Marino Uceda - MONTES DE TOLEDO – Denominación de ...influencia de la cantidad y temperatura del...
71
Transcript of Marino Uceda - MONTES DE TOLEDO – Denominación de ...influencia de la cantidad y temperatura del...

INFLUENCIA DE LOS FACTORES GENÉRICOS EN LA CALIDAD DEL
AOVE
FACTORES AGRONOMICOS
FACTORES INDUSTRIALES
IMAGEN Y DISEÑO DE LA INDUSTRIA
DISEÑO Y PRESENTACION DEL PRODUCTO
20%
20%
20%
40%
IADA Ingenieros S.L.

TIPOS DE FACTORES TIPOS DE FACTORES TIPOS DE FACTORES
AGRONOMICOS
INDUSTRIALES O DE ELABORACIÓN AGRONOMICOS:
INTRINSECOS
EXTRINSECOS
INDUSTRIALES O DE ELABORACIÓN
DISEÑO
RECEPCION
ALMACENAMIENTO
PREPARACIÓN DE LA PASTA
SEPARACION DE FASES S/L
SEPARACION DE FASES LIQUIDAS
CONSERVACION Y MADURACIÓN IADA Ingenieros S.L.

INDUSTRIALES O DE ELABORACIÓN:
DISEÑO DE LA INSTALACIÓN
Imagen
Orientación
Versatilidad
RECEPCION DEL FRUTO
Capacidad de separación y versatilidad de la instalación. Dobles o triples colectores
ALMACENAMIENTO
Versatilidad de manejo del fruto
PREPARACIÓN DE LA PASTA
Nº y tipos de molinos. Colectores
CUERPO DE FABRICA
Diseño, facilidad de limpieza. Versatilidad de las conducciones
CONSERVACION Y MADURACIÓN
Posibilidad real de separación. Conducciones
Separación de bodegas IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

TRANSPORTE DEL FRUTO
CAJAS DE FRUTA
O
CONTENEDORES
LA MEJOR Y LAS
MÁS CARA
GRANELL
EN
REMOLQUES
LA MEJOR RELACIÓN
CALIDAD / COSTO
SACOS
ABSOLUTAMENTE
DESACONSEJABLE
IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

ELABORACIÓN DEL ACEITE DE OLIVA
OPERACIONES PELIMINARES
EXTERNAS • Recolección
• Limpieza previa en campo
• Transporte
INTERNAS •Recepción,caracterización y descarga
•Limpieza, lavado y pesado
•Almacenamiento
PREPARACION DE LA PASTA
MOLIENDA
TERMOBATIDO
Molederos o empiedros
Molinos metálicos
Termobatidoras de eje verical
Termobatidoras de eje horizontal
SEPARACION DE FASES SÓLIDAS/LÍQUIDAS
EXTRACCION PARCIAL
PRENSAS HIDRAÚLICAS
CENTRIFUGACION Tres fases
Dos fases
SEPARACION DE FASES LÍQUIDAS
ALMACENAMIENTO Y CONSERVACIÓN IADA Ingenieros S.L.

FUNCIONES DEL GESTOR DE PATIOS
ANTES DE LA CAMPAÑA
• SUGERENCIAS DE MEJORA DE LAS INSTALACIONES
• COLABORAR EN LA DECISION DE COMIENZO DE CAMPAÑA
• LIMPIEZA GENERAL DE LAS INSTALACIONES
EN CAMPAÑA CONTROL DE CALIDAD DE LA ACEITUNA. ELECCION PUNTO DE DESCARGA
LIMPIEZA Y/O LAVADO DEL FRUTO.
Decisión de proceso
Presencia de impurezas en el fruto antes de limpiar
Presencia de impurezas en el patio después de limpiar. Hojas y tallos
Presencia de impurezas en fruto después de lavar. Piedras y barro.
Cambio de agua en la lavadora.
Control de perdidas de aceite en agua de lavado.
IADA Ingenieros S.L.

RECEPCION EN EL PATIO DE ALMAZARA
LIMPIEZA
LAVADO
SECADO/ESCURRIDO
PESADO
ALMACENAMIENTO
CLASIFICACION
DEL FRUTO
RECEPCION
FRUTOS DEL ARBOL
SANOS
IADA Ingenieros S.L.

40
42
44
46
48
50
52
54
56
58
60
28,11 26,12 31,1 7,3 15,4
Arbol NO LAVADA Arbol LAVADA
LAVADO DEL FRUTO
VARIEDAD PICUAL
% Humedad
50
52
54
56
58
60
62
64
14,11 12,12 9,1 8,2
Arbol NO LAVADA Arbol LAVADA
% Humedad
VARIEDAD LECHIN
IADA Ingenieros S.L.

LAVADO DEL FRUTO
VARIEDAD PICUAL VARIEDAD LECHIN
50
60
70
80
90
100
28,11 26,12 31,1 7,3
Ex
tra
cta
bil
ida
d
Arbol NO LAVADA Arbol LAVADA
50
60
70
80
90
100
28.11 26.12 31.1E
xtr
acta
bil
idad
Arbol NO LAVADA Arbol LAVADA
IADA Ingenieros S.L.

50
60
70
80
90
100
110
120
130
140
150
28,11 26,12 31,1 7,3
Esta
bilid
ad
Arbol NO LAVADA Arbol LAVADA
LAVADO DEL FRUTO
VARIEDAD PICUAL VARIEDAD LECHIN
30
40
50
60
70
80
90
100
28.11 26.12 31.1E
sta
bil
idad
Arbol NO LAVADA Arbol LAVADA
IADA Ingenieros S.L.

LAVADO DEL FRUTO
VARIEDAD PICUAL
50
100
150
200
250
300
350
400
450
500
550
28,11 26,12 31,1 7,3
Arbol NO LAVADA Arbol LAVADA
Polifenoles totales (ppm tiroxol)
IADA Ingenieros S.L.

LAVADO DEL FRUTO
INVARIABLES VARIABLES
Aceite/ materia seca Humedad del fruto
Indice de peróxidos Grasa/seco en orujos
K270 Extractabilidad
K232 Polifenoles totales
Estabilidad oxidativa
Frutado de aceituna
IADA Ingenieros S.L.

PATIO DE RECEPCIÓN LIMPIEZA
Y LAVADO DEL FRUTO
IADA Ingenieros S.L.

Tolvas acero inox. IADA Ingenieros S.L.

Tolvas de cristal IADA Ingenieros S.L.

Tolvas de cristal. Detalle
Limpieza
Versatilidad
IADA Ingenieros S.L.

ALTERACIONES EN EL TROJE
PROFUNDIDAD EN CM. TEMPERATURA º C
0
10
30
50
80
120
150
22
38
45
42
45
32
32
ACIDIFICACIÓN
ELEVADA
ALTERACIONES DE LOS
C. SENSORIALES
AEROBIOSIS
ANAEROBIOSIS
ASPERGILLUS PENICILLIUM
CANDIDA
PSEUDOMONAS SERRATIA
Fuente: Elaboración propia a partir de Rodríguez de la Borbolla et. al.
IADA Ingenieros S.L.

Sinfines (limpieza)
Bomba masa
Versatilidad ?
IADA Ingenieros S.L.

PREPARACION DE LA PASTA
MOLIENDA
Objetivo: Destruir tejidos vegetales y liberar gotas de aceite
Maquinaria:
Empiedro (en desuso por economía) Metálicos: Martillos Martillos de doble criba Discos. Etc.
BATIDO
Objetivo: Agrupar gotas de aceite y formar fase oleosa
Precauciones: TIEMPO
TEMPERATURA
Uso de coadyuvantes tecnológicos
IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

MOLINO DE DOBLE CRIBA
IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

INFLUENCIA DE LA MOLTURACION EN LA
CALIDAD DE LOS ACEITES
SISTEMA DE PANEL CLOROFILA FENOLES I. AMARGO RANCIMAT
MOLTURACION (ppm) (ppm) (h.)
EMPIEDRO 7,37 8,51 268 1,82 7,77
MOLIENDA
MECANICA
7,20 14,95 355 2,42 10,62
Fuente: Di Giovachino
IADA Ingenieros S.L.

Variedad de aceituna. Grado Velocidad relativa de rotación Determinación de maduración de los martillos
2.200 r.p.m 2.900 r.p.m
IADA Ingenieros S.L.
Sustancias responsables c.v. Coratina 217,7 337,3 del amargo Agliconas No maduras 546 612 Compuestos polares minoritarios No Maduras 800 1.040
Influencia de la velocidad de rotación de los martillos
del molino sobre el contenido de algunos
compuestos fenólicos (mg/kg) del aceite
Fuente: Angerosa et al.

PREPARACION DE LA PASTA
MOLIENDA
Objetivo: Destruir tejidos vegetales y liberar gotas de aceite
Maquinaria:
Empiedro (en desuso por economía) Metálicos: Martillos Martillos de doble criba Discos. Etc.
BATIDO
Objetivo: Agrupar gotas de aceite y formar fase oleosa
Precauciones: TIEMPO
TEMPERATURA
Uso de coadyuvantes tecnológicos
IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

Temperatura masa: 18 ºC
Época Tiempo de
batido K225 Polif.
Totales ppm Ortodifenoles
ppm Pig. Carot. ppm Pig. Clorof. ppm
GMTS orujos (%)
1 60 0.29 376 103 9.3 8.1 7.37 90 0.25 369 93 8.8 7.3 6.38
2 60 0.35 543 205 7.2 5.2 7.69 90 0.36 637 258 10.3 8.6 6.66
3 60 0.21 440 111 8.2 5.8 12.66 90 0.23 427 211 10.5 9.7 10.08
Temperatura masa: 30 ºC
Época Tiempo de
batido K225 Polif.
Totales ppm Ortodifenoles
ppm Pig. Carot. ppm Pig. Clorof.
ppm GMTS
orujos (%)
1 60 0.37 603 234 12 12.8 5.76 90 0.44 704 252 12.4 15.3 5.22
2 60 0.49 971 391 11.2 10.5 6.01 90 0.33 524 207 10.7 8.8 6.66
3 0.31 616 311 9.3 8.2 10.81
0.24 407 200 9.6 8.7 11.12
Temperatura masa: 40ºC
Época Tiempo de
batido K225 Polif.
Totales ppm Ortodifenoles
ppm Pig. Carot. ppm Pig. Clorof.
ppm GMTS
orujos (%)
1 60 0.5 961 414 16.3 23.9 5.66 90 0.45 628 241 13.7 19.5 5.9
2 60 0.45 847 481 13.9 13.1 5.71
90 0.48 895 501 13.4 12.3 5.08
3 60 0.3 543 293 11.1 10.9 10.45 90 0.31 574 313 11.1 10.6 10.12
60 90
IADA Ingenieros S.L.

Aceite
Alpechin
Orujo
IADA Ingenieros S.L.

BOL ROTOR
IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

Tiempo de
sedimentación
18 ln (r3/r)
( 2- 1)*d2*w2 * Kh*Ks
Ts =
Tª batido/agua ad. Chapas/ T. batido
Talco/Agua ad. Grado
molienda
Características
decanter.
ESQUEMA FUNCIONAMIENTO D.C.H.
IADA Ingenieros S.L.

Tr =
( r32-r1
2) L
Q
Volumen útil Chapas
Posición caña
Ritmo / adición agua
Condición óptima de separación = > Ts =Tr
ESQUEMA FUNCIONAMIENTO D.C.H.
IADA Ingenieros S.L.

CAUDAL DE ALIMENTACION (Qs )
Qs = 2
D502 ( 2- 1) g Kc
18
w2 ( r22-r1
2) L
g Ln( 2r22/(r2
2+r12))
Velocidad de sedimentación natural (Vsg) Coeficiente dinámico de
productividad
Qs = 2 Vsg
Disminuir viscosidad Aumentar el partícula
• Subir temperaturas Inicio de oxidaciones
Alteración de los caracteres sensoriales
Desequilibrio sensorial
Introducción de alteraciones sensoriales
Mayor capacidad de proceso
• Mayor partícula
Riesgo de perdida grasa en los orujos
Mayor capacidad de producción
Mayor clarificación de los aceites
IADA Ingenieros S.L.

IADA Ingenieros S.L.

Facilidad de limpieza ?
Separación de caldos? IADA Ingenieros S.L.
IADA Ingenieros S.L.

IADA Ingenieros S.L.

Limpieza de tamburos:
Periodicidad
Facilidad
Tiempo de cambio
Disponibilidad de tamburo de repuesto
Homogeneidad de Centrifugas
IADA Ingenieros S.L.

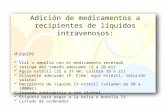
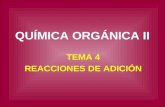
INFLUENCIA DE LA CANTIDAD Y TEMPERATURA DEL AGUA
DE ADICION A LA CENTRIFUGA VERTICAL SOBRE LAS
CARACTERÍSTICAS FISOICO-QUÍMICAS DE LOS ACEITES
INDICE ACEITE
DECANTER
AGUA:ACEITE
TEMPERATURA
1:1 1,5:1
30 40 50 30 40 50
Polifenoles T.
ppm Ac. Cafeico
Amargor K225
Estabilidad (h)
Rancimat 120º C
605 495 463 444 434 422 411
0,38 0,31 0,30 0,29 0,30 0,28 0,26
23,10 21,25 21,70 19,05 18,50 18,35 17,30
IADA Ingenieros S.L.

INFLUENCIA DE LA CANTIDAD Y TEMPERATURA DEL AGUA DE ADICION A LA CENTRIFUGA VERTICAL SOBRE LAS CARACTERÍSTICAS FISICO-QUÍMICAS DE LOS ACEITES
ACIDEZ 0,2344 0,2122
I. PERÓXIDOS 4,03 4,96
K232 1,477 1,408
K270 0,111 0,089
POLIFENOLES T. 582 450
AMARGOR K225 0,315 0,268
PARAMETROS DECANTER C.V
DATOS MEDIOS
IADA Ingenieros S.L.

Aceite de decanter Aceite de C.V.
Frutado = 4,0 Amargo = 4,9 Picante = 5,0 Verde hoja = 3,7 Dulce = 0 Astringencia = 4,2 Defectos = 2,10
Frutado = 5,7 Amargo = 4,4 Picante = 3,9 Verde hoja = 4,7 Dulce = 1,3 Astringencia = 3,8 Defectos = 0,0
SEGUNDO DÍA
Aceite decantado
Aceite centrifugado
Aceite sangrado
Aceite sangrado
Humedad = 66,50 Impurezas = 16,84 Humedad = 0,79
Impurezas = 0,05
IADA Ingenieros S.L.

ALMACENAMIENTO DE ACEITES
OBJETIVOS
SEPARAR CALIDADES OBTENIDAS
CONSERVAR CARACTERÍSTICAS
• Oxidaciones
• Hidrólisis
• Perdida de aromas ( ganancia de defectos)
FAVORECER LA MADURACION DEL ACEITE
IADA Ingenieros S.L.

SEPARACION DE CALIDADES
DISTINTAS CALIDADES
• Variedad • Arbol - suelo • Elaboración directa o diferida
• Diferentes elaboraciones ( Temperaturas, 2/3 f.)
• Épocas de recolección
CRITERIOS
• Índices fisico – químicos • Caracteres sensoriales
CAPACIDAD DE LOS DEPÓSITOS
• Máximo 10% de la producción
• Cantidad reducidas para los aceites de alta gama
ADECUAR LA CALIDAD DEL DEPÓSITO A LA DEL ACEITE
IADA Ingenieros S.L.

EVITAR OXIDACIONES
ANTIOXIDANTES
• Polifenoles • Tocoferoles - • Clorofilas (en la oscuridad)
NEUTROS
• Oleico • Linoleico
ANTIOXIDANTES • Aire (Oxígeno)
(PROVOCAN RANCIDEZ)
• Linolenico
• Luz • Temperatura • Trazas metálicas • Acidez IADA Ingenieros S.L.

EVITAR HIDROLISIS (PROVOCAN SUBIDA DE ACIDEZ)
FACTORES
• Acidez inicial • Humedad • Impurezas • Calor 2,2 º
3,64 º
Sangrar
IADA Ingenieros S.L.

EVITAR PERDIDA DE AROMAS
( O ADQUISICIÓN DE SABORES DEFECTUOSOS)
PERDIDA DE AROMAS
• Temperatura
• Aireación (Trasiegos)
• Luz
SABORES DEFECTUOSOS
• Borras – Moho ( Fondos de los depósitos)
• Olores extraños • Humos • Gas – oil
• Humedad, etc.
• Metálico
IADA Ingenieros S.L.

MANEJO DE LA BODEGA
Perfecta limpieza de los depósitos antes del llenado
Perfecta limpieza del local en todo momento
Conocer las características fisico-químicas y sensoriales de
los aceites de cada depósito. Control periódico.
Sangrado sistemático de los depósitos
Evitar entrada de humos, gases y olores extraños
Limpieza a fondo de conducciones, bombas de trasiego etc.,
antes de vaciar los depósitos
Situar los aceites de muy mala calidad en bodega diferente
IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

IADA Ingenieros S.L.

BODEGA DE BUENAS CARACTERÍSTICAS
EN ACERO INOXIDABLE
IADA Ingenieros S.L.

IADA Ingenieros S.L.

INERTIZACION
Los aceites deben estar limpios
Los depósitos totalmente llenos
VENTAJAS: Evita oxidaciones
Perdidas de aromas
Permiten la maduración del aceite
Contaminación ambiental
RIESGOS:
Fermentaciones anaerobias
Incremento de costos
IADA Ingenieros S.L.