InOp_01
48
Investigación Operativa
-
Upload
juan-martinez -
Category
Documents
-
view
760 -
download
6
Transcript of InOp_01

Investigación Operativa

DEF.:“la aplicación de métodos
científicos a la administración y gestión de las organizaciones militares, gubernamentales, comerciales e industriales”
(Enciclopedia Británica 8,964)
“la ciencia de la toma de decisiones”(Gass 1983)

El problema
Cada vez es más difícil asignar los recursos o actividades de la forma más eficiente
Los recursos son escasos
Los sistemas son cadavez más complejos

Investigación operativa (I.O.)
• Es la aplicación del método científico para asignar los recursos o actividades de forma eficiente, en la gestión y organización de sistemas complejos
• Su objetivo es ayudar a la toma de decisiones• Requiere un enfoque interdisciplinario

Historia de la I.O.• Se aplica por primera vez en 1780 (Fourier,Lagrange)
• Antecedentes:– Matemáticas: modelos lineales (Farkas, Minkowski) (s.XIX)– Estadística: fenómenos de espera (Erlang, Markov) (años
20)– Economía: Quesnay (x.XVIII), Walras (s.XIX), Von
Neumann (años 20)• El origen de la I.O. moderna se sitúa en la 2ª Guerra
Mundial

Historia de la I.O.• Al terminar la guerra, sigue el desarrollo en la
industria, debido a:– competitividad industrial– progreso teórico
• RAND (Dantzig) Algoritmo Simplex• Princeton (Gomory, Kuhn, Tucker)• Carnegie Institute of Technology (Charnes, Cooper)
– gran desarrollo de los ordenadores

Actualidad de la I.O.• Sigue habiendo un gran desarrollo, en muchos
sectores, con grandes avances sobre todo en el campo de la Inteligencia Artificial
• Más información:– Sociedad Española de Estadística e Inv. Op. (SEIO)
• www.cica.es/aliens/seio
– Association of European O.R. Societies (EURO)• www.ulb.ac.be/euro/euro_welcome.html
– Institute for O.R. and the Management Sci. (INFORMS)• www.informs.org
– International Federation of O.R. Societies (IFORS)• www.ifors.org

El método de la I.O.• Definición del problema
– identificar el ámbito del sistema en estudio– establecer el (los) objetivo(s)– identificar las alternativas de decisión
• Construcción del modelo– representación matemática idealizada– calidad del modelo– uso de símbolos, variables, funciones, etc.– elementos característicos de un MM
• variables (decisión, parámetros, estado)• restricciones • medidas de efectividad

El método de la I.O.• Resolución
– analítica– numérica (heurísticos)
• Validación– predicción
• Implementación y control– dato oportuno y consistente– resolución del modelo solución(es)– uso

El método de la I.O.FALLAS
– falta de integración e interacción entre el equipo de desarrollo y las personas a cargo del sistema
– problemas de diseño

Disciplinas de I.O.
• Programación matemática u optimización• Programación dinámica• Teoría de colas• Simulación• Teoría de juegos

Tipos de modelos
• Determinísticos– Programación
matemática• Programación lineal• Programación entera• Programación dinámica• Programación no lineal
– Modelos de transporte– Modelos de redes
• Probabilísticos– Programación
estocástica– Gestión de inventarios– Fenómenos de espera
(colas)– Teoría de juegos– Simulación

Problema general de optimización
• Modelo matemático determinístico y unicriterio• Determinar los valores de las variables de decisión
(solución)
• función objetivoMin f(x) o Max f(x)s.a. s.a.
x S x S• variables de decisión
x1, x2, x3, ........, xn.
si , no restringidonRS

Problema general de optimización
S se representará como un conjunto de desigualdades, entonces
Min f(x)s.a.
gi(x)0 i = 1,2, ......., m
si las funciones f y g son lineales afines, es decir
, con
vector de R y
un escalar Pg. linealsi al menos una de ella no es lineal Pg. no lineal
si todas las variables son enteras Pg. entera
Xt

Ejemplo nº1En una fábrica de cerveza se producen dos tipos: rubia y negra. Su precio de venta es de 50 ptas/l y 30 ptas/l, respectivamente. Sus necesidades de mano de obra son de 3 y 5 empleados, y de 5.000 y 2.000 ptas de materias primaspor cada 1000 l.La empresa dispone semanalmente de 15 empleados y10.000 ptas para materias primas, y desea maximizar subeneficio. ¿Cuántos litros debe producir?

Formulación
21 0003000050 x.x.z axM
00001000020005
1553
21
21
21
x,x.x.x.
xx.a.s

El modelo de P.L.
nn xcxcxcz Opt 2211
021
2211
11212111
n
mnmnmm
nn
x,,x,x
bxaxaxa
bxaxaxa.a.s

El modelo de P.L.z: función objetivoCT (c1 ,...,cn ): vector de coeficientes de la f.o.XT (x1 ,...,xn ): vector de variables de decisiónA (...,aij ,...): matriz de coeficientes técnicosb (b1 ,...,bm ): vector de demandas
Matricialmente,
Opt CTXs.a.
AX bx
0

Ejemplo n° 2
Un taller desea determinar la cantidad de sillas y mesas que debe producir durante la próxima semana. Para ello cuenta con dos insumos: madera y hierro. Además, dispone de mano de obra especializada, en particular, el proceso de barnizado lo realiza una persona solamente. La disponibilidad de madera es de 100 , la de hierro es de 60 m lineales y el operario que barniza puede trabajar hasta 50 horas por semana.
2m
Para fabricar cada silla se requiere 1 de madera, 1 m de hierro y 1 hora para barnizarlo, y para cada mesa se necesitan 4 de madera, 2 m de hierro y 1 hora para barnizado. Se desea decidir la cantidad de muebles que se deben fabricar de modo que el beneficio total sea máximo. El beneficio es de M$ 1 para cada silla y de M$ 3, cada mesa.
2m
2m

Sol: Para modelar el problema se definen las siguientes variables de decisión: X1 = cantidad de sillas por fabricar durante la semana X2 = cantidad de mesas por fabricar durante la semana las restricciones son:
a) Disponibilidad de los recursos La producción total puede utilizar hasta 100 de madera 2m
X1 + 4 X2 100
La producción total puede utilizar hasta 60 m de hierro
X1 + 2 X2 60

La producción total puede utilizar hasta 50 horas-hombre para el proceso de barnizado
X1 + X2 50
b) No negatividad de las variables
X1, X2 0
La función objetivo consiste en maximizar el beneficio total, o sea, max Z = X1 + 3 X2 de esta forma el modelo lineal es: max Z = X1 + 3 X2 s.a.
X1 + 4 X2 100 X1 + 2 X2 60 X1 + X2 50
X1, X2 0

Ejemplo N° 3 La Empresa ABRAX Ltda. fabrica puertas y ventanas de madera. Existen dos modelos de puertas y ventanas: dobles y simples. El insumo más importante es la madera. El proceso de corte de las partes se realiza en dos sierras eléctricas de precisión y el barnizado lo efectúa personal experimentado. Las cantidades de madera y los tiempos de corte y barnizado que requiere cada producto se muestran en la tabla siguiente:
Producto Madera
( ) 2m
Corte
(horas-máquina)
Barnizado
(horas-hombre) Puertas dobles 4,0 1,5 2,0 Puertas simples 2,5 1,0 1,2 Ventanas dobles 3,0 2,0 1,5 Ventanas simples 1,8 0,8 0,8
Los proveedores de madera pueden entregar hasta 800 en un mes. Además se pueden utilizar hasta 400 horas de sierra para el proceso de corte y 300 horas-hombre para el barnizado. La empresa está comprometida con una constructora para entregar 200 puertas simples y 120 ventanas dobles en el mes. Los precios de venta unitarios y costos unitarios de producción, en miles de pesos (M$), se muestran en la tabla siguiente:
2m
Se desea determinar un plan de producción para el mes que maximice el beneficio total y cumpla con los compromisos de entrega, suponiendo que todo lo que se produce se vende.
Producto Precio (M$)
Costo unitario (M$)
Puertas dobles 120 80 Puertas simples 80 50 Ventanas dobles 100 75 Ventanas simples 60 30

FORMULACIÓN DEL MODELO Variables de decisión Las decisiones que la empresa desea tomar se refieren a la cantidad de puertas y ventanas de cada tipo por producir en el periodo considerado.
1X = cantidad de puertas dobles a fabricar en el mes 2X = cantidad de puertas simples a fabricar en el mes 3X = cantidad de ventanas dobles a fabricar en el mes 4X = cantidad de ventanas simples a fabricar en el mes
Restricciones Las restricciones deben establecer las limitaciones existentes en cuanto a la disponibilidad de los recursos y la necesidad de cumplir con los compromisos contraídos para el período. a) Disponibilidad de los recursos La cantidad de madera utilizada en la producción total no puede exceder la cantidad máxima que la empresa pueda adquirir:
8008,10,35,20,4 4321 XXXX La cantidad de horas-máquina de sierra utilizada en el corte no puede exceder la cantidad máxima disponible:
4008,00,20,15,1 4321 XXXX La cantidad de horas-hombre para barnizado utilizada no puede exceder la cantidad máxima disponible:

3008,05,12,10,2 4321 XXXX
b) Cumplimiento de compromisos de entrega La cantidad producida de puertas simples debe ser al menos suficiente para cumplir los compromisos contraídos:
2002 X La cantidad producida de ventanas dobles debe ser al menos suficiente para cumplir los compromisos contraídos:
1203 X c) No negatividad de los variables:
0,,, 4321 XXXX Función objetivo En resumen, el modelo lineal que maximiza el beneficio total es:
4321 30253040 XXXXZMax s.a.
8008,10,35,20,4 4321 XXXX 4008,00,20,15,1 4321 XXXX
3008,05,12,10,2 4321 XXXX 2002 X 1203 X
0,,, 4321 XXXX

Ejemplo N° 4 El administrador de un plantel cunícola desea determinar la composición de 1000 kg de alimento que cumpla con los requerimientos nutritivos establecidos para el normal crecimiento de los conejos y que tenga el menos costo posible. En la elaboración del alimento pueden utilizarse los ingredientes cuyas características nutritivas y costo se señalan en la tabla siguiente:
Ingredientes proteínas
(%)
fibra
(%)
hidratos de Carbono
(%)
calorías
(calorías/kg)
costo
($/kg) Harina de soya 9 12 50 1000 45
Harina de pescado 55 -- 4 1950 100 Trigo 7 6 66 1750 70 Alfalfa 12 25 35 450 45 Avena 8,5 11 58 1700 80
La dieta debe tener las siguientes características: Proteína: 15 % Fibra: mínimo 25 % Hidratos de carbono: mínimo 20 % y máximo 40 % Calorías: mínimo 800/kg y máximo 1800/kg Harina de pescado: máximo 10 %

FORMULACIÓN DEL MODELO Variables de decisión El administrador del plantel debe decidir qué cantidad de cada uno de los ingredientes debe contener la composición del alimento de los conejos.
1X = cantidad de harina de soya que se debe usar 2X = cantidad de harina de pescado que se debe usar 3X = cantidad de trigo que se debe usar 4X = cantidad de alfalfa que se debe usar 5X = cantidad de avena que se debe usar
(todo en kg) Restricciones Las restricciones se refieren a las características técnicas (nutritivas) que debe tener el alimento. a) Cantidad total: se necesita una cantidad de 1000 kg
100054321 XXXXX b) Proteína: el alimento debe contener 15 % de proteína
bienoXXXXXXXXXX ),(155,8127559 5432154321 150005,8127559 54321 XXXXX
c) Fibra: el alimento debe contener al menos 25 % de fibra

)(251125612 543215431 XXXXXXXXX d) Hidratos de carbono: la cantidad de hidratos de carbono que contiene el alimento debe ser al menos 20 % y no más de 40 %
)(20583566450 5432154321 XXXXXXXXXX
)(40583566450 5432154321 XXXXXXXXXX e) Calorías: el alimento debe contener al menos 800 calorías por kg y no más de 1800
)(8001700450175019501000 5432154321 XXXXXXXXXX
)(18001700450175019501000 5432154321 XXXXXXXXXX f) Harina de pescado: la cantidad de harina de pescado contenida en el alimento no debe ser más de 10 %
1002 X g) no negatividad de las variables
0,,,, 54321 XXXXX Función objetivo El costo total de la fórmula debe ser el menor posible. Por lo tanto, la función objetivo:
54321 80457010045 XXXXXZMin

Ejemplo N° 5 La empresa GASOL Ltda., produce y vende dos tipos de gasolina: corriente y especial. Para ello utiliza dos tipos de petróleo crudo: liviano y pesado, que tienen un costo de US$ 15 y US$ 20por barril, respectivamente. Las características de los dos tipos de petróleo se señalan en la tabla siguiente: Petróleo liviano Petróleo
pesado Densidad 0,65 0,85 Octanaje 70 102 Disponibilidad (barriles)
800 600
Costo (US$/barril) 15 20 Las especificaciones exigidas para los productos finales: gasolina corriente y especial, y los precios de venta se muestran en la tabla siguiente: Combustible Densidad
(kg/lt) Octanaje Precio
(US$/barril) Gasolina Corriente
min = 0,70 max = 0,75
85
25
Gasolina Especial
min = 0,70 max = 0,75
94
30
Cada barril puede contener 40 kg de petróleo liviano, o 50 kg de petróleo pesado, o 60 lt de gasolina. El octanaje de los combustibles corresponde a la media de los octanajes de sus componentes ponderada por su volumen. El encargado de la producción de combustibles necesita determinar que tipos de mezclas utilizar para cada combustible y cual debe ser el nivel de producción, de manera que se obtenga la mayor utilidad posible.

FORMULACIÓN DEL MODELO Variables de decisión La decisión de cuánto producir de cada gasolina y qué tipo de mezcla utilizar en cada una de ellas se puede introducir en el modelo por medio de las siguientes variables:
11X = cantidad de petróleo liviano a usar en gasolina corriente
12X = cantidad de petróleo liviano a usar en gasolina especial 21X = cantidad de petróleo pesado a usar en gasolina
corriente 22X = cantidad de petróleo pesado a usar en gasolina
especial (todo en kg) Restricciones Las restricciones deben establecer las características técnicas que requiere cada gasolina y las limitaciones en cuanto a disponibilidad de petróleo. a) Características técnicas Densidad: recordemos que ésta es igual a la masa dividida por el volumen. La densidad de la gasolina corriente debe ser al menos 0,7 y no más de 0,75:
21112111
85,065,07,0 XXXX
21112111
85,065,075,0 XXXX

Las variables representan masa de petróleo y están medidas en kg. Al ser divididas por la densidad del petróleo se obtiene el volumen. En el lado derecho de la restricción se tiene la masa total de petróleo usado. Cálculos de este tipo son también realizados en las otras restricciones.
ijX
La densidad de la gasolina especial debe ser al menos 0,7 y no más de 0,75:
22122212
85,065,07,0 XXXX
22122212
85,065,075,0 XXXX
Octanaje: El octanaje mínimo de la gasolina corriente es 85 octanos:
85,0102
65,070
85,065,085 21112111 XXXX
El octanaje mínimo de la gasolina especiales de 94 octanos
85,0102
65,070
85,065,094 22122212 XXXX
d) Disponibilidad de petróleo: Petróleo liviano: se pueden utilizar hasta 800 barriles de petróleo liviano
408002111 xXX

Petróleo pesado: se pueden utilizar hasta 600 barriles de petróleo pesado
506002112 xXX d) No negatividad de las variables:
0,,, 22211211 XXXX Función objetivo Se desea maximizar el beneficio total. Por lo tanto, la F.O.:
5020
4015
85,065,06030
85,065,06025 2221121122122111 XXXXXXXXZMax

Ejemplo N° 6 Una empresa transnacional exportadora de frutas que opera en América del Sur desea determinar un plan de distribución de la fruta desde las plantas empacadoras hasta los centros de distribución, para el período de verano. Las plantas se encuentran ubicadas en Rancagua, San Pablo y Bogotá. El mercado se ha agrupado en cuatro regiones, como se muestra en la figura siguiente:
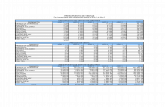
En la tabla siguiente se señalan los costos unitarios de transporte en M$, los requerimientos de cada región y la producción de fruta en las plantas, para el período de verano.

Costos de transporte (M$/ton)
Producción(ton)
Destinos Orígenes Santiago Río de
JaneiroQuito Caracas
Rancuaga 3 20 30 35 300 San Pablo 15 5 35 40 250 Bogotá 45 25 10 12 200 Requerimientos (ton)
120
300
80
200
FORMULACIÓN DEL MODELO Variables de decisión Sea la cantidad de fruta que se transportará desde la planta al centro de distribución , donde los valores de corresponden a 1 = Rancagua, 2 = San Pablo, 3 = Bogotá y los de a 1 = Santiago, 2 = Río de Janeiro, 3 = Quito, 4 = Caracas.
ijXi
j
j i
Restricciones a) Disponibilidad en las plantas: la cantidad total de fruta
enviada por una planta no puede exceder la cantidad producida en esa planta:
200250
300
34333231
24232221
14131211
XXXXXXXXXXXX
b) Satisfacción de la demanda (requerimientos): cada centro de distribución debe recibir la cantidad requerida:

20080
300120
342414
332313
322212
312111
XXXXXXXXXXXX
c) No negatividad de las variables:
.4,3,2,1;3,2,10 jiX ij Función objetivo El plan de distribución debe ser de mínimo costo de transporte.
3433323124
23222114131211
1210254540355153530203
XXXXXXXXXXXXZMin

ANÁLISIS GRÁFICO DE UN
MODELO DE PROGRAMACIÓN LINEAL
Para realizar el análisis gráfico de un modelo de programación lineal se usará el ejemplo N°2, para lo cual se repite su enunciado: Un taller desea determinar la cantidad de sillas y mesas que debe producir durante la próxima semana. Para ello cuenta con dos insumos: madera y hierro. Además, dispone de mano de obra especializada, en particular, el proceso de barnizado lo realiza una persona solamente. La disponibilidad de madera es de 100 , la de hierro es de 60 m lineales y el operario que barniza puede trabajar hasta 50 horas por semana.
2m
Para fabricar cada silla se requiere 1 de madera, 1 m de hierro y 1 hora para barnizarlo, y para cada mesa se necesitan 4 de madera, 2 m de hierro y 1 hora para barnizado. Se desea decidir la cantidad de muebles que se deben fabricar de modo que el beneficio total sea máximo. El beneficio es de M$ 1 para cada silla y de M$ 3, cada mesa.
2m
2m
Para modelar el problema se definen las siguientes variables de decisión: X1 = cantidad de sillas por fabricar durante la semana X2 = cantidad de mesas por fabricar durante la semana las restricciones son:
a) Disponibilidad de los recursos La producción total puede utilizar hasta 100 de madera 2m

1004 21 XX
La producción total puede utilizar hasta 60 m de hierro
602 21 XX
La producción total puede utilizar hasta 50 horas-hombre para el proceso de barnizado
5021 XX
b) No negatividad de las variables
0, 21 XX
La función objetivo consiste en maximizar el beneficio total, o sea, 21 3XXZMax s.a.
1004 21 XX (a) 602 21 XX (b)
5021 XX (c) 0, 21 XX
El conjunto de puntos que satisfacen todas las restricciones del problema se denomina conjunto de soluciones factibles, y se dice que las restricciones generan un conjunto de soluciones factibles. Las restricciones de no negatividad restringen las soluciones al primer cuadrante. Estas se denominan restricciones generales. La primera restricción es verificada por los puntos del primer cuadrante que se encuentran en y bajo la recta , como se muestra en la figura siguiente:
1004 21 XX

Restricción de disponibilidad de madera
Luego, el conjunto de soluciones factibles de este problema es la intersección de los semi-espacios generados por las cinco restricciones, como se puede apreciar en la figura siguiente:
Conjunto factible
Los puntos A, B, C, D y E se denominan vértices del conjunto factible. Los puntos contenidos en este conjunto verifican todas las restricciones del problema. La pregunta que nace aquí es: ¿cuál de ellos hace máxima la función objetivo?

Maximizar corresponder a desplazar lo máximo posible, la recta C , donde
XCT
KX T K es una constante, en la dirección del vector . Esto significa desplazar la curva de nivel C K (recta en realidad), en la dirección del gradiente, mientras ella contenga al menos un punto factible. Se observa que es el gradiente de la función .
CXCT
Una curva de nivel de la función objetivo, en el ejemplo, corresponde a los puntos tales que kXX 21 3 donde es una constante. Desplazando esta recta en la dirección que corresponde al gradiente de la función objetivo, se obtienen una serie de rectas paralelas con valores crecientes de la constante . Se puede repetir esto mientras la curva de nivel contenga puntos del espacio factible. El o los puntos contenidos en la última posición posible de esta curva de nivel constituye(n) la solución óptima del problema.
k
1 TC 3,
k
En el ejemplo, esto corresponde al vértice A, como se muestra en la figura:
Función objetivo del problema del taller de carpintería

Para determinar el punto A se observa que este corresponde a la intersección de las rectas que limitan los semiespacios generados por las restricciones (a) y (b). Resolviendo el sistema de ecuaciones:
6021004
21
21
XXXX
se tiene que el punto A corresponde a 20,20, 21 XX . Procediendo de forma análoga se puede determinar los puntos B, C, D y E. En la tabla siguiente se evalúa la función objetivo para cada uno de ellos.
Punto 1X 2X Z A 20 20 80 B 40 10 70 C 50 0 50 D 0 0 0 E 0 25 75
Vértices factibles Así la solución óptima es: producir 20 sillas y 20 mesas, lo que proporciona un beneficio total de 80.

Ejemplo N° 7 Reddy Mikks Company posee una pequeña fábrica de pinturas que produce colorantes para interiores y exteriores de casas para su distribución al mayoreo. Se utilizan dos materiales básicos, A y B, para producir las pinturas. La disponibilidad máxima de A es de 6 toneladas diarias; la de B es de 8 toneladas por día. Los requisitos diarios de materias primas por tonelada de pintura para interiores y exteriores se resumen en la tabla siguiente:
Tonelada de materia prima por tonelada de pintura
Materia Prima
Exterior Interior
Disponibilidadmáxima
(toneladas) A 1 2 6 B 2 1 8
Un estudio del mercado ha establecido que la demanda diaria de pintura para interiores no puede ser mayor que la pintura para exteriores en más de 1 tonelada. El estudio señala asimismo, que la demanda máxima de pintura para interiores está limitada a 2 toneladas diarias. El precio al mayoreo por tonelada es de M$ 3 para la pintura de exteriores y M$ 2 para la pintura de interiores. ¿Cuánta pintura para exteriores e interiores debe producir la compañía todos los días para maximizar el ingreso bruto?

Solución: Para modelar el problema se definen las siguientes variables de decisión:
IX = toneladas de pintura para interiores producidas diariamente
EX = toneladas de pintura para exteriores producidas diariamente las restricciones son:
a) Disponibilidad de los recursos La producción total puede utilizar hasta 6 ton de materia prima A 62 IE XX La producción total puede utilizar hasta 8 ton de materia prima B
82 IE XX
Las restricciones por demanda quedan representadas por: 1 IE XX
2IX
b) No negatividad de las variables
0, IE XX

La función objetivo consiste en maximizar el beneficio total, o sea, IE XXZMax 23 Luego el modelo matemático completo para el problema de Reddy Mikks, se puede resumir de la manera siguiente:
IE XXZMax 23 Función objetivo s.a. 62 IE XX a)
82 IE XX b) 1 IE XX c) 2IX d) 0, IE XX Para resolver de manera gráfica el problema de Reddy Mikks, las restricciones a), b), c) y d), se asumirán como igualdades, conduciendo a ecuaciones de rectas. Entonces se tiene: 62 IE XX Si 30 IE XX 60 EI XX Asumiendo como la variable independiente, entonces al graficar la recta se tiene:
IX

De igual forma para el resto de las restricciones, se tiene: Restricción b) Si 80 IE XX 40 EI XX Restricción c) Si 10 IE XX 10 EI XX Restricción d) 2IX

Graficando todas las rectas obtenidas, se tiene:
Realizando todas las consideraciones necesarias se obtiene la región del conjunto de soluciones factibles delimitada por los vértices de la solución factible (FEV): A, B, C, D, E y F. Trabajando con la función objetivo e igualándola a una constante, se obtiene la recta:
kXX IE 32
De aquí se deduce que la recta que permite obtener la solución óptima tiene pendiente igual a
32
. Al desplazar
desde el origen hacia los FEV, se logra determinar que el vértice que entrega la solución óptima, es decir maximiza la función objetivo, es B. Para determinar el valor máximo de Z , se debe obtener el valor de E y en la intersección de las rectas a) y b). Entonces se tiene:
X IX

62 IE XX 82 IE XX
despejando en ambas ecuaciones se tiene EX
62 IE XX
421
IE XX
igualando se obtiene:
42162 II XX
despejando , tenemos: IX
34
IX
entonces
310
EX
por lo tanto
338
342
3103 Z

Ejemplo N° 8 Resuelva de manera gráfica el problema siguiente:
0,64,06,065,05,07,21,03,0
..5,04,0
21
21
21
11
21
XXXXXXXX
asXXZMinimizar
Solución: Primero se deben dejar todas las desigualdades como igualdades. Se obtienen 3 ecuaciones de rectas.
)(64,06,0)(65,05,0)(7,21,03,0
21
21
11
cXXbXXaXX
Luego se grafican: aL
90270
12
21
XXXX
Si
bL
120120
12
21
XXXX
Si

cL
100150
12
21
XXXX
Si
Se obtiene el siguiente gráfico:
De donde se obtiene que la región de solución factible queda delimitada por la recta , entre los vértices (6,6) y (15/2,9/2). bL

Posteriormente se toma la función objetivo, haciendo Z=k, entonces se obtiene una recta, con pendiente –4/5. Esta recta se desplaza desde el punto (1,0) y donde corta en el punto más cercano a (0,0), corresponde al mínimo de la función objetivo. Para comprobar, se realiza la tabla siguiente:
X1 X2 Z 6 6 5,40
7,5 4,5 5,25 Vértice óptimo.