendo de su ley, puede depositarse en chancado, canchas o en el Dump. La ley de corte
para óxidos es 0,15% CuT y para sulfuros es 0,35% CuT.
Cabe mencionar que se cuenta con dos líneas de procesos, una sulfuro y otra óxido, por lo
tanto, se tienen dos chancadores primarios.
Proceso Línea de Sulfuros
1. Chancado
La operación está diseñada para un tonelaje medio de mineral tratado de 12480 ton/día,
aproximadamente 500 ton/hora de material. El mineral proveniente de la mina con una
granulometría 100% bajo 20’’ alimenta a un chancador primario tipo giratorio, el cual reduce el
tamaño del mineral a una granulometría 100% bajo 6’’. El mineral chancado es transportado a
través de correas transportadoras a un stock pile.
Luego, el mineral chancado es extraído desde el stock pile de gruesos a través de 3
alimentadores y por medio de correas transportadoras, para alimentar la planta de chancado
secundario y terciario.
El mineral es clasificado en un harnero, donde el bajo tamaño corresponde a producto final y
el sobre tamaño es conducido a un chancador secundario tipo cono. La descarga del chancador
secundario se junta con la descarga de los 3 chancadores terciarios tipo cono y constituyen la
alimentación a una batería de 8 harneros terciarios.
El bajo tamaño constituye el producto final y el sobre tamaño es alimenta a los 3 chancadores
terciarios como carga circulante, con lo cual se cierra el circuito. El mineral chancado es
transportado a través de correas transportadoras a 2 stock pile.
La granulometría final conseguida es de un 80% bajo 4,250 micrones.

2. Molienda
La etapa de molienda-clasificación se realiza en 4 secciones de molienda de bolas, operando
en circuito cerrado con hidrociclones.
En cada sección, el mineral es extraído desde el stock pile mediante correas transportadoras
que descargan en el molino de bolas, adicionando agua para acondicionar la densidad de la pulpa
en su interior. La descarga del molino es preparada en un cajón adicionando agua de dilución, y
desde allí es bombeada a los hidrociclones, en donde el under-flow retorna al molino y el over-
flow es enviado a flotación con una granulometría de 26% más 65# Tyler y 45% menos 200# Tyler.
En la etapa de molienda se agregan los reactivos de flotación: Cal (regulador de pH), Colector
primario y Espumante.
3. Flotación
La pulpa producto de la molienda es conducida al cajón de alimentación a Flotación, que
consta de 5 bancos con un total de 11 celdas (de 1500 pies3). La cola de este circuito es colectada
en un cajón y desde allí se bombea a una batería de hidrociclones en donde se separa la pulpa de
granulometría fina (over-flow) de la pulpa de granulometría gruesa (under-flow). Los concentrados
son enviados a remolienda de concentrados y la cola es bombeada como alimentación al circuito
de flotación de óxidos.
La etapa de remolienda de concentrados consiste en colectar la totalidad de los concentrados
Rougher y Scavenger, alimentando la remolienda en un circuito inverso. El producto de esta
operación es una pulpa de granulometría 80% bajo 45 micrones, la que alimenta a la etapa de
Flotación Cleaner compuesta de una celda de flotación columnar que entrega como producto final
un concentrado con 35 a 40% de ley de Cobre Total (CuT).
La cola de la celda columnar alimenta el circuito de flotación Scavenger que está compuesto
de 3 bancos con un total de 3 celdas (de 1000 pies3).
El circuito de flotación de óxidos está compuesto por 7 bancos con un total de 20 celdas (de
500 pies3 cada una). El objetivo de este circuito es trabajar con las partículas de óxido dándole un
carácter de sulfuro (con la adición de NaSH) y luego a través de un Colector de sulfuros proceder a
flotarlas. Los concentrados que provienen de esta flotación son colectados y bombeados a la
Planta de Lixiviación Ácida por Agitación. Luego se flotan los arrastres de cobre sulfurado
contenidos en el concentrado de óxidos y finalmente se recuperan las soluciones a través de un
circuito de lavado de la pulpa mediante espesadores, obteniendo una solución de cobre de 10 gpl
aproximadamente.
La capacidad de la concentradora es de aproximadamente 13200 ton/día

La cola del circuito de flotación de óxidos constituye el relave final de la concentradora y la
alimentación al circuito de tratamiento de relaves.
El concentrado es sometido a espesamiento a 60% de sólidos en peso y posterior filtrado en
un filtro de prensa, obteniendo un concentrado de 9% de humedad.
4. Tratamiento de Relaves
La pulpa de relave final con un contenido de 38% de sólidos en peso, es clasificada en una
batería de hidrociclones. La pulpa de granulometría fina (over-flow) de 22% de sólidos en peso
alimenta a 2 espesadores, mientras que la pulpa de granulometría gruesa (under-flow) de 70% de
sólidos en peso se mezcla con el 40% de la descarga de los espesadores, la que a su vez presenta
una concentración de 60% de sólidos en peso para constituir la alimentación a los filtros de
relaves. El 60% de los relaves espesados que no van a filtrado se envían a un depósito de relaves
finos, con una concentración de sólidos en peso de 60%.
El filtrado de relaves se realiza en dos filtros de banda y un hidroescurridor, que son
alimentados con una pulpa de 67% de sólidos en peso, obteniendo un filtrado con 20% de
humedad. Este es movilizado por 7 correas transportadoras con un largo total de 2 kilómetros, a
un depósito de relaves gruesos filtrados.
Proceso Línea Óxidos
1. Chancado
El mineral proveniente de la mina es reducido en un chancador primario de 36’’. Este producto
es enviado por correas transportadoras a la planta de chancado fino de óxidos, donde el mineral
es reducido de tamaño.
El mineral del stock de gruesos es clasificado en 2 harneros, donde el sobre tamaño se une con
el producto del chancador intermedio y de los 4 chancadores terciarios. Este material se envía a
una tolva de acopio.
La tolva de acopio alimenta a los 4 harneros terciarios. El producto de los chancadores se une
al producto del chancado intermedio y al sobre tamaño de la segunda etapa de clasificación, y es
recirculado en circuito cerrado a la tolva de acopio. Finalmente el bajo tamaño de los harneros
terciarios, harnero intermedio y harnero secundario corresponde al producto final que pasa como
alimentación a la etapa de aglomerado.

2. Aglomeración
Proceso que tiene por objetivo aumentar la velocidad de cinética de reacción y además
aglomerar aquellas partículas muy finas.
Se realiza en dos tambores paralelos en donde el producto contiene alrededor de 13% de
humedad. Estos tambores tienen una velocidad de agitación de 6,4 rpm. Sus dimensiones son 8,2
metros de largo y 2,7 metros de diámetro. La etapa de aglomeración está diseñada para tratar
4700000 toneladas secas por año de mineral con un contenido promedio de CuS de 0,7%.
El proceso de aglomeración utiliza ácido sulfúrico fresco y refino para proporcionar el
contenido de humedad requerido en el material de lixiviación que entra a las bateas.
3. Lixiviación
Los minerales de cobre que se lixivian son principalmente Crisocola y Atacamita.
Se realiza la denominada Lixiviación en Bateas. Existen 2 puentes de descarga y 12 bateas. Las
dimensiones empleadas para las bateas de lixiviación son de 20m de ancho, 20m de largo y 7,5m
de alto, con una capacidad de 4250 toneladas secas. El tiempo total del ciclo de cada batea es de
95 horas (6 horas de carguío, 70 horas de lixiviación, 5 horas de drenaje, 10 horas de descarga y 4
horas de reparación).
Fotografía 1. Lixiviación en bateas. Se observa el puente de
descarga y una batea en la etapa de llenado.

El mineral aglomerado es contactado con una solución de lixiviación intermedia (ILS) y
posteriormente con refino como solución lixiviante. En la etapa de lixiviación intermedia se
contacta el mineral fresco aglomerado con una solución intermedia que se ha producido en la
etapa de lixiviación con refino. Con esto se obtiene una solución resultante que es la llamada
solución rica (PLS) de la lixiviación en Batea.
La etapa siguiente es la de clarificación o remoción de sólidos y surge producto de que la
solución ha tratado mineral fresco recién aglomerado, cuyo contenido de sólidos finos es alto. El
refino proveniente de la operación de extracción por solventes es usado para una lixiviación
secundaria del mineral, obteniéndose la solución intermedia y ripios finales. Por esto, la disolución
del cobre se produce en la fase de lixiviación intermedia y la recuperación de cobre es maximizada
por la lixiviación con refino.
La lixiviación en bateas tiene costos más altos que otros tipos de lixiviación, por lo tanto sólo
en conveniente con leyes solubles de cobre más altas. En este caso, leyes mayores a 0,20% CuS
son apropiadas para la lixiviación en bateas.
4. Clarificación
Las soluciones lixiviantes cargadas con cobre que vienen de la lixiviación en bateas contienen
cantidades importantes de sólidos finos. Estos sólidos deben removerse antes de la etapa de
extracción por solventes. En la operación se han incluido dos reactores clarificadores de 4,8m de
alto y 15m de diámetro. Estos equipos están diseñados para controlar el contenido de sólidos
cuando hay condiciones variables.
La alimentación a cada equipo ingresa a una zona central de reacción. Se agrega floculante y
una recirculación interna del equipo ingresa también a dicha zona. En base a la densidad de la
pulpa en la zona de reacción se descartan los sólidos sedimentados en los clarificadores; la
densidad de la pulpa dentro de la zona se mantiene entre 10 a 30 gpl. El mayor flujo relativo de
decantados es recirculado y atrapa los sólidos contenidos en los flujos que ingresan. La zona de
reacción cuenta con un agitador de pulpa de velocidad variable.
5. Lixiviación en Pilas
Se realizan dos tipos de lixiviación en pilas: una lixiviación secundaria de ripios provenientes de
botaderos antiguos o descarga directa de bateas; y una lixiviación de mineral ROM (run of mine)
de óxidos de baja ley denominada lixiviación Dump.
La lixiviación secundaria de ripios se realiza en pilas dinámicas de 4m de altura, dispuestas en
23 módulos de 30x80m, con un ciclo de lixiviación de 30 días. La solución ILS (solución pobre en
cobre que se obtiene del riego de pilas estáticas) y la solución refino proveniente de la extracción

por solventes, son usadas como solución lixiviante para una lixiviación secundaria del mineral,
obteniéndose la solución PLS (rica en cobre) y ripios finales. El regadío de las pilas es constante y
se realiza simultáneamente mediante aspersión y goteo.
La lixiviación Dump se realiza en pilas estáticas o permanentes de 20m de altura, dispuestas en
40 módulos de 50x100m, con un ciclo de lixiviación de 6 meses. Al material apilado se le realiza un
acondicionamiento con ácido sulfúrico y posteriormente es regado mediante aspersores con una
solución de refino como solución lixiviante. Con esto se obtiene ILS como solución resultante de la
lixiviación Dump, que se utiliza para regar las pilas dinámicas.
Las soluciones generadas en la lixiviación en pilas y en bateas alimentan a la planta de
Extracción por Solventes con PLS.
6. Extracción por Solventes (SX)
En esta operación la solución rica en cobre proveniente de la lixiviación (PLS) se pone en
contacto con una oxima aromática disuelta en kerosene de alto punto de inflamación, adecuado
para extracción por solventes. La operación se realiza en un equipo de grandes dimensiones
llamado mezclador-decantador. En la etapa inicial de mezcla existe una transferencia de masa
selectiva de cobre desde la fase acuosa (PLS) a la fase orgánica (oxima aromática + kerosene),
Fotografía 2. Lixiviación en pilas dinámicas.

donde se produce la extracción del cobre desde el PLS. El sentido de la reacción química se puede
invertir mediante el contacto de la fase orgánica con una solución acuosa fuerte de ácido sulfúrico.
Con ese fin el cobre es descargado o re-extraído de la fase orgánica al mezclarse con el
electrolito pobre de la nave de electro-obtención. El cobre es transferido nuevamente hacia la fase
acuosa obteniendo un electrolito rico, que es la alimentación pura al proceso de electro-
obtención.
El diseño de la planta considera las siguientes etapas: 2 extracción, 1 lavado, 2 re-extracción y
consta de 1 tren de 1050m3/hora de solución PLS, 1300 m3/hora de orgánico y 420m3/hora de
electrolito.
7. Electro-obtención (EW)
La etapa de purificación y recuperación de cobre consiste en la electro-obtención.
Las celdas electrolíticas requieren un alto caudal de circulación acuosa para generar un
producto de cobre en cátodos de alta calidad y pureza. Por este motivo se requiere de un
estanque de circulación que tiene dos comportamientos que se usan para controlar los flujos de
los electrolitos ricos y pobres hacia la nave de electro-obtención y hacia el circuito de extracción
por solventes. Este estanque de circulación permite que el flujo de electrolito pobre que viene de
la nave de electro-obtención retorne a extracción por solventes, y luego combina el electrolito rico
con el balance del flujo de circulación para producir el flujo de avance de alimentación hacia la
operación de electro-obtención.
La reacción de electro-obtención es realizada en 166 celdas electrolíticas altamente
resistentes al ácido. Están compuestas de concreto polimérico y contienen múltiples pares de
ánodos integrados por una plancha laminada de aleación de plomo, calcio y estaño. Los cátodos
están constituidos de una lámina de acero inoxidable.
Existe un ánodo más que cátodos para depositar el cobre uniformemente por ambos lados del
cátodo. Cada celda contiene 57 cátodos (3,1 mm de espesor) y 58 ánodos (Pb/Ca/Sn con 6 y 9 mm
de espesor) espaciados a 100 mm y están diseñados para operar a un valor nominal de 250A/m2
de superficie del cátodo.
La evolución del oxígeno en la superficie del ánodo genera una neblina ácida altamente
corrosiva y nociva en la parte superior de las celdas. Para minimizar esto se ponen múltiples capas
de bolitas de polipropileno sobre la superficie de la celda de electro-obtención y se agrega FC-
1100 (modificador de tensión superficial) para estimular la coalescencia de las pequeñas gotas de
electrolito. Otro problema asociado a la liberación de oxígeno es el desprendimiento de escamas
de óxido de plomo que se depositan en el fondo de la celda.

Para resolver aquello se realiza un detención periódica y limpieza total de la celda para
minimizar la contaminación del producto final de cobre con plomo.
El cobre se deposita sobre los cátodos permanentes en un ciclo nominal de 5 días. Al final del
ciclo de depositación, los cátodos se retiran de la celda y se envían a la máquina lavadora y
despegadora de cátodos. En la etapa de lavado los cátodos de cobre son lavados con agua caliente
para remover algún remanente de electrolito u otro contaminante que pueda adherirse a la
superficie del cobre. Posteriormente el cátodo de cobre se remueve mecánicamente de los
cátodos permanentes. Mediante una operación de despegue estos depósitos se apilan, pesan y
enzunchan. La lámina madre se devuelve a las celdas de electro-obtención para un nuevo ciclo de
depositación de cobre. Los cátodos tienen una pureza de 99,99% de cobre.
La Planta de electro-obtención tiene una capacidad de producción de 60000 ton/año nominal.
El consumo eléctrico es de 2000 kW/ton Cu.

Suministros
Agua:
Las fuentes de suministro de agua de proceso provienen de Aguas Antofagasta. Para el
transporte y almacenamiento de este recurso se contemplan 2 estanques de 6000 m3 de
capacidad. En las líneas de proceso se emplean 25 mil litros/mes.
Energía:
Potencia contratada: 36 mW.
Empresa suministradora: Edelnor.
Punto donde se conecta la red: SE Mantos Blancos 220 kV.
Características de la línea: Línea 220 kV circuito simple, SE Chacaya – SE Mantos Blancos,
de 65 km.
MANTOS BLANCOS 2013 2012 2011 2010 2009
Producción total de Cobre fino (ton) 54.600 54.231 72.127 78.590 90.153
Cobre contenido en concentrados (ton) 25.100 25.057 36.078 39.501 43.997
Cátodos de cobre (ton) 29.500 29.174 36.049 39.088 46.156
Figura 7. Producción anual de Mantos Blancos, 2009 a 2013.

Variables a considerar en el proceso Metalúrgico
Existen diferentes variables a considerar por el geólogo que pueden influir en el proceso
metalúrgico. Algunas de esas variables son la dureza de la roca, presencia de minerales arcillosos,
exceso de carbonatos, entre otras, y estas afectan directamente el proceso por el que pasa el
mineral, a lo largo de todas las etapas de tratamiento (Conminución, Lixiviación, Flotación, etc.).
En el caso de Lomas Bayas, la presencia elevada de arcillas que se encuentran con los
óxidos de cobre genera problemas en las pilas de lixiviación. Debido a la propiedad
impermeabilizante de las arcillas, éstas impiden un buen drenaje de las soluciones lixiviantes a
través de las pilas. Esto disminuye la cantidad de material lixiviado y por lo tanto la eficiencia del
método. Además se generan verdaderos “tapones” de arcilla que son muy difíciles de eliminar.
Una forma de impedir este problema es mezclar el material con alto contenido de arcilla
con uno con bajo o nulo contenido de arcilla, para así disminuir la cantidad de arcilla presente.
En el caso de Mantos Blancos, existe un evento de Plomo independiente de la
mineralización de Cobre. Este evento se presenta en forma de Galena diseminada con contenido
de Plomo mayor a 400 ppm. Esto genera problemas en la Planta, contaminando el concentrado de
Cobre y disminuyendo la concentración mínima necesaria de éste para su comercialización.

Conclusión
Con respecto a los procesos de recuperación de cobre, estos procesos en las diferentes
mineras visitadas son semejantes tanto en la extracción por solvente como en electro-obtención.
La mayor variante corresponde al proceso de lixiviación correspondiente a la lixiviación en batea
que se observó en La Minera Mantos Blancos. En general en las otras dos visitas los procesos son
diferentes, pero sólo a escala de planta.
Por otra parte, es importante destacar que la Geometalurgia es una disciplina que está en
vías de desarrollo para ambas mineras visitadas y que se hace cada vez de mayor interés. Para
hacer más eficiente la recuperación es necesario que tanto el área de Geología como el área de
Metalurgia tengan un nexo constante, es por esto que nace esta nueva disciplina.
En general, luego de visitar ambas mineras queda como conclusión que las áreas de
metalurgia, mina y geología deben estar en constante trabajo en equipo, para lograr en conjunto
mejores resultados.

Referencias
Olivares, J. (1997) Geología y Estructuras del yacimiento Lomas Bayas, II Región de
Antofagasta, Chile, Memoria de título, U. Católica del Norte.
Portal Minero (2008) Guía de Ingeniería en operaciones mineras II.
Conejeros, V. Apuntes de clases Modulo de Geometalurgia.