INSTITUTO POLITÉCNICO NACIONAL · Diseño de una Estrategia de Productividad para el Área...
103
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN “DISEÑO DE UNA ESTRATEGIA DE PRODUCTIVIDAD PARA EL ÁREA DE OPERACIONES DE UNA INDUSTRIA FARMACÉUTICA MEXICANA” TESIS QUE PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS EN INGENIERÍA INDUSTRIAL PRESENTA: RAFAEL ARTURO SIERRA DÍAZ DIRECTOR: M. en C. MARIO AGUILAR FERNÁNDEZ MÉXICO D.F. JULIO 2010
Transcript of INSTITUTO POLITÉCNICO NACIONAL · Diseño de una Estrategia de Productividad para el Área...
INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE
INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRA TIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“DISEÑO DE UNA ESTRATEGIA DE PRODUCTIVIDAD PARA EL
ÁREA DE OPERACIONES DE UNA INDUSTRIA
FARMACÉUTICA MEXICANA”
TESIS
QUE PARA OBTENER EL GRADO DE MAESTRO EN CIENCIAS EN
INGENIERÍA INDUSTRIAL
PRESENTA:
RAFAEL ARTURO SIERRA DÍAZ
DIRECTOR:
M. en C. MARIO AGUILAR FERNÁNDEZ
MÉXICO D.F. JULIO 2010


Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 4 de 103 Maestría en Ingeniería Industrial
Contenido
Índice de tablas .................................................................................................................. 6
Índice de figuras ................................................................................................................ 7
Resumen ........................................................................................................................... 9
Abstract ........................................................................................................................... 10
Prefacio ........................................................................................................................... 11
1. Introducción .............................................................................................................. 16
1.1. Contexto ................................................................................................................ 16
1.1.1. Situación económica actual en México .............................................................. 17
1.1.2. Industria farmacéutica mundial .......................................................................... 21
1.1.3. Principales retos y perspectivas para los siguientes 20 años ............................. 22
1.1.4. Industria farmacéutica en México ...................................................................... 26
1.1.5. Descripción del objeto en estudio ...................................................................... 34
Problemática Actual de la Industria farmacéutica mexicana en estudio ........................... 37
1.2. Revisiones previas ................................................................................................ 38
1.2.1. Calidad .............................................................................................................. 38
1.2.1.1. Gestión de Calidad ......................................................................................... 38
1.2.1.2. Historia de la Calidad ..................................................................................... 39
1.2.2. Modelos estratégicos actuales ........................................................................... 42
1.2.3. Sistemas de Producción actuales ...................................................................... 44
1.2.4. El Sistema de Producción Justo a Tiempo ......................................................... 45
1.2.5. Costos de Calidad ............................................................................................. 47
1.3. Avance a la presente investigación ....................................................................... 49
1.3.1. Pregunta de investigación .................................................................................. 54
1.3.2. Hipótesis ............................................................................................................ 54
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 5 de 103 Maestría en Ingeniería Industrial
1.3.3. Objetivo ............................................................................................................. 54
2. Método ..................................................................................................................... 54
2.1. Hoshin Kanri ......................................................................................................... 54
2.2. Kaizen ................................................................................................................... 58
2.3. Gestión de Calidad Total (TQM) ............................................................................ 59
2.4. Mantenimiento Productivo Total (TPM) ................................................................. 60
2.5. 5´s ......................................................................................................................... 60
2.6. JIDOKA ................................................................................................................. 61
2.8. POKAYOKE .......................................................................................................... 62
2.9. JUNDATE: ............................................................................................................ 63
2.10. JUNBIKI: ............................................................................................................ 63
3. Resultados ................................................................................................................ 63
Área de Compactación .................................................................................................... 78
Área de Acondicionamiento ............................................................................................. 79
4. Discusión .................................................................................................................. 82
4.1. Descripción de la información y resultados de la investigación ............................. 87
4.2. Descripción de las aportaciones ............................................................................ 90
4.3. Comparación de la propuesta con resultados de otras investigaciones ............... 100
4.4. Futuras investigaciones ....................................................................................... 101
Referencias Bibliográficas ............................................................................................. 102

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 6 de 103 Maestría en Ingeniería Industrial
Índice de tablas
Tabla 1 Capacidad tecnológica actual de las instalaciones de fabricación de la Industria
farmacéutica mexicana en estudio ................................................................................... 37
Tabla 2 Matriz de selección del producto modelo. ........................................................... 66
Tabla 3 Distribución de la inversión. ................................................................................ 68
Tabla 4Comparativa entre la situación presente y la futura del Tact time. ........................ 70
Tabla 5 Comparativa entre la situación presente y la futura. ............................................ 70
Tabla 6 Desglose del tiempo invertido en las actividades relacionadas con la etapa de
compactación .................................................................................................................. 75
Tabla 7 Áreas de mejora en el área de compactación .................................................... 79
Tabla 8 Fases del cambio organizacional ........................................................................ 93
Tabla 9 Fases del cambio organizacional ........................................................................ 93
Tabla 10 Generación de compromiso dentro de la organización ...................................... 94
Tabla 11 Elementos y componentes de un Cultura orientada hacia la calidad ............... 101

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 7 de 103 Maestría en Ingeniería Industrial
Índice de figuras
Figura 1 Etapas de la metodología de la investigación (Pacheco , 2006)......................... 13
Figura 2 Evolución del mercado farmacéutico mundial. Fuente IMS, 2003 ...................... 22
Figura 3 Valor del Mercado por regiones, 2002. Fuente IMS 2002 .................................. 22
Figura 4: Inversión y proyección de inversión en medicamentos de prescripción por países
del G7 y E7. (PricewaterhouseCoopers Macro Economic Consulting Group, 2004) ........ 25
Figura 5 Esperanza de Vida en México hacia 2025. Fuente Conapo 2000 ...................... 27
Figura 6 Distribución porcentual de la población total por grandes grupos de edad en
México de 1930 hacia 2050 Fuente Conapo 1998 .......................................................... 27
Figura 7 Balance Comercial de la Industria Farmacéutica, Fuente INEGI 2003 ............... 29
Figura 8 Comparativo Costo unitario por pieza actual y el proyectado a cumplir.
Fuente Departamento de Finanzas, 2007 ........................................................................ 37
Figura 9 Clasificación de los Costos de Calidad .............................................................. 47
Figura 10 Elementos de Costos de Conformidad ............................................................. 48
Figura 11 Elementos de los Costos de No Conformidad .................................................. 48
Figura 12 Principales clientes de los medicamentos sólidos orales fabricados en las
instalaciones de México. .................................................................................................. 64
Figura 13 Pronóstico anual de ventas de los productos sólidos orales ............................ 64
Figura 14 Grafico de Pareto de la producción anual de sólidos orales. ............................ 65
Figura 15 Cuadro comparativo entre los 7 productos seleccionados ............................... 66
Figura 16 Tiempo Operativo Vs Tiempo de espera de los medicamentos que cubren el
80% de las necesidades de nuestros clientes ................................................................. 67
Figura 17 Distribución del Costo por hora de operación. .................................................. 68
Figura 18 Flujo del Proceso de Fabricación del Producto América 2. .............................. 69
Figura 19 Grafico comparativo entre las condiciones actuales y futuras del Tact Time,
Cycle Time y la Capacidad del Proceso ........................................................................... 71
Figura 20 Reducir el Cycle time en un 12% para nivelar el proceso y alcanzar el Tact Time
actual. .............................................................................................................................. 72
Figura 21 Cronología de eventos previos para la implementación de eventos Kaizen
compactación .................................................................................................................. 74
Figura 22 Desglose del tiempo invertido en las actividades relacionadas con la etapa de
compactación .................................................................................................................. 74

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 8 de 103 Maestría en Ingeniería Industrial
Figura 23 Cronología de eventos previos para la implementación de eventos Kaizen
acondicionamiento ........................................................................................................... 75
Figura 24 Desglose del tiempo invertido en las actividades relacionadas con la etapa de
acondicionamiento ........................................................................................................... 76
Figura 25 Comparativo entre los tiempos invertidos en las actividades de compactación y
acondicionamiento ........................................................................................................... 77
Figura 26 Comparativo entre los tiempos invertidos en las actividades de compactación y
acondicionamiento ........................................................................................................... 77
Figura 27 Expectativas de reducción de los tiempos invertidos en las actividades de
compactación .................................................................................................................. 78
Figura 28 Cronología de objetivos para cada etapa de optimización .............................. 78
Figura 29 Expectativas de reducción de los tiempos invertidos en las actividades de
compactación .................................................................................................................. 80
Figura 30 Cronología de objetivos para cada etapa de optimización ............................... 80
Figura 31 Pasos a seguir para crear un flujo Continuo ..................................................... 81
Figura 32 Estrategia general ............................................................................................ 89

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 9 de 103 Maestría en Ingeniería Industrial
Resumen
En el presente trabajo se plantean, en primer término, los elementos para reforzar los
mecanismos de control y optimización de la producción de los medicamentos a fin de
asegurar que el medicamento que se emplea sea de calidad, que las instalaciones sean
adecuadas, que el proceso de fabricación cumpla con la normatividad aplicable y que se
compruebe con evidencia científica la seguridad y eficacia de los medicamentos.
La industria farmacéutica que se caracteriza por ser altamente desarrollada y compleja,
por emplear a personal especializado, por sus procesos de manufactura sustentados en el
conocimiento científico y la tecnología, enfrentan transformaciones aceleradas y
profundas como resultado de la globalización.
Durante las últimas dos décadas, la industria farmacéutica mundial ha enfrentado
transformaciones aceleradas y profundas: un número importante de fusiones y
adquisiciones entre empresas; la multiplicación de alianzas estratégicas entre grandes
laboratorios; el crecimiento en el gasto dedicado a investigación y desarrollo; la
concentración de la capacidad fabril en pocos países; el impulso a productos genéricos
intercambiables.
El éxito de un programa de optimización que permita distinguir y enfocar los recursos
necesarios en el desarrollo de áreas de oportunidad se basa en la filosofía japonesa
llamada kaizen a través de la administración de recursos, una sólida planeación y una
implementación inteligente, enfocándose principalmente en aquellos que mejoren
sustancialmente las condiciones de la organización, respetando la opinión de sus
colaboradores, haciéndolos participes no solo de su ejecución, sino también en la toma de
decisiones y una supervisión adecuada enfocada a las metas.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 10 de 103 Maestría en Ingeniería Industrial
Abstract
In the present research study the principal proposal is to find and enhance the control and
optimization of resources, elements and mechanisms involved in the manufacturing of
pharmaceutical drugs in order to assure its quality attributes, according with the domestic
and international law applicable.
The pharmaceutical industry is complex and developed, their process are sustained under
technology and scientific basis focus in a globalized world.
During the last two decades the industry pass through huge and rapid changes, with
fusions, acquisitions, alliances of the diverse companies to assure the survival in a very
competitive world, to full fit the demand with lowest cost and high recovery taxes to
equilibrate the expenses made during the investigations and development of new
products.
The success of a strategy is based on the philosophy and the elements that enhance the
performance and optimization transition of an organization, in this case a Japanese one,
Kaizen was chosen to mark the tendencies of this new order, under the rationale of the
correct resources management, the planed task and objectives, based in the
empowerment of all the people involved to achieve common goals.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 11 de 103 Maestría en Ingeniería Industrial
Prefacio
Los avances científicos y tecnológicos generados durante las últimas décadas han
propiciado una mejor comprensión de las enfermedades y de cómo combatirlas. Como
resultado, hoy en día los medicamentos nuevos pueden actuar sobre procesos
bioquímicos muy específicos por lo que su eficacia es superior a muchos que tienen una
mayor antigüedad el mercado. Sin embargo, este aumento en la eficacia de las medicinas
ha propiciado que éstas sean cada vez más costosas, lo que tiene implicaciones en
términos del gasto en salud y de acceso.
Cada vez se tiene más la certeza de que para lograr un desarrollo sustentable y duradero
que nos lleve a una mejor calidad de vida, es necesario encarar de manera integral los
problemas que nos aquejan.
Es incuestionable que la salud es un requisito primordial para lograr el bienestar de la
sociedad. No puede haber desarrollo económico pleno, ni disfrute de la libertad en su
significado más amplio, si no se tiene salud.
Para obtener y mantener la salud son indispensables diversas circunstancias, entre ellas
la disposición oportuna de medicamentos eficaces y seguros. Son productos que por sí
mismos no constituyen un bien estático sino que van cambiando y mejorando de acuerdo
con los avances tecnológicos, las nuevas investigaciones, las modificaciones en la
demanda derivadas de la transición demográfica y epidemiológica, y las nuevas acciones
para atender los requerimientos de salud de la población.
Las condiciones y características que imperan en México acerca de la investigación,
desarrollo, producción, comercialización, abastecimiento, disponibilidad, dispensación,
prescripción y uso de los medicamentos, y proponer, en consecuencia, estrategias, líneas
de acción e indicadores que reflejen el compromiso para alcanzar los objetivos
establecidos.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 12 de 103 Maestría en Ingeniería Industrial
Para contar con medicamentos seguros, eficaces y de calidad se requiere vincular al
proceso que inicia con la investigación impulsada por las necesidades terapéuticas, que
continúa con la producción del principio activo o fármaco, la fabricación de los
medicamentos, su comercialización, distribución, prescripción y concluye con su
dispensación, publicidad y la vigilancia de sus efectos una vez que se utilizan por el
consumidor, conocida como farmacovigilancia.
En el presente trabajo se plantean, en primer término, los elementos para reforzar los
mecanismos de control y optimización de la producción de los medicamentos a fin de
asegurar que el medicamento que se emplea sea de calidad, que las instalaciones sean
adecuadas, que el proceso de fabricación cumpla con la normatividad aplicable y que se
compruebe con evidencia científica la seguridad y eficacia de los medicamentos.
A diferencia de otros sectores, en el caso de los medicamentos las empresas incurren en
importantes erogaciones en los procesos de investigación y desarrollo de nuevos
productos lo que da lugar al uso de instrumentos jurídicos para garantizar, durante un
periodo determinado, la exclusividad en el derecho de explotación de un medicamento a
la empresa que lo desarrolló, con el objeto de permitir que los ingresos generados durante
ese periodo sean suficientes para resarcirse los costos de investigación y desarrollo, por
lo que un proceso eficiente, de bajo costo y flexible permite en gran medida generar los
recursos necesarios.
La metodología utilizada en el presente trabajo de investigación se manifiesta dentro de
un proceso de trabajo de investigación en cuatro niveles, donde, en el primer nivel, se
presenta como un eslabón o puente entre la teoría y la práctica, en el segundo nivel, toma
la forma de operaciones del pensamiento lógico y en el tercer nivel, aparece como un
procedimiento en el cual se presentan seis momentos: (Pacheco & Cruz, 2006).

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 13 de 103 Maestría en Ingeniería Industrial
Figura 1 Etapas de la metodología de la investigaci ón (Pacheco , 2006)
La metodología de la investigación se clasifica en básica (ciencia), tecnológica
(tecnología) y de intervención (disciplinas). Debido al aspecto disciplinario que tiene un
proceso de innovación tecnológica, se utiliza la metodología de la investigación de
intervención.
En su nivel lógico, la metodología comienza con un marco teórico establecido, el diseño
de la propuesta, aplicación de la propuesta y por último, ajuste y aprobación de la
propuesta, interviniendo la observación entre cada actividad como la parte práctica de la
investigación. Durante este proceso se va interactuando en ambos sentidos con cinco
binomios que son: abstracto‐concreto, general‐particular, análisis‐síntesis,
inducción‐deducción y cualitativo cuantitativo.
En su nivel de procedimiento, la metodología de la investigación de intervención se
lleva a cabo en seis etapas: planteamiento del problema, planteamiento metodológico,
diseño de un plan de trabajo o protocolo, ejecución práctica, síntesis de los resultados e
integración del reporte final. Esta metodología, en su nivel técnico, se contemplan las
técnicas documentales y de campo como algunas técnicas particulares de investigación
tecnológica (Pacheco & Cruz, 2006).
Problema
Metodologia
Formalización
Desarrollo
Conclusión
Exponer
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 14 de 103 Maestría en Ingeniería Industrial
Por otra parte, en la presente tesis se integra la información referente a la investigación
realizada, buscando una alineación con los atributos de una tesis, propuestos por Evans y
Gruba (2002) y considerando la estructura para las partes de un reporte de investigación,
de acuerdo con Weissberg y Buker (1990) las cuales son: resumen, introducción, método,
resultados y discusión.
La carátula se elabora conforme a los lineamientos generales para la elaboración de tesis
de maestría del Instituto Politécnico Nacional y la numeración de las páginas se asignó de
acuerdo con la norma ISO 7144. En el contenido del presente trabajo no se realizan citas
textuales, es decir, las citas se realizan en versión parafrástica y se hace referencia a la
fuente de acuerdo con el formato APA 5ª edición1 y la norma ISO 7144, mediante el uso
del software integrado como parte de al administración de referencias de Word de
Microsoft Office versión 2007. En el texto o en alguna figuras o gráfica, aparece alguna
referencia, la fuente donde se obtuvo la información corresponde a dicha referencia, en
caso contrario, si no aparece alguna referencia, la fuente es propia y en el texto se
describe la base con la que se establece dicha información, es decir, en el texto se
menciona con base en qué parte del presente trabajo se plantea la información.
El software utilizado como procesador de textos es Microsoft Office versión 2007.
En la primera parte del presente trabajo, correspondiente a la introducción, se realiza una
descripción sobre el desempeño de las actividades económicas de la industria
farmacéutica en el contexto nacional e internacional, para ubicar la problemática de la
empresa en estudio, con respecto a las tendencias que marcan el estado del arte.
A partir de esta información se realiza la descripción del objeto en estudio, en la cual se
mencionan los principales productos y procesos que realiza la empresa, una vez definido
el contexto de la empresa se define la problemática, el planteamiento de la hipótesis y el
objetivo de estudio de la presente investigación.
Posteriormente se realiza la revisión de los conceptos de calidad, estrategia como las
herramientas y filosofías que han marcado la tendencia a través de los años.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 15 de 103 Maestría en Ingeniería Industrial
En la segunda parte correspondiente al método, se toman diferentes procesos, se
selecciona un proceso modelo y se analiza la información para establecer la estrategia
particular a seguir así como las metas y áreas de oportunidad a desarrollar.
Se da respuesta a la hipótesis planteada. De igual manera se realiza una descripción de
las herramientas utilizadas.
Los autores utilizados para esta segunda parte, fueron elegidos debido a su contribución
en un contexto de proceso de optimización.
En la tercera parte correspondiente a resultados se diseña la propuesta como resultado
del análisis de la segunda parte. Se elabora un panorama general de la propuesta con un
enfoque de procesos y subprocesos dentro de un sistema productivo

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 16 de 103 Maestría en Ingeniería Industrial
1. Introducción
El presente trabajo de investigación tiene la finalidad de establecer una estrategia para la
implementación de un sistema de optimización de la producción en el área de
operaciones de una empresa dedicada a la producción de productos farmacéuticos, en el
que se conjugan las herramientas aplicadas y desarrolladas en Japón dentro de un
contexto cultural diferente, el cual ha tratado de ser implementado en occidente a través
de su versión Lean Manufacturing la cual pese al esfuerzo aplicado, difícilmente alcanza
generar un ciclo de mejora continua de manera sostenible, siendo los casos de éxito y
fracaso más evidentes los aplicados por Ford Motor Company y Chrysler en occidente y
en contraparte Toyota, Honda y Hyundai en oriente.
Explorando estas diferencias sutiles y evidentes y dándole el enfoque adecuado la
aplicación de los modelos orientales se pretende alcanzar una optimización sostenible e
incluyente que refleje la dualidad de nuestra realidad.
Durante décadas la mayor parte de la industria farmacéutica se enfoco mucho a la
investigación y desarrollo de sus productos, dado que la mayoría de ellas tenia bien
definido su nicho de mercado y la competencia generada entre ellas no era lo
suficientemente fuerte para enfocarse a mejorar su atención al cliente, situación que
actualmente se ha revertido, dada la competencia de los medicamentos genéricos, que
esta orillando a a las empresas a ofrecer mejores servicios, mejor precios y valor
agregado para captar clientes y generar los recursos necesarios para continuar con la
investigación y desarrollo de nuevos productos. (Harvard Business Review, 2006)
1.1. Contexto
En el presente capitulo se desarrolla el marco conceptual proporcionando los
antecedentes necesarios para ubicar la problemática a resolver, iniciando con la
perspectiva actual y futura de la situación económica en México, los principales retos y
tendencias de la industria farmacéutica mundial y nacional, y finalmente como estos retos
y tendencias se reflejan en la vida cotidiana de la empresa farmacéutica en estudio.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 17 de 103 Maestría en Ingeniería Industrial
1.1.1. Situación económica actual en México
México ostenta la segunda mayor economía de América Latina, y es también el principal
socio comercial regional de los Estados Unidos.
Su población es de más de 107 millones de personas, lo cual lo convierte en la mayor
nación hispanohablante.
En las últimas dos décadas, México ha dado grandes pasos en términos de desarrollo
económico y social. Sin embargo, los beneficios de este progreso no han sido
compartidos por igual. En consecuencia, marcadas diferencias de ingresos continúan
dividiendo al país. En la publicación de las notas de política se hacía referencia a esto
como los “dos mundos” que coexisten en México. Estas diferencias revelan los
sustanciales retos de desarrollo que el país aún enfrenta. Además, a la agenda de
desarrollo se agregan los desafíos globales que van desde la competitividad internacional
al cambio climático. Para crear una alianza capaz de enfrentar estos retos, el Banco debe
desempeñar todos sus roles: provisión de préstamos, servicios de asesoramiento y poder
de convocatoria. (Banco Mundial, 2008)
En los últimos años, México tuvo éxito en reducir su relación de deuda pública a PIB e
implementó una estrategia de gestión de deuda que favorece el financiamiento de la
deuda pública en moneda nacional. El Gobierno ahora emite habitualmente bonos en
pesos a tasa fi a, con vencimientos de hasta 30 años, y a fines del año 2007, el plazo
promedio de la deuda interna había aumentado a 5.5 años. La estrategia de gestión de
deuda del Gobierno para el año 2008 establece dos líneas principales de acción: (i)
continuar financiando el déficit del Gobierno Federal, primordialmente mediante deuda en
moneda nacional a un plazo más largo y (ii) fortalecer el perfil de costo y vencimientos de
la deuda externa y reducir la deuda externa de mercado en US$ 500 millones. (Banco
Mundial, 2008)
A pesar de una reducción significativa de la deuda externa en los últimos años, la
estrategia reconoce la importancia de mantener una presencia en los mercados de
capitales internacionales y asegurar una curva eficiente de rendimiento en dólares, como
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 18 de 103 Maestría en Ingeniería Industrial
referencia para las emisiones de los sectores público y privado. El financiamiento externo
provisto por los bancos multilaterales de desarrollo está explícitamente excluido de la
meta de reducción de la deuda externa. Además de condiciones y términos financieros
adecuados, la estrategia expresa el interés del Gobierno por mantener una relación activa
con los bancos multilaterales de desarrollo a fin de aprovechar la asistencia técnica y
experiencia internacional en la gestión de programas y proyectos que pueden aportar
dichas organizaciones. y es un riesgo importante para la economía mexicana. Con la
mayor integración económica resultante del Tratado de Libre Comercio de Norte América
(TLCNA), su producción industrial se ha vuelto altamente correlacionada con la
producción industrial en los Estados Unidos.
El Gobierno ha reducido sus pronósticos de crecimiento al 2,8 por ciento en 2008.
Dependiendo de la severidad de la desaceleración de la economía en Estados Unidos, el
crecimiento podría ser aún menor. Por otro lado, existen varios factores que podrían
amortiguar el impacto de un menor nivel de actividad en los Estados Unidos, en
comparación con la experiencia histórica: (a) la continuada consolidación de las finanzas
públicas y la reducción del endeudamiento externo; (b) la recuperación del crédito
bancario al sector privado, y (c) una creciente diversificación en los destinos de
exportación (si bien Estados Unidos continúa siendo el principal destino, con alrededor del
82 por ciento). Aparte de estas consideraciones de corto plazo, el crecimiento ha sido
modesto en relación con el potencial del país, un fenómeno que el Banco ha denominado
el “rompecabezas del desarrollo económico”. (Banco Mundial, 2008)
Perspectivas macroeconómicas de mediano plazo. Este año el crecimiento económico se
está desacelerando. Una ralentización mayor de la esperada en la actividad económica en
Estados Unidos tiene probabilidades de afectar a México más que a otros países. (Banco
Mundial, 2008)
México ha sufrido su mayor recesión desde la crisis de 1994. El PIB real cayó un 9,7% a
partir del 2009, debido principalmente a la baja en los precios del petróleo y la reducción
de las exportaciones, el brote de la influenza y la disminución de los ingresos por turismo
y las remesas de los trabajadores. (Banco Mundial, 2008)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 19 de 103 Maestría en Ingeniería Industrial
El banco central de México ha reducido la tasa de 8.25 a 4.5% desde febrero de 2009 y el
gobierno implementó un paquete de estímulo fiscal por valor de alrededor del 1,6% del
PIB. De cara al futuro, el banco central tendrá poco espacio para la relajación monetaria
más que la inflación se mantenga cerca del límite superior de su rango meta de inflación.
Las políticas macroeconómicas corrientes son consistentes y sustentables. La política
macroeconómica se ha concentrado en la balanza fiscal, una gestión activa de la deuda
pública para extender los vencimientos y reducir la exposición al riesgo cambiario, una
política monetaria basada en metas de inflación y una tasa de cambio flexible. Se ha
logrado la estabilidad, habiéndose producido un solo período de reducción significativa del
crecimiento (2001-2002) desde la crisis de mediados de los años noventa, así como una
declinación constante de la inflación. (Banco Mundial, 2008)
El desempeño económico de largo plazo de México ha sido intrigante. En alguna medida,
los resultados económicos y sociales han colocado persistentemente a México en una
encrucijada entre dos mundos: el mundo menos desarrollado y el de los miembros de la
Organización para la Cooperación y el Desarrollo Económicos (OCDE), de altos ingresos.
Los indicadores sociales y niveles de ingreso promedio revelan este patrón de manera
consistente. Para romper este patrón se requerirá un crecimiento de largo plazo más
acelerado, pero para esto será necesario mejorar la competitividad, reduciendo las
barreras a la inversión comercial, una mejor infraestructura, un sector financiero
expandido y una más rápida acumulación de capital humano. (OECD Economic Outlook,
2009)
El crecimiento de la productividad de México ha sido deslucido en términos históricos, así
como comparativos. Inclusive desde la recuperación de la estabilidad económica, la
productividad total de los factores creció a razón de alrededor del 1 por ciento por año,
esto es menos de la mitad de la tasa de crecimiento de las décadas anteriores a la crisis
de la deuda de los años ochenta y sustancialmente por debajo de los niveles de los
países de mejor desempeño global en la última década. (OECD Economic Outlook, 2009)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 20 de 103 Maestría en Ingeniería Industrial
En términos de pobreza, México ha realizado avances constantes en la reducción desde
la crisis económica de mediados de los años noventa, cuando la pobreza alcanzó un pico
del 70 por ciento. Con posterioridad, la pobreza ha venido reduciéndose, pero los niveles
nacionales y rurales de pobreza no volvieron a los niveles anteriores a la crisis sino hasta
el año 2002. Las tasas globales de pobreza siguen siendo altas, con casi 45 millones de
mexicanos en condiciones de pobreza y con diferencias persistentes y sustanciales entre
regiones y grupos étnicos. Además, los pobres podrían ser más vulnerables a futuros
shocks en el mercado laboral, ya que tienen las peores tasas de inserción en el mismo y
sus dotaciones de capital humano crecen lentamente. (OECD Economic Outlook, 2009)
La evidencia indica que los pobres tienen bajas dotaciones de capital humano y mayores
probabilidades de estar empleados en el sector informal. Con el alto grado de
informalidad, las barreras al acceso a empleos formales y las características de los
pobres, todo indica que su inserción en el mercado laboral podría ser peor ahora que
hace 15 años. (OECD Economic Outlook, 2009)
La mayor parte de estas áreas de oportunidad se reflejan día a día en la realidad del
mexicano, en la toma de decisiones y en las actividades económicas que desempeña, al
ser país con dos realidades, nuestra vida oscila entre estos factores, en la cual a pesar
de los riesgos inminentes que enfrentamos como el descenso de las reservas de petróleo
y de los recursos forestales e hidrícos poca acción activa se están implementando para
mitigar sus efectos y buscar alternativas, por lo que enfocamos la mayor parte de nuestros
recursos y esfuerzos en acciones correctivas, y poco en tratar de detectar y establecer
medidas preventivas o de mitigación de sus efectos.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 21 de 103 Maestría en Ingeniería Industrial
1.1.2. Industria farmacéutica mundial
Actualmente, la industria farmacéutica se enfrenta a diferentes problemáticas, derivadas
principalmente de la competencia a nivel global y la aparición de de medicamentos
genéricos en el Mercado. (PriceWaterhouseCoopers, 2007)
Durante la década pasada, la industria farmacéutica así como la compañías relacionadas
con la ciencias para la vida han entrado a un periodo difícil para los accionistas, debido a
que la demanda del Mercado así como la regulación esta la esta orillando a enfrentarse a
diferentes cambios entre los que destacan la reducción de costos y el cumplimiento de un
marco regulatorio cada más estricto especifico para cada región o país donde es
distribuido el medicamento, lo que lleva a una transformación radical del negocio como es
conocido, debido a que este modelo no económicamente sustentable, ni
operacionalmente flexible para adaptarse a los cambios que exige un planeta globalizado.
(PriceWaterhouseCoopers, 2007)
Los principales retos a los que se enfrenta la industria farmacéutica a nivel mundial, por lo
menos para los próximos 20 años y considerando las perspectivas económicas mundiales
son (PriceWaterhouseCoopers, 2007):
• Atraer, retener y desarrollar el talento.
• Controlar los costos de operación.
• Optimización y flexibilidad de los procesos de fabricación
• Protección de los costos de operación
• Cumplimiento de los requerimientos regulatorios
• Precio competitivo.
• Reputación y confianza.
• Competencia de los medicamentos genéricos.
• Establecer alianzas estratégicas.
• Desarrollo de medicamentos innovadores
• Crecimiento sostenible

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 22 de 103 Maestría en Ingeniería Industrial
1.1.3. Principales retos y perspectivas para los siguiente s 20 años
El mercado farmacéutico mundial mantiene un perfil de crecimiento constante de
alrededor del 10 por ciento a partir del año 2000; en el 2003 el valor del mercado alcanzó
440 mil millones de dólares. (Hill & Chui, 2009)
Figura 2 Evolución del mercado farmacéutico mundial . Fuente IMS, 2003
Estados Unidos es el principal mercad, Norteamérica, la Unión Europea y Japón
representan en conjunto el 88 por ciento del total mundial, mostrando tasas de aumento
importantes. (Lopatto, 2009)
Figura 3 Valor del Mercado por regiones, 2002. Fuen te IMS 2002
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 23 de 103 Maestría en Ingeniería Industrial
Los cambios demográficos, epidemiológicos y económicos han transformado a la industria
farmacéutica, la población está envejeciendo en algunos continentes mientras que en
otros la mayor parte de la población es joven, lo que genera diferentes necesidades para
mercados específicos. (UK Department of Health, 2001)
La población mundial tiene un crecimiento proyectado de 6.6 billones en 2005 a 7.6
billones en 2020, (Population Division of the Department of Economic and Social Affairs of
the United Nations Secretariat, 2008) del cual el 9.4% serán mayores de 65 años, los
cuales consumen mayor cantidad de medicamentos, (UK Department of Health, 2001).
Además con el desarrollo tecnológico y científico varias de las enfermedades
consideradas terminales ahora son crónicas que son traducidas en terapias que con
tratadas por un largo periodo de tiempo o de por vida. (Trustees of Columbia University,
2004)
La demanda de nuevos medicamentos se ha incrementado, así como la necesidad para el
desarrollo de medicinas para bacterias/virus que han generado resistencia. El Centro de
Control de Enfermedades de Estados Unidos (CDC por sus siglas en inglés) estima que
un poco más del 70% de las infecciones tratadas en hospitales son resistentes a al menos
un antibiótico. (US National Institute of Allergy and Infectious Diseases, 2006)
La urbanización y la gran movilidad de las personas alrededor del mundo ha contribuido a
la introducción de nuevos patógenos rápidamente. (PriceWaterhouseCoopers, 2007)
En febrero de 2007, el Panel Intergubernamental de Cambio Climático (IPCC, por sus
siglas en ingles) reporta que la temperatura global promedio se ha incrementado en 0.2°C
entre 1990 y 2005, y esta misma proyección se espera para las dos próximas décadas.
(Intergovernmental Panel on Climate Change, 2007).
Los científicos creen que el calentamiento global puede hacer resurgir enfermedades
como la malaria, colera, difteria y dengue en regiones en las que ya habían sido
erradicadas, migrar a zonas greográficas conde no se habian presentado anteriormente o
dado el caso generar condiciones idoneas para su proliferación (Jack, 2007), (Charron,
2006).

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 24 de 103 Maestría en Ingeniería Industrial
Las situaciones antes mencionadas generan un mercado ávido para la satisfacción de
estas necesidades, sin embargo la mayoria de ellas afectan a paises en vías de
desarrollo, donde las infecciones son uno de los principales factores de mortandad en la
problación,como es el caso del África sub-Sahara y del sur de Asia, mientras tanto en
paises desarrollados las enfermedades crónicas se han convertido en una de las causas
de muerte, geneando una dualidad epidemiológica. (Lopez, Mathers, & al., 2006)
En 2004 se estima que 639 millones de personas viviendo en países en vías de desarrollo
sufren de hipertensión, y que para 2025 se proyecta alcance 1 billón, siendo muy similar
este escenario para la diabetes, lo que ocasiona que lo desarrollos farmacéuticos esten
enfocados a este tipo de enfermedades, que en el caso de la diabetes, en los Estados
Unidos el tratamiento anual por paciente asciende a US$ 10, 844 lo que generaría un
mercado de 79,7 billones de dolares para el 2025. (World Health Organisation, 2002)
Siendo un mercado mundial tan grande que promueve que las empresas a nivel mundial
se enfoquen al desarrollo de tratamientos contra estas enfermedades de países
desarrollados, dejando a tras las necesidades de un mercado que en población la
sobrepasa, sin embargo en cuestión económica se vuelve mucho más atractiva. (World
Health Organisation, 2002)
El grupo denominado como el de economías emergentes el E7, es especialmente
atractivo, los modelos económicos siguieren que la inversión de los países que lo
conforman invertirán US$ 15.7 trillones en 2020, lo que significa tres veces más de lo que
se invirtió en 2004 por Estados Unidos. En 2004, el E7 invierte en promedio 0.94% de su
Producto Interno Bruto, mientras que los países del G7 se invierte el 1.31%.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Figura 4 : Inversión y proyección de inversión en medicament os de prescripción por países
del G7 y E7. (PricewaterhouseCoopers Macro Economic Consulting G roup, 2004)
Un país desarrollado invierte una cantidad mayor de sus recursos financieros al cuidado
de la salud, así mismo la población de los países del E7 están envejeciendo más
rápidamente, se espera que para el año 2020, 338 millones de personas tengan al menos
65 años de edad, comparado con los 152.8 millones de personas que viven en países del
G7, sin embargo estos últimos tendrán al menos el doble del poder adquisitivo que los
primeros, lo que es importante recalcar dado la presión económica que genera para la
satisfacción de estas necesidades a un menor costo.
Actualmente el marco legal en la Industria farmacéutica debe de ser modificado para
promover la investigación y desarrollo, dado que se ha convertido en un proceso tan largo
y complejo, que la mayoría de ellas se dedican solo la imitación o maquila de
medicamentos.
La gran mayoría de las compañías farmacéuticas
establecer su potencial clínico y comercial, si estos son compatibles con las líneas que
siguen y finalmente si es congruente con la visión y objetivos que se desean alcanzar.
Dado que cuando se inicia con el desarrollo de una nueva medicina no es posible saber si
es elegible para la recuperación de la inversión, si es efectiva para alguna enfermedad
particular o si es más o menos eficaz que las actuales para combatirla, además las leyes
internacionales proporcionan una patente de 20 años.
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 25 de 103 Maestría en Ingeniería Industrial
: Inversión y proyección de inversión en medicament os de prescripción por países
(PricewaterhouseCoopers Macro Economic Consulting G roup, 2004)
do invierte una cantidad mayor de sus recursos financieros al cuidado
de la salud, así mismo la población de los países del E7 están envejeciendo más
rápidamente, se espera que para el año 2020, 338 millones de personas tengan al menos
parado con los 152.8 millones de personas que viven en países del
G7, sin embargo estos últimos tendrán al menos el doble del poder adquisitivo que los
primeros, lo que es importante recalcar dado la presión económica que genera para la
as necesidades a un menor costo.(PriceWaterhouseCoopers, 2007)
Actualmente el marco legal en la Industria farmacéutica debe de ser modificado para
promover la investigación y desarrollo, dado que se ha convertido en un proceso tan largo
mayoría de ellas se dedican solo la imitación o maquila de
las compañías farmacéuticas realizan una evaluación interna para
establecer su potencial clínico y comercial, si estos son compatibles con las líneas que
finalmente si es congruente con la visión y objetivos que se desean alcanzar.
Dado que cuando se inicia con el desarrollo de una nueva medicina no es posible saber si
es elegible para la recuperación de la inversión, si es efectiva para alguna enfermedad
o menos eficaz que las actuales para combatirla, además las leyes
internacionales proporcionan una patente de 20 años. (PriceWaterhouseCoopers, 2007)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
: Inversión y proyección de inversión en medicament os de prescripción por países
(PricewaterhouseCoopers Macro Economic Consulting G roup, 2004)
do invierte una cantidad mayor de sus recursos financieros al cuidado
de la salud, así mismo la población de los países del E7 están envejeciendo más
rápidamente, se espera que para el año 2020, 338 millones de personas tengan al menos
parado con los 152.8 millones de personas que viven en países del
G7, sin embargo estos últimos tendrán al menos el doble del poder adquisitivo que los
primeros, lo que es importante recalcar dado la presión económica que genera para la
(PriceWaterhouseCoopers, 2007)
Actualmente el marco legal en la Industria farmacéutica debe de ser modificado para
promover la investigación y desarrollo, dado que se ha convertido en un proceso tan largo
mayoría de ellas se dedican solo la imitación o maquila de
realizan una evaluación interna para
establecer su potencial clínico y comercial, si estos son compatibles con las líneas que
finalmente si es congruente con la visión y objetivos que se desean alcanzar.
Dado que cuando se inicia con el desarrollo de una nueva medicina no es posible saber si
es elegible para la recuperación de la inversión, si es efectiva para alguna enfermedad en
o menos eficaz que las actuales para combatirla, además las leyes
(PriceWaterhouseCoopers, 2007)

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 26 de 103 Maestría en Ingeniería Industrial
La Agencia Federal de Medicinas y Alimentos de los Estados Unidos, la FDA por sus
siglas en ingles, genera una iniciativa llamada las Buenas Prácticas de Fabricación para
el siglo 21, la cual establece una idea radical de cambio para el sistema de producción de
medicamentos, efectivo y eficiente, que asegure la calidad del producto, a través del
cumplimiento de la especificaciones requeridas y el desempeño del proceso aun bajo
costo, basándose en el profundo conocimiento científico de como las características del
producto afectan su desempeño; y el cumplimiento continuo y en tiempo real de los
atributos de calidad establecidos. (U.S Food and Drug Administration, 2004).
1.1.4. Industria farmacéutica en México
Los cambios demográficos y sanitarios en México, condujeron a una dualidad
epidemiológica con la creciente presencia en áreas urbanas de padecimientos crónicos
propios de los países de mayores ingresos, al tiempo que persisten enfermedades en
áreas rurales características de las naciones pobres.
Además, las enfermedades crónicas tienen como consecuencia que los individuos
requieran de múltiples medicamentos por plazos prolongados, lo que aunado al
incremento en la esperanza de vida de los mexicanos ha generado una alta y creciente
necesidad de medicinas.
Por otro lado, la industria farmacéutica que se caracteriza por ser altamente desarrollada
y compleja, por emplear a personal especializado, por sus procesos de manufactura
sustentados en el conocimiento científico y la tecnología, enfrentan transformaciones
aceleradas y profundas como resultado de la globalización.
La mejora de las condiciones sanitarias y de la atención a la salud que ocurrieron en
México en los últimos 60 años, trajo como resultado que la esperanza de vida al nacer,
que era de 49 años en 1950, aumentara a 72 en los hombres y 77 en las mujeres en el
año 2003. Lo anterior, aunado a la disminución en la tasa de natalidad de 46 a 21 por
cada 1,000 habitantes, ha generado un cambio en la distribución etaria de la población.
Para el año 2010, se prevé que la tasa de natalidad se reduzca y la esperanza de vida se
incremente a 74 años en el hombre y 79 en la mujer. (Consejo Nacional de Población,
2008)

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 27 de 103 Maestría en Ingeniería Industrial
Figura 5 Esperanza de Vida en México hacia 2025. Fu ente Conapo 2000
Esto implicará que la población mexicana alcance los 111 millones de habitantes en los
próximos 7 años, con un crecimiento notable en la participación de la población
conformada por adultos y ancianos. Esto representa un cambio importante en el tipo de
servicios de salud que serán demandados en un futuro, así como en el costo asociado.
(Consejo Nacional de Población, 2008)
Figura 6 Distribución porcentual de la población total por grandes grupos de edad en México de 1930
hacia 2050 Fuente Conapo 1998
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 28 de 103 Maestría en Ingeniería Industrial
Al mismo tiempo, estos cambios demográficos, así como un mayor acceso a
intervenciones para combatir enfermedades infecciosas durante la infancia, el éxito en la
cobertura universal de los programas de vacunación y al saneamiento básico provocaron
una transición epidemiológica. Hoy la mortalidad por tumores malignos, diabetes mellitus,
enfermedades del hígado y del corazón son las principales causas de muerte a nivel
nacional, a diferencia de hace 50 años en donde era causada por enfermedades
prevenibles por vacunación. (Instituto Mexicano del Seguro Social-Coordinación de
Educación en Salud, 2007)
La farmacéutica es una industria desarrollada y compleja que tiende a la globalización:
integra redes de conocimiento científico y técnico, una importante capacidad de
manufactura especializada y vastos sistemas de comercialización y distribución. Tiene
asimismo, una indudable función social ya que contribuye a mejorar la salud de las
personas y por lo tanto, coadyuva a elevar su calidad de vida. (Instituto Mexicano del
Seguro Social-Coordinación de Educación en Salud, 2007)
En México los principales participantes en el sector farmacéutico son empresas
internacionales mayoritariamente de capital estadounidense y europeo, si bien existe una
importante industria de capital nacional. (Federación Latinoamericana de la Industria
Farmacéutica , 2007)
Durante las últimas dos décadas, la industria farmacéutica mundial ha enfrentado
transformaciones aceleradas y profundas: un número importante de fusiones y
adquisiciones entre empresas; la multiplicación de alianzas estratégicas entre grandes
laboratorios; el crecimiento en el gasto dedicado a investigación y desarrollo; la
concentración de la capacidad fabril en pocos países; el impulso a productos genéricos
intercambiables; el desarrollo de la biotecnología; y el inicio de la medicina genómica.
(Federación Latinoamericana de la Industria Farmacéutica , 2007)
Actualmente existen en México 224 fábricas (o laboratorios) de medicamentos o
productos biológicos que pertenecen a 200 empresas; 46 forman parte de consorcios o
industrias con capital mayoritariamente extranjero y las restantes son de accionistas
predominantemente mexicanos. (Federación Latinoamericana de la Industria
Farmacéutica , 2007)

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 29 de 103 Maestría en Ingeniería Industrial
La industria farmacéutica instalada en México prácticamente abastece la totalidad de los
requerimientos de medicinas en el país: produce 86 por ciento de ellos e importa el 14 por
ciento restante. En el caso de las nuevas cuyo volumen de producción no justifica su
fabricación localmente, las mismas empresas que cuentan con instalaciones en el país, se
encargan y responsabilizan de su importación y de su estabilidad y seguridad.
(Federación Latinoamericana de la Industria Farmacéutica , 2007)
El aumento de las exportaciones de productos farmacéuticos está relacionado
principalmente con la exportación de materias primas (incluyendo fármacos) más que con
un crecimiento de la exportación de medicamentos terminados. Las exportaciones de
México en el ámbito mundial representan 0.27 por ciento del total y a pesar de ser
menores que las de la mayoría de los países desarrollados, superan aún a las de la India.
El crecimiento en el valor de las importaciones de medicamentos, se debe en buena
medida a la existencia de un mayor número de medicamentos innovadores que no se
fabrican en el país. Esto es resultado del proceso de globalización en la industria, por el
que un país se convierte en el proveedor mundial o regional para determinados productos,
mientras que es importador de otros que se fabrican en otra nación de manera más
competitiva. (Instituto Nacional de Estadística y Geografía, 2003)
Figura 7 Balance Comercial de la Industria Farmacéu tica, Fuente INEGI 2003
Las ventas de la industria farmacéutica mexicana ocupan el tercer lugar en la región de
las Américas, solo después de los Estados Unidos y Canadá. (Instituto Nacional de
Estadística y Geografía, 2003)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 30 de 103 Maestría en Ingeniería Industrial
El valor del mercado farmacéutico mexicano ha tenido un aumento anual de 11 por ciento,
similar al observado a nivel mundial. En cambio, la venta en unidades se ha modificado en
menor medida. El crecimiento porcentual solo superó el 1.1 por ciento en los 4 años
recientes. Sin embargo, el comportamiento de las ventas en el último año, pone de
manifiesto una desaceleración; esta situación podría reflejarse en estancamiento de las
ventas. (Instituto Nacional de Estadística y Geografía, 2003)
El mercado farmacéutico mexicano está conformado fundamentalmente por dos
segmentos bien definidos que operan en forma independiente. El institucional (sector
público) cuya demanda comprende principalmente productos genéricos y de tecnología
madura; y el privado, caracterizado por el uso de marcas comerciales e innovadores.
Las causas del decremento de la industria farmacéutica nacional son múltiples:
• Competencia con fabricantes extranjeros, principalmente asiáticos.
• Costos financieros altos para las inversiones requeridas.
• Disponibilidad limitada de productos químicos intermedios necesarios para la
producción de farmoquímicos.
• Desarrollo tecnológico limitado. Convenios de transferencia de tecnología muy
rígidos.
• Pobre investigación que lleve a desarrollar tecnología propia.
• Poco interés de los fabricantes de fármacos en buscar nuevos productos.
• Esta caída tiene un origen económico, pero también influyó el desarrollo
tecnológico y la falta de integración de cadenas productivas.
Hay que considerar, además, que a nivel mundial la oferta de fármacos supera a la
demanda, por lo que los precios internacionales se mantienen muy bajos, reduciendo el
interés de los inversionistas e industriales en nuestro país. En las naciones que han tenido
políticas de corto plazo para impulsar ésta área, la comercialización de fármacos y
medicamentos representa una importante fuente de divisas.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 31 de 103 Maestría en Ingeniería Industrial
Es industria productora de fármacos sana y creciente depende de su integración con la
Investigación y desarrollo de nuevos productos, la que también deberá impulsarse.
Mientras esto ocurre una alternativa es aprovechar los conocimientos disponibles acerca
de un gran número de moléculas patentadas en otras partes del mundo, pero no en
México, que pudieran ser objeto del desarrollo final y de la producción de un fármaco y un
medicamento.
Sin embargo, es preocupante el lento crecimiento en la producción de fármacos
nacionales y la dependencia creciente de proveedores extranjeros lo que hace
imprescindible impulsar a la industria de principios activos farmacéuticos por lo menos en
ciertos nichos. Para lograrlo se requieren diversas acciones con el concurso de otros
organismos, además de la SSA y la propia industria. (Federación Latinoamericana de la
Industria Farmacéutica , 2007)
La regulación sanitaria de los medicamentos es un instrumento necesario e indispensable
para lograr su seguridad, eficacia y calidad, con objeto de cumplir con la responsabilidad
del Estado de proteger la salud de los mexicanos. (Federación Latinoamericana de la
Industria Farmacéutica , 2007)
Así, una medicina es eficaz cuando sirve para mejorar o curar un padecimiento o
enfermedad; es segura cuando el beneficio terapéutico sobrepasa los efectos adversos y;
es de calidad cuando sus atributos físico químicos son homogéneos en la producción y se
cumplen constantemente las especificaciones; una inadecuada calidad puede afectar la
seguridad y la eficacia de los medicamentos. (Federación Latinoamericana de la Industria
Farmacéutica , 2007)
El ejercicio de control y regulación sanitarios comprende múltiples disposiciones y
acciones que son competencia exclusiva del Estado y que conciernen a distintos
elementos de cada medicamento: a las materias primas; a su proceso de fabricación; al
producto terminado; a su publicidad, comercialización, dispensación y a su uso.
(Federación Latinoamericana de la Industria Farmacéutica , 2007)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 32 de 103 Maestría en Ingeniería Industrial
En este contexto, a continuación se describen las características elementales de la
cadena de producción, comercialización, dispensación, uso y farmacovigilancia de los
medicamentos para identificar puntos débiles y en su caso, proponer las estrategias de
solución. (Federación Latinoamericana de la Industria Farmacéutica , 2007)
El proceso del registro sanitario de los medicamentos se constituye en una garantía para
la salud pública, certificando en cada caso la seguridad, eficacia y calidad de las
medicinas comercializadas en el país.
Para lograr lo anterior, en México la autoridad sanitaria requiere que se cumplan las
siguientes características: (Federación Latinoamericana de la Industria Farmacéutica ,
2007)
1. Materia prima, especialmente el principio activo o fármaco, de acuerdo con la norma.
2. Fabricación en instalaciones adecuadas y debidamente autorizadas.
3. Procedimiento de producción validado.
4. Especificaciones de calidad farmacéutica, particularmente la certificación, con
corroboración mediante los análisis apropiados que el producto terminado contiene el
ingrediente activo propuesto, en la concentración debida y sin impurezas perjudiciales.
5. Demostración de estabilidad, en las condiciones previstas de uso, por el tiempo
suficiente.
6. Comprobación, con las investigaciones necesarias, de su eficacia para la terapéutica
de determinada enfermedad o padecimiento.
7. Constatación de que es razonablemente seguro, en relación con los beneficios
esperados.
8. Mantenimiento de las mismas condiciones de calidad farmacéutica, eficacia y seguridad
dentro de un tiempo determinado para su comercialización.
La calidad del producto depende del cuidado que se tiene en su fabricación lo que hace
imprescindible que toda operación involucrada en su elaboración siga procedimientos
documentados que deben inspeccionarse a fin de obtener fármacos que cumplan con los
resultados esperados; estas son las normas de buenas prácticas de fabricación.
(Federación Latinoamericana de la Industria Farmacéutica , 2007)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 33 de 103 Maestría en Ingeniería Industrial
Actualmente cada país tiene su propia normatividad de evaluación de las buenas
prácticas de fabricación pero no siempre los criterios son homologables. Para que pueda
aceptarse el cumplimiento de estos requisitos entre los países se necesita que las formas
de evaluación sean equivalentes. (Federación Latinoamericana de la Industria
Farmacéutica , 2007)
En este sentido se ha iniciado la revisión de la norma nacional para armonizarla con la
guía de ICH que han adoptado en los Estados Unidos y Canadá a fin de verificar las
buenas prácticas de fabricación de fármacos (Q7A Guidance). La autoridad sanitaria
mexicana (Cofepris) trabaja con Health Canada y la FDA de los EUA a fin de unir
esfuerzos para llegar al reconocimiento mutuo de las verificaciones realizadas a los
fabricantes de fármacos por cualquiera de las tres naciones; lo mismo se inició con
España, Brasil y Argentina. (Federación Latinoamericana de la Industria Farmacéutica ,
2007)
Actualmente la SSA, a través de la Cofepris verifica que las instalaciones de las fábricas
de medicamentos garanticen las condiciones generales para producirlos de manera
adecuada, antes de otorgar la licencia respectiva. (Federación Latinoamericana de la
Industria Farmacéutica , 2007)
Conforme la tecnología avanza para fabricar medicamentos cada vez de mejor calidad,
los aspectos técnicos necesarios para demostrar su calidad farmacéutica, seguridad y
eficacia se han hecho más estrictos. Los estudios que se debían entregar junto con la
solicitud de un registro hace años eran muy pocos, mientras que ahora la autoridad
sanitaria es y debe ser, mucho más exigente. Para facilitar su cumplimiento estos
requerimientos deben ser muy claros y explícitos.
La globalización y las fusiones entre empresas han provocado cambios en los sitios de
fabricación y en los procesos, lo que puede favorecer estas situaciones.
Para solucionar estos inconvenientes es deseable que se hagan claras las modificaciones
al proceso de fabricación, que se informen a la autoridad sanitaria y se efectúen las
pruebas necesarias para demostrar que tales modificaciones no afectan la calidad del
producto.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 34 de 103 Maestría en Ingeniería Industrial
Además es importante que periódicamente se revisen en forma global dichas
modificaciones de proceso y las pruebas necesarias a fin de asegurar el mantenimiento
de la calidad farmacéutica. (Federación Latinoamericana de la Industria Farmacéutica ,
2007)
Sin embargo, a nivel internacional, la industria enfrenta una creciente competencia por lo
que requiere la renovación constante de sus productos, así como una estrategia de
comercialización y posicionamiento cada vez mayores. (Federación Latinoamericana de la
Industria Farmacéutica , 2007)
1.1.5. Descripción del objeto en estudio
La industria farmacéutica en estudio posee tecnología compartida con una de las
compañías farmacéuticas líderes en el mundo, dedicada a servir a la humanidad a través
de la investigación, el desarrollo, la manufactura y comercialización de medicamentos que
contribuyan con la salud y calidad de vida de los pacientes.
Su asociado tecnológico con sede en Alemania, se encuentra entre las 20 compañías
farmacéuticas más importantes de todo el mundo. Desde su fundación, la compañía ha
permanecido como empresa privada. Actualmente, el socio tecnológico tiene presencia en
47 países con 135 filiales empleando a más de 39,000 personas.
Debido a la ubicación geográfica en el continente Americano, y con una inversión de 70
millones de dólares, es un centro de producción clave para los mercados mundiales.
La planta mexicana ha sido certificada por las autoridades más exigentes de la industria
farmacéutica en el mundo: la FDA, Estados Unidos, TPD de Canadá, y recientemente por
la EMEA, Comunidad Económica Europea entre otras. Actualmente filial mexicana se
encuentra dentro de las empresas farmacéuticas más importantes del país empleando a
cerca de 1,000 personas en el complejo industrial de la ciudad de México.
En México, la corporación está presente desde 1954, año en el que inicia su actividad
comercial a través de empresas distribuidoras representantes hasta que, más tarde, en

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 35 de 103 Maestría en Ingeniería Industrial
1971, se adquieren las acciones de Laboratorios Promeco y se construye la planta de
producción al sur de la Ciudad de México.
En el año de 1996, y a raíz del Tratado de Libre Comercio (NAFTA, por sus sigla en
inglés) entre Canadá, Estados Unidos y México, se decide concentrar la manufactura de
los productos de salud humana para este mercado en dos macro centros de producción
ubicados en Columbus, Ohio, y en México, D.F. A este proyecto interno de regionalización
se le denominó OPINA (Optimization of Pharmaceuticals In North America), por sus siglas
en inglés.
Gracias a los altos estándares de calidad en todos sus procesos, la filial mexicana es
considerada como centro estratégico de producción para abastecer mercados
internacionales, principalmente en Norteamérica, así como en Centro y Sudamérica.
Es la empresa farmacéutica en México que cuenta con la certificación de la FDA (Food
and Drug Administration) de Estados Unidos para exportar medicamentos de prescripción
al mercado más exigente del mundo. Además, sus instalaciones están certificadas por el
Therapeutic Program Directorate (TPD), de Canadá; la Secretaría de Salud (SSA), de
México; el Instituto Nacional de Vigilancia Médica y Alimentos (INVIMA), de Colombia; la
Agencia Nacional de Vigilancia Sanitaria (ANVISA), de Brasil, y recientemente por la
EMEA, por la Comunidad Económica Europea. (2009)
Por otro lado, recibió el distintivo Empresa Socialmente Responsable, que otorga el
Centro Mexicano para la Filantropía (CEMEFI) y fue reconocida con el premio Ética y
Valores en la Industria en los años 2003 y 2005, otorgado por la CONCAMIN
(Confederación de Cámaras Industriales de los Estados Unidos Mexicanos).
En el plano ecológico la planta ha sido certificada como Industria Limpia por la PROFEPA
y, en este sentido, la Corporación está suscrita al programa de Responsabilidad Integral®,
iniciativa de la industria química a nivel mundial para el desarrollo sustentable.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 36 de 103 Maestría en Ingeniería Industrial
De esta manera, se encuentra a la altura de las mejores compañías farmacéuticas del
mundo, colocándose en una posición privilegiada para enfrentar los retos y las
oportunidades de un entorno cada vez más competitivo y cambiante.
Inicio de la actividad en 1954.
No. colaboradores: 1,300.
Ventas en 2007: 5,281 millones de pesos.
La industria en cuestión cuenta con una sólida experiencia y gran prestigio en el servicio
de maquila a terceros en el mundo desde 1994, ofreciendo una amplia gama de servicios
tanto en producción farmacéutica como en biofarmacéuticos.
Por octavo año consecutivo, la empresa sostuvo un crecimiento que superó al mercado
farmacéutico al crecer 3.6% en términos de euros, y lograr ventas en 2007 por casi
11,000 millones de euros.
Logró su mayor nivel de crecimiento en el segmento del negocio de medicamentos de
prescripción al registrar un incremento de 5.8 por ciento. Las ventas totales de la filial
mexicana, que incluyen los segmentos de prescripción médica, medicamentos de libre
consumo, exportaciones y salud animal, ascendieron a 5,281 millones de pesos.
El número de empleados en todo el mundo aumentó en 3.6% al contratar a 1,400
personas más, incrementando la plantilla laboral a 39,800 empleados.
De acuerdo con los cálculos del servicio de información sobre la industria farmacéutica,
IMS, el corporativo y sus filiales crecieron 7.1 %, con lo que, una vez más, superó al
mercado farmacéutico, el cual tuvo un crecimiento de 6.0 por ciento.
En 2007, aseguró de nuevo una participación estable en el mercado de casi 2%, lo que la
colocó en la 15ª posición entre las compañías farmacéuticas internacionales.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 37 de 103 Maestría en Ingeniería Industrial
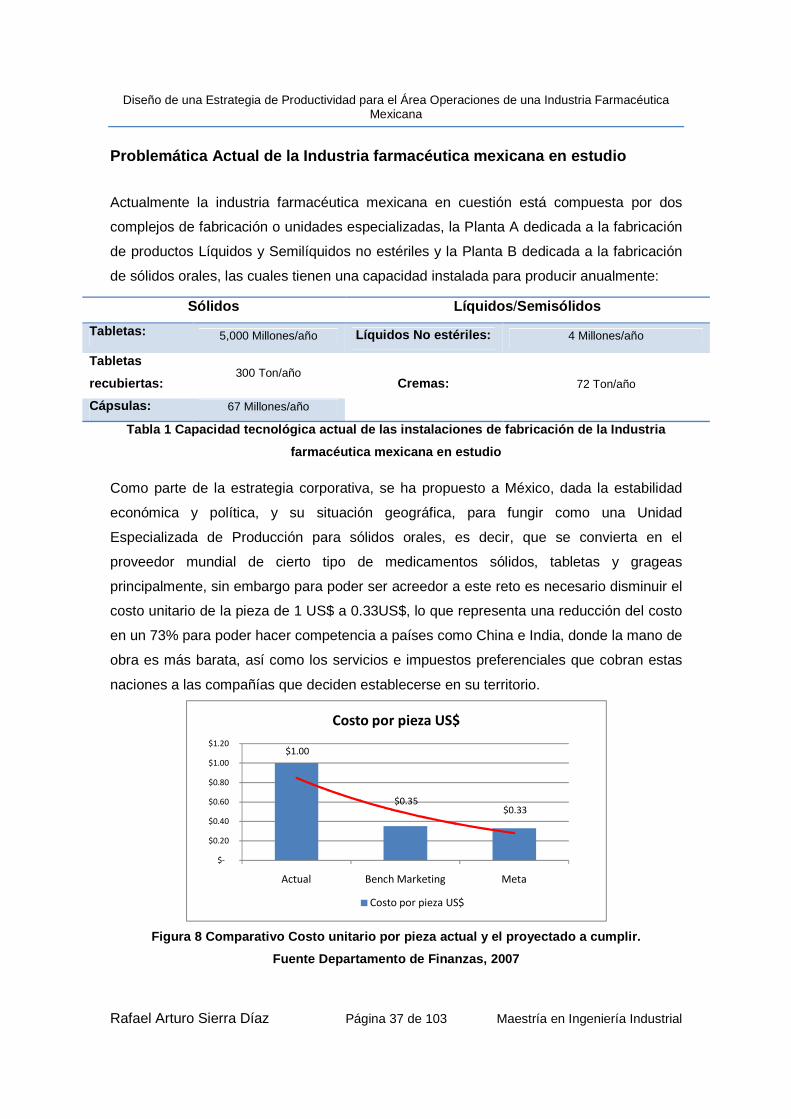
Problemática Actual de la Industria farmacéutica me xicana en estudio
Actualmente la industria farmacéutica mexicana en cuestión está compuesta por dos
complejos de fabricación o unidades especializadas, la Planta A dedicada a la fabricación
de productos Líquidos y Semilíquidos no estériles y la Planta B dedicada a la fabricación
de sólidos orales, las cuales tienen una capacidad instalada para producir anualmente:
Sólidos Líquidos /Semisólidos
Tabletas: 5,000 Millones/año Líquidos No estériles: 4 Millones/año
Tabletas
recubiertas: 300 Ton/año
Cremas: 72 Ton/año
Cápsulas: 67 Millones/año
Tabla 1 Capacidad tecnológica actual de las instala ciones de fabricación de la Industria
farmacéutica mexicana en estudio
Como parte de la estrategia corporativa, se ha propuesto a México, dada la estabilidad
económica y política, y su situación geográfica, para fungir como una Unidad
Especializada de Producción para sólidos orales, es decir, que se convierta en el
proveedor mundial de cierto tipo de medicamentos sólidos, tabletas y grageas
principalmente, sin embargo para poder ser acreedor a este reto es necesario disminuir el
costo unitario de la pieza de 1 US$ a 0.33US$, lo que representa una reducción del costo
en un 73% para poder hacer competencia a países como China e India, donde la mano de
obra es más barata, así como los servicios e impuestos preferenciales que cobran estas
naciones a las compañías que deciden establecerse en su territorio.
Figura 8 Comparativo Costo unitario por pieza actual y el pr oyectado a cumplir.
Fuente Departamento de Finanzas, 2007
$1.00
$0.35 $0.33
$-
$0.20
$0.40
$0.60
$0.80
$1.00
$1.20
Actual Bench Marketing Meta
Costo por pieza US$
Costo por pieza US$

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 38 de 103 Maestría en Ingeniería Industrial
1.2. Revisiones previas
En esta sección se pretende mostrar la revisión de los resultados o descubrimientos de
otros investigadores quienes ya han publicado sobre esta área de interés, principalmente
la definición y evolución de la Calidad, así como estrategia
1.2.1. Calidad
La palabra calidad designa el conjunto de atributos o propiedades de un objeto que nos
permite emitir un juicio de valor acerca de él; en este sentido se habla de la nula, poca,
buena o excelente calidad de un objeto. Cuando se dice que algo tiene calidad, se
designa un juicio positivo con respecto a las características del objeto, siempre y cuando
estas sean deseables para el consumidor y se encuentren dentro del rango
preestablecido por el proveedor del producto o servicio
1.2.1.1. Gestión de Calidad
El concepto de gestión de calidad, se refiere a la implementación de un plan empresarial
basado en un procedimiento de calidad que involucra a todos los empleados, es decir una
estrategia completa por la cual un compañía entera usa todos los recursos para satisfacer
a sus beneficiarios en términos de calidad, costo y plazo. Se debe desarrollar un "espíritu
de calidad" y todos deben compartirlo para que la gestión de calidad total tenga éxito.
(Acle, 1999)
Para mejorar la calidad (eliminando la calidad deficiente y mejorando el proceso de
trabajo) en una compañía es necesario que tanto la administración como los empleados
reflexionen a fin de definir los objetivos alcanzables en términos de calidad que puedan
ser aceptados por todos. Es un concepto de tipo cultural y no un conjunto de
procedimientos que pueden ser fácilmente instalados en una organización, como un
programa computacional. (Acle, 1999)
A lo largo de la historia de la calidad, diferentes “filósofos” u “gurús de la calidad” han
planteado diferentes metodologías, las cuales han tenido éxito dentro del contexto en la
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 39 de 103 Maestría en Ingeniería Industrial
cual fueron implementadas, sin embargo dado que las organizaciones son únicas, es
necesario considerar sus diferencias y adaptarlas. (Acle, 1999)
Cualquier Sistema de Gestión de Calidad en cualquier organización requiere de fuertes
cambios culturales. La necesidad de ser más eficaces y eficientes, la búsqueda de una
mayor satisfacción por parte del usuario o ciudadano, unos tiempos de respuesta más
rápidos, y mayores niveles de calidad en las prestaciones requieren de una
profundización en la ética del trabajo, valores y compromiso. (Akao, 1988)
1.2.1.2. Historia de la Calidad
La Calidad ha evolucionado a través de seis etapas: la de la Inspección (Siglo XIX que se
caracterizó por la detección y solución de los problemas generados por la falta de
uniformidad del producto; la era del control estadístico del proceso (década de los 30’s)
enfocada al control de los procesos y la aparición de métodos estadísticos para el mismo
fin y la reducción de los niveles de inspección; la del aseguramiento de la calidad (década
de los 50’s) que es cuando surge la necesidad de involucrar a todos los departamentos de
la organización en el diseño, plantación y ejecución de políticas de calidad, y la era de la
administración estratégica de la calidad total década de los 90s) donde se hace hincapié
en el mercado y en las necesidades del consumidor, reconociendo el efecto estratégico
de la calidad, como una oportunidad de competitividad, reingeniería de procesos (década
de los 90s) donde el avance tecnológico y de sistemas administrativos propone un
mejoramiento radical, empezar de nuevo, cambiar toda la organización, re arquitectura de
la empresa y rompimiento de las estructuras del mercado (a finales del siglo XX y XXI),
donde se propone que el conocimiento es la base de los negocios actuales.
Primera etapa .- El control de calidad mediante la inspección, esta etapa coincide con el
período en el que comienza la producción de artículos en serie, ante esta situación era
necesario ver si el artículo al final de la línea de producción resultaba apto ó no para el
que estaba destinado, para ello se introdujo un departamento especial a cuyo cargo
estuviera la tarea de inspección. Lo importante es que el producto cumpla con los
estándares establecidos, porque el comprador juzga la calidad de los artículos tomando
como base su uniformidad, que refleja un proceso consistente. La inspección no sólo

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 40 de 103 Maestría en Ingeniería Industrial
debe llevarse a cabo en forma visual, sino además con ayuda de instrumentos de
medición, y métodos de muestreo, sin embargo no son fundamentados a través de la
estadística.
Segunda etapa. - El control estadístico de la calidad, los trabajos de investigación
llevados a cabo en la década de los treinta por Bell Telephone Laboratories fueron el
origen de lo que actualmente se denomina control estadístico de la calidad y su variación
con los principios de la probabilidad y de la estadística, observó que no pueden producirse
dos partes con las mismas especificaciones, lo cual se debe, entre otras cosas, a las
diferencias que se dan en la materia prima, a las diferentes habilidades de los operadores
y las condiciones en que se encuentra el equipo. Más aún se da variación en las piezas
producidas por un mismo operador y con la misma maquinaria. Las técnicas del muestreo
parten del hecho de que en una producción masiva es imposible inspeccionar todos los
productos para diferenciar los productos buenos de los malos.
Tercera etapa.- El aseguramiento de calidad, la atención se había centrado en el control
estadístico del proceso, ya que de esta forma era posible tomar medidas adecuadas para
prevenir los defectos sin embargo, era necesario que quedara asegurado el mejoramiento
de la calidad logrado, lo cual significaba que había que desarrollar profesionales
dedicados al problema del aseguramiento de la calidad, que más aún había que involucrar
a todos en el logro de la calidad, lo que requería un compromiso mayor por parte de la
administración, especialmente los altos ejecutivos y no solo hacia los procesos
productivos sino también para servicios. Se da una respuesta económica al
cuestionamiento de hasta dónde conviene dar calidad a los productos. Los costos
asociados a la calidad son de dos tipos: los evitables y los inevitables.
Cuarta etapa .- La calidad como estrategia competitiva, en donde la alta gerencia
considera a la calidad como un área de oportunidad y diferenciación con otras compañías
y como punto de partida para su planeación estratégica, considerando los requerimientos
del consumidor y la calidad de los productos de los competidores. Sin embargo, implica
cambios profundos en la mentalidad de los administradores, en la cultura de las
organizaciones y en las estructuras de las empresas.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 41 de 103 Maestría en Ingeniería Industrial
Quinta etapa .- La reingeniería de procesos, con el advenimiento tecnológico y la
renovación de sistemas de comunicación así como la globalización de mercado de los
últimos años, muchas empresas lo han utilizado para mejorar de una manera muy rápida
y radical sus procesos administrativos, de producción así como de comercialización, ya
que el no renovarlos, les ha restado competitividad. Siendo la revisión fundamental y el
rediseño radical de procesos para alcanzar mejoras espectaculares en medidas críticas y
competentes de rendimiento, tales como calidad, costos, servicio y rapidez de entrega, sin
embargo en lenguaje cotidiano se puede definir como "empezar de nuevo", la cual
involucra no solo cambio en los procesos, en la infraestructura y en algunos casos en la
estructura de la misma, sino también significa cambiar radicalmente la manera de pensar
y actuar de una organización, esto involucra el cambio de procesos, estilos y
comportamiento, liderazgo, sistemas de compensación y reconocimiento, así como las
relaciones con los accionistas, clientes, proveedores y otros grupos externos.
Sexta etapa .- Re arquitectura de la empresa y rompimiento de las estructuras del
mercado. El principio básico de esta etapa es: "la calidad se orienta a desarrollar el capital
intelectual de la empresa", hacer una reingeniería de la mentalidad de los administradores
y romper las estructuras del mercado, con el fin de buscar nuevas formas para llegar con
el cliente. Cambian los rasgos de transición del paradigma de la Revolución Industrial al
paradigma de la Revolución del Conocimiento, cambia la concepción de riqueza (Trabajo,
Tierra y Capital) ahora es el conocimiento. La información, tecnología y capital humano, el
trabajo, la gestión administrativa y el concepto mismo de liderazgo forman
parte del conocimiento. La información completa, confiable y oportuna se convierte en
poder ya que es una herramienta para conocer el mercado, la demanda, las posibilidades
de negocio, puede generar ventajas competitivas si se sabe aprovechar.
Se requieren de respuestas rápidas y de producción flexible, el concepto básico de
calidad se orienta a desarrollar el capital intelectual de la empresa; se hace una
reingeniería de la mentalidad de los administradores y se rompen las estructuras del
mercado, con el fin de buscar nuevas formas para llegar al cliente.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 42 de 103 Maestría en Ingeniería Industrial
1.2.2. Modelos estratégicos actuales
Una estrategia puede definirse como un plan, cuyas actividades están cuidadosamente
acomodadas para alcanzar un objetivo, por definición posee dos características
esenciales, acciones/decisiones previamente determinadas encaminadas a un propósito
u objetivo, trazado deliberadamente para generar una ventaja sobre la competencia.
(Henderson, 1989)
El enfoque principal de una estartegia es establecer cual es la imagen de la organización
en el presente y hacia donde se quiere llegar en un futuro, desarrollando las areas de
oportunidad y fortaleciendo las áreas fuertes de la misma para alcanzar el objetivo
planteado en un largo plazo, haciendo un diagnostico y seguimiento de las metas
establecidas en el mediano y corto plazo para monitorear el progreso y asignar los
recursos cronologicamente y por prioridades en un plan de acción. (Hamel & Prahalad,
1989)
Las estrategias pueden ser generales o específicas, también es considerado como parte
de ellas el comportamiento adoptado, sea este intencional o no y es importante resaltar la
consistencia y concordancia entre ambos para alcanzar los objetivos establecidos con los
recursos disponibles. (Mintzberg, 1987).
Además es importante establecer la estrategia en función de la visión de la organización
asi como de la percepción interna y del entorno ya sea propia o de competidores, clientes,
provedores, etc.. (Mintzberg, 1987).
Cabe mencionar a la estrategia esta en función de las espectativas, cultura, experiencias
y cualqiuer otra forma de expresión de la personalidad de los involucrados, que en
conjunto generan de una manera particular una imagen mental propia intangible que se
traduce en acciones concretas y en ocasiones consensuadas dentro de la organización,
generando una perspectiva compartida, siendo este la principal finalidad, sin embargo es
importante resaltar la consistencia y congruencia de la misma. (Mintzberg, 1987).
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 43 de 103 Maestría en Ingeniería Industrial
Además es necesaria para reducir la incertidumbre y generar consistencia, gara generar
una concepción propia de la organización, promover la eficiencia, establecer condiciones
de seguridad y asegurar la satisfacción de las necesidades de la misma, sin dejar de
considerar que es una fuerza que genera resistencia al cmabio al crear un núcleo que
contiene la definición y valores de la misma. (Mintzberg, The Strategy Concept II: Another
Look at Why Organiozations Need Strategies, 1987)
Una estrategia tambien es una estructura cognitiva que permite simplificar y explicar al
mundo entorno a la organización, a través de la cual genera las bases para enfrentar y
solucionar situaciones adversas. No necesariamente refleja la realidad de la organización,
sino el como es representada, establece los lineamientos clave de la forma en la que
opera la organización simplificando la toma de deciciones o la resolución de problemas
(Mintzberg, The Strategy Concept II: Another Look at Why Organiozations Need
Strategies, 1987)
Los principales elementos necesario para establecer una estrategia competitiva son
(Henderson, 1989):
• Habilidad de entender el entorno
• Habilidad de predecir el balance de recursos con las acciones y reacciones
internas/externas.
• Administración de los recursos disponibles
• Analisis de Riesgo y el retorno de flujo de inversión
• Compromiso
Y si a estos elementos les agregamos la visión de Hamel & Prahalad, 1989, en la cual
consideran factores como:
• Enfocar a la compañía en la esencia de ganar
• Motivar y comunicar al personal los objetivos planteados
• Delegar y empoderar al personal en todos los niveles
• Generar entusiamso y espectativa por los cambios generados
• Enfocar los recursos disponibles a los onbjetivos plateados
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 44 de 103 Maestría en Ingeniería Industrial
La inteción de la estrategia, consiste en generar consistencia en la ejecución de las
acciones y la reinterpretación de las nuevas areas de oportunidad detectadas, a través de
objetivos o metas que generen compromiso y esfuerzo no solo de manera interna, simo
externa y de ser posible global (Hamel & Prahalad, 1989).
La diferencia entre una estrategia y un plan oscila en la manera en la que son concebidas,
es decir, un plan es aceptado o rechazado con base su factibilidad y una estrategia con
base a la capacidad de los gerentes de precisar el ¿Cómo? y ¿Qué? de los planes asi
como de preguntarse ¿Tenemos la suficiente habilidad y recursos para llevarlo acabo?,
¿Cómo reaccionaran nuestros competidores? Considerando no solo losproblemas
actuales sino las oportunidades que se generan en el futuro a partir de la aplicación de las
acciones presentes, siendo la pregunta clave ¿Qué tenemos que hacer diferente hoy para
alcanzar nuestras metas/objetivos? (Hamel & Prahalad, 1989)
1.2.3. Sistemas de Producción actuales
Un sistema de producción tiene como objetivo primordial conseguir en la fábrica o
industria una mayor productividad, la misma se define como la relación entre la cantidad
de bienes y servicios producidos y la cantidad de recursos utilizados. En la fabricación,
este concepto sirve para evaluar el rendimiento de los talleres, los equipos de trabajo, las
máquinas y los empleados; para los empresarios “productividad” es sinónimo de
“rendimiento” y simplifican la definición diciendo que un buen sistema de producción,
utilizando una cantidad de recursos debe obtener el máximo de productos en el menor
tiempo posible. (J. & Ritzman,, 2000)
Sujetos a condiciones naturales e históricas, los japoneses haciendo uso de sus principios
y filosofías, que hacen a su particular cultura y modo de ser, idearon y dieron forma a un
sistema de producción que llevó a sus principales empresas a lo más alto del podio
mundial, desplazando en competitividad a las grandes corporaciones estadounidenses,
germanas, francesas e inglesas entre otras. Marcas como Honda, Toyota, Toshiba, Sony
son algunas de las muchas que constituyen no sólo sinónimo de calidad, sino también de
rentabilidad y productividad. (Saurez B., 2007)

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 45 de 103 Maestría en Ingeniería Industrial
Este sistema es el producto de una serie de desarrollos y métodos generados por
consultores de la talla de Ishikawa, Imai, Onho, Karatsu, Mizuno, Taguchi, Shingo y
Tanaka entre otros, los cuales se inspiraron en los principios desarrollados y expuestos
ante ellos por especialistas de la talla de Deming y Juran. (Saurez B., 2007)
1.2.4. El Sistema de Producción Justo a Tiempo
Significa producir sólo lo necesario, en el momento justo, y en la cantidad necesaria. Esto
permite que el sistema de producción y de distribución a los concesionarios sea flexible y
asegure que cada cliente compre el vehículo de la especificación y color que desea y lo
obtenga en el plazo más breve posible. El JUST IN TIME apunta a producir productos de
calidad al más bajo costo y de manera más eficiente. Para ello, se programa una
secuencia de producción balanceada y se minimizan los stocks. (Monden, 2010)
Siendo este el modelo más moderno y el que ha roto la mayor parte de los paradigmas
manejados durante décadas para la fabricación de bienes, pues al ser un sistema de
producción flexible, se basa en el pronóstico de las ventas para su producción siendo sus
líneas multiproducto, es decir fácilmente se pueden adaptar para manejar diferentes
productos, con inventarios bajos y periodos de cuarentena o liberación nulos o casi nulos,
pues la calidad se asegura en cada etapa del proceso.
El JUST IN TIME se basa en tres principios: el sistema PULL, el FLUJO CONTINUO y el
TAKT TIME . (Monden, 2010)
El sistema PULL , dentro del proceso de producción, significa solicitar las piezas que se
necesitan, cuando se necesitan y en la cantidad exacta necesaria.
El FLUJO CONTINUO implica la eliminación rápida y definitiva de los problemas que
detienen las líneas de producción. Es la eliminación del estancamiento del trabajo durante
los procesos, produciendo una sola pieza en un tiempo de producción. (Monden, 2010)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 46 de 103 Maestría en Ingeniería Industrial
El TAKT TIME es el tiempo que debería tomar el producir un vehículo o un componente.
En síntesis, es la velocidad constante y sincronizada requerida entre las líneas de
producción. (Monden, 2010)
Para ejecutar el JUST IN TIME, el sistema de control visual que se utiliza es el KANBAN ,
que significa “tarjeta de control”. Es una tarjeta que contiene información sobre datos del
proveedor, la pieza que éste provee y el lugar donde se encuentra dentro de la planta.
Sirve para abastecer en el momento justo la cantidad necesaria de piezas para las
unidades que están en producción. También sirve para comunicarle al proveedor la
cantidad de piezas a entregar diariamente. (Monden, 2010)
Esta entrega se realiza a través del sistema MILKROUND , que consiste en la recolección
de partes y materiales de los proveedores para optimizar el costo de transporte y mejorar
la calidad de las piezas recibidas. (Monden, 2010)
TRABAJO ESTANDARIZADO indica que los procesos y prácticas exitosas se adoptan
como estándar y luego se las transfiere a las líneas de producción y a los trabajadores,
quienes una vez que lo incorporan, lo realizan siempre igual. Está basado en la idea de
que la calidad, la seguridad y el aumento de eficiencia deben ser comprendidos y
ejercidos con claridad por parte de los colaboradores. (Monden, 2010)
El sistema de producción justo a tiempo se orienta a la eliminación de actividades de todo
tipo que no agregan valor, y al logro de un sistema de producción ágil y suficientemente
flexible que de cabida a las fluctuaciones en los pedidos de los clientes.
Los principales objetivos del Justo a Tiempo son:
Atacar las causas de los principales problemas
Eliminar despilfarros
Buscar la simplicidad
Diseñar sistemas para identificar problemas

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 47 de 103 Maestría en Ingeniería Industrial
1.2.5. Costos de Calidad
Los Costos de Calidad (CC) son aquéllos costos asociados con la producción,
identificación y reparación de productos o servicios que no cumplen con las expectativas
impuestas por la organización que los produce. Durante muchos años, los CC fueron
ignorados. Sin embargo, desde la década de 1950, numerosas empresas comenzaron a
evaluarlos formalmente, por diversas razones:
• La conveniencia de comunicar mejor la importancia de la calidad a una audiencia
entrenada en el uso de variables financieras.
• La mejor comprensión de las categorías de CC y de los diversos costos asociados con el
ciclo de vida del producto, incluyendo los costos de la mano de obra y el mantenimiento
necesarios para el aseguramiento de la calidad de los productos y servicios.
• La mayor complejidad de los productos y procesos manufactureros, asociada con
nuevas tecnologías que llevaron a un incremento en los CC.
Los CC están clasificados, considerados y clasificados:
• Costos de conformidad: Aquéllos en que se incurre para asegurar que los bienes y
servicios provistos responden a las especificaciones. Incluyen los costos de las etapas de
diseño y fabricación destinados a prevenir la falta de adecuación a los estándares, y se
clasifican en costos de prevención y de evaluación.
Costos de no conformidad: Se presentan asociados a fallas, es decir, están vinculados
con productos o servicios que no responden a las especificaciones. Se clasifican en
costos de falla interna y costos de falla externa. (Albright, 1992)
Figura 9 Clasificación de los Costos de Calidad
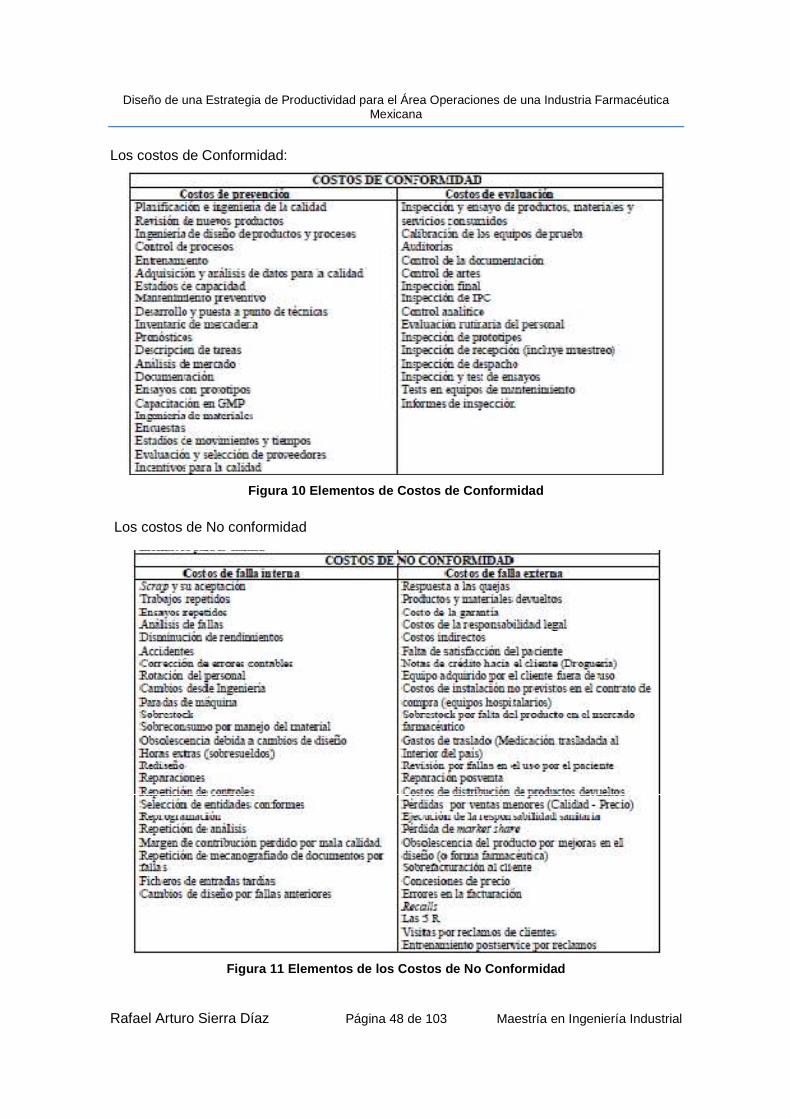
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 48 de 103 Maestría en Ingeniería Industrial
Los costos de Conformidad:
Figura 10 Elementos de Costos de Conformidad
Los costos de No conformidad
Figura 11 Elementos de los Costos de No Conformidad
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 49 de 103 Maestría en Ingeniería Industrial
Tanto el modelo tradicional como el emergente responden a la concepción de la calidad
como adaptación a las normas, e ignoran el enfoque orientado a la satisfacción del
cliente, el enfoque de costos y otros más modernos como la adaptación a las necesidades
latentes de la gente. Debido a estas limitaciones, se han diseñado otros métodos para
medir el resultado de los programas de mejora de la calidad. Uno de ellos aplica en la
medición de la calidad las ideas de los tableros de comando, que incluyen no solo
información financiera sino también métricas de operaciones, recursos humanos y
marketing. (Campanella, 1992)
El análisis de los CC permite aplicar técnicas de mejora a los productos y procesos. Esta
vinculación entre los costos y las herramientas de mejora es lo que garantiza, en última
instancia, el éxito de los programas de control de los CC. Las compañías que utilizan los
CC únicamente como información contable, en lugar de identificar a través de ellos
oportunidades de mejora, fallan con frecuencia en sus programas de CC.
Polo cual es necesario establecer y vincular los CC como parte de lso indicadores de las
actividades derivadas del mejoramiento continuo traducido en beneficios financieros
importantes.
1.3. Avance a la presente investigación
Durante la década pasada, la industria farmacéutica así como la compañías relacionadas
con la ciencias para la vida han entrado a un periodo difícil para los accionistas, debido a
que la demanda del Mercado así como la regulación esta la esta orillando a enfrentarse a
diferentes cambios entre los que destacan la reducción de costos y el cumplimiento de un
marco regulatorio cada más estricto especifico para cada región o país donde es
distribuido el medicamento, lo que lleva a una transformación radical del negocio como es
conocido, debido a que este modelo no económicamente sustentable, ni
operacionalmente flexible para adaptarse a los cambios que exige un planeta globalizado.
(PriceWaterhouseCoopers, 2007)
Las condiciones presentes indican que el modelo que ha seguido la Industria farmacéutica
es económicamente insostenible y operacionalmente incapaz de adaptarse a las
condiciones que demanda un mundo globalizado con necesidades específicas y
crecientes, que no solo busca mejores precios, sino mayor calidad no solo en sus
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 50 de 103 Maestría en Ingeniería Industrial
productos sino también en sus servicios, y a su vez de encontrar un nicho de crecimiento
sostenido.
Estas situaciones están orillando a la Industria Farmacéutica a reinventar sus procesos de
producción para obtener un bajo costo, una alta calidad y con lo suficientemente flexibles
para satisfacer las necesidades de un Mercado cambiante y diverso, adoptando nuevas
tecnologías y filosofías desarrolladas en otro entorno como la automotriz; la aplicación de
tecnología de vanguardia para monitorear de manera continua y en tiempo real la calidad
de los productos, cuya información nos ayudará a tomar las acciones
preventivas/correctivas pertinentes, además de generar información que puede ser
utilizada para la optimización de procesos.
Se espera que el 2020 la industria farmacéutica se transforme para operar de una manera
totalmente innovadora a la que hoy conocemos, mejor adaptada y sensible a los cambios
y necesidades mundiales.
Considerando lo anterior, la finalidad de este trabajo es generar el sustento necesario
para apoyar el proceso de transición, como parte del camino evolutivo de la organización
hacia la calidad, en donde la satisfacción de nuestros clientes, especialmente el mercado
de la región NAFTA, se cubría no importando el costo asociado, premisa que se ha vuelto
insostenible dadas las condiciones económicas mundiales, regionales y nacionales.
Además dadas las circunstancias actuales del mercado, los usuarios difícilmente están
dispuestos a erogar una cantidad mayor de dinero por un producto de alta calidad, como
lo hacían en el pasado, siendo ahora lo que buscan, es una alta calidad a un precio
competitivo o más bajo de lo normal, lo que nos lleva a la reducción de los costos
asociados a la fabricación y a la calidad dentro de nuestra organización.
Este periodo en que la organización erogó grandes sumas de dinero para satisfacer y
exceder las expectativas de nuestros clientes, tanto pacientes, médicos y entidades
regulatorias, llevó a un proceso de maduración de nuestros sistemas productivos y de
gestión de calidad, lo que representa el nicho de oportunidad y materia prima para la
aplicación de todo el conocimiento y experiencia adquiridos durante 10 años para la
reducción de costos.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 51 de 103 Maestría en Ingeniería Industrial
La experiencia que las empresas japonesas han tenido en la implantación de un sistema
administrativo enfocado al logro de la calidad, ha contribuido en gran medida a visualizar
cuáles deben ser estos cambios y, por consiguiente, a comprender los pasos a dar para
lograr que la calidad llegue a ser estrategia competitiva por excelencia
Mucho se ha escrito sobre el management japonés, uno de los argumentos principales
utilizados para explicar el ‘milagro’ que permitió al Japón recuperarse de las
consecuencias de la Segunda Guerra Mundial y llegar a ser la segunda potencia
económica del mundo. (Keys, Denton, & Miller, 1994)
Las primeras miradas sobre el management japonés buscaban comprender un sistema de
gestión que parecía diferir en muchos aspectos de los sistemas de gestión
estadounidense y europeo. Los círculos de calidad, los procesos de toma de decisiones,
las comunicaciones abiertas y otras técnicas utilizadas en el Japón para promover y
reforzar el sistema gerencial llamaban la atención de los investigadores extranjeros, tanto
como los factores estructurales y del entorno económico y social. (Mroczkowski &
Hanaoka, 1997)
Es instructivo considerar el management japonés desde una perspectiva internacional. Se
realizó un estudio comparativo del management japonés con el management
estadounidense. Sobre la base de una encuesta sistemática enriquecida con estudios de
caso, los autores encontraron estilos estratégicos contrapuestos en los dos países.
Mientras que en el Japón prevalece un estilo orientado fuertemente hacia las operaciones,
en los EE.UU. se observa más la orientación hacia el producto. Las firmas de ambos
países difieren también en sus estilos organizacionales predominantes: Mientras que en el
Japón predomina la dinámica de grupos, en los EE.UU. se destaca más la dinámica
burocrática. (Kagono, Nonaka, Okumura, Sakakibara, & Komatsu, 1984).
Además proponen para la adaptación de la empresa a su entorno una distinción entre
adaptación mecánica (al estilo estadounidense) y adaptación orgánica (al estilo japonés).
Sobre la base de la teoría de la contingencia (contingency theory), estos autores
concluyen que, hablando en general, tanto las empresas norteamericanas como las
japonesas crean patrones consistentes de adaptación a sus entornos. La adaptación
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 52 de 103 Maestría en Ingeniería Industrial
mecánica es más exitosa cuando el ambiente del mercado es menos variable, la
competencia es hostil, el entorno es frío (bleak), la red interorganizacional es débil, el
mercado de factores es móvil, y el factor clave de éxito es la eficiencia operativa.
Condiciones opuestas crean una situación donde es más conveniente la adaptación
orgánica. La teoría permite examinar y comparar las empresas a lo largo de varios temas,
como la estrategia, la organización, la tecnología y los procesos organizacionales.
(Kagono, Nonaka, Kiyonori, & Akihiro, 1985)
Cierto es que existen diferentes y probados sistemas de gestión de calidad en las
empresas, sin embargo el cual ha demostrado consistencia y ha sido el modelo a seguir
durante más de 60 años, es el del estilo japonés denominado Kaizen. (Holpp, 1989)
Pese al tiempo y la experiencia en occidente este sistema de gestión sigue siendo un
enigma, y al tratar de aplicarse no se obtienen los mismos resultados o la consistencia de
los mismos, sin embargo su aplicación ha contribuido a mejoras sustanciales en su
estructura, organización y gestión al enfocarse a las necesidades del cliente, la reducción
de costos, trabajo en equipo, el compromiso de los colaboradores y altos ejecutivos para
alcanzar objetivos comunes; siendo el talón de Aquiles la mejora continua, al enfrentarnos
al paradigma: “¿para qué lo arreglo si no da problemas?, ¿para qué enfocarnos a
investigar, determinar y corregir la causa raíz del problema, si con esto se soluciona?
Todo esto es una pérdida de tiempo y dinero, mejor continuemos con otras cosas”(Holpp,
1989)
Estos y otros enfoques utilizados por las organizaciones, como el de tratar de implementar
la que se cree es la mejor solución y no explorar diferentes alternativas o versiones de la
misma, combinando con un liderazgo directivo, en la que se espera que los colaboradores
solo hagan lo que se les solicita, en lugar de empodéralos y proveerles los medios y
herramientas para que ellos mismos identifiquen y promuevan la ejecución de las
actividades, representan la diferencia entre los modelos orientales y occidentales de
trabajo. (Paluch, 2008)
Desde hace cuatro décadas existe plena conciencia sobre el valor de la educación para la
gestión de la calidad. Ya en 1967, según refiere Ishikawa, quedaron en claro seis
características de la gestión de calidad que distinguían al Japón del resto de los países:

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 53 de 103 Maestría en Ingeniería Industrial
1. El control de la calidad en toda la empresa (company-wide quality control), con la
participación de todos los miembros de la organización.
2. Educación y entrenamiento en el control de la calidad.
3. Actividades de los círculos de control de la calidad.
4. Auditorías de la calidad.
5. Utilización de métodos estadísticos.
6. Promoción de las actividades de control de la calidad a nivel nacional.
Ishikawa repetía frecuentemente que “el control de la calidad comienza con la educación y
termina con la educación”. La educación involucra a todos, desde el presidente de una
empresa hasta su empleado más joven, y debe provocar “una revolución en el
pensamiento de gestión”. Para ello “la educación debe ser repetida una y otra vez.
(Argyris & Schön, 1978)
Sin embargo es importante considerar que la organización y sus colaboradores son
mexicanos y que nuestra cultura, aunque comparte algunos elementos con la japonesa,
no es suficiente para emular y arrancar un programa de implementación sin hacer las
consideraciones previas, por lo que es importante hacer hincapié en la cultura
organizacional para gestionar la aplicación del Kaizen.
La cultura es un sistema de valores, símbolos, mitos y prácticas que evoluciona
lentamente a lo largo del tiempo. La cultura organizacional es la forma que tienen las
organizaciones de “hacer las cosas”. Cultura de la calidad es, por ende, la forma en que
las organizaciones desarrollan sus esfuerzos para lograr sistemas, procesos y productos y
servicios de calidad. Los elementos de la cultura organizacional son numerosos. (Bennis
& O’Toole, 2005)
Tomando como base las técnicas y experiencias desarrolladas por los japoneses, que han
demostrado su efectividad y han marcado la pauta mundial y el estado del arte durante los
últimos 60 años, diferenciándose principalmente del homólogo desarrollado en occidente
llamado “Lean Manufacturing” o “Manufactura esbelta” en un punto fundamental,
inherente a la cultura de ambas regiones, el talento y desarrollo humano, en donde los
japoneses invierten y delegan al personal operativo las mejoras asociadas a sus
procesos, pues son considerados como la parte más valiosa de su organización, siendo la

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 54 de 103 Maestría en Ingeniería Industrial
diferencia más importante y por la cual el 60% de los sistemas de gestión de calidad en
occidente fracasan aun cuando se encuentren certificados por organizamos
internacionales
1.3.1. Pregunta de investigación
¿Qué tan importante es el establecimiento de una estrategia para hacer frente a un
proceso de optimización de procesos y reducción de costos?
¿Qué tanto influye una estrategia para optimizar procesos y reducir costos?
1.3.2. Hipótesis
Una estrategia de productividad inspirada en los Sistemas de Gestión de Calidad
Japoneses, es una base sólida para apoyar el proceso de transición de la organización
para la obtención de procesos esbeltos y con un bajo costo.
1.3.3. Objetivo
Diseñar una Estrategia para una Empresa Farmacéutica Mexicana, con base en un
Modelo de Productividad y Calidad Japonés (Kaizen) con la finalidad de Reducir el Costo
Unitario de Producción en el Área de Operaciones Farmacéuticas
2. Método
Durante el desarrollo de este capítulo se describen las diferentes corrientes filosóficas y
herramientas utilizadas y propuestas para establecer una estrategia general para
optimizar los procesos productivos de la empresa en estudio. Se establecen los enfoques
y acciones a tomar así como los elementos más importantes que se pueden extraer y
adaptar para ser aplicados dentro de nuestro contexto sociocultural para poder satisfacer
las demandas y necesidades de nuestros clientes en un mundo globalizado.
2.1. Hoshin Kanri
La gestión hoshin es una versión de la administración por objetivos desarrollada por el
management japonés. A través de una aplicación generalizada del ciclo de la mejora
continua, la organización despliega unos pocos objetivos anuales, que facilitan la

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 55 de 103 Maestría en Ingeniería Industrial
adaptación al cambio mediante la coordinación de todos sus niveles directivos y
operativos. (Akao, Hoshin Kanri: Policy Deployment for Successful TQM, 1991)
Hoshin Kanri es un sistema de trabajo cuyos objetivos son: crear una organización capaz
de mantener un alto rendimiento y producir resultados, a través de: (Yoji, 2004)
• El establecimiento de planes de gestión de mediano a largo plazo y del Hoshin Anual;
•La priorización de actividades y recursos
• El involucramiento de todos los miembros de la organización, desde los altos a los bajos
mandos, quienes aclaran los objetivos y actividades desde sus respectivas posiciones;
• El enfoque en el ciclo de gestión (Plan-Do-Check-Action) y el ejercicio de los controles y
seguimiento realizados durante la implementación del Hoshin
La gestión hoshin tiene las ventajas de la administración por objetivos y evita sus
problemas. Se destaca por el realismo de sus objetivos, la utilidad de un estilo de
negociación interna llamado catchball, y la existencia de planes detallados y acordados.
Estos planes, que se desarrollan e implementan con herramientas simples, guían a la
organización tras sus objetivos. La organización aprende sistemáticamente durante la
gestión. Destacamos tres aspectos originales de la gestión hoshin: el catchball; la relación
entre la gestión hoshin y la TQM; y el vínculo entre la gestión hoshin y la estrategia de la
firma.
El catchball es un proceso de negociación que promueve el análisis de los fines y medios;
tiempos y métricas; controles y recursos de las distintas áreas. Permite crear confianza en
la fijación de metas y la asignación de recursos, y en esto radica su mayor poder. Puede
considerarse que tiene aspectos informales y aspectos formales.
Si bien las redes (networks) de distinto tipo son un fenómeno universal, las redes
corporativas del Japón tienen un peso específico muy importante en la vida de sus
organizaciones, basados principalmente en las relaciones personales es efectivo para
comunicar información compleja, sensar señales sutiles y transferir conocimiento. Así, la
alta dirección debe nutrir los flujos horizontales de información que hace mucho tiempo
fueron puestos en cortocircuito por los sistemas formales sesgados hacia lo financiero,
conducidos verticalmente. (Bhappu, 2000)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 56 de 103 Maestría en Ingeniería Industrial
La vitalidad de las redes en la empresa japonesa se intensifica con dos instituciones
originarias del país: el nemawashi y el ringi. Nemawashi significa en japonés “cavar
alrededor de la raíz de un árbol” antes de transplantarlo y, por extensión, denota el trabajo
de base necesario para lograr un objetivo. Es un proceso de consulta y persuasión ante
cambios o proyectos significativos, encaminado a lograr apoyo y consejos de los colegas;
es una herramienta para construir el acuerdo aún antes de ingresar a los procesos
administrativos formales. Un nemawashi exitoso acorta la implementación. Se dice que
las compañías japonesas son lentas a la hora de decidir. Esto es en parte debido a la
necesidad de “dar vueltas alrededor de la raíz”, pero, una vez realizado el nemawashi, la
implementación de lo resuelto es rápida, por el consenso logrado. (Floyd, 1999)
En las empresas japonesas suele ocurrir que una persona muestre gran resistencia a
implementar una decisión si no ha sido consultado durante el nemawashi. Además, hay
otras razones que justifican la importancia del nemawashi: (1) En las reuniones formales
deben evitarse las confrontaciones, incluso si son constructivas; y el nemawashi ayuda a
evitarlas. (2) El nemawashi promueve el intercambio de información. (3) Si se ignoran las
opiniones de los interesados en una decisión, la implementación se hace más difícil.
(Floyd, 1999)
Los aspectos formales de las decisiones, en la empresa japonesa, se concentran en el
ringi. El ringi es un proceso decisorio en el cual los gerentes medios y junior trazan planes
que vuelcan en un documento llamado ringi-sho, que se va aprobando en sucesivas
revisiones hasta que las decisiones se implementan. Es una especie de ritual, similar en
su esencia al nemawashi, para transmitir información y confirmar su aprobación. (Grayson
& Watson, 1999)
La gestión hoshin está asociada íntimamente con la filosofía y los métodos de la gestión
de calidad total (TQM). Ambas proveen conceptos y herramientas para que los fines y
medios de la organización cobren vida. Los hoshin se despliegan integrando a los
gerentes de nivel alto y nivel medio en el ciclo de la mejora continua. El liderazgo de la
alta dirección también se desenvuelve dentro del ciclo PDCA. En la gestión hoshin las
pequeñas cuestiones operativas se unen conscientemente a los grandes lineamientos de
la TQM.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 57 de 103 Maestría en Ingeniería Industrial
El éxito de la gestión hoshin depende de cómo se integra la estrategia global de la
organización con su actividad cotidiana. Administrar estratégicamente implica actividades
como definir la misión del negocio; establecer una dirección general; fundar y consolidar
una cultura adecuada al cumplimiento de los objetivos; y—algo clave para la gestión
hoshin—identificar áreas que permitan grandes avances (breakthroughs) en la vida de la
organización. Los posibles breakthroughs orientan la selección de los hoshin. El trabajo
estratégico cristaliza en planes de mediano y largo plazo, que constituyen la materia prima
de la gestión hoshin; en efecto, la planificación hoshin corresponde al primer año de la
planificación de mediano y largo plazo.
Los sistemas de contabilidad gerencial refuerzan el compromiso top-to-bottom hacia la
innovación de procesos y productos; de este modo crean un nuevo elemento para la
competitividad japonesa, cuyo impacto sería comparable con el de la gestión JIT, la
gestión de la calidad y la manufactura flexible. Diversas prácticas japonesas están
orientadas a medir dimensiones no financieras del rendimiento de la fábrica. Para motivar
al personal en la reducción del tiempo de montaje, por ejemplo, las horas de mano de
obra directa miden costos, pero no el tiempo necesario para construir un automóvil; por lo
tanto, a los efectos de administrar el tiempo se utiliza una variable llamada “horas
gestionadas por unidad”. Las horas gestionadas por unidad reemplazan a la medición de
las horas de mano de obra directa e incorporan el tiempo de actividades como el
mantenimiento y la reparación de las máquinas, además del tiempo efectivo de
construcción del vehículo. (Hiromoto, 1988)
“La gerencia no delega simplemente la orden de desarrollo en los contadores y les
pregunta lo que costaría construir el auto sobre la base de los estándares de ingeniería
actuales. Más bien, Daihatsu establece un precio de venta objetivo y especifica un
margen de beneficios objetivo, que refleja los planes estratégicos de la compañía y sus
proyecciones financieras. La diferencia entre estas dos cifras representa el “costo
permisible” por auto. En la práctica, este costo objetivo es muy inferior al que puede
lograrse realmente. De modo que cada departamento calcula un “costo acumulado”,
basado en las tecnologías y prácticas actuales—es decir, el costo estándar que puede
obtenerse sin innovar. Finalmente, la gerencia establece un costo objetivo que representa
un terreno medio entre estas dos estimaciones. Este costo ajustado precio-margen de
beneficio se convierte en la meta hacia la cual cada uno trabaja” (Hiromoto, 1988)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 58 de 103 Maestría en Ingeniería Industrial
2.2. Kaizen
Es el principal promotor de muchas iniciativas de mejora, las cuales son llamados como
“eventos Kaizen” los cuales deben de ser identificados, planeados y administrados para
contribuir positivamente a la gestión del cambio y que este se genere de manera creativa
y continua, sin dejar a un lado la programación de la inversión (Ortiz, 2006).
Este llamado Evento Kaizen es un acercamiento estructurado para resolver alguna
problemática o satisfacer una necesidad, generalmente lleva a la organización o proceso
a una situación mejorada.
(Paluch, 2008)
El éxito de un programa se basa kaizen se basa principalmente en la administración de
recursos, una sólida planeación y una implementación inteligente, enfocándose
principalmente en aquellos que mejoren sustancialmente las condiciones de la
organización, respetando la opinión de sus colaboradores, haciéndolos participes no solo
de su ejecución, sino también en la toma de decisiones y una supervisión adecuada
enfocada a las metas. (Ortiz, 2006).
Una de las ventajas de la implementación de este modelo de mejora y optimización se
basa en acciones concretas que pueden realizarse dia con día como parte de la rutina de
la organización y que se encuentran enfocadas para alcanzar las metas y objetivos
establecidos a corto y largo plazo, es decir, generando actividades que generen valor y
que se encuentren alineadas con la visión de la compañía a corto, mediano y largo plazo.
(Ortiz, 2006).
El proceso de gestión de un sistema de calidad, tipo kaizen implica que una vez
adoptándolo es necesario darle seguimiento y mantenerlo, pues al ser un proceso de
transición este difícilmente puede darse de la noche a la mañana, y en ocasiones los
resultados esperados no se alcanzan en el tiempo estipulado o no se cumple con las
expectativas planteadas, siendo un proceso normal y el cual cada organización, de
acuerdo a su capacidad de adaptación y curva de aprendizaje, obtendrá los
resultados esperados. (Ortiz, 2006).
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 59 de 103 Maestría en Ingeniería Industrial
El Kaizen trabaja en torno a tres aspectos: la eliminación de desperdicios (mudas), la
estandarización, y las 5 “S”.
El optimo desarrollo de los más altos objetivos planteados requiere de la implementación
de los sistemas de Mantenimiento Productivo Total (TPM), la Gestión de Calidad Total
(TQM), el Just in Time (JIT), el despliegue de políticas, la actividad de grupos pequeños y
el sistema de sugerencias, de una manera integrada, sin embargo si enfocamos los
esfuerzos en al menos uno de ellos obtenemos beneficios significativos y preparamos a la
organización a un cambio positivo.
Actividades de grupos pequeños como los Círculos de Control de Calidad, permiten la
participación del personal en la resolución de problemas o bien en la búsqueda de
soluciones para el logro de los objetivos. (Saurez B., 2007)
Sistema de Sugerencias. Destinado no sólo a motivar al personal, sino además a utilizar
sus conocimientos y experiencias. Constituye una “puerta de ingreso” a las ideas de los
trabajadores. (Saurez B., 2007)
2.3. Gestión de Calidad Total (TQM)
El objetivo perseguido por la Gestión de Calidad Total es lograr un proceso de mejora
continua de la calidad por un mejor conocimiento y control de todo el sistema (diseño del
producto o servicio, proveedores, materiales, distribución, información, etc.) de forma que
el producto recibido por los consumidores este constantemente en correctas condiciones
para su uso (cero defectos en calidad), además de mejorar todos los procesos internos de
forma tal de producir bienes sin defectos a la primera, implicando la eliminación de
desperdicios para reducir los costos, mejorar todos los procesos y procedimientos
internos, la atención a clientes y proveedores, los tiempos de entrega y los servicios post-
venta.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 60 de 103 Maestría en Ingeniería Industrial
2.4. Mantenimiento Productivo Total (TPM)
En tanto el TQM hace énfasis en el mejoramiento del desempeño gerencial general y la
calidad. TPM se concentra en el mejoramiento de la calidad de los equipos. TPM trata de
maximizar la eficiencia de los equipos a través de un sistema total de mantenimiento
preventivo que cubra la vida del equipo.
Mediante el TPM se trata de racionalizar la gestión de los equipos que integran los
procesos productivos, de forma que pueda optimizarse el rendimiento de los mismos y la
productividad de tales sistemas. Para ello se centra en unos objetivos y aplica los medios
adecuados.
Los objetivos son lo que se denomina las seis grandes pérdidas. Todas ellas se hallan
directa o indirectamente relacionadas con los equipos, y desde luego dan lugar a
reducciones de eficiencia del sistema productivo, en tres aspectos fundamentales:
• Tiempos muertos o de paro del sistema productivo
• Funcionamiento a velocidad inferior a la capacidad de los equipos
• Productos defectuosos o malfuncionamiento de las operaciones en un equipo
2.5. 5´s
En cuanto a las famosas “Cinco S”, éstas tienen por objetivo implantar tanto el orden,
como la limpieza y la disciplina en el lugar de trabajo (gemba) de manera tal de hacer
factible la gerencia visual, y contribuyendo tanto a la eliminación de desperdicios, como al
mejoramiento en las labores de mantenimiento de equipos y a la disminución en los
niveles de accidentes. Otra contribución muy importante es la de ampliar los espacios
físicos. (Hiroyuki, 1996)
Las “Cinco S” comienza con la separación entre aquellos elementos necesarios para las
labores cotidianas, de aquellos que no lo son. El segundo paso es ordenar los elementos
necesarios de forma tal de evitar tanto su extravío, haciendo de tal forma más fácil su
detección y posterior utilización. El tercer paso consiste en la limpieza tanto del espacio
físico, como de las máquinas y herramientas. Ello permite por un lado evitar accidentes,
por otro ayuda a detectar más rápidamente roturas y fallas de maquinarias, logrando de
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 61 de 103 Maestría en Ingeniería Industrial
tal forma un mejor mantenimiento preventivo, y por otro lado contribuye a incrementar la
autoestima y motivación del personal. El cuarto paso es la del aseo personal y la
utilización de los elementos necesarios para las actividades (ejemplo: guantes y anteojos
de protección). El quinto y último punto es la disciplina necesaria para repetir de manera
continua y regular los anteriores pasos. (Hiroyuki, 1996)
2.6. JIDOKA
Es la capacidad que tienen las líneas de producción de detenerse cuando se detectan
problemas, tales como el mal funcionamiento de los equipos, retraso en el trabajo o
problemas de calidad, tanto por las mismas máquinas – que son capaces de detectar las
anormalidades – como por los propios trabajadores, que pueden presionar un botón que
detiene inmediatamente la línea. De este modo, se previene que los defectos no pasen al
siguiente proceso, asegurando así la construcción de la calidad durante todo el proceso
de producción. Éste, a su vez, está íntegramente controlado por dispositivos electrónicos
llamados POKAYOKE, que son los encargados de detectar las situaciones anormales de
los procesos críticos en el momento en que ocurren, y detienen la línea de producción
hasta que se realice la operación correctamente. (Liker & Meier, The Toyota Way,
fieldbook, 2006)
2.7. Ikoutei Kanketsu
Es un modo de pensar para asegurar la calidad de nuestro trabajo. No es una actividad
por sí misma, sino que es la base para poder realizar otras actividades de mejora como
Kaizen, Resolución de Problemas, etc.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 62 de 103 Maestría en Ingeniería Industrial
El concepto del Jikoutei Kanketsu puede ser implementado tanto en el área de producción
como en el área administrativa. En el área de producción se pueden distinguir 3 niveles de
aseguramiento de calidad:
Nivel 1: mediante la inspección final
Nivel 2: mediante el chequeo en línea
Nivel 3: mediante el desarrollo de las condiciones necesarias para realizar cada trabajo de
manera perfecta, asegurando la calidad en el propio puesto de trabajo, a la luz de los
requisitos de Diseño, Ingeniería de Producción y la Producción (= Jikoutei Kanketsu).
En el área administrativa, la calidad es asegurada también a través del mismo proceso,
aplicando el “Criterio de Juicio” (Handankijun) siendo posible juzgar en el momento si el
trabajo realizado es bueno o no.
2.8. POKAYOKE
Aquellos que detectan los errores producidos por un trabajador y envían un alerta, por
ejemplo, el olvido de ensamblar una pieza.
Aquellos que detectan defectos de calibración de equipos, por ejemplo, falta de torque.
Cuando un trabajador detecta un problema lo informa a su Team Leader, tirando de un
cordel que inmediatamente acciona un tablero luminoso llamado ANDON: un típico
método de control visual que les permite a los Team Leaders controlar si las actividades
de producción están procediendo con normalidad o no. Consecuentemente, el Team
Leader observará el problema y definirá las acciones de mejora inmediatas a seguir.
En palabras de Taiichi Ono: “Si un supervisor no conoce la existencia de un problema, y
éste no se trata, no se realizan mejoras y no se pueden bajar los costos. Al detener una
máquina cuando surge un problema, se puede identificar el mismo. Una vez que se ha
clarificado el problema, se realizan mejoras.”
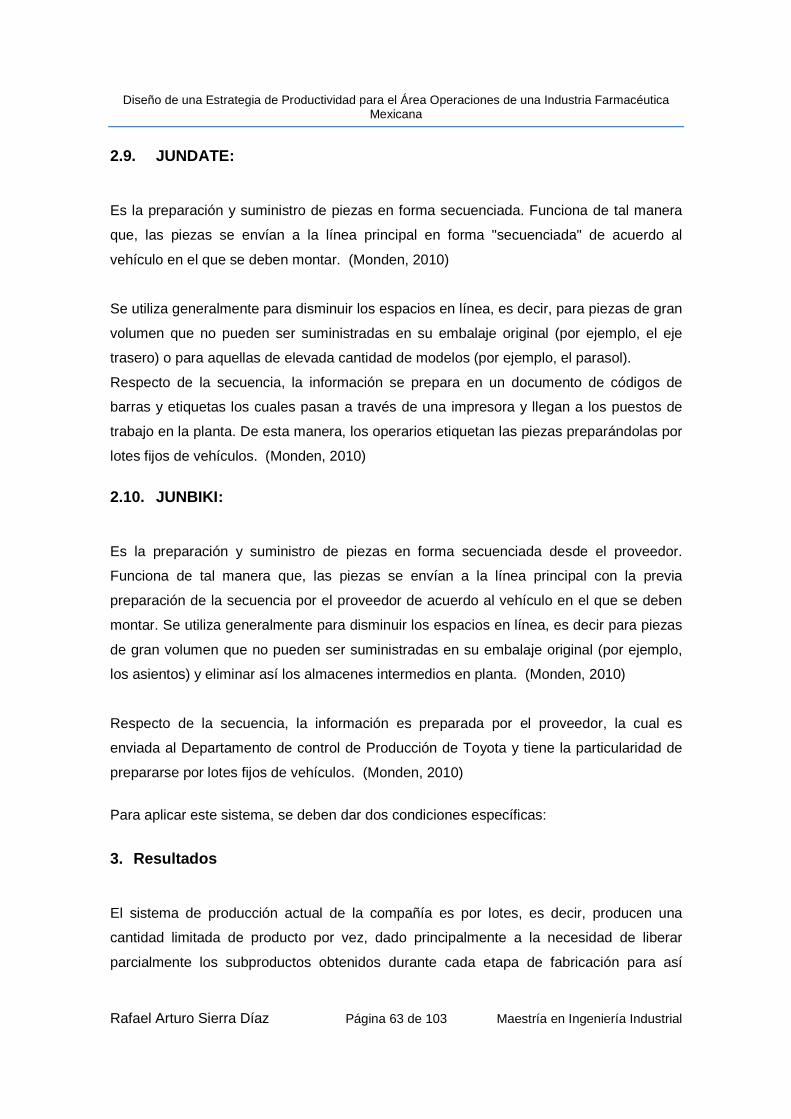
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 63 de 103 Maestría en Ingeniería Industrial
2.9. JUNDATE:
Es la preparación y suministro de piezas en forma secuenciada. Funciona de tal manera
que, las piezas se envían a la línea principal en forma "secuenciada" de acuerdo al
vehículo en el que se deben montar. (Monden, 2010)
Se utiliza generalmente para disminuir los espacios en línea, es decir, para piezas de gran
volumen que no pueden ser suministradas en su embalaje original (por ejemplo, el eje
trasero) o para aquellas de elevada cantidad de modelos (por ejemplo, el parasol).
Respecto de la secuencia, la información se prepara en un documento de códigos de
barras y etiquetas los cuales pasan a través de una impresora y llegan a los puestos de
trabajo en la planta. De esta manera, los operarios etiquetan las piezas preparándolas por
lotes fijos de vehículos. (Monden, 2010)
2.10. JUNBIKI:
Es la preparación y suministro de piezas en forma secuenciada desde el proveedor.
Funciona de tal manera que, las piezas se envían a la línea principal con la previa
preparación de la secuencia por el proveedor de acuerdo al vehículo en el que se deben
montar. Se utiliza generalmente para disminuir los espacios en línea, es decir para piezas
de gran volumen que no pueden ser suministradas en su embalaje original (por ejemplo,
los asientos) y eliminar así los almacenes intermedios en planta. (Monden, 2010)
Respecto de la secuencia, la información es preparada por el proveedor, la cual es
enviada al Departamento de control de Producción de Toyota y tiene la particularidad de
prepararse por lotes fijos de vehículos. (Monden, 2010)
Para aplicar este sistema, se deben dar dos condiciones específicas:
3. Resultados
El sistema de producción actual de la compañía es por lotes, es decir, producen una
cantidad limitada de producto por vez, dado principalmente a la necesidad de liberar
parcialmente los subproductos obtenidos durante cada etapa de fabricación para así
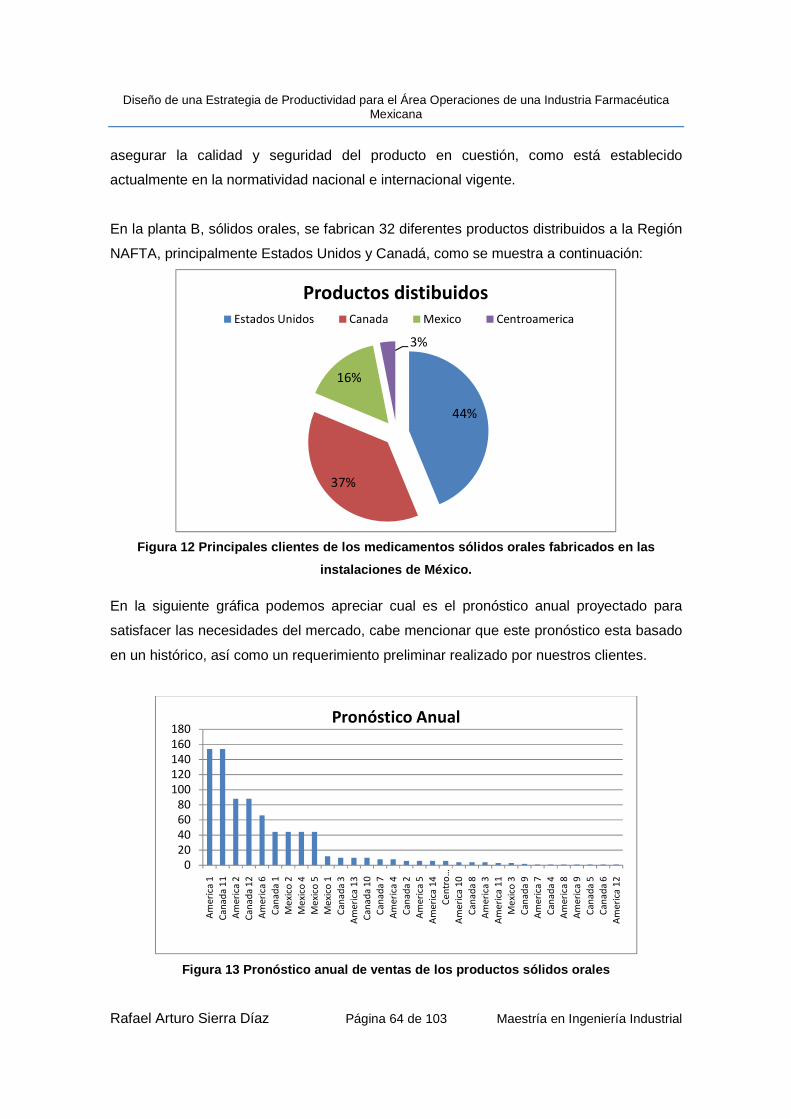
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 64 de 103 Maestría en Ingeniería Industrial
asegurar la calidad y seguridad del producto en cuestión, como está establecido
actualmente en la normatividad nacional e internacional vigente.
En la planta B, sólidos orales, se fabrican 32 diferentes productos distribuidos a la Región
NAFTA, principalmente Estados Unidos y Canadá, como se muestra a continuación:
Figura 12 Principales clientes de los medicamentos sólidos orales fabricados en las
instalaciones de México.
En la siguiente gráfica podemos apreciar cual es el pronóstico anual proyectado para
satisfacer las necesidades del mercado, cabe mencionar que este pronóstico esta basado
en un histórico, así como un requerimiento preliminar realizado por nuestros clientes.
Figura 13 Pronóstico anual de ventas de los product os sólidos orales
44%
37%
16%
3%
Productos distibuidos
Estados Unidos Canada Mexico Centroamerica
0
20
40
60
80
100
120
140
160
180
Am
eri
ca 1
Ca
na
da
11
Am
eri
ca 2
Ca
na
da
12
Am
eri
ca 6
Ca
na
da
1
Me
xico
2
Me
xico
4
Me
xico
5
Me
xico
1
Ca
na
da
3
Am
eri
ca 1
3
Ca
na
da
10
Ca
na
da
7
Am
eri
ca 4
Ca
na
da
2
Am
eri
ca 5
Am
eri
ca 1
4
Ce
ntr
o …
Am
eri
ca 1
0
Ca
na
da
8
Am
eri
ca 3
Am
eri
ca 1
1
Me
xico
3
Ca
na
da
9
Am
eri
ca 7
Ca
na
da
4
Am
eri
ca 8
Am
eri
ca 9
Ca
na
da
5
Ca
na
da
6
Am
eri
ca 1
2
Pronóstico Anual
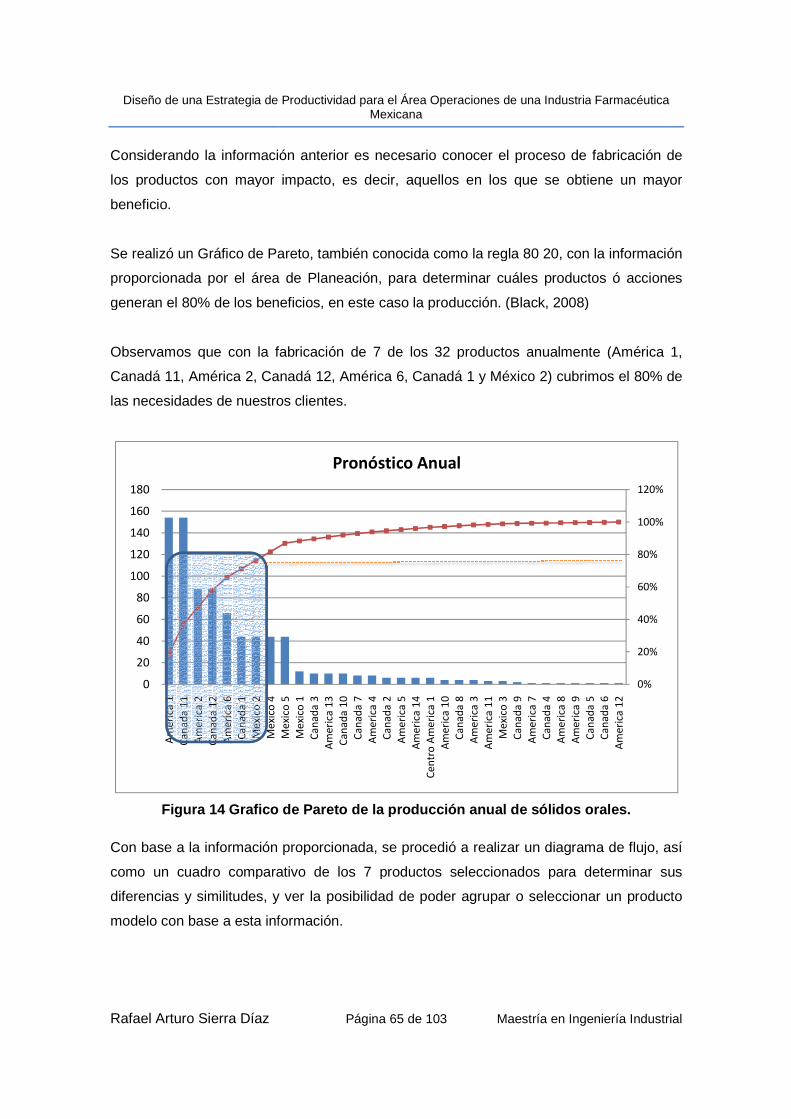
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Considerando la información
los productos con mayor impacto, es decir, aquellos en los que se obtiene un mayor
beneficio.
Se realizó un Gráfico de Pareto, también conocida como la regla 80 20, con la información
proporcionada por el área de Planeación, para determinar
generan el 80% de los beneficios, en este caso la producción.
Observamos que con la fabricación de 7 de los 32 productos anualmente (
Canadá 11, América 2, Canadá
las necesidades de nuestros clientes.
Figura 14 Grafico de Pareto de la producción anual de sólidos orales.
Con base a la información proporcionada, se procedió a real
como un cuadro comparativo de los 7 productos seleccionados para determinar sus
diferencias y similitudes, y ver la posibilidad de poder agrupar o seleccionar un producto
modelo con base a esta información.
0
20
40
60
80
100
120
140
160
180
Am
eri
ca 1
Ca
na
da
11
Am
eri
ca 2
Ca
na
da
12
Am
eri
ca 6
Ca
na
da
1
Me
xico
2
Me
xico
4
Me
xico
5
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 65 de 103 Maestría en Ingeniería Industrial
Considerando la información anterior es necesario conocer el proceso de fabricación de
los productos con mayor impacto, es decir, aquellos en los que se obtiene un mayor
Se realizó un Gráfico de Pareto, también conocida como la regla 80 20, con la información
a por el área de Planeación, para determinar cuáles productos ó acciones
generan el 80% de los beneficios, en este caso la producción. (Black, 2008)
Observamos que con la fabricación de 7 de los 32 productos anualmente (
anadá 12, América 6, Canadá 1 y México 2) cubrimos el 80% de
las necesidades de nuestros clientes.
Grafico de Pareto de la producción anual de sólidos orales.
Con base a la información proporcionada, se procedió a realizar un diagrama de flujo, así
como un cuadro comparativo de los 7 productos seleccionados para determinar sus
diferencias y similitudes, y ver la posibilidad de poder agrupar o seleccionar un producto
modelo con base a esta información.
Me
xico
5
Me
xico
1
Ca
na
da
3
Am
eri
ca 1
3
Ca
na
da
10
Ca
na
da
7
Am
eri
ca 4
Ca
na
da
2
Am
eri
ca 5
Am
eri
ca 1
4
Ce
ntr
o A
me
rica
1
Am
eri
ca 1
0
Ca
na
da
8
Am
eri
ca 3
Am
eri
ca 1
1
Me
xico
3
Ca
na
da
9
Am
eri
ca 7
Ca
na
da
4
Am
eri
ca 8
Pronóstico Anual
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
anterior es necesario conocer el proceso de fabricación de
los productos con mayor impacto, es decir, aquellos en los que se obtiene un mayor
Se realizó un Gráfico de Pareto, también conocida como la regla 80 20, con la información
productos ó acciones
(Black, 2008)
Observamos que con la fabricación de 7 de los 32 productos anualmente (América 1,
1 y México 2) cubrimos el 80% de
Grafico de Pareto de la producción anual de sólidos orales.
izar un diagrama de flujo, así
como un cuadro comparativo de los 7 productos seleccionados para determinar sus
diferencias y similitudes, y ver la posibilidad de poder agrupar o seleccionar un producto
0%
20%
40%
60%
80%
100%
120%
Am
eri
ca 8
Am
eri
ca 9
Ca
na
da
5
Ca
na
da
6
Am
eri
ca 1
2
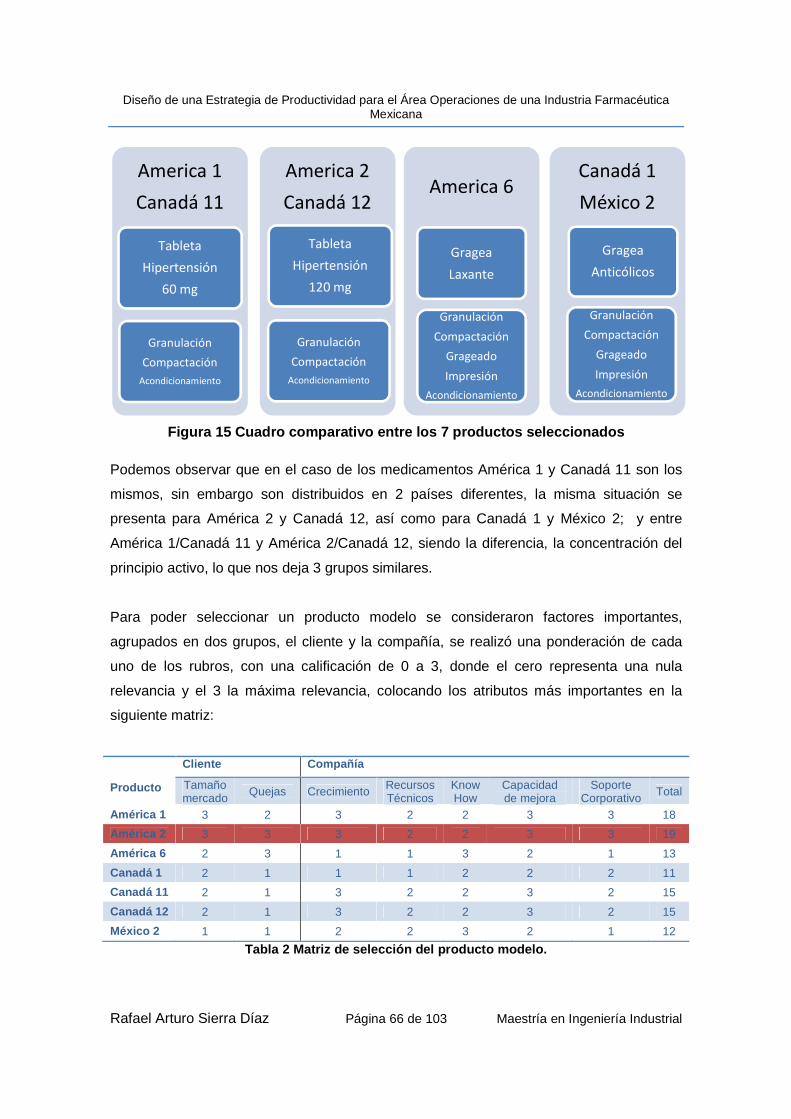
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 66 de 103 Maestría en Ingeniería Industrial
Figura 15 Cuadro comparativo entre los 7 productos seleccionados
Podemos observar que en el caso de los medicamentos América 1 y Canadá 11 son los
mismos, sin embargo son distribuidos en 2 países diferentes, la misma situación se
presenta para América 2 y Canadá 12, así como para Canadá 1 y México 2; y entre
América 1/Canadá 11 y América 2/Canadá 12, siendo la diferencia, la concentración del
principio activo, lo que nos deja 3 grupos similares.
Para poder seleccionar un producto modelo se consideraron factores importantes,
agrupados en dos grupos, el cliente y la compañía, se realizó una ponderación de cada
uno de los rubros, con una calificación de 0 a 3, donde el cero representa una nula
relevancia y el 3 la máxima relevancia, colocando los atributos más importantes en la
siguiente matriz:
Producto
Cliente Compañía
Tamaño mercado Quejas Crecimiento Recursos
Técnicos Know How
Capacidad de mejora
Soporte Corporativo Total
América 1 3 2 3 2 2 3 3 18
América 2 3 3 3 2 2 3 3 19
América 6 2 3 1 1 3 2 1 13
Canadá 1 2 1 1 1 2 2 2 11
Canadá 11 2 1 3 2 2 3 2 15
Canadá 12 2 1 3 2 2 3 2 15
México 2 1 1 2 2 3 2 1 12
Tabla 2 Matriz de selección del producto modelo.
America 1
Canadá 11
Tableta
Hipertensión
60 mg
Granulación
Compactación
Acondicionamiento
Canadá 1
México 2
Gragea
Anticólicos
Granulación
Compactación
Grageado
Impresión
Acondicionamiento
America 6
Gragea
Laxante
Granulación
Compactación
Grageado
Impresión
Acondicionamiento
America 2
Canadá 12
Tableta
Hipertensión
120 mg
Granulación
Compactación
Acondicionamiento

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Siendo el producto seleccionado como
hipertensión con una concentración de 80 mg.
obtenemos el lead time, o el tiempo total invertido en la
el cual esta compuesto por:
• Set up: Tiempo invertido para realizar
formato y ajuste de la máquina
• Idle Time: Es el tiempo invertido en el que no se produce trabajo, o
actividad, por ejemplo tiempo de espera.
• Work Allowance: Tiempo
producto, pero que son necesarias como por ejemplo, limpieza,
etc..
• Tiempo Operación : Tiempo invertido en actividades que agregan valor al producto, es
decir es transformado.
Además con la finalidad de asegurarse que el producto modelo escogido, es
representativo de las actividades de fabricación utilizadas por la compañía en la
actualidad, se realizó un análisis comparativo de los tres rubros más importantes
considerados: el tiempo de operación,
encontrándose lo siguiente:
Figura 16 Tiempo Operativo Vs Tiempo de espera de los medicam entos que cubren el 80%
de las necesidades de nuestros clientes
Am
erica
1
Am
erica
2
94.1% 94.1%
4.0% 4.0%
1.9% 1.9%
Tiempo Operativo vs Tiempo Espera
Idle Time
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 67 de 103 Maestría en Ingeniería Industrial
Siendo el producto seleccionado como América 2, una tableta
hipertensión con una concentración de 80 mg. Una vez seleccionado el
obtenemos el lead time, o el tiempo total invertido en la fabricación de los medicamentos,
el cual esta compuesto por:
Tiempo invertido para realizar las actividades relacionadas para el cambio de
máquina para el inicio de actividades.
Es el tiempo invertido en el que no se produce trabajo, o
actividad, por ejemplo tiempo de espera.
Tiempo invertido en actividades que no agregan valor directo al
, pero que son necesarias como por ejemplo, limpieza, alimentación
Tiempo invertido en actividades que agregan valor al producto, es
Además con la finalidad de asegurarse que el producto modelo escogido, es
representativo de las actividades de fabricación utilizadas por la compañía en la
actualidad, se realizó un análisis comparativo de los tres rubros más importantes
el tiempo de operación, Work Allowance y el tiempo de espera,
encontrándose lo siguiente:
Tiempo Operativo Vs Tiempo de espera de los medicam entos que cubren el 80%
de las necesidades de nuestros clientes
Am
erica
6
Ca
na
da
1
Ca
na
da
11
Ca
na
da
12
Me
xico 2
94.1%
86.9%
92.5%94.1% 94.1%
92.5%
4.0%
4.8%
3.4%
4.0% 4.0%
3.4%
1.9%
8.1%
4.0%1.9% 1.9%
4.0%
Tiempo Operativo vs Tiempo Espera
Idle Time Work Allowance Operation Time
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
prescrita para la
Una vez seleccionado el o modelo,
de los medicamentos,
las actividades relacionadas para el cambio de
Es el tiempo invertido en el que no se produce trabajo, o realice una
invertido en actividades que no agregan valor directo al
alimentación, transporte,
Tiempo invertido en actividades que agregan valor al producto, es
Además con la finalidad de asegurarse que el producto modelo escogido, es
representativo de las actividades de fabricación utilizadas por la compañía en la
actualidad, se realizó un análisis comparativo de los tres rubros más importantes
y el tiempo de espera,
Tiempo Operativo Vs Tiempo de espera de los medicam entos que cubren el 80%
92.5%
3.4%
4.0%
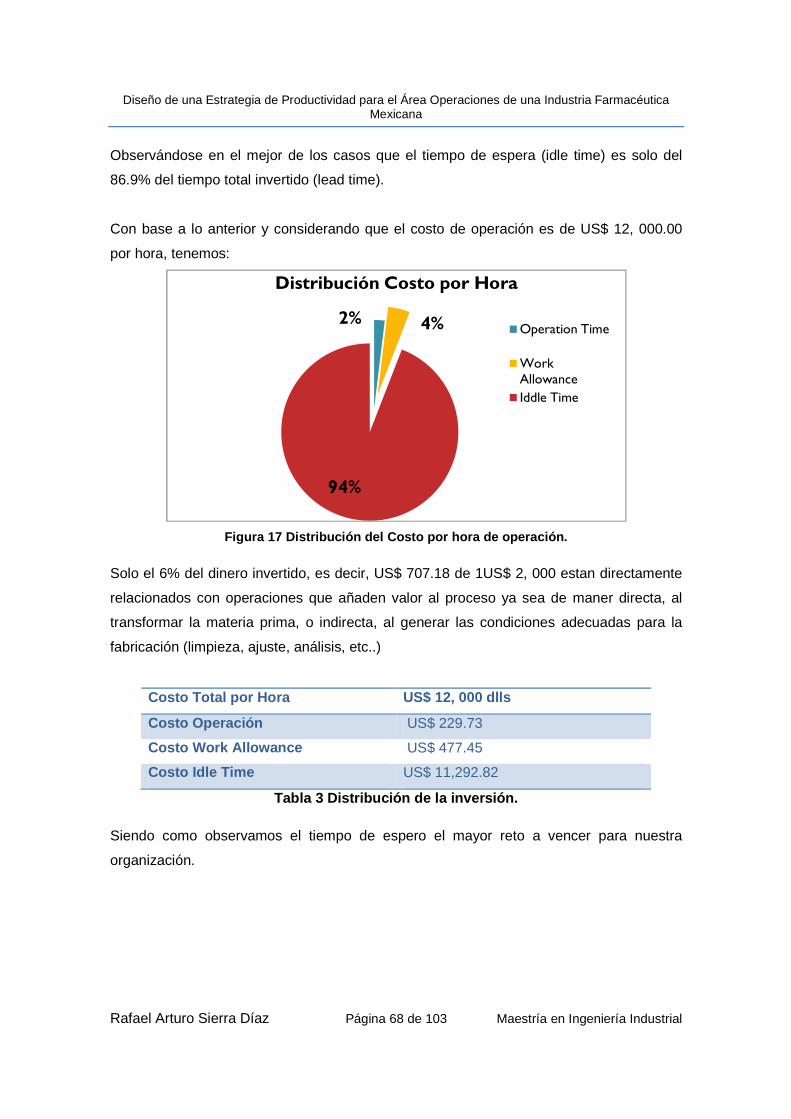
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 68 de 103 Maestría en Ingeniería Industrial
Observándose en el mejor de los casos que el tiempo de espera (idle time) es solo del
86.9% del tiempo total invertido (lead time).
Con base a lo anterior y considerando que el costo de operación es de US$ 12, 000.00
por hora, tenemos:
Figura 17 Distribución del Costo por hora de operac ión.
Solo el 6% del dinero invertido, es decir, US$ 707.18 de 1US$ 2, 000 estan directamente
relacionados con operaciones que añaden valor al proceso ya sea de maner directa, al
transformar la materia prima, o indirecta, al generar las condiciones adecuadas para la
fabricación (limpieza, ajuste, análisis, etc..)
Costo Total por Hora US$ 12, 000 dlls
Costo Operación US$ 229.73
Costo Work Allowance US$ 477.45
Costo Idle Time US$ 11,292.82
Tabla 3 Distribución de la inversión.
Siendo como observamos el tiempo de espero el mayor reto a vencer para nuestra
organización.
2% 4%
94%
Distribución Costo por Hora
Operation Time
Work Allowance
Iddle Time
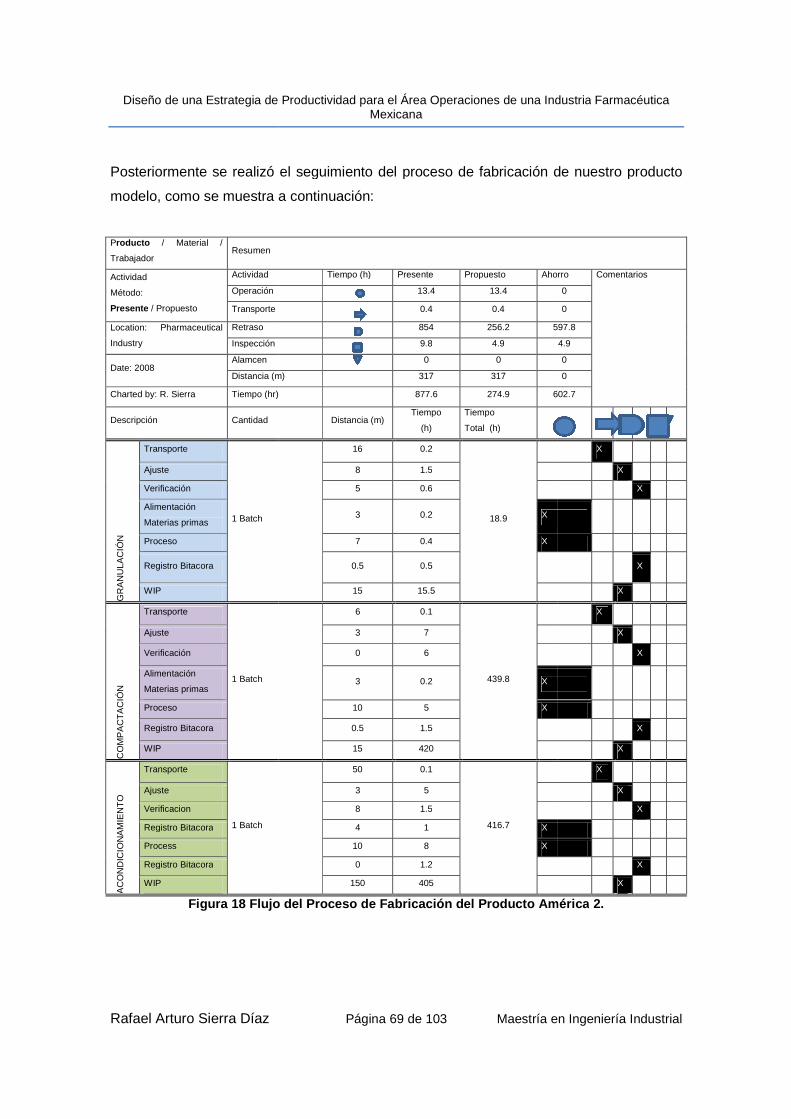
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Posteriormente se realizó el seguimiento del proceso de fabricación de nuestro producto
modelo, como se muestra a continuación:
Producto / Material /
Trabajador Resumen
Actividad
Método:
Presente / Propuesto
Actividad
Operación
Transporte
Location: Pharmaceutical
Industry
Retraso
Inspección
Date: 2008 Alamcen
Distancia (m)
Charted by: R. Sierra Tiempo (hr)
Descripción Cantidad
GR
AN
ULA
CIÓ
N
Transporte
1 Batch
Ajuste
Verificación
Alimentación
Materias primas
Proceso
Registro Bitacora
WIP
CO
MP
AC
TA
CIÓ
N
Transporte
1 Batch
Ajuste
Verificación
Alimentación
Materias primas
Proceso
Registro Bitacora
WIP
AC
ON
DIC
ION
AM
IEN
TO
Transporte
1 Batch
Ajuste
Verificacion
Registro Bitacora
Process
Registro Bitacora
WIP
Figura 18 Flujo del Proceso de Fabricación del Producto
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 69 de 103 Maestría en Ingeniería Industrial
Posteriormente se realizó el seguimiento del proceso de fabricación de nuestro producto
ra a continuación:
Tiempo (h) Presente Propuesto Ahorro
13.4 13.4
0.4 0.4
854 256.2 597.8
9.8 4.9 0 0
Distancia (m)
317 317
877.6 274.9 602.7
Distancia (m) Tiempo
(h)
Tiempo
Total (h)
16 0.2
18.9
8 1.5
5 0.6
3 0.2 X
7 0.4 X
0.5 0.5
15 15.5
6 0.1
439.8
3 7
0 6
3 0.2 X
10 5 X
0.5 1.5
15 420
50 0.1
416.7
3 5
8 1.5
4 1 X
10 8 X
0 1.2
150 405
Flujo del Proceso de Fabricación del Producto América
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
Posteriormente se realizó el seguimiento del proceso de fabricación de nuestro producto
Ahorro Comentarios
0
0
597.8
4.9
0
0
602.7
X
X
X
X
X
X
X
X
X
X
X
X
X
X
X
América 2.
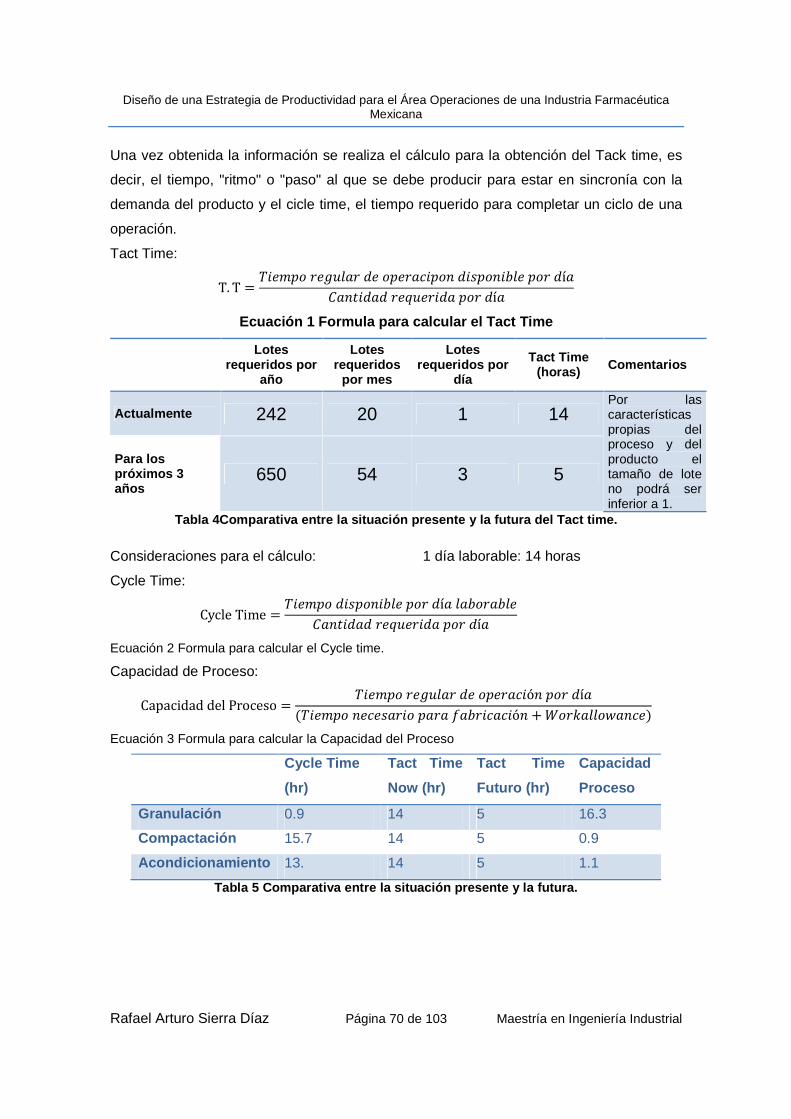
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 70 de 103 Maestría en Ingeniería Industrial
Una vez obtenida la información se realiza el cálculo para la obtención del Tack time, es
decir, el tiempo, "ritmo" o "paso" al que se debe producir para estar en sincronía con la
demanda del producto y el cicle time, el tiempo requerido para completar un ciclo de una
operación.
Tact Time:
T. T ����� �� ���� �� ������ �������� � �í�
�������� ��������� � �í�
Ecuación 1 Formula para calcular el Tact Time
Lotes
requeridos por año
Lotes requeridos
por mes
Lotes requeridos por
día
Tact Time (horas) Comentarios
Actualmente 242 20 1 14 Por las características propias del proceso y del producto el tamaño de lote no podrá ser inferior a 1.
Para los próximos 3 años
650 54 3 5
Tabla 4Comparativa entre la situación presente y la futura del Tact time.
Consideraciones para el cálculo: 1 día laborable: 14 horas
Cycle Time:
Cycle Time ����� �������� � �í� ��������
�������� ��������� � �í�
Ecuación 2 Formula para calcular el Cycle time.
Capacidad de Proceso:
Capacidad del Proceso ����� �� ���� �� �����ó� � �í�
)���� �������� ��� *��������ó� + ,�-���.����/
Ecuación 3 Formula para calcular la Capacidad del Proceso
Cycle Tim e
(hr)
Tact Time
Now (hr)
Tact Time
Futuro (hr)
Capacidad
Proceso
Granulación 0.9 14 5 16.3
Compactación 15.7 14 5 0.9
Acondicionamiento 13. 14 5 1.1
Tabla 5 Comparativa entre la situación presente y l a futura.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 71 de 103 Maestría en Ingeniería Industrial
Figura 19 Grafico comparativo entre las condiciones actuales y futuras del Tact Time, Cycle
Time y la Capacidad del Proceso
Del grafico presentado podemos observar que las diferentes etapas del proceso no se
encuentran niveladas, es decir, el tiempo invertido para la granulación, la compactación
así como el acondicionamiento no es el mismo, generando cuellos de botella que hacen
que los subproductos se acumulen entre cada una, generando una mayor inversión en
dinero, tiempo y espacio.
Así mismo observamos que el proceso de acondicionamiento está por debajo del tact time
actual y en el caso de la compactación se encuentra por encima generando una
acumulación de producto, así como el tener la capacidad instalada ociosa.
Comparando el resultado de la capacidad de proceso obtenido, observamos que en el
caso de granulación tenemos tiempo disponible para la fabricación de una mayor cantidad
de lotes, mientras que para el caso de la compactación y el acondicionamiento apenas es
el necesario para cumplir cubrir las actividades en el tiempo disponible.
Este es un fenómeno que ocurre dentro de la organización y se traduce en desperdicio, el
cual se manifiesta a través de atrasos, inventarios, altos costos, retrabajo, rechazos,
horas extra, etc..
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
Granulación Compactación Acondicionamiento
Cycle Time (hr) Tact Time Now (hr) Tact Time Future (hr) Process Capability
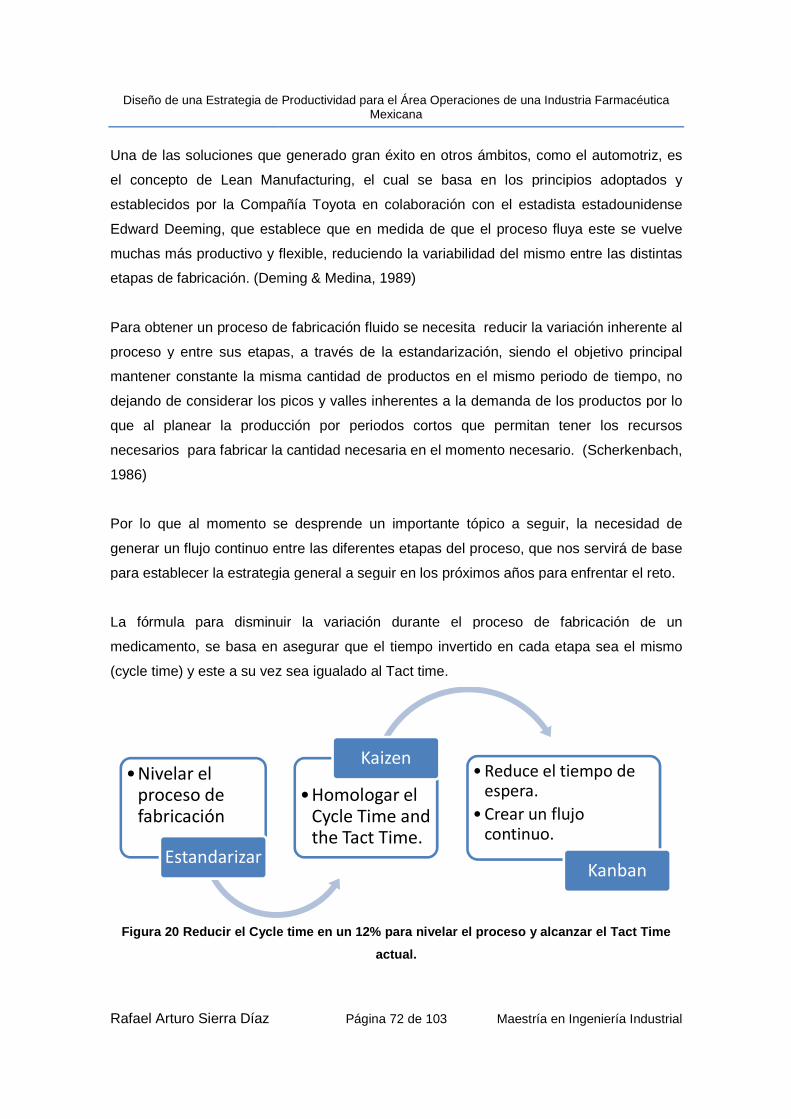
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Una de las soluciones que generado gran éxito en otros ámbitos, como el automotriz, es
el concepto de Lean Manufacturing, el cual se
establecidos por la Compañía
Edward Deeming, que establece que en medida de que el proceso fluya este se vuelve
muchas más productivo y flexible, reduciendo la variabilidad del mismo entre las distintas
etapas de fabricación. (Deming & Medina, 1989)
Para obtener un proceso de fabricación fluido
proceso y entre sus etapas, a través de la estandarización, siendo el objetivo principal
mantener constante la misma cantidad de productos en el mismo periodo de tiempo, no
dejando de considerar los picos y v
que al planear la producción por periodos cortos que permitan tener los recursos
necesarios para fabricar la cantidad necesaria en el momento necesario.
1986)
Por lo que al momento se
generar un flujo continuo entre las diferentes etapas del proceso, que nos servirá de base
para establecer la estrategia general a seguir en los
La fórmula para disminuir
medicamento, se basa en asegurar que el tiempo invertido en cada etapa sea el mismo
(cycle time) y este a su vez sea igualado al Tact time.
Figura 20 Reducir el Cycl e time en un 12% para nivelar el proceso y alcanzar el Tact Time
•Nivelar el proceso de fabricación
Estandarizar
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 72 de 103 Maestría en Ingeniería Industrial
las soluciones que generado gran éxito en otros ámbitos, como el automotriz, es
el concepto de Lean Manufacturing, el cual se basa en los principios adoptados y
Compañía Toyota en colaboración con el estadista estadounidense
ing, que establece que en medida de que el proceso fluya este se vuelve
muchas más productivo y flexible, reduciendo la variabilidad del mismo entre las distintas
(Deming & Medina, 1989)
Para obtener un proceso de fabricación fluido se necesita reducir la variación inherente al
proceso y entre sus etapas, a través de la estandarización, siendo el objetivo principal
mantener constante la misma cantidad de productos en el mismo periodo de tiempo, no
dejando de considerar los picos y valles inherentes a la demanda de los productos por lo
que al planear la producción por periodos cortos que permitan tener los recursos
necesarios para fabricar la cantidad necesaria en el momento necesario.
Por lo que al momento se desprende un importante tópico a seguir, la necesidad de
generar un flujo continuo entre las diferentes etapas del proceso, que nos servirá de base
para establecer la estrategia general a seguir en los próximos años para enfrentar el reto.
disminuir la variación durante el proceso de fabricación de un
medicamento, se basa en asegurar que el tiempo invertido en cada etapa sea el mismo
(cycle time) y este a su vez sea igualado al Tact time.
e time en un 12% para nivelar el proceso y alcanzar el Tact Time
actual.
•Homologar el Cycle Time and the Tact Time.
Kaizen• Reduce el tiempo de
espera.
• Crear un flujo continuo.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
las soluciones que generado gran éxito en otros ámbitos, como el automotriz, es
en los principios adoptados y
Toyota en colaboración con el estadista estadounidense
ing, que establece que en medida de que el proceso fluya este se vuelve
muchas más productivo y flexible, reduciendo la variabilidad del mismo entre las distintas
se necesita reducir la variación inherente al
proceso y entre sus etapas, a través de la estandarización, siendo el objetivo principal
mantener constante la misma cantidad de productos en el mismo periodo de tiempo, no
alles inherentes a la demanda de los productos por lo
que al planear la producción por periodos cortos que permitan tener los recursos
necesarios para fabricar la cantidad necesaria en el momento necesario. (Scherkenbach,
a seguir, la necesidad de
generar un flujo continuo entre las diferentes etapas del proceso, que nos servirá de base
años para enfrentar el reto.
durante el proceso de fabricación de un
medicamento, se basa en asegurar que el tiempo invertido en cada etapa sea el mismo
e time en un 12% para nivelar el proceso y alcanzar el Tact Time
Reduce el tiempo de
Crear un flujo
Kanban
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 73 de 103 Maestría en Ingeniería Industrial
Una vez identificados los cuellos de botella, el generado durante la etapa de
compactación, lo que representa solo un 12% menos que el tiempo invertido actualmente.
Aplicaremos las siguientes herramientas para poder determinar cuales son los principales
problemas y poder aplicar las soluciones adecuadas.
En un inicio, se realizara una campaña de Genchi Genbutsu, Es un término de origen
japonés que significa “dirigirse a la fuente para encontrar los hechos que lleven a tomar
las decisiones correctas, crear un consenso, y alcanzar objetivos de la forma más rápida
posible. (Liker, 2005)
Esencialmente, los problemas que surgen entre los objetivos fijados y la situación actual
se analizan hasta que las causas primarias se identifican por medio de la investigación
directa. Reconocemos que para comprender en su totalidad una situación y/o problema es
necesario hacer un estudio extensivo y obtener hechos cuantitativos y cualitativos
relevantes mediante la aplicación de Genchi Genbutsu: “ir al lugar del problema y verlo
por nosotros mismos. describe cómo el único medio de comprender en profundidad una
situación es “ir y ver”. Dicen los japoneses: “Piense y hable en base a información y datos
que haya verificado personalmente”. Consecuencia inmediata: te podrás responsabilizar
de la información que trasmitas. (Liker, 2005)
Para identificar los problemas se deben tener "hechos y datos". Sin esta información, ya
sea tomada a través de observación directa del evento o medida directa o indirectamente,
es imposible identificar las causas que generan las pérdidas del sistema productivo
describe cómo el único medio de comprender en profundidad una situación es “ir y ver”.
Dicen los japoneses: “Piense y hable en base a información y datos que haya verificado
personalmente”. Consecuencia inmediata: te podrás responsabilizar de la información que
trasmitas. (Liker, 2005)
Para identificar los problemas se deben tener "hechos y datos". Sin esta información, ya
sea tomada a través de observación directa del evento o medida directa o indirectamente,
es imposible identificar las causas que generan las pérdidas del sistema productivo (Liker,
2005)
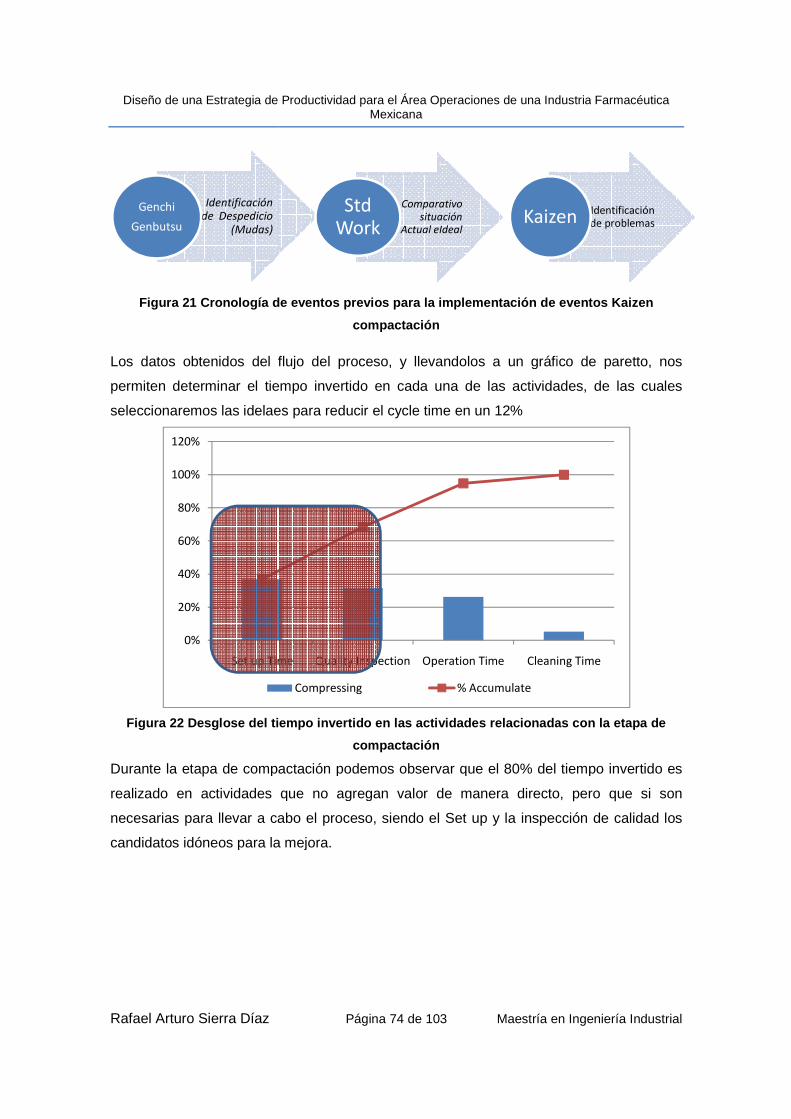
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Figura 21 Cronología de eventos previo
Los datos obtenidos del flujo del proceso, y llevandolos a un gráfico de paretto, nos
permiten determinar el tiempo invertido en cada una de las actividades, de las cuales
seleccionaremos las idelaes
Figura 22 Desglose del tiempo invertido en las actividades re lacionadas con la etapa de
Durante la etapa de compactación podemos observa
realizado en actividades que no agregan valor de manera
necesarias para llevar a cabo el proceso, siendo el Set up y la inspección de calidad los
candidatos idóneos para la mejora.
Identificación
de Despedicio
(Mudas)
Genchi
Genbutsu
0%
20%
40%
60%
80%
100%
120%
Set up Time
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 74 de 103 Maestría en Ingeniería Industrial
Cronología de eventos previo s para la implementación de eventos
compactación
Los datos obtenidos del flujo del proceso, y llevandolos a un gráfico de paretto, nos
permiten determinar el tiempo invertido en cada una de las actividades, de las cuales
seleccionaremos las idelaes para reducir el cycle time en un 12%
Desglose del tiempo invertido en las actividades re lacionadas con la etapa de
compactación
de compactación podemos observar que el 80% del tiempo invertido es
ado en actividades que no agregan valor de manera directo
necesarias para llevar a cabo el proceso, siendo el Set up y la inspección de calidad los
para la mejora.
Comparativo
situación
Actual eIdeal
Std Work
Kaizen
Set up Time Quality Inspection Operation Time Cleaning Time
Compressing % Accumulate
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
s para la implementación de eventos Kaizen
Los datos obtenidos del flujo del proceso, y llevandolos a un gráfico de paretto, nos
permiten determinar el tiempo invertido en cada una de las actividades, de las cuales
Desglose del tiempo invertido en las actividades re lacionadas con la etapa de
r que el 80% del tiempo invertido es
directo, pero que si son
necesarias para llevar a cabo el proceso, siendo el Set up y la inspección de calidad los
Identificación de problemasKaizen
Cleaning Time
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Set up Time
Inspección
Calidad
Operación Time
Limpieza Time
Total Time
Tabla 6 Desglose del tiempo invertido en las actividades re lacionadas con la etapa de
Considerando que el lead time del proceso es de 19 horas, y que el 12% que necesitamos
reducir representa 2.28 horas, es necesario generar actividades de mejora en cualquiera
de las dos para nivelar el proceso y generar un flujo continuo del mismo.
El propósito de estas actividades
obtención de un beneficio mutuo.
demanda de nuestro cliente
Este objetivo es ambicioso, pero se tiene la confianza de que México
cual se invertirán los recursos
esencial para llevarnos hacia la mejora continua.
.
Figura 23 Cronología de eventos previos para la implementació n de event
Identificatcon
de Mudas
Genchi
Genbutsu
A c t i v i d a d e s 5 ´ s y C o n t r o l e
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 75 de 103 Maestría en Ingeniería Industrial
Compactación Compactación 12
% Menos
%
Reducción
7 5.9
6 4.9 19%
5 0.5
1 1.5
19 16.7
Desglose del tiempo invertido en las actividades re lacionadas con la etapa de
compactación
ue el lead time del proceso es de 19 horas, y que el 12% que necesitamos
reducir representa 2.28 horas, es necesario generar actividades de mejora en cualquiera
de las dos para nivelar el proceso y generar un flujo continuo del mismo.
s actividades está orientado a fortalecer el trabajo en equipo y la
obtención de un beneficio mutuo. Reducir el Ciclo actual en un 170% para alcanzar la
demanda de nuestro cliente
Este objetivo es ambicioso, pero se tiene la confianza de que México podr
los recursos necesarios para obtenerlo y lograr un cambio cultural
esencial para llevarnos hacia la mejora continua.
Cronología de eventos previos para la implementació n de event
acondicionamiento
•Actual
•Ideal
Std Work Sheet
Kaizen Activities
A c t i v i d a d e s 5 ´ s y C o n t r o l e
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
%
Reducción
16%
19%
Desglose del tiempo invertido en las actividades re lacionadas con la etapa de
ue el lead time del proceso es de 19 horas, y que el 12% que necesitamos
reducir representa 2.28 horas, es necesario generar actividades de mejora en cualquiera
de las dos para nivelar el proceso y generar un flujo continuo del mismo.
a fortalecer el trabajo en equipo y la
Reducir el Ciclo actual en un 170% para alcanzar la
podrá lograrlo, en el
para obtenerlo y lograr un cambio cultural
Cronología de eventos previos para la implementació n de event os Kaizen
Identificacion de lineas de
acción
Kaizen Activities
A c t i v i d a d e s 5 ´ s y C o n t r o l e s
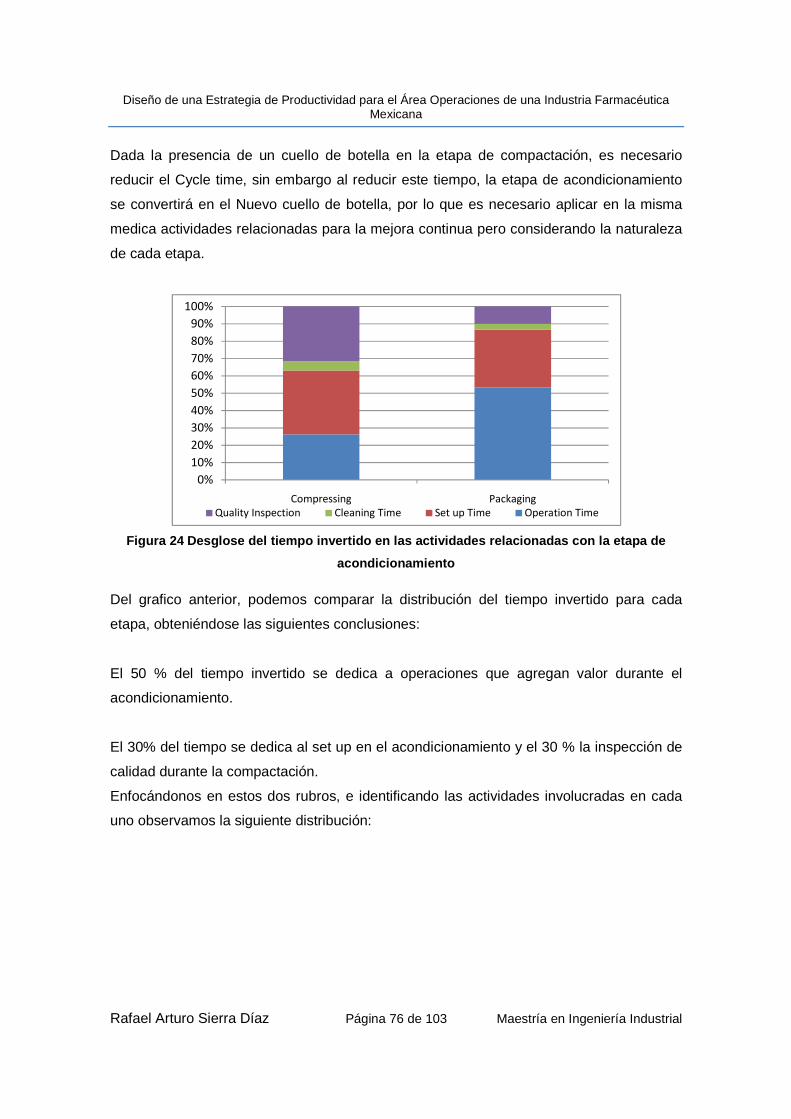
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 76 de 103 Maestría en Ingeniería Industrial
Dada la presencia de un cuello de botella en la etapa de compactación, es necesario
reducir el Cycle time, sin embargo al reducir este tiempo, la etapa de acondicionamiento
se convertirá en el Nuevo cuello de botella, por lo que es necesario aplicar en la misma
medica actividades relacionadas para la mejora continua pero considerando la naturaleza
de cada etapa.
Figura 24 Desglose del tiempo invertido en las actividades re lacionadas con la etapa de
acondicionamiento
Del grafico anterior, podemos comparar la distribución del tiempo invertido para cada
etapa, obteniéndose las siguientes conclusiones:
El 50 % del tiempo invertido se dedica a operaciones que agregan valor durante el
acondicionamiento.
El 30% del tiempo se dedica al set up en el acondicionamiento y el 30 % la inspección de
calidad durante la compactación.
Enfocándonos en estos dos rubros, e identificando las actividades involucradas en cada
uno observamos la siguiente distribución:
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Compressing Packaging
Quality Inspection Cleaning Time Set up Time Operation Time

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Figura 25 Comparativo entre los tiempos invertidos en las act ividades de compactación y
Apreciamos que mas del 60% del tiempo se dedica al almacenaje del producto entre cada
etapa de fabricación, el cual a su vez tien
Figura 26 Comparativo entre los tiempos invertidos en las act ividades de compactación y
Siendo la espera entre etapas de fabricación donde se invierte mas tiempo, por lo que es
necesario preparar acciones específicas para reducir estos tiempos
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Certificate Emision
Documentation Review
Storage
0%
20%
40%
60%
80%
100%
Compactación
Emisión Certificado
Revisión Documentación
Almacen
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 77 de 103 Maestría en Ingeniería Industrial
Comparativo entre los tiempos invertidos en las act ividades de compactación y
acondicionamiento
Apreciamos que mas del 60% del tiempo se dedica al almacenaje del producto entre cada
etapa de fabricación, el cual a su vez tiene diferentes motivos:
Comparativo entre los tiempos invertidos en las act ividades de compactación y
acondicionamiento
Siendo la espera entre etapas de fabricación donde se invierte mas tiempo, por lo que es
reparar acciones específicas para reducir estos tiempos
Compressing Packaging
Certificate Emision Waiting for materials In Process Adjustments
Documentation Review Release Order Lab Analysis
Compactación Acondicionamiento
Emisión Certificado Espera Materiales Ajustes
Revisión Documentación Emisión Orden Analisis Lab
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
Comparativo entre los tiempos invertidos en las act ividades de compactación y
Apreciamos que mas del 60% del tiempo se dedica al almacenaje del producto entre cada
Comparativo entre los tiempos invertidos en las act ividades de compactación y
Siendo la espera entre etapas de fabricación donde se invierte mas tiempo, por lo que es
In Process Adjustments
Lab Analysis
Analisis Lab

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Área de Compactación
Considerando que el Tact time calculado,
fabricación del producto y la cantidad de lotes requeridos, es necesario enfocar nuestros
esfuerzos en reducir el tiempo invertido en las actividades que no agregan valor al
producto de manera directa.
En este caso el cicle time tiene que ser reducido en un 70% , a continuación se muestra la
situación actual y la esperada:
Figura 27 Expectativas de reducción de
Figura 28 Cronología de objetivos para cada etapa de optimiza ción
0
2
4
6
8
10
12
14
16
18
20
Compressing
Quality Inspection
Operation Time
Analizar la
situación
actual
Genchi
Genbutsu
Actual
hr
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 78 de 103 Maestría en Ingeniería Industrial
Considerando que el Tact time calculado, basándose en le tiempo
fabricación del producto y la cantidad de lotes requeridos, es necesario enfocar nuestros
rzos en reducir el tiempo invertido en las actividades que no agregan valor al
producto de manera directa.
En este caso el cicle time tiene que ser reducido en un 70% , a continuación se muestra la
situación actual y la esperada:
Expectativas de reducción de los tiempos invertidos en las actividades de
compactación
Cronología de objetivos para cada etapa de optimiza ción
Compressing Compressing
Optimized
Two machines
Quality Inspection Cleaning Time Set up Time
Operation Time Cycle time Tact Time
Actividades
de mejora
Strong Kaizen
New Machinery
Actual
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
disponible para la
fabricación del producto y la cantidad de lotes requeridos, es necesario enfocar nuestros
rzos en reducir el tiempo invertido en las actividades que no agregan valor al
En este caso el cicle time tiene que ser reducido en un 70% , a continuación se muestra la
los tiempos invertidos en las actividades de
Cronología de objetivos para cada etapa de optimiza ción
0
0.0002
0.0004
0.0006
0.0008
0.001
0.0012
0.0014
0.0016
0.0018
Set up Time
Tact Time
Adquirir
nueva
tecnologíaMachinery

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 79 de 103 Maestría en Ingeniería Industrial
Area de mejora Herramienta Descripción Resultado
esperado
Indicador
Inspección de
Calidad
Autonomation Detectores de
metals en linea
Reducir en un
90%
Control Visual
Mejora en la
eficiencia del
proceso.
Set Up Actividades de
mejora.
Jig
Incrementar Set
up externo
Estandarizar el
Procedimiento
de Set up
100%
estandarizado
Reducir al
menos 50% el
tiempo de set
up.
Hojas
estandairzadas
Jigs
Control Visual
Mejora en la
eficiencia del
proceso
Tabla 7 Áreas de mejora en el área de compactación
Área de Acondicionamiento
Analizando la información obtenida, observamos el mismo patrón de comportamiento
tanto para compactación como acondicionamiento, lo que nos habla de que el sistema
actual ha permitido el favorecimiento de esta situación, el objetivo es retador pero
identificando las áreas de influencia es mas fácil enfocar los esfuerzos en acciones
especificas.
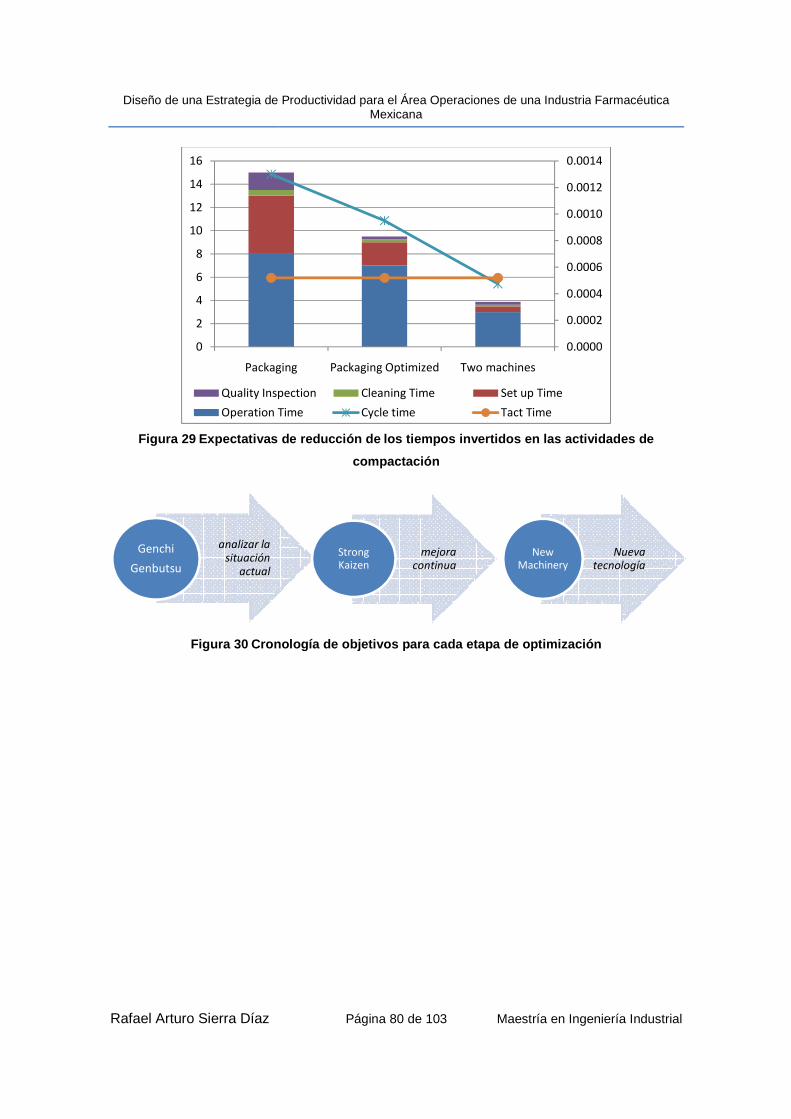
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
Figura 29 Expectativas de reducción de
Figura 30 Cronología de objeti
0
2
4
6
8
10
12
14
16
Packaging
Quality Inspection
Operation Time
analizar la
situación
actual
Genchi
Genbutsu
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 80 de 103 Maestría en Ingeniería Industrial
Expectativas de reducción de los tiempos invertidos en las actividades de
compactación
Cronología de objeti vos para cada etapa de optimización
Packaging Packaging Optimized Two machines
Quality Inspection Cleaning Time Set up Time
Operation Time Cycle time Tact Time
mejora
continua
Strong Kaizen
New Machinery
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
los tiempos invertidos en las actividades de
vos para cada etapa de optimización
0.0000
0.0002
0.0004
0.0006
0.0008
0.0010
0.0012
0.0014
Set up Time
Nueva
tecnologíaMachinery

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 81 de 103 Maestría en Ingeniería Industrial
Area de mejora Herramienta Descripción Resultado
esperado
Indicador
Tiempo
operativo
Kaizen Incrementar la
velocidad de
operación
Reducir el
tiempo en 13%
Control Visual
Incremento
velocidad
Cleaning Time Kaizen a Disminuir el
tiempo de
limpieza
Reducir en un
50% el tiempo
de limpieza
Control Visual
Grafico de
control de
tiempo.
Inspección de
calidad
Kaizen
Jig
Actividades de
inspección en
linea.
Reducir en un
90%
Control Visual
Grafico de
control de
tiempo.
Set Up Kaizen
Jig
Incrementar Set
up externo
Estandarizar el
Procedimiento
de Set up
100%
estandarizado
Reducir al
menso 50% el
tiempo de set
up.
Hojas
estandarizadas
Jigs
Control Visual
Mejora en la
eficiencia del
proceso
Figura 31 Pasos a seguir para crear un flujo Contin uo
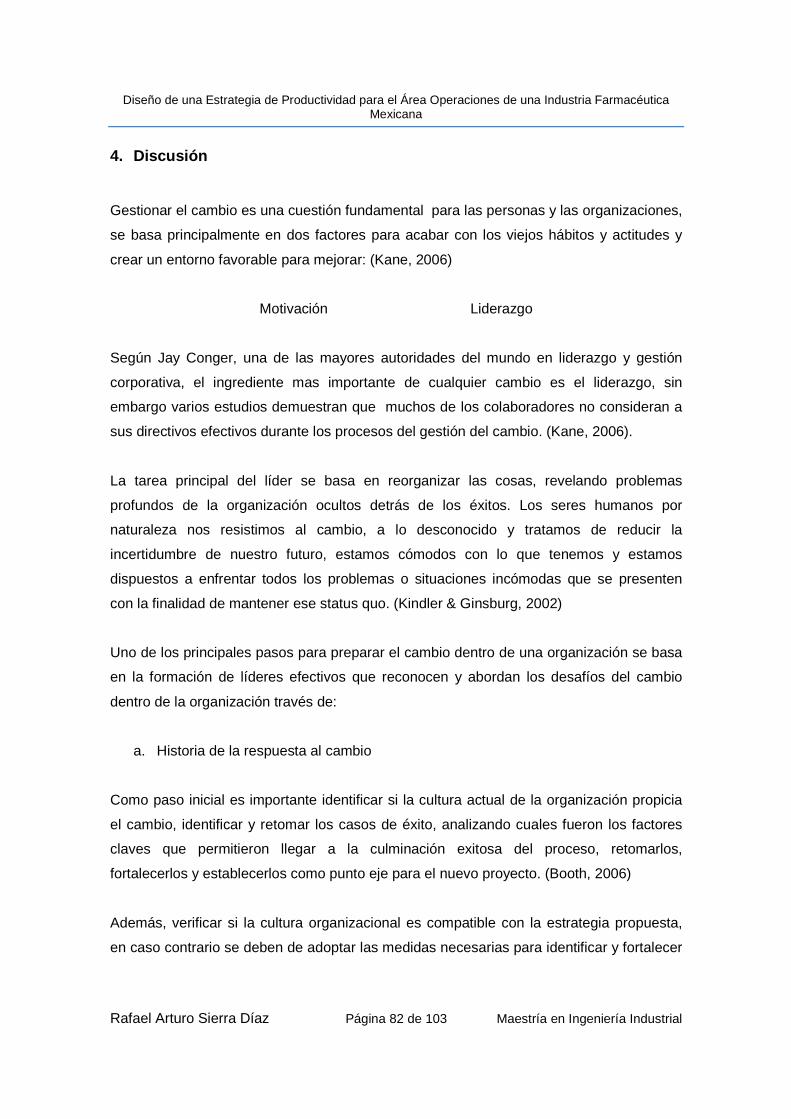
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 82 de 103 Maestría en Ingeniería Industrial
4. Discusión
Gestionar el cambio es una cuestión fundamental para las personas y las organizaciones,
se basa principalmente en dos factores para acabar con los viejos hábitos y actitudes y
crear un entorno favorable para mejorar: (Kane, 2006)
Motivación Liderazgo
Según Jay Conger, una de las mayores autoridades del mundo en liderazgo y gestión
corporativa, el ingrediente mas importante de cualquier cambio es el liderazgo, sin
embargo varios estudios demuestran que muchos de los colaboradores no consideran a
sus directivos efectivos durante los procesos del gestión del cambio. (Kane, 2006).
La tarea principal del líder se basa en reorganizar las cosas, revelando problemas
profundos de la organización ocultos detrás de los éxitos. Los seres humanos por
naturaleza nos resistimos al cambio, a lo desconocido y tratamos de reducir la
incertidumbre de nuestro futuro, estamos cómodos con lo que tenemos y estamos
dispuestos a enfrentar todos los problemas o situaciones incómodas que se presenten
con la finalidad de mantener ese status quo. (Kindler & Ginsburg, 2002)
Uno de los principales pasos para preparar el cambio dentro de una organización se basa
en la formación de líderes efectivos que reconocen y abordan los desafíos del cambio
dentro de la organización través de:
a. Historia de la respuesta al cambio
Como paso inicial es importante identificar si la cultura actual de la organización propicia
el cambio, identificar y retomar los casos de éxito, analizando cuales fueron los factores
claves que permitieron llegar a la culminación exitosa del proceso, retomarlos,
fortalecerlos y establecerlos como punto eje para el nuevo proyecto. (Booth, 2006)
Además, verificar si la cultura organizacional es compatible con la estrategia propuesta,
en caso contrario se deben de adoptar las medidas necesarias para identificar y fortalecer

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 83 de 103 Maestría en Ingeniería Industrial
los puntos de acuerdo y en el caso de las discrepancias que estas traten de minimizar la
incertidumbre generada. (Kaplan & Norton, 2006)
b. Señalar y significar el cambio.
Una vez realizado el análisis sobre la historia de nuestra organización, procedemos a
señalar y significar el cambio, es decir, establecer de una manera concreta cual es el
cambio, a través de la creación de un parteaguas, un acontecimiento histórico dentro de la
organización que haga que resuene entre todos los colaboradores en todos los niveles, y
una vez realizado, generar un significante, un símbolo, canción, ritual, un hecho o una
cosa tangible que nos haga recordar y participes del cambio. (Kane, 2006)
c. Conseguir el apoyo de los colaboradores
En la actualidad la gestión por decreto, es decir, “yo ordeno, tu obedeces” es un modelo
que ya no funciona, dado que las organizaciones están dirigidas por un equipo
multidisciplinario de profesionistas que pertenecen a la generación “baby boom” (es un
término usado para describir a una persona que nació posterior a la Segunda Guerra
Mundial entre los años 1946 y principios del decenio de 1960) y posteriores, que
demuestran tener muy poca tolerancia por la autoridad incuestionable. Por lo que es
necesario conseguir la aprobación y apoyo de los colaboradores para conseguir un
objetivo común. (Kindler & Ginsburg, 2002).
Esto se realiza con base a la premisa de que no hay mayor experto en el tema que quien
ejecuta la actividad, es decir, los colaboradores al enfrentarse al día a día constantemente
están inmersos y hace proporciones e identificaciones de las problemáticas, además son
capaces de evaluar el impacto que cualquier cambio tendrá dentro de su ámbito de
competencia, por lo que es necesario no solo dictar las directrices a seguir, sino hacer
participes a los colaboradores a la toma de decisiones dentro de su área de acción.
(Krattenmaker, 2006)
Una técnica efectiva es predicar a través del ejemplo, siendo los líderes los que deben
asumir en primera instancia los desafíos mas importantes, haciendo el trabajo en primera
línea, del cual usualmente están apartados; y explicar el cambio desde el punto de vista

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 84 de 103 Maestría en Ingeniería Industrial
de los colaboradores, anteponiendo los intereses de ellos y los beneficios que obtendrán
de este proceso, así como el ser honestos de los riesgos y costos que tendrá, y las
consecuencias de no hacer nada. (Kane, 2006)
d. Alinear la organización
Una vez conseguido esto es necesario trabajar con la alineación de la organización,
proceso que consiste en asegurar que las actividades realizadas por los colaboradores en
todos los niveles de la empresa aporten valor y estén enfocados ha alcanzar los objetivos
de la organización. Esto puede ser presentado de una manera muy sencilla en la que
haga participe a todos los individuos y los haga tomar el control del cambio que se esta
desarrollando. Siendo unas herramientas poderosa el Hoshin Kanri y el Balanced Scored
Card. (Kindler & Ginsburg, 2002)
Uno de los elementos pilares, es la creación de una visión, una historia inspiradora, una
visión compartida y entendida entre todos los miembros de la organización, generar
canales de comunicación e indicadores que muestren la realidad y la dirección que
demuestren que las acciones emprendidas nos están acercando a las metas y objetivos
planteados, de manera que cualquier persona dentro de la organización este consciente y
comparta la misma visión. (Kotter, 2006)
La gestión de las actividades, debe aportar orden, consistencia, deben planearse,
presupuestarse y controlarse, fomentar el trabajo en equipo, y descomponer las
actividades complejas en tareas sencillas con presupuestos controlados que impliquen
solo los recursos necesarios y enfocados al corto plazo. (Harvard Business Review,
2006).
Registrar y hacer públicos los avances y beneficios obtenidos de las actividades
realizadas, así como el dar la importancia necesaria o sentido de urgencia son
fundamentales para hacer participes del cambio a los colaboradores, celebrar y hacer un
reconocimiento publico de los mismos es un gran motivador y motor para generar el
cambio. (Booth, 2006)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 85 de 103 Maestría en Ingeniería Industrial
Las actividades emprendidas deben ejecutarse y traducirse en beneficios tangibles y
evidentes, no menospreciando el impacto o nivel jerárquico en el que tuvieron origen, con
la finalidad de hacer patente el esfuerzo y dedicación invertidos durante la gestión del
cambio. (Booth, 2006)
Estas actividades deben realizar de manera paulatina y cronológica enfocándose en
alcanzar los objetivos y metas planteados, de manera gradual y sostenida. (Harvard
Business Review, 2006).
Enfocándose a los elementos o factores que hacen que cada historia, acción o actividad
tenga éxito y encontrar los elementos necesarios para fortalecerlos y lograr que se
vuelvan una regla y no una excepción dentro de la organización. (Magruder Watkins &
Mohr, 2001)
e. Hacer frente a la Resistencia
Como parte de un proceso de cambio, la resistencia es parte natural del proceso, por lo
que acciones concretas se deben tomar para hacerle frente. Siendo una de las
herramientas mas poderosas el colocar a los colaboradores mas reticentes en una
posición en la que puedan experimentar el problema por si mismos. Generar canales de
comunicación abiertos de manera que la Resistencia sea transparente y que los líderes
puedan intervenir. (Kindler & Ginsburg, 2002) (Kane, 2006)
f. Indicadores Económicos
Un indicador de diagnostico importante es el nivel de stress generado durante el proceso
del cambio y generar mecanismos para canalizarlo creativamente, con la finalidad de
mantener un equilibrio y facilitar el proceso de transición. (Booth, 2006)
Además es muy importante destacar y validar los costos de calidad como indicadores de
áreas de la empresa susceptibles de mejora en sus productos y procesos. Los aspectos
de tipo organizacional vinculados con la gestión de los costos se ilustran con
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 86 de 103 Maestría en Ingeniería Industrial
consideraciones del laboratorio farmacéutico. El documento concluye con reflexiones
sobre las limitaciones de los sistemas de CC y brinda algunas recomendaciones
prácticas.
No existe una opinión unánime sobre la importancia de los Costos de Calidad como eje de
la medición en la gestión de la calidad.. Si bien autoridades como Deming, Crosby y Juran
reconocen que la medición es clave para mejorar la calidad, difieren en la forma de
realizarla. Crosby y Juran utilizan el costo como medida de la eficacia y eficiencia de los
programas que, en última instancia, dan como resultado la satisfacción del cliente.
Deming, por otra parte, no emplea los costos como elementos centrales de la medición y
prefiere concentrarse en medir la variabilidad de los procesos; considera que los costos
desconocidos, como el efecto de la pérdida de un cliente, son más importantes que los
visibles, como el costo de entrenamiento del personal de planta.
Independientemente de la posición que se adopte en este tema, el modelo de los CC
tiene sus limitaciones, algunas de los cuales se explican a continuación.
La medición de los CC no resuelve por sí misma los problemas de calidad ni establece
métodos concretos de resolución de problemas. Es necesario indagar en el significado de
cada gasto para buscar el origen de los problemas y traducir el significado de los números
en acciones operativas que mejoren la calidad.
Es muy difícil conectar el impacto de los esfuerzos con los logros obtenidos. Con
frecuencia hay demoras entre la causa y el efecto, y se altera la asignación de
responsabilidades: por ejemplo, un programa de entrenamiento del año 1 que no dé
resultados hasta el año 2 será visto como improductivo en términos de la contabilidad
convencional de los CC.
Una parte importante de los costos pueden ser omitidos involuntariamente de los reportes
de costos de calidad, o pueden incluirse costos inapropiados, por no existir una
correspondencia absoluta entre los costos contables y los del sistema de calidad. A esta
dificultad debe sumársele la naturaleza de los CC, que suelen ser estimaciones antes que
el resultado de mediciones precisas.
El sistema de Costos Calidad (CC) es una parte integral del sistema de gestión de
calidad. Tanto en su concepción como en su implementación, mantenimiento y uso
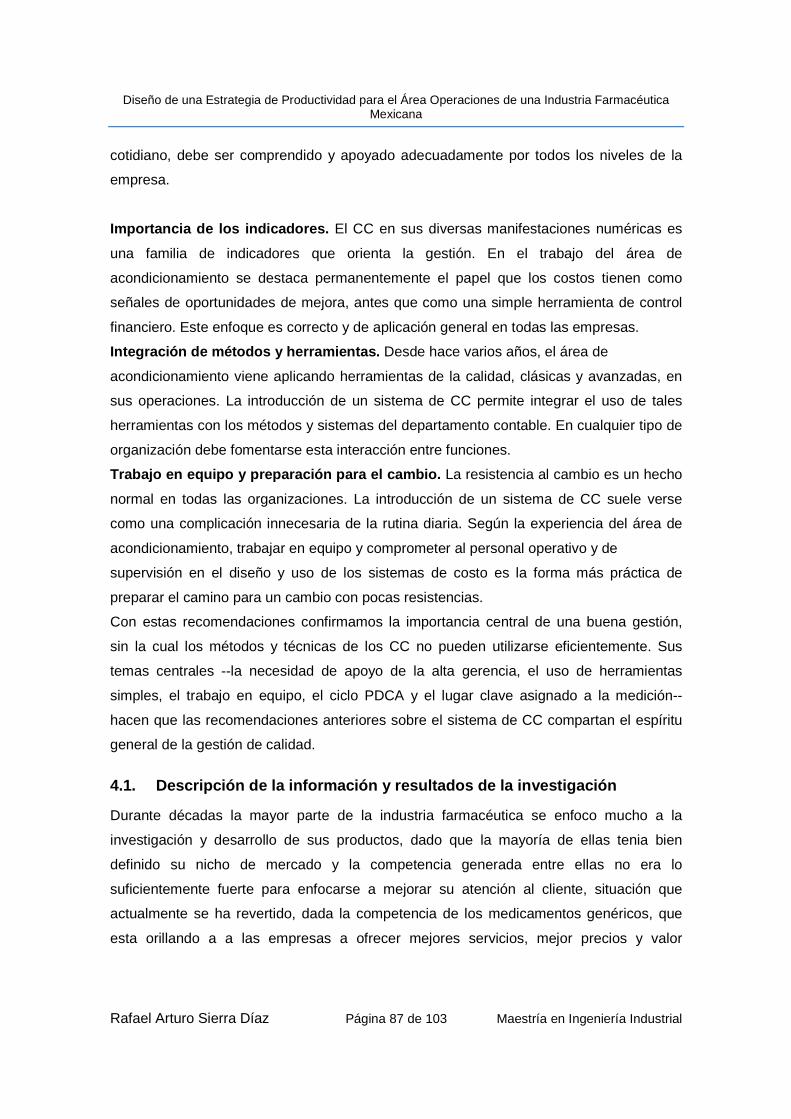
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 87 de 103 Maestría en Ingeniería Industrial
cotidiano, debe ser comprendido y apoyado adecuadamente por todos los niveles de la
empresa.
Importancia de los indicadores. El CC en sus diversas manifestaciones numéricas es
una familia de indicadores que orienta la gestión. En el trabajo del área de
acondicionamiento se destaca permanentemente el papel que los costos tienen como
señales de oportunidades de mejora, antes que como una simple herramienta de control
financiero. Este enfoque es correcto y de aplicación general en todas las empresas.
Integración de métodos y herramientas. Desde hace varios años, el área de
acondicionamiento viene aplicando herramientas de la calidad, clásicas y avanzadas, en
sus operaciones. La introducción de un sistema de CC permite integrar el uso de tales
herramientas con los métodos y sistemas del departamento contable. En cualquier tipo de
organización debe fomentarse esta interacción entre funciones.
Trabajo en equipo y preparación para el cambio. La resistencia al cambio es un hecho
normal en todas las organizaciones. La introducción de un sistema de CC suele verse
como una complicación innecesaria de la rutina diaria. Según la experiencia del área de
acondicionamiento, trabajar en equipo y comprometer al personal operativo y de
supervisión en el diseño y uso de los sistemas de costo es la forma más práctica de
preparar el camino para un cambio con pocas resistencias.
Con estas recomendaciones confirmamos la importancia central de una buena gestión,
sin la cual los métodos y técnicas de los CC no pueden utilizarse eficientemente. Sus
temas centrales --la necesidad de apoyo de la alta gerencia, el uso de herramientas
simples, el trabajo en equipo, el ciclo PDCA y el lugar clave asignado a la medición--
hacen que las recomendaciones anteriores sobre el sistema de CC compartan el espíritu
general de la gestión de calidad.
4.1. Descripción de la información y resultados de la investigación
Durante décadas la mayor parte de la industria farmacéutica se enfoco mucho a la
investigación y desarrollo de sus productos, dado que la mayoría de ellas tenia bien
definido su nicho de mercado y la competencia generada entre ellas no era lo
suficientemente fuerte para enfocarse a mejorar su atención al cliente, situación que
actualmente se ha revertido, dada la competencia de los medicamentos genéricos, que
esta orillando a a las empresas a ofrecer mejores servicios, mejor precios y valor

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 88 de 103 Maestría en Ingeniería Industrial
agregado para captar clientes y generar los recursos necesarios para continuar con la
investigación y desarrollo de nuevos productos. (Harvard Business Review, 2006)
Sin embargo considerando el impacto de esta filosofía y el éxito que ha alcanzado para
establecer sus procesos y sistemas de producción y calidad actuales, nos enfrentamos a
una situación de éxito probado, por lo que la inercia se convierte en un punto de
resistencia al cambio, por lo que basados en la filosofía base y adaptando un nuevo
modelo podemos impulsar la gestión apegándonos a los valores e identidad forjados
durante años. (Gary, 2006)
Con el modelo propuesto estamos asegurando el crear un espiral de mejora continua,
impulsado principalmente por los colaboradores de la empresa en todos los niveles,
aprovechando la inercia generada para alcanzar los objetivos planteados, generando
flexibilidad y capacidad de adaptación a un entorno cambiante y globalizado. (Gary,
2006)
Y valida nuestra hipótesis de “Una estrategia de productividad inspirada en los Sistemas
de Gestión de Calidad Japoneses, es una base sólida para apoyar el proceso de
transición de la organización para la obtención de procesos esbeltos y con un bajo costo.”
Este fenómeno descrito, la inercia activa, es producto de la aplicación de la misma
formula probada de éxito, que provoca que las empresas no se adapten a las nuevas
condiciones y aprovechan los nichos de oportunidad generados. (Gary, 2006)
A este tipo de cambio, se le conoce como cambio transformador, el cual no
necesariamente requiere de un plan estratégico brillante de un líder visionario, sino de la
habilidad de emprender acciones creíbles, claras y valientes impulsadas por los
colaboradores enfocados hacia un objetivo en común. (Gary, 2006)
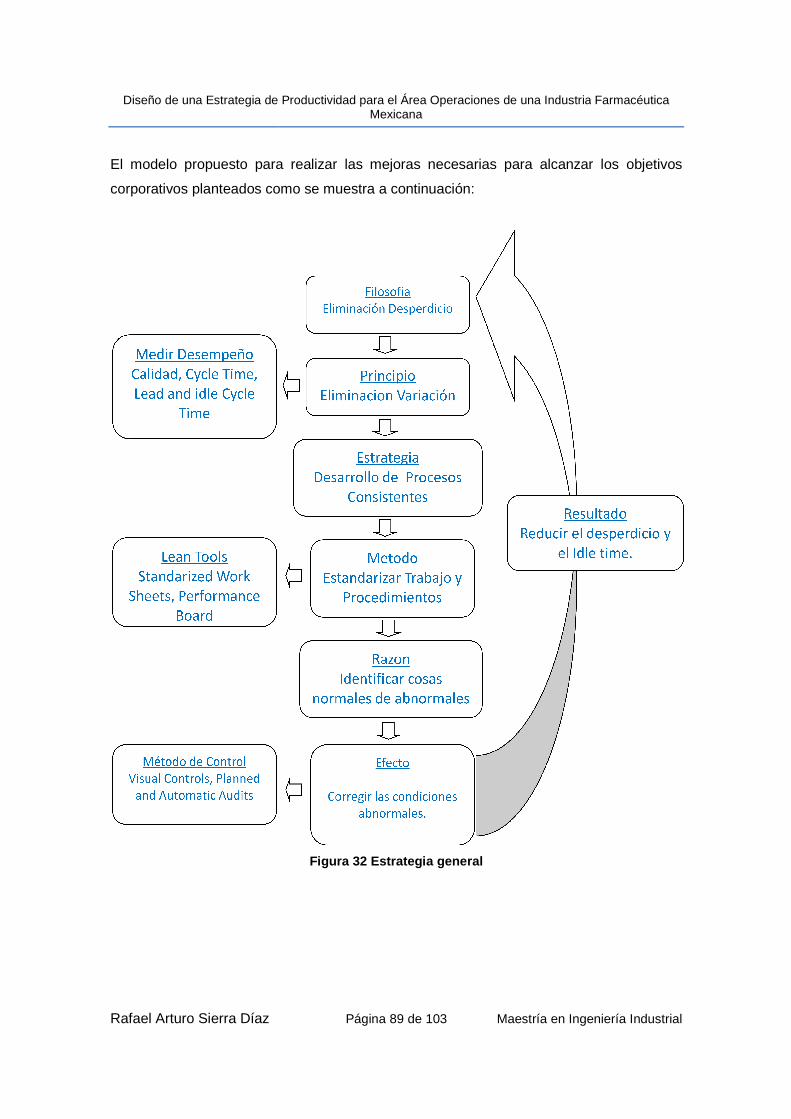
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria
Rafael Arturo Sierra Díaz
El modelo propuesto para realizar las mejoras necesarias para alcanzar los objetivos
corporativos planteados como
Diseño de una Estrategia de Productividad para el Área Operaciones de una IndustriaMexicana
Página 89 de 103 Maestría en Ingeniería Industrial
El modelo propuesto para realizar las mejoras necesarias para alcanzar los objetivos
como se muestra a continuación:
Figura 32 Estrategia general
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica
Maestría en Ingeniería Industrial
El modelo propuesto para realizar las mejoras necesarias para alcanzar los objetivos

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 90 de 103 Maestría en Ingeniería Industrial
4.2. Descripción de las aportaciones
Esta estrategia está fundada en 4 pilares o bases eje, en la que cada uno de ellos se
convierte en una parte fundamental, descrita a continuación:
A. Filosofía como la base
a. Generar una filosofía a largo plazo y apegarse a ella.
Con base a los valores, generar un sentido de propósito de la compañía no
basado solamente en objetivos económicos, sino de un sentido de pertenencia
que hace los colaboradores se identifiquen y se sientan participes de ello, que los
motive a ser mejores, mas grandes e importantes que el dinero y apegarse a ella,
aunque aparentemente generen perdidas en el futuro inmediato. Consiste
principalmente con el ser congruente, la acción y la palabra. (Liker, 2005)
B. El proceso adecuado debe producir los resultados adecuados
a. Crear un proceso con un flujo continuo
Un flujo continuo es aquel en el que se representa una reducción a cero de todas
esas actividades que no agregan valor a un proceso, que también reducen el
desperdicio y los inventarios a la mínima cantidad, así como los tiempos de
espera. El generar un flujo continuo no implica necesariamente que los materiales,
productos, subproductos e información se muevan más rápido, consiste en
generar que los procesos y la gente se conecten y hacer que los problemas se
evidencien pata poder resolverlos, es una piezas clave para el desarrollo del
talento de las personas y la mejora del proceso. (Carreira, 2005)
b. Generar un sistema que jale el sistema
Este principio es contrario a lo conocido y aplicado por la industria, la cual se basa
en generar una cantidad mínima necesaria de inventario para satisfacer las
necesidades de sus clientes y con base a ello programar la adquisición de
materias primas e insumos y servicios necesarios para su producción. Este modelo
promueve el poseer la cantidad necesaria que el cliente necesita en el momento
que necesita a través de la generación de conocimiento de sus necesidades. Así
de esta manera tiene una alta rotación. (Liker, 2005)

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 91 de 103 Maestría en Ingeniería Industrial
c. Nivelar la carga de trabajo
Uno de los retos que enfrenta la industria es ajustar los recursos disponibles para
hacer frente a la demanda de los clientes, debido a que el principio de generar un
sistema de flujo continuo es el fabricar la cantidad necesaria con los recursos
necesarios en el momento necesario entre todas las etapas de un proceso, por lo
que la fuerza de trabajo y el sistema debe de ser flexible para ajustarse a estas
variaciones y proponer soluciones. (Liker, 2005)
d. Bien a la primera, evitar que se repitan los mismos errores.
Establecer que las cosas tienen que hacerse bien a la primera y generar un
sistema que lo permita y detecte cualquier desviación de este principio de manera
oportuna, y en caso de presentarse establecer las acciones correctivas y
preventivas inmediatas para evitar su recurrencia. Esto se realiza de manera
integral no solo con la aplicación de tecnología sino involucrando todos los
aspectos, incluso el humano, para integrarlo como parte del sistema. (Liker, 2005)
e. Estandarizar el proceso.
No es posible poder hacer un proceso predecible y por lo tanto programarlo si se
desconoce el tiempo y los recursos invertidos en cada actividad involucrada
durante las diferentes etapas de fabricación, hasta conocerlo, estandarizarlo y
hacerlo repetible, sin dejar a un lado que sea flexible, adaptable y que proponga
soluciones creativas. Es importante que el talento y la creatividad individual sean
incorporados para generar nuevos estándares. (Liker, 2005)
f. Usar controles visuales
El uso de controles visuales promueve que se pongan evidencia de una manera
rápida cualquier anomalía durante el proceso. Las personas somos seres visuales
por naturaleza, y aunque la tecnología esta remplazando cada vez mas el trabajo
que puedan aportar las personas, siempre es preferible diseñar procesos que
soporten a la gente. (Liker, 2005)

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 92 de 103 Maestría en Ingeniería Industrial
g. Usar tecnología útil para las personas y para los procesos.
La incorporación de tecnología probada debe ser cuando esta sea indispensable y
que represente un beneficio útil para el proceso, su uso debe ser congruente con
la filosofía y valores de la compañía, y como alternativa cuando no puede ser
aplicada laguna otra mejora previa. . (Liker, 2005)
C. Desarrollar el valor de la organización a través del desarrollo del talento
a. Desarrollo de lideres
La organización debe formar a los líderes conforme a su filosofía y valores,
considerando sus talentos y ocuparlos para el beneficio mutuo. Un líder debe ser
capaz de entender los objetivos plateados y llegar a ellos a través de las
capacidades y talentos de su equipo de trabajo. (Liker, 2005)
b. Desarrollo de personas excepcionales y equipos de trabajo
Es necesario alinear los valores de la organización hacia todos los colaboradores y
que se encuentren identificados y la adopten como suya, de esta manera sus
acciones y decisiones serán tomadas considerando un criterio similar y esperado.
Esto es la esencia de la organización y el promotor principal del cambio. (Liker,
2005)
c. Respeto hacia tus colaboradores, compañeros, cliente y proveedores como
miembros del mismo equipo
Considerar a cada una de las personas, negocios, clientes, como parte de un
equipo de trabajo, y como tal debe ser tratado y respetado, los hace participes del
cambio, bajo la premisa de que todos salimos beneficiados. (Liker, 2005)
D. Continuo aprendizaje y resolución de los problemas
a. Entender la situación
Para poder resolver cualquier problema es necesario entender las causas que lo
originan yendo al lugar donde se origino y no basarse simplemente en un reporte,
especialmente si estas siendo responsable de proponer las acciones correctivas y
preventivas. (Liker, 2005)
b. Tomar decisiones consensuadas e implementarlas rápidamente
Antes de tomar una decisión es necesario analizar todas las alternativas
disponibles y tomar una decisión consensuada entre todos los involucrados, una
vez hecho esto una implementación rápida es la mejor opción, asegurándose de
haber llegado a la causa raíz del problema (Liker, 2005)
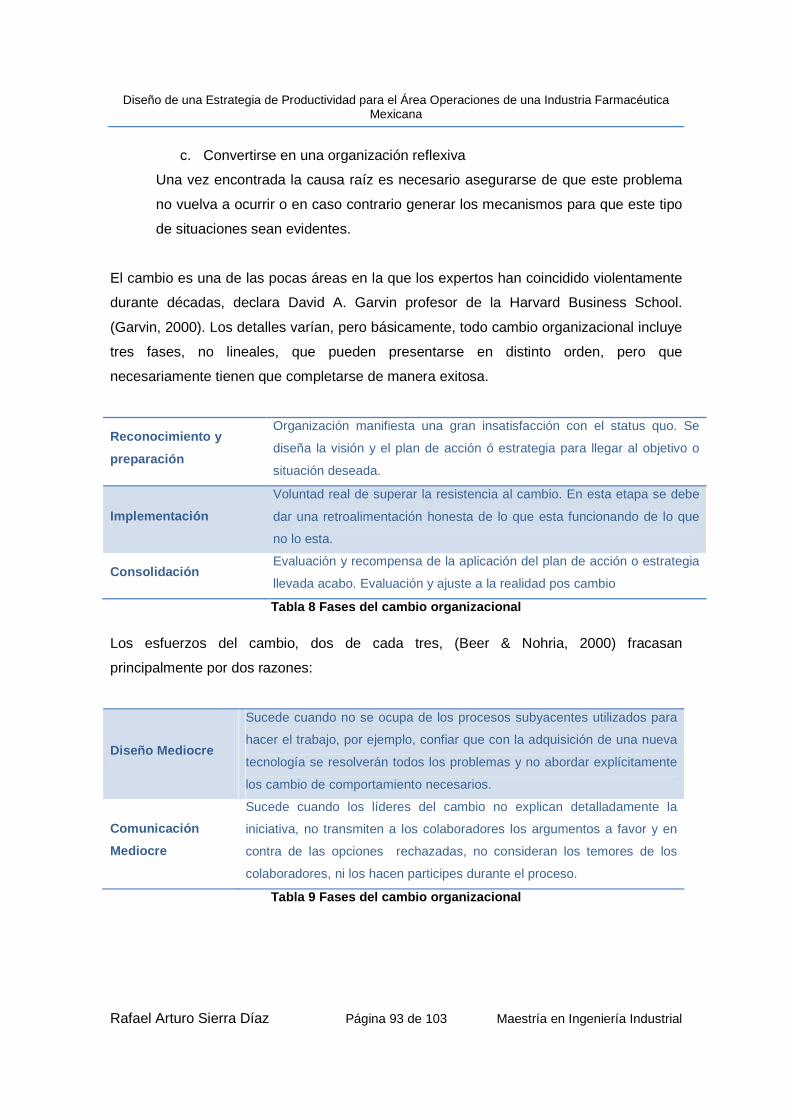
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 93 de 103 Maestría en Ingeniería Industrial
c. Convertirse en una organización reflexiva
Una vez encontrada la causa raíz es necesario asegurarse de que este problema
no vuelva a ocurrir o en caso contrario generar los mecanismos para que este tipo
de situaciones sean evidentes.
El cambio es una de las pocas áreas en la que los expertos han coincidido violentamente
durante décadas, declara David A. Garvin profesor de la Harvard Business School.
(Garvin, 2000). Los detalles varían, pero básicamente, todo cambio organizacional incluye
tres fases, no lineales, que pueden presentarse en distinto orden, pero que
necesariamente tienen que completarse de manera exitosa.
Reconocimiento y
preparación
Organización manifiesta una gran insatisfacción con el status quo. Se
diseña la visión y el plan de acción ó estrategia para llegar al objetivo o
situación deseada.
Implementación
Voluntad real de superar la resistencia al cambio. En esta etapa se debe
dar una retroalimentación honesta de lo que esta funcionando de lo que
no lo esta.
Consolidación Evaluación y recompensa de la aplicación del plan de acción o estrategia
llevada acabo. Evaluación y ajuste a la realidad pos cambio
Tabla 8 Fases del cambio organizacional
Los esfuerzos del cambio, dos de cada tres, (Beer & Nohria, 2000) fracasan
principalmente por dos razones:
Diseño Mediocre
Sucede cuando no se ocupa de los procesos subyacentes utilizados para
hacer el trabajo, por ejemplo, confiar que con la adquisición de una nueva
tecnología se resolverán todos los problemas y no abordar explícitamente
los cambio de comportamiento necesarios.
Comunicación
Mediocre
Sucede cuando los líderes del cambio no explican detalladamente la
iniciativa, no transmiten a los colaboradores los argumentos a favor y en
contra de las opciones rechazadas, no consideran los temores de los
colaboradores, ni los hacen participes durante el proceso.
Tabla 9 Fases del cambio organizacional

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 94 de 103 Maestría en Ingeniería Industrial
Con la finalidad de alcanzar estos objetivos, es necesario que la organización se prepare
con elementos técnicos y humanísticos necesarios para disminuir la probabilidad de
incertidumbre y de fracaso de la estrategia propuesta para el cambio.
Considerando y trabajando en conjunto, estos factores disminuirán la incertidumbre del
proceso, al no apostar únicamente en una solución tecnológica, sino a los aspectos
humanos inherentes al proceso del cambio y a la disolución de las problemáticas
encontradas. Además es necesario realizar una gestión que permita alcanzar los objetivos
mas ambiciosos, con acciones simples, continuas que permitan que el cambio se realice
de manera gradual dentro de la organización y esta lo adopte como un proceso natural y
evolutivo. (Morgan, 2006) Uno de los modos mas efectivos para involucrar de una manera
eficiente y generar un compromiso de cada miembro de la organización consta de unas
sencillas acciones que de aplicarse detonan el potencial de la misma (Hamel & Prahalad,
1989):
Objetivos
retadores
Generar un reto a un equipo multidisciplinario que genere y
promueva mecanismos de mejora
Sentido de
urgencia
Amplificar señales de debilidad que es necesario mejorar.
Competencia a
todos los
niveles
Generar un sentido de competencia de todos los miembros de la
organización no solo de manera interna sino a nivel global a través
de herramientas como benchmark
Desarrollo de
habilidades
Desarrollar las habilidades necesarias pro medio de apacitación,
talleres, etc..
Retos
planeados
Establecer retos planeados, con la finalidad de no saturar a los
colaboradores con diferentes actividades.
Indicadores
Establecer mecanismos efectivos de medición, así como metas
claras para medir el progreso de las actividades, y en la que todos
los colaboradores de la organización participen no importando su
ámbito de competencia.
Tabla 10 Generación de compromiso dentro de la orga nización
Enfocandose en cualquiera de estos cuatros puntos asegura una estrategia competitiva e
innovadora para la organización, la cual será única si considera sus fortalezas, amenazas,
oportunidades y debilidades (Hamel & Prahalad, 1989):
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 95 de 103 Maestría en Ingeniería Industrial
• Fortalecer la ventaja competitiva
• Desarrollar las áreas de oportunidad
• Competir a través de la competencia
• Analizar y reformular las términos de los contratos
Estas fortalezas combinadas con estrategias en los niveles mas bajos de la organización
promueven un compromiso y cambio verdadero que se ve enfocado para cada
colaborador en su tareas cotidianas, si este esfuerzo es reconocido por la alta dirección
no solo se crea un poderoso factor de cambio sino una cultura emprendedora y una
sensación de pertenencia que fomenta la creatividad y la competitividad de la
organización (Hamel & Prahalad, 1989); sin embargo una estrategia agresiva enfocada en
la reducción de los activos fijos de la compañía, asi como el capital humano puede tener
un efecto contra producente. (Hamel & Prahalad, Competing for the future, 1994).
Una estrategia enfocada a un proceso de restructuración tiene el objetivo de corregir los
errores del pasado y dificilmente genera un futuro para la organización, sin embargo si
este va acompañado de un proceso de reigenieria en el cual no solo al estructura es
modificada, sino a la mejora de los procesos presentes enfocados a un futuro, y la
diversificación, asegura una mejora en la competitividad de la misma y una optimización
de costos, los cuales se verán reflejados en los estados financieros de la compañía.
(Hamel & Prahalad, Competing for the future, 1994)
Antes de implementar una estrategia es importante dar un vistazo a la esencia de la
organización, sus valores, su cultura, y con base a ello establecer los lineamientos que
promuevan el cambio, es decir, entender y establecer desde el principio la diferencia entre
lo que debe cambiar y lo que debe permanecer; de tal forma de basarnos en los que
deseamos perservar y aporvecharlo para generar las oportunidades que queremos
aprovechar en un futuro (Collins & Porras, 1996).
Una poderosa herramienta que nos apoya en alcanzar esta tarea es la formulación de la
visión de la empresa, la cual consta de de dos elementos principales: la ideología base de
la organización y el como se vislumbra en el futuro. La ideología base establece quienes
somos (nuestros valores, no mas de 4) y nuestra razón de ser (motivación que impulsa a
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 96 de 103 Maestría en Ingeniería Industrial
la oragnización a trabajar), y al vislumbrar el futuro establece que es lo que queremos
alcanzar, crear o simplemente algo que requeire un cambio significativo o progreso.
(Collins & Porras, 1996)
Despliegue de políticas, tendiente a la plena participación de todos los niveles y áreas de
la empresa en las actividades de planificación como en las de control y evaluación.
(Saurez B., 2007)
Sistema de Costos Japonés, basado en la utilización del Análisis de Funciones, Costo
Objetivo y Tabla de Costos, persigue como objetivo la reducción sistemática de los
costos, para lo cual se analizan de forma pormenorizada y metódica los niveles de fallas,
desperdicios (mudas en japonés), componentes y funciones, tanto de los procesos y
actividades, como de los productos y servicios generados.
Dentro de la estrategia empresaria la utilización de estos sistemas en el enfoque Kaizen,
persiguen como objetivos:
La reducción en los niveles de fallas y errores, o sea aumentando los niveles de calidad a
un nivel de “fallas por millón”. (Saurez B., 2007)
Reducción en los niveles de inventarios, aumentando de tal forma los niveles de rotación.
Incremento sistemático y continuo en los niveles de productividad, y consecuentemente
reducción constante en los costos.
Reducción de los tiempos del ciclo y en los plazos de respuesta. De tal forma se logran
menores tiempos para el desarrollo de productos y su puesta en el mercado. De igual
forma son más rápidas las respuestas a los requerimientos de los clientes, disponiendo de
mayores niveles de flexibilidad.
Hacer factible tales objetivos implica llevar a la práctica por un lado las “Cinco S” y por
otro aplicar los sistemas antes enunciados a los efectos de la estandarización de los
procesos y la detección, prevención y eliminación de las mudas (desperdicios).

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 97 de 103 Maestría en Ingeniería Industrial
Un eficiente sistema de producción sería imposible sin las tres bases que lo sustentan: el
TRABAJO ESTANDARIZADO, el KAIZEN y el RESPETO POR L AS PERSONAS . (Liker
& Meier, The Toyota Way, fieldbook, 2006)
Cuando de estandarización se trata el objetivo del Kaizen es mejorar haciendo uso de la
“Curvas de Aprendizaje y de Experiencia” los niveles de manera continua, para lo cual
llevan a cabo el proceso de Planear-Realizar-Evaluar-Actuar. Una vez llegado a un más
alto objetivo se procede a estandarizar los procesos de forma tal de asegurar la
continuidad de los mismos y a partir de ellos ir en busca de nuevos retos. El Kaizen insta
a retar continuamente nuevos objetivos. (Hiroyuki, 1996)
Llegamos ahora al gran objetivo del Kaizen, la eliminación total de los desperdicios
(mudas). Entre las siete mudas clásicas descriptas por Onho se tienen: (Taiichi & Taiichi,
1988)
• Las mudas por sobreproducción
• Las mudas por exceso de inventarios
• Las mudas de procesamiento
• Las mudas por transporte
• Las mudas por movimientos
• Las mudas por tiempos de espera
• Las mudas por fallas y reparaciones
Comprender la razón de ser de cada una de ellas y los métodos para su detección,
prevención y eliminación es uno de los principales objetivos en materia de capacitación
tanto de directivos como de personal. (Hiroyuki, 1996)
Así los consultores japoneses consideran que en las empresas occidentales sujetas a los
sistemas tradicionales de gestión se hace uno a dos veces más personal del necesario,
cuatro veces más espacio físico del requerido y hasta diez veces o más tiempo del
necesario para cumplimentar un ciclo. (Hiroyuki, 1996)
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 98 de 103 Maestría en Ingeniería Industrial
Los excesos inventarios, productos en proceso y productos terminados son la resultante
no sólo de una filosofía de gestión orientada a “empujar” al mercado los productos, sino
además es una forma de protegerse de las discontinuidades en la producción provocadas
por falta de insumos, roturas de maquinarias, fallas en los procesos, prolongados tiempos
de preparación, y diseños de plantas inconsistentes con los procesos (producción por
funciones en contraposición a la producción en células de trabajo). Este exceso de
insumos y productos terminados o en proceso origina la necesidad de mayores espacios
físicos, incrementando los costos de manipulación, los costos de administrar los stock,
mayores costos financieros, costos por roturas, vencimientos y fuera de moda, además de
entorpecer las labores diarias. (Hiroyuki, 1996)
Las mudas de transporte hacen referencia a los traslados internos innecesarios,
productos de los malos diseños tanto de las plantas como de los procesos productivos, lo
cual generan costos pero no agregan valor para los consumidores finales. (Hiroyuki,
1996)
En el caso de los movimientos generadores de desperdicios son todos aquellos que por
no contemplar tanto un mejor diseño de los circuitos, procesos y actividades generan
menores niveles de productividad en los trabajadores producto de la realización de
movimientos innecesarios y un mayor desgaste físico. (Hiroyuki, 1996)
Los mudas por tiempo de espera apuntan tanto a los tiempos desaprovechados por la
falta de insumos, la rotura de maquinas o bien los tiempos de preparación de las
máquinas y herramientas. (Hiroyuki, 1996)
En el caso de los fallos y errores, y consecuentemente la posteriores actividades de
corrección o bien la pérdida lisa y llana de los elementos, está ello ocasionado en la falta
de un control continuo y en la aplicación de medidas preventivas (poka-yoke) que
permitan generar los productos y servicios correctos a la primera. Esto está directamente
relacionado con la última muda que son los de procesamiento. Diseñar correctamente los
procesos en su debido momento incide significativamente en los costos posteriores de
producción.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 99 de 103 Maestría en Ingeniería Industrial
El Kaizen no sólo es posible aplicarlo en Occidente, es además necesario y obligatoria su
puesta en marcha si se pretende seguir siendo competitivos en una economía
globalizada. Esa mejora continua debe tener como base el perfeccionamiento constante
de profesionales, directivos y personal en organizaciones que tengan en el aprendizaje
continuo una forma y medio fundamental de continuar existiendo como tales en las
próximas décadas. (Liker & Meier, The Toyota Way, fieldbook, 2006)
Esto se logra, principalmente, mediante los siguientes puntos:
1- No pasar problemas al proceso siguiente: asegurar la calidad del proceso, evitando
posibles problemas y previniendo pasarlos al siguiente proceso. Para lograr la satisfacción
de nuestro cliente, es importante identificar quién es él y cuáles son sus necesidades.
2- Poder visualizar nuestros resultados de manera inmediata: los resultados de nuestra
tarea y nuestras mejoras deben ser visualizados por todos, en el momento. De esta
manera, los involucrados pueden confirmar que sus trabajos producen buenos resultados,
aumentando su motivación. (Yoji, 2004)
Siendo la principal diferencia detectada entre la gestión de calidad occidental y la oriental
“EL RESPETO POR LAS PERSONAS” que significa respetar al otro, poner todo el
empeño en comprendernos entre todos los integrantes de la compañía, asumir
responsabilidades compartidas y hacer todo lo posible para generar confianza mutua;
respetamos los valores, creencias, maneras de pensar y motivación de todos los
empleados, y consideramos que cada individuo tiene el poder creativo para el logro
independiente de sus objetivos personales, apuntando siempre al trabajo en equipo. Por
medio de la coordinación y colaboración, el aporte del equipo es mayor que la suma de
sus miembros; también respeta a las personas capacitándolas para que se desarrollen
plenamente en el trabajo. (Monden, 2010)
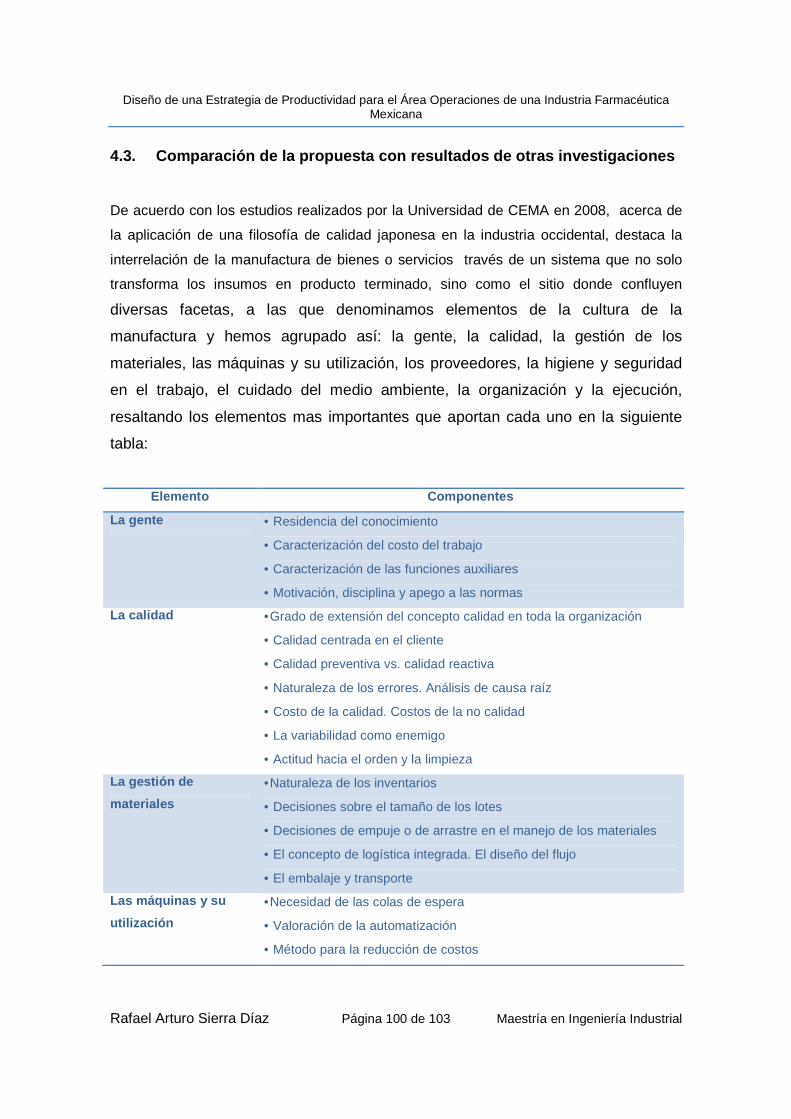
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 100 de 103 Maestría en Ingeniería Industrial
4.3. Comparación de la propuesta con resultados de otras investigaciones
De acuerdo con los estudios realizados por la Universidad de CEMA en 2008, acerca de
la aplicación de una filosofía de calidad japonesa en la industria occidental, destaca la
interrelación de la manufactura de bienes o servicios través de un sistema que no solo
transforma los insumos en producto terminado, sino como el sitio donde confluyen
diversas facetas, a las que denominamos elementos de la cultura de la
manufactura y hemos agrupado así: la gente, la calidad, la gestión de los
materiales, las máquinas y su utilización, los proveedores, la higiene y seguridad
en el trabajo, el cuidado del medio ambiente, la organización y la ejecución,
resaltando los elementos mas importantes que aportan cada uno en la siguiente
tabla:
Elemento Componentes
La gente • Residencia del conocimiento
• Caracterización del costo del trabajo
• Caracterización de las funciones auxiliares
• Motivación, disciplina y apego a las normas
La calidad •Grado de extensión del concepto calidad en toda la organización
• Calidad centrada en el cliente
• Calidad preventiva vs. calidad reactiva
• Naturaleza de los errores. Análisis de causa raíz
• Costo de la calidad. Costos de la no calidad
• La variabilidad como enemigo
• Actitud hacia el orden y la limpieza
La gestión de
materiales
•Naturaleza de los inventarios
• Decisiones sobre el tamaño de los lotes
• Decisiones de empuje o de arrastre en el manejo de los materiales
• El concepto de logística integrada. El diseño del flujo
• El embalaje y transporte
Las máquinas y su
utilización
•Necesidad de las colas de espera
• Valoración de la automatización
• Método para la reducción de costos

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 101 de 103 Maestría en Ingeniería Industrial
• Caracterización de la flexibilidad
• Intensidad en el uso de las máquinas
• Uso de mecanismos foolproof (poka yoke)
• Cambio rápido de herramientas
Los proveedores • Multiplicidad de proveedores
• Integración de los proveedores en el sistema de la fábrica.
•Concepto de cadena de valor
La higiene y la
seguridad en
el trabajo
•Orden y limpieza
• Análisis de riesgos físicos
• Uso de elementos de protección personal
• Respuesta a las emergencias
El cuidado del medio
ambiente
•El cuidado ambiental en el diseño de la operación
• Reciclado de materiales
La organiz ación •Actitud hacia las urgencias
•Horizontes de planificación
•La estructura jerárquica
•Gestión a la vista
La ejecución • Ejecución como ventaja competitiva
•Liderazgo y ejecución
Tabla 11 Elementos y componentes de un Cultura orie ntada hacia la calidad
Buscando alcanzar un balance natural y armónico entre alcanzar el ganar el dinero
suficiente para que la empresa sobreviva, crezca y genere utilidades; pero de ninguna
manera a costa de sacrificar personal para lograrlo. Mientras que un “típico” gerente
occidental, especialmente norteamericano, se jactaría de reducir costos con grandes
eliminaciones de plantilla, tal acción sería para un gerente japonés un motivo de
vergüenza que lo alejaría de la meta. (Yacuzzi, 2008)
4.4. Futuras investigaciones
Como etapas posteriores a la presente investigación, es importante la implementación de
esta filosofía a las diferentes áreas de la organización y no solo limitarla al área de
operaciones, realizando las adaptaciones necesarias para hacer más eficiente el
funcionamiento de la empresa enfocando todos los procesos hacia una misma dirección
para evitar dualidad e inconsistencia.
Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 102 de 103 Maestría en Ingeniería Industrial
Así como la formalización de los Costos de Calidad como parte de los indicadores
financieros para la determinación del impacto y toma de decisiones para los proyectos de
inversión.
Referencias Bibliográficas
Acle, A. (1999). Planeación estratégica y control total de calidad. Grijalbo.
Akao, Y. (1988). QFD: Integrating Customer Requirements into Product Design. . Portland,
OR: Productivity Press, .
Albright, T. (1992). The measurement of Quality Costs: An alternative paradigm.
Accounting Horizons , 15-27 Vol 6.
Argyris, C., & Schön, D. (1978). Organizational Learning: A Theory of Action. Addison-
Wesley.
Banco Mundial. (2008). Country Partnership Strategy for the United Mexican States for the
Period FY2008-2013 – Report No. 42846-MX. Washington, D.C. 20433, U.S.A: Banco
Mundial.
Beer, M., & Nohria, M. (2000). Breaking the code of change. Harvard Business School
Press.
Bennis, W. G., & O’Toole, J. (2005). How Business Schools Lost Their Way. Harvard
Business Review .
Campanella, J. (1992). Principios de los Costes de la Calidad. Madrid: Díaz de los Santos.
Carreira, B. (2005). Lean manufacturing that works: powerful tools for dramatically
reducing waste and maximizing profits. AMACOM Div American Mgmt Assn.
Garvin, D. A. (2000). Learning in Action: Aguideto putting the Learning Organization to
Work. Harvard Business School Press.
Gary, L. (2006). ¿Es su empresa prisionera de su propio éxito? En H. B. Press, Cómo
gestionar el cambio para reducir la resistencia (págs. 151-160). Barcelona: Gestión 2000.
Harvard Business Review. (2006). Cómo gestionar el ambio para reducir la resistencia.
Barcelona: Gestión 2000.
Holpp, L. (1989). Achievement motivation and kaizen. Training and development Journal ,
53-63.
J., K., & R. L. (2000). Administración de operaciones: estrategia y análisis. Pearson
Education.

Diseño de una Estrategia de Productividad para el Área Operaciones de una Industria Farmacéutica Mexicana
Rafael Arturo Sierra Díaz Página 103 de 103 Maestría en Ingeniería Industrial
Kagono, T., Nonaka, I., Kiyonori, S., & Akihiro, O. (1985). Strategic vs. Evolutionary
Management: A U.S.-Japanese Comparison of Strategy and Organization. Amsterdam,
North Holland.
Kagono, T., Nonaka, I., Okumura, A., Sakakibara, K., & Komatsu, Y. (1984). Mechanistic
vs. Organic Management Systems: A comparative study of adaptive patterns of American
and Japanese firms.
Keys, J. B., Denton, L., & Miller, T. R. (1994). The Japanese Management Theory Jungle-
Revisited. Journal of Management , 373-402.
Liker, J. (2005). The Toyota Way Fiel. New York: McGraw-Hill.
Monden, Y. (2010). Toyota Production System: An Integrated Approach to Just-In-Time.
Productivity Press.
Morgan, N. (2006). Cómo superar la fatiga del cambio. En H. B. Press, Cómo gestionar el
cambio para reducirla resistencia (págs. 115-123). Barcelona: Gestión 2000.
Mroczkowski, T., & Hanaoka, M. (1997). Effective rightsizing strategies in Japan and
America: Is there a convergence of employment practices?". Management Executive , 57-
67.
Paluch, J. (2008). Create a Kaizen event. Landscape Management , 112.
Saurez B., M. .. (2007). El kaizen: La Filosofia de mejora continua e innovacion
incremental detras de la administracion por calidad total. Panorama Editorial.
Sempat, C. A. (1989). Modos de producción en América Latina. Siglo XXI.
Yacuzzi, E. (2008). La cultura de la manufactura moderna. Universidad de CEMA .